國立臺灣大學工學院材料科學與工程學研究所 碩士論文
Department of Materials Science and Engineering College of Engineering
National Taiwan University Master Thesis
高熱膨脹氧化物玻璃用於熱熔擠出及電絕緣特性之應 用研究
Applications of High Thermal-Expansion-Coefficient Oxide Glass for Melt Extrusion and Electrical Insulation
王柏崴 Po-Wei Wang
指導教授:韋文誠 博士 Advisor: Wen-Chen J. Wei, Ph.D.
中華民國 105 年 7 月
致謝
我的論文能順利的完成,首先感謝我的指導教授─韋文誠教授的幫忙,一步 步的用心指導實驗的難處,讓我能順利的突破一個又一個的難題,也讓我體驗到 最實際的溝通技巧,不論對廠商還是對計畫夥伴,甚至對實驗室的同伴們,都要 用有邏輯的方式,講清楚自己想表達的一切,也謝謝老師給了我許多次表現自己 的機會,一步步的鍛鍊都讓我體會到最扎實也最真切的社會生活,謝謝老師的指 導。
在實驗室裡總是有看不完的文章,想破頭的問題,談不完的溝通,但有實驗 室同伴的陪伴,歡樂的氣氛總會緩解這些難解的煩惱。感謝牧民和源開學長有時 候回來看我們還會被拖下來教我們實驗的技巧,也謝謝長署、志勳、欣怡、乃中、
妤涵學長姐們,讓我知道實驗室裡每個儀器的使用,實驗室內每項事物處理的方 式,示範口頭報告時需要的勇氣和口條也是讓我學習到的相當重要的事情。在實 驗室裡最感謝的應該是王丹,謝謝你總是推著我前進,和我討論每件大大小小事 情的環節,陪我聊好多好多的無喱頭的新鮮事,包容我一個又一個幼稚的行為,
以及陪伴我無數個做實驗孤單的時間,若是只有我一個人,我一定沒辦法走到這 一步,我很榮幸能成為你實驗室的同伴,這兩年辛苦你了。嘲諷的冠宇、脾氣好 的邱傑,還有專業的怡婷也是實驗室裡不可或缺的一環,沒有你們就沒有今天的 柏崴。
同時也要感謝謝坤州先生與李苑慈小姐細心的指導我使用系上的儀器,系辦 小姐碧玲、由莉、玉玲、麗美與瑛梅熱心的幫助,以及廠商完美的配合和計畫夥 伴的認同,與口試委員王安邦教授與劉浩志教授的指教,讓我能趕上每一個時間 點的實驗,順利的完成學業。最後,我想要感謝的是莉琳,謝謝你陪伴著我,每 天聽我抱怨,耐心等我做實驗,帶我去散心,度過每個低潮的時刻,這些陪伴無 可取代,帶給我每個歡笑的時刻,走過每個苦惱的步伐,在研究所的生涯能遇到 的所有人都是難以忘記的回憶。
摘要
本研究選用 TiO2-Na2O-SiO2-B2O3 (TN-SB)氧化物玻璃,進行熔融擠出與熱電 偶鍍膜兩種應用測試。經由調整 TN-SB 玻璃配方之 B2O3/SiO2比例,以固相粉體混 合,再以高溫 1250 ˚C, 0.5 h 熔融製備氧化物玻璃。透過數種熱分析量測不同 配比的氧化物玻璃之玻璃轉換溫度、軟化點、熱膨脹係數及黏度。另外,利用碳 化矽加熱棒與鐵鉻鋁加熱絲組合一加熱體,並以薄層陶瓷耐火綿、高氧化鋁澆注 材製成之袖套,及高氧化鋁熱絕緣層形成之三層斷熱結構,組合為一可用於高溫 熔融擠出之組件。在提供最高 187 W 輸出之電源供應下,此組件可於 10 分鐘內 達 1300 ˚C。另外,設計合適之加熱基板及送料裝置,利用此高溫噴頭,示範氧 化物玻璃進行高溫熔融擠出之可行性,達到持續 200 s 之擠出時間與平均 25 mm.s-1之擠出速度。研究工作並完成三種銅基熱電偶之玻璃鍍膜製備工作,並校 正熱電偶之短時間與長時間(≤ 30 hr)之熱電位輸出,文中並討論高溫持溫產生 之電位誤差之可能原因。
關鍵字:玻璃、噴頭、熔融擠出、銅基合金、熱電偶。
ABSTRACT
This study selected TiO2-Na2O-SiO2-B2O3 (TN-SB) glasses for the applications of melt extrusion and electrical insulation layer on Cu-based alloy thermocouple. First, the oxide glasses adjusting SiO2/B2O3 ratio were prepared by melt-quenched at 1250 ˚C for 30 min. Thermal properties of the glasses were investigated, including glass transition temperature (Tg), softening temperature (Ts), thermal expansion coefficient (CTE) and viscosity. Moreover, a melt extrusion module with an electromagnetic heating plate and a feeding system were assembled with a heating module, which combined a SiC heating element and Fe-Cr-Al heating wire for heating, and covering with thin ceramic fiber, castable outer sleeve, and a refractory support made by high Al2O3 ceramic board as thermal insulation layers. After providing 187 W power at most, the nozzle could reach 1300 ˚C in 10 min. Also, the formability of the oxide glass by extrusion was tried and capable of continuous extrusion over 200 s at an average speed of 25 mm.s-1. This work also completed a glass coating on various Cu-based thermocouples, calibrated the potential output in short and long ( 30 hr) terms. The possible causes of the deviation of the potential of the thermocouples were discussed.
Keywords:glass, extrusion nozzle, melt extrusion, Cu-based alloy, thermocouple.
目錄
摘要... I ABSTRACT... II 圖目錄... VI 表目錄... XI
第一章 緒論... 1
第二章 文獻回顧... 4
2.1 玻璃特性簡介 ... 4
2.1.1 玻璃的形成 ... 4
2.1.2 玻璃成分與功能簡介 ... 5
2.1.3 玻璃黏流變特性 ... 7
2.2 積層製造 ... 8
2.2.1 積層製造種類 ... 8
2.3 熱電偶 ... 10
2.3.1 熱電動勢原理 ... 10
2.3.2 熱電偶種類與製造方法 ... 12
2.3.3 熱電偶之封裝方法 ... 13
第三章 實驗步驟... 26
3.1 實驗材料 ... 26
3.2 玻璃性質分析 ... 26
3.2.1 玻璃合成 ... 27
3.3.1 加熱體組裝 ... 30
3.3.2 澆注材製備 ... 31
3.4 玻璃高溫黏度 ... 31
3.4.1 玻璃纖維潛變黏度測試 ... 31
3.4.2 旋轉黏度儀 ... 32
3.5 溫度分布量測 ... 32
3.6 熱電偶製作 ... 33
3.7 管路流體行為實驗 ... 33
第四章 結果與討論... 43
4.1 TiO2-Na2O-SiO2-B2O3玻璃系統特性 ... 43
4.1.1 B2O3/SiO2的影響 ... 43
4.1.2 玻璃之熱膨脹行為 ... 44
4.1.3 TN-SB 玻璃之結晶性 ... 44
4.1.4 玻璃之電絕緣性質 ... 45
4.1.5 玻璃黏度特性 ... 45
4.2 高溫熱擠出頭的組裝 ... 63
4.2.1 加熱體選用 ... 63
4.2.2 熱擠出噴頭之組裝 ... 64
4.2.3 熱擠出頭之熱模擬分析 ... 65
4.2.4 熱擠出噴頭之性能表現 ... 65
4.3 加熱基板組件設計 ... 75
4.3.1 電阻式加熱基板組件 ... 75
4.3.2 電磁感應加熱基板 ... 77
4.4 玻璃之熔融擠出 ... 89
4.4.1 進料裝置 ... 89
4.4.2 管內流體之應力分析 ... 90
4.4.3 玻璃熔融擠出 ... 92
4.5 熱電偶材料測試 ... 110
4.5.1 熱電動勢與席貝克係數 ... 110
4.5.2 熱電偶之長時間裂化 ... 111
4.5.3 氧化物玻璃塗層之影響 ... 111
第五章 結論... 121
參考文獻... 123
圖目錄
Fig. 1.1 Output value of additive manufacturing industry expected in Years . ... 3
Fig. 2.1 Specific volume/enthalpy plotted against temperature of cooling process. ... 15
Fig. 2.2 Schematic diagram of timer-temperature-transformation (TTT) diagram , in which Tl is liquidus temperature, Tx is crystalline temperature. The cooling line indicates the cooling process of material from liquid phase. Heating curve indicates the heating process from a temperature below Tg. ... 16
Fig. 2.3 Shear stress plotted against shear strain of four types of fluids. ... 18
Fig. 2.4 Type of fluid in pipe. (a) Laminar flow and (b) turbulent flow ... 20
Fig. 2.5 Axial pressure and shear stress of flowing fluid. ... 21
Fig. 2.6 Schematic diagrams of energy band of (a) conductor, (b) semiconductor, and (c) insulator. ... 22
Fig. 2.7 Fermi function value versus energy at various temperatures. ... 22
Fig. 2.8 Schematic diagram of Seebeck effect of a metal couple (A-B). ... 23
Fig. 3.1 Experimental procedure of glass preparation and analysis. ... 34
Fig. 3.2 (a) Outlook of glass feedstocks, (b) average diameter of quantity of glass feedstocks. ... 36
Fig. 3.3 (a) Outlook of vertical drilling machine, (b) dimension of drilled hole. .. 37
Fig. 3.4 Speed level plotted against measured mass flow rate of the flowing pump. ... 38
Fig. 3.5 Cross section of high Al2O3 tube by BNC Co. LTD. ... 39
Fig. 3.6 Schematic diagram of fiber elongation viscosity measurement. ... 40 Fig. 3.7 Schematic diagram of concentric cylinder viscometer and heating device.
