上 上 海 海 发 发 那 那 科 科 机 机 器 器 人 人 有 有 限 限 公 公 司 司
SHANGHAI-FANUC
目 录
认识 FANUC 机器人 4
1.概论--- 4
1)FANUC 简介--- 4
2)机器人的构成--- 4
3)FANUC PAINTING 机器人的型号--- 4
4)机器人主要参数--- 5
5)FANUC 机器人的安装环境--- 5
6)FANUC 机器人的编程方式--- 5
7)FANUC 机器人的特色功能--- 5
2.FANUC 机器人的构成--- 5
1)FANUC 机器人软件系统--- 5
2)FANUC 机器人硬件系统--- 5
3.控制器--- 5
1)认识 TP--- 5
(1)TP 的作用--- 5
(2)认识 TP 上的键--- 7
(3)TP 上的开关--- 8
(4)TP 上的指示灯--- 8
(5)TP 上的显示屏--- 8
(6)屏幕菜单和功能菜单--- 9
2)操作者面板--- 11
3)远端控制器--- 11
4)显示器和键盘--- 12
5)通讯--- 12
6)输入/输出 I/O--- 12
7)外部 I/O--- 12
8)机器人的运动--- 12
9)急停设备--- 12
10)附加轴--- 12
安全 13
1.注意事项--- 132.以下场合不可使用机器人--- 13
3.安全操作规程--- 13
编程 14
1.有效编程的技巧--- 141)运动指令--- 14
2)设置 HOME 点--- 14
2.通电和关电--- 15
1)通电--- 15
2)关电--- 15
3.手动示教机器人--- 15
1)示教模式--- 15
2)设置示教速度--- 16
3)示教--- 16
SHANGHAI-FANUC
4.创建程序--- 16
1)选择程序--- 16
2)选择程序编辑画面--- 16
3)创建一个新程序--- 17
5.示教运动状态--- 17
1)运动指令--- 17
6.修正点--- 19
7.编辑命令(EDCMD)--- 20
8.程序操作--- 22
1)查看和修改程序信息--- 22
2)删除程序文件--- 23
3)复制程序文件--- 23
执行程序 24
1.程序中断和恢复--- 241)急停中断和恢复--- 24
2)暂停中断和恢复--- 24
3)报警引起的中断--- 24
2.手动执行程序--- 25
3.手动 I/O 控制--- 26
1)强制输出--- 26
2)仿真输入/输出--- 26
4. Wait 语句--- 27
5.自动运行--- 27
程序结构 28
1.运动指令--- 282.焊接指令--- 28
1)焊接开始指令--- 28
2)焊接结束指令--- 28
3)摆焊开始指令--- 29
4)摆焊结束指令--- 29
3.寄存器指令--- 29
1)寄存器指令--- 29
2)位置寄存器指令--- 29
4.I/O 指令--- 30
1)数字 I/O 指令 30 5.分支指令--- 30
1)Label 指令--- 30
2)未定义条件的分支指令--- 30
3)定义条件的分支指令--- 30
4)条件选择分支指令--- 31
6.等待指令--- 31
1)时间的等待指令--- 31
SHANGHAI-FANUC
9.其他指令--- 32
1)用户报警指令--- 32
2)时钟指令--- 32
3)运行速度指令--- 32
4)注释指令--- 32
5)消息指令--- 32
FRAMES 的设置 33
1.坐标系的分类--- 332.设置工具坐标系--- 33
3.设置用户坐标系--- 34
4.设置点动坐标系--- 34
宏 MACRO 35
1.概述--- 352.设置宏指令--- 35
3.执行宏指令--- 37
1)在 TP 的 MANUAL FCTN 画面中执行--- 37
2)使用 TP 的用户键执行--- 37
文件的输入 /输出 38
1.文件的输入/输出设备--- 381)选择文件输入/输出设备--- 38
2)文件--- 39
2.备份文件和加载文件--- 40
1)备份文件--- 40
2)加载文件--- 41
M astering 42
1.为什么要 Mastering(原点复归)--- 42
2. Mastering 的方式--- 42
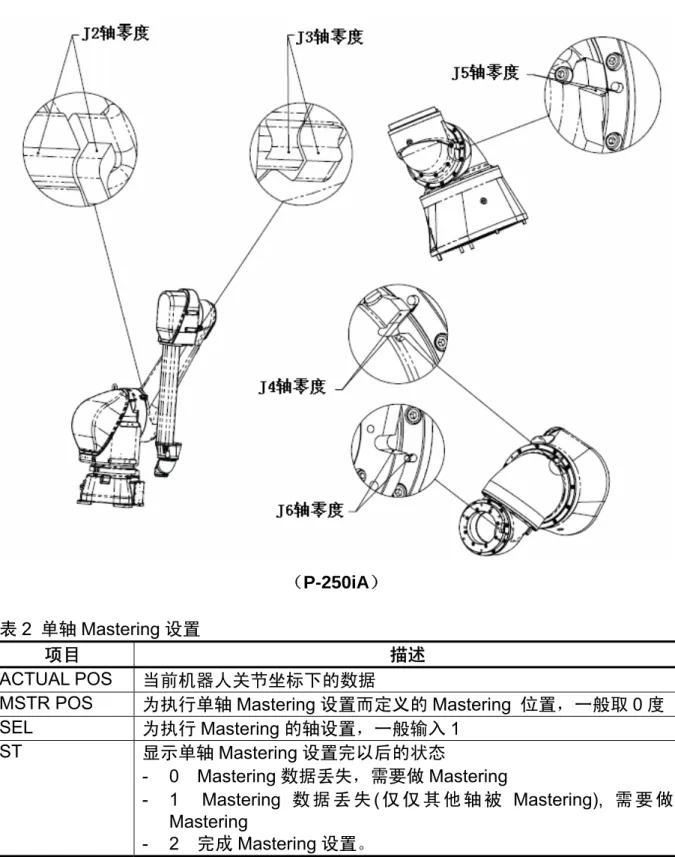
3. 0 度位置 Mastering--- 42
4.单轴 Mastering--- 43
基本保养 45
1. 概述--- 45
2. 更换电池--- 45
1) 更换控制器主板上的电池--- 45
2) 更换机器人本体上的电池--- 45
3. 更换润滑油--- 46
1) 换减速器和齿轮盒润滑油--- 46
2) 更换平衡块轴承润滑油--- 46
SHANGHAI-FANUC
安全
1.1 工作人员
机器人独自状态下,不能工作。只有当它装备了机械手臂或者其他设备,并且连接 到外围设备,组成一个系统以后,机器人才能运转。
要不仅仅考虑到机器人的安全,而且要保证整个系统的安全。使用机器人时,需要 提供安全护栏和采用其他的安全措施。FANUC 机器人需要如下的系统工作人员。请选 择合适的工人进行专门机器人教程的培训。
普通操作者
操作者的工作是:
¾ 打开和关闭系统
¾ 开始和停止机器人程序
¾ 从警报状态恢复系统
禁止操作者进入由安全护栏封闭的区域进行相应操作。
程序员或者教导操作者
程序员或者教导操作者的任务包括了普通操作员和如下条款的内容:
¾ 教导机器人、调整外围设备和其他必须在由安全护栏封闭的区域里进行的工作。
程序员或者教导操作者必须接受专门的机器人课程的培训。
维护工程师
维护工程师的工作包括程序员的工作和如下的内容:
¾ 修理和维护机器人
维护工程师必须接受专门的机器人课程的培训。
1.2 一般安全防护
本节列举了一般安全防护措施。在开始使用机器人前,请阅读本条例。手册在随后 会指出其他的防护措施。请注意每一个条款。
一般规则
警告:使用机器人时,需要采取以下防护措施。否则,机器人和外围设备会受到不利 影响,或者工人会受严重伤害。
-- 禁止在易燃环境中使用机器人 -- 禁止在易爆环境中使用机器人 -- 禁止在放射性环境中使用机器人
-- 禁止在水中或者十分潮湿的环境中使用机器人 -- 禁止使用机器人搭载人或者动物.
