C C h h a a p p t t e e r r 3 3
车 车 身 身 焊 焊 接 接 工 工 艺 艺
图 图 3 3 - - 1 1
图 图 3 3 - - 2 2
图 图 3 3 - - 3 3
汽车车身是由薄板构成的复杂结构件,薄板先冲压成 形,再经过 电阻焊(可能包括
CO2气体保护焊)等焊接工艺,将成百上千个组件焊装而成的。
焊接的实质是:将两个分离的固体表面无限靠近,使
其原子间产生足够的吸引力而连接在一起。
对于汽车车身装焊,除去焊接技术水平外,设计定位 迅速和准确的装焊夹具等也是我们装焊工艺设计的主要任 务。
3 3 - - 1 1 概 概 述 述
补 补 3 3 - - 3 3 - - 1 1
电阻焊又称接触焊,压力焊
是汽车车身的主要焊接方法之一。大家在工厂中生产实习参观 时见到的装焊线,其中的绝大多数为电阻焊→其中最主要的又是点 焊。一辆轿车有5000多个焊点,焊缝总长度可以达到40米上。如图 3-1所示。
一、定义
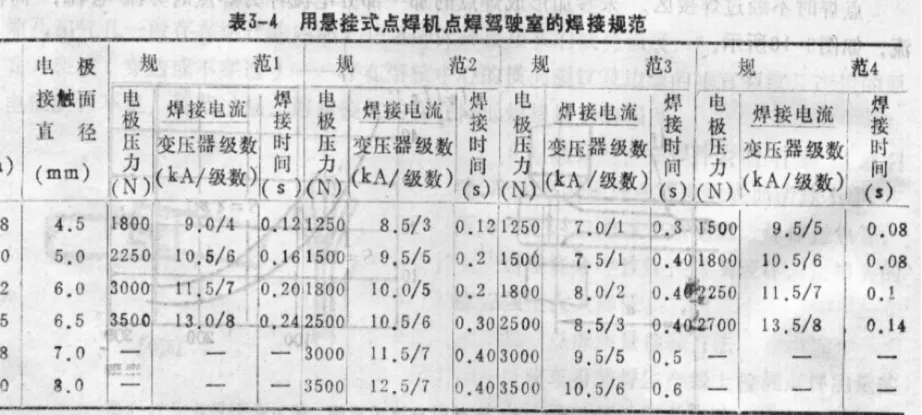
图3-4,先将置于两电极之间的工件加压,并在工件焊接处通以 电流,利用工件本身的电阻热效应来加热,使其形成局部熔化,并 在压力继续作用下断电冷却凝固而形成牢固的接头。这种工艺过程 称为电阻焊。
3 3 - - 2 2 电 电 阻 阻 焊 焊
图 图 3 3 - - 4 4
电阻焊的技术参数只有:
压力
电流(包括通电时间)─→热效应 电极直径
二、分类
电阻焊的种类较多。
按接头形式分为搭接电阻焊和对接电阻焊 其中搭接电阻焊又可以分为:
点焊——简单连接;
凸焊;
缝焊——用于气密性焊接结构。
而对接电阻焊也可以分为:
电阻对焊;
闪光对焊。
如图3-4所示,板件3由铜合金电极2压紧,通电加热至工件内 部形成应有尺寸的熔化核心4,断电,熔核降温冷却凝固后去除压 力。
被焊接的两块板料就依靠此尺寸不大的焊点形成牢固接头。
按对工件供电方式,点焊可又可分为:
双面点焊
图3-4所示,工件两侧供电,可用双电极或一个电极、另一导 电垫板。
单面点焊
图3-5所示,单侧供电。
1 1 、 、 点 点 焊 焊
图 图 3 3 - - 4 4
图 图 3 3 - - 5 5
2 2 、 、 凸 凸 焊 焊
3 3 、 、 缝 缝 焊 焊
对焊均为对接接头形式,常用有:
电阻对焊与闪光对焊,如图3-8所示。它们的区别主要在于通 电在加压的前后。
4 4 、 、 对 对 焊 焊
闪光对焊是将焊件置于钳口中夹紧后,先接通电源,再将焊件 缓慢靠拢接触,因端面个别点的接触而形成火花,加热达一定程度( 端面有熔化层,并沿长度有一定塑性区)后,突然加速送进焊件,并 进行顶锻。
5 5 、 、 闪 闪 光 光 对 对 焊 焊
1)因是内部热源,热量集中,加热时间短促,在焊点形成过程 中始终被塑性环包围,故电阻焊冶金过程简单,热影响区小,变形 小,易于获得质量较高的焊接接头,特别是在汽车车身大型覆盖件 上,易于满足焊接质量。
2)电阻焊焊接时,在工件的焊缝区不加任何填充材料,不但节 省金属材料,降低成本,而且生产率也高。
3)电阻焊时,不放出有害的气体和强光,劳动条件较好 易于安 排在生产线中。
4)电阻焊操作简单,可通过多点焊、夹具和自动传送装置的联 合使用,较易实现机械化和自动化。
5)使用电阻焊时,由于电压低(几伏)、 电流大(达几十千安培)
, 要求电源功率大,有的高达1000kVA以上,因而一般馈电网负荷 困难。
三 三 、 、 电 电 阻 阻 焊 焊 的 的 优 优 缺 缺 点 点
电阻焊是利用被焊接件的电阻热效应来加热熔化的。根据焦耳 定律,发热量:
上式将电流和电阻看成为常数,积分所得。
式中: t—— 焊接通电时间, Sec;
R(t)、R——两电极之间的总电阻,Ω;
i2(t)——焊接区的瞬时电流值,A。
四 四 、 、 电 电 阻 阻 焊 焊 的 的 电 电 阻 阻
其中电阻值R,与焊接方法有关,一般都由三部分组成:
式中: Rbj——两电极与板件间的接触电阻;
Rc——两板件之间的接触电阻;
Rb——板件本身电阻。
1 1 、 、 接 接 触 触 电 电 阻 阻
如图3-9所示,实际的接触面因为凹凸不平而部分接触,电流通 过些接触点时,由于导电面积突然减小,造成电流密度增大,形成 接触电阻。
焊件内部电阻的热效应,是主要热源。
图3-10焊件电阻Rb与电极直径,d 焊件厚度,δ 电极压力,P
2 2 、 、 R R bb焊 焊 件 件 内 内 部 部 电 电 阻 阻
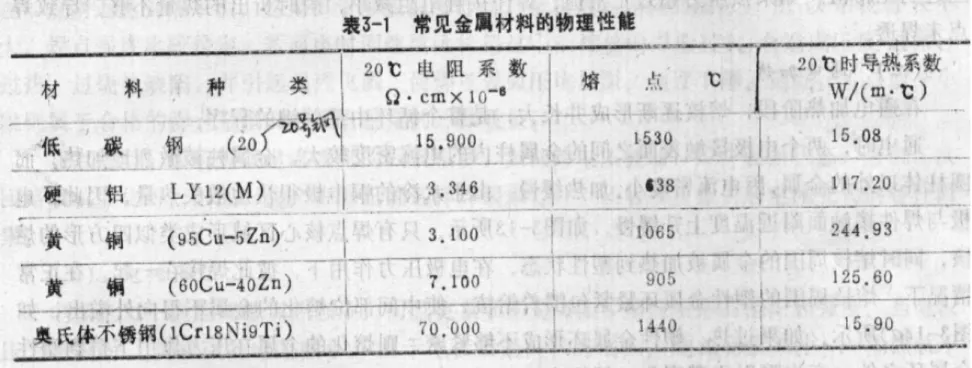
表 表 3 3 - - 1 1
3 3 - - 3 3 点 点 焊 焊
一、焊点形成过程
每个焊点的形成过程都由这四个基本阶段组成——预压、通电 加热、锻压、休止。
1、预压
电极开始加压─→焊接电流开始接通之前的阶段。
作用:使焊件的焊接处有良好接触,为接通焊接电流作准备。
预压力的大小要保证有合适的接触电阻。
图 图 3 3 - - 1 1 1 1
图 图 3 3 - - 1 1 2 2
2 2 、 、 通 通 电 电 加 加 热 热
这是整个焊接循环的关键阶段,熔核随通电加热逐渐形成并长 大,达到既焊透又不烧穿。
图3-13 两电极接触面间的金属柱内的电流密度较大,加热速度 快;金属柱外电流密度小,加热速度较慢。
电极是铜质→电阻小→热效应低,并且是由水冷的─→散热快 升温小。
形成图3-13所示的温度分布。低碳钢在15000C左右开始熔化,
在中心似四方形区域内,希望温度分布在1200~15000C 范围内达到 熔融状态─→ 在压力下形成熔核。
图 图 3 3 - - 1 1 3 3
图 图 3 3 - - 1 1 4 4
3 3 、 、 锻 锻 压 压
切断焊接电流以后,应维持一定的锻压时间。
4、休止
此时,电极提升,移动焊件,准备下一个点的焊接。
二 二 、 、 点 点 焊 焊 的 的 工 工 艺 艺 参 参 数 数
主要包括:焊接电流Iw和通电时间tw 、电极电压P 、电极直径d
。
1、焊接电流Iw和通电时间tw
图3-15所示为通电时间与焊点强度的关系:
曲线AB段较陡,其中焊接区未达到焊接温度,焊点只是在塑性 状态下焊接的,未形成 熔核,属于未熔化焊接。焊点强度σb ↓低 且不稳定;焊接电流和通电时间微小变化─→会引起强度较大变化
。
在曲线的B点,金属开始熔化,形成熔核。
曲线BC段较平缓,属熔化焊接。
在曲线的C点附近达到热平衡,继续通电加热,焊点升温和金 属散热加快同时存在,熔核增长速度不大,焊点强度较稳定。。
图 图 3 3 - - 1 1 5 5
2 2 、 、 电 电 极 极 压 压 力 力
通过改变电极压力可以调整加热强度和控制塑性变形的范围和 强度。
电极压力大小的选择与被焊材料、焊件厚度、焊接规范有关,
被焊材料的高温强度大,材料厚度大和焊接规范硬等都应加大电极 压力。
3 3 、 、 电 电 极 极 形 形 状 状 和 和 直 直 径 径
点焊低碳钢时:常用平面电极,其工作表面直径可根据板厚选用。
d = 2 δ+ 3 式中: δ—— 焊接板厚
如果采用球面电极:球面半径40~100mm。
补 补 3 3 - - 1 1 5 5 - - 1 1
补 补 3 3 - - 1 1 5 5 - - 2 2
五 五 、 、 点 点 焊 焊 的 的 接 接 头 头 形 形 状 状
点焊接头形状关系到焊接质量、甚至能否施焊等。
图3-16 汽车车身覆盖件中常见的点焊结构形式:
单剪搭接接头(a)
双剪搭接接头(b)
带垫片对接接头(c)
弯边搭接接头(d)
其中,以单剪搭接接头和弯边搭接接头应用最广。
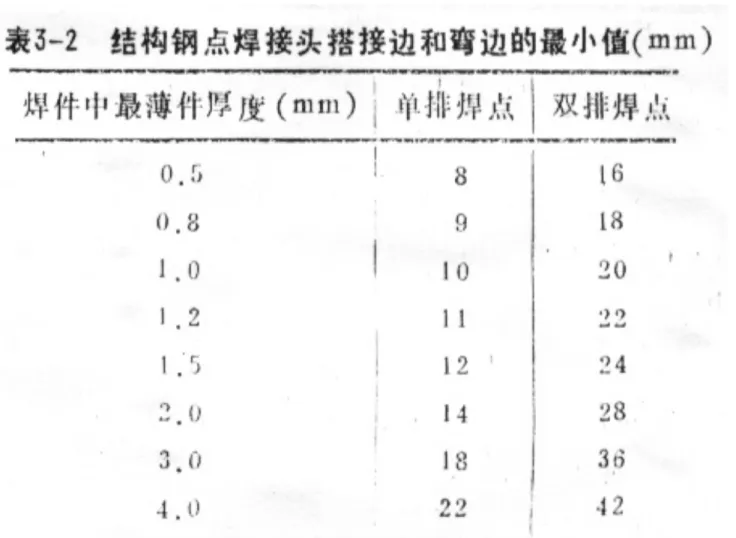
另外,根据接头的强度、零部件的结构要求,焊点可用单排、
双排、多排等,点焊接头的某些结构参数如表3-2/3-3所示。
图 图 3 3 - - 1 1 6 6
补 补 3 3 - - 1 1 6 6 - - 1 1
