行政院國家科學委員會專題研究計畫結案報告 Sn-Zn-Ag-Al-Ga 無鉛銲錫合金最佳化及其性質探討 計畫編號:NSC92-2216-E-006-006 執行期限:94 年 8 月 1 日至 95 年 7 月 31 日 主持人:林光隆 國立成功大學材料科學及工程學系 呂傳盛 國立成功大學材料科學及工程學系 黃文星 國立成功大學材料科學及工程學系 曹紀元 國立成功大學材料科學及工程學系 一、中文摘要 本實驗是以 Sn-Zn-Ag-Al-Ga 五元銲錫來進行研究,並觀察五元銲錫合金進行不同施力下之共振 特性探討與高溫拉伸機械性質之分析,以及觀察此合金在經過時效處理之後,機械性質與微 結構的變化的關係、五元銲錫合金在不同溫度下之高溫氧化行為和利用雙氣流霧化技術進行 Sn-Zn-Ag-Al-Ga 無鉛銲錫合金之粉末製作研究,並利用模擬的方式探討迴銲過程無荷重銲錫 接點的形狀變化。 二、緣由與目的 鉛錫銲錫合金常常被使用在電子工業,這是因為鉛錫合金有很好的銲錫性,並且自然界 存量豐富,價格低廉。但是,研究顯示含鉛的物質會危害人體健康[1],所以含鉛銲錫材料 已逐漸被禁止使用。基於此點考量,世界上很多先進國家已經積極投入開發電子產品無鉛化 [2],當然國內也不例外。本實驗室利用 Sn-Zn 系列[3-4]的銲錫合金,再加上少量的 Ag, Al 和 Ga 元素來增加 Sn-Zn 的機械性質,期望 Sn-Zn 系列銲錫合金可以成為另一種取代 Sn-Pb 銲錫合金的材料。 三、實驗方法 3-1 無鉛銲錫合金振動及高電荷破壞 實驗材料以純Sn、純Zn、純Ag、純Al及純Ga為原料,利用高週波爐熔煉本五元合金之母 合金(Sn- 8.55wt.% Zn- 0.5wt.% Ag- 0.01wt.% Al- 0.1wt.% Ga)。接著取適量的母合金放入坩堝 內,並置入電阻爐熔解後,澆鑄於Y形之石墨模(Graphite Mold)中,澆鑄條件之溶湯約為 300℃,而石墨模溫度約為 240℃。而Y型模尺寸有拉伸及振動試驗用試片兩種,如圖 1 所示。 將振動試片切小塊後鑲埋,以水砂紙#150 至#2000 依序研磨,再以 1μmAl2O3、0.3μmAl2O3拋
光液拋光。使用5%HCl酒精溶液腐蝕後以光學顯微鏡(optical microscope, OM)觀察。
將各組合金澆鑄到Y型拉伸模後,以放電加工方式製作成板狀拉伸試片,並加以表面研 磨處理,試片尺寸如圖2,平行部為 20mm × 5.4mm × 2.4mm。拉伸試驗以微電腦萬能材料試 驗機 (micro-computer universal testing machines)於室溫至 180℃下進行(計有四組條件:RT、 120℃、150℃,180 )℃ ,固定夾頭速度為1.5×10-2mm/s,即初始應變速率 7.5×10-4s-1,高溫拉 伸試片持溫時間為5min,實驗結果為 3 個數據以上之平均值。 圖2 拉伸試片尺寸規格 (Unit: mm) 振動試片尺寸規格及夾持方式如圖 3 所示,尺寸為 100×20×4 (mm),靠近夾具端之試片 開V型凹槽(notch),有利振動裂縫由此生長並傳播,且有助測試後之表面裂縫的觀察與量測, 測試前之試片經研磨及拋光處理。振動試驗的設備如圖 4 所示,振動頻率及出力值由振動台 控制器設定,出力值的大小(本實驗選定三種出力值:2.5G、3.0G,3.5G)以重力加速度值 (G=9.8m/s2)表示,經由控制端加速規將訊號回饋至控制器可控制振動台作動。振動疲勞實驗 中,記錄試片末端偏移量與振動次數之關係,以獲得D-N曲線,並加以定義共振壽命,來評 估材料耐振動特性之優劣。對於不同出力值下裂縫傳播的差異性,則加以定量分析,並比較 其影響裂縫傳播阻抗的差異。試片表面之變形破壞特徵利用OM/SEM觀察,以釐清其與振動 特性是否有依存性。 圖3 振動試片尺寸規格 (Unit: mm) 另外,本實驗另取Sn-9Zn 鑄塊和 Ga 依序配製成 Sn-9Zn-0.4Ga,Sn-9Zn-0.6Ga,Sn-9Zn-0.8G 和Sn-9Zn 四種合金,其化學組成如表 1 所示。將合金適量的放入坩鍋內並且至於電阻爐中熔 解(310℃),澆注於 Y 型石墨模(150℃),石墨模尺寸如圖 1(a)所示,接著利用放電加工機製成 板狀拉伸試片,其尺寸(如圖 2),試片表面在實驗前均使用 80 號至 800 號水砂紙磨至厚度約 2.1mm。
表1 合金化學組成 (wt.%) Sample Ga Zn Sn 0 Ga 0 8.86 Bal. 0.4Ga 0.36 8.57 Bal. 0.6Ga 0.58 8.64 Bal. 0.8Ga 0.75 9.35 Bal. Sample Ga Zn Sn 0 Ga 0 8.86 Bal. 0.4Ga 0.36 8.57 Bal. 0.6Ga 0.58 8.64 Bal. 0.8Ga 0.75 9.35 Bal. 本實驗的應變速率為 7.5×10-4 sec-1,在常溫及高溫(120℃)環境下分別對不同Ga含量的 Sn-9Zn合金試片進行拉伸測試。 將澆注後之銲錫合金試片切下小塊並進行鑲埋後,用 80 號至 2000 號砂紙依序研磨,再 用1μm 氧化鋁粉,0.04μm 二氧化矽拋光液依序拋光,以光學顯微鏡觀察 Sn-9Zn-xGa (x=0、 0.4、0.6、0.8 wt%) 之不同合金金相。另外將拋光過後的 Sn-9Zn-0.4Ga 合金,作 EPMA 分析。 3-2 時效後機械性質與高溫氧化分析 本計劃中是採用 Sn-Zn 系的五元無鉛銲錫,成份為 Sn-8.5Zn-0.5Ag-0.01Al-0.1Ga。原料是 採用 Sn-8.5Zn 的母合金、Zn(80%)-Al(20%)合金以及純 Ag(99.99%)和 Ga(99.99%),置入於 高週波爐中加熱到約攝氏600 度,均勻攪拌後,製作成一塊一塊的鑄錠(每塊約 800 公克),即 實驗用的原料。 將原料(鑄錠)置入不銹鋼杯中,加熱到 350℃後持溫 1 小時後,再將此熔融銲錫澆鑄於不 銹鋼模具中,於室溫下冷卻。將銲錫脫模後再利用放電加工切成適當的厚度。隨後將加工後 的試片表面用砂紙研磨至1500 號。圖 4 為拉伸試片的尺寸。 將處理好的試片置於攝氏-10℃、室溫、80 度及 150 度的烘箱中進行時效處理。時效時間 分別為0、75、150、300 及 1000 小時。晶相試片的準備是用樹酯冷鑲埋,隨後分別用 240、 400、800、1000、1200、1500、2000 號砂紙依序研磨,最後再用 1μm及 0.3μm的Al2O3粉拋光 處理之。 相鑑定是以X 光繞射儀(XRD)來分析,使用光源為 Cu-Kα (λ=1.5418Å),輸出功率 30KeV、 20mA,繞射角 2θ 範圍 35°~50°,掃瞄速率為 1°/min。使用電子顯微鏡(SEM)、能量散射式光 譜儀(EDS)及電子微探儀(EPMA)來分析五元合金的顯微結構及成分分佈的情形。 拉伸測試試驗是根據規範ASTM-A370 進行拉伸實驗,拉伸的定應變速率為 1mm/min[8]。 圖4 拉伸試片尺寸 3-3 銲錫粉末製造與粉末特性探討 3-3-1霧化器種類 在目前研究中,分別加工了二個主霧化器及二個次霧化器。圖5 即為主霧化器及次化霧 化器各特徵部位之代號說明,各特徵值則整理如表2 所示。在主霧化器中,其主要差異在於 Type I及Type III具有不同之中央孔徑,Dinner。而在次霧化器中則其差異主要在於氣流交角,φ,
不同,目前共有45 度及 90 度二種不同氣流交角。此外另有一重要變數則為兩霧化器之間距, L,當此值變化時則會影響霧化狀態,故在本研究中則一併列入考慮。
表2 Specification of atomizers Atomizer type Center Hole Dinner Inclined angle of gas jet,φ Type I 20mm --- Primary
Atomizer Type III 26mm --- 45D 30mm 45 deg Secondary
Atomizer 90D 30mm 90 deg
圖5 Symbol definition of the primary and secondary atomizers.
