行政院國家科學委員會專題研究計畫 成果報告
AA7005 鋁合金擠型材熱處理製程之研究(I)
計畫類別: 個別型計畫
計畫編號: NSC91-2212-E-011-036-
執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立臺灣科技大學機械工程系
計畫主持人: 吳翼貽
報告類型: 精簡報告
處理方式: 本計畫可公開查詢
中 華 民 國 92 年 9 月 8 日
行政院國家科學委員會補助專題研究計畫 ■ 成 果 報 告 □期 中進
度報
AA7005 鋁合金擠型材熱處理製程之研究 (Ⅰ)
計畫類別:■ 個別型計畫 □ 整合型計畫 計畫編號:NSC-91-2212-E -011-036
執行期間: 91 年 08 月 01 日 至 92 年 07 月 31 日
計畫主持人:吳翼貽 共同主持人:
計畫參與人員: 高全盛、黃清添
成果報告類型(依經費核定清單規定繳交):■精簡報告 □完整 報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究 計畫、列管計畫及下列情形者外,得立即公開查詢 □涉及專利或其他智慧財產權,□一年□二年後可公 開查詢
執行單位:國立台灣科技大學機械工程系
中 華 民 國 九 十 二 年 七 月 三 十 一 日
一、摘要
本研究為一三年期計畫,第一年的研究工作係針對 AA7005 鋁合金之固溶處 理與時效處理之溫度與時間對於後續熱處理之影響進行探討,找出於實務上工業 界可接受之 T6、T73 熱處理製程參數組合,及其抗拉強度與硬度值間之關連性。
在本研究內亦將傳統 T6 製程中的自然時效處理改為低溫人工時效處理,來 縮短 AA7005-T6 熱處理製程所需的時間,使能符合工業界的需求。實驗結果顯 示,將 AA7005 鋁擠型合金進行低溫人工時效製程之 T6 處理(固溶處理 470℃
/40min +80℃/72hr+人工時效 120℃/70hr.),將可使合金達到最高的強度,其抗拉 強度值可達到 384.6MPa(硬度值為 HRB72.5),可取代傳統之 T6 製程(470℃
/40min+自然時效/18 天+120℃/40~ 42hr. ,抗拉強度值為 376.6Mpa,硬度值 為 HRB71)且時間不會太過於冗長,可符合工業界需求。
最佳 T73 熱處理製程參數組合為 470℃/40min+80℃/70 hr.+ 107℃/8hr+168
℃/17 hr.,與傳統的 T73 製程(製程參數為 470℃固溶處理 40min + 自然時效 18days + 107℃/8hr + 168℃/19hr.)相比,所需的熱處理時間較短,且具相同的機 械性質需求。
本實驗結果顯示,適當的選擇析出熱處理的溫度與時間,可有效地達到最 佳之析出強化效果,且能夠減短熱處理製程時間,符合工業界之需求。
關鍵字:AA7005,鋁合金,擠型材,T6,時效處理 Abstr act
During the first year of this three-year project efforts were directed on studying the effects produced by the variations of heat treatment parameters on the mechanical properties of extruded AA7005 aluminum alloys. Correlation between the hardness and the tensile strength of this alloy was obtained. Experimental results showed that the most suitable combination of process parameters for the T6 temper is 470 /40min