补 补 3 3 - - 1 1 6 6 - - 2 2
补 补 3 3 - - 1 1 6 6 - - 3 3
补 补 3 3 - - 1 1 6 6 - - 4 4
补 补 3 3 - - 1 1 6 6 - - 5 5
补 补 3 3 - - 1 1 6 6 - - 6 6
补 补 3 3 - - 1 1 6 6 - - 7 7
补 补 3 3 - - 1 1 6 6 - - 8 8
表 表 3 3 - - 2 2
表 表 3 3 - - 3 3
六 六 、 、 点 点 焊 焊 的 的 质 质 量 量 控 控 制 制
1、重要性
车身点焊质量直接影响汽车的使用性、安全性、可靠性和使用 寿命等。
焊接质量不仅仅是焊点强度(当然σb是最重要的),另外如焊 点的外观质量,以及有些不容易直接反映到焊点强度的某些内在质 量,但会影响焊接接头的某些使用性能等。
2 2 、 、 缺 缺 陷 陷 分 分 析 析 与 与 检 检 验 验
1)点焊缺陷分析
点焊缺陷主要分两类:
表面缺陷;
内部缺陷等。
其中表面缺陷一般可以经过“目视”来检验,但微细的表面裂 纹还可以用渗透着色探伤和萤光探伤等。
内部缺陷一般需要无损探伤,如X-RAY、超声波和接头电阻率 等。
2) 点焊质量检验方法
目前车身装焊生产线上检测点焊质量的常用方法是破坏性工艺 试验:扭转试验和撕开试验。
图 图 3 3 - - 1 1 7 7
3 3 、 、 质 质 量 量 控 控 制 制 的 的 主 主 要 要 措 措 施 施
任何工艺过程和生产过程,质量控制都非常重要。
对于车身点焊质量的控制,书中列出了:表面清理、装配、分 流电流和选择合适的点焊规范等四方面。
图 图 3 3 - - 1 1 8 8
表 表 3 3 - - 4 4
七 七 、 、 点 点 焊 焊 工 工 艺 艺 设 设 计 计 中 中 应 应 注 注 意 意 的 的 几 几 个 个 问 问 题 题
1、工艺分块
车身覆盖件分块是根据冲压工艺的可行性来执行的,而不是先 考虑焊装工艺的需要。
车身上有孔洞类的零件(门洞,风窗口等,图3-19),其装焊 最好是整体结构或至少有一层整体结构来作为骨架,便于定位以减 少装焊误差。
例如,轿车侧围分总成设计为整体冲压件。
图 图 3 3 - - 1 1 9 9
补 补 3 3 - - 1 1 9 9 - - 1 1
补 补 3 3 - - 1 1 9 9 - - 2 2
2 2 、 、 点 点 焊 焊 工 工 艺 艺 的 的 选 选 择 择
1)点焊工作量应尽量放在分装工位上
例如,货车驾驶室:前围、后围、顶盖和底板等先分装完成─
→最后一次总装。
2)点焊设备
根据焊件形状、焊点位置来正确选择点焊设备,做到物尽其用
。
例如,零件较小的搭接接头,焊点分布在零件边缘─→固定点焊机
;
而零件大,焊点处于合件中间部位时:
焊点少:常用带焊枪的悬挂式点焊机,如图3-20 a),
或采用反作用焊枪 b);
焊点多:宜采用多点焊机 c)。
图 图 3 3 - - 2 2 0 0
补 补 2 2 - - 2 2 0 0 - - 2 2
补 补 2 2 - - 2 2 0 0 - - 3 3
3)固定点焊工艺的选择
通用类固定点焊机,用不同的机臂和焊接辅具来进行各种大小 件焊接。
如图3-21所示。
4)悬点焊工艺的选择
图3-22所示,利用不同形式的焊钳,对大的合件或总成随行焊 接,尽量选用双面点焊工艺。
55))表表面面质质量量要要求求高高的的点点焊焊工工艺艺
图 图 3 3 - - 2 2 1 1
补 补 2 2 - - 2 2 1 1 - - 1 1
补 补 2 2 - - 2 2 1 1 - - 2 2
图 图 3 3 - - 2 2 2 2
3 3 - - 4 4 点 点 焊 焊 设 设 备 备
不论什么类型的点焊机,都由电源(供电系统)和电器控制、
加压机构和焊具等辅件(包括冷却系统等)组成。
书中列举了固定式点焊机、悬挂式点焊机和多点焊机。
图 图 3 3 - - 2 2 3 3