-- 禁止利用机器人作为梯子。(不要攀爬或者从机器人上悬挂)
警告:机器人工作人员必须穿戴如下安全用品:
-- 根据每一个工作穿着合适的衣服
SHANGHAI-FANUC
说明:程序员和维护人员必须在FANUC接受适当的培训。
安装注意事项
警告:运输和安装机器人,应该严格的按照FANUC建议的程序进行。错误的运输和安 装可能会导致机器人滑落,对工人造成严重的伤害。
注意:机器人安装后的第一次运行,应该限制在低速运转。然后,再逐渐增加速度,
检查机器人的运行情况。
运行注意事项
警告:在机器人运行前,应该确认没有人在安全护栏区内。同时,要检查确信不存在 危险位置的风险。如果检测到这样的位置,应该在运行前消除隐患。
注意:操作者在操作控制面板或者教导盒时不能戴手套。佩戴手套可能会引起操作失 误。
说明:可以保存程序、系统参数和其他信息到存储卡或者磁盘。确定周期性的存储数 据,以免在事故中造成数据丢失。
编程注意事项
警告:应该在安全护栏区域外,尽可能远的地方编程。如果程序需要在安全护栏区域 内完成程序员应该遵守如下事项:
-- 在进入安全护栏区域内前,确认在区域中没有危险位置的风险。
-- 随着准备按紧急停机按钮。
-- 机器人应该在低速运行。
-- 程序运行前,检查整个系统状态,确认没有到外围设备的远程指令,确认没有 动作 对使用者有威胁。
注意:编程结束后,根据制定的步骤,给出相应的文字说明。在文字说明中,工人必 须在安全护栏区域外。
说明:程序员应该在FANUC接受适当的培训。
维护注意事项
警告:在维护中,机器人和系统应该在断电状态。如果系统和机器人在电源开的状态 下,一个维护操作可能会引起冲击性的危害。如果必要,应该提供相应的安全锁,
以防止其他人打开机器人或者系统的电源。如果维护需要在电源开的状态下进
行,紧急停机按钮需要保证可用。
警告:替换零件时,维护工人应该阅读维护手册,预先学习复位步骤。如果进行了错 误的步骤,可能会引起事故,导致对机器人的损伤并伤害到工人。
警告:当要进入到由安全护栏封闭的区域时,维护工人应该检查整个系统,确认没有 危险位置。在存在危险位置时,如果工人需要进入这个区域,工人必须时刻保 持十分小心,检查当前系统状态。
警告:零件的更换应该按照FANUC的建议执行。如果应用其他零件,可能会发生故障 或者损害。特别指出的是,请不要应用FANUC没有推荐的保险丝。这样的保险 丝可能会导致火灾。
警告:当移除一个马达或者制动器时,应该用起重机或者其他设备预先支撑机器人的 手臂,这样在装卸中,手臂不会坠落。
警告:如果在维护中需要让一个机器人进行一个动作,应该采取以下的保护措施:
-- 维护工作中,使逃离通道顺畅,时刻检查整个系统的动作,以便通道不被机 器人或者外围设备阻挡。
-- 时刻注意危险位置的威胁,做好随时按紧急停机按钮的准备。
警告:当拧动马达、制动器或者其他重的负载时,应该用起重机或者其他装备保护维
SHANGHAI-FANUC
护工人不承受过量负载。否则,维护工人可能会受到严重伤害。
注意:只要有油脂洒落在地面,就应该尽快擦除以避免危险的滑倒。
注意:在维护过程中,不要攀爬机器人。这样的尝试会导致对机器人的不利的影响。
此外,失足会导致对维护工人的伤害。
注意:以下零件会发热。如果维护工人需要接触发热的零件,需要佩戴放热手套或者 用保护性的工具:
--伺服马达 -- 控制单元内部
注意:当更换了一个零件后,所有的螺钉和其他相关的组成部分应该放回各自原来的 地方。必须做仔细的检查,确保没有组件丢失或者未被安装。
注意:在对气动系统的维护进行前,应该关闭供压系统并且排放管道内的气体使气压 降至零。
注意:在零件被更换后,根据预先设定的方法,应该对机器人给出相应的文字说明。
在制作文字说明时,维护人员应该工作在安全护栏外。
注意:维护结束后,机器人周围和安全护栏区域内的地板,应该清理干净洒落的油脂 或者水、金属片等。
注意:替换零件时,小心防止灰尘进入机器人。
说明:每个维护工人或者检查工人应该在FANUC接受适当的训练。
说明:应该在适当的光线下进行维护。必须十分小心不让因光线导致任何危险。
说明:应该对机器人进行周期性的检查。(指人工维护)不正确执行周期性的维护,
会对机器人造成不利的影响或者影响机器人的服役时间,同时会导致事故。
1.3 附注
1.FANUC 机器人所有者、操作者必须对自己的安全负责。FANUC 不对机器使用的安 全问题负责。FANUC 提醒用户在使用 FANUC 机器人时必须使用安全设备,必须遵守 安全条款。
2. FANUC 机器人程序的设计者、机器人系统的设计和调试者、安装者必须熟悉 FANUC 机器人的编程方式和系统应用及安装。
3. FANUC 机器人和其他设备有很大的不同,不同点在于机器人可以以很高的速度移动 很大的距离。
※
FANUC 公司不为错误使用的机器人负责SHANGHAI-FANUC
认识 FANUC 机器人
一.概论
1)喷涂机器人的构成
喷涂机器人是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节 点或坐标系。
(控制柜) (防爆管) (机器人本体)
2)FANUC 喷涂机器人的型号
常用型号:型号 工作范围半径(mm) 手部负重(kg) P-10 Opener 1932 22.7 P-15 Opener 2331 20.4
P-50i 1360 7.5
P-200E System 2800 30
P-200T 2308 15
P-250i 2800 15
P-500 2600 15
3)FANUC 喷涂机器人的主要参数
1) 动作类型;2) 控制轴;
3) 手臂重量;
4) 动作范围;
5) 安装方式;
6) 精度;
7) 运动速度;
8) 扭矩;
9) 惯量;
10) 驱动方式;
图1
SHANGHAI-FANUC
11) 质量;
12) 机器人本体: 净化空气流量;
净化空气压力;
过滤精度;
13) 控制器: 最大工作电源;
平均消耗电量。
4)FANUC 喷涂机器人的服务行业
汽车制造业、汽配行业、摩托车行业、IT 行业(打印机部件、手机外壳、笔记本 外壳、MP3 等等)、一般消费品、塑料件、家具行业等。
5)FANUC 喷涂机器人的安装环境
1) 环境温度:0-45 摄氏度;2) 环境湿度:普通:75%RH 以下;
短时间:95%RH 以下(一个月之内);
3) 振动:≤0.5G(4.9M/s2);
4)工作电压:380~400V。
6)FANUC 喷涂机器人的编程方式
1)在线编程:在喷涂现场,利用示教盘示教机器人程序。
2)离线编程:发那科机器人的 PaintPRO 软件是一种离线图形变成方法,用于简 化机器人的示教路径和喷涂工艺的改进。PaintPRO 的独特设计,使得它所建 立的路径可直接为发那科公司的PaintTOOL 应用软件包和系统控制器 R-J3 使 用。用一台个人电脑,操作者以绘图的方式选择工件的喷涂区域,并从中挑选 合适的喷涂方案。利用喷涂车间的参数和专用术语,机器人的路径就可以自动 生成。
7) FANUC 喷涂机器人的特色功能
1) 自动换色;2) 本质防爆,内压防爆.;
3) Remote TCP;
4) 在线跟踪;
5)密码保护;
6) 机器人安装方法多样化(正装、侧装、吊装)。
二.FANUC 喷涂机器人的构成 1. FANUC 喷涂机器人软件系统