Fig. 3.8 Schematic diagram of the experiment of liquid flowing nozzle and the
formation of hydrostatic pressure. ... 42
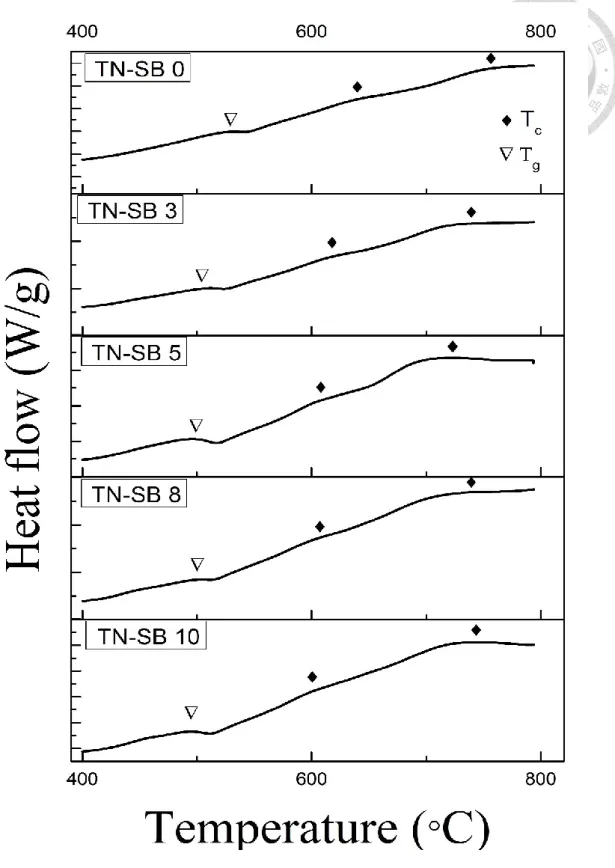
Fig. 4.1 DTA data of TN-SB glasses. ... 47
Fig. 4.2 Thermal history of TN-SB glass series by DTA analysis. ... 48
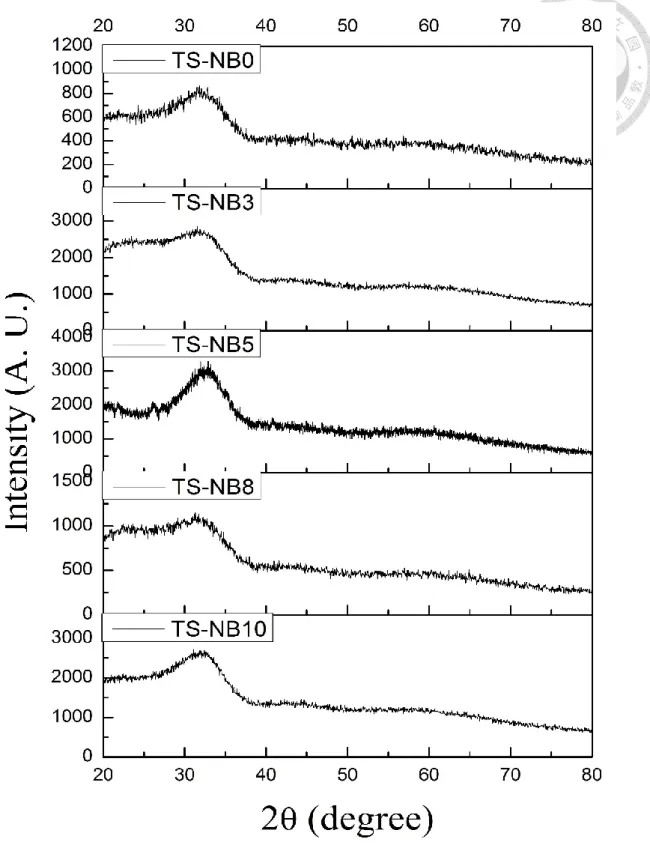
Fig. 4.3 XRD patterns of TN-SB glasses as quenching by air. ... 50
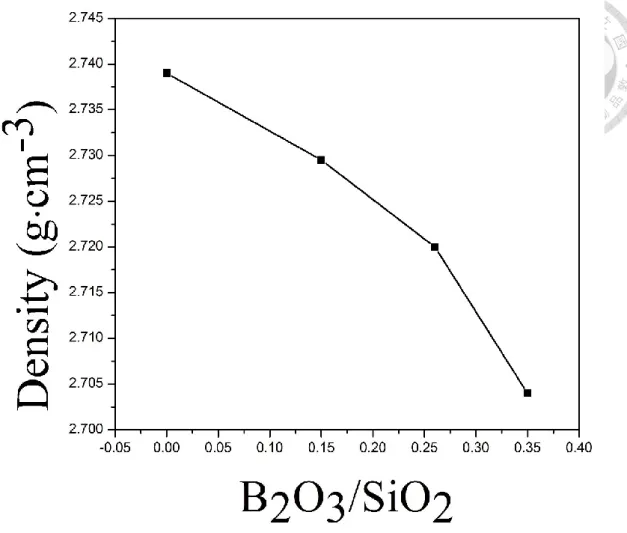
Fig. 4.4 Density of TN-SB glass plotted against B2O3/SiO2 ratio. ... 51
Fig. 4.5 TMA results of TN-SB glasses. ... 52
Fig. 4.6 CTE value of TN-SB glass series versus B2O3/SiO2 ratio. ... 53
Fig. 4.7 Phase diagram of SiO2-TiO2-Na2O system illustrating the selected glass formulation by dot red line. ... 55
Fig. 4.8 XRD patterns of TN-SB5 glass series after thermal treatment at 700 ˚C for 1, 2, 4, or 8 h. ... 57
Fig. 4.9 Phases and X-ray diffraction pattern of TN-SB 5 after thermally annealed at 700 ˚C for 8 h. Two crystalline phases, NTS and NTS2, are indexed. ... 58
Fig. 4.10 Electrical conductivity of three TN-SB glasses plotted against reverse of temperature (1/T). ... 59
Fig. 4.11 Arrhenius plot of the viscosity and activation energy of TN-SB 5 measured by fiber elongation method. ... 60
Fig. 4.12 Viscosity of TN-SB 5 sample plotted against shear rate related to various temperature. ... 61
Fig. 4.16 Model establishment by meshing into quantitative triangle. ... 70 Fig. 4.17 Simulation results by ANSYS software. (a) Full part of previous design, (b) full part of new design, and (c) cross section of new design. ... 71 Fig. 4.18 Heating curve of extrusion nozzle. ... 72 Fig. 4.19 (a) Outlook of ME module and temperature measuring device, (b) thermal potential plotted against temperature of B-type thermocouple. .. 73 Fig. 4.20 (a) Comparison between external temperature and center temperature of ME module, (b) thermal image of external temperature while 1300 ˚C center temperature. ... 74 Fig. 4.21 (a) Illustration of heating plate module, (b) two arrangements of heating wire. ... 79 Fig. 4.22 Equilibrium temperature plotted against various power supplying of two arrangements. ... 80 Fig. 4.23 IR images of (a) rectangular arrangement, (b) square arrangement. ... 81 Fig. 4.24 Schematic diagrams of (a) series connection, (b) parallel connection, and (c) series/parallel connection of Ni-Cr heating wires for heating application. ... 82 Fig. 4.25 IR images of three connection designs of the heating plate with (a) series connection, (b) parallel connection, and (c) series/parallel connection. .... 83 Fig. 4.26 Pictures of (a) original connection, (b) new connection of OVE heating plate. ... 84 Fig. 4.27 IR images of the OVE heating plate holding heating for (a) 10 min, (b) 20 min in a 220 W power supplying conditions. ... 85 Fig. 4.28 (a) Picture of electromagnetic heating plate, (b) IR image of electromagnetic heating plate. ... 86
Fig. 4.29 Temperature of electromagnetic heating plate as a function of heating time with selected power output , which are the scale shown on control panel. ... 87 Fig. 4. 30 IR image of commercial heating plate module. ... 88 Fig. 4.31 Illustration of feeding system. (a) Assembly and (b) exploded drawing. ... 94 Fig. 4.32 Electric wiring plan of TSM11Q-3RM stepper motor. ... 95 Fig. 4.33 (a) Outlook of glass filament extruded by feeding system, (b) feeding speed versus setting speed of glass filament feeding. ... 97 Fig. 4.34 Schematic drawing of the extrusion tube, dimensions and notations for the pressure drop calculation. ... 98 Fig. 4.35 Moody chart ... 101 Fig. 4.36 Loss coefficient in sudden contraction flow. ... 102 Fig. 4.37 Flow rate with different length and nozzle diameter tested with water at 25 ˚C (a Newtonian fluid). ... 103 Fig. 4.38 Surface tension effect of discontinuity flow of three pictures tested with water at room temperature. ... 104 Fig. 4.39 Apparent viscosity plotted against of shear rate of pseudoplastic liquid in various concentration. ... 105 Fig. 4.40 Pictures of extrusion of TN-SB 5 glass with (a) 1 mm nozzle, (b) 0.4 mm
thermocouples. ... 113 Fig. 4.43 Seebeck coefficient versus temperature of three thermocouples. ... 114 Fig. 4.44 Long term test of therpotential in 30 h of three thermocouples at 200 ˚C.