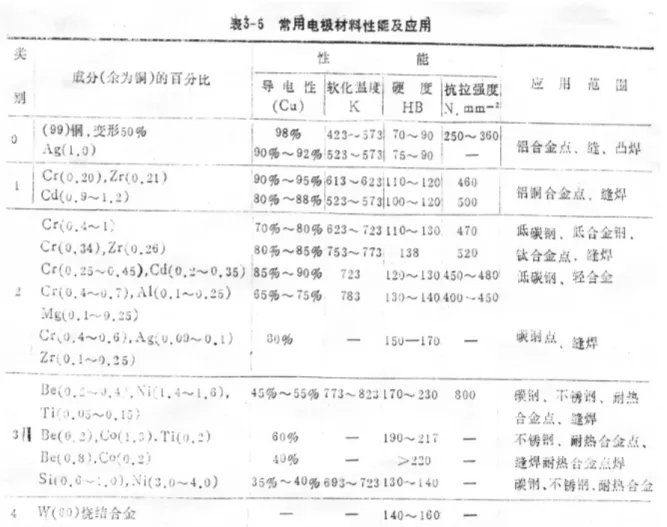
表 表 3 3 - - 5 5
图 图 3 3 - - 2 2 4 4
图 图 3 3 - - 2 2 5 5
图 图 3 3 - - 2 2 6 6
图 图 3 3 - - 2 2 7 7
图 图 3 3 - - 2 2 8 8
2 2 - - 5 5 C C O O 22保 保 护 护 焊 焊
一、概述
人们采用非常低廉的CO2气体(用前需经过干燥和过滤杂质)
来保护那些要求稍低的焊接过程,主要用于低碳钢的焊接。
气体在高温电弧作用下发生分解:
CO2 ← →CO↑+ [O]
Me + [O] ← → MeO
MeO + C ← → Me + CO↑
图 图 3 3 - - 2 2 9 9
1)生产率高
CO2保护焊常用于车身骨架(如图3-30所示)焊接时,多采用 细焊丝焊接。
生产率高于手工电弧焊1~2倍。
2)生产成本低
除去一般需要专用焊机外,采用廉价的CO2保护。
其焊接成本仅为手弧焊的40%左右。 3)焊接质量高
焊接过程中,CO2气体经过滤除杂质和严格的干燥脱水,是一 种低氢的焊接方法。
CO2气体保护焊,在汽车制造业中,主要用于车身骨架焊接,
如图3-30所示。
图 图 3 3 - - 3 3 0 0
二 二 、 、 焊 焊 接 接 规 规 范 范 的 的 选 选 择 择
焊接工艺参数主要包括:焊丝直径、焊接电流Iw、电弧电压、
焊接速度v 和焊丝伸出长度等。
合理选择焊接工艺参数有利于:稳定焊接、焊接质量↑和生产 率↑等。
1、焊丝直径
主要根据焊件厚度、施焊位置和生产率等条件选择。例如,客 车车身骨架焊接大多选用:ф0.8-1.2mm的焊丝。
焊丝直径(mm) 焊接电流(A)
0.8 70-100 1.0 90-120 1.2 100-140
2 2 、 、 焊 焊 接 接 电 电 流 流 I I WW
焊接电流的大小影响着焊缝的熔深和加强高等。
车身骨架的板厚只有1.5-2mm,焊接电流不必过大。
3 3 、 、 电 电 弧 弧 电 电 压 压
电弧电压与焊接电弧长度有关。
车身骨架都为薄板件─→常采用低电弧电压的方式焊接。
一般选用电弧电压为20V左右。
4 4 、 、 焊 焊 接 接 速 速 度 度
半自动化焊接时,常选择15-40 m/h 。
三 三 、 、 C C O O 22气 气 体 体 保 保 护 护 焊 焊 在 在 车 车 身 身 焊 焊 接 接 中 中 的 的 应 应 用 用 示 示 例 例
客车车身骨架、顶盖等,大多采用异型钢材或板料冲压的零件 组成。
常见的接头形式有:
图 3-31 十字接头(在各接缝处都需焊接─→大多数为角焊)
,常用于客车的前、后或侧围等。
图 3-32/3-33 分别为T型接头和双T型接头。
图 图 3 3 - - 3 3 1 1
图 图 3 3 - - 3 3 2 2
图 图 3 3 - - 3 3 3 3
补 补 3 3 - - 3 3 3 3 - - 1 1
补 补 3 3 - - 3 3 3 3 - - 2 2
补 补 3 3 - - 3 3 3 3 - - 3 3
补 补 3 3 - - 3 3 3 3 - - 4 4
补 补 3 3 - - 3 3 3 3 - - 5 5
3 3 - - 6 6 汽 汽 车 车 车 车 身 身 装 装 焊 焊 夹 夹 具 具
汽车车身常由内、外覆盖件(板厚 0.8~1.2mm )和骨架件
(板厚1.2~2.5mm)等组成。
一般来说,车身结构复杂、刚性差─→易变形。
为保证装焊质量,焊接时零件不致错位和保证构件空洞的 尺寸和形状位置等必须采用适当的装焊夹具来保证。
一 一 、 、 对 对 车 车 身 身 装 装 焊 焊 夹 夹 具 具 的 的 基 基 本 本 要 要 求 求
1) 对于冲压零件装焊后应具有互换性的车身合件及总成,应使 车身的各配合部位,特别是孔洞的形状尺寸要符合技术要求。
2) 能快速准确地进行装配定位、夹紧,被焊部位要便于操作,
