不同表面濺鍍對於複合雙極板之導電性及機械強度研究
95
0
0
全文
(2) 不同表面濺鍍對於複合雙極板之導電性及機械強度研究 The Study of Electrical Conductivity and Mechanical Strength on Bipolar Plate via Different Surface Sputtering. 研究生:劉安祐. Student:An-Yu Liu. 指導教授:周長彬. Advisor:Chang-Ping Chou. 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A Thesis Submitted to Department of Mechanical Engineering College of Engineering National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master in Mechanical Engineering June 2009 Hsinchu, Taiwan, Republic of China. 中 華 民 國 九 十 八 年 六 月.
(3) 不同表面濺鍍對於複合雙極板之導電性及機械強度研究. 學生:劉安祐. 指導教授:周長彬. 國立交通大學機械工程學系. 摘. 要. 雙極板佔了燃料電池組中 90%的體積,是影響電池電傳導速率和 製作成本的重要因素。相對於傳統以金屬、石墨及碳複材所研製雙極 板之問題,本研究以 PMMA 為基板並濺鍍上不同金屬薄膜提供金屬 表面,使非導體金屬化流程所製備之雙極板達到具有導電之特性。 本文利用非導體金屬化製程來製備雙極板,首先 PMMA 板表面 經過機械粗化改質,再濺鍍上不同金屬薄膜 (包括 Ti、Cr、Zr、Cu), 並探討不同金屬薄膜於 PMMA 表面附著力之影響,以及此四種金屬 薄膜之電性、物性及化學性性能試驗比較。 四種金屬薄膜在其性能比較後,以 PMMA 濺鍍上 Cu 薄膜性能較 佳,此製程結果可提供一層具導電層表面,使未來進行化學電鍍增厚 時可以有效的進行導電膜沉積,並提供良好的鍍膜附著性於流道切削 過程中避免鍍膜剝離狀態。. I.
(4) The Study of Electrical Conductivity and Mechanical Strength on Bipolar Plate via Different Surface Sputtering Student : An-Yu Liu. Advisors : Chang-Pin Chou. Department of Mechanical Engineering National Chiao Tung University. ABSTRACT The bipolar plate has occupied 90% volumes in the fuel cell stacks and affects the fuel cell’s conductivity and manufacturing cost. The traditional bipolar plate materials include metal ' graphite and carbon composite material have several problems. This research used PMMA as the foundation plate and different types of metallic film were deposited by sputtering. Non-conductor metallization technique was used prepare the bipolar plate. The physical properties of the PMMA board surface could be changed by the machinery roughen treatment, then the board was coated via sputtering method with different metallic film (Ti ' Cr ' Zr ' Cu),and finally discusses influence in the PMMA surface the adhesion ' electrical properties ' physical and chemical properties of the PMMA with the different metallic films were tested and discussed. From the results of performance test, it was shown that the Cu film is better than others. This study results also showed that this pre-coated copper film can provide good conductivity and future process of electroplating.. II.
(5) 致. 謝. 在求學的生涯中,大學四年與研究所兩年是我成長最多的時期, 因為必須學會獨立思考找出問題的癥結點,勇敢的面對問題而不逃 避,學會如何圓融處理事情與人際關係,自我獲得的成果很豐富,縱 使未來有許多的不安與徬徨,我也會以更加堅定的心去面對未來的挑 戰。 首先最為感謝的是我的父母,感謝你們多年來無私的奉獻與關 懷,不論我做什麼決定你們都全力的支持與鼓勵,對你們的感謝真的 無法用言詞表示,還有兩位弟弟家和與祐邑,此刻我最希望與你們分 享這份成果與喜悅。 在研究所求學的兩年中,感謝指導教授周長彬老師對於學生諄諄 教誨與耐心指導,使學生在專業知識與處理事情的態度上有明顯的成 長;在實驗上感謝吳信達學長的協助與指導,使得實驗順利得以完 成;另一方面也感謝口試委員傅武雄老師與何偉友老師的指導與建 議,得以使論文更佳的完善。 在同儕的相處中,很幸運能以佳杰、凱億、正昇與其澧共處同一 間實驗室,一起打氣奮鬥、一起玩樂、一起天南地北的高談闊論、一 起聊八卦...等,陪我渡過這兩年,讓我知道我並不孤單;此外還有學 弟妹肇宏、元駿、吉修、明良與貞慈,感謝你們在生活與學業上給予. III.
(6) 我幫助,不時給我加油鼓勵;也感謝學長柏青與大學同學家宏的關心。 研究所兩年真的很快就過去了,也代表著 18 年學生生涯的結束, 有點感傷也有點徬徨,但我永遠記得這段時間的點點滴滴是那樣的溫 軟、充實、瘋狂,這將是我人生難忘的回憶。誠摯的感謝每一個在我 人學習生涯中給予鼓勵、指導與支持的人,沒有你們的幫忙將不會有 我今天小小的成就,僅以這份論文獻給我愛的父母、朋友、研究夥伴 們,謝謝你們。. IV.
(7) 目. 錄. 中文摘要----------------------------------------------------------- I 英文摘要---------------------------------------------------------- II 致謝--------------------------------------------------------------III 目錄----------------------------------------------------------------V 表目錄------------------------------------------------------------VII 圖目錄-----------------------------------------------------------VIII 第一章 緒論---------------------------------------------------- 1 1.1 前言--------------------------------------------------- 1 1.2 燃料電池簡介------------------------------------------- 3 1.3 文獻回顧----------------------------------------------- 5 1.4 動機與目的--------------------------------------------- 8 第二章 理論原理介紹------------------------------------------- 16 2.1 PEMFC 工作原理介紹------------------------------------- 16 2.2 PEMFC 雙極板------------------------------------------ 18 2.2.1 雙極板特性-------------------------------------------- 18 2.2.2 雙極板種類-------------------------------------------- 20 2.3 濺鍍介紹---------------------------------------------- 22 2.3.1 濺鍍原理介紹------------------------------------------ 22 2.3.2 射頻磁控濺鍍原理-------------------------------------- 23 2.3.3 鍍薄膜成核與成長-------------------------------------- 24 2.4 薄膜附著力-------------------------------------------- 26 2.4.1 附著現象---------------------------------------------- 26 2.4.2 提高附著力的途徑-------------------------------------- 28 2.5 塑膠金屬化-------------------------------------------- 30 第三章 流程規劃與儀器介紹------------------------------------ 37 3.1 前言-------------------------------------------------- 37 3.2 實驗流程規劃------------------------------------------ 37 3.2.1 正向附著力試驗規畫------------------------------------ 38 3.2.2 側向附著力試驗規畫------------------------------------ 39 3.3 實驗儀器介紹------------------------------------------ 40 3.3.1 原子力顯微鏡------------------------------------------ 40 3.3.2 掃描式電子顯微鏡-------------------------------------- 40 3.3.3 四點探針---------------------------------------------- 41 3.3.4 桌上型萬能材料試驗機---------------------------------- 41 第四章 結果分析與討論---------------------------------------- 48 4.1 AFM 表面粗糙度量測------------------------------------- 48 V.
(8) 4.2 4.3 4.4 4.4.1 4.4.2 第五章 第六章. PMMA 板濺鍍不同金屬薄膜 SEM 分析------------------------ 50 電性量測---------------------------------------------- 51 鍍膜附著力分析---------------------------------------- 53 鍍膜正向附著力分析------------------------------------ 54 鍍膜側向附著力分析------------------------------------ 56 結論-------------------------------------------------- 79 參考文獻---------------------------------------------- 81. VI.