... 115 Fig. 4.45 Long term test of thermopotential in 30 h of three thermocouples at 400
˚C. ... 116 Fig. 4.46 Long term test of thermopotential in 30 h of three thermocouples at 650
˚C. ... 117 Fig. 4.47 Long term test of thermopotential in 30 h of three thermocouples with TN-SB 5 insulation at 200 ˚C... 118 Fig. 4.48 Long term test of thermopotential in 30 h of three thermocouples with TN-SB 5 insulation at 400 ˚C... 119
表目錄
Table 2.1 Classification of glass compositions ... 17
Table 2.2 Classifications of additive manufacturing ... 19
Table 2.3 Types and characteristics of commercial thermocouples ... 24
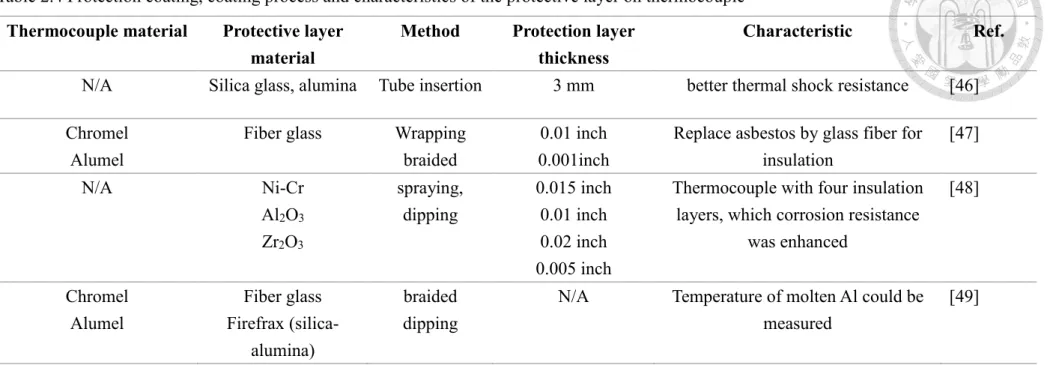
Table 2.4 Protection coating, coating process and characteristics of the protective layer on thermocouple ... 25
Table 3.1 Composition (in mol%) of various TiO2-Na2O-SiO2-B2O3 glasses used in this study ... 35
Table 3.2 Diameter and standard deviation of high Al2O3 tubes ... 39
Table 4.1 Thermal properties and glass forming ability (τg)of TN-SB glass by TGA ... 49
Table 4.2 Specific thermal properties of TN-SB glasses by TMA ... 54
Table 4.3 Abbreviation of possible compounds in SiO2-TiO2-Na2O system ... 56
Table 4.4 Shear rate of fiber elongation method at various temperature ... 60
Table 4.5 Parameters and properties for thermal simulation ... 69
Table 4.6 General commands of TSM11Q-3RM stepper motor ... 96
Table 4.7 Flow characteristic of water in 3 mm diameter tube ... 99
Table 4.8 (a) Pressure drop contribution of 0.4 mm nozzle (b) Pressure drop contribution of 0.2 mm nozzle ... 100
符號表
A →面積
CTE →熱膨脹係數
𝑓 →Darcy friction factor KL →損失係數
P →壓力 Q →流率 Re →雷諾數 SAB →席貝克係數 Tg →玻璃轉換溫度 Ts →玻璃軟化點 Tl →玻璃液相點
Tc →玻璃最大結晶溫度 V →速度
WD →試樣乾重 WW →試樣濕重 WH →試樣水中重 ΔV →熱電動勢差
→玻璃黏度
→剪切應力 𝛾̇ →剪切應變率 ρ →密度 σ →導電率
→材料蒲松比
→轉速
第一章 緒論
積層製造(Additive manufacturing, AM)為近期較受注目之製造技術,相對 於傳統製造業,積層製造具有數項特性[1]:(1)利用繪圖軟體還原欲製作之成品 外型,可以增加製造速度;(2)傳統製造業之铣削等對於複雜成品的加工有一定 難度,然而,透過積層製造的方式,加工可以簡化,元件複雜度得以更加提升;
(3)可以針對個別需求設計,製作少量,客製化的產品。因此,Fig. 1.1 即顯示市 調機構 Wohlers Associates 預估積層製造在未來之產值,顯示其未來不可輕忽 的發展潛力。
目前市面上之積層製造材料多為高分子材料,包括 ABS 及 PLA,根據材料本 身型態不同,製造方式主要可以分為固相基、液相基與粉末基[2]製程。在陶瓷 與 金 屬 材 料 方 面 , 目 前 使 用 的 方 式 以 選 擇 性 雷 射 燒 結 (Selective Laser Sintering, SLS)最為大宗, 然而在文獻[3]中針對不同積層製造種類進行成本 分析,若單就機台成本考量,雷射燒結之設備成本相對於熔擠成型(Fused Deposition Modeling, FDM)約為三至四百倍,因此,熔融擠出法在陶瓷與金屬 之積層製造方面則有很大機會使成本大幅下降。然而,一般熔擠成型製造機台之 操作溫度多在 260 ˚C 以下,為改善此限制,本研究中以高精密陶瓷材料製作一 高溫擠出管狀噴頭(one-end tube),探討高溫玻璃材料使用高溫熔擠成型的可行 性。
料冷卻不均,或在模具溫度過高的狀況下,冷卻後熔料內的殘留熱應力將會增加,
由上述可以看出射出成型的溫度與壓力控制對於產品產率有相當大的影響。因此,
本研究透過銅基合金熱電偶與氧化物玻璃鍍膜的結合,觀察此熱電偶應用於射出 成型模具的溫度量測,並進行此應用的可行性分析。
Fig. 1.1 Output value of additive manufacturing industry expected in Years [4].
第二章 文獻回顧
2.1 玻璃特性簡介
美國材料和試驗協會(ASTM)定義玻璃材料為一熔融非有機物質經由冷卻至 剛體狀態(rigid condition),體內沒有結晶相產生[5]。另在文獻中[6]提到,
玻璃在經過一特定速率以上冷卻後,具有紊亂且缺乏長程有序的原子排列,以生 成玻璃相。由於玻璃之良好透光性、成形性與抗蝕性佳等特性,已被廣泛應用於 封裝材料、防蝕容器、光學面板等工業零件[7, 8, 9]。
2.1.1 玻璃的形成
一般而言,物質經熔融冷卻後,即歷經由液態轉變為固態的過程,此時,物 質中的原子開始重新排列為新的結晶態。然而,當冷卻速率足夠快時,原子將無 法充分移動,形成有序結構,材料將避免結晶,而玻璃結構因此生成。Fig. 2.1 顯 示一材料體積或焓對溫度之關係,線斜率即與體積膨脹係數有關,而在大部分物 質系統中,形成玻璃體積會較結晶體大,意即同樣成分之固態物質,玻璃態相較 於結晶態會有相對低的密度。另外,比較線 a 與線 b 的特性,當冷卻速率較慢時 (線 a),此時原子有較多的時間可以重新排列,造成其玻璃轉換溫度(Tg)的下降 [10]。
玻璃形成為一液相與最終結晶相相互競爭的結果,因此,玻璃形成能力 (glass forming ability, GFA)則為液相冷卻維持玻璃態之參數。一般而言,
GFA 與玻璃內部 O-Si 比例成反比,為了解此現象發生的原因,從而衍生出數項 動力學上的參數。據文獻報導[11],利用熱差分析儀(DTA)或差式掃描儀(DSC)得 以了解玻璃之 GFA。
文 獻 [12] 中 曾 提 及 利 用 時 間 - 溫 度 - 變 化 曲 線 (time-temperature- transformation curve, T-T-T curve)探討基於冷卻速率的快慢,了解特定成分
過程中之最大結晶速率,從而了解欲形成非晶時所需的最小冷卻速率。另外,另 一文獻[13]中報導有關 T-T-T 曲線對於 GFA 之實際應用,如 Fig. 2.2。該文表示,
當兩物質具有相同之 Tg點時,越低的液相點(Tl)則代表越穩定的液相形成能力,
反之,當具有相同 Tl的兩物質,有越低的 Tg點則表示液相穩定性越高。因此最 終的液相穩定性與 Tg與 Tl平均12(𝑇𝑔 + 𝑇𝑙)有關,當此值越小時,則代表其液相穩 定性越高。在另一篇文獻[14]中則採用另一種關於 GFA 之判定標準 S,列於式 (2.1):
S =(𝑇𝑐−𝑇𝑥𝑇)(𝑇𝑐−𝑇𝑔)
𝑔 ………(2.1), 其中 Tx為開始結晶溫度,Tc為熱分析中之結晶最大放熱峰,文中顯示當 S 值越高 時可以對應到越低的活化能,藉以表達較穩定的玻璃相得以形成,同時表示較佳 的 GFA。另一篇文獻[15]中亦提及另一種判定 GFA 傾向標準,如式(2.2)
𝜏𝑔 =𝑇𝑐𝑇−𝑇𝑔
𝑔 ………(2.2), 𝜏𝑔越大則代表較佳的 GFA。
2.1.2 玻璃成分與功能簡介
為使用於熱熔擠出與製作高熱膨脹係數合金熱電偶的絕緣層(見 2.3 節說明) 使用如銅合金,CTE 值在 16.5 ppmK-1-20 ppmK-1之間,玻璃成分的選用即須考慮 電絕緣層需要的條件。為有效分類不同成分的作用,文獻[16]利用下列四項條件,
以選擇適用於玻璃的主要成分:
network former)、玻璃修飾劑(glass network modifier)與玻璃中間修飾劑 (intermediate glass modifier)。而在文獻[17]中則提及利用鍵結強度對玻璃 成分做分類,其中玻璃成形劑具有最高之鍵結強度,玻璃中間修飾劑則具有相對 低之鍵結強度,而玻璃修飾劑則為最低之鍵結強度。玻璃成形劑之主要功能具有 連結氧分子架橋氧之網狀結構,在成分中具有最高的鍵結能,主要有 B2O3、SiO2、 P2O5等,但因 P2O5之熱膨脹係數在 3.0 ppmK-1-6.0 ppmK-1,因此不適宜於本研究 中使用。在本研究終選擇 B2O3與 SiO2做為玻璃成形劑。而其中 SiO2具有高抗熱 震、良好化學耐久性;B2O3的添加則可以使非晶結構穩定(提高 GFA)、以及降低 黏度等特性。在文獻[18]中提出 B2O3/SiO2比例上升時可以使 Tg點下降,改變其 溫度特徵,對於 CTE 值也可以微量的調整到適用的範圍。
玻璃修飾劑的主要參與方式為提供額外的氧離子但不參與玻璃之網狀結構,
利用打斷架橋氧原子,減少玻璃成形劑鍵結的數量,此舉造成的結果可以有效降 低 Tg點及玻璃黏滯性,降低玻璃的工作溫度。一般玻璃修飾劑成分主要有鹼金屬 氧化物(Li2O, Na2O, K2O)與鹼土金屬氧化物(MgO, CaO, SrO, BaO)等,在文獻 [19]中提到在加入 16.0 mol%以上的鹼金屬在添加量上升時可以提升熱膨脹係數。
