以含油水製造節能及污染減量之乳化油品技術研發
1
計畫編號:NSC 97-2221-E-006-106-MY3
2
計畫主持人:李文智教授
3
執行單位:國立成功大學環境工程學系
4
5
Abstract 6
Heavy fuel oil is one of the most commonly used petroleum fuel with high pollutions in boilers.
7
Emulsification is a developing technique to enhance the fuel efficiency and reduce the regulated 8
pollution emissions. In current study, the water phase of emulsified fuel contained 1 vol% methanol, 9
4 vol% isopropyl alcohol (IPA), and 95 vol% water, which were simulated to the specific industrial 10
solvent-containing wastewater (SCW). The SCW fractions in emulsified fuel were optimized by 11
thermal, centrifugal, and 14-day standing stability tests. The emulsion M1P4-10 with 10 vol% SCW 12
was found to be no separation, the smallest and the most homogeneous water in oil (W/O) droplets 13
after stability tests. In industrial boiler tests, the micro-explosion and tinder effect of solvent 14
contents improved 10~33% boiler efficiency and reduced 5~31% fuel consumptions by using 15
M1P4-10. The emissions of traditional pollutant SO x , PM, CO, HC, and NO x were decreased by 16
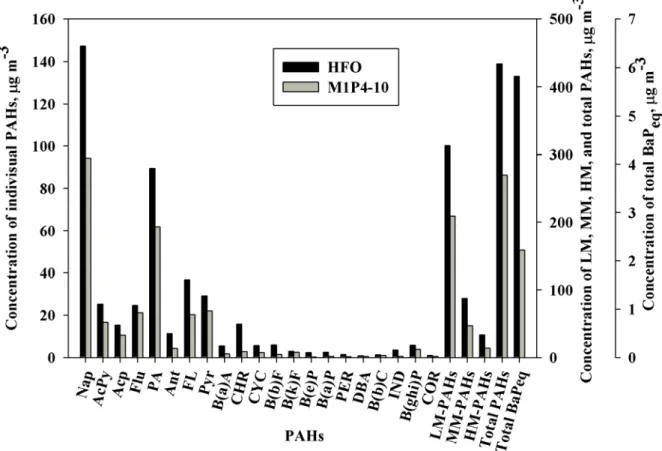
3.3~7.1, 41~85, 89~93, 91~60, and 3.3~23%, respectively. Additionally, the emission levels of total 17
PAHs and total BaP eq were also reduced 37.7 and 61.8%, respectively, by the use of M1P4-10.
18