+80 /72hr.+120 /68~72hr., and those for the T73 temper is 470 /40min+
80 /72hr.+107 /8hr.+168 /17hr. The two- step artificially ageing process
proposed in this study can sharply shorten the process time required by the traditional T6 process. Keywor ds: AA7005, T6, T73
二、計畫緣由與目的
中高強度 AA7005 鋁合金改善高強度鋁合易產生銲道熱裂、淬火敏感性不佳 等問題,其 Cu 的含量極低(Cu <0.1﹪)及添加了少量的 Mn、Cr、Ti 及 Zr 等合 金元素。此型合金在應用上有著令人滿意的特性:適中的強度、優異的破壞韌性、
以及良好的加工性、成型性、銲接性。如:AA7004、AA7005、AA7039 等。近 年來,此類合金之使用量有增加的趨勢,常常以擠製結構用件型態應用之,如:
軌道車車體、摩托車、自行車、船、汽車工業、卡車等運輸工具[1]。
雖然 AA7005 已經被廣泛地使用在自行車與軌道車輛產業,但是 AA7005 鋁 合金熱處理方面相關的資料及研究論文卻是非常的少,故對於其熱處理製程、強 度及抗應力腐蝕性質間的關連性所知有限。由於 Al-Zn-Mg 與 Al-Zn-Mg-Cu 合金 主要都是靠過渡相η´(MgZn2)來強化,故而 AA7005 所用的 T6 熱處理參數皆 是沿用 AA7075(屬 Al-Zn-Mg-Cu 合金)鋁合金者,僅作小幅的修改。惟 AA7005 因 Cu 含量較低之故,其析出強化能力較 AA7075 差[2,3]。根據作者先期研究結 果顯示,依現行之 AA7075 鋁合金T6 製程參數組合來進行 AA7005 鋁合金的T 6 熱處理,並無法使熱處理件之 U.T.S.值 ASM AA7005-T6 強度標準:372MPa 以 上,且本實驗室先期研究顯示在室溫之自然時效時間較長(18 days),不符合工 業上的應用,顯示時效處理的製程參數需作修正。
由於 AA7005 鋁合金添加了許多其他的過渡元素,其析出強化的能力也因此 會與 AA7075 有所不同,這些改變應會對被熱處理工件的機械性質有影響,並且 常用的 AA7005 鋁合金組件均為擠製件,在成分均一性上較鍛造件及滾軋件要 差,故需尋求具較大工作視窗(working window)之熱處理製程,方可達到機械 性質均勻性。並探討可能之途徑縮短熱處理製程時間,以符合工業上的應用,故 應將 AA7005 鋁合金之熱處理參數值及其組合方式作適當的改變,尋求適合 AA7005 鋁合金熱處理製程參數組合,來達到預定的需求,方可充分發揮 AA7005 鋁合金的潛力。
故在本研究中,將針對 AA7005 鋁合金之 T6 熱處理製程進行研究,探討固 溶溫度及時間、時效溫度與時間等熱處理參數對抗拉強度與硬度的影響。期能找 出合適於 AA7005 鋁擠型材的 T6、T73 熱處理製程參數組合。
三、實驗方法
本實驗所使用的材料係取自 AA7005 方型鋁擠型管(60mm*60mm*
4.5mm),經電子微探測儀(EPMA)定量分析後,其合金成份如表 1 所示。沿 擠製方向(Longitudinal direction, L)切割得 150mm×60mm 的板材。所有拉伸試 片之標距長度均平行於擠製方向(Longitudinal direction, L),試片規格採 ASTM B557[4]所規定之次尺寸試片(Sub-size specimen)規範。所有固溶處理均於鹽浴 爐(溫度差±2℃)中進行之,而時效處理及回復處理則在油浴爐(溫度差±2