並在另一篇文獻[20]中提及當加入的 Na2O 越多時,可以造成在 TiO2-SiO2-B2O3 玻 璃系統中更大的玻璃成形區域,亦即可以形成玻璃相的成分比例增加。
玻璃中間修飾劑的功能介於兩者之間,在特定比例下可以做為玻璃成形劑或 是玻璃修飾劑,常見的成分有 Al2O3, TiO2, ZrO2等。在文獻[21]中便提到在 SiO2- Na2O -Al2O3玻璃系統中,當(Al/Na) >1,則多出的 Al3+便形成玻璃修飾劑,而當 (Al/Na) <1,Al3+則結合 Na+取代 Si4+形成玻璃結構。另外,在文獻[22]中提到在 Na2O-SiO2-TiO2之玻璃系統特定成分下 TiO2成分的定位,主要可以分為兩個方向 探討。首先,以配位數觀點而言,TiO2一般於含 SiO2之玻璃系統中,以 Ti4+的方 式存在居多,多與氧形成六配位,此配位代表架橋氧含量提高,意即 Ti4+於玻璃 系統中扮演玻璃成形劑以組成網狀結構;另外,以鍵結強度而言,Ti-O 之鍵結強
度較接近 Si-O 之鍵結強度,遠大於玻璃修飾劑,易形成玻璃結構,因此,在 Na2O- SiO2-TiO2系統中 Ti4+做為玻璃成形劑。又 Ti-O 之鍵結強度略小於 Si-O 鍵結,作 為玻璃成形劑時可以使黏度下降,另外有抗酸性與降低熔點之作用。
2.1.3 玻璃黏流變特性
玻璃之黏度被視為於玻璃應用中重要之依據,常以阿瑞尼士(Arrhenius)方 程式表示,如式(2.3):
= Aexp (−𝑄𝑅𝑇)………(2.3), 其中為量測黏度值,A 為實驗量測值,Q 為玻璃之活化能,R 為氣體常數,T 為 絕對溫度[23]。或以 Vogel-Fulcher-Tammann (VFT)方程式表示,如式(2.4)所 示:
log(T) = log∞+𝑇−𝑇𝐴0
0………(2.4), 其中(T)為在不同溫度下之黏度值,∞、A0、T0為實驗逼近值,T 為量測之溫度,
而 VFT 方程式僅適用於 T>Tg時
另外,玻璃於高溫黏度時之流變性質亦為熔融擠出時之一重要參考,數種流 變性質如 Fig. 2.3 所示,主要可分為牛頓流體與非牛頓流體,差異在於剪切力與 剪應變率𝛾̇之比值是否為常數,即黏度是否為一定值,可以式(2.5)表示:
τ = K𝛾𝑛̇ ………(2.5), 其中 K 為一定值,n 的大小則決定其流體特性,當 n<1 時為剪切變稀,或稱擬塑
2.2 積層製造
積層製造代表一系列多元化製造技術,目前已由國際標準化組織(ISO 17296) 公告有關製造種類、胚料種類及其製造特性與測試規範[25]。此製造技術相對於 傳統製造方法具有數項特性,(1)快速原型打樣,以增加製造速度;(2)成品複雜 度得以提升;(3)可以針對產品設計,製作客製化的產品[1]。
2.2.1 積層製造種類
Table 2.2 顯示目前應用於積層製造的種類與材料適用性,其中較常使用的為 熔擠成型(FDM)與選擇性雷射燒結(SLS)。依材料型態主要可分為三種,分別是粉 末態、液態與固態[26]。以陶瓷材料而言,受限於高熔點材料,因此目前多用選 擇性雷射燒結作為積層製造的製程。
利用雷射在特定區域進行粉體燒結,並鋪上第二層粉末再進行燒結,如此循 環,以製成三維元件,其主要優勢在於相對高的精度與成品強度。文獻[27]中即 針對氧化釔/氧化鋯複合材料透過數項性質配合,包含鋪粉密度、粉末粒徑、雷 射束掃描速度、爐內溫度等,其中粉末之粒徑及型態容易在鋪粉時決定其聚結的 程度,影響層與層之間的黏結。另外,爐內溫度控制得宜,可以減少內部微裂縫 的產生,提高成品強度。然而雷射燒結的主要課題在於機台的成本較高,粉末原 料的性質(粉的形狀與粒徑)需求高。而熔融擠製的優勢在於低成本需求,包含不 須樹脂固化,機台成本低等效益。在熔擠成型中材料以丙烯腈-丁二烯-苯乙烯 (Acrylonitrile Butadiene Styrene, ABS)與聚乳酸(Polylactic Acid, PLA) 最為廣泛使用。另外,文獻[28, 29]報導結合陶瓷及高分子形成複合材料胚料,
將陶瓷應用於低溫熔擠成型製程中。
2.2.2 熔擠成型之機制
為使流體順利擠出於噴頭中,首先利用已知流體黏度下進行流體性質的預測,
在噴頭內流動之雷諾數(Reynolds number, Re)如式(2.3)所示:
Re =𝜌𝑉𝐷𝜇 ………(2.3) 其中ρ為流體密度、V 為流體在內部流動時的平均速度、D 為噴頭內的直徑、μ 為流體之黏度。於文獻[30]中報導,當 Re<2100 時,流體在管中可以形成層流 (laminar flow),其意義是在流速夠小時流體流動由黏度主導,此時邊界層較薄 形成一穩定流體;若在相同黏度下流速過大時,黏度不再主導流體之流動,則易 形成不穩定的流體,此時邊界層較厚且管中心與管壁間具有較大之速度梯度,稱 為紊流(turbulent flow),因此黏度及流速須配合,以減少此不穩定流動的產生,
如 Fig. 2.4 所示。
在穩態(steady state)、不可壓縮流(incompressible flow)、無摩擦流 (frictionless flow)及流體沿流線(stream line)流動的假定下,Bernoulli [31]提出在流體內任兩點其內能不隨著位置有所變化,亦即 Bernoulli equation,
如式(2.4)所示:
P = P𝑠𝑡𝑎𝑡𝑖𝑐+ Pdynamic+ Phydro = 𝑃0+ 𝛾𝑧 +12𝜌𝑉2………(2.4), 其中 P 代表任一點上的總壓力,P𝑠𝑡𝑎𝑡𝑖𝑐為靜壓力,代表在流體靜止時一特定點的 壓力,可能來自於大氣、重力如活塞造成的壓力等;Pdynamic為動態壓力,代表體 積動能的數值,即該點上流速所造成的壓力;Phydro為靜水壓,代表體積位能之 數值,表示在不同高度或深度承受的流體壓力。另外ρ為流體密度,為重力,z 為高度,V 為流速。
其中 R 是管半徑,L 是管長,流體在經過形狀變化,如縮口、接頭與閥門等流體 不再平順時,亦會形成額外的壓降,以縮口(contraction)為例,此壓降可以式 (2.6)表示:
∆𝑃𝑐𝑜𝑛 = 𝜏𝑦ln (𝐴𝐴0)………(2.6), 其中∆𝑃𝑐𝑜𝑛代表縮口造成的壓力差,𝜏𝑦為黏流體本身之降伏應力,即是令流體流動 之最小剪應力,A0為縮口前之管截面積,A 為縮口後之管截面積[32]。
因此在已知流體黏度特性的前提下,則須提供一固定壓力,以形成穩定流速 的流體。目前於積層製造中已有數種不同方式形成壓力,一般商用 3D 列印機中 多用步進馬達調控兩滾輪的方式,擠進線材式胚料。另外,根據文獻[33, 34, 35]
提出利用壓電控制的方式,在噴頭端加入壓電陶瓷元件,透過給予壓電陶瓷電流 產生形變,使其在噴頭內產生壓力,控制陶瓷漿料擠出量。文獻[36]則利用靜水 壓的方式,在儲料端直徑遠大於噴頭直徑的預設條件下,因為儲料端頂端隨噴頭 中擠出時仍可視熔料端受到固定靜水壓,使其具有穩定流速。
2.3熱電偶
射出成形之金屬模具在量產製造業中扮演重要的角色,熔融的塑膠材料經由 噴嘴射出至模穴後,在模仁內進行冷卻固化的步驟,但冷卻之時間常由計算的方 式預估,導致部分塑膠未降至其結晶溫度以下,造成變形或內部結晶與脆化,降 低產品良率。因此,文獻[37]中將熱電偶嵌入於模仁不同位置,實測溫度數值,
減少上述情形的發生。而目前射出之材料如聚醚醚酮(Polyether ether ketone,
PEEK)、聚甲基丙烯酸甲酯(Polymethylmethacrylate, PMMA)等,射出溫度皆在 400 ˚C 以下,因此,本研究設計之銅基合金熱電偶之使用範圍為室溫至 400 oC。
2.3.1 熱電動勢原理
固體金屬中電子的遷移導致導電與導熱之現象發生,因此電子在金屬內的分
布機率對於熱傳與導電相當重要。因金屬中含有許多來自於與原子核較遠之價電 子(valence electron),脫離與原子間束縛,產生自由電子。若以原子的基本模 型予以定義,每一個原子皆有一特定之能帶圖,如 Fig. 2.6 所示,可分為導體、
半導體與絕緣體,其區別在於傳導帶與價帶之間之能隙距離。另外,由於包立不 相容原理(Pauli exclusion principle),在原子中任兩個電子無法具有相同量子數,
因此電子在原子中之機率分布情形可以透過費米-狄拉克分布(Fermi-Dirac distribution)得一費米函數(Fermi function, f(E))[38, 39],如式(2.10)所 示:
f(E) = 1
1+exp (𝐸−𝐸𝐹𝐾𝑇 )………(2.10),
以表示特定能階能被電子所填滿之機率,其中透過能帶圖可以看到費米能階 (Fermi level, EF),即電子在 0K 溫度時所能佔據的最高能階,E 為單一電子之 能量,K 為波茲曼常數(Boltzmann constant),數值為 8.617*10-5 eVK-1,T 為絕 對溫度。
費米函數亦可如 Fig. 2.7 所示,在 0K 時,電子本身不具有激發能量,因此所有電 子皆位於費米能階以下,即處於基態(ground state);然而,當溫度上升時,電 子吸收熱能,因而電子從基態躍遷至激態(excited state)的數量提高,導致電 子分布機率由完全步階轉向較平緩之曲線,此分布的變化亦說明了同材料在溫度 梯度下可傳導的電子濃度的變化。
利用此原理,當兩種不同金屬材料互相接合時,即會產生三種熱電效應[40]:
端溫度差,於本研究中以純銅金屬線做為量測之參考金屬,用以量測其餘未 知材料之席貝克係數。
(2) 湯姆森效應(Thomson effect):當電流通過一有溫度梯度之單一金屬材料時,
若電流方向和熱梯度方向相同時,會因過多高能電子擴散至冷端,因而釋放 熱能,以降低部分電子能量;反之,則會呈一吸熱反應,為一可逆反應。
(3) 皮爾特效應(Peltier effect):當一電流通過兩不同金屬介面時,由於兩金 屬之費米能階差異,使介面端吸收或釋出熱能的現象。而吸收或釋出熱能則 由電流方向決定,一般可以式(2.12)表示所吸收或放出之熱能:
𝑄̇ = 𝜋𝐴𝐵𝐼………(2.12), 其中𝑄̇為吸收或放出之能量,𝜋𝐴𝐵為相對皮爾特係數,I 為通過之電流,此 效應可應用於熱電冷卻裝置中[41],也為一可逆反應。
2.3.2 熱電偶種類與製造方法
Table 2.3 顯示數種應用於不同工作溫度之熱電偶,主要可以分為超高溫、高 溫與中溫使用範圍。超高溫範圍(1700 ˚C)主要為 B、R、S 型,由白金與白銠合 金作為主要材料,但此型熱電偶在中低溫時熱電動勢變化較不顯著,因此應用範 圍多在 800-1600 C 之間,但不適用於還原或有金屬蒸氣之氣氛中;高溫型(1200