FANUC 喷涂机器人用的软件系统是 PaintTool。PaintTool 应用软件包,与 FANUC 机器人和系统控制器R-J3 整合,为用户提供一套适合一般工业与汽车业喷漆与喷粉的 工艺解决方案。PaintTool 简化了 FANUC 机器人的设置和操作,仅需要少量活无须编 程和操作实验。PaintTool 的标准配置实现了与机器人快速、简易集成,路径示教,以 及生产开始。PaintTool 可与其它任何控制器(PLC)集成,或以独立模式运行。
2. FANUC 机器人硬件系统 1)基本参数:
马达 交流伺服马达
SHANGHAI-FANUC
2) FANUC 喷涂机器人安装形式:(见图 1)
(正装)
(吊装)
(侧装)
SHANGHAI-FANUC
3)模式选择开关(见图 3)
模式选择开关是设置在操作面板上的钥匙孔。根据条件和情况,利用模式选择开关 来选择最合适的机器人操作方式。操作模式有自动档AUTO、手动档 T1(T1 模式用于 速度不超过250mm/秒的测试操作)和 T2(T2 模式用于低速到全速之间的机器人程序 测试)。
当处于T1 或 T2 模式时,如果将示教盒的开关拨到 OFF,控制器将出错,如果 AUTO 模式下,将示教盒的开关拨到ON,控制器会出错。当利用模式选择开关改变操作模式 时,示教盒的屏幕上显示相关信息,同时机器人暂停运动。也可以将钥匙从钥匙孔拔去,
把模式锁定在AUTO 或 T1。当钥匙处于 T2 位置时,不能将钥匙从钥匙孔拔去。
注意:如果将模式从T1 或 T2 转换成 AUTO 的同时,按下了 DEADMAN 开关,将 出现系统错误;直到DEADMAN 开关释放后,才能转换成 AUTO 模式。
4)机器人控制器硬件(见图 3)
SHANGHAI-FANUC
图3.2 机器人控制柜(B-机箱)的外观(背面)
图3.3 机器人控制柜(B-机箱)的外观(正面)
SHANGHAI-FANUC
后面板 主板
电池
I/O处理
Re du nd an t
E- sto p uni t
操作面板 配电盘
风扇 伺服放大器 (6轴放大器)紧急停止 单元 再生电阻
外围设备 (I/O) 外围设备 (串行) 外围设备 (以太网)
I/O unit MODEL A 存储卡゙ 示教操作盘 外部紧急停止 外部on/off 机器人 AC输入 200-230 VAC 380-400 VAC 3φ
断路器
电源单元 开关
伺服信号(FSSB) HSSB, 示教操作盘信号
24VDC 210VAC 输入 210VAC 输出
210VAC 变压器过热信号
24VDC
EMG 信号 210VAC EMG信号 脉冲编码器信号/机器人トDI/DO信号 モ电机功率/制动器功率
变压器
SHANGHAI-FANUC
·主板
主板上安装有微处理器及其外围电路、存储器、以及操作箱控制电路。此外,主板 进行针对伺服系统的位置控制和伺服放大器的电压控制。
·I/O 印刷电路板、FANUC I/O Unit-MODEL A
根据 I/O 处理等应用备有各类印刷电路板。此外,还可以安装 FANUC I/O Unit-MODEL A,在这种情况下,可以选择各类输入/输出类型。
全部以 FANUC I/O Link 来连接。
·紧急停止板、MCC 单元
用来对紧急停止系统、伺服放大器的电磁接触器以及预备充电进行控制。
·电源单元
用来将 AC 电源转换为各类 DC 电源。
·背面底板
背面底板上安装有各种控制板。
·示教操作盘
包括机器人的编程作业在内的所有作业,都通过此示教操作盘进行操作。另外,示 教操作盘还通过 LCD(液晶显示屏)进行控制装置的状态、数据等的显示。
·伺服放大器
伺服放大器进行伺服电机的功率放大、脉冲编码器控制、制动器控制、超程、机械 手断裂等方面的控制。
·操作箱/操作面板
操作箱/操作面板通过 LED 进行机器人的状态显示、起动等操作。此外,还备有用 来连接外部设备的串行接口的端口、以及用来连接数据备份用存储卡的接口。
操作箱/操作面板进行紧急停止系统的控制。
·变压器
变压器由输入电源向控制装置提供所需的 AC 电压。
风扇单元、热交换器
风扇单元、热交换器用来冷却控制装置内部。
·断路器
在由于控制装置内部的电气系统异常、或者输入电源异常而流过强电流时,为了保 护设备,输入电源连接于断路器。
·再生电阻
再生电阻作为用来释放伺服电机的反电动势而连接于伺服放大器上。
·示教盘ISB
安全屏障(ISB)单元是Instrinsically 安全示教盒的接口。ISB设有电子线路(电 子屏障和光学联结器),来保证进入示教盒的所有电子信号的能力都满足一定限制。电 子线路将确保任何从示教盒输出的电流都不足以点燃易燃气体,这些易燃气体可能存在 于喷漆应用环境中
·净化模块
净化控制单元(PCU),控制着喷漆机器人的净化和增压。净化控制单元保证了机 器人的内部不含有任何危险气体,从而确保了安全地开启控制器和机器人。该单元持续 地监控着机器人地增压,以保证机器人的连续操作安全。如果,因为任何原因,失去增 压,则控制器的所有电源将关闭。
SHANGHAI-FANUC
5).操作者面板(见图4)
(图 4)
6)净化(PURGE)模块控制
SHANGHAI-FANUC
(净化模块控制机器人启动流程图)
SHANGHAI-FANUC
7) 启动和关闭机器人步骤
警告
z 在开启机器人电源之前,贵工厂可能需要其它的一些检查 z 为了增加安全性,启动机器人之前,请熟悉有关安装的指
导方针
请使用以下步骤启动机器人及关闭机器人。
启动机器人
条件 所有人员和不需要的设备都处于工作单元之外。
第一步 查看机器人、控制器、工作单元,和周围区域。查
看过程中确保所有的安全装置都处于正常工作位 置,同时工作单元内没有人员。
第二步
Power Disconnect Circuit Breaker:电源断
开线路的断开器
将操作面板上电源断开线路的断开器拨转到ON。
第三步 如果净化错误二极管点亮,则按下控制器操作面板
上的净化启动按钮,来开始净化循环。等待控制器 操作面板上的净化完成二极管点亮。整个过程将花 费五分钟时间,然后净化指示灯点亮。
注意:如果净化循环没有完成,不能打开控制器。
如果存在净化错误,净化完成二极管将熄灭,同时 净化错误二极管点亮。
z 检查下列情况,如果出现这些情况请将其改正。
¾ 去除了所有的机器人覆盖物。
¾ 工厂的空气压力不符合要求。
¾ 机器人空气管路不符合要求。
¾ 净化螺线管有问题。
警告:如果发现任何存在的问题,或者是潜在的危险,都不 能启动机器人。立即汇报发现的问题。不经检查就启动机器 人,可能导致严重的伤害。
第四步 按下操作面板上的ON/OFF 按钮。
z 在操作面板上,ON 按钮点亮,表明机器人处于开启状态。
SHANGHAI-FANUC
至此,启动机器人步骤已经完成。
关闭机器人
第一步 如果正在运行程序,或者机器人在运动,请按下示教盒上 的HOLD 键。
第二步 执行安装过程指定的任意停工过程
第三步 按下操作面板上的ON/OFF 按钮
第四步 如果对机器人或控制器执行维护工作,将断开线路的断开 器拨到OFF 位置,并且锁定。
警告
不管控制器是否与电源相连,其上总是存在足以致命的高 电压。务必非常小心地避免电击。
将断开线路的断开器拨到OFF 位置,仅仅出去设备输 出端的高压。不管控制器是否与电源相连,其输入端总是 带有高压。
三.控制器
一. 认识示教盒(Teach Pendant)
示教盒是一个用来显示喷漆工具软件菜单的操作接口装置。它通过一根插到控制器 内部主处理器板卡上的电缆与控制器相连。如果是一个分离的示教盒,则与操作面板相 连。
1.示教盒的作用 z 移动机器人
z 创建和编辑程序 z 测试程序
z 安装产品 z 检测状态