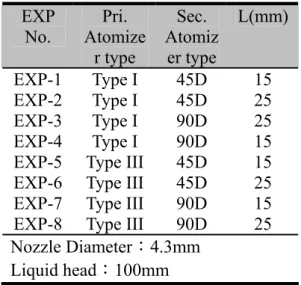
表3 Variables of water simulation experiments EXP No. Pri. Atomize r type Sec. Atomiz er type L(mm) EXP-1 Type I 45D 15 EXP-2 Type I 45D 25 EXP-3 Type I 90D 25 EXP-4 Type I 90D 15 EXP-5 Type III 45D 15 EXP-6 Type III 45D 25 EXP-7 Type III 90D 15 EXP-8 Type III 90D 25 Nozzle Diameter:4.3mm Liquid head:100mm 3-3-2水模擬設備 在進行實驗Sn-Zn -Ag-Al-Ga 合金之粉末製作前,本研究首先利用水針對霧化器之霧化情 況進行模擬,以期獲得適當之霧化參數。在本研究中所架構之霧化設備如圖6 所示。而為簡 化水模擬之實驗,則僅變更霧化器總類、霧化器間距(L)、及霧化壓力,其餘如水之液面高、 噴嘴直徑等則維持固定。所使用之實驗變數則整理如表3 所示。
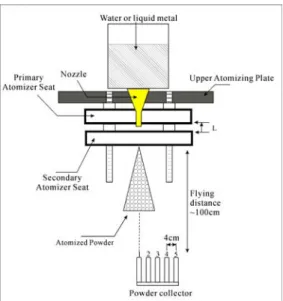
圖6 Schematic of the atomization equipment 3-3-3 Sn-Zn-Ag-Al-Ga粉末製造
經參考水模擬之結果,本研究可選定適當之霧化器配對組合及適合之霧化壓力範圍進行 Sn-Zn-Ag-Al-Ga 之粉末製造。所使用之合金為 Sn-8.5Zn-0.3Ag-0.01Al -0.1Ga,其係為總計畫 所提供。而為了解粉末製造過程中之粉末尺寸之空間分布,則本研究於霧化器正下方100cm 處放置裝有數支玻璃管之粉末收集器並加水於此些玻璃管中,當進行粉末霧化時,被霧化之 粉末經飛行後進入此些玻璃管並被水冷卻,最後取玻璃管中之粉末進行分析以了解各位置之 粉末尺寸分布。粉末收集器之放置位置則如圖6 所示。 3-3-4粉末粒徑分析 經收集後之乾燥粉末(非粉末收集器內之粉末)則分別進行標準金相製備,並利用光學顯 微鏡及電子顯微鏡進行微結構之觀察,此外亦利用立體顯微鏡及電子顯微鏡觀察粉末之外 觀。而對於粉末粒徑之量測則以兩種方式進行:(1)以粒徑分析儀分析直接求得粒徑分布,(2) 利用影像分析軟體Optimas 計算於光學顯微鏡中所獲得之粉末面積,並將其轉換成等效面積 圓直徑以作為粉末尺寸之評估。 2-5 粉末形態分析 以影像分析軟體分析不同過熱溫度下之Sn-Zn-Ag-Al-Ga 合金粉末之電子顯微鏡影像。進 而了解霧化過程中所獲得之粉末形狀,本研究以Eq. 1 之形狀因子 Z 代表粉末外觀: Eq.1 A c Z π 4 2 = [14] A 為粉末投影面積、c 為粉末投影周長,當 Z 值越趨近於 1 代表粉末形態越接近圓形,可參 照圖7。
圖7 surface area of the projected particle 3-3-5 合金組成
考,則本研究將所獲得之Sn-Zn-Ag-Al-Ga 合金及其後續完成之粉末進行電漿偶合感應質譜分 析(ICP)。 3-3-6 DSC熱性質分析 為了解此一材料之熱力學性質,包含熔解溫度、熔解所需之熱含量等,則本研究以前一 年所獲得之粉末霧化最佳製程參數先行置備Sn-Zn-Ag-Al-Ga 合金粉末,再以 Shimadzu DSC-50 掃描式熱差分析儀進行熱分析。所使用之參考材料為純鋁,而進行 DSC 試驗所使用 之升溫速率則如表4 所示。
表4 DSC testing parameters for Sn-Zn-Ag-Al-Ga alloy Temperature range Heating rate
RT~180°C 10°C/min 180°C~210°C 0.5°C/min 210°C~250°C 10°C/min 3-3-7 液態物理性質測試-黏度及表面張力量測 本研究所進行之黏度測試主要希望能了解目前合金於各不同溫度下之黏度變化以作為設 定粉末霧化參數之參考。所使用之黏度測試設備其示意圖如圖8(a)所示。其首先是將 Sn-Zn-Ag-Al-Ga 合金升溫至 300°C,再將攪拌棒施以 6rpm 之轉速於金屬熔湯中攪拌並使其於 保溫爐中自然冷卻,冷卻過程中則由儀器紀錄材料之黏度與溫度之關係。 液態金屬之表面張力對於粉末霧化之結果具有相當之影響且同時影響後續焊錫性質。在 本研究中主要以量測Sn-Zn-Ag-Al-Ga於 250C°時之潤濕力(Wetting force)及接觸角,其所使用 之設備原理示意圖如圖8(b)所示。所使用之浸置時間為 15 秒、浸置深度為 9mm、浸置速度 為15mm/s、銅棒直徑 1mm。而應用Eq. 22可計算出Sn-Zn- Ag-Al-Ga合金於 250°C液態之表面 張力:
Eq. 2 F = pγ cosθ −ρgv [5]
其中F 為潤濕力(wetting force),p 為銅棒圓週(circumference of specimen),γ為表面張力(surface tension),θ為接觸角(contact angle),ρ為銲錫之密度,g 為重力加速度,ν為銅棒浸入液態銲錫 之體積。
(a) (b)
圖8 Schematic diagrams of (a) viscosity measurement and (b) wetting force and contact angle measurements.
3-3-8 粉末霧化之製程參數最佳化
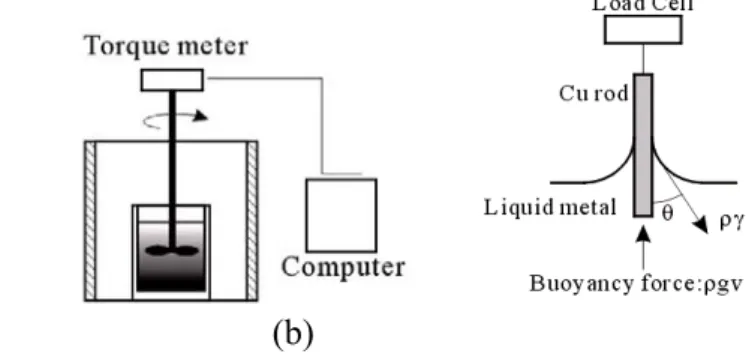
本研究以田口氏實驗方法設計一有3 變數,每一變數有 3 種程度(Level)之 L9 直交表。所 考慮之變數包含(1)噴嘴型態(Nozzle size),其主要影響金屬液之流量,(2)霧化壓力(Atomizing gas pressure)及(3)霧化器型號(Atomizer type),此與霧化壓力相關並影響霧化氣體之流量,型 號愈大表示氣體之出口愈大,故在相同霧化壓力下之氣體流量愈小。表5 則是整理田口氏 L9
直交表之各變數及其程度。
表5 Process parameters of Sn-Zn-Ag-Al-Ga powder atomization Exp. No nozzle size Atomizing gas pressure atomizer type (mm) (Bar) --- A 4 6 2.12 B 4 7.5 3.77 C 4 9 4.77 D 5 6 3.77 E 5 7.5 4.77 F 5 9 2.12 G 6 6 4.77 H 6 7.5 2.12 I 6 9 3.77 Variable Level [1] Level [2] Level [3] nozzle size [A] 4mm 5mm 6mm Atomizing gas pressure [B]
6 bar 7.5 bar 9 bar atomizer Type [C] 2.12 3.77 4.77 3-3-9 微結構分析 欲探討粉末過熱溫度對微結構之影響,本研究將Sn-Zn-Ag-Al-Ga 合金塊材及粉末,以環 氧樹脂鑲埋成試片,利用貴儀中心之掃瞄式電子顯微鏡(SEM),進行橫截面微結構觀察,並 以EDS 鑑定各相之化學成分組成。 3-3-10 機械性質分析 以微硬度測試機量測合金塊材與粉末截面之維式微硬度,藉此評估其機械性質。設定菱 形鑽石壓頭荷重為5g,量測時間為 10sec。量測菱形壓痕之對角線長度,以下列公式求出 DPH (Diamond - Pyramid Hardness Number),即維式微硬度值。
Eq. 3 2 2 1.8542 sin 2 L P L P DPH HV = ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ = = θ [6] P : Applied load (Kg)
L : Average length of diagonals (mm) ie.(L1+L2)/2 θ: Angle between opposite faces of diamond = 136°
L1 L2 3-3-11粉末疏/敲緊密度與流動性分析 粉末疏/敲緊密度與流動性亦為評估粉末特性之重要指標。粉末疏密度為鬆散粉末質量所 佔實際之體積,以g/cm3表示。粉末敲緊密度為粉末填充於容器,經一定之條件振動後所求得 之粉體密度。粉末流動性則是以標準設備量測標準重量(50 克)的試粉末樣流出出口之時間, 以秒/50 克表示。 本研究利用計畫案所採購之儀器進行上述測試。包含以日本筒井儀器JIS-Z-2504 比重測 試器,依據國家標準CNS9204 與日本 JIS Z 2502 之規範,測試粉末疏密度與流動性。以日本 筒井儀器VBD-80 電磁振動儀,測試粉末敲緊密度。 3-3-12粉末表面化學組成分析 欲瞭解過熱溫度的變化對於粉末表面化學組成之影響。本研究使用貴儀中心之歐傑電子 能譜儀,進行掃描能譜之分析,由能譜曲線鑑定粉末表面之元素,並對偵測到的元素進行半 定量分析。 四、結果與討論 4-1 Sn-Zn-Ag-Al-Ga 無鉛銲錫合金振動及高電荷破壞特性探討 4-1-1 錫鋅銀鋁鎵微觀組織特性 Sn-8.55Zn-0.5Ag-0.01Al-0.1Ga無鉛銲錫合金之金相照片如圖 9 所示,可觀察到此試料β-Sn 基地組織中除了有顆粒狀之Sn-Zn 共晶相、細針棒狀與小塊狀之Zn-rich相存在外,也發現有 島狀之ε-AgZn3 compunds生成。根據先前實驗結果顯示,微量Al添加(< 0.1wt.%)可使AgZn3
compunds聚集性增加,而且小塊狀之Zn-rich相也較容易被觀察到。 圖9 Sn-8.55Zn-0.5Ag-0.01Al-0.1Ga 無鉛銲錫合金之顯微組織 4-1-2 錫鋅銀鋁鎵共振疲勞阻抗分析 五元銲錫合金在不同施力下之共振頻率值顯示,2.5 G 約為 74±1Hz、3.0 G 以及 3.5 G 均 維持在78±1Hz 左右。根據三種不同施力值 2.5G、3.0 G 以及 3.5 G 之 D-N 曲線(圖 10)結果, 3.5 G 有最大的起始偏移量值,約 1.43 mm 左右,2.5 G 則有最低的偏移量,施力值之大小與