(9) 表目錄 表 1-1 世界能源蘊藏量統計 (2006 年底)------------------------------12 表 1-2 各種燃料電池特點------------------------------------------- 13 表 1-3 為主要國家燃料電池產業現況比較表--------------------------- 14 表 1-4 PEMFC 與 DMFC 發展現況比較表--------------------------------- 14 表 1-5 各式傳統雙極板比較表--------------------------------------- 14 表 3-1 AFM 規格表--------------------------------------------------45 表 3-2 掃描式電子顯微鏡(SEM)規格表-------------------------------- 46 表 3-3 四點探針電阻儀規格----------------------------------------- 46 表 3-4 萬能材料試驗機規格表--------------------------------------- 47 表 4-1 PMMA 板濺鍍不同金屬薄膜之粗糙度分析整理表-------------------49 表 4-2 PMMA 表面濺鍍 Ti 膜電性分佈表--------------------------------51 表 4-3 PMMA 表面濺鍍 Cr 薄膜電性分佈表------------------------------52 表 4-4 PMMA 表面濺鍍 Zr 薄膜電性分佈表------------------------------52 表 4-5 PMMA 表面濺鍍 Cu 薄膜電性分佈表------------------------------52 表 4-6 各項金屬鍍膜最大正向拉力值--------------------------------- 55 表 4-7 各項金屬鍍膜側向拉力值------------------------------------- 57. VII.
(10) 圖目錄 圖 1-1 燃料電池與傳統發電製程之比較-------------------------------10 圖 1-2 燃料電池之用途---------------------------------------------10 圖 1-3 各種燃料電池之基本反應圖-----------------------------------11 圖 1-4 燃料電池應用市場分佈圖-------------------------------------11 圖 1-5 預估未來燃料電池市場規模預測-------------------------------12 圖 2-1 PEMFC 的常見的單電池(single cell)------------------------32 圖 2-2 PEMFC 工作原理---------------------------------------------32 圖 2-3 PEMFC 電池堆組合示意圖-------------------------------------33 圖 2-4 表面活化示意圖---------------------------------------------33 圖 2-5 濺鍍機構示意圖---------------------------------------------34 圖 2-6 射頻濺鍍系統示意圖-----------------------------------------34 圖 2-7 磁控濺鍍之示意圖-------------------------------------------35 圖 2-8 基板表面上薄膜之成核與成長示意圖---------------------------35 圖 2-9 Volmer-Weber 結構示意圖------------------------------------ 35 圖 2-10 Frank-Vander Merwe 結構示意圖-------------------------------36 圖 2-11 Sranski-Krastanov 結構示意圖--------------------------------36 圖 2-12 薄膜附著四種類型示意圖-------------------------------------36 圖 3-1 實驗流程規劃-----------------------------------------------42 圖 3-2 正向附著力試驗設備示意圖-----------------------------------43 圖 3-3 側向拉力試片黏著夾具示意圖---------------------------------43 圖 3-4 原子力顯微鏡系統-------------------------------------------44 圖 3-5 掃描式電子顯微鏡(SEM)實體圖--------------------------------44 圖 3-6 四點探針實體圖---------------------------------------------44 圖 3-7 萬能材料試驗機實體圖---------------------------------------45 圖 4-1 表面濺鍍 Ti 薄膜 AFM 粗糙度分析------------------------------58 圖 4-2 表面濺鍍 Ti 薄膜 AFM 立體影像--------------------------------58 圖 4-3 表面濺鍍 Cr 薄膜 AFM 粗糙度分析------------------------------59 圖 4-4 表面濺鍍 Cr 薄膜 AFM 立體影像--------------------------------59 圖 4-5 表面濺鍍 Zr 薄膜 AFM 粗糙度分析------------------------------60 圖 4-6 表面濺鍍 Zr 薄膜 AFM 立體影像--------------------------------60 圖 4-7 表面濺鍍 Cu 薄膜 AFM 粗糙度分析------------------------------61 圖 4-8 表面濺鍍 Cu 薄膜 AFM 立體影像--------------------------------61 圖 4-9 PMMA 濺鍍 Ti 薄膜 SEM 平面觀察圖------------------------------62 圖 4-10 PMMA 濺鍍 Cr 薄膜 SEM 平面觀察圖----------------------------- 62 圖 4-11 PMMA 濺鍍 Zr 薄膜 SEM 平面觀察圖----------------------------- 63. VIII.
(11) 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖 圖. 4-12 4-13 4-14 4-15 4-16 4-17 4-18 4-19 4-20 4-21 4-22 4-23 4-24 4-25 4-26 4-27 4-28 4-29 4-30 4-31 4-32. PMMA 濺鍍 Cu 薄膜 SEM 平面觀察圖----------------------------試片電性量測擷取點示意圖---------------------------------PMMA 表面濺鍍 Ti 薄膜電性分佈圖----------------------------PMMA 表面濺鍍 Cr 薄膜電性分佈圖----------------------------PMMA 表面濺鍍 Zr 薄膜電性分佈圖----------------------------PMMA 表面濺鍍 Cu 薄膜電性分佈圖----------------------------PMMA 濺鍍 Ti 薄膜正向附著力試驗----------------------------PMMA 濺鍍 Cr 薄膜正向附著力試驗----------------------------PMMA 濺鍍 Zr 薄膜正向附著力試驗----------------------------PMMA 濺鍍 Cu 薄膜正向附著力試驗----------------------------PMMA 鍍膜不同金屬薄膜正向附著力比較圖---------------------正向拉力測試示意圖---------------------------------------鍍膜正向附著力操作實體圖---------------------------------濺鍍金屬薄膜試驗後圖片-----------------------------------PMMA 濺鍍 Ti 薄膜側向附著力試驗----------------------------PMMA 濺鍍 Cr 薄膜側向附著力試驗----------------------------PMMA 濺鍍 Zr 薄膜側向附著力試驗----------------------------PMMA 濺鍍 Cu 薄膜側向附著力試驗----------------------------PMMA 濺鍍不同金屬薄膜側向附著力比較圖---------------------鍍膜側向附著力操作實體圖---------------------------------濺鍍金屬薄膜試驗後圖片------------------------------------. IX. 63 64 64 65 65 66 67 68 69 70 71 72 72 72 73 74 75 76 77 78 78.
(12) 第一章 緒論 1.1 前言 能源是發展經濟的動力,也是我們衡量國力、國家文明發達程度和 人民生活水準的重要指標。現今人類可利用的能源眾多,包括目前使 用最多的石油、煤礦和天然氣等,另外還有風力發電、水力發電、核 能及太陽能等,由於科技發展迅速,能源消耗率也隨之增加,但目前 使用最廣泛的石油、煤礦和天然氣等並非取之不盡、用之不竭,加上 大量的能源消耗對環境造成了各種不等程度的危害,其中最為嚴重和 受到矚目的,就是全球溫室效應的惡化與能源日益枯竭的兩大課題。 導致溫室效應的原因,一半以上是來自含碳化石燃料燃燒所釋放的 二氧化碳。這類燃料所提供的能源約占世界能源總量的 4/5,而且目 前每年還以 3%的幅度在持續增長。因此,二氧化碳的排放量也以相 同的速度遞增,預計到 2020 年會增加近 2 倍,2025 年增加將達到 3 倍。而在解決能源日益枯竭的議題上,若是我們無法節制消耗能源的 速率,再 42 年將沒有石油可以用,再 63 年就沒有瓦斯可以燒熱水, 而煤礦也將在 295 年內耗盡,核能發電所用的鈾礦也會在 66 年內用 光。如表 1-1 所示[1]。由於油價的高漲,市場供需與原油供應原則 的脫節,加上溫室氣體效應對地球氣候的影響,開發各種新能源及省 能技術,將能源使用多元化、再生並更有效率的使用是我們目前努力. 1.