℃)中實施,所用淬火液為室溫之 5﹪鹽水。
首先針對 AA7005 鋁合金之 T6、T73 製程進行研究,探討固溶溫度、固溶 時間、時效時間等熱處理參數對熱處理件之抗拉強度與硬度的影響,找出適用於 AA 7005 之 T6 熱處理製程參數值,及熱處理件抗拉強度與硬度值間之關係,得 以硬度值來表示熱處理件之抗拉強度,據以作為後續 T6、T73 熱處理的機械性 質檢驗標準。由於 AA7005 鋁合金之強化析出相與 AA7075 者相同,故選用 AA7075 之人工時效溫度為 AA7005 之人工時效溫度。
(1)固溶溫度:本研究內所採用的實驗流程如圖 1 所示,固溶溫度的選取是 將不同試片於 380~500℃經 40 分鐘[5]的固溶處理後,再施以自然時效 14 天,
最後進行 120℃/24 小時的人工時效,並量測不同固溶溫度下所得之熱處理試片 之硬度,選取可提供最高強度之固溶溫度應為最合適之固溶溫度。
(2)自然時效處理與低溫人工時效處理:由固溶熱處理實驗中所求得之最合 適固溶溫度作為自然時效實驗所用之固溶溫度,將試片施以固溶處理及進行 1~
24 天之自然時效後,進行 120℃/24 小時的人工時效,量測經不同自然時效天數 所得之熱處理試片之硬度,選取最合適之自然時效天數。並選擇二種低溫人工時
效處理溫度(60℃、80℃),進行 1~72 小時之低溫人工時效處理,探討以低溫 人工時效來取代自然時效之可能性。
(3)T6 人工時效:將試片施以前述選定之自然時效及低溫人工時效處理後,
將試片進行 0~78 小時/120℃之人工時效,量測經不同時效時間所得之熱處理試 片硬度值,選取最合適之 T6 頂時效時間, 將以硬度值來表示熱處理件之強度,
據以作為後續 T73 熱處理的機械性質檢驗標準,實驗流程如圖 2 所示。
(4)T73 熱處理:T73 過時效熱處理的主要目的為使材料獲得最佳之抗應力 腐蝕性能,在 Holt[6]等人的研究中,利用導電度作為抗應力腐蝕性能的評比,
應用導電度的量測來決定熱處理所需之時間, 確保材料可達到所需之抗應力腐 蝕性能。 T73 過時效處理係將經自然時效處理或低溫人工時效處理過之試片再 經 8 小時 107℃低溫時效熱處理後,置於高溫進行第二階段人工時效處理。第二 階段人工時效處理係於 168℃分別施以 11~24 小時不同時間的時效熱處理,最後 量測經不同時效時間所得熱處理試片之硬度與導電度,選取試片中強度達 T6 之 85~90%,且具最高導電度者,做為之最佳 T73 之熱處理參數組合,並以所得之 硬度值與導電度值作為後續實驗之依據。圖 3 所示即為 T73 熱處理之實驗流程。
(5)應力腐蝕試驗:由於鋁擠製件厚度皆為薄板材,因此常用於探討應力腐 蝕之 pre-cracked DCB 試片的方式並不適用於 AA7005 鋁擠製件,本研究所用應 力腐蝕測試試片規格,係採用 ASTM G39 規範[7]之 Three-point loaded bent- beam 試片(如圖 4 所示)。並依照 ASTM G103[8]規範所規定之測試環境及條件進行 測試,評比材料抗應力腐蝕之能力。
四、結果與討論
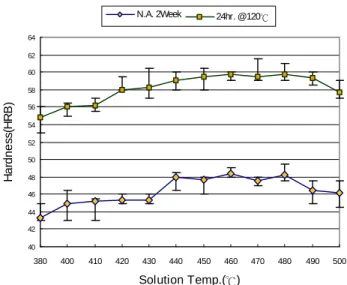
(1)固溶溫度之影響:將試片施以 40 分鐘不同固溶溫度處理所得實驗結果 列示於圖 5,圖中上方曲線為固溶處理後經過 2 週自然時效及再施以 120℃/24hr.
人工時效後的硬度變化。在 380℃~460℃的溫度區間內,隨固溶溫度的提高,.