偏移量值高低是呈現相同的趨勢;3.5 G 之振動曲線無明顯的第Ⅱ區存在,在具有加工硬化效 應之第Ⅰ區維持一極短時間後,即進入第Ⅲ區。3.0 G 有較長的第Ⅱ區出現,亦能夠維持較長 的振動次數後,曲線才下落進入第Ⅲ區。 圖10 不同施力值(2.5G、3.0 G,3.5 G)之 D-N 曲線圖 當施力值固定在2.5 G時,五元銲錫合金處於低應變環境下,使得試料之加工硬化效應不 顯著,因此無明顯第Ⅰ區的存在;而在 10×104循環次數之前幾乎為第Ⅱ區。值的注意的是, 在約在10×104循環次數後,曲線有一大幅下降並進入另一緩降過渡區域(曲線並無直接下落進 入第Ⅲ區)。直到循環次數達 30×104次數後,曲線才落進入第Ⅲ區。本研究定義在D-N曲線中, 第二區進入第三區時,當最高偏移量下降至其 95%所對應的振動次數為此試片之共振壽命。 由圖10 數據判讀顯示五元銲錫合金在共振壽命的表現上 3.0 G>3.5 G>2.5 G。 此外,圖10 數據顯示 3.0 G 與 3.5 G 試片之第一區末端偏移量隨振動次數增加而上升, 可說明在3.0 G 與 3.5 G 兩出力條件下試片會有加工硬化現象。由 McGuire 等人[7-8]研究指出 加工硬化可導致阻尼下降,因此偏移量於此區隨振動次數增加而上升現象可能為加工硬化所 導致而成。3.0 G 與 2.5 G 試片之第二區內偏移量於最高處維持一段時間,原因由兩個因素競 爭所致,一為試片不斷地加工硬化,但另一方面,裂縫的持續傳播使得有效截面積減少,而 有降低試片振幅作用。另外,3.5 G 試片第三區內末端偏移量隨振動次數增加而明顯下降,且 隨著出力值下降其曲線下降之斜率有減少之趨勢。前人研究[9-10]顯示,當材料有裂縫生成 時,有效彈性模數(Effective Elastic Modulus)會隨裂縫傳播而下降,當有效彈性模數下降時, 材料的共振頻率會因此下降,由於本實驗是以不同出力值下進行測試,雖然彼此共振頻率有 些微差異(2.5 G: 74±1Hz、3.0 G: 78±1Hz,3.5 G: 78±1Hz 左右) ,但其振動期間之裂縫的增長 使共振頻率下降,表示各試片已脫離共振狀態,即此為第三區偏移量下降之主因。為了理解 各出力值下裂縫之成長機制,本研究則進行相關振動裂縫傳播之觀察。 透過振動表面變形特徵之觀察,可發現各組試片於振動試驗條件下,裂縫周圍皆有變形 型態產生。主要是因為銲錫材料強度較低,在振動過程中即會產生永久塑性變形的區域,並 會隨者出力值的增加而增加,顯示應變破壞程度也相對提高,如圖 11~圖 13 所示。於 2.5G 試片之振動表面可觀察到在裂縫周圍有大量的變形組織(圖 13),顯示振動初期產生的變形組 織能消耗裂縫傳播能量以至於有較高之裂縫轉折及振動壽命;在3.5G 試片因具有較高之起始 偏移量,導致裂縫傳播有較高驅動力,將直接穿越變形區域,故裂縫較無明顯之轉折,亦有 較低之振動壽命(圖 11)。3.0G 試片則介於兩者之間,在裂縫周圍有少許的變形區域幫助裂縫 轉折(圖 12)。此外,於各試片之振動表面可觀察到初晶 β-Sn 相之層狀變形產生,而在 Sn-Zn
共晶組織內也發生層狀變形。3.0 G 與 3.5 G 試片除了有共晶層變出現,亦可發現初晶 Zn 相 與基地有類似摩擦的非整合界面產生,可推論在共晶Zn 相或是初晶 Zn 相中,其尖端皆可能 有微裂縫的產生,可能導致裂縫經由其而加速傳播(第三區內末端偏移量隨振動次數增加而明 顯下降)。主裂縫傳播路徑方面有觀察到裂縫旁有較多量且明顯的塑性變形區域,除了塑性變 形區域外,裂縫會穿過初晶Zn 相或是沿著初晶 Zn 相前進。 (a) (b) (c) 圖11 3.5G 試片之裂縫觀察
(a)
(b)
(c)
(a) (b) (c) 圖13 2.5G 試片之裂縫觀察 4-1-3 錫鋅銀鋁鎵常溫與高溫拉伸機械性質 Sn-8.55Zn-0.5Ag-0.01Al-0.1Ga 無鉛銲錫合金之常溫與高溫拉伸機械性質如圖 14 所示,可 以發現室溫(RT)試料相較其他三組高溫試料而言,有最高的強度而延性卻為最低。在三組高 溫數據上發現,其強度均隨著拉伸溫度提高而下降;在延性方面則呈現隨著溫度增加而有上 升的趨勢。RT 試料與傳統 Sn-Pb 合金做比較,發現該試料之拉伸強度皆與 37Pb 相近,但其 延伸率則較低。值得注意的是,此五元合金在高溫的強度約為室溫強度的 50%,由此可知, 五元合金之溫度效應(恆溫時間為 5min),會使強度及延性表現上有明顯的差異。主要的因素 是基地中β-Sn 相面積率在高溫時有增加趨勢會使得強度下降延性增加。而基地中顆粒狀共晶
組織與針棒狀之Zn-rich 相散佈之組織原先皆具有高強度,但受到溫度效應之影響,無法有效 在β-Sn 相基地中提供強化機制而造成強度下降,而延性增加。 0 10 20 30 40 50 St re ngt h ( M Pa )
R.T 120oC 150oC 180oC
UTS YS
R.T 120oC 150oC 180oC
(a) 0 20 40 60 80 E lon ga ti on ( % )
R.T 120oC 150oC 180oC R.T 120oC 150oC 180oC
(b)
圖 14 Sn-8.55Zn-0.5Ag-0.01Al-0.1Ga 無鉛銲錫合金之常溫與高溫拉伸性質:(a) UTS / YS ,(b) UE / TE
4-1-4 錫鋅鎵顯微組織特徵及 EPMA 觀察
Sn-9Zn,Sn-9Zn-0.4Ga,Sn-9Zn-0.6Ga 及 Sn-9Zn-0.8Ga 之顯微組織如圖 15 所示,隨著鎵 含量增加,粗大Zn 和 β-Sn 所形成的不規則區域增加,而針棒狀 Zn 和 β-Sn 所形成的規則區 域減少。Sn-9Zn-0.4Ga 之 EPMA 如圖 16 所示,可發現,Ga 主要固溶於粗大 Zn 和 β-Sn 所形 成的不規則區域中。
圖15 Sn-9Zn-xGa 之顯微組織: (a)Sn-9Zn,(b)Sn-9Zn-0.4Ga,(c)Sn-9Zn-0.6Ga (d)Sn-9Zn-0.8Ga 圖16 Sn-9Zn-0.4Ga 的 EPMA 元素分析
(a)
(b)
50μm 50μm 50μm(c)
(d)
50μm 50μm0 20 40 60 80 100 U T S ( M pa) RT 120oC
Sn-9Zn 0.4Ga 0.6Ga 0.8Ga
0 20 40 60 80 100 YS ( M p a ) RT 120oC
Sn-9Zn 0.4Ga 0.6Ga 0.8Ga
0 2 4 6 8 UE ( % ) RT 120oC
Sn-9Zn 0.4Ga 0.6Ga 0.8Ga
0 20 40 60 80 TE (% ) RT 120oC
Sn-9Zn 0.4Ga 0.6Ga 0.8Ga
(a)
(b)
(c)
(d)
圖17 常溫與高溫拉伸機械性質與鎵含量之關係圖:(a) UTS,(b) YS,(c) UE,(d) TE
4-1-5 錫鋅鎵合金之常溫及高溫拉伸性質 Sn-9Zn,Sn-9Zn-0.4Ga,Sn-9Zn-0.6Ga 及 Sn-9Zn-0.8Ga 的常溫及高溫拉伸性質與含鎵量 的重量百分比之關係如圖17 所示,發現常溫拉伸時隨著鎵含量增加,UTS 及 YS 上升顯著; 但在高溫拉伸時的UTS 和 YS 則上升緩慢,常溫拉伸時的 UE 逐漸上升,TE 逐漸下降,而高 溫拉伸時UE 反而逐漸下降,TE 則變化不大。 Ga 固溶於錫和鋅之中,因而產生固溶強化, 導致拉伸機械性質上升,但此效應再高溫拉伸時較不明顯。 4-2 五元銲錫時效後之機械性質與高溫氧化特性 4-2-1 時效處理對 Sn-8.5Zn-0.5Ag-0.01Al-0.1Ga 五元合金微結構之影響 圖 18 顯示五元銲錫合金時效前及在不同溫度下時效 1000 小時之後的X光繞射分析結果,時 效前的繞射圖形[圖 2(a)]與Sn-Zn-Ag三元銲錫合金的結果相類似[11]。在-10℃低溫時效下,合 金中的β-Sn並沒有發生相變化。若要使β-Sn發生相轉變成α-Sn是需要加工應變及較長的低溫 儲存時間的[12]。對於本實驗而言,在低溫(-10℃)時效的試片,並沒有足夠的驅動力,所以 Sn的相變化是不易發生的,所以在-10℃時效溫度下的各個繞射峰的強度與在室溫時效下的情
形是相似的[圖 18 (d),(c)]。在 80℃與 150℃溫度下,AgZn3和富Zn相之繞射峰強度會隨時效 時間而越來越高[圖 18 (d),(e)],其主要的原因是AgZn3化合物(IMC)在較高溫的環境下時效會 發生成長所致,其成長的機制滿足Gibb-Thomson效應。而這個現象在 150℃會比在 80℃要來 的顯著。 圖3 的結果顯示了五元合金在時效前與在 150℃時效 300 小時時效後之顯微結構。圖 19(a) 顯示五元銲錫經過澆鑄後的微結構,由針狀的富Zn相、樹枝狀ε-AgZn3介金屬化合物(IMC)以 及Sn-Zn共晶所組成。圖 19(b)則顯示了五元合金經過了 150℃溫度時效 300 小時的結果,可發 現富Zn相及Sn-Zn共晶組織的粗大化,且大部分的ε-AgZn3化合物的形狀也隨著時效時間而逐 漸成長和圓頓化。 另外在EPMA的結果中也可發現五元合金在 150℃溫度下時效 1000 小時之後Ag和Zn元素 除了分佈在AgZn3化合物之中也在其周圍的富Zn相裡發現Ag的存在(圖 4:箭頭所指處),而Zn 元素也會在合金中的晶界被偵測到。大部分的Al元素則在富Zn相中被發現,而Ga則是均勻的 分佈在合金中。 圖18. 五元銲錫合金在時效前與在不同溫度時效 1000 小時後之 X 光繞射分析之結果 圖19. Sn-9Zn-0.5Ag-0.01Al-0.1Ga(a)時效前(b)150℃時效 300 小時 AgZn3化合物在高溫時效下之所以會有如此的變化主要的原因是化合物的表面提供了異 質成核處,讓原本固溶在合金裡的Ag與Zn原子藉由擴散的機制到化合物的表面成核析出,使 得AgZn3化合物在較高溫的時效環境之下隨著時效時間而逐漸成長,此現象可由圖20 的EPMA 的結果佐證之。圖 20 中在富Zn相靠近ε-AgZn3化合物處(箭頭所指處)有Ag元素的訊號,這些 固溶在Zn中的Ag會累積在ε-AgZn3的表面,當Ag與Zn的濃度達到能形成ε-AgZn3的比例時,就 在化合物表面成核且析出。 由XRD的結果(圖 18)也可發現Zn(101)的繞射峰值也會隨時效溫度與時效時間而逐漸增 加。這個現象的原因與ε-AgZn3的繞射峰強度的增加是相同的,主要是因為Zn的析出和成長所 致。合金在澆鑄冷卻時固溶在其中的Zn以及共晶組織的富Zn相會成為Zn粗大化的來源[13, 14],藉由擴散,而使得合金中的Zn產生粗大化現象。 另外,在時效的過程中Zn也很容易在AgZn3的周圍析出。圖 19(b)的結果中發現經過 150