(13) 的目標。 燃料電池是一種電化學的發電裝置,跟一般常見傳統電池不同。燃 料電池透過電化學的方式直接將化學能轉化成電能,而且不受卡諾循 環的限制,能量轉換效率可達 40~60%之間;燃料電池的反應可視為 電解水的逆反應,其排放氣體沒有氮氧化物和硫氧化物,對環境的污 染衝擊小,CO 2 的排放量也比傳統發電廠少 40%以上。燃料電池的應 用範圍很廣,可以用在手機或家用電器,也可以用在運輸上。包括日 本、美國、歐盟等國家,都在發展無環境污染的燃料電池汽車。基於 這些優點,燃料電池被視為 21 世紀首選潔淨、高效率的發電技術。 圖 1-1 為燃料電池與傳統發電製程之比較,圖 1-2 為燃料電池之用途 [2]。. 2.
(14) 1.2 燃料電池簡介 1839 年,也就是伏特發明電池以後的 40 年。英國 William Grove 在實驗中無意間發現,把水電解過程逆向操作,並把浸在硫酸溶液中 一對鍍上一層鉑黑的白金絲電極接上負載以後,氫氣和氧氣即可因為 電化學反應而產生直流電流,因而發現了燃料電池的運作原理,但礙 於當時所使用的電極材料無法耐長時間的強酸浸蝕,且由於所產生的 電流極其微小,因此不被受重視。在這之後科學家陸續利用不同的電 解質與反應物來研究發展燃料電池,自 1990 年代開始,燃料電池的 研發在功率密度提升,及小型化方面皆有顯著的進展,更促成其商業 應用開發的蓬勃發展。到如今,由於燃料電池模組化之特色,有利於 建構不同電力需求的設計,包括 3G 電子產品之電源,運輸設施,家 用發電設備,及社區型或大型發電廠等皆可見燃料電池應用的商機。 其特點如下[3-5]: (1) 高發電效率 由於它不同於一般傳統機械能會受到卡諾循環(Canot cycle) 限制,並且沒有發電機等其他的機械元件會消耗部分電能,因 此具有高發電效率的優點,目前實際的能量轉換效率均在 40~60% 範圍左右。 (2) 環境衝擊低. 3.
(15) 由於燃料電池之所使用的燃料在反應前必須脫硫而且不經過 燃燒,大量減輕對環境的汙染,它幾乎不排放氮氧化物和硫氧 化物,也就是說以純氫為燃料時,唯一產物為水和熱。對於解 決空氣污染,廢水污染及二氧化碳排放問題而言具有相當的競 爭力。 (3) 持續性電源 燃料電池不同於一般常見的電池事先將反應物裝置於電池內, 而是由外部供給燃料,在不考慮元件性質老化及故障的情形 下,只要不停的供給燃料,就能夠得到持續性的電源。 目前發展中的燃料電池依電解質的不同,一般可分為質子交換膜 型(PEMFC;proton exchange membrane fuel cell)、鹼液型(AFC; alkaline fuel cell) 、磷酸型(PAFC;phosphoric acid fuel cell) 、熔融碳 酸型(MCFC;molten carbonate fuel cell) 、固態氧化物型(SOFC;solid oxide fuel cell)和直接甲醇燃料電池(Direct Methanol Fuel Cell, DMFC)。各種燃料電池之工作原理大致相同,但各有其特點與優缺 點。圖 1-3 為各種燃料電池之基本反應圖,圖 1-4 為燃料電池應用市 場分佈,圖 1-5 為預估未來燃料電池市場規模預測[6]。表 1-2 為各種 燃料電池之特點[7],表 1-3 為主要國家燃料電池產業現況比較 [8], 表 1-4 PEMFC 與 DMFC 發展現況比較 [9]。. 4.
(16) 1.3 文獻回顧 Sanaa A.Abo El-Enin 等人[10]用鋁當作基板並鍍上鎳以增加其抗 腐蝕性,取代傳統的石墨雙極板在製作時的費用與重量。其後並研發 出另一種金屬雙極板;在鋁基材上鍍(Ni-Mo-Fe-Cr)等合金並在 400℃ 中經過退火處理一小時,其具有優良的性質;在酸性溶液中具有高抗 腐蝕性、高電傳導性、高微硬度和較低的成本。 Yu Fu 等人[11]指出在 316 不鏽鋼電鍍上一層 Ag-PTFE 將會比純 O. Ag 還具有較佳的性質。Ag-PTFE 不鏽鋼複合板的水接觸角為 114 , o. Ag 不鏽鋼複合板為 73 ,代表著 Ag-PTFE 具有較佳的疏水性,這對 雙極板在水處理上是一大優點,且間接觸阻抗 Ag-PTFE 也小於 Ag。 Wonseok Yoon 等人[12]以 304、310 和 316 不鏽鋼作為基材,分 別鍍上不同抗腐蝕性物質:Gold(不同厚度 2nm、10nm 和 1μm)、Ti、 Zr、ZrN、ZrNb 與 ZrNAu,並探討其性質。結果發現鍍上 Zr 的試片 在短期試驗中不論是陽極端亦或是陰極端均具有抗腐蝕性,不過其接 觸阻抗沒達到目標。較薄的 Gold coating (2nm) 接觸阻抗較低,但 是其抗腐蝕性較差;而較厚的 Gold coating (>10nm)則相反。 In Uk Hwang 等人[13]指出碳纖維環氧複合雙極板具有優良的機 械性質、電傳導性和熱傳導性。在室溫或是操作溫度 80℃其彎曲強 度均約為 195MPa,而電傳導率為 300Scm-1,熱傳導率為 85W(mK) -1。. 5.
(17) J.Wind 等人[14]指出金屬雙極板相較於石墨雙極板,具有以下優 點:成本低、易於機械加工大量生產、機械強度大、氣密性高與電阻 率小。不過 PEMFC 的操作環境呈現弱酸性,將會造成金屬腐蝕因而 降低電池工作效率及壽命,因此金屬表面必須鍍上一層抗腐蝕性物 質。於是他們使用沃斯田鐵型不鏽鋼(SS316L,C:0.03%、Cr: 16.5~18%、Ni:10~14%) 個別鍍上黃金與其他廉價金屬。實驗結果 發現某些廉價金屬經過 1000 小時的使用,其表面氧化物並不多而不 致影響電阻,所以有潛力應用至金屬雙極板。 M.H.Oh 等人[15]利用高分子塑膠搭配石墨經由射出成型的加工 2. 2. 方法形成複合型石墨碳板,反應面積為別為 25cm 與 50cm ,於雙極板 表面塗佈上鎳(Ni)或鈀-鎳(Pd-Ni)可以避免腐蝕和增加電導性。由實 驗結果發現,此一複合石墨雙極板電導性雖遠遜於石墨板,但功率輸 2. 出達 0.37W/cm 且在使用超過 300 小時能沒有性能衰弱的現象發生。 陳皇任在其論文[16]中提出由於金屬板與塑膠材料皆具有加工容 易、價格低廉的特性,若以金屬板結合塑膠材料製成兩面具有反應氣 體流道,而中間設有冷卻流道的雙極板,則這種將冷卻流道與雙極板 整合在一起的複合材料雙極板,將具有成本低、製造容易、散熱效果 良好、耐腐蝕性、導電性佳、體積小、重量輕、耐沖擊等諸多優點。 研究結果顯示:此一複合材料雙極板的技術構想實屬可行,且其材料. 6.