SHANGHAI-FANUC
z 执行手工操作 z 配置应用程序
2.示教盒的类型 有两种类型的示教盒:
z 标准示教盒
z 固有安全(ISTP)示教盒 标准示教盒提供
z 一个 16 行*40 字符的示教盒显示屏 z 11 个状态指示器
z 示教盒按钮,包括专门为喷漆工具软件应用的按钮
ISTP 示教盒多用于危险的喷漆环境中,它插在控制器内部固有的安全障碍物(ISB)
单元里面,包含
z 一个 16 行*40 字符的示教盒显示屏 z 示教盒显示屏上的 11 个状态指示器
z 示教盒按钮,包括专门为喷漆工具软件应用的按钮
3.认识示教盘上的按钮
示教盒上的按钮包括显示软件菜单、从示教盒菜单中选择选项、帮助你编写程序、
移动机器人及执行特殊的喷漆任务。
Status Inicators(状态指示灯)
:指示系统状态。ON/OFF Switch(开关)
:与DEADMAN 开关一起启动或禁止机器人运动。PREV:显示上一屏幕。
SHIFT key(键)
:与其它键一起执行特定功能。MENUS key(键)
:使用该键显示屏幕菜单。Cursor keys(光标键)
:使用这些键移动光标。STEP key(键)
:使用这个键在单步执行和循环执行之间切换。RESET key(键)
:使用这个键清除告警。BACK SPACE key (键)
:使用这个键清楚光标之前的字符或者数字。ITEM key(键):使用这个键选择它所代表的项。
ENTER key(键)
:使用该键输入数值或从菜单选择某个项。SHANGHAI-FANUC
APPL INST key(键)
:使用该键显示测试循环屏幕。SATUS key(键)
:使用该键显示状态屏幕。MOVE MENU key(键)
:使用该键来显示运动菜单屏幕。MAN FCTNS key(键)
:使用该键来显示手动功能屏幕。Jog Speed keys(键)
:使用这些键来调节机器人的手动操作速度。COORD key(坐标系键)
:使用该键来选择手动操作坐标系。Jog keys(键)
:使用这些键来手动操作机器人。BWD key(键)
:使用该键从后向前地运行程序。FWD key(键)
:使用该键从前至后地运行程序。HOLD key(键)
:使用该键停止机器人。Program keys(程序键)
:使用这些键选择菜单项。4.示教盘上的开关(见图 7) (图6)
SHANGHAI-FANUC
(表 1)
动作开关
(Teach pendant enable switch)
此开关控制 TP 有效(ON)/无效(OFF),当 TP 无效(OFF)时,示教、编 程、手动运行不能被使用。
急停按钮
(EMERGENCY STOP button)
此按钮被按下,机器人立即停止运动。
DEADMAN 开关 (DEADMAN switch)
当 TP 有效(ON)时,只有 DEADMAN 开关被按下,机器人才能运动,
一旦松开,机器人立即停止运动。
5.示教盘上的指示灯
示教盒上装有一些指示灯,这些指示灯能够帮助操作人员决定控制器的装态。图5
-4 显示的是示教盒上的指示灯,表 5-1 列出并一一描述了这些指示灯。
图5-4 示教盒状态指示灯 图7
(图6)
SHANGHAI-FANUC
(表 2)
指示灯 描述
FAULT 表明出现了错误
HOLD 表明机器人处于暂停状态。在暂停情况下,HOLD 指示灯并不 是持续点亮
STEP 表明机器人处于单步模式 BUSY 表明控制器正在处理信息 RUNNING 表明正在运行程序
MAN ENBL 表明机器人处于手动模式 PROD
MODE 表明机器人处于生产模式
JOINT 表明当前的手动操作坐标系是JOINT
XYZ 表明当前的手动操作坐标系是笛卡儿坐标系(JOG FRAME OR WORD)
TOOL 表明当前的手动操作坐标系是TOOL 6.屏幕菜单和功能菜单
示教盒屏幕显示了喷漆工具软件菜单。可以通过从喷漆工具菜单中选择来执行所有 的功能。
喷漆工具全部的菜单如图所示:
第1 页 第 2 页
项目 功能
UTILITIES 显示提示
TEST CYCLE 为测试操作指定数据 MANUAL FCTNS 手动功能
ALARM 显示报警历史和详细信息
I/O 显示和手动设置输出,仿真输入/输出,分配信号 SETUP 设置系统
FILE 读取或存储文件 MOVE MENU 显示移动菜单 USER 显示用户信息 (图 5)
SHANGHAI-FANUC
SELECT 列出和创建程序 EDIT 编辑和执行程序
DATA 显示寄存器、位置寄存器和堆码寄存器的植 STATUS 显示系统和弧焊状态
POSITION 显示机器人当前的位置 SYSTEM 设置系统变量等
USER 2 显示用户 2 信息 JOB QUEUE 显示作业队列
NEXT 下一页
注意:使用选择键可以显示选择程序的画面,但除了可以选择程序以外,其他功能都 不能被使用。
注意:使用编辑键可以显示编辑程序的画面,但除了改变点的位置和速度值,其他功 能都不能使用。
2)增补功能菜单(FCTN)(见图 6,表 3)
1 ABORT 1QUICK/FULL MENUS 2 Disable FWD/BWD 2 SAVE
3 CHANGE GROUP 3 PRINT SCREEN 4 TOG SUB GROUP 4 PRINT
5 TOG WRIST JOG 5
6 6
7 RELEASE WAIT 7
8 8
9 9
0 ---NEXT--- 0 ---NEXT---
Page 1 Page 2
项目 功能
ABORT 强制中断正在执行或暂停的程序
Disable FWD/BWD 使用 TP 执行程序时,选择 FWD/BWD 是否有效 CHANGE GROUP 改变组(只有多组被设置时才会显示)
TOG SUB GROUP 在机器人标准轴和附加轴之间选择示教对象 TOG WRIST JOG
RELEASE WAIT 跳过正在执行的等待语句。当等待语句被释 放,执行中的程序立即被暂停在下一个等待 语句处
QUICK/FULL MENUS 在快速菜单和完整菜单之间选择
FCTN
SHANGHAI-FANUC
三.远端控制器
远端控制器是和机器人控制器相连的外围设备,用来设置系统,包括以下形式:
1)用户控制面板
2)可编程控制器(PLC)
3)主控计算机(Host Computer)
四.显示器和键盘
外接的.显示器和键盘通过 RS-232C 与控制器相连,可以执行几乎所有的示教盘功 能。和机器人操作相关的功能只能通脱TP 实现。
五.通讯
1)一个标准的 RS-232C 接口(外部)
2)两个可选的 RS-232C 接口(内部)
六.输入/输出 I/O
输入/输出信号包括以下:
1) 外部输入/输出 UI/UO
2) 操作者面板输入/输出 SI/SO 3) 机器人输入/输出 RI/RO
4) 数字输入/输出 DI/DO(512/512)
5) 组输入/输出 GI/GO(0 to 65535 最多 16 位)
6) 模拟输入/输出 AI/AO(0 to 16383 15 位数字植)
输入/输出设备:
1) Model A (喷涂一般用该类型)。
七.外部 I/O
外部信号是发送和接受来自远端控制器或周边设备的信号,可以执行以下功能:
■ 选择程序
■ 开始和停止程序
■ 从报警状态中恢复系统
■ 其他 八.机器人的运动
R-J3i B/R-J3iC 控制器最多能控制 16 根轴,最多可控制 3 个组,每个组最多可以 控制9 根轴。每个组的操作是相互独立的。
机器人根据示教盘示教或程序中的运动指令进行移动。