松开夹紧机构后,焊件能从夹具上方便地卸下,且安全可靠。
3) 在设计装焊夹具时,要注意夹具上的某些零部件的导电、绝 缘等问题,以提高车身的装焊质量。
4) 由于车身结构复杂,因此,对所设计的定位件、夹紧件等要 充分考虑其加工工艺性及零部件的通用化和标准化,便于更换易损 件和恢复原设计精度。
5) 车身总成的装焊夹具比较复杂、笨重,在制造使用中常需用 调整样架来进行调整校正。
二 二 、 、 六 六 点 点 定 定 位 位 原 原 则 则 在 在 焊 焊 接 接 夹 夹 具 具 上 上 的 的 应 应 用 用
每个被焊合件,焊接过程中常采用6个自由度限制:
x 、 y 、 z——三个平移自由度;
和α、β 、θ——三个旋转自由度。
六点定位原则是指车身装焊夹具设计时要考虑的基本问题,
但是,总体来说要求遵循以下一些基本原则:
1)薄板件与定位件接触
这样可以在外加力作用下,使被焊接结构形成刚体。
2)薄板件应尽量避免过定位
由于车身常用薄板类零件,刚性差,有时需要增加辅助定位 点。
图 图 3 3 - - 3 3 4 4
图 图 3 3 - - 3 3 5 5
三 三 、 、 装 装 焊 焊 定 定 位 位 基 基 准 准 的 的 选 选 择 择
定位基准是指装夹工件时,使工件在夹具中占有正确位置所采 用的基准。
定位基准选择得正确与否,直接影响到工件的装配精度。
以货车驾驶室为例,讨论装焊定位标准的选择原则:
驾驶室的分总成有:前围、后围、底板、顶盖。每个分总成由 较多的大小不同的冲压件装焊而成。
大量生产中,装焊驾驶室需要几十套大型装焊夹具,这样定位 基准的正确选择尤为重要。
驾驶室结构特点:
①两侧装车门─→ 门洞;
②前后装风窗玻璃─→窗口;
他们的装配关系较复杂、尺寸要求高;
③底板上留有悬置孔─→固定到车架上,是整个驾驶室与底盘 的连接处。
这三类部位是重要的装配位置,装焊时选定位基准时要特别重 视。
图 图 3 3 - - 3 3 6 6
图 图 3 3 - - 3 3 7 7
四 四 、 、 定 定 位 位 方 方 法 法 和 和 定 定 位 位 元 元 件 件
1、定位方法
车身装焊的主要对象是冲压件,其形状复杂和容易变形;装焊 夹具设计时主要应考虑的定位部位有:
1)曲面外形;
2)曲面上经过 整形的平台;
3)工件经拉深和压弯的成形台阶;
4)经修边的窗口和外部边缘─→内、外边缘;
5)装配孔——零件组装时用,和工艺孔——零件加工或分装时需 要,由工艺设计而附设的孔。
2 2 、 、 定 定 位 位 元 元 件 件
冲压件外形复杂、公称尺寸大、刚性差,装夹过程中要求直 接与定位元件接触。最常用的:
1)定位块
形状简单
例如,装焊驾驶室门洞和前后窗口的定位基准,用定位本体
(夹具或夹具架)和定位块分离设计加工的方法,方便加工和使用 时的调节。
2)定位销
是装焊夹具中最常用的定位方式。
图3-38 车身装焊时常用的二种定位销结构:固定式、活动式
。
图 图 3 3 - - 3 3 8 8
3 3 ) ) 曲 曲 面 面 定 定 位 位 板 板
图3-39 冲压件曲面外形和工件装配关系。
工件2由特殊的曲面定位板3定位。
工件1靠预冲小凸台与工件2直接定位。
4)半圆形块
如有利于装焊夹具本身导电等。
图 图 3 3 - - 3 3 9 9
五 五 、 、 工 工 件 件 的 的 夹 夹 紧 紧
车身装焊时,为克服工件 的弹性变形和其它外力的影响,保证 车身冲压件的定位基准面与定位块紧密贴合,要用夹紧机构对工件 施加夹紧力。
夹紧力要求恰到好处,保证不压坏焊接件。常用的有:
1、手动铰链式
1) 固定夹紧钳
图3-40 a ) 常用于前后立柱夹紧点。螺旋夹紧机构作附加增力机 构。
2) 活动夹紧钳
图3-40 b)用于其余夹紧点。其特点有灵活、方便、随处可夹
。
图 图 3 3 - - 4 4 0 0
图3-41 快速压紧器,其压紧力大、装卸迅速、无需气源。常 用于大型复杂装焊夹具。
2 2 、 、 快 快 速 速 压 压 紧 紧 器 器