人工時效後的硬度亦隨之提高,其原因應為在固溶處理中,溫度取的越高其原子 擴散速率愈快,溶質溶入愈加完全,使得析出硬化的效果自然提高。而在 460℃
至 480℃溫度區間硬度達到最高,約 HRB59 左右,且硬度不再上升,應為達到 固溶極限所致,再隨著溫度提高至 490、500℃時,硬度有下降的趨勢,應為晶 粒成長導致強度降低所致。圖中下方曲線為固溶處理後經過 2 週自然時效硬度變 化,其趨勢與再施以 120℃/24hr.人工時效後的硬度變化趨勢相似,表示在固溶處 理中,溶質原子溶入基地愈完全,則自然時效時析出硬化物成核(nucleation)
的效果愈佳,後續人工時效可獲得之強度愈高。由於 7005 為鋁擠型製件,在成 分均一性上較鍛造件及滾軋件要差,故需尋求具較大工作視窗(working window)
之熱處理製程,由實驗結果可知在固溶處理溫度 460℃至 480℃區間均有良好的 固溶效果,應可滿足較大工作視窗的要求,因此選擇 470℃為最佳的固溶處理溫 度,應可達到熱處理工件機械性質均勻性的要求。
(2)自然時效:圖 6 所示為將材料經 470℃/40min 固溶處理,置於室溫進 行 1~24 天自然時效後,再施以 120℃/24 小時的人工時效所得到之時間與硬度 關係圖。圖中下方曲線為 AA7005 鋁合金經不同天數之自然時效後的硬度變化曲 線,熱處理件之硬度隨自然時效天數之增加而上升,在時效時間達到 2 週後,硬 度則無明顯上升。依據文獻資料[9],鋁合金自然時效件之機械性質會隨自然時 效天數增加而上升,上方曲線則為經後續人工時效後之硬度變化曲線,顯示後續 人工時效的硬度均隨著自然時效時間之增長而增加,且與自然時效之硬度變化曲 線有同步上升的趨勢,表示自然時效時間愈長,後續人工時效處理後所達之強度 愈高。在第 18 天後硬度變化量即趨緩和,隨著自然時效天數的增加,硬度並無
明顯增加,所以建議 7005 鋁合金在進行人工時效之前,應至少進行自然時效 18 天,以達最佳析出強化效果。但對工業界而言,18 天自然時效實為一耗時、耗 人工的過程,為尋求可能之途徑來縮短 T6 熱處理製程所需的時間,故又進行下 述之低溫人工時效實驗,期能將此 18 天自然時效的製程以低溫人工時效的方式 來取代。
(3)低溫人工時效:根據 R. B. Nicholson[10]所提出的理論,7000 系鋁合 金在人工時效前先做一段低溫時效(如自然時效),將有利於 GP zones 的成核,
接著再進行人工時效,可使 GP zones 更穩定及轉變為強化相η’,使基地析出緻 密的強化 GP zones 及η’,能有效提升材料的強度。但從人工時效前先做自然時 效之實驗結果得知,對於 7005 鋁合金而言,實為一耗時、耗人工的過程。為縮 短 T6 熱處理製程所需的時間,改以低溫人工時效取代自然時效製程,將 AA7005 試片經 470℃/40min 固溶處理後,分別置於 60℃、80℃油爐進行低溫人工時效 後,再施以 120℃/24 小時的人工時效所得到之時間與硬度關係如圖 7 及圖 8,實 驗結果顯示進行 80℃低溫人工時效的硬度上昇速率較 60℃時效處理快。以 80℃
/72hr.參數值之硬度最高,且進行 120℃/24hr.人工時效後,硬度也而呈同步上升 的趨勢,因此,選擇 80℃/72hr.小時參數值做為第一階段低溫人工時效之製程參 數。
(4)T6 頂時效(自然時效製程):由於 Al-Zn-Mg 與 Al-Zn-Mg-Cu 合金主 要都是靠過渡相η’(MgZn2)來強化,故而 AA7005 鋁合金的熱處理製程參數 大都採用 AA7075 鋁合金者,所以,根據前節所選擇之自然時效熱處理參數進行 實驗後,選擇與 7075 鋁合金相同之頂時效處理溫度 120℃,進行 0~78 小時之 T6 人工時效處理。
以自然時效處理之 T6 熱處理實驗結果如圖 9 所示,在時效 2 小時之後強度 則隨時效時間增長而增加,直到時效時間為 42 小時時,達到最高值,隨後強度 則隨著時效時間之增加而呈下降趨勢。由於製作拉伸試片的製程較為繁瑣,不能 短時間得知熱處理後之試片機械性質。圖 10 所示為 AA7005 鋁合金之硬度與抗 拉強度間之關係,顯示當硬度達 HRB50 以上,抗拉強度與硬度值之關係近於線 性關係,故可以硬度值來表示材料之抗拉強度值,據以作為熱處理的參考標準,