Consequently, the solvent-containing wastewater emulsified heavy fuel oil could effectively 19
promote the boiler efficiency and reduce the pollutant emissions.
20
Keywords: emulsification; heavy fuel oil; thermal efficiency; emissions; PAHs 21
22
摘 要
23
台灣目前有約 6700 座鍋爐運行,其中重油鍋爐占近 50%,而重油為一種高
24
污染之石化染燃料,針對其污染之源頭之減量與節能技術值得研究。乳化油品
25
為一發展中之油品改質技術,以提高燃料效率和減少污染排放為目的。本計畫
26
中乳化燃料之水相包含 1%甲醇、4%異丙醇(IPA)及 95%的自來水,此配比用以
27
模擬工業含特定溶劑之廢水。乳化油水相之選擇乃透過加熱、離心及兩週靜置
28
觀察,挑選出其中較低分離率、較均質之乳化油品水相配比,作為工業鍋爐測
29
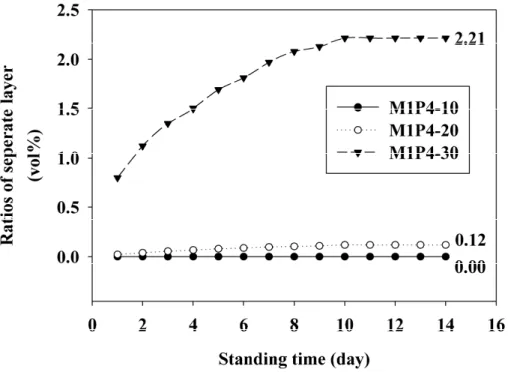
試油品。其中 10%水相添加之乳化油 M1P4-10 具有最低之分離率、最小之油包
30
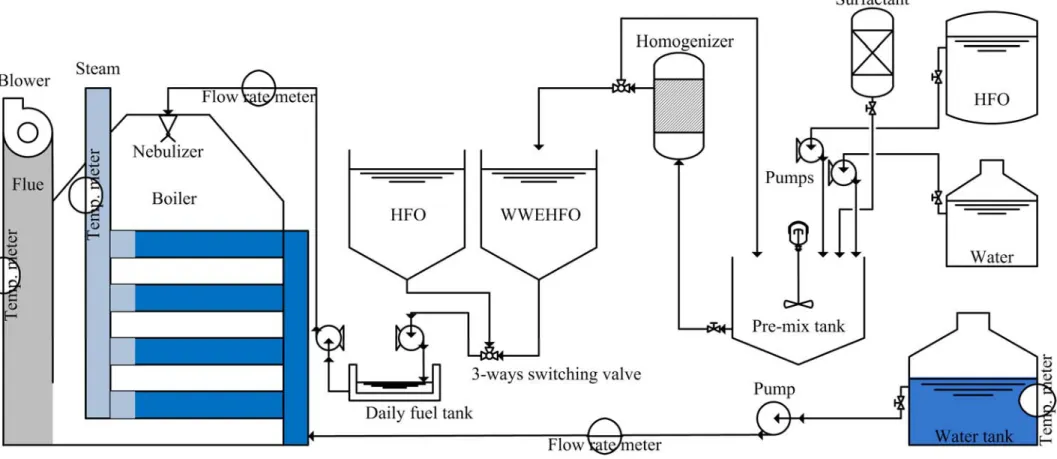
水(W/O)滴。本計畫針對實廠運用廢溶劑回收製成乳化重油技術之開發,完成一
31
套自動化乳化系統,包含水相進料、油相進料、乳化劑進料、預混槽、均質系
32
統、回流預混槽管路、成品採樣口及成品出料等元件,其產能可達 8 ton/工作天
33
(8hr)。並已成功開發本土之乳化劑,可經上述設備產出 14 天靜置及離心測試後
34
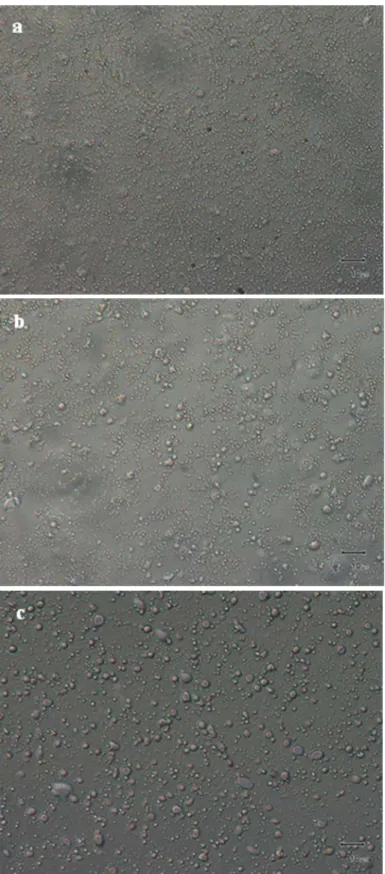
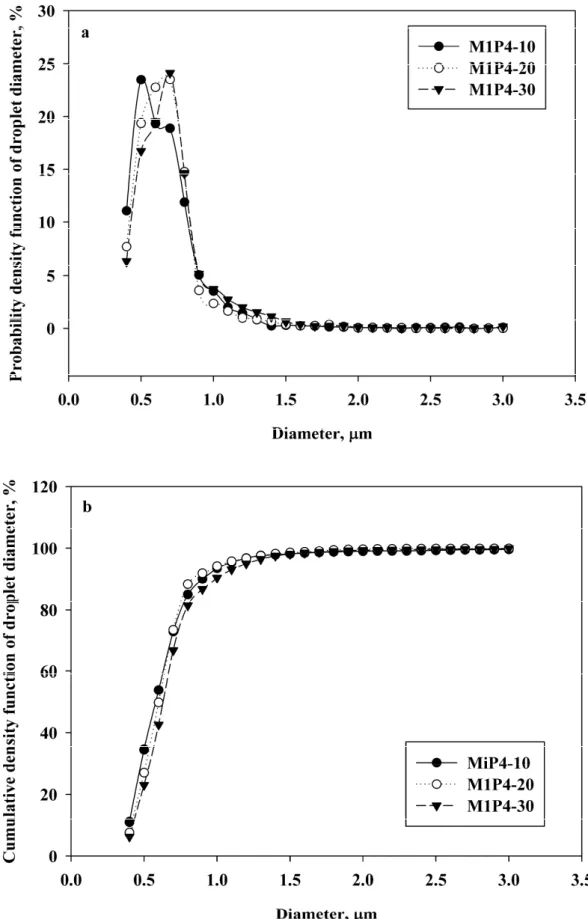
穩定不分層之乳化油品。此外,本研究中建立了透過顯微照相 (
OLYMPUS BX51TF, 35
TOKYO, JAPAN)
及油滴掃描軟體(Image-Pro Plus version 5.0.2.9)
之油包水滴粒徑分析36
技術驗證乳化油品質之方法。並整合後端乳化油品成品貯存、運送及鍋爐參數
37
調控,順利達成乳化重油於 10 噸鍋爐之試驗。於 10 噸鍋爐測試中,使用 M1P4-10
38
時之微爆效應和溶劑助燃效果使得鍋爐效率提高 10-33%,並降低 5-31%的燃料
39
消耗使用。傳統的污染物排放中,因水相取代降低了 10%油品硫含量及微爆效
40
應之再霧化效果,使得油品燃燒更加完全,分別降低及 SO
2
、PM、CO 及 HC 分41
別降低 3.3-7.1、41-85、89-93 及 91-60 排放。同時,因乳化油具有較低燃燒溫
42
度使得 NOx 形成受到抑制並降低 3.3-23%,此結果突破一般燃燒控制較難與降
43
低 CO、HC 及 PM 同時達成之處。此外,總多環芳烴及總 BaP
eq
排放分別減少了44
37.7 和 61.8%。由以上測試結果可得知,溶劑廢水乳化重油可有效促進鍋爐效率
45
並減少污染物排放。