图 图 3 3 - - 4 4 2 2
六 六 、 、 装 装 焊 焊 夹 夹 具 具 设 设 计 计 的 的 几 几 个 个 特 特 殊 殊 问 问 题 题
1、夹具零件的尺寸标注
夹具尺寸和夹具在车身中的坐标位置。
要求标出:
夹具上与车身直接接触的元件、夹具底板和形状特殊的支承座
、立柱;同时标出他们本身的加工尺寸、在夹具上的坐标位置。
具体标注,参考 图3-43/3-44。
图 图 3 3 - - 4 4 3 3
图 图 3 3 - - 4 4 4 4
2 2 、 、 夹 夹 具 具 导 导 电 电 零 零 件 件 的 的 特 特 殊 殊 要 要 求 求
1)凸焊、对焊中使用的焊接夹具要求用良导体,常用青铜或 电极合金。
2)焊钳点焊自成回路,其装焊夹具不需导电,图3-22。
3)夹具导电回路中,若有滑动或转动部位时,要求采取导电 措施。
4)钢件电阻大,其装焊夹具设计要求导电回路不直接用钢件 本身导电,而要附设铜质汇流片。
5)多点同时焊接时,要保证各焊点的焊接电流基本一致。
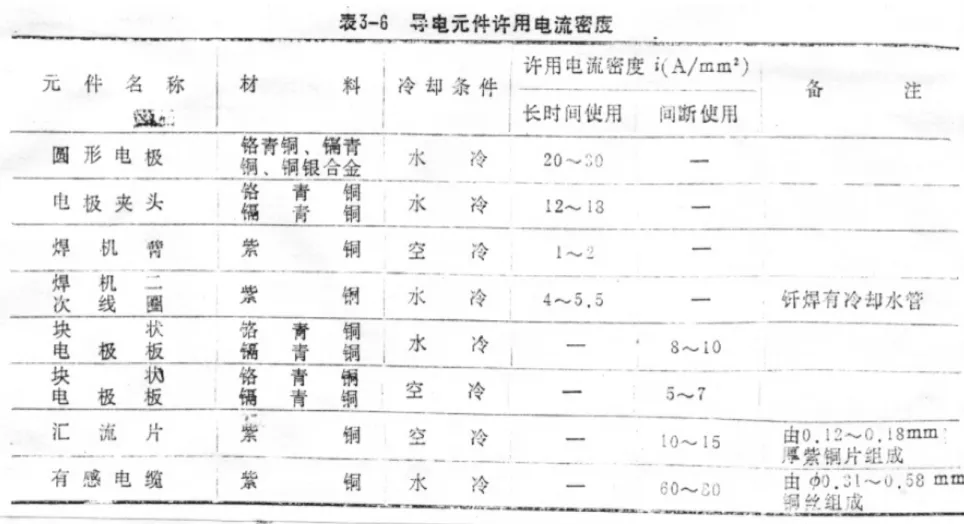
6)设计导电元件的横截面尺寸,其依据是许用电流密度、导 电元件的截面形式、 冷却条件。
7)电阻焊夹具中应合理利用电流短路原理;不要让夹具上处 处绝缘。
表 表 3 3 - - 6 6
图 图 3 3 - - 4 4 5 5
图 图 3 3 - - 4 4 6 6
七 七 、 、 车 车 身 身 总 总 成 成 装 装 焊 焊 夹 夹 具 具
1、车身总成装焊夹具的分类
按定位方式可分为:一次性、多次性定位两种。
1)一次装焊定位的总装夹具
指车身总成的主要装焊工作是在一台总装夹具上完成的。
车身的零件、合件、分总成等依次装到总装夹具上─→定位和 夹紧─→直到车身总成的主要装焊工作完成─→从夹具上取下车身 总成。
2)多次性装配定位的总装夹具
指车身总成的主要装焊工作是在二台以上的不同总装焊夹具上 完成的。
这时,车身每通过一台总装焊夹具都要被定位、夹紧一次,定 位和夹紧次数多。
主要用于有骨架驾驶室的装焊。
图 图 3 3 - - 4 4 7 7
书中讨论了图3-48 EQ140驾驶室总装随行夹具(EQ140在二 汽的产量最大),它是一种多次性装配定位的总装夹具,适合于 大批量流水线生产。
2 2 、 、 车 车 身 身 总 总 成 成 装 装 焊 焊 夹 夹 具 具 示 示 例 例
图 图 3 3 - - 4 4 9 9
图 图 3 3 - - 5 5 0 0
3 3 - - 7 7 车 车 身 身 装 装 焊 焊 的 的 机 机 械 械 化 化 和 和 自 自 动 动 化 化 装 装 置 置
为提高产量↑、降低成本↓、节省人力,国内外正在向全自 动生产线方式发展——希望实现:
全盘自动化——包括自动装卸、焊接、传送和控制。
选择自动化程度主要是由生产批量来决定的。
一 一 、 、 单 单 机 机 自 自 动 动 化 化 装 装 置 置
单机自动化装置主要可用于:熔化焊和电阻点焊等。采用机 械化或自动化生产方式来装配某些合件或分总成。
1、仿形自动焊
图3-51 机械仿型焊的示意图。
焊接小车可以水平方向运动。
由于被焊件在垂直方向有高度差,焊枪也需要跟踪焊件在垂 直方向运动,这靠主模板3和行走滚轮1完成。
实际生产中采用的为图3-52 油压仿型装置。
图 图 3 3 - - 5 5 1 1
图 图 3 3 - - 5 5 2 2
2、电气仿形
指由检测装置测出机械位移偏差、并将该偏差转换成电信号
。 ─→输入控制装置,由控制装置输出修正量─→传给伺服 执行装置,完成自适应焊接过程。
这类误差修正主要就是由检测装置、控制装置、修正装置这 三部分实现。
1) 误
误差
差检
检测
测装
装置
置图3-53 位置编码器的工作原理:
位置编码器的触头将探测到的相对误差,经过位置编码器转换 成数字脉冲信号。
缝隙板上有600条缝隙─→在转动中使光路通断而产生电脉冲