而不致有太大的失誤。
由硬度及最大抗拉強度的時效曲線中得知,當時效時間為 40hr.時,7005 鋁 合金所達到之最大抗拉強度值為 375.6Mpa(Min:373、Max:380.8),最大硬度 值為 HRB71(Min:70.5、Max:72);在 40~42 小時的時效,材料所能達到之 最大抗拉強度皆符合 ASTM 標準 T6 規格強度之 372Mpa,因此選擇 470℃/40min
+自然時效/18 天+120℃/40~ 42hr.為 7005 鋁合金最佳 T6 熱處理參數值,導電 度值為 33.0 ± 0.2%IACS,並以硬度值 HRB70 來表示 T6 煉度強度,據以作為後 續熱處理的參考標準。
若以 7075 鋁合金 T6 熱處理參數 120℃/24hr.應用於本實驗所用之材料 7005 鋁合金,所得到最大抗拉強度值為 328.7Mpa(Min:327.8、Max:329.6),最大 硬度值為 HRB61(Min:59、Max:62),均低於 T6 強度所需的 372Mpa 值。故 由本實驗結果可知,若以 7075 之 T6 熱處理參數應用於 7005 上,實無法達到 ASTM 標準所需求 T6 強度之 372Mpa 值,必須增長時效時間至 40~42hr.方可 達 到要求。導致此時效時間需求遠超出 7075 鋁合金所需之 24 小時之主因,可能係 因 7005 鋁合金與高強度 Al-Zn-Mg-Cu 鋁合金相比,其 Zn、Mg 合金含量較低,
且 Cu 的含量極低(<0.1﹪),因此其析出強化效果較差所致。
(5)T6 頂時效(低溫人工時效製程):圖 11 所示為經 80℃/72hr.後再進行第二
階段 120℃人工時效所得之硬度與時效時間關圖,硬度隨時效時間之增長而增 加,經 56 小時後硬度值已經達到洛式硬度 HRB 70,由 AA7005 硬度與抗拉強度 值關係(如圖 10 所示),可以推測 56hr.時的抗拉強度已近於 AA7005 之 T6 強度標 準,當時間在 68~72 小時之間,硬度可達到 HRB: 72.5,顯示此新的 T6 熱處理 製程,具有工業界所需較大的工作視窗(working window),可使批次熱處理件 之機械性質具較佳之均一性。當 120℃時效之時間為 70hr.時,7005 鋁合金可達 到之硬度值為 HRB72.6(Min:71.6、Max:73),抗拉強度值(圖 12)為 384.6MPa
(Min:383、Max:387)。由以上實驗結果顯示,本研究所得的 T6 低溫人工時 效製程可滿足 ASM AA7005-T6 強度需求: 372 MPa,且比應用自然時效製程強度
(375.6MPa)還要高。其原因可能為低溫人工時效(80℃)比自然時效能提供較多 的能量,使過飽和固溶體中所產生的 VRC(Vacancy- Rich Clusters)[11]能析出 較多大於臨界成核半徑的整合性 GP zones,於後續第二階段的 120℃人工時效過 程中較少 GP(Ⅰ)回溶到基地,而能有較多的 GP zones 轉變為強化相η’。本實驗 結果顯示,將 AA7005 鋁擠型合金進行固溶處理 470℃/40min +低溫人工時效 80
℃/72hr+人工時效 120℃/70hr.,將可使合金達到最高的強度,且時間不會太過於 冗長,為符合工業需求之 T6 頂時效熱處理。
(6)T73 時效:在本研究內已將傳統 T6 製程中的自然時效處理改為 80℃的 低溫人工時效處理,故需探討此 T6 製程的改變對 T73 製程參數值的影響。T73 過時效熱處理的主要目的為使材料獲得較佳之抗應力腐蝕性能,但其強度會低於 T6 煉度。由於文獻中並無 7005 鋁合金 T73 煉度之強度與導電度標準,因此本 實驗參考 7075 鋁合金 T73 煉度之強度標準,選擇 T6 煉度抗拉強度值之 85%