˚C)較為廣泛使用的為 K 型熱電偶,使用之商業用材料,在正極為鎳鉻合金 (chromel)、負極為鎳鎂鋁合金(alumel)[42],其優勢在於相對高之熱電動勢,
對於溫度之敏感度較高,然而同樣無法在還原氣氛中使用;中低溫材料中,主要 以 J 與 T 型為主,正極材料為金屬之鐵與銅金屬,負極材料主要為銅鎳合金 (coronel),其主要優點為可以在還原氣氛中量測,但超過一定溫度後會有氧化 層形成,影響熱電動勢的穩定性。
熱電偶之製作方式有數種,多以焊接作為介面接合的方式。其中文獻[43]中 利用捲曲(twisted)與焊接(welded)的方式接合,此法的優點在於捲曲可以提供
額外的強度,防止介面剝離;文獻[44]利用對接電阻焊接(butt-welded),將電 阻熱通過介面將兩端焊接之技術,其優點在於方法簡單方便;另外,文獻[45]利 用鎢極氬弧焊(gas tungsten arc welding, GTAW),以鎢極作為電極,通入惰性 氣體,例如氬氣,做為保護氣氛,同樣以高溫熔化金屬焊接,然而不適用於較低 熔點之金屬,如鉛、鋅等,因過高的溫度容易使低熔點金屬揮發,因此,本研究 主要以捲曲與焊接作為銅基熱電偶之接合方式。
2.3.3 熱電偶之封裝方法
為量測腔體溫度或測量液狀金屬表面溫度,熱電偶須針對汙染方式的不同預 做隔絕層。因此數項專利提供不同的隔絕層方式,如 Table 2.4 所示。分為熱絕 緣、電絕緣及化學絕緣。首先文獻[46]提及市售熱電偶多以氧化鋁封裝,然而,
用於量測熔融態物質的溫度時,氧化鋁套管常有熱震的缺點。因此,在氧化鋁套 管外先以耐火之粉體作塗層後,在套上一層玻璃套管,利用一定厚度的玻璃以及 耐火粉體,達到抗熱震的效果。但文中亦提及,過厚的絕緣層容易使溫度量測產 生偏移,因此需透過補償的方式改良。
文獻[47]中將兩熱電偶線分別以收縮包裝機將玻璃纖維以包覆的方式封裝 第一層,接著再將兩者以編織的方式結合,最後塗上一矽氧樹脂(silicone)與雲 母(mica)混合之液體再固化。文獻[48]利用四層不同的材料做為絕緣層,首先,
將含有 15% Cr 的鎳鉻合金作為第一層,第二層則是用 25% Cr 之鎳鉻合金作為保 護層,接著在第三層的部分是將氧化鋁或氧化鋯以膠體塗佈的方式塗布在第二層
並可提供足夠的粗糙度,以利最外層的陶瓷層的沾黏。在最外層的陶瓷層,是以 低溫膠體的方式將內部含矽化鋁及高嶺土等耐火材沾黏上玻璃纖維層,再以燒結 方式得到一高溫且可重複使用的熱電偶絕緣層。目前文獻中尚未見使用玻璃材料 直接封裝金屬熱電偶之文獻或專利。
Fig. 2.1 Specific volume/enthalpy plotted against temperature of cooling process [10].
Note that Tm is the melting point of glass.
Fig. 2.2 Schematic diagram of timer-temperature-transformation (TTT) diagram [13], in which Tl is liquidus temperature, Tx is crystalline temperature. The cooling line indicates the cooling process of material from liquid phase. Heating curve indicates the heating process from a temperature below Tg.
Table 2.1 Classification of glass compositions [6, 15, 18]
Oxide Components Functions Network Former
B2O3 Improve flux, increase CTE, reduces surface tension SiO2 Decrease CTE
Network modifier
BaO Increase CTE, retard phase separation Cr2O3, V2O5 Reduce surface tension
ZnO, PbO Improve flux, reducing agent
MgO, CaO Improve surface adherence, reduces Tg &Ts
Na2O, K2O Reduce Tg&Ts , decrease viscosity Intermediate
TiO2 Decrease viscosity, increase CTE
Al2O3 Improves flux, retard rapid crystallization ZrO2 Decrease CTE
Y2O3 Control the viscosity, increase CTE, Tg
Fig. 2.3 Shear stress plotted against shear strain of four types of fluids [30].
Table 2.2 Classifications of additive manufacturing [2]
Type Form Material mechanism Characteristics Fused
Deposition Modeling, FDM
Liquid based
Typically polymer
Filament melt fusion
Low cost, no chemical post-processing required
Stereolithogr aphy, SL
Liquid based
Oligomer Photopolym erization
Fist and widely applied, high vertical strength Polyjet Liquid
based
Polymer Photopolym erization
Relatively low strength, high resolution
Laminated Object Manufacturi ng, LOM
Solid based
Paper Composite Metal
Bonding layers then subtractive
No supporting structure required, material waste during processing
Selective Laser Sintering, SLS
Powder based
Polymer Metal Ceramic Composite
Powder melt fusion
Wide range material application, accuracy controlled by powder size
Electron Beam Melting, EBM
Powder based
Polymer Metal Ceramic Composite
Powder melt fusion
Similar to SLS but able to applied on pre-alloyed metals
Laser Engineered Net Shaping,
Powder based
Metal Metal alloy
Powder melt fusion
Residual thermal stress need to be considered
Fig. 2.4 Type of fluid in pipe. (a) Laminar flow and (b) turbulent flow [50]
Fig. 2.5 Axial pressure and shear stress of flowing fluid.
Fig. 2.6 Schematic diagrams of energy band of (a) conductor, (b) semiconductor, and (c) insulator.
Fig. 2.7 Fermi function value versus energy at various temperatures.
Fig. 2.8 Schematic diagram of Seebeck effect of a metal couple (A-B).
Table 2.3 Types and characteristics of commercial thermocouples Type Materials Measure
range(°C)
Thermopotential (mV)/ temp.
Characteristics Positive Negative
B Pt-30Rh Pt-6Rh 500-1700 12.4/1700°C 1. Acid tolerance
2. Unstable in reduction atmosphere
R Pt-13Rh Pt 0-1600 0.00/0°C 18.84/1600°C
N/A
S Pt-10Rh Pt 0-1600 72.28/750°C N/A K Chromel Alumel -200
-1200
-5.89/-200°C 48.8/1200°C
1. Widely used on industry.
1. Unstable in reduction atmosphere at high temp.
E Chromel Corronel -200-800 -8.82/-200°C 61.02/800°C
1. Biggest thermopotential;
2. Unstable in reduction atmosphere.
J Fe Corronel -200-350 -7.89/-200°C 1. Can used in reduction atmosphere;
2. Rusty easily.
T Cu Corronel -200-350 -5.60/-200°C 17.82/350°C
1. Stable in reduction atmosphere;
2. Oxidation upon 300 ℃.
Table 2.4 Protection coating, coating process and characteristics of the protective layer on thermocouple Thermocouple material Protective layer
material
Method Protection layer thickness
Characteristic Ref.