(18) 成本以及加工度皆優於傳統的石墨雙極板。經由單電池性能驗證可 知,單一電池功率密度已經可達到 0.334W/cm2,已屬於可以應用範 圍,若能將進行後續的散熱測試、耐久性等各項研究,對燃料電池技 術的發展將有很大的助益。 Cho 等人[17]利用複合石墨材料來進行雙極板的製作,其成份為 90%的石墨+10%的高分子材料,而製程分為熱壓成型(Bulk Molding Compound)與射出成型(Injection Molding)。其研究結果顯示:射 出成型在耐久與性能輸出方面優於熱壓成型;但在接觸電阻方面,熱 壓成型較低於射出成型。 陳科宏等人[18]利用聚乙烯樹脂與石墨粉利用塊狀模狀成型 (BMC)的方式來製備高分子複合材料雙極板,並以不同儀器來進一 步探討試片的性質。由文獻結果可知,此一複合材料雙極板在機械性 質的測試中:抗拉強度變差,抗曲強度變強,電阻值較純石墨來得大, 氣密性仍能保持完整氣密;因此,說明此一製程雙極板雖不及純石 墨,亦實屬可行且較利於大量商業生產之利用。 吳信達在文獻中[19]提及到平板型燃料電池之流場板以後可以改 置成陶瓷基板或複合陶瓷加塑料之混合板,而改進現有塑料或 PCB 板(電路板)之問題,因而增加導熱及強度問題,並提及到燃料電池是未 來 3C 產業中最具有前瞻性之產品。. 7.
(19) 1.4 動機與目的 燃料電池的研究議題逐年被重視,當中以質子交換膜燃料電池 ( PEMFC;Proton Exchange Membrane Fuel Cell)的發展最為廣泛, 因此本研究主要鎖定 PEMFC 作為研究主題,期望能將 PEMFC 朝向薄 型化、小型化及輕型化的目標前進。一般說來,燃料電池零組件包含 膜電極(MEA) 、氣體擴散層(GDL) 、雙極板(Bipolar plate)…等。 其中膜電極與氣體擴散層皆為一薄片,再經過加壓後整個模組會變得 更薄,厚度甚至不到數毫米,但雙極板厚度比其它元件高數倍,也就 是說雙極板所占的體積比例相當大,是影響電池功率密度和製作成本 的重要因素[20]。為使 PEMFC 能夠在商業化中更具有競爭力(譬如移 動式 3C 產品或者可攜式動力源),體積與重量如何降低與雙極板有 密切關係。 雙極板在燃料電池組中所扮演的角色是電流的收集、傳送、氣體的 分布和熱管理,其必須具備良好的機械性質、電傳導性、熱傳導性, 在酸系統中需要具有防腐蝕性和化學安定性,同時在操作過程中必須 具備良好的氣體密閉性,並需考慮重量及體積與加工性。目前雙極板 材料主要分為三種:石墨雙極板、金屬雙極板、複合雙極板[21]。石 墨雙極板具有導電性高、化學性質穩定…等優點,是目前廣泛利用的 雙極板材料,但材料成本高加上材質硬脆,所以在電池組裝及流道加. 8.
(20) 工上是相當費工時且高價格的。金屬雙極板最大的優點是易於大量生 產,且厚度可以大幅度降低,但金屬材料在酸性溶液中會腐蝕是最大 的問題。至於複合雙極板雖亦可大量生產,但其機械強度不足。表 1-5 為目前雙極板比較表[19]。 因此本研究動機為提出能夠降低燃料電池生產成本同時使雙極板 重量與體積有效改善、性能亦可達到應用範圍的雙極板設計。本研究 以 PMMA 材料做為雙極板,並利用已知之非導體金屬化技術,將 PMMA 表面濺渡上金屬薄膜以提供導電性,探討不同金屬薄膜之電性與機械 性質,並找尋最佳的金屬鍍膜,使濺鍍鍍膜在基板上具備有良好的附 著性以提供未來進行氣體流道切削過程中鍍膜所受其影響最小,其結 果也提供一層具導電層表面,使未來進行化學電鍍增厚時可以有效的 進行導電膜沉積。. 9.
(21) 圖 1-1 燃料電池與傳統發電製程之比較[2]. 圖 1-2 燃料電池之用途[2]. 10.
(22) 圖 1-3 各種燃料電池之基本反應圖. 圖 1-4 燃料電池應用市場分佈圖[6] 11.
(23) 圖 1-5. 預估未來燃料電池市場規模預測[6]. 表 1-1 世界能源蘊藏量統計 (2006 年底) [1] 能源蘊藏量. 年消耗量. 預估剩餘年數. 石油. 164,500 百萬噸. 3,888 百萬噸/年. 42 年. 天然氣. 180 兆 m 3. 2.85 兆 m 3 /年. 63 年. 煤炭. 909,000 百萬噸. 3,079 百萬噸/年. 295 年. 鈾礦. 42,000 百萬噸. 635 百萬噸/年. 66 年. 12.
(24) 表 1-2 各種燃料電池特點[7] 鹼性. 質子交換膜. 直接甲醇. 磷酸. 熔融碳酸鹽 固體氧化物. (AFC). (PEMFC). (DMFC). (PAFC). (MCFC). (SOFC). H 3 PO4. Li2CO3-K2CO3. ZrO2. 電池種類. 電解質. KOH. 全氟磺酸膜 全氟磺酸膜. 導電離子. OH −. H+. H+. H+. CO32−. O 2−. 50~200. 室溫~100. 室溫~100. 100~200. 650~700. 900~1000. 燃料. 純氫. 氫氣 重組氣. CH 3OH 等. 重組氣. 淨化煤氣 天然氣 重組氣. 淨化煤氣 天然氣. 氧化劑. 純氧. 空氣. 空氣. 空氣. 空氣. 空氣. 技術狀態. 1~100kW 高度發展 高效. 1~300kW 高度發展 須降低成本. 工作溫度 0. ( C). 應用領域. 1~1000kW 正在開發. 1~2000kW 高度發展 成本高 餘熱利用價 值高. 1~200kW 250~2000kW 正在進行現 電池結構選 場實驗,須 擇,開發蓮 價製備技術 延長壽命. 電動車和潛 區域供電 航太,特殊 艇動力源, 微型移動動 特殊需求, 區域性供電 聯合循環發 地面應用 可移動動力 力源 區域性供電 電 源. 13.
(25) 表 1-3 為主要國家燃料電池產業現況比較表[8] 美國 應 用 市 場 技 術 類 型. 日本. 歐盟. 韓國. 軍事用途 汽車 定置型系統. 汽車 汽車 汽車 3C 產品 定置型系統 3C 產品 家用系統. PEMFC SOFC 儲氫技術. PEMFC DMFC SOFC 儲氫技術. PEMFC 及 關鍵材料 SOFC 產氫技術. 印度. 中國大陸. 運輸車輛 運輸車輛 小型定置型系統 定置型系統. PEMFC PEMFC 儲氫合金 (改質 器、雙極 板) DMFC. 台灣 運輸車輛 小型定置型系統 3C 產品. PEMFC(雙極 PEMFC Stack 關鍵材 板、BOP)DMFC 料 儲氫材料. 表 1-4 PEMFC 與 DMFC 發展現況比較表[9] 種類. 固定型發電機組. 動力用發電機組. PEMFC. PEMFC. 用途 1.現場型發電機組 2.家用型發電機組 3.容量 1-1000MW. 可攜式發電機組 PEMFC. DMFC. 1.車輛動力用機組 1.攜帶式電子設備電源 1.攜帶式電子設備電源 2.船艇動力用機組 2.軍用電子設備電源 2.軍用電子設備電源 3.容量為 3.容量為 10-1000KW 3.容量 10-1000KW 1-1000KW. 14.