℃300 小時時效,部分粗大化的富Zn相會析出在ε-AgZn3化合物旁。由文獻中指出(表 6),
ε-AgZn3 化合物與Zn皆為六方晶系,且晶格常數也相當接近,所以Zn很有可能在ε-AgZn3化合
物的表面異質成核,因此剛澆鑄冷卻的試片中,在高溫下過飽和的Zn原子就很容易在ε-AgZn3
的表面析出。隨後Zn的成長亦滿足Gibb-Thomson效應[15]。 表6. ε-AgZn3 化合物與Zn的晶格參數
圖20. The EPMA results of 五元合金經過 150℃時效 1000 小時之後 EPMA 結果 (箭頭:緊鄰AgZn3化合物旁的富Zn相)
4-2-2 時效後的 Sn-8.5Zn-0.5Ag-0.01Al-0.1Ga 合金之拉伸性質及破壞行為
在圖21 的結果中顯示出五元銲錫合金在-10℃溫度下其 UTS 會漸漸從 55MPa 到 60MPa。 另一方面,在室溫時隨著時效時間,其UTS 則緩慢下降至 52MPa。在 80℃的溫度下,前 150 小時強度會從55MPa 降至 47MPa,隨後強度有些微的上升到 50MPa 直到時效至 1000 小時。 對於150℃溫度而言,雖然合金在時效 300 至 1000 小時之間有小幅度的下降,但合金的強度 仍保持在55~52MPa。值得注意的是五元合金在溫度 150℃時效下的拉伸強度的表現要比在 80 ℃來的好。
0 200 400 600 800 1000 30 35 40 45 50 55 60 65 70 -10℃ R.T. 80℃ 150℃ UTS (MPa)
Aging Time (hour)
圖21. 五元合金在不同溫度及時效時間下之最大拉伸強度的 結果 0 200 400 600 800 1000 20 25 30 35 40 45 50 55 -10℃ R.T. 80℃ 150℃ Strain (%)
Aging Time (hour)
圖22.五元合金在不同溫度及時效時間下之應變的結果 比較時效前與時效後的五元合金微結構之結果(圖 19,圖 20),在 150℃熱處理下時效經 300 小時後發現,共晶組織中富Zn相的分佈逐漸減少、富Zn相有粗大化的現象以及共晶區域 有晶粒成長的趨勢,這些因素會弱化銲錫合金的強度,使合金在塑性變形時無法有效阻止差 排的移動,導致合金在較高的時效溫度下呈現較低的拉伸強度,但 300 小時之後這種弱化的 現象已趨於穩定,因此在80℃與 150℃溫度下,五元合金在前 300 小時拉伸強度會逐漸降低, 但300 小時至 1000 小時之間,強度呈現一個穩定值。雖然AgZn3化合物會隨著時效,形狀會 從樹枝狀傾向為圓鈍化,尺寸也逐漸變大,但此現象對銲錫合金的拉伸強度的影響並不大, 因為影響銲錫強度的主要因素還是Sn-Zn共晶組織中富Zn相(第二相)的分佈情形、多寡來決 定。 在150℃時效之下,五元合金的抗拉強度值較 80℃時效高(圖 21),主要是受到 Zn 的固溶 強化所致[16]。文獻指出[17],Sn-Cu 共晶合金也有高溫時效之強度高於低溫時效的情形,此 合金在較高的時效溫度下存在較強的剪力強度值,其原因也是固溶強化的影響所導致。根據 Sn-Zn 和 Sn-Cu 二元相圖[18,19],在 150℃溫度下,Zn 在 β-Sn 中的溶解度(~0.04wt%)比 Cu 在 β-Sn(<0.01wt%)的為高,所以在相同的時效溫度之下,固溶在五元合金的 Zn 含量會比固 溶在 Sn-Cu 共晶的 Cu 含量要來的多,因此 Zn 對五元合金的固溶強化效應會與 Cu 對 Sn-Cu 共晶合金之效果相類似。在圖 21 中,五元合金在 150℃時效下具有高於 80℃的 UTS 其發生 的原因是合金在150℃的熱處理溫度下,Zn 在 Sn 中有較高的固溶度,因此在時效的過程中較 小富Zn 相中的 Zn 原子會傾向往周圍較大的富 Zn 相擴散(Gibbs Thomson effect [15]),在此擴
散的過程中,基材中Zn 固溶的量會比在 80℃時效下來的高,無論固溶的 Zn 原子或差排周圍 都存在一個應力場,彼此之間會產生彈性交互作用力,這些彈性交互作用力便會影響差排的 移動,因此較多固溶的Zn 原子對差排移動的阻礙更大,如此一來當合金受到外力時,合金在 較高溫時效之下,具有較高的抗拉強度[16],因此 Zn 在 Sn 中固溶強化的影響導致了合金的 拉伸強度在150℃時效下比 80℃來的高。 圖22 則顯示了五元銲錫合金在不同時效溫度及時間的拉伸應變結果。在-10℃與室溫下, 五元合金的平均應變在32%到 37%之間。在 80℃的時效溫度之下,應變從 33%昇至 40%,雖 然在150℃時效 75 小時應變突然升至 42%,但大致來說,在 150℃時效下的應變量小於在 80 ℃的時效結果。由於五元合金在-10℃及室溫下時效的拉伸強度比在 80℃及 150℃為高(圖 21),因此在 80℃及 150℃下所對應的拉伸應變值會比在-10℃及室溫要來的高。 文獻指出[20],經過室溫時效 40 天後,Sn-9Zn-0.5Al 合金的降伏強度和應變分別由 65MPa 降至38MPa 和從 38%降至 23%。其原因是試片表面在時效的過程,Al 會在晶界中大量析出, 造成的延晶的弱化,使得合金由延性破壞轉變成部分延性和部分延晶破壞,因此其拉伸強度 及應變隨時效時間而降低。五元合金經過室溫時效後,晶界只發現少量 Zn 的訊號,而沒有 Al 的析出,即使經過 150℃時效 1000 小時之後,Al 在晶界中的析出仍然不明顯,所以在高 溫時效下,對於五元銲錫合金而言,會造成材料嚴重衰壞的晶界氧化現象並不顯著,因而在 150℃高溫時效下仍能維持良好的機械性質。 根據 Ga-Sn[21],Ga-Zn[22],Ga-Ag [23]和 Ga-Al[24]等二元相圖顯示,Ga 在 Sn、Zn、 Ag、Al 等金屬中都有些微的固溶度。由 EPMA(圖 20)的結果得知,即使五元合金在 150℃時 效1000 小時之後,大部分的 Ga 仍均勻分佈在基材裡,並沒有發現聚集的現象。因此在本實 驗中,在合金中添加0.1% Ga 與添加 0.01wt% Al 對於五元合金的機械性質而言都有固溶強化 的效果[16]。 圖23. 不同溫度下經過 1000 小時時效後五元合金的拉伸破壞表面之型態(a) -10℃ (b)室溫(c) 80℃ (d) 150℃ 圖24. (a)五元合金經過 150℃300 小時時效後之拉伸破斷橫截面圖(b)為圖(a)之放大
圖 23 顯示了五元合金在不同的溫度處理下經過 1000 小時時效之後的拉伸破斷表面型 態。即使是在高溫150℃時效後,其破斷區域大部分仍屬於延性的破壞。圖 24 為五元合金經 過 150℃時效 300 小時的拉伸破斷之橫截面圖。圖中顯示出富Zn相存在於破斷面的表面,且 AgZn3化合物也非常的接近破斷面處。圖 23(b)中,在富Zn相及AgZn3化合物附近也有存在小 的孔洞(voids)及裂縫(cracks)。這些結果顯示出,在拉伸測試過程中,富Zn相與AgZn3化合物 和Sn基材交接處容易產生應力集中,使得受到外力作用下,試片發生塑性變形時,此處容易 產生孔洞(void),若試片繼續變形至頸縮(necking)時,孔洞(void)或空穴(cavity)的累積會變的 更大,進而造成材料內部的損壞[25]。而產生這些微孔洞(micro-void)主要是在內含物、第二 相、晶界及差排累積的地方,當材料所受應變增加時,微孔洞會成長、聯合(coalesces),最後 形成連續的破裂表面[26]。當五元合金經過高溫時效之後,Zn會在晶界處聚集。當合金受到 應力作用時,這些interfaces也很容易產生micro-void或crack,成為另一個材料破壞的起源。 4-3-3 不同銲錫材料之氧化行為比較 銲錫合金在高溫純氧的環境下,因表面氧化,而使合金增加重量。由熱重分析儀(TGA) 記錄合金的重量變化,以分析其氧化模式,與氧化程度之比較。實驗時,因為坩堝與銲錫的 潤濕性很差,故熔融時合金的形狀類似球形,為了簡化實驗條件,本實驗假設反應面積皆為 球形,利用已知之試片重量、合金比重計算實際的反應面積。接著將TGA 所測得的重量變化 量除以反應面積,可得到單位時間內之重量變化量與反應時間的關係圖。 圖 25~圖 28 分別為不同銀含量銲錫合金在 250℃、300℃、350℃,400℃純氧環境下之 熱重分析曲線。由圖中可以發現,所有的銲錫合金在25 分鐘內氧化速率幾乎成線性,其行為 屬於反應控制機構(Reaction Control),之後氧化曲線幾乎成水平狀態,合金重量幾乎不再增 加,沒有發現拋物線的氧化曲線,表示銲錫在25 分鐘內所生成的緻密氧化層,足以阻擋銲錫 原子與氧原子互相擴散與反應,使得合金重量不再增加。 比較圖 25 與圖 26 不同銀含量下的氧化曲線圖,在 250℃與 300℃的純氧環境下, Sn-8.5Zn-xAg-0.01Al-0.1Ga 銲錫合金之重量增加量,隨著銀含量增加而減少,表示在 0~ 0.5wt%銀含量的範圍內,銀含量越高,抗氧化性越好。而且比較 0Ag 與 0.5Ag 兩條曲線的結 果,錫鋅鋁鎵四元合金添加了0.5wt%的銀之後,重量增加量減少到原來的 50%~60%。 圖27 與圖 28 為不同銀含量之銲錫在 350℃與 400℃之重量變化曲線圖,可以發現重量增加量 彼此的差距不多,可能是因為溫度的效應使得氧化速率都變得很快,使得重量增加量的差異 性不大。 圖25 不同銲錫材料在 250℃、1atm 下的熱重分析曲線