——每个电脉冲相当于触头的位移,事先标定为:0.2mm/脉冲。
工件位移误差的正、负是由双光路相位差来判断。
图 图 3 3 - - 5 5 3 3
2 2 ) ) 延 延 迟 迟 记 记 忆 忆 控 控 制 制 装 装 置 置 ( ( 移 移 位 位 寄 寄 存 存 器 器 ) )
这是一种延时执行装置,保证焊枪位移到被测点时输出数据—
—控制信号。
由位置编码器送来的电脉冲寄存在控制装置内。图3-54 它负责 将最初由触头检测出的位移信号(电脉冲数)寄存到刚好焊枪到达 此点时输出执行。
图 图 3 3 - - 5 5 4 4
3 3 ) ) 误 误 差 差 修 修 正 正 装 装 置 置 ( ( 电 电 液 液 脉 脉 冲 冲 马 马 达 达 ) )
图3-54 脉冲马达驱动装置3、电液脉冲马达4组成误差修正执行 装置,完成焊枪对位移误差的修正。
二 二 、 、 装 装 焊 焊 线 线 的 的 传 传 送 送
装焊的工作量非常大,例如轿车点焊多达5000多点,焊缝总长 达40米多,因此要求装焊线自动化程度很高。使线上人较少,还使 用焊接机器人等。
1、传送方式
根据工件形状、大小、生产批量和装焊工艺等选用。常用有:
1)滑滚传送
比较简单,在各工位间用滚道、或带斜坡的滑道。没有传送位 置精度。
2 2 ) ) 往 往 复 复 式 式 传 传 送 送
图3-55 工作时,大油缸“1”驱动四连杆机构─→梁架升起 (升 降时由四组滚轮导向;两端四组弹簧在梁架下降时缓冲、预压力利 于升起) ─→将装焊台上的工件托起─→小油缸“2”的活塞杆伸出 推动齿条前进─→齿条驱动不齿轮旋转─→与小齿轮同轴的大齿轮 同时旋转─→驱动(靠相垂直的滚轮在骨架上移动,使往复杆运动) 往复杆上齿轮。
特点:结构简单, 传动平稳,工作定位准确,效果较好。
3)悬吊式传送
如同运人的索道、缆车等。用于远距离传送零部件或被装件的 传递。
图 图 3 3 - - 5 5 5 5
4)链式传送
图3-56 常用于车身、驾驶室的补焊调整线,这种传送形式在总 装线上用得最普遍。
常用的有气动、电动和液压等。一般来说:
1)气动
结构简单、成本低、容易维修;但传送位置不准确。
只用于传送轻、间距小的工件,装焊线上用得少。
2)电动
简单、应用最广的传送动力方式。
最大优点是可以实现长距离传送、成本较低。
3)液压
主要用于往复传送装置。
工作平稳、定位准确。
2 2 、 、 传 传 送 送 动 动 力 力
三 三 、 、 车 车 身 身 装 装 焊 焊 机 机 器 器 人 人
计算机软、硬件的发展,不断推动着焊接机器人档次的提高。
很多焊接研究所和工科院校在搞焊接机器人。
机器人实际上是多自由度可编程执行系统(其常用DK-Basic语 言——一种专供机器人编程用的高级语言)。可动部位装有伺服电 机,按照控制系统所发的信号运动。
广州机床研究所研制的JRS-80型多关节机器人,已用在点焊解 放CA-141驾驶室顶盖。如图3-57/图3-58/图3-59所示。
南汽依维柯装焊线上也采用较多的焊接机器人。
图 图 3 3 - - 5 5 7 7
图 图 3 3 - - 5 5 8 8
图 图 3 3 - - 5 5 9 9
3 3 - - 8 8 车 车 身 身 装 装 焊 焊 生 生 产 产 方 方 式 式
车身装焊生产方式除与技术水平有关外,主要取决于生产规模
。
但总体来说,慢慢地从落后的手工装焊生产方式─→向装焊流 水线方向发展。并且流水线的自动化程度也在不断地提高:
全自动线——自动装卸、自动焊接、自动传送、自动控制。以 适应汽车工业的飞速发展:
汽车改型快、型号增多、生产率提高、降低成本。
一 一 、 、 车 车 身 身 装 装 焊 焊 生 生 产 产 线 线 设 设 计 计 要 要 点 点
1、根据汽车的产量─→确定车身装焊线的生产节奏:
单件小批量生产,只可能落后些,慢些不在乎,主要还是手工 装焊。
2、根据车身各分总成的结构形状、大小和复杂程度,确定装 焊生产线的形式和工件传送方式。