(26) 表 1-5 各式傳統雙極板比較表[17] 項目. 石墨板. 金屬板. 石墨複合板. 流道加工. 難. 中. 易. 成本. 高. 高. 中. 導電度. 高. 高. 中. 板型強度. 脆. 硬. 適中. 重量. 重. 重. 輕. 15.
(27) 第二章 理論原理介紹 2.1 PEMFC 工作原理介紹 質子交換膜燃料電池的電解質為一種固態高分子聚合物,因此又 可稱作高分子電解質膜燃料電池(PEMFC)。圖 2-1 為PEMFC的常見 的單電池(single cell)[22]。由外而內分別為端板、雙極板、密封墊 片、氣體擴散層與質子交換膜。 燃料電池的基本原理是由水電解的逆反應而來。PEMFC工作原理 如圖 2-2[22]。其基本元件是兩個電極夾著一層高分子薄膜之電解 質,陰陽兩極的材料包含碳粉-白金粉末來達到最佳催化作用。其原 理是以氫氣和氧氣或空氣為反應物,以白金等貴金屬為電極觸媒,在 陽極(Anode)利用觸媒催化氫氣分子形成氫離子與電子,電子經由 外迴路負載或作功回到陰極(Cathode) ,與穿越電解質過來的氫離子 在陰極處與本身的氧氣再經觸媒催化反應產生水分子、熱能及 1.229 伏特之電壓。其反應如方程式[23](2.1-2.3)所示. 陽極 : 陰極 : 總反應:. 觸媒催化 H 2 ⎯⎯ ⎯⎯→ 2 H + + 2e −. (2.1). 1 O2 + 2 H + + 2e − ⎯觸媒催化 ⎯ ⎯⎯→ H 2O 2 觸媒催化 2 H 2 + 1O2 ⎯⎯ ⎯⎯→ 2 H 2 O + 熱能 + 電能. (2.2) (2.3). PEMFC 當燃料(氫氣)及氧化劑(氧氣或空氣)連續輸入時,除. 16.
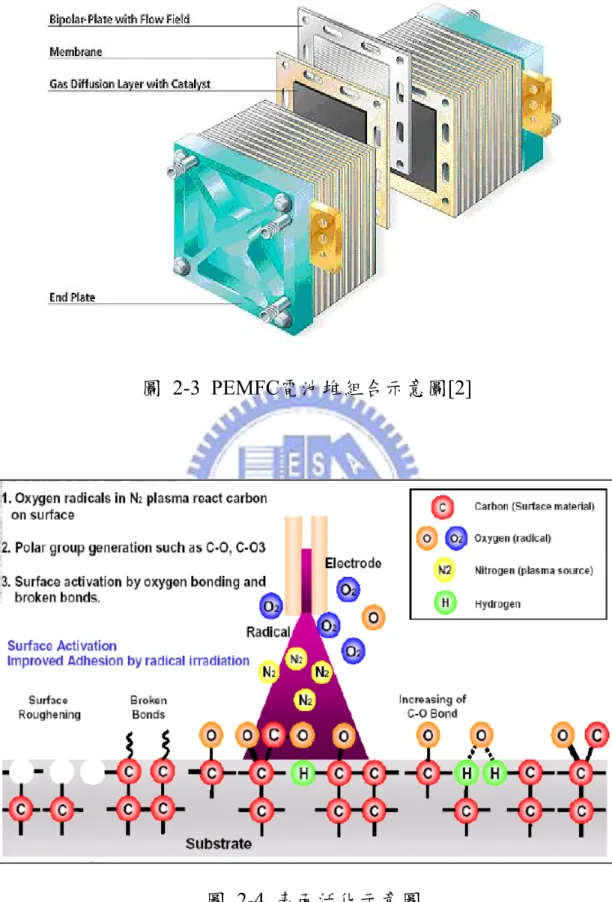
(28) 產生水及電流,其中有一部份能量也會轉換為熱能釋放,除此之外, 並無其他副產物產生,因此對環境不會產生污染,而傳統之發電方 式,需要先經由化學反應來產生能量藉此推動機械,最後才由機械之 動能轉換為電能,過程中會損耗相當多能量,發電效率因此無法有效 提升。燃料電池發電方式,僅直接由化學能轉變為電能,因步驟簡單, 效率自然提升,且多組的單電池堆疊在一起形成多電池堆,則可串聯 單電池之電壓,便可提高發電功率。燃料電池不論用於何種發電領 域,其應用性必定相當寬廣。圖 2-3 為 PEMFC 電池堆組合示意圖[2]。. 17.
(29) 2.2. PEMFC 雙極板. 2.2.1 雙極板特性 (1) 機械性質: PEMFC 在組裝過程中,為了降低各元件間的接觸組抗, 必須施加應力於各部位使之接觸能更緊實。雙極板為了抵抗這些 應力所造成的變形使精密度失真,必須具有一定的拉伸、抗彎強 度。 (2) 導電性與導熱性 : 雙極板須具有集流作用,因此雙極板材料必 須是電的良導體,如此才會獲得高電流密度。燃料電池電能轉換 效率約為40~50%左右,換言之,其中有一半左右之能量會以熱 能表現,若電池在長時間、高電流密度運轉下,必定會產生大量 熱量,這些熱量如無法適時排出,也會使電池局部過熱,因此雙 極板也要具備良好導熱性,使電池能提高散熱能力並確保電池堆 內溫度分布均勻。 (3) 抗腐蝕性 : 由於 PEMFC 會產生副產物水,且高分子電解質膜 在經過長時間使用後,會有一些酸離子溶於水中,例如: F − 、 SO 4. −. 、 SO3 − 、 HSO 4 − 、 SCO3 − 和 HCO3 − [24],這些酸離子會對雙極. 板產生腐蝕作用,經長時間使用後,雙極板會發生嚴重腐蝕而產 生裂紋、破壞。若要使 PEMFC 能夠商業化,雙極板必定要承受 長時間使用之抗腐蝕性,以抵抗這些酸離子造成之腐蝕。. 18.
(30) (4) 可加工性 : 為降低電池組的成本,製備雙極板的材料必須是易 於加工的(如加工流場)。雙極板加工性高,則加工容易,成本自 然降低,反之,則需要更多高科技加工技術,不但耗費工時且成 本亦會提高,因此雙極板應選擇適用於大量生產技術加工的材 料。 (5) 氣密性 : 因為雙極板兩側的流場分別是氧化劑與燃料通道,所 以雙極板必須是無孔的,以免氧化劑與燃料在氣體流道均勻流動 時,由雙極板擴散至電池外部造成浪費。 (6) 氣體流設道設計 : 雙極板氣體流道具有輸送氣體使氣體能均勻 分佈,並排出生成水之功用,若能提高氣體流速,增加氣體對流 與擴散能力,則電化學反應便不會因為氣體不足而降低反應速 度。 (7) 材料密度 : 雙極板可說是 PEMFC 體積最為龐大之部分,但對於 商業化利用來說體積重量越大越不符合需求,所以雙極板必定要 使重量更輕、厚度更薄。 (8) 材料價格 : 目前 PEMFC 石墨板之成本佔了總成本約 60%以上 [25-26],如果能有效的降低雙極板的成本,PEMFC 的成本勢必 能夠降低,這對於 PEMFC 而言,市場競爭力與商業化利用能有 效的提升。. 19.