圖26 不同銲錫材料在 300℃、1atm 下的熱重分析曲線 圖27 不同銲錫材料在 350℃、1atm 下的熱重分析曲線 圖28 不同銲錫材料在 400℃、1atm 下的熱重分析曲線 4-3-4 氧化速率計算 由圖 25~圖 28 可以發現氧化反應到 25 分鐘後,合金重量增加就不明顯了。整體的氧化 反應只有線性的階段,屬於反應控制機構(Reaction Control),氧化速率為: Kl (mg/cm2min) = ΔW/t Kl:線性階段恆溫下的氧化速率 ΔW:重量變化量
t:反應時間 在升溫過程中,雖然有通入保護氣體,但無法完全避免氧化的發生,而且在短時間內的 表7 不同銲錫材料在 25 分鐘內 250℃的氧化速率值 氧化量也不易量測,故取反應時間25 分鐘以內之曲線作線性回歸,計算其斜率如表 7。斜率 大小隨著銀含量的增加而減少,可見在本實驗所用的銲錫中添加少量銀(0.5wt%以下)可增加 抗氧化性。
0Ag 0.1Ag 0.3Ag 0.5Ag Kl (mg/cm2 2.36×1 min) 0-3 2.19×1 0-3 1.89×1 0-3 1.57×1 0-3 -3-5 氧化活化能比較 -0.01Al-0.1Ga(x = 0、0.1、0.3、0.5) 之銲錫在不同溫度下的氧化速率 分鐘內之單位面積重量變化曲線,作線性回歸分析,可得斜率即氧化 Q/RT) 的氧化速率 化能(Activation enery) 得: ㏑ Kl o ,由直線的斜率可求Q值,結果如圖 29 所示。 添加少量的 率皆 4 計算 Sn-8.5Zn-xAg 可求出氧化活化能。 首先取線性反應 25 速率Kl,再利用Arrhenius方程式以㏑ Kl對 1/T作圖,由其回歸直線斜率可求氧化活化能,其 方程式關係如下: Kl = Kl o × exp(-式中 Kl :線性階段恆溫下 Kl o:常數 Q :氧化活 R:氣體常數(gas constant) T:溫度(K) 對此式取自然對數 ㏑ Kl = -(Q/R)(1/T)+ 以㏑ Kl對(1/T)作圖可得線性關係 比較銲錫改變銀含量之氧化活化能值,由圖 29 可以觀察出,就整體趨勢而言 銀會使氧化活化能增加,不過在Sn-8.5Zn-0.3Ag-0.01Al-0.1Ga 之氧化活化能反而略低於 Sn-8.5Zn-0.1Ag-0.01Al-0.1Ga,有可能是因為在高溫時(350℃以上)4 種成份的銲錫氧化速 相近而且氧化速率 (a) (b)
(c) (d)
圖29 Sn-8.5Zn-xAg-0.01Al-.01Ga 的氧化活化能值計算:(a) 0Ag、(b) 0.1Ag、(c) 0.3Ag、(d) 0.5Ag 隨溫度沒有增加的非常明顯,使得計算出來的氧化活化能有誤差存在,不過就單純比較錫鋅 鋁鎵四元與四元合金添加銀之後(圖 30)的氧化活化能,氧化活化能明顯增加,以氧化動力學 而言,氧化活化能愈高表示在線性反應時的氧化反應速率愈慢,銀的添加會使得氧化活化能 增加。 圖30 Sn-8.5Zn-xAg-0.01Al-0.1Ga 的氧化活化能值比較 4-3-6 表面氧化物分析 為了更進一步瞭解改變銀含量後的氧化行為與表面氧化物的關係,將氧化後的試片以歐 傑縱深分佈(Auger Depth Profiles)分析氧化後的合金表面元素縱深分佈。圖 31 為試片經 250℃ 恆溫氧化後表面元素縱深分析圖。由圖中發現,無論有沒有添加銀,合金表面生成的都是以 鋅的氧化物為主。而且若由鋅跟氧訊號突然下降的地方當作氧化層的厚度,四元合金的 sputtering time 約為 400sec 左右,添加 0.5wt%之後的 sputtering time 約為 200sec 左右,表示 添加銀之後的氧化層厚度比較薄,較具抗氧化的效果。
圖 32 為相同試片在 400℃恆溫氧化後的合金表面元素縱深分佈,與 250℃相比,表面仍 以鋅的氧化物為主,氧化層因為溫度的關係明顯增厚。就2 個不同成份而言,添加銀之後, 氧化層確實變薄。
圖31 Sn-8.5Zn-xAg-0.01Al-0.1Ga 在 250℃下氧化實驗後,表面元素縱深分析:(a) x=0、(b) x=0.5 (a) (b) (b) (a) 圖32 Sn-8.5Zn-xAg-0.01Al-0.1Ga 在 400℃下氧化實驗後,表面元素縱深分析:(a) x=0、(b) x=0.5 0Ag(250℃) 0.5Ag(250℃) 0.5Ag(400℃) 圖33 Sn-8.5Zn-xAg-0.01Al-0.1Ga 銲錫合金表面氧化層之低掠角 X 光繞射分析圖 圖 33 為銲錫合金表面氧化層之低掠角 X 光繞射分析圖,用以分析表面氧化層之結構。由圖 中可以發現繞射峰除了錫與鋅的之外,就只有ZnO 的繞射峰,而且到了 400℃時 ZnO 繞射的 強度也變強,表示合金表面的氧化物可能只有ZnO。
4-4 五元銲錫粉末及其特性 流霧化粉末設備 4-4-1建立實驗室規模之雙氣 本研究利用近期所獲得之美國專利:先進之雙氣流粉末霧化技術,建立一霧化粉末設備, 其共 4-4-2以水模擬進行雙氣流霧化器之霧化參數最佳化
有兩種霧化器:主霧化器(Primary Atomizer)及次霧化器(Secondary Atomizer),主霧化器 在上而次霧化器在下,並分別固定於霧化平板(Atomizing Plate)之下方,主霧化器之功用主要 在於穩定金屬液,使得金屬液在進入次霧化器前不會產生飛濺。而次霧化器之功用則在於霧 化金屬液並使其成為極小之液滴。由於次霧化器具有一特定之氣流交角,故當氣流相互衝擊 時會產生一向上氣流,並於兩霧化器間產升一背壓區域(Back Pressure),如圖 34 所示。若此 一背壓效應控制不當時則可能導致二結果:(1)金屬液受背壓氣流之冷卻而於噴嘴前端凝固。 (2)金屬液流出噴嘴,但受背壓氣流影響於兩霧化器間產生金屬液飛濺,最後導致霧化器阻塞。 為避免上述之結果,則適當組合之主霧化壓力及次霧化壓力可抑制背壓之產生。在霧化平板 之上方則由噴嘴(Nozzle)及一可裝填金屬液或水之容器組成。當液態金屬或水進行霧化時,則 液體會先後流經噴嘴、主霧化器及次霧化器,最後在次霧化器下緣大量霧化成許多飛行液滴, 最後於飛行過程中冷卻並形成粉末。 綜合目前所有水模擬測試之結果,則可將兩霧化器間區域之水流情形分成以下數種:(1) 穩定 本 水流、(2)液滴向上反濺、(3)兩霧化器間出現霧化現象及(4)嚴重背壓。而其於實驗過程中 所觀察到之影像則如圖35 所示。利用此四種現象則可繪出目前水模擬實驗結果之 Process Map,其如圖 36 所示。在此 Map 中則以白色區域(穩定水流區)為適合之霧化壓力組合,而 研究後續之Sn-Zn-Ag-Al-Ga 之粉末霧化則將參考此圖中之白色區域且具有高次霧化器壓力之 區域進行粉末霧化實驗。
圖34 Schematic of Back Pressure
(c) (d) 圖35 Water flowing states between primary and secondary atomizer:
(a) stable flow (EXP-1_4), (b) droplet splashing
(d) atomizing between primary and secondary atomizer (EXP-2_8) (e) serious back pressure (EXP-4_2, arrow points out the droplet) 比較圖36 的結果,則可針對以下幾點進行討論:
(1) 主霧化器之影響:當主霧化器壓力僅達 1kg/cm2時,則以Type I具有較大之Process
Windows(即具有較多之白色區域),但當其達 1.5kg/cm2時則Type I霧化器中出現許多液滴 反濺之區域(即灰色區域),甚至某些壓力條件下在兩霧化器中出現霧化現象(即*區域)。造 成此結果主要在於Type I霧化器之中央孔徑較Type III小所導致。一般主霧化器之噴出氣流 呈一張角放射狀,故當霧化壓力較低時,則氣流動量較小,不會導致液體霧化但卻可較有 效地抑制背壓並獲得較大之Process Windows。但若壓力增加時,則因Type I環狀氣流較集 中且氣流動量大,故其使液體尚未達次霧化器之霧化點時即產生霧化,因此液滴反濺之現 象十分明顯。從EXP-2 及EXP-3 所發現之兩霧化器間出現霧化點(*區域)可知,當Type I在 壓力為1.5kg/cm2時,主霧化器壓力所導致之霧化點即為在此之霧化位置,其僅因兩霧化 器間距較大(L=25)故才可觀察到此現象。而因主霧化器之中央孔徑不同導致於較大壓力時 形成霧化之示意圖可參見圖37 所示。 (2) 次霧化器之影響:目前所採用之次霧化器分別有氣流交角為 45 度及 90 度二種,從圖 36 可發現以45 度氣流交角之次霧化器具有較大之 Process Windows。此結果可歸因於氣流交 角越大,則當次霧化器壓力增加時所導致之背壓效應越大。若主霧化器所提供之壓力可有 效抑制背壓,且不會提早發生如上所述之主霧化器霧化情形,則隨主霧化器壓力增加則 Process Windows 亦增加,此結果可於 EXP-5~EXP-8(即以 Type III 主霧化器為主)中被觀察 到。而對於EXP-1~EXP-4(其以 Type I 霧化器為主)則因其主霧化器於增加壓力時會導致主 霧化器霧化現象,故其Process Windows 並未明顯隨主霧化器壓力增加而增加。此外對於 當氣流交角為90 度之次霧化器,則因目前所設定之主霧化器壓力於較大之次霧化壓力時 不能有效抑制背壓,故導致Process Windows 較小。 (3) 兩霧化器間距(L)之影響:從目前之實驗結果可知,兩霧化器間距對霧化之影響,其敏感 度較低,但可約略看出則在一樣霧化器組合下則L 值越大則 Process Windows 有增加之趨 勢,如EXP-5 及 EXP-6、EXP-7 及 EXP-8。此結果可歸因於當增加兩霧化器之間距時則由 次霧化器所造成之背壓效應影響減少之故。
(a)
(b)