(316MPa), 作為 T73 煉度之最低強度值,並以相對之硬度值作為選擇 7005 鋁 合金 T73 煉度之參考。
在本研究所擬採用的新 T73 熱處理製程,其製程參數設定為 470℃固溶處理 40min + 80℃低溫人工時效/72hr + 107℃/8hr+168℃/0~24 hr.經不同時間之高溫時 效處理後,硬度與導電度間之關係如圖 13 所示。導電度隨熱處理時間的增長而 增加,硬度隨時間的增加而遞減。因為合金經過時效處理後,無析出帶之溶質擴 散至晶界,使得晶界的析出物比 T6 煉度要來的大,晶界析出物間之間距也變寬,
而基地中的析出物大部分皆轉變為不整合穩定相η(MgZn2),使硬度隨熱處理時 間下降,導電度卻因自由電子易於通過而逐漸提高。經選擇符合上述 T73 煉度 硬度及強度要求之過時效處理參數值應為 168℃/17hr,所得試片之抗拉強度值為 316.2MPa,其相對硬度值為 HRB60,導電度值為 35.6 %IACS。
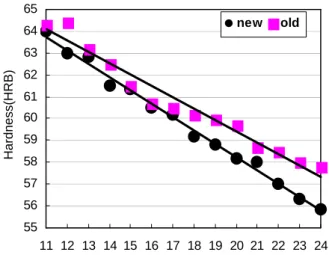
T73 製程於 168℃過時效處理階段之硬度會隨時間的增加而遞減,其硬度改 變速率會受到微觀結構的影響,圖 14 所示,為新、舊兩製程的時間與硬度值之 關係圖。舊的 T73 製程(製程參數為 470℃固溶處理 40min + 自然時效 18days + 107℃/8hr + 168℃/19hr)硬度下降的趨勢較新的 T73 製程緩慢,係因舊 T73 製程 於固溶處理、淬火後,是使用自然時效處理,而新 T73 製程改用 80℃低溫人工 時效處理,使其析出物的析出成長速率較自然時效快; 相對而言,新 T73 製程於 此第一階段時效所析出大尺寸析出物的比例比舊 T73 製程來的大。因此,新 T73 製程在進行後續的過時效處理時,材料內較大的析出物提早成長、粗化,是為造 成硬度值下降速率較大的主因。
(7)應力腐蝕試驗:將完成 T6 及 T73 熱處理的試片製作成 bent-beam 試片進 行應力腐蝕試驗,由實驗結果可知(如表 2 所示),在所施之外加應力約為最大 抗拉強度之 80﹪時,經自然時效或是低溫人工時效製程之 T6 處理試片,其裂縫 起始時間最短,約為 30 小時,而經 T73 過時效處理者則需 150 小時以上,才可 能出現裂縫或於規範時間內(168 小時)都無裂縫發生,顯示本研究所研擬之 T73 製程皆具有優良的抗應力腐蝕性。
五﹑結論
本實驗結果可得以下諸項結論:
1. 傳統之 T6 製程參數組合為:固溶處理 470℃/40min+自然時效/18 天+人工 時效 120℃/40~ 42hr.,抗拉強度值為 376.6Mpa,硬度值為 HRB71。
2. 低溫人工時效之 T6 製程參數組合(固溶處理 470℃/40min +80℃/72hr+人工時 效 120℃/70hr.),其抗拉強度值可達到 384.6MPa,硬度值為 HRB72.5,且製 程時間比傳統 T6 短,符合工業界需求。
3. 最佳 T73 熱處理製程參數組合為 470℃/40min+80℃/70 hr.+ 107℃/8hr+168℃
/17 hr.,與傳統的 T73 製程(製程參數為 470℃固溶處理 40min + 自然時效 18days + 107℃/8hr + 168℃/19hr.)相比,所需的熱處理時間較短,且具相同的 機械性質需求。
4. 經由應力腐蝕試驗結果,顯示本研究所研擬之 T73 製程皆具有優良的抗應力 腐蝕性。
六﹑計畫成果自評
本研究內容與原計畫完全相符,已達成第一年預期目標,包括找出固溶溫度 及時間、時效溫度與時間,及自然時效天數對機械性質的影響;求得 AA7005 鋁 合金抗拉強度與硬度間之關係;並找出最合適的 T6 與 T73 熱處理參數。第二年計 畫將延續第一年之研究成果,尋求適用於 AA7005 鋁擠型材 RRA 熱處理製程之 最佳參數組合。
參考文獻:
[1] Metals Handbook, 9th Ed, ASM, Vol.2, pp. 208-218. (1979).