(31) 2.2.2 雙極板種類 目前雙極板材料根據應用與製程方面,大致可整理歸類為石墨雙 極板、金屬雙極板及複合雙極板三種。 石墨雙極板一般是由石墨粉、焦炭與可石墨化的樹脂或瀝青混合 後經由 2500~2700℃高溫碳化所得[27],由於碳化須按嚴格的升溫程 序進行,以避免石墨板彎曲或收縮等變形,所以碳化時間很長。石墨 本身的導電及導熱性均佳,一般石墨的導電度/導熱度比碳鋼高 2 倍,比不鏽鋼高 4 倍。石墨的化學穩定性佳,低溫時不易氧化,能 耐多數強酸強鹼與有機溶液腐蝕。由於石墨是脆性材料,其抗拉強度 與抗衝擊均低,因此無法做到很薄。如果石墨在成型時沒有加入足夠 的結合膠,會導致石墨顆粒間會有空隙而無法隔絕兩側氣體。因此目 前量產石墨板大都採用類似塑膠壓鑄成型的方法,也就是將石墨粉加 上熱固性或是熱塑性樹脂,經過攪拌後再進一步熱壓成型。所以此種 方法可以節省先前製成石墨板後需要在利用機械加工成型的時間與 費用。不過由於加入的是不導電物質,所以會增加電池的內電阻。 金屬本身具有良好的延展性,所以易於採用衝壓技術大量生產, 使板體與流道結構可以一體成形,並能夠製作厚度極薄之雙極板,可 以大幅降低電池組的體積而提高電池的比功率。由於金屬材料具有高 的抗拉及抗衝擊強度,所以具有抵抗外部衝擊或震動之能力。此外金. 20.
(32) 屬本身能有效隔絕兩側的反應氣體,不會有氣體混合的問題。但是因 為 PEMFC 雙極板的兩側均為潮濕環境,且電化學反應所產生的水具 有微弱酸性,陽極的金屬板會產生腐蝕現象而導致觸媒活性降低,在 這種情形下陰極的金屬板會生成金屬氧化膜而導致接觸電阻增加。所 以 PEMFC 金屬雙極板最重要的關鍵在於表面改性處理,一般比較常 用的方法是在表面鍍一層惰性金屬薄膜,不過這將會造成雙極板成本 大幅增加。 所謂複合雙極板就是以兩側的碳質流場板夾著中間一層分隔氣 體之無孔金屬薄板,以構成一整套雙極板。比起石墨的雙極板,此複 合雙極板有較高之機械強度且雙極板本身重量也可以減輕,氣體隔離 性亦佳。不過在製作與電池組裝方面比較繁瑣,而且石墨板與金屬板 之間的接觸電阻也會造成電池效率的下降。. 21.
(33) 2.3. 濺鍍介紹. 2.3.1 濺鍍原理介紹 在真空中,因高壓電場的加速而使具高能量的正離子撞擊固體表 面,固體表面的原子和分子與這些高能量入射粒子交換動能後,從固 體表面游離出來,這種現象稱為濺射(sputtering),濺射原子到達基材 表面而進行薄膜沈積的過程則稱為濺鍍。最早描述直流濺鍍現象是在 西元1852 年由Grove 所發表:在氣體放電的實驗中觀察到直流放電 管壁某些地方會鍍上一層金屬薄膜[28],而這層金屬薄膜是因為高能 量離子轟擊陰極金屬表面,使得陰極金屬原子濺鍍到放電玻璃管壁 上,離子的來源就是在氣體放電實驗中產生的電漿。 當被電場加速的離子到達濺射靶面時,將在靶面附近被由電場發 射出來的電子所中和而成為中性粒子,但是其卻仍保有高能量而撞擊 靶面,入射粒子在嵌入靶的表層後持續與內部的原子碰撞而逐漸失去 動能。當這種外界粒子撞入靶面後,入射粒子的高動能一部份以熱能 的形式消耗掉,另一部份能量則直接傳遞給靶材表面的原子,此一過 程將使濺射表層的結晶受到損傷,同時構成晶格原子的連續碰撞而朝 外部發射,形成所謂的濺射。其示意圖如圖 2-5 。. 22.
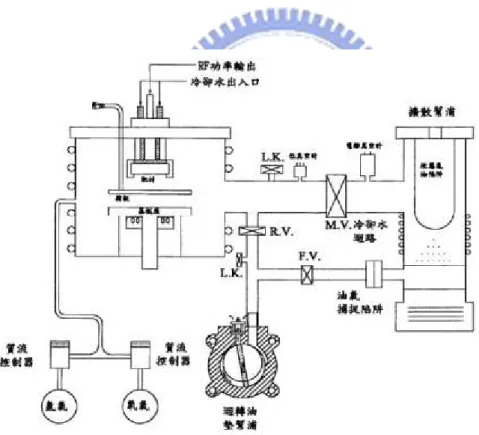
(34) 2.3.2 射頻磁控濺鍍原理 射頻濺鍍是在介電質靶材背面加一金屬電極且改用射頻交流 電(13.56 MHz) ,因為電子比正離子跑得快,在射頻的正半週期已 飛向靶面中和了負半週期所累積的正電荷,由於頻率相當快,正離 子一直留在電漿區,對靶材(陰極)仍維持相當高的正電位,因此 濺射得以繼續進行。所以射頻濺鍍法不僅可以濺鍍金屬,也可以濺 鍍絕緣體材料,其鍍膜速率較直流濺鍍快、成膜均勻、緻密度高、 成分與靶材差異小且與基板附著性佳,圖 2-6 為射頻濺鍍系統示意 圖。直流濺鍍及射頻濺鍍,帶電粒子的行進路線是沿著電場方向作 直線運動,產生的電漿游離率並不高,大多數的氣體原子都是不帶 電的,此種不帶電的原子無法被加速而產生濺鍍,導致濺鍍效率降 低,為了提高氣體的游離率及濺鍍效率,一般會在靶材上加裝磁 場,形成所謂的磁控濺鍍。如圖2-7示,其中灰白箭頭所指為磁控濺 鍍之磁場。磁控濺鍍可使電子被磁場與電場控制,而增加氣體碰撞 的機會,使游離離子的濃度增加,同時降低使用電壓與氣體壓力避免 有激烈放電的可能。. 23.
(35) 2.3.3. 鍍薄膜成核與成長. 自靶濺射出之原子,落在基板表面形成薄膜的過程如圖 2-8 所示, 可分為下列步驟[29-31]: 1. 吸附與脫附: 靶材濺射原子,物理性吸附於基板上,部分則被反射。 2. 擴散或再蒸發: 被吸附原子在表面上並非處於靜止狀態,而是利用剩餘能量 在基板上移動,並與表面上其他原子二次衝撞而形成原子團 (Cluster),或在表面停留一段時間後再度蒸發。 3. 團簇與孕核: 在靶材濺擊的動作持續下,基板表面的吸附原子以單原子再 釋出,或不斷增加使原子團尺寸逐漸增加。 4. 成核: 當原子團尺寸達臨界成核大小克服成核能障時,原子團便可 穩定成長。 5. 成長: 晶核可平行或垂直基板表面成長,前者是藉由吸附於基板表 面的粒子經由擴散達成,後者則是靠入射粒子直接沈積於晶核上 完成。最後藉由鄰近之團簇聚合而形成連續膜。. 24.