3、确定焊接方法,对于点焊来说,主要有:
1)串接焊法 图3-60
熔核形成电流主要为:I2+ I3
图 图 3 3 - - 6 6 0 0
2)间接焊法 图3-61
板厚大于δ>1.5mm的工件,在串接焊法中,因板厚截面积大
─→电阻小─→使上板分流 I1↑,不容易保证点焊的熔核尺寸。
间接焊法不存在上板分流问题 ,其中过桥电极用紫铜材料,本 身电阻和接触电阻都小,不会引起较大的热效应─→形成熔核。
显然每次只能焊单点,生产率要低些。
3)直接焊法
常采用悬挂式焊钳 P76 图3-22 直接点焊。
例如,EQ140驾驶室装焊线上较多采用焊钳直接点焊。
图 图 3 3 - - 6 6 1 1
图 图 3 3 - - 6 6 2 2
4 4 、 、 确 确 定 定 焊 焊 接 接 工 工 序 序 数 数
P98 表3-7 串接焊的上板分流值。
为保证点焊质量(热效应集中,熔核尺寸)串接焊点距不能太 小,因而对于焊点较密的焊缝,可以采用:
①移动工件或焊枪多次焊成;
②分为多道工序焊成。
一般要求上板分流 : I1≤10~15% I (I ——总电流)。
表 表 3 3 - - 7 7
确定装焊线工位的主要根据是:
①工件上下料方便;
②各工序所装焊工件的形状和数量;
③必要的焊接工序数;
④工件传送时所需的翻转和回转
等来确定装焊线上的工位(数);同时要考虑配备工人数。
应注意,适当留些空位,可以方便维护保养装焊线,以及为预 备产品改型而可能增加装焊工艺等。
5 5 、 、 确 确 定 定 装 装 焊 焊 线 线 工 工 位 位
6 6 、 、 确 确 定 定 工 工 位 位 的 的 安 安 装 装 方 方 式 式 和 和 流 流 向 向
保证点焊质量和减少上板分流 I1 ↓─→应以薄板件作上板。
要求无痕点焊的轿车外覆盖件靠垫板来实现无凹痕。
工件流向选定以便于安装工件和传送平稳等。
7、确定焊机结构
轿车车门、发动机盖、行李箱盖、前中后底板等,他们具有相 似的形状 和尺寸─→装焊线上可选标准焊机机架;并且采用可更换 夹具─→适用于多品种生产─→可提高生产率。
二 二 、 、 车 车 身 身 装 装 焊 焊 生 生 产 产 线 线 基 基 本 本 形 形 式 式
车身装焊生产线形式多种多样,常用以下几种形式:
1、抬起步伐式往复装焊线
图3-63 EQ153/EQ1141 驾驶室,采用抬起步伐式往复装焊线示 意图。
在升降臂5的交点上有凸轮铰链,它依斜块7滑动,由双向气缸 带动,可抬高传送装置 810mm。
升降臂5,一端铰支,另一端连着滑块。
往复传送─→由变频电机─→带动齿轮─→啮合齿条。
图 图 3 3 - - 6 6 3 3
2 2 、 、 地 地 面 面 地 地 下 下 立 立 体 体 环 环 行 行 线 线
其特点有:占地面积小、分总成上线方便;
但是,地下坑道工程大、随行夹具升降困难、惯性 大─→定位精度↓。
图3-64 EQ140/EQ1090 驾驶室总装线,包括:
1)随行夹具
全线设8台相同的小车(8个工位),小车装有底板定位(悬置 孔)和门洞定位夹具;采用手动和气动夹紧器。
2)传送装置
采用往复(指地面上)推进传送。
3)液压升降装置和地下回程传送链
图 图 3 3 - - 6 6 4 4
3、矩形装配线
图3-65 南汽跃进驾驶室总装线。
结构简单、维护方便;分总成上线不方便。
工位 1——装焊地板和后围分总成;
工位 2——装焊前围分总成;
工位 3——装焊顶盖分总成 ; 工位 4——用于补焊。
装好的驾驶室总成,由工位4吊至车门调整线上。
图 图 3 3 - - 6 6 5 5
三 三 、 、 轿 轿 车 车 车 车 身 身 装 装 焊 焊 自 自 动 动 化 化 生 生 产 产 线 线 示 示 例 例
图3-66 日本三菱汽车公司轿车车身装焊生产线。
共用72台焊接机器人,自动化点焊率达80% ( 包括48%机 器人),机器人点焊率达48%。
该焊装线由大型可编程自动控制器控制,夹具定位精度达
±0.1mm。