N/A Silica glass, alumina Tube insertion 3 mm better thermal shock resistance [46]
Chromel Alumel
Fiber glass Wrapping braided
0.01 inch 0.001inch
Replace asbestos by glass fiber for insulation
[47]
N/A Ni-Cr
Al2O3
Zr2O3
spraying, dipping
0.015 inch 0.01 inch 0.02 inch 0.005 inch
Thermocouple with four insulation layers, which corrosion resistance
was enhanced
[48]
Chromel Alumel
Fiber glass Firefrax (silica-
alumina)
braided dipping
N/A Temperature of molten Al could be measured
[49]
第三章 實驗步驟
3.1 實驗材料
本研究中用於調製玻璃成分之陶瓷粉體主要包含四種,分別為二氧化鈦 (TiO2, 99.9%, ISK, LTD, Japan),碳酸鈉(Na2CO3, 99.0% ,SHOWA, Co., Japan),
二氧化矽(SiO2, 98% ,KOKUSAN, Co., LTD, Japan),以及硼酸粉末(H3BO3, 99.5%, AENCORE Chemical, Co., LTD, Australia),作為玻璃合成之主要成分,其中 SiO2與 B2O3為玻璃成形劑,Na2O 為玻璃修飾劑,TiO2為玻璃中間修飾劑,並以高 純度酒精 (95%, SHOWA, Co., Japan) 做為玻璃粉末混合之溶劑。
熔融擠出組件(melt extrusion module, ME)中,以碳化矽加熱棒為主要加 熱元件,需有適當電阻範圍以提供加熱須求,因此將三個廠商之碳化矽加熱體分 析其內部成分與導電性以符合噴頭的需求,分別為 K-SiC(Kallex, Taiwan) 、 J-SiC(Toshiba, Japan) 與 C-SiC(China)。此外,直徑 2.0 mm 之 Fe- 20% Cr- 5% Al 加熱絲(Uni–Alloy, Singapore)則用於加熱體之電極使用,並使用高氧 化鋁耐火纖維(ceramic fiber blanket, 1430 ˚C ,Zetex , JOYCE SAFETY, Co., LTD, Taiwan)、與高氧化鋁耐火磚(1400 ˚C, Hong Sheng, Taiwan)為熱絕緣層 之主要材料。
熱電偶材料選用銅線(C11000), 7030 銅鋅合金線(C26000), 銅-15% 鎳 (C70600, KANTHAL, Sweden)與銅-9%鎳-6%錫(C72700, MIRDC, Taiwan),做為四 種主要材料,針測其熱電動勢與高溫長時間裂化程度以探討其用於金屬模具中溫 度(室溫-400 ˚C)感測器的可行性。
3.2 玻璃性質分析
有關 TiO2-Na2O-SiO2-B2O3玻璃系統(簡稱 TN-SB)之實驗流程圖如 Fig. 3.1 所 示。
3.2.1 玻璃合成
Table 3.1 列出於本研究中合成之 TN-SB 玻璃系列,並以莫耳百分比表示各 成分。其製作方法如下:將特定比例之二氧化鈦、碳酸鈉、二氧化矽與硼酸粉末 以酒精做為溶劑,混合調配一 10 vol%之固含量溶液,以供球磨(ball milling) 混合,調配完成之漿料放入球磨 PE 罐中,然後置於球磨機上球磨 20 小時。接著 將完成球磨之漿料以旋轉乾燥機(rotary vacuum evaporator, N-N series, EYELA, Japan)以 40 ˚C 預乾燥一小時,接著將預乾燥之粉末置於電熱爐中以 80
˚C 乾燥 24h,以去除殘留液體。之後,將乾燥粉末以一批次 20 g 重量置於白金 坩鍋中,在 1250 ˚C 電熱爐中持溫 30min 以熔融玻璃粉末,最後為用於不同分 析,部分熔融玻璃將倒入室溫之去離子水中淬火,而後研磨,以製成玻璃粉末,
另一部分之熔融玻璃則倒在一平坦鐵板上,以製成玻璃塊材。
3.2.2 微差掃描熱分析
使用 Differential Scanning Calorimetry(DSC, SDT Q600 TA Waters LLC, USA)量測玻璃在不同溫度下玻璃粉體的吸熱及放熱變化。先以標準粉末試樣(例 如 Al2O3)做為連續加熱分析之標準,然後置入不同成分之玻璃粉末,觀察其在加 熱過程中特定吸、放熱性質,例如玻璃轉換溫度(glass transition temperature, Tg)與最大放熱峰(maximum exothermic temperature, Tc)。實驗試樣重量為 30 mg,實驗溫度範圍由室溫至 800 ˚C,以 10 ˚Cmin-1 之升溫速率進行,並通以空
量測在不同溫度下材料因為熱與機械負載產生熱膨脹行為。以玻璃而言可以得到 三個斜率,由第一個斜率得以定義其熱膨脹係數(Coefficient of thermal expansion, CTE);在轉為第二個正斜率之轉折點時可得到其玻璃轉換溫度,另 外在玻璃轉換溫度以上約 10-20 ˚C 時出現第三個負斜率之轉折,即為玻璃之軟 化點(softening temperature, Ts)。
於試樣製備中,將玻璃塊材切製成 4.0*4.0 cm2面積與 1.0 mm 厚度之試片,
並於其最終測試溫度預退火 1hr,減少玻璃塊材內部之殘留熱應力。測試溫度範 圍在室溫至 550 ˚C,以 10 ˚Cmin-1之升溫速率量測,並施以 0.05 N 之預負載,
通以純氮氣做為實驗氣氛。
3.2.4 玻璃結晶性分析
X 光繞射儀(X-ray diffractometry, TTRAX3, Rigaku, Japan))用以探討玻 璃之結晶形態,試樣準備以粉末為主,鑑定 TN-SB 系列玻璃之玻璃態形成,並將 TN-SB 5 加熱至最高放熱峰以上(700 ˚C)持溫 1, 2, 4, 8h 探討其結晶量之變 化。量測之繞射角度 2由 20˚-80˚,掃描速率為 5 ˚min-1 ,並於每 0.02˚計錄一 個 X 光強度。
3.2.5 導電率量測
為確認合成玻璃之電絕緣性,利用兩點式直流量測法(2-probe DC method) 量測 TN-SB 玻璃之導電性。試片首先經過切製與研磨,接著以銀線做為電極量測。
然而,據文獻中指出[51],銀與陶瓷試片本身會產生介面反應影響量測數值,因 此預先以 20 A 電流鍍上 40s 之白金薄膜於樣品兩端,再塗佈銀膠於試片表面接 合銀線與試片,放入電熱爐中以 700 ˚C 持溫 1h,燒除黏結劑,使銀膠與銀線固 定於試片表面。
於量測時,升溫速率為 5 ˚Cmin-1,記錄溫度範圍為 150 ˚C-650 ˚C,並於每
50 ˚C 為一間隔,持溫 3min 後記錄電阻,接著將量測之電阻值以下列公式(3.1) 換算至導電率:
σ = t/RA……… (3.1) 其中 = 導電率 (Scm-1),
t = 試片厚度 (cm), R = 試片電阻 (), A = 電極面積 (cm2)。
3.2.6 微結構分析
利用掃描式電子顯微鏡(scanning electron microscope, SEM, JSM 6510, JEOL, Japan),觀察微結構特性。首先將試片以熱鑲埋條件壓力 4400 psi, 溫 度 150˚C,接著以鑽石拋光液研磨拋光,研磨顆粒大小順序分別為 30、6、1 µm。
觀察時使用二次電子影像(SEI)觀察其表面結構,接著利用能量散射光譜儀 (Energy Dispersive Spectrometer, EDS, Oxford Instruments, UK)分析其表 面成分。工作距離固定為 11 mm,電子大小調整為 SS 45,電子束能量為 15k eV。
3.2.7 密度量測
利用阿基米德原理量測樣品之密度,先將試片置入真空箱中乾燥 4 h,以去 除表面水分,然後量測重量,得一乾重(WD);接著將樣品置入去離子水(de- ionized Water)中以 100 ˚C 煮沸半小時,去除內部殘留空氣,減少量測的誤差。
3.3 熔融擠出噴頭(melt extrusion nozzle)
3.3.1 加熱體組裝
熱擠出噴頭之加熱體主要包含三個部分。首先為一一端閉口之高純度氧化 鋁料管(Thermotek industrial, Taoyuan, Taiwan),由於受到玻璃棒材與碳化 矽加熱體直徑的限制,因此須做內、外徑上的配合。玻璃棒材乃用於擠出之胚 料,其外觀與平均直徑如 Fig. 3.2 所示,其平均直徑皆低於 3 mm,因此氧化鋁 料管內徑則定為 3.0 mm。另一方面,由於碳化矽加熱體之內徑與氧化鋁料管之 外徑欲以過渡配合(transition fit)之公差配合,避免氧化鋁料管無法塞入或 易掉出的情況產生,因此氧化鋁料管之外徑選用為 5.20 mm。另外為控制擠出 端之口徑,利用直立式鑽孔機(vertical drilling machine)加工,如 Fig.