示教盘示教时,机器人的运动基于当前坐标系和示教速度。
执行程序时,机器人的运动基于位置信息、运动方式、速度、终止方式等。
九.急停设备
* 2 个急停按钮(一个位于操作箱面板,一个位于示教盘上)
* 外部急停(输入信号)
外部急停的输入端子位于控制器或操作箱内。任何情况下按下紧急停机按钮时,机 器人都会立即停下来。外部紧急停机输出或输入紧急停机信号到外围设备。信号终 端在控制器上面和操作箱内部。
十.附加轴
每个组最多可以有 3 根附加轴(除了机器人的 6 根轴)。 附加轴有以下 2 种类型:
1)外部轴
控制时与机器人的运动无关,只能在关节运动。
SHANGHAI-FANUC
2)内部轴
直线运动或圆弧运动时,和机器人一起控制。
十一.存储器
有三种类型的内部控制器存储器:
z C-MOS RAM(随机存取存储器)
C-MOS 是电池供电的 RAM,使用于:
1) 加载示教盒程序(TPP)
2) 系统变量数据
3) 选择的 KAREL 数据
z DRAM(动态随机存取存储器)
D-RAM 是快速 RAM,使用于:
1) 系统的工作存储器 2) 载入 KARNL 程序
3) 大部分的 KAREL 变量(缺省)
z Flash ROM(FROM)(快擦编程只读存储器)
快擦文件存储磁盘是F-ROM 存储器的一部分,它被作为一个单独的存储设备来使 用。
此外,控制器有能力在外部存储信息,可以在外部设备上备份和存储文件。你可以 使用如下的设备:
1) 存储卡(Flash ATA 或者 SRAM)
2) 软盘(FANUC Robitics PS-100、PS-110、Ps-200 和 KFLOPPY)
3) 以太网的 FTP。
SHANGHAI-FANUC
编程
应用程序是这样的一些指令的组合,它们按顺序执行,从而完成你的喷漆任务。在 喷漆工具环境中,应用程序有几种称法:最常见的称法是作业和过程。
软件允许你创建和修改应用程序,包含
z 程序头部信息,包含程序名称、注解、组屏蔽、程序类型、应用屏蔽和写保护设置 z 分配给每个程序指令的行数
z 运动指令,包含告诉机器人移动到哪儿,以及如何移动的命令
z 程序的逻辑指令、I/O 指令、数据处理指令、程序控制指令、高级功能等等 z 程序注解的标记
z 程序结束标记,指示程序中不存在更多指令。
一.有效编程的技巧 1.运动指令
■ Fastest Motion=JOINT motion
使用关节运动能减少运行时间,直线运动的速度要稍低于关节运动。
■ Painting Motion=FINE position
用 FINE 作为运动终止类型,这样做可以使机器人精确运动到示教时记录点的位 置。
■ Moving around workpieces =CNT position
绕过工件的运动使用 CNT 作为运动终止类型,可以使机器人的运动看上去更连 贯,CNT 的值在 1 到 100 间。
当机器人喷枪的姿态突变时,会浪费一些运行时间,当机器人喷枪的姿态逐渐变 化时,机器人可以运动的更快。
1) 用一个合适的姿态示教开始点;
2) 用一个和示教开始点差不多的姿态示教最后一点;
3) 在开始点和最后一点之间示教机器人。观察喷枪的姿态是否逐渐变化;
4) 不断调整,尽可能使机器人的姿态不要突变;
5) 机 器 人 喷 枪 的 开 关 枪 除 了 可 以 用 DO[X] 控 制 之 外 , 还 可 以 用 GUNON/GUNOFF 指令。
注意:当运行程序机器人走直线时,有可能会经过奇异点,这时有必要使用附加 运动指令或将直线运动方式改为关节运动方式。
2.设置 Home 点
Home 点是一个安全位置,机器人在这一点时会远离工件和周边的机器,我们可 以设置Home 点,当机器人在 Home 点时,会同时发出信号给其他远端控制设备 如PLC),根据此信号,PLC 可以判断机器人是否在原点。
二.通电和关电
1,通电
1)将操作者面板上的断路器置于 ON
2)接通电源前,检查工作区域包括机器人、控制器等。检查所有的安全设备 是否正常。
3)将操作者面板上的电源开关置于 ON
SHANGHAI-FANUC
2.关电
1)通过操作者面板上的暂停按钮停止机器人 2)将操作者面板上的电源开关置于 OFF 3)操作者面板上的断路器置于 OFF
注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在 关电前,要首先将这些外部设备关掉,以免损坏。
三.手动示教机器人
1.示教模式(见表
1)表 1
坐标系和发光二极 管或液晶显示
描述 图示
JOINT 移动机器人的单
个转轴。
XYZ 在x、y 或者 z 方 向上移动机器人 TCP,以及旋转 x
(w)、 y(p)
或者z(r)。
注意 如果你正 在使用BellTool,
因为 P-300S 和 P-300T 是直线设 备,所有的坐标都 可以用来手动操 作。对于P-300T,
XYZ 坐标系将倒 数器 TCP 沿+x 和+z 方向移动,
已经沿 x、y 和 z 方向旋转。旋转过 程 中 , 不 保 持 TCP。
SHANGHAI-FANUC
TOOL 在x、y 或者 z 方 向上移动机器人 TCP,以及在选定 的工具参照系内 旋转x(w)、 y
(p)或者 z(r)。
注意 如果你正 在 使 用 BellTool 或者RecipTool,
不要使用SETUP Frames 屏幕来设 置工具参照系,而 是 使 用 SETUP Bells 或 者 SETUP Recips 显示屏。
设置示教模式,按示教盘上的COORD 键进行选择。
液晶显示器 坐标系
JOINT JOINT
XYZ WORLD, USER, JGFRAME TOOL TOOL
2.设置示教速度
按 TP 上的示教速度键进行设置。
速度值 关节模式 笛卡儿坐标
100,95,90,85,……
20,15,10,5,4,3,
2,1
手动操作速度的百分比 值 VFINE 到 5%之间,
每按一下,改变1%,5%
到 100%之间,每按一 下,改变5%
手动操作速度的百分比 值
FINE(递增步伐) 大概为0.001 度 大概为0.023 毫米 VFINE(递增步伐) 大概为0.0001 度 大概为0.002 毫米
当 同 时 按 住 SHIFT 键 和 示 教 速 度 键 COORD 时 , 速 度 改 变 幅 度 变 大 : VFINE→FINE→1%→5%→50%→100%
注意:手动操作机器人时,根据操作人员的经验,选择一个适合工作单元环境,适 合机器人手动操作方式的运动速度。操作人员对机器人不熟悉的情况下,请选择较慢的 速度。手动操作速度越慢,越容易控制机器人。
3.示教
1)按下 Deadman 开关,将 TP 开关置于 ON
2)按下 SHIFT 键的同时,按示教键开始机器人示教。SHIFT 键和示教键的任 何一个松开,机器人就会停止运动。
注意:示教机器人人前,请确认工作区域内没有人。
4.使用手动操作菜单
1. 如果想要显示手动操作菜单,按下 SHIFT 按键不放,并且按下 COORD 按键。
SHANGHAI-FANUC
2.使用上下箭头按键来移动光标到你想改变的条目上。
3.如果想要改变每个参照系编号,按下合适的数字按键。光标所在的条目会改成
新的值。有效的参照系取值如下所示:¾ USER:0-9
¾ TOOL:1-10——为了选择 10,按下示教盒上的“.”(句号)按钮。
¾ JOG:1-5
注意 如果只有少于 10 个的工具参照系,那么文字(.=10)将不会出现,并且“.”