[2] T. H. Sanders, Jr. and E. A. Starke, Jr., “The Relationship of Microstructure to Monotonic and Cyclic Straining of Two Age Hardening Aluminum Alloys”, Metallurgical Trans., vol. 7A, 1976, pp. 1047-1418.
[3] T. Engdahl, V. Hansen, P.J. Warren, K. Stiller, “Investigation of Fine Scale Precipitates in Al–Zn–Mg Alloys after Various Heat Treatments”, Materials Science and Engineering, A327, 2002, pp. 59–64
[4] ASTM Standards B557-94, “Standard Test Methods of Tension Testing Wrought and Cast Aluminum-and Magnesium Alloy Products”, 1994.
[5] ASTM Standards B597, “Standard Practice for Heat Treatment of Aluminum Alloys”, 1992.
[6] R. T. Holt, V. R. Parameswaran and W. Wallace, “RRA Treatment of 7075- T6 Aluminum Components”, Canadian Aeronautics and Space Journal, vol. 42, n2, Jun, 1996, pp 83-87.
[7] ASTM Standards G39-90,“Standard Practice for Preparation and Use of Bent-Beam Stress-Corrosion Test Specimens”, 1994
[8] ASTM Standards G103-89, “Standard Test Method for Performing a
Stress-Corrosion Test of Low Copper Containing Al-Zn-Mg Alloys in Boiling 6%
Sodium Chloride Solution”, 1994
[9] Metals Handbook Ninth Edition,“Properties and Selection: Nonferrous Alloys and Pure Metals”, 1986, pp. 41-42
[10] N. T. Unwin, R. B. Nicholson, “The Nucleation and Initial Stages of Growth of Grain Boundary Precipitates in Al-Zn-Mg and Al-Mg Alloys”, Acta Metallurgica, Vol. 17, 1969, pp. 1379-1393.
[11] J.C. Werenskiold, A. Deschamps, Y. Brechet, “Characterization and modeling of precipitation kinetics in an Al-Zn-Mg Alloys”, Materials Science and Engineering A, 200, Vol. A293, pp.267-274.
固溶熱處理 380~500℃/ 40min
人工時效 120℃/24hrs.
冷水淬火
(5% NaCl)
自然時效 室溫/2 週
硬度量測,選取 最佳固溶熱處理參數
圖 1 固溶熱處理
固溶熱處理 480℃/ 40min
參數)
人工時效 120℃/24hrs.
冷水淬火
(5% NaCl)
自然時效處理;
低溫人工時效
硬度量測,選取 最佳 T6 熱處理參數
圖 2 T6 熱處理
固溶熱處理 480℃/ 40min
參數)
第一階段人工時效 107℃/8hrs.
冷水淬火
(5% NaCl)
最佳低溫 人工時效參數
硬度與導電度量測,選取 最佳 T7 熱處理參數
圖 3 T7 熱處理 第二階段人工時效 168℃/11~24hrs.