圖37 Schematic of the effects of primary atomizers: (a) Type I and (b) Type III 4-4-3 Sn-8.5Zn-0.3Ag-0.01Al-0.1Ga合金之粉末霧化 (1) 從水模擬結果選擇霧化粉末參數 在前一節中已可得知利用水進行霧化所能採用之適合霧化器組合及適合之壓力範圍。故 在本節中則利用圖36 所獲得之適合製程參數進行 Sn-Zn-Ag-Al-Ga 合金之粉末霧化,所選擇 進行粉末霧化實驗之參數則列於表8 中。圖 36 所選用粉末霧製程參數,其最主要考量在於(1) 選擇白色區塊,即兩霧化器間為穩定水流狀態,(2)次霧化器壓力越大越好,其可更有效率霧 化粉末,(3)由於 Sn-8.5Zn-0.3Ag- 0.01Al-0.1Ga 合金之密度較水大,因此在相同壓力下若霧化 氣流對水可能造成反濺現象等不良影響,則對Sn-8.5Zn-0.3Ag- 0.01Al-0.1Ga 合金則不一定會 具影響,因此圖36 之灰色區塊有可能可以適合 Sn-8.5Zn-0.3Ag- 0.01Al-0.1Ga 合金進行粉末霧 化。 目前從表8 所顯示之粉末霧化結果可知除 EXP-8_(7)及 EXP-3_(5)外,其餘實驗皆在圖 36 之白色區塊中,且皆可成功霧化出Sn-8.5Zn-0.3Ag- 0.01Al- 0.1Ga 粉末。但在灰色區塊中之實 驗,則EXP-8_(7)發生在噴嘴處阻塞之現象,而 EXP-3_(5)則發生金屬液飛濺並沾黏住噴嘴之 狀況。故從此實驗結果可知,目前利用水模擬所獲得之Process Windows 應可完全應用於 Sn-8.5Zn-0.3Ag-0.01Al- 0.1Ga 合金之粉末霧化。
表8 Process parameters of Sn-Zn-Ag-Al-Ga powder atomization EXP No. Pri. Ato mize r type Sec. Ato mize r type L PPri (kg/ cm2 ) PSec (kg/ cm2) Result s EXP-1_7 I 45D 15 1 4 Succee d EXP-2_6 I 45D 25 1 3 Succee d EXP-3_5 I 90D 25 1 3 Blocke d with metal EXP-5_9 III 45D 15 1.5 2 Succee
d EXP-6_5 III 45D 25 1 2 Succee
d EXP-6_1
0
III 45D 25 1.5 3 Succee d EXP-8_6 III 90D 25 1.5 1 Succee
d EXP-8_7 III 90D 25 1.5 2 fail EXP No can referred to Fig. 8
(2) 水模擬與銲錫粉末之霧化狀況比較
為了解水模擬與實際Sn-Zn-Ag-Al-Ga 合金之霧化狀況差異,圖 38(a)及(b)顯示 EXP-2_6 之水模擬及Sn-Zn-Ag-Al-Ga 合金霧化情形。在此次霧化器為 45D,觀察二者於次霧化器下緣 之霧化情形可發現,霧化Sn-Zn-Ag-Al-Ga 合金時皆觀察到明顯之霧化點,如圖 38 (b)箭號所 示。且當霧化壓力增加時則霧化點有上移之趨勢。上述結果可歸因於Sn-Zn-Ag-Al-Ga 合金之 比重較水大,故霧化效率略低於水因此可明顯觀察到霧化點。而當霧化壓力增加時霧化點上 移,則可歸因於較大之霧化壓力會導致較大之背壓,因此穩流用之主霧化器之貢獻則會被次 霧化器所形成之背壓效應所抵銷,故因而導致霧化點上移。此外當次霧化器為90D 時,則於 水模擬時其霧化錐明顯較45D 時大,甚至利用 90D 次霧化器於較大壓力進行 Sn-Zn-Ag-Al-Ga 合金霧化時則幾乎無法觀察到霧化點及霧化錐,如圖38 (d)所示。
(a) (b)
(c) (d)
圖38 Comparison of atomization between the water simulation and atomizing Sn-Zn-Ag-Al-Ga alloy:
(a) EXP-2_6 for water simulation
(b) EXP-2_6 for atomizing Sn-Zn-Ag-Al-Ga alloy (c) EXP-3_5 for water simulation
(d) EXP-3_5 for atomizing Sn-Zn-Ag-Al-Ga alloy (1) 粉末型態 圖39 為各實驗條件下之粉末外觀。目前結果顯示以 EXP-1_7 所顯示之粉末尺寸相對於 其他實驗參數皆較小,此趨勢符合粒徑分析儀所獲得之結果。然而經估算圖39 之 EXP-1_7 粉末外觀所獲得之平均粒徑約在90μm 左右,此粒徑尺寸則與影像分析之結果較接近。此外 除EXP-1_7 及 EXP-2_6 外,其餘實驗中皆有明顯塊狀粉末出現,其係因液滴在飛行過程中尚 未凝固即撞擊腔體璧所導致。 EXP-1_7 EXP-2_6 EXP-3_5 EPX-5_9 EXP-6_5 EXP-6_10
圖39 Powder morphologies for various experiment conditions 4-4-4 銲錫合金液態物理性質對粉末製程之影響 (1) 銲錫之基本性質 圖40 顯示 Sn-Zn-Ag-Al-Ga 合金於 DSC 升溫過程之熱含量變化。由圖可知僅可發現一吸 熱反應,且此一吸熱反應之起始溫度約在197.0°C 而結束溫度約在 205.4°C。故基於此可推論 此一材料之熔點約在197.0°C~205.4°C 之溫度範圍,此結果可作為後續粉末霧化過程中之材料 熔解溫度之參考。而根據此結果則本研究將此合金於粉末霧化過程中之熔解溫度訂於300°C, 其約為熔點之過熱100°C。 0 25 50 75 100 125 150 175 200 225 250 275 300 Temperature (oC) Heat Fl ux ( m W) En do th . Ex oth . DSC Heating Curve T=205.4 T=197.0o C
圖40 DSC heating curve of Sn-Zn-Ag-Al-Ga alloy
根據表面張力實驗量測可得此一材料於250°C 之平均潤濕力(Wetting force)為 0.506mN, 而經量測之平均接觸角約為60°。故藉由此與即可算得此一材料於 250°C 之表面張力,其數 據約為0.622N/m。選擇 250°C 主要受限於量測儀器之溫度上限為 250°C。
表9 The list of constants of Eq. 3
Stage Temperature range ln(A) E/R I 199°C~205°C -314.508 150400.46 II >205°C -31.749 15064.44 0.00204 0.00206 0.00208 0.0021 0.00212 0.00214 1/T, (1/K) 0.37 1.00 2.72 7.39 20.09 54.60 ln (v is co si ty ), l n( μ) , l n( P oi se ) T~199oC T~205oC μ=Aexp(E/RT) ln(μ)=ln(A)+(E/R)(1/T) ln(Y)=ln(A)+mX Stage I Stage II At stage I: ln(A)= -314.508 E/R= 150400.46 At stage II: ln(A)= -31.749 E/R=15064.44
圖41 則顯示黏度與溫度之關係。根據文獻[27]指出黏度與溫度之關係可以下列Eq. 2表示 之: Eq. 2 E RT Ae / = η 其中η為黏度、A為常數、E為活化能、R為氣體常數、T為溫度。若將Eq. 2以對數處理,則其 關係可轉變為 Eq. 3 ln(η)=ln(A)+(E/R)⋅(1/T) 因此在圖41 之ln(η)-(1/T)關係中則其斜率即為(E/R)。而從圖 41 中可發現其可分為二部分: Stage I及Stage II。Stage I之溫度範圍約在 199°C~205°C其代表合金於固、液兩相區間內之黏度 與溫度變化,此溫度範圍亦符合DSC所量測之結果。Stage II則代表高於 205°C之黏度與溫度 變化,由於高於205°C時合金已處於全液相,故其黏度隨溫度變化之程度遠較Stage I小。而經 以Eq. 3進行線性回歸分析後之ln(A)值與E/R值則整理如表 9 所示。根據此結果可預測本研究 之合金於任一溫度下之黏度變化,並藉此探討後續粉末霧化過程中黏度之影響。 (2) 材料液態物理性質對粉末製程之影響 一般探討粉末霧化過程中液態物理常數對粉末粒徑之影響可以下列方程式代表之: Eq. 4 [ / ]0.22[ / ]0.57 m m m V C d = γ ρ η ρ [28] 其中d為粒徑尺寸、C為噴嘴之幾何常數、γ為液態金屬之表面張力、ηm為液態金屬之黏度、ρm 為材料之密度、V則為氣體速度。而從Eq. 4可知材料參數如黏度、表面張力與粒徑尺寸之關 係成正相關趨勢,即當降低液態金屬黏度與減少液態金屬表面張力皆有助於減少粒徑尺寸。 而霧化參數如霧化氣體流速則反比於粒徑尺吋,即氣體流速越大則粉末尺寸越小,此與高氣 體流速具有高衝擊能量有關。 4-4-5 以田口式L9 直交表探討粉末製程最佳參數 d50平均粒徑及d90-d10粒徑分佈範圍則可整理出L9 直交表中之各變數與其程度影響,其結 果如圖42 所示。可發現所獲得之Sn-Zn-Ag-Al-Ga合金在目前之實驗參數中則其d50平均粒徑約 在21.8μm~37.7μm,且其粉末分散程度約 10.2μm ~84.9μm。目前,第二年度所獲得之粉末粒 徑尺寸已較第一年度小許多(第一年度所獲得之粉末粒徑尺寸範圍約在 70μm~90μm)。 對於噴嘴尺寸、霧化壓力與霧化器型態之程度影響(Level effects),當噴嘴尺寸、霧化壓力與 霧化器型態之程度漸增時則粉末粒徑會隨之遞減。而考慮粉末分佈程度則可發現其亦有相同 趨勢,即噴嘴尺寸、霧化壓力與霧化器型態之程度漸增則粉末分散程度亦減少。考量目前本 研究之目的在於獲得越小之粉末尺寸與越窄之粒徑分佈,結果可得知噴嘴尺寸、霧化壓力與 霧化器型態皆於Level 3(Nozzle size=6mm, Atomizing Pressure=9bar and Atomizer type=4.77, A3, B3, C3)則有助於獲得較細且較窄分佈之粉末。 對於粉末形狀之分析,以下式之形狀因子Z 代表粉末外觀: Eq. 5 2/(4 ) [29] A P Z = π⋅ 其中P 為粉末投影週長,A 為粉末之投影面積,當 Z 值越趨近於 1 代表粉末形態越接近圓形。 若考量粉末之形狀因子,則使Z 值愈趨近於 1 之實驗變數與程度為較理想之參數。而目前則 以噴嘴尺寸於Level 1(nozzle size=4mm, A1)、霧化壓力於 Level 1 或 Level 3(atomizing