3.3(a)所示。用於鑽孔之機台主要包含數個部分:一由流動幫浦(EYELA Micro Tube Pump MP-3)供水之冷卻水管,其於面板旋鈕顯示之質量流率如 Fig. 3.4 所示,此冷卻水提供帶走加工時所產生的熱以及帶走加工時造成之碎屑的能 力。此外,為固定氧化鋁料管並防止破裂,發泡聚丙烯夾持於料管兩端,予以 固定。Fig. 3.3(b)顯示料管於加工後之立體顯微鏡影像,經 Image J 軟體分析 其加工直徑為 1.06 mm,選用的鑽頭直徑為 1.0 mm,些微擴孔與工件之脆性破 裂與晶粒大小有關[52],因此視為常態加工。
另外,為以更小噴頭口徑作為熔融擠出之應用,由富源磁器(BNC Co LTD., Taipei, Taiwan)提供之高氧化鋁料管,其噴頭口徑經立體顯微鏡拍攝並以維克 式硬度機觀察,結果如 Table 3.2 所示,此口徑會對後續使用時之成品解析度產生 影響,因此在使用前須先觀察使用之高氧化鋁管口徑。另外,為使用於熔融擠出,
密度與管壁厚度亦會影響擠出之條件,若密度過低則材料可能在熔融狀態下滲透 進料管中,管壁厚度不均則造成進料時的困難度提高。因此 Fig. 3.5 即顯示高氧 化鋁料管之斷面,可以看到均勻的壁厚減少進料的不順,以及透過阿基米德量測
之實際密度為3.82 ± 0.04 g𝑐𝑚−3,相對密度以氧化鋁本身理論密度為 3.9 g𝑐𝑚−3 比對,可得相對密度為 98%。
3.3.2 澆注材製備
在熱擠出噴頭之三種熱絕緣材料中,澆注材(castable, LCS-A60, Kuan-Ho Refractory Industrial Co., Ltd, Taiwan)可提供良好的熱絕緣性與適當強度,
用於支撐並防止熱擠出噴頭的損壞,其成分為高氧化鋁浸料,包含 65.1% Al2O3- 31.1% SiO2-1.6% CaO。首先澆注材粉末先經過 18 號篩網(粒徑為 1.0 mm)過篩以 去除過大的顆粒,接著加入 15 wt%的去離子水與 2 wt% 的 PVA 混合成一漿料,
其中 PVA 之作用為增加機械強度以利脫模。接著將漿料倒入一 304 不鏽鋼模中,
並以一 41.0 mm 之氧化鋁圓柱浸入漿料中,以製成一 5.0 mm 厚之一端封閉中空 圓柱層。經過室溫底下 48h 乾燥後,將其放入熱電爐中蝦燒 800 ˚C 持溫 1h 即可 使用。
3.4 玻璃高溫黏度
3.4.1 玻璃纖維潛變黏度測試
經由美國材料試驗協會 C338-93[53]之定義,玻璃的軟化點可經由纖維延伸 測試法(fiber elongation measurement)測試得出。因此在本研究中,先將 TN- SB 5 玻璃抽成一長 20.0 cm 之玻璃纖維棒,在抽製時須避免過高與過低的溫度
之量測。
據文獻[54, 55]報導,一般黏流體之中低溫黏度可以式(3.3)計算:
η =𝜀 𝜎
𝑚(̇+1)………(3.3), 其中η為黏度,𝜎為施加之拉力,𝜀𝑚̇ 為應變率,為蒲松比(Poisson’s ratio),
代表材料受力變形時,其橫向與縱向之變形量的比。而一般中低溫潛變行為之蒲 松比約為 0.5。
3.4.2 旋轉黏度儀
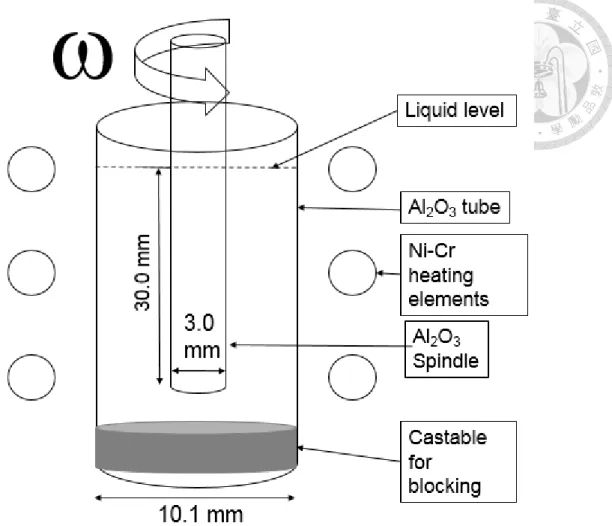
根據文獻[56]指出,利用旋轉黏度儀(rotating cylinder viscosmeter)測 試玻璃之高溫黏度值。首先,將一紡錘型攪拌器(spindle)浸入一定深度的液體 中並以電熱爐加熱至固定溫度,再利用黏度儀給予扭矩值(torque),用以計算在 特定溫度及簡應變率下之黏度值。因此在本研究中即利用此方法,製作一測試腔 體,如 Fig. 3.7 所示,包含一安裝攪拌器之黏度儀(rotating viscometer, B-one, Lamy Rheology Ins., France),一利用兩平行螺絲固定之長 150.0 mm、直徑 3.2 mm 之氧化鋁攪拌器,一外徑 15.0mm、內徑 10.6 mm、高 60.0 mm 之氧化鋁管,
底部以澆注材封閉避免玻璃料在高溫時流動外露,以及 300.0 mm 之鎳鉻加熱絲 做為加熱源。黏度儀之扭矩值範圍落在 0.05 與 13 mNm 之間,為符合一般積層製 造之擠出速度對應的剪應變率值(shear rate),旋轉速度設定為 110, 150, 200, 250 rpm,溫度設定在 900, 950, 1000, 1050 ˚C。
接著以式(3.4)計算剪應變率值[32]:
𝛾̇ =2𝜔𝑎2(𝑏𝑎22−𝑎𝑏22)………(3.4), 其中𝛾̇為剪應變率,𝜔為 spindle 轉速,a 為 spindle 之半徑,b 為腔體半徑。
3.5 溫度分布量測
外線熱像儀(thermal imaging camera, FLIR Systems, Canada)拍攝組件外部 熱影像。根據文獻[57]報導,紅外線熱像儀之精確度高,但若未正確設定被測物 之放射率(thermal emissivity),易導致量測誤差的上升。因此本實驗中利用 k- type 熱電偶置於待測物表面,量測表面溫度做為參考溫度,調整熱影像儀之放 射率以在同一測定點上量測到相同溫度,以減少量測時造成的誤差。
3.6 熱電偶製作
據文獻報導[58],典型的熱電偶製作方式約有七種,包含捲曲與銲接 (twisting and welding)、對接銲接(butt-welding)等。其中捲曲銲接方法能提 供熱電偶額外強度,避免兩金屬線有剝落的情形發生,因此本研究即使用之。將 四種線材:銅線、7030 銅鋅合金線 、銅-11%鎳與銅-9%鎳-6%錫,以銅做為參考 線材,與其他三種線材耦合(coupling),以其中一端捲曲 2.0 cm 並以細線銲接 機(fine wire welder, MINI-2K5A-2, Thermoway Ind. Co, Ltd., Taiwan),以 25 W 之電能銲接即完成。
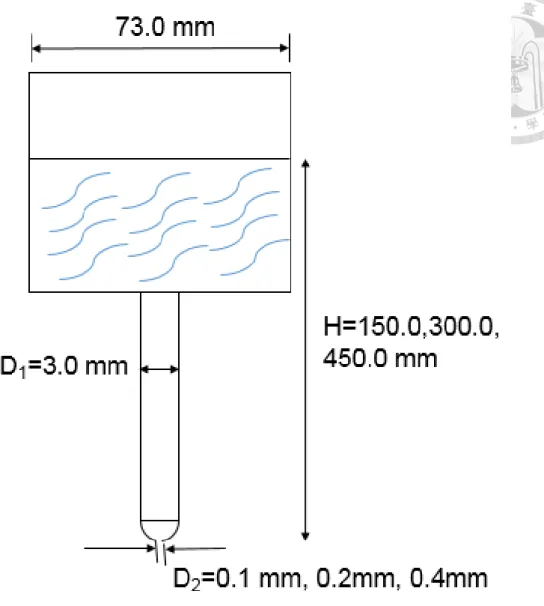
3.7 管路流體行為實驗
為探討在不同口徑之擠出頭之管內流體行為,以及提供不同高度之淨水壓下 管內流體的流動行為,如 Fig. 3.8 所示,利用氧化鋁料管製作總長度分別為 150, 300, 450 mm 之長管,以及改變噴頭直徑為 0.1 mm, 0.2 mm, 0.4 mm,頂端為一 開放且直徑遠大於料管之 LDPE 桶,使頂端與噴口端之靜壓力相同,觀察在不同
Fig. 3.1 Experimental procedure of glass preparation and analysis.
Table 3.1 Composition (in mol%) of various TiO2-Na2O-SiO2-B2O3 glasses used in this study
Abbreviation TiO2 Na2O SiO2 B2O3 B2O3/SiO2
TN-SB 0 29.1 32.2 38.7 0.0 0.00 TN-SB 3 29.1 32.2 35.7 3.0 0.09 TN-SB 5 29.1 32.2 33.7 5.0 0.15 TN-SB 8 29.1 32.2 30.7 8.0 0.26 TN-SB 10 29.1 32.2 28.7 10.0 0.35
Note:the amount of Na2O was based on Na element calculated, and B2O3 was based on B element calculated.
(a)
(b)
Fig. 3.2 (a) Outlook of glass feedstocks, (b) diameter and variation of glass filaments.
(a)
(b)
Fig. 3.4 Speed level plotted against measured mass flow rate of the flowing pump.
Table 3.2 Diameter and standard deviation of high Al2O3 tubes
100A 200A 400A
D (μm) 110.64.1 188.35.3 389.910.2
Note:average from 10 samples.