按键不能被接受。
注意 工具参照系的最大值被设置在系统变量
4. 如果想要改变子群
(仅适用于带有扩展轴的系统), 将光标移动到 ROBOX/EXT 上面,并且按下左箭头按键和右箭头按键。5.如果想要改变子群(仅适用于含有多运动群的系统)
,将光标移动到GROUP 上 面,并按下合适的数字按键。你只能指定那些存在的运动群号。5. XYZ 模式下的手动操作
z 上面的三对手动操作按钮沿直线方向移动工具中心点(TCP)。
z 以空间某固定点为原定,该模式下工具中心点的运动平行于三维坐标系的三个轴
(X,Y,和 Z)。
z 为了产生直线移动,需要多个关节一起运动。
z 工具方向(工具在空间的指向)保持不变。
全局参照系
z 通过零点复归机器人决定坐标系的原点和方向,一旦机器人被零点复归后,原点和 方向不再改变。
z 6 轴机器人的原点位于 J1 的中心线,和 J2 中心线等高的位置。
z 底下的三对手动操作键改变工具的旋转方向。
z 当 J4,J5 和 J6 都为零度时,出现奇异点。
右手规则适用于全局参照系。
奇异点——定义
z 奇异点是这样的点,即机器人经过该点时,可能造成程序中没有的机械腕旋转,有 时这种旋转是无法预测的。
z 当一个无穷多个关节角度产生同样的笛卡儿数据集时,产生奇异点。
z 通过将一些点从奇异点位置移走,可以将奇异点消除。
z 不同的机器人模型产生不同的奇异点。
SHANGHAI-FANUC
6)手动操作机器人及其它的转轴
条 件
所有的人员以及不必要的装置必须在工作单元外面。
清除所有的紧急停机方面的错误。
清除所有其它方面的错误,并且错误显示灯没有亮。
如果你可以使用可靠控制(RS-1/RS-4),确保模式选 择开关在T1 或者 T2 位置。
警告
确保工作单元里面所有的安全设备安置妥当;否则,你 可能会造成人员或设备方面的伤害。
步骤
1 选择一个坐标系。通过按下示教盒上的 COORD 按键,
直到你所选择的坐标系在示教盒屏幕的右上角以及示 教盒的发光二极管上(LED)被显示出来。你将会看 到一个于与下图类似的屏幕:
注意 当打开示教盒,或者控制器第一次加电的时候,手 动操作速度值将会被自动设置成10%。
2 握住示教盒,连续按下示教盒背面的 DEADMAN 开
关。注意 如果你可以使用可靠控制(RS-1/RS-4),并且你完 全压紧DEADMAN 开关,此时不允许机器人运动以及任何 错误的发生。这与DEADMAN 开关被放开的时候是相同的。
为了清除错误,按下中间位置上的DEADMAN 开关,并且 按下重启键(RESET)。
3 将示教盒的 ON/OFF 开关打到 ON 的位置上。
注意 在示教盒打开的过程中,如果你释放了 DEADMAN 开关,那么将会发生一个错误。为了清除这一错误,连续 按下DEADMAN 开关,然后按下示教盒上面的 RESET(重 启)按键。
多运动群
4 如果你的系统配置有多运动群,通过执行下来操作,
选择你所要的运动群来进行手动操作:
a 按下并握住 SHIFT 按键,再按下 DOORD 来显示 JOG(手动操作)菜单。
b 将光标移动 GROUP(群)上面,并且按下合适 的数字按键。
SHANGHAI-FANUC
扩展轴和子群
5 如果你的系统有扩展轴,通过执行下列操作,选择你
所要的子群来手动操作:a 按下 FCTN。
b 将光标移动到 TOGGLE SUB-GROUP 上面,按
下回车键。此时你将会看到一个与下图类似的屏 幕:Sub-group selected:选择的子群
c 如果想要撤销选择一个子群,按下 FCTN,将光标 移动到TOGGLE SUB-GROUP 上面,按下回车 键。
机械腕手动操作
6 如果你想使用机械腕手动操作,
a
按下 FCTN。b 将光标移动到 TOGGLE WRIST-JOG 上面,按下
回车键。机械腕手动操作的状态线指示器被显示 在示教盒屏幕的的右上角。下图中的屏幕是一个 例子。Wrist jogging selected:选择的机械腕手动操作 c 如果想要撤销选择机械腕手动操作,按下 FCTN,
将光标移动到TOGGLE WRIST-JOG 上面,按下 回车键。
注意 在“JOINT”模式下,WRIST JOG 不可用。
手动操作速度
7 选择一个手动操作速度。通过按下和释放合适的手动
操作速度开关,直到你所想要的手动操作速度被显示 在示教盒屏幕的右上角。你将会看到一个与下图类似 的屏幕。SHANGHAI-FANUC
警告
下一步中,机器人将会移动。在手动操作过程中的任何 时 刻 , 为 了 让 机 器 人 立 即 停 下 来 , 你 可 以 释 放
DEADMAN 开关或者按下紧急停机按钮。
8
如果想要手动操作,按下 SHIFT 按键不放,并且连续 按下与你想移动机器人的方向所对应的手动操作按 键。为了停止手动操作,释放手动操作按钮。注意 如果你可以选用可靠控制(RS-1/RS-4),并且如果 你已经将奇异点停机系统设置成可用,
将$PARAM_GROUP[n].$T1T2_SNGSTP 设置成 TRUE,
在T1 或者 T2 模式下,机器人将会在奇异点处停止下来。
9
在你完成手动操作之后,将示教盒的ON/OFF 开关打 到OFF 上,并且释放 DEADMAN 开关。四.创建程序
1.选择程序
2.选择程序编辑画面
3.创建一个新程序
1.通过程序目录画面创建程序,按 SELECT 键显示程序目录画面。
FILE JOINT 10%
61276 bytes free 2/4 No Program name Comment
1 SAMPLE1 [SAMPLEPRG1]
2 SAMPLE2 [SAMPLEPRG2]
3 TEST1 [TESTPRG1]
4 TEST2 [TESTPRG2]
. . .
COPY DETAIL LOAD SAVE PRINT >
2.选中目标程序后,按 ENTER 键确
认。 SAMPLE1 JOINT 10%
1/7 1 R[1]=0
2 LBL[1]
3 L P[1] 1000mm/sec CNT30 4 L P[2] 500cm/min FINE 5 R[1]=R[1]+1
6 IF R[1]<>10 JMP LBL[1]
[END]
. . .
[INST] [EDCMD] >
1.在选择程序目录画面选择呈现编 辑画面。
2.按 EDIT 键显示程序编辑画面。
SAMPLE1 JOINT 10%
1/2 1 R[1]=0
2 LBL[1]
[END]
. . .