圖 4 Three-point loaded bent-beam 試片
40 42 44 46 48 50 52 54 56 58 60 62 64
380 400 410 420 430 440 450 460 470 480 490 500
Solution Temp.(℃)
Hardness(HRB)
N.A. 2Week 24hr. @120℃
圖 5 固溶處理溫度對 AA7005 鋁擠型材硬度之影響
15 20 25 30 35 40 45 50 55 60 65
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
N.A. Time(Day)
Hardness(HRB )
N.A. Curve After 120℃/24hr.
圖 6 AA7005 鋁合金固溶處理後經不同時間自然 時效後,人工時效之硬度變化
10 15 20 25 30 35 40 45 50 55 60 65
0 24 Time(hr.) 48 72
Hardness(HRB)
60℃
+120℃/24 60℃
圖 7 60℃低溫人工時效+120℃/24hr.之時間與
11 10
15 20 25 30 35 40 45 50 55 60 65
0 24 Time(hr.) 48 72
Hardness(HRB)
80℃+120℃/24 80℃
圖 8 80℃低溫人工時效+120℃/24hr.之時間 與硬度關係
20 25 30 35 40 45 50 55 60 65 70 75 80
0 6 12 18 24 30 36 42 48 54 60 66 74 Aging time (HR.)
Hardness (HRB)
圖 9 AA7005 鋁合金在 120℃時效中,硬度值的 變化曲線
20 25 30 3 5 40 45 50 55 60 65 70 75
230 240 250 260 270 280 290 300 310 320 330 340 350 360 370 380 390
UTS(MPa)
Hardness(HRB)
T6 U.T.S.
圖 10 AA7005 鋁合金在 120℃時效中,抗拉強度值 35 40 45 50 55 60 65 70 75
0 4 8 121620242832364044485256606468727680 Aging time(HR.)
Hardness(HRB)
圖 11 T6 二階段析出製程(470℃/40min +80℃
/72hr+120℃/70hr.)
12
表 1 7005 合金成分表
成 分
規格 實 測 值
(wt.%)
(at.%)
Zn 4.0 -5.0 4.58 1.95
Mg 1.0-1.8 1.43 1.64
Mn 0.2-0.7 0.38 0.19
Zr 0.08-0.2 0.19 0.06
Fe 0.4 -Max 0.14 0.07
Cr 0.06-0.2 0.13 0.07
Si 0.35-Max 0.06 0.06
Ti 0.01-0.06 0.03 0.01
Cu 0.1-Max 0.01 0.01
Al Bal. 93.05 95.94 抗拉強度
330
372 375.6 384.6
300 310 320 330 340 350 360 370 380 390
UTS(MPa)
抗拉強度值 330 372 375.6 384.6
AA7005母材 ASM-T6標準 T6(自然時效 製程)
T6(二階段人 工時效製程)
圖 12 不同T6 製程之抗拉強度值
55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
1 3 5 7 9 11 13 15 17 19 21 23
Tim e( h r .)
Hardness(HRB)
33. 5 34 34. 5 35 35. 5 36 36. 5
Conductivity(%IACS)
hardness conductivi ty
圖 13 T73 製程(107℃/8hr.+168℃/0~24hr)硬
表 2 不同熱處理製程應力腐蝕破裂的裂縫起始時間
熱處理 製程
試片 厚度 (mm)
硬度值 (HRB)
外加應力 (MPa)
所需 饒度 (mm)
PH 值
裂縫 起始 時間 (hr.) T6 4.62 71 80% 300 1.5 6.9 32 自然
時效 T73 4.69 60.0 80% 256 1.3 6.8 152 T6 5.0 71.5 80% 297 1.4 6.7 35 T73 5.06 60 80% 297 1.4 6.7 × 低溫
人工 註:〝×〞為在實驗過程 168 小時內均無發生破 裂
55 56 57 58 59 60 61 62 63 64 65
11 12 13 14 15 16 17 18 19 20 21 22 23 24 Time(hr.)
Hardness(HRB)
new old
圖 14 新、舊 T73 製程於 168℃過時效處理階段,時 間與硬度關係