Fig. 3.5 Cross section of high-purity Al2O3 tube by BNC Co. LTD.
Fig. 3.6 Schematic diagram of fiber elongation viscosity measurement.
Fig. 3.7 Schematic diagram of concentric cylinder viscometer and heating device.
Fig. 3.8 Schematic diagram of the experiment of liquid flowing nozzle and the formation of hydrostatic pressure.
第四章 結果與討論
4.1 TiO2-Na2O-SiO2-B2O3玻璃系統特性
依據 2.1 之文獻回顧,選用 TiO2-Na2O-SiO2-B2O3玻璃作為熱電偶的表面披覆,
成分配方須符合
(1)和銅基熱電偶的熱膨脹係數(~16.5 ppmK-1)互相匹配;
(2) 在 400 oC 長時間使用,披覆仍保有電絕緣的特性。
此外,透過改變 B2O3的含量(0-10 mol%),以 TN-SB 0, TN-SB 3, TN-SB 5, TN- SB 8, TN-SB 10 作為樣品名稱縮寫,研究玻璃系列之熱特性與結晶性質的變化。
4.1.1 B2O3/SiO2的影響
合成之玻璃的熱性質特性的量測結果如 Fig. 4.1 所示。玻璃升溫過程中觀察 到一吸熱轉折點,此為玻璃 Tg點;另觀察到一明顯放熱峰,此為玻璃 Tc點,代表 最大之結晶溫度;亦可以看到在 B2O3/SiO2比例提升時,其 Tg點有下降的趨勢。
然而在文獻[59]中報導,Tg點無法直接定義 GFA,Tg僅與玻璃化學成分有關。因 此,Fig. 4.2 與 Table 4.1 列出於 DTA 中各玻璃之特性溫度點,再以𝜏𝑔∗作為 GFA 傾 向之依據,可以看到在添加 B2O3後,𝜏𝑔 ∗有上升的趨勢,表示較高比例之 B2O3/SiO2 得以提升 GFA,即表示玻璃相在高溫增加穩定性。
Fig. 4.3 中顯示 TN-SB 系列玻璃在熔融淬火後之 X 光繞射圖形,五種成分之 繞射圖形皆沒有明顯的繞射峰產生,顯示樣品均為典型玻璃態(glassy state)。
又 B2O3之理論密度為 2.46 gcm-³,SiO2之理論密度為 2.65 gcm-³,因此可以得 知在 TN-SB 玻璃中,當 B2O3/SiO2比例上升時,體密度會有下降的趨勢,由 2.74 gcm-3降到 2.70 gcm-3。
4.1.2玻璃之熱膨脹行為
為應用於熱電偶絕緣塗層,玻璃之熱膨脹係數須與使用的熱電偶金屬加以配 合,可以防止在使用時因為熱膨脹的差異造成剝離,本研究使用的熱電偶材料為 銅與銅基合金,其中銅為參考材料,而銅的熱膨脹係數為 16.5 ppmK-1,因此玻 璃材料以此作為選擇基準。
為了解玻璃之熱膨脹係數變化,利用 TMA 量測,結果如 Fig. 4.5 所示。據文 獻報導[64]指出,由於純硼玻璃相對於矽玻璃具有相對高之熱膨脹係數,以及硼 玻璃結構群之不對稱性,以及網狀結構連結性(network connectivity)下降,導 致在較高之 B2O3/SiO2比例下熱膨脹係數會由 15.94 ppmK-1略為提升至 16.9 ppmK-1。為配合銅材料絕緣塗層之使用,考量 CTE 與製程方便性,因此最後選用 TN-SB 5 作為主要之絕緣鍍膜材料,因其具有相對匹配的熱膨脹係數。
另外,玻璃之 Ts與 Tg亦可從上述熱機械分析中得出,如 Table 4.2 所示。首 先,由於硼的添加,造成 Si-O 鍵結被 B-O 鍵結所取代,使較強的網狀結構被破 壞,因而形成較低的 Ts點。次者,硼的添加會增加非架橋氧在網狀結構中的分 量,而大量的非架橋氧亦會破壞網狀結構之連結性從而降低玻璃之軟化點。
4.1.3 TN-SB 玻璃之結晶性
為避免玻璃因結晶而有導電性與熱膨脹係數等的變化,利用 X 光繞射觀察結 晶相的生成,由微差掃描熱分析儀結果可知,TN-SB 5 玻璃之 Tx點約在 656 ˚C,
因此考量在 Tx點至 Tc點之溫度 700 ˚C 進行結晶實驗,觀察結晶相的生成。經過 持溫 1, 2, 4, 8h,結果如 Fig. 4.8 所示。可以觀察到 X 光繞射峰值在持溫時間
上升後亦有增加的情形,顯示結晶量的上升。另外由 Fig. 4.7 與 Table 4.3 中可以 看到 TN-SB 5 之成分在 TiO2-Na2O-SiO2相圖中可能之結晶相為 NTS、NTS2 與 NS,
再經由 XRD pattern 於 search match 軟體中之 JCPD 資料庫中可以得到之 X 光 繞射峰比對如 Fig. 4.9 所示,顯示結晶相以 NTS 與 NTS2 為主。
4.1.4 玻璃之電絕緣性質
為應用玻璃於熱電偶絕緣層使用,須有良好之電絕緣性,以減少額外電子在 熱電偶間的遷移,因此藉由兩點式電性量測從 150 ˚C 至 650 ˚C 之電絕緣特性。
據文獻[65]報導,玻璃之導電性主要由玻璃修飾劑之陽離子的遷移所提供,且多 為純離子導電,即隨溫度升高導電率有所提昇。另外,文獻[66]指出,玻璃在 Na/B 比大於 1 的前提下,多出的 Na2O 中的氧離子會與 B 離子形成[BO4-
]之四面體結 構,因而產生 Na+- BO4-之偶極鍵而限制 Na+在玻璃內部的遷移。Fig. 4.10 顯示 TN- SB 0, TN-SB 5 與 TN-SB 10 玻璃之電絕緣性質,可以看到在 B2O3添加超過 5 mol%
時,導電率在 650 ˚C 有明顯下降至 7*10-4 Scm-1,即來自於偶極鍵濃度提升,限 制 Na+離子遷移所致。然而,在增加至 10 mol%時,導電率未有明顯的下降,即添 加過多之 B2O3並未有明顯增加電絕緣的效果,因此選用 TN-SB 5 作為電絕緣層材 料。
4.1.5 玻璃黏度特性
3D 熔融擠出中玻璃黏度為一重要製程特性,由黏度高低決定其擠出所須之
降過快,則無法順利施力以推送胚料,此和加熱體本身長度亦有相關,若加熱區 過長,玻璃太早接觸到加熱區因而軟化,亦會造成上述之情形發生。由 Fig. 4.11 顯示,於 470 ˚C-530 ˚C 之黏度值在2.76 ∗ 109 Pas 與3.86 ∗ 107 Pas 之間,所 使用之剪應變率如 Table 4.4 所示,再由阿瑞尼式方程式推算,得活化能為 339 kJmol-1。黏度之活化能代表打破結構鍵結之難易程度,據文獻[67]報導,石英之 黏度活化能為 712 kJmol-1,在添加玻璃修飾劑與玻璃中間修飾劑後,活化能下 降的趨勢代表 Si-O 鍵結減少,使黏度大幅下降。
Fig. 4.12 顯示玻璃在 900 ˚C 至 1050 ˚C 時以不同剪應變率量測之黏度值,剪 應變率範圍在 25.27 s-1到 57.43 s-1,換算為擠出速度時,以 0.4 mm 直徑之噴 頭的擠出條件為例,為 1.26 mms-1到 2.87 mms-1,可以看到在不同溫度時,剪應 變率提高,黏度皆有下降的趨勢,顯示一擬塑性流體特性。另外,將玻璃纖維潛 變黏度測試以及旋轉黏度儀測試結果結合,其中旋轉黏度儀數據使用 57.43 s-1 之剪應變率值,將結果以阿瑞尼式方程式表示,如 Fig. 4.13 所示,計算之活化能 為 497 kJmol-1,據文獻報導指出,玻璃材料以氧化鋁坩鍋進行熔融時,會產生 約 8 mol%之氧化鋁成分熔入玻璃中[15],因此,其誤差可能來自於以旋轉黏度 儀量測時,坩鍋上部分氧化鋁熔入玻璃胚料中,致使黏度提升。
Fig. 4.2 Thermal history of TN-SB glass series by DTA analysis.
Table 4.1 Thermal properties and glass forming ability (𝝉𝒈)of TN-SB glass by TGA
Glass No. Tg (˚C) Tc1 (˚C) Tc2 (˚C) 𝝉𝒈
TN-SB 0 526 639 760 0.44
TN-SB 3 510 617 739 0.45
TN-SB 5 499 609 723 0.45
TN-SB 8 495 605 738 0.49
TN-SB 10 489 600 743 0.52
𝜏𝑔∗=𝑇𝑐 − 𝑇𝑔 𝑇𝑔
Fig. 4.3 XRD patterns of TN-SB glasses as quenching by air.
![Fig. 1.1 Output value of additive manufacturing industry expected in Years [4].](https://thumb-ap.123doks.com/thumbv2/9libinfo/9599602.628682/18.892.193.778.132.584/fig-output-value-additive-manufacturing-industry-expected-years.webp)
![Fig. 2.1 Specific volume/enthalpy plotted against temperature of cooling process [10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9599602.628682/30.892.161.783.117.575/fig-specific-volume-enthalpy-plotted-temperature-cooling-process.webp)
![Fig. 2.3 Shear stress plotted against shear strain of four types of fluids [30].](https://thumb-ap.123doks.com/thumbv2/9libinfo/9599602.628682/33.892.160.776.124.592/fig-shear-stress-plotted-shear-strain-types-fluids.webp)