[INST] [EDCMD] >
SHANGHAI-FANUC
当你创建一个新的程序时,你应当做如下的工作
z 命名程序,设定程序头信息。程序的头信息是程序中的保留区域,用于给控制器提 供特定的程序特性
z 定义程序的的细节信息
- 该程序是一项作业还是进程
- 所有的喷漆相关数据
z 修改默认的指令信息。包括修改动作指令和喷漆指令 z 添加动作指令到程序中
z 添加喷漆和其他的指令到程序中
注意 :程序名中不得使用*号,开头第一个符号必须是字母,程序名字的总长度必 须限制在 8 个字母以内。你可以使用单词组合,大写字母,小写字母,以构成你的程 序名字。最后是起一个能够指出程序功能的特殊名字。
选择词汇并确定程序的类型
z 要创建一个作业程序,按 F1,JOB,然后输入作业号,
z 要创建一个进程程序,按 F2,PROC,输入进程号,然后按 ENTER 注意 对于直线跟踪进程,必须选择正确的调度号和边界号。
命名程序 1. 按 SELECT
2. 按 F2, CREATE
z 要创建一个作业或者进程,并且不传送带 JOB 或者 PROC 前缀 A. 移动 up 和 down 上下键,以选择一种程序命名方式:
大写或者小写
B. 移动 right 或者 left 左右键,选择字母并按下相应的功能键。如要删除字 母,按BACK SPACE 键
SHANGHAI-FANUC
3. 要显示程序的头信息,按 F2,DETAIL。你将看到和下面类似的屏幕显示。每个条 款都是默认的信息
4. 要设置或者更改程序名,将光标移动到程序名并按 ENTER a 移动光标选择程序的命名方式:
单词,大写或者小写
b 对于你想命名程序的标签,按相应的功能键。这些标签根据你在 a 中选择 的命名方式而有所不同。要删除一个字符,按BACK SPACE
5. 要删除子类型,移动光标到相应的子类型,按 F4,[选择]。你将看到和下面类似 的屏幕显示
a 选择子类型,可以是以下之一:无,作业,进程,或者宏
注意 Cond 会显示,但是在喷漆工具里面并不使用b 按
ENTER2
要输入注释,将光标移动到注释的位置,然后按ENTER a 选择注释的命名方式b 按相应的功能键以添加注释 c 完成以上工作后,按 ENTER
例如,如果你选择了大写,按下和第一个字母对应的功能键。一直按住该键直到你 想选择的字母出现在注释字段中。按住右箭头,移动光标到下一个空格。持续按住直到 整个注释都显示出来
3
要设置组掩码(或者运动组),移动光标到你想启用或禁用的组,在一个程序中你SHANGHAI-FANUC
可以使用多个组,但是在一个程序中只能有两个组执行笛卡儿运动。组掩码中的第 一个位置对应第一组。目前只有第1,2,3 组能够使用
a 要激活一个组,按 F4,1 b 要禁用一个组,按 F5,*
注意 如果你的系统没有为多组环境进行设置,则只能为第一组选择一个1,或者一个*
来禁用第一组。喷漆工具主要为开启设备起用第一个运动组。
注意 为了获取更多的关于写保护和忽略停顿的信息。
4
要设置写保护,将光标移动到写保护 a 要打开写保护,按 F4,ONb 要关闭写保护,按 F4,OFF。(推荐的设置)
10 要设置忽略停顿,将光标移动到忽视停顿的位置。
a 要打开忽视停顿,按 F4,ON
b 要关闭忽视停顿,按 F4,OFF。(推荐的设置)
11 要显示喷漆工具头信息,按 F3,NEXT 。
看下面的屏幕显示,可以作为一个跟踪进程/作业的例子
注意 当你要设定直线跟踪调度号时, 应用程序会核实跟踪调度的组掩码,以及 TP 程 序的组掩码,看看这两者是否匹配。如果不匹配,应用程序将会吧调度设置回上一次的 值,同时在命令行会显示如下的信息:
注意 直线跟踪调度号为0 表示非跟踪路径。
16 设置直线跟踪边界号,范围为 1 到 10。边界号为 1 是默认值
17 设置在程序末尾继续跟踪为 TRUE 或者 FALSE。TRUE 意味着在程序技术之后,
SHANGHAI-FANUC
下面屏幕显示是一个作业的例子,这些信息只供显示之用:
18 要返回选择屏幕,或者显示更多的头信息,按 F3,NEXT(或者 F2,PREV)直到 F1,END 被显示出来。
19 要开始添加运动指令,从选择屏幕中按 ENTER。
20 当你完成之后,按 F1,END,然后按 ENTER。
21 当你完成之后,按 F1,END,然后按 ENTER,你将看到类似下面的屏幕显示
22 如果你不想同步传送带,将光标移动到 NO 然后按下 ENTER
如果你想同步传送带,将光标移动到YES,按下 ENTER,然后将传送带上的部分移过 part detect switch 或者按 F2,PT-SIM 以模拟检测部分
在传送带被同步之后,你将看到和下面类似的屏幕显示:
23 当这部分在期望的训练位置时,停止传送带,并按下 ENTER。你将看到和下面类 似的屏幕显示
SHANGHAI-FANUC
五.示教运动状态 1.运动指令(见图 2)
1)运动类型
■ Joint 关节运动:工具在两个指定的点之间任意运动 ■ Linear 直线运动:工具在两个指定的点之间沿直线运动 ■ Circular 圆弧运动:工具在三个指定的点之间沿圆弧运动 2)位置数据类型
■ P:一般位置 ■ PR[ ]:位置寄存器
3)速度单位:速度单位随运动类型改变。
速度范围
1 到 100%
1 到 1500mm/sec 1 到 9000cm/min 0.1 到 3543.3 inch/min 1 到 1500deg/sec
图2
SHANGHAI-FANUC
连续终止类型使得机器人在接近目的位置时减速, 但是在机器人向下一个位置加 速前并不停止在原目的位置。 用一个在 0 到 100 范围内变化的值来描述机器人接近于 目的位置的程度。 在 CNT0 时, 机器人以最大的反向加速度(减速度)最接近于目的 位置。 在 CNT100 时, 机器人以最小的反向加速度(减速度)离目的位置最远。
注意:用特定的指令编程, 比如 WAIT 指令, 可以使机器人停止在目的位置, 然 后在执行下一条指令之前, 执行该指令。
5)附加运动语句
■ 腕关节运动:W/JNT 腕关节运动方式选项用于直线的或者圆弧移动中。 它使得 连接腕的方向在运动中得以改变, 允许工具中心点沿着编程制订的路线移动,而不会 因为坐标轴的奇异位置而跳过连接腕的坐标轴。
■ 加速倍率:ACC 加速度超调量值运动选项在运动中为每一个坐标轴说明加速度 或者减速度超调量值。 当机器人从一个起始位置移动到一个目的位置时, 加速度超调 量值缩短或者延长了加速时间。 加速度超调量值是在目的位置编程的。
■ 转跳标记:SKIP LBL[ ] 跳转,LBL【x】运动选项基于一个预定义的跳转表达式 是否为真的基础上, 改变程序的执行。
■ 偏移:OFFSET 偏移运动选项与 OFFSET CONDITION(偏移条件)指令一起改变 在目的地址编程的位置信息, 该位置信息是由一个位置寄存器指定的偏移量来编程的。
6)定义默认的运动指令
1 连续按
DEADMAN 开关,并将示教盒的 ON/OFF 开关设置为 ON。2 按 F1,POINT。
默认的关节菜单 1: J P[] 100% FINE 2: J P[[ 100% CNT100 3: L P[] 100 mm/sec FINE 4: L P[] 100 mm/sec CNT 100 你将看到一个默认运动指令的列表
注意 如果这些列出的指令正是你想使用的,那么不要修改他们,转到定义默认的喷漆 指令部分
3 按 F1,ED_DEF
4 移动光标到你想修改的默认指令位置 5 移动光标到你想修改的组件位置
6 使用合适的按键和功能键修改组件,然后按 ENTER
如果显示了选择功能键,按F4 为选择的组件显示一个值列表
例如,为了改变速度值,将光标移动到100。输入新的值然后按 ENTER。这个新值将 会被显示。每次你添加这条指令到程序中,新值都得到会应用。
图3
SHANGHAI-FANUC
7 对于你想定义的每条默认指令,重复第 4 步到第 6 步。
8 当年将要结束定义默认的运动指令时,将光标移动到你想设置为当前默认指令的位 置,按F5,DONE
9 要保存修改的默认运动指令。
7)添加指令
1 将机器人手动操作到工作单元中的位置,这个位置处于选择的边界之间,你可以在 此记录运动指令。
2 将光标移动到[End]。
3 用默认的运动指令形式记录当前位置,按住 SHIFT 键的同时按 F1,POINT。这条指 令将被自动加入程序中。
要用其他三条默认指令中的一条记录当前位置,按住F1,POINT。用光标选择一 条新的默认指令,然后按ENTER。这就变成了当前的默认位置。
4 要记录位置和默认的 GUNON 或者 GUNOFF 指令:
对于一条GUNON 指令,同时按住 SHIFT 和 F2,GUNON。
要用三条其他默认 GUNON 指令中的一条记录当前位置,按住F2,GUNON。利 用光标选择一条新的GUNON 指令,这就成为当前的默认 GUNON 指令。
对于一条GUNOFF 指令,同时按住 SHIFT 和 F4,GUNOFF。
要用其他三条默认 GUNOFF 指令之一记录当前位置,按住 F4,GUNOFF。利用 光标选择一条新的GUNOFF 指令。这条指令就成为当前的默认 GUNOFF 指令。
5 要记录位置和默认的喷漆指令,按下 SHIFT 和 F3,PAINT
要用其他三条默认喷漆指令之一记录当前位置,按住 F3,PAINT。利用光标选择 一条新的GUNOFF 指令。这条指令就成为当前的默认 GUNOFF 指令