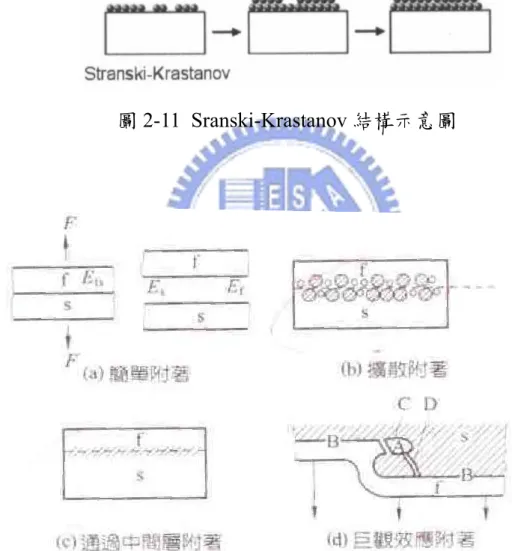
(36) 通常薄膜成長可分為三類典型之成長樣式,以下分別說明: 1. Volmer - Weber樣式(三維島狀結構): 當沈積於基板上之原子間吸附能大於原子在基板上之吸附 能時,晶核便以島狀結構成長,直到各島狀晶核相接形成連續薄膜, 如圖2-9。薄膜與基板不形成化合物的情況下,如金屬沈積於絕緣體 基板上,即屬此種成長樣式。 2. Frank - Vander Merwe樣式(二維層狀結構): 當原子的基板吸附能比薄膜表面的吸附能大時,入射基板表面 的原子,在表面上擴散並與其他原子衝撞形成二維空間方向的成長, 如圖 2-10。同質磊晶(Homoepitaxy)(基板與薄膜為相同材料)形成半 導體薄膜即為一例。 3. Sranski - Krastanov樣式(混合成長結構): 先以層狀結構成長,在形成一單層或數層原子的膜之後,接著 以島狀結構成長,目前這種成長模式的細節仍未完全被了解,但一般 認為最先形成之二維層承受來自晶格常數不匹配所產生的應變,當超 過某一臨界膜厚,因應變完全消弛而引發島狀結構成長,如圖 2-11。 如矽基板上鍺薄膜及銀薄膜的成長。. 25.
(37) 2.4. 薄膜附著力. 薄膜的附著性能在很大程度上決定了薄膜應用的可能性和可靠 性,這是薄膜製造過程中普遍關心的問題。 2.4.1 附著現象 從宏觀上看,附著就是薄膜和基材相互作用將薄膜黏附在基材上的 一種現象。薄膜的附著可分為四種類型: a.簡單附著;b.擴散附著;c. 透過中間層附著;d.巨觀效應附著。如圖 2-12 所示[32]。 (1). 簡單附著時,薄膜和基材之間存在一個很清楚的分介面。這種 附著就是由兩個接觸面相互吸引形成的。當兩個不相似或不相 容的表面相互接觸時就易形成這種附著。. (2). 擴散附著是由於在薄膜與基材之間相互擴散或溶解形成一個漸 變的介面,即它可以使一個不連續的介面被一個由物質逐漸和 連續變化到另一種物質的過渡層所代替。陰極濺鍍法製備的薄 膜附著性比真空蒸發好,一個重要的原因是,從陰極靶上濺鍍 的粒子都有較大的動能,它們沉積到基材上時可發生較深的縱 向擴散從而形成擴散附著。. (3). 通過中間層的附著是在薄膜和基材之間形成一種化合物中間層 (一層或多層)薄膜再通過這個中間層與基材間形成牢固的附 著。這種中間層可能是一種化合物的薄層,也可能是含有多種. 26.
(38) 化合物的薄膜。其化合物可能是由薄膜與基材兩種材料形成的 化合物,也可能是與真空室內環境氣氛形成的化合物,或種兩 種情況都有。由於薄膜和基材之間有這樣一個中間層,所以兩 著之間形成的附著就沒有單純的介面。 (4). 透過巨觀效應附著包括機械鎖合和雙電層吸引等。機械鎖合是 一種巨觀的機械作用。當基材表面比較粗糙(見圖 4- (d)中的 B),有各種微孔(A)或微裂縫(C、D)時,在薄膜形成過程中, 入射到基材表面上的氣相原子便進入到粗糙的表面的各種缺 陷、^微孔或裂縫中形成這種巨觀機械鎖合。如果基材表面上各 種微缺面分佈均勻適當,透過機械鎖合作用可提高薄膜的附著 性能。. 由上可以看出,附著或結合的全部現象實質上都是建立在原子間電 子的交互作用基礎上的。. 27.
(39) 2.4.2. 提高附著力的途徑. 為了提高附著力,可以採用如下的一些方法:[32-34] (1) 對基材進行清潔處理:. 基材的表面狀態對附著力的影響很大,. 如果表面有汙染層,將使薄膜不能與基材直接接觸,凡得瓦力大 大減弱,擴散附著也不可能,從而附著性能極差。解決的方法是 對於基材進行嚴格的清洗。 (2) 提高基材溫度:. 在沉積薄膜時提高基材溫度,有利於薄膜與基. 材原子的相互擴散,而且會加速化學反應,從而有利於形成擴散 附著和化學鍵附著,使附著力增大。但基材溫度過高,會使薄膜 晶粒粗大,增加膜中的熱應力,從而影響薄膜的其他性能。因此, 在提高基材溫度時應做全面考慮。 (3) 製造中間過渡層:. 當基材和薄膜的熱膨脹係數相差較大時將產. 生很大的熱應力而使薄膜脫落,除選擇熱膨脹係數和接近的基材 外,還可以在薄膜之間形成一層或多層熱膨脹係數介於基材和薄 膜之間的過渡層,以緩和熱應力。 (4) 活化表面:. 設法增加基材的活性,可以提高表面能,從而增加. 附著力。用洗滌劑清洗,相當於活化的效果。利用腐蝕劑(如 HF) 進行蝕刻、離子轟擊,或利用某些機械進行研磨等清潔和粗話的 效果也有活化的作用。. 28.
(40) (5) 熱處理:. 沉積薄膜後進行適當的熱處理,如經過熱退火處理消. 除缺陷產生的應力或增加相互擴散來提高附著力。 (6) 晶格匹配:. 由於基材與薄膜的晶格失配,將產生熱應力,因而. 盡量選擇基則和薄膜材料的晶格結構相近的材料作為基材,可以 提高附著力。 (7) 用氧化方法:. 氧化物具有特殊的作用,用氧化的方法在基材與. 薄膜間形成中間氧化物層可以提高附著力。例如,對於基材用含 有 O2 和 H2O 的輝光放電的離子進行轟擊,基材表面就會出現易於 氧化的部分,從而使沉積的薄膜附著力增強。 (8) 用梯度材料:. 連續改變兩種材料的組成和結構,使其內部介面. 消失來緩和熱應力,增強附著力。. 29.