pressure=6bar or 9bar, B1 or B3)、霧化器型態於 Level 2 或 Level 3(Atomizer type=3.77 or 4.77, C2 or C3)較有助於粉末形態球狀化。基於此,則同時考量平均粒徑、粉末分散程度與粉末形
狀因子,則經統計分析預測則以噴嘴尺寸於Level 2(nozzle size=5mm, A2)、霧化壓力於 Level 3(atomizing pressure=9bar, B3)、霧化器形態為 Level 3(Atomizer type=4.77, C3)應可獲得使平均 尺寸、尺寸分佈與形狀因子皆最佳化之參數。而根據田口式之最佳化計算之實驗結果計算後, 則前述最佳參數A2(nozzle size=5mm)、B3 (atomizing pressure=9bar)及 C3 (Atomizer type=4.77) 所獲得之平均粒徑為18.7μm、粒徑分散程度為 28.1μm、形狀因子為 1.5。而目前以田口式實 驗設計所進行之9 組實驗中則以 EXP-F 所獲得之粉末於平均粒徑、粉末分散程度與粉末形狀 因子同時考量下具有最佳效果,其所獲得之平均粒徑為22.0μm、粒徑分散程度為 29.5μm、 形狀因子為1.47。 4-4-6 粉末微觀結構與硬度 圖42 為Sn-Zn-Ag-Al-Ga粉末與合金塊材之XRD繞射圖。在 30~32 度與 44 度附近出現明 顯Sn之繞射峰。此外,在 36、39、44 度附近則出現微弱Zn之繞射峰,而在 43 度附近可以發 現AgZn3的繞射峰。 比較三種不同過熱溫度粉末與塊材之繞射曲線,發現除了過熱度200℃粉末在 44 度有較 明顯之Zn繞射峰外,三種粉末之繞射曲線大致上相同。顯示過熱度 200℃粉末可能含有較多 Zn的組織。而合金塊材則是在 36 度附近有一明顯之Zn繞射峰,其AgZn3之繞射峰值也較粉末 來得高。顯示Sn-Zn-Ag-Al-Ga合金塊材在製成粉末後,其AgZn3之結構減少許多。 20 25 30 35 40 45 50 + (20 0 ) + (1 01 ) + (22 0 ) + (21 1 ) (0 0 2 ) (1 00 ) (101) -(1 01) -(1 01 ) -(0 02 ) ? + Sn Zn - AgZn3 ? Unknown Powder overheating 100 oC Powder overheating 150 oC Powder overheating 200 oC Alloy Bulk 2θ (ο)
圖42 XRD curve of Sn-Zn-Ag-Al-Ga powders and alloy bulk
圖43 為 Sn-Zn-Ag-Al-Ga 合金塊材之微觀結構,有顆粒狀富鋅相均勻在 β-Sn 基地相中析 出。根據M. McCormack 等人之研究發現[30],在錫鋅合金中添加少量的銀(<0.5%),會使得 銀與鋅相互競爭在錫中固溶,進而產生針狀富鋅相在錫中析出,並在周圍發現明顯的無析出 區(PFZ)。根據相關文獻指出[31],合金中所含0.01%的鋁,則會使針狀富鋅向組織粗大化。
Zn rich
圖43 Cross-section microstructure of Sn-Zn-Ag-Al-Ga Alloy
Sn-Zn-Ag-Al-Ga 合金塊材 之 β-Sn 基地相、板狀富鋅相析出區、顆粒狀富鋅相析出區之 微硬度值,整理如圖44,分別為 12.1、11.6、12.9。故可得知具有均勻富鋅相強化之區域, 其硬度值最高。而板狀富鋅相區域,由於析出物之間距較大,析出強化效果較差,硬度明顯 低於前者。但為何硬度低於未受析出強化之基地相,推測乃因此區域少量富鋅組織為空孔結 構,導致整體硬度值下降之故。 10 11 12 13 14 HV
Sn matrix Fine Zn precipitate Zone plate Zn precipitate zone
圖44 Vicker’s hardness of different microstructure in Sn-Zn-Ag-Al-Ga Alloy
Sn-Zn-Ag-Al-Ga 合金粉末不同過熱溫度之微硬度值,如圖 45 所示,分別為 12.59、13.28、 15.21。其中過熱度 200℃之粉末硬度值最高,150℃次之,100℃最小。以微結構之觀點來討 論,可能與過熱度 200℃粉末,所含富鋅之魚鱗組織比例最高有關,導致其強化效果最佳, 硬度值最高。但較高的粉末硬度會導致銲錫容易產生應力集中發生破裂[32] ,因此過熱溫度 為100℃之粉末具有較佳的焊接性質。 10 11 12 13 14 15 16 17 HV 100oC 150oC 200oC Overheating Temp
圖45 Vicker’s hardness of Sn-Zn-Ag-Al-Ga powders with different overheating temperature.
4-4-7 粉末表面化學組成 表10 顯示不同過熱溫度粉末之表面化學組成。利用歐傑電子影像能譜儀,可偵測到表 面具有C、O、Zn、Al、Ga 等元素。其中碳來自於偵測過程中之污染物,氧則是表面形成的 氧化物所造成。但為何表面並無Sn、Ag 之存在,以氧化電位之觀點進行討論,Sn、Ag 為五 種元素中氧化電位最低之兩者[33],故表面容易被其餘三者之氧化物所覆蓋,使得Sn、Ag 不 易被偵測。 此外,因為過熱溫度大小與粉末之氧含量多寡乃成正比[34],故可解釋當過熱溫度提高 時,粉末表面之氧含量亦隨之提高,並有收斂於過熱溫度150℃之傾向。
表10 Atomic percentage of component of different overheating temperature powder surface 過熱 度 C O Zn Al Ga 100℃ 46.6% 13.6% 11.6% 21.8% 6.3% 150℃ 39.5% 16.7% 15.4% 23.7% 4.8% 200℃ 34.6% 16.6% 13.9% 23.4% 11.5% 4-4-8 粉末疏/敲緊密度與流動性 不同過熱溫度製程之粉末,其各項粉末特性整理如表11。由前面之粒徑分析結果,可以 瞭解當過熱溫度愈低,則粉末粒徑愈大。 研究發現過熱溫度與視密度呈反比關係,即過熱溫度愈低,粉末粒徑愈大,視密度值愈 高。此乃因粉末視密度大小主要是受粒徑大小所影響,當粒徑愈大時,粉末之間摩擦力愈小, 粉末容易迅速流入模穴中,故有較高的視密度[35][36]。 再者,觀察過熱溫度與粉末敲緊密度,兩者之間乃成正比關係。因為過熱溫度愈低,粉 末粒徑愈大,推測其在相同體積下經過振動後,所留下的空隙較多,故有著較低的敲擊密度。 最後,討論過熱溫度與粉末流動性之間的關係,發現過熱溫度愈低與粉末流動性愈佳。 原因乃粉末粒徑愈大時,粉末之間摩擦力愈小,故有較高的流動性 [35] 。
表11 Powder Properties of different overheating temperature powders 過熱 度 視密度 (g/cm3) 敲緊密度 (g/cm3) 流動性 (秒 /50g) 100℃ 3.86 4.25 18.2 150℃ 3.55 4.4 20.8 200℃ 3.09 4.71 22.4 4-5 迴銲過程銲錫接點形狀變化之模擬 為了分析銲錫接點的形狀與接觸角、銲錫體積、錫墊尺寸及站立高度等幾何參數之關係, 分別以Surface Evolver 以及本研究所發展之程式進行模擬,並與實驗結果來做驗證。在熔融 銲錫流動行為方面固然可以藉由本研究所發展出的程式來做預測,經過迴銲過程銲錫接點凝 固後之行為卻要使用Surface Evolver 來計算,譬如元件的荷重的引入。Surface Evolver 所計算 出的銲錫站立高度是由於將銲錫的流動限制在錫墊內所致,亦即將所放置元件高度限制與銲
錫站立高度等高。因此,Surface Evolver 無法計算出無荷重銲錫的站立高度,故在無荷重銲 錫部份以本研究所發展之程式來討論。使用Surface Evolver 及本研究所發展之程式的模擬結 果與討論將詳述於下面兩節。 4-5-1 無荷重銲錫接點型態變化 此部分主要是熔融銲錫置放在錫墊上經迴銲後的形狀模擬。討論的影響參數有銲錫體 積、錫墊形狀與尺寸的改變、基板潤濕性等等,使用本研究所發展之程式來進行模擬,觀察 銲錫站立高度的變化,並與實驗所得之量測數據比較。在忽略溫度的影響之下,表面張力值 與黏滯係數取63% Sn-37% Pb 在 260°C 時之熱物性質[37]。量測迴銲後銲錫隆點之站立高度 與最大寬度,與模擬結果一併對不同的銲錫體積量作圖,分別將 A、B 兩組比較數據列於圖 46 與圖 47 之中。可以看出在相同的錫墊上,銲錫體積越大則站立高度越高,最大寬度亦越 寬,同時可以看出模擬結果與實驗值相當吻合。 0.00 0.05 0.10 0.15 0.20 0.25 0 100 200 300 400 500 600 700 800 900 1000 Experiment Simulation Volume (mm3 ) (a) 站立高度變化圖 圖46 不同體積的錫球放置在直徑 600μm 的圓形錫墊上其站立高度變化與最大寬度變化圖 0.00 0.05 0.10 0.15 0.20 0.25 0 100 200 300 400 500 600 700 800 900 1000 Experiment Simulation M ax imu m W id th ( μ m) Volume (mm3 ) (b) 最大寬度變化圖 圖47 不同體積的錫球放置在直徑 600μm 的圓形錫墊上其站立高度變化與最大寬度變化圖