8)改变运动类型和位置号
六.修正点
1. 移 动 光 标 到 运 动 类 型 , 按 F4 CHOICE 显示运动类型子菜单。(画面 1)
画面1 Motion Modify JOINT 10%
1 Joint 5 2 Linear 6 3 Circular 7 4 Options 8
SAMPLE1 5/6 2.从子菜单中选择
合适的运动类型。
当运动类型改变的 时候,速度单位也
相应的改变。(画面2)
画面2 SAMPLE1 JOINT 10%
5/5 3 L P[1] 1000mm/sec CNT30
4 L P[2] 500cm/min FINE 5 J P[3] 100% CNT30 [END]
Enter value or press ENTER
CHOICE POSITION >
改变位置号 1.移动光标的位 置号。
2.输入新的位置 号,按ENTER
确认。(画面3)
画面3
4 L P[2] 500cm/min FINE 5 J P[3] 100% CNT30 [END]
Enter value or press ENTER
CHOICE POSITION >
SHANGHAI-FANUC
示教修正点
画面1
1.移动光标到要修正的运 动指令的开始处。
2.示教机器人到需要的点
处(画面1)。
3.按下 SHIFT 键的同时,
按F5 TOUCHUP 记录新
位置(画面2)。
SAMPLE1 JOINT 10%
4/5 1 J P[1] 50% FINE
2 J P[4] 70% CNT30
3 L P[1] 1000mm/sec CNT30 4 L P[2] 500cm/min FINE 5 J P[3] 100% CNT30 [END]
Position has been recorded to P[2]
POINT TOUCHUP >
画面2
直接写入数据修正点
1.移动光标到位置号(画
面3)。 SAMPLE1 JOINT 10%
2/5 1 J P[1] 50% FINE
2 J P[4] 70% CNT30
3 L P[1] 1000mm/sec CNT30 [END]
Enter value or press ENTER
CHOICE POSITION >
画面3
2.按下 F5 POSITION 显 示数据位置子菜单,默认 的显示是通用坐标系下的
数据(画面4)。
Position Detail JOINT 10%
P[4] GP:1 UF:0 UT:1 CONF:FUT 00 X 1500.000mm W 40.000 deg Y -342.879mm P 10.000 deg Z 855.766mm R 20.000 deg SAMPLE1
2/5 1 J P[1] 50% FINE
2 J P[4] 70% CNT30
3 L P[1] 1000mm/sec CNT30 [END]
Enter value or press ENTER
CONFIG DONE [REPRE] >
画面4
SHANGHAI-FANUC
七.编辑命令(EDCMD)(见表4)
3.输入需要 的新值(画面 5)。.
Position Detail JOINT 10%
P[2] GP:1 UF:0 UT:1 CONF:FUT 00 X 1500.000mm W 40.000 deg Y -340.879mm P 10.000 deg Z 855.766mm R 20.000 deg SAMPLE1
画面5
Position Detail JOINT 10%
P[2] GP:1 UF:0 UT:1
J1 0.345 deg J4 40.000 deg J2 23.880 deg J5 10.000 deg J3 30.000 deg J6 20.000 deg SAMPLE1 4.改变数据类型,按 F5 [REPRE],
通用坐标系的数据将转变成关节坐标
系的数据(画面6)。
1 Cartesian 2 Joint
[REPRE]
画面6
DONE [REPRE]
5.按 F4 DONE 返回前一画面(画 插入空白行
1.移动光标到需要插入空白行的地
方(画面1)。 SAMPLE1 JOINT 10%
3/3 1 J P[1] 50% FINE
2 J P[4] 70% CNT30
3 L P[1] 1000mm/sec CNT30 [END]
POIN TOUCHUP >
画面1
[INST] [EDCMD] >
2.按下一页键 “>”显示下一页功能
菜单(画面2)。 画面2
How many line insert to? 2
[INST] [EDCMD] >
画面3
SAMPLE1 JOINT 10%
5/5 1 J P[1] 50% FINE
2 J P[4] 70% CNT30 3
4
5 L P[1] 1000mm/sec CNT30 [END]
3.按 F5 EDIT 显示编辑命令,选择 Insert。
1 Insert 2 Delete 3 Copy 4 Find 5 Replace 6 Renumber 7 Undo
[EDCMD]
4.输入需要插入的空白行数(画面
3)。 画面4
SHANGHAI-FANUC
表4
Insert 从程序当中插入空白行 Delete 从程序当中删除程序行
Copy 复制程序行到程序中其他地方 Find 查找程序元素
Replace 用一个程序元素替换另外一个程序要素 Undo 撤消上一步操作
删除程序行
2 J P[4] 70% CNT30
3 L P[1] 1000mm/sec CNT30 4 L P[2] 500cm/min FINE 5 J P[3] 100% CNT30 [END]
[INST] [EDCMD] >
画面1
1.移动光标到要删除的程序行前。
2.按下一页键显示下一页功能菜单。
3.按 F5 显示编辑命令,选择 Delete
(画面1)。
1 Insert 2 Delete 3 Copy 4 Find 5 Replace 6 Renumber 7 Undo
[EDCMD]
Delete line(s) ?
YES NO 4.选择要删除的范围,选择 YES 确
认删除(画面2)。 画面2
复制程序行
4 L P[2] 500cm/min FINE 5 J P[3] 100% CNT30 [END]
[INST] [EDCMD] >
1.选择 Copy。
1 Insert 2 Delete 3 Copy
. 画面3
Move cursor to select
COPY PASTE 2.移动光标到要复制的程序行处。按
F2 Copy(画面 3)。 画面4
3.选择复制的范围再按 F2 Copy 确
认(画面4)。
4.按 F5 Paste 粘贴被复制的程序行
(画面5)。
4 L P[2] 500cm/min FINE 5 J P[3] 100% CNT30 [END]
COPY PASTE
画面5
Paste before this line ?
LOGIC POS_ID POSITION CANCEL
画面6
5.选择粘贴方式(画面 6)。
-F2 LOGIC 不粘贴位置信息 -F3 POS_ID 粘贴位置信息和位置号 -F4 POSITION 粘贴位置信息,不粘贴位 置号
-F5 CANCEL 取消
4 L P[2] 500cm/min FINE 5 L P[2] 500cm/min FINE 6 J P[3] 100% CNT30 [END]
画面7
SHANGHAI-FANUC
八.程序操作
1.查看和修改程序信息
表
项目 描述
Create Date 创建日期
Modification Date 最后一次编辑的间 Copy source 拷贝来源
Positions 是否有点
Size 文件大小
Program name 程序名 Sub Type 子类型 Comment 注释
Group Mask 组掩码(定义程序中有哪几个组受控制)
Write protection 写保护
Ignore pause 是否忽略Pause
1.按 SELECT 键进入程序目录画面
(画面1)。 FILE JOINT 10%
61276 bytes free 2/4 No Program name Comment
1 SAMPLE1 [SAMPLEPRG1]
2 SAMPLE2 [SAMPLEPRG2]
3 TEST1 [TESTPRG1]
4 TEST2 [TESTPRG2]
. . .
[TYPE] CREATE DELETE MONITOR [ATR] >
COPY DETAIL LOAD SAVE PRINT >
画面1
Program Detail JOINT 10%
5/10 Create Date: 10-MAR-1994 Modification Date: 10-MAR-1994 Copy source [**************]
Positions: FALSE Size:: 312Byte 1 Program name: [ SAMPLE2 ] 2 Sub Type: [ None ] 3 Comment: [*************]
Group Mask: [ 1,*,*,*,* ] 4 Write protection: [ OFF ] 5 Ignore pause: [ OFF ] END PREV NEXT
2.按 F2 DETAIL 显示程序信息(画面 2)。
3.移动光标到要修改的项目,进行具 体修改。
4.按 F1 END 退出。
画面2