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0 100 200 300 400 500 600 700 800 900 1000 Experiment Simulation S ta ndo ff He ig ht ( μ m) Volume (mm3 ) (a) 站立高度變化圖 0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0 100 200 300 400 500 600 700 800 900 1000 Experiment Simulation Ma xi mu m Wi dt h ( μ m) Volume (mm3 ) (b) 最大寬度變化圖 圖48 不同體積的錫球放置在直徑 420μm的圓形錫墊上,其站立高度變化與最大寬度變化圖 比較直徑分別為 600μm及 420μm的圓形錫墊,其上放置體積為 0.0141mm3的銲錫隆點, 其站立高度與最大寬度之值分別列於表12。由表可知放置在錫墊尺寸較小上的銲錫有較高的 站立高度,而由其最大寬度可知,錫墊直徑為 600μm的銲錫隆點尚未超出錫墊範圍,但錫墊 直徑為 420μm的銲錫隆點已經超出錫墊範圍之外。若錫墊體積相同,比較不同錫墊形狀對銲 錫隆點的影響。以面積為 0.2827mm2的錫墊為例,比較體積為 0.2298mm3的銲錫分別放置在 圓形以及正方形的錫墊上之站立高度與最大寬度,如表13 所示。可看出兩者的銲錫站立高度 與最大寬度並無太大的差異,但圓形錫墊上的銲錫站立高度略大於正方形錫墊,而最大寬度 則略小於正方形錫墊。觀察其銲錫隆點之外型,如圖49 所示,可以看出由於等面積的正方形 其邊長略大於圓形直徑,且銲錫比起在圓形錫墊上會更分散至正方形錫墊的四個角落,故造 成銲錫在正方形錫墊上有較低的站立高度與較大的最大寬度。 表12 錫墊尺寸與形狀對銲錫接點之影響 圓形錫墊直 徑 銲錫站立高 度 銲錫最大寬 度 600 μm 80 μm 591.9 μm 420 μm 175 μm 454.1 μm 銲錫體積 = 0.0141 mm3
表13 錫墊形狀對銲錫接點之影響 錫墊形狀 銲錫站立高度 銲錫最大寬 度 圓形 650 μm 812.6 μm 正方形 626.6 μm 823.8 μm 銲錫體積 = 0.2298 mm3,錫墊面積 = 0.2827 mm2 (a) 圓形錫墊 (b) 正方形錫墊 圖49 體積為 0.2298 mm3 的銲錫放置相同面積的圓形錫墊與正方形錫墊上之形狀比較圖 改變銲錫與基板的接觸角大小,分別為接觸角148°和 90°,即接觸角為 90°時基板有較差 的潤濕性。將體積為 0.2298mm3的銲錫分別放置於直徑為 600μm的圓形錫墊上,觀察其模擬 結果。將其站立高度與最大寬度比較列於表 14,發現和基板接觸角為 90°的銲錫隆點有較低 的站立高度和較大的最大寬度。其接點外型比較如圖 50(a)-(b)所示,在相同的體積下,和基 板接觸角為90°的銲錫隆點溢出錫墊外面,並與基板呈現 90°的接觸角。因此,基板潤濕性對 銲錫接點的影響在銲錫體積較大時有明顯的差異,當銲錫體積很小時,熔融銲錫甚至不流出 綠漆(the Solder Mask)之外,此時基板潤濕性對銲錫接點沒有影響。
表14 改變銲錫與基板接觸角,比較其站立高度與最大寬度 銲錫和基板的 接觸角 銲錫站立高 度 銲錫最大 寬度 Contact angle=148° 650 μm 812.6 μm Contact angle = 90° 501 μm 912.9 μm (a) 接觸角為 148° (b)接觸角為 90° 圖50 體積為 0.2298mm3 的銲錫分別放置在與銲錫接觸角不同的基板上之形狀比較圖
在固定的錫墊間距之下,銲錫體積要夠大能允許IC晶片組裝至基板,並盡可能達到最大 值以撐大晶片接合後IC晶片和基板間的距離,使得底層填充材料(Underfill Material)能夠容易 填充於銲錫接點之間以提高可靠度。然而,銲錫體積不能過大至與鄰近銲錫隆點接合,否則 將形成短路。若要在不與鄰近銲錫隆點作用的前提下,欲獲得可能的最大銲錫體積,經模擬 結果得知,錫墊低於周圍綠漆的設計將較錫墊高於周圍綠漆的設計能獲得較大的銲錫體積, 如圖 51(a)-(b)所示。將體積為 0.0234ml的銲錫分別相鄰放置於錫墊低於綠漆的基板與錫墊高 於綠漆的基板上,其中錫墊形狀為正方形,面積為0.09mm2,錫墊間距為0.16mm。可以看出 圖 9(a)中,由於綠漆高於錫墊,可阻止熔融銲錫流出錫墊外,故容許較大的最大可能銲錫體 積,在體積為0.0234ml時銲錫不會互相接觸;而圖 51(b)中為綠漆低於錫墊的情形,銲錫最大 可能體積小於 0.0234ml,銲錫隆點因而在迴銲過程中相互融合而形成短路,其外型會匯集至 兩錫墊中間形成圓球,與錫墊接觸部分則因沾錫良好而有附著的現象。 (a) 錫墊低於綠漆時,銲錫隆點的側視圖 (b) 錫墊高於綠漆時,銲錫隆點的側視圖 圖51 錫墊配置與最大銲錫量的關係圖 4-5-2 荷重銲錫接點型態變化 此部分主要是與元件接合的銲錫接點經迴銲後的形狀模擬。討論的影響參數有銲錫體 積、元件重量、元件尺寸、錫墊與元件形狀的改變等等,使用Surface Evolver來進行模擬,模 擬條件列於表5。使用不同面積的正方形錫墊,錫膏體積量為 0.002 ml,其上放置面積為 7.806 mm2的正方形元件,重量0.018 g。將模擬結果與實驗結果比較,將各組的銲錫接點站立高度 對錫墊面積作圖,如圖52 所示,可看出高度變化趨勢大致相符,錫墊面積越大則站立高度越 低。然而模擬結果的高度變化較實驗所得較為平滑,可以了解模擬結果是較為理想的狀況, 而不會出現實驗上所產生的誤差。
0 2 4 6 8 10 12 14 16 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Stand off Heig ht of Sol der (m m)
Solder Pad Area (mm2)
Experiment Simulation 圖52 實驗與 Surface Evolver 模擬結果比較 將錫膏體積量改為2 倍,即 0.004ml,其餘條件不變。比較不同錫墊面積的銲錫接點站立 高度,結果如圖53 所示。可見銲錫站立高度明顯增加,即體積量與高度成正比,而且體積量 增加對銲錫站立高度有顯著的影響。 將元件重量分別增加至10 倍與 100 倍,即元件重量分別為 0.18g 與 1.8g,其餘條件不變。 比較不同錫墊面積的銲錫接點站立高度,結果如圖54 所示。可知三條曲線皆十分相近,與銲 錫體積量的影響相比,元件重量對銲錫站立高度的影響不大。 0 2 4 6 8 10 12 14 16 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Standoff H eight of S ol de r (m m )
Solder Pad Area (mm2
) 0.002ml 0.004ml 圖53 銲錫體積對銲錫接點站立高度之影響 0 2 4 6 8 10 12 14 16 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Stan do ff Hei gh t o f So ld er (mm)
Solder Pad Area (mm2)
1.8 g 0.18 g 0.018 g
將元件面積增加至25.81 mm2,其餘條件不變。比較不同錫墊面積的銲錫接點站立高度, 結果如圖55 所示。可以明顯看出元件尺寸越大,銲錫接點站立高度越低。這是由於元件面積 增加,可銲面積亦增加,則吸附的銲錫量越多,因此站立高度也越低。而面積較大(25.81mm2) 的元件其銲錫站立高度變化較為平緩,此亦與實驗結果[38]相符,推測是由於面積為 25.81 mm2 的元件,其面積大於所有的錫墊,故銲錫較集中分布於元件之上,高度變化較小。 0 2 4 6 8 10 12 14 16 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 S ta ndoff He ight of So lder (mm )
Solder Pad Area (mm2) 7.806 mm2 25.81 mm2 圖55 元件尺寸對銲錫接點站立高度之影響 探討錫墊形狀改變與元件形狀改變對銲錫接點站立高度的影響。假設錫墊與元件的面積 對銲錫吸附性有相同的影響,則考慮錫墊的形狀變化與元件的形狀變化意義是相同的。故將 比較條件設為四組,分別是正方形元件放置在正方形錫墊與圓形錫墊上,圓形元件放置在正 方形錫墊與圓形錫墊上。其中元件與錫墊面積與之前的實驗條件相同,因此可以僅探討元件 與錫墊形狀對銲錫接點站立高度的影響。將各組的銲錫站立高度對錫墊面積作圖,結果如圖 56 所示,發現圓形元件放置在圓形錫墊上有最高的銲錫站立高度,而正方形元件放置在正方 形錫墊上有最低的銲錫站立高度,其餘條件則介在此兩組之中。在各組不同錫墊面積之中, 以錫墊面積為7.81mm2的錫墊上放置面積為7.806mm2的圓形元件與其餘三組有較大的差異, 即此條件明顯有較高的銲錫站立高度,推測是由於此條件的錫墊面積與元件面積幾乎相等, 銲錫接點可以有最為對稱的形狀,故與其他組相比有明顯較高的站立高度。以錫墊面積 5.23mm2為例,觀察此四組銲錫接點的形狀變化。就幾何特性而言,圓形的邊上任一點到幾何 中心的距離相同,正方形則以四個角距幾何中心的距離最遠。故銲錫接點經過迴銲之後,在 圓形元件上會集中且均勻分布,而在正方形元件上會有向四個角分布的傾向。由圖 57(a)-(c) 中銲錫接點的側視形狀可以看出銲錫表面是凹向內(concave),形狀較接近沙漏狀;圖 57(d)銲 錫表面稍微凸出(convex),故銲錫接點有較低的站立高度。 0 2 4 6 8 10 12 14 16 0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 Sta nd of f H eight of Sold er (mm)
Solder Pad Area (mm2
)
Circular device/circular solder pad Circular device/square solder pad Square device/circular solder pad Square device/square solder pad