(41) 2.5. 塑膠金屬化. 塑膠金屬化的技術屬於「非導體的金屬化技術」,人們早就研究此項 技術,S-Wein 在 1945 年發表「非導體的金屬化技術」的著作,書中列 舉非導體金屬化的優點如下: [35] (1) 獲得導電性 (2) 可減少吸水率 (3) 可提高耐熱性 (4) 增加尺寸安定性 (5) 增加耐衝擊性、耐磨耗性 (6) 改善耐候性 (7) 可焊接 (8) 可降低成本 (9) 可將外觀金屬化 進行非導體金屬化過程中,須針對其表面作適當表面處理的步驟, 通常利用化學腐蝕或者機械粗化來達到此目的。化學腐蝕可以在表面 造成凹痕來產生投錨效果(Anchor Effect:物與物結合時的一種結合 方式)形成密著性良好的金屬化薄膜,而機械粗化可以在表面增加附 著面積與表面能使其覆著層有較佳附著力特性[35]。 陳建任在文獻[36]提及到利用電漿來改變高分子材料表面特. 30.
(42) 性,有效改善濡濕性以及接著性性質,其中材料表面的濡濕性關連接 著的難易,在高分子材料表面用乙醇、水等液體,測定液滴在材料表 面的接觸角(θ)或臨界表面張力可測定其難易。高分子材料表面的 電漿作用若使用以氫或者氧來處理表面將可避免高分子表面不耐熱 的特性並使表面有溫和腐蝕。. 31.
(43) 圖 2-1 PEMFC的常見的單電池(single cell)[22]. 圖 2-2 PEMFC工作原理[22]. 32.
(44) 圖 2-3 PEMFC電池堆組合示意圖[2]. 圖 2-4 表面活化示意圖. 33.
(45) 圖 2-5 濺鍍機構示意圖. 圖 2-6 射頻濺鍍系統示意圖. 34.
(46) 圖 2-7 磁控濺鍍之示意圖. 圖 2-8 基板表面上薄膜之成核與成長示意圖. 圖 2-9 Volmer-Weber 結構示意圖. 35.
(47) 圖 2-10 Frank-Vander Merwe 結構示意圖. 圖 2-11 Sranski-Krastanov 結構示意圖. 圖 2-12 薄膜附著四種類型示意圖[32]. 36.
(48) 三 流程規劃與儀器介紹 3.1. 前言 本章節內容為實驗流程規劃以及儀器設備規格介紹。實驗流程規. 劃不同於目前石墨、金屬及複合石墨雙極板製程,希望雙極板在成 本、體積、重量上可有效降低。本研究以 PMMA 板作為基材並結合 非導體金屬化技術,將 PMMA 表面濺渡上金屬薄膜以提供導電性,並 利用儀器探討不同金屬鍍膜之電性與機械性質。 3.2. 實驗流程規劃 實驗流程規劃如圖 3-1。本研究延續吳信達學長碩士論文研究。. PMMA 板之表面需施以金屬化製程以達到電傳導性質,施行濺鍍程 序之前,預先以熱水浸漬脫脂再進行水洗以除去塑板表面油脂及附著 雜質,此即為前處理。接著利用機械粗化技術進行表面改質增加塑板 表面附著力,最後濺鍍上不同金屬薄膜(包括 Ti、Cr、Zr、Cu)。 機械粗化製程,於 25*25cm2 PMMA 板以粒徑 0.2mm、材質金剛 砂進行約五秒鐘均勻噴砂,再將 PMMA 板裁切成約 3*3cm2 的試片進 行濺鍍金屬薄膜沉積。本研究之雙極板需具備氣體流通道、電傳導性 質以及壓板等功能性,氣體流通道需在塑板金屬化後再對其鍍膜表面 進行流道切削,因此鍍膜的附著力探討極為重要,實驗規劃中將針對 電性量測、機械性質二大項作為分析依據,分析結果將選定較佳之金. 37.
(49) 屬薄膜製備成測試用燃料電池雙極板。 3.2.1 正向附著力試驗規畫 利用兩根不銹鋼圓棒,兩端面以適量壓克力接著劑披覆,並使兩端 面微微接合,等待硬化時間後利用微拉伸試驗機進行拉力試驗,圖 3-2 正向附著力試驗設備示意圖。. 接著劑正向附著力試驗流程: 1. 開啟空調使內部環境穩定。 2. 不銹鋼圓棒頂端平面研磨至光滑面並於試驗前將頂端接觸面進行 脫脂程序。 3. 將兩圓棒利用同圓心夾具校對兩圓棒位置後,使頂端接觸微微接 觸後將位移量歸零。 4. 塗抹適當量黏著劑後將兩圓棒逼近至距離為 0.01mm,溢出接著劑 擦拭乾淨。 5. 等待硬化時間。 6. 進行拉力試驗。. 38.
(50) 3.2.3 側向附著力試驗規畫. 側向附著力試驗中,利用不易變形的鋁箔膠帶測試不同金屬薄膜附 著於 PMMA 的情形,其接觸面積為 10*15mm2,鋁箔膠帶與 PMMA 試片接觸時需保持平行,最後分別利用上下夾具固定在進行側向拉力 試驗。圖 3-3 側向拉力試片黏著夾具示意圖。. 39.
(51) 3.3. 實驗儀器介紹. 3.3.1. 原子力顯微鏡 (Atomic Force Microscope:AFM) 原子力顯微鏡(Atomic Force Microscopy,AFM)的系统中,可. 分成三個部分:力檢測部分、位置檢測部分、反饋系统。本系统中是 使用微小懸臂(cantilever)來檢測原子之間力的變化量。微懸臂通常 由一個 100~500μm 長和大约 500nm~5μm 厚的矽片或氮化矽片製成, 圖 3-4 為明道大學儀器亦即本實驗所使用之原子力顯微鏡系統、表 3-1 為 AFM 規格表。. 3.3.2. 掃描式電子顯微鏡(SEM) 本儀器系統為電腦化操作之高解析場發射掃描式電子顯微鏡,其. 特點為以熱場發射電子槍產生能量均一之大束流與小束徑電子束,可 結合配置 EDS,WDS,EBSD 和 CL 適合多功能之分析及獲得高解 析品質之影像。主要目的為提供金屬材料、電子材料及高分子材料在 高倍率下之二次電子影像(SEI)及背反電子影像(BEI)之表面型態觀 察,圖 3-5 為本實驗所使用掃描式電子顯微鏡系統實體圖,表 3-2 為 掃描式電子顯微鏡(SEM)規格表。. 40.
(52) 3.3.3. 四點探針(Four-Point Probe) 四點探針電阻儀所利用的原理為施加電壓和電流於待測物品表. 面上,在另一端測量出其通過待測物之電壓值和電流值,利用歐姆定 律可得知待測物之體積電阻值 ρ。圖 3-6 為四點探針實體圖、表 3-3 為規格表。 3.3.4. 桌上型萬能材料試驗機. 本實驗操作步驟如下,如圖 3-7 為儀器實體圖,表 3-4 為規格表: 1. 裝上 load cell。 2. 開啟電源。 3. 裝上試驗治具。 4. 電源開啟並暖機 15min。 5. 試驗條件設定。 6. 裝上試驗片。 7. 定位移行程保護裝置。 8. 壓下位移及荷重的歸零鍵。 9. 壓下 START 鍵開始試驗。. 41.
(53) 圖 3-1 實驗流程規劃. 42.
(54) 圖 3-2 正向附著力試驗設備示意圖. 圖 3-3 側向拉力試片黏著夾具示意圖. 43.
(55) 圖 3-4 原子力顯微鏡系統. 圖 3-5 掃描式電子顯微鏡(SEM)實體圖. 圖 3-6 四點探針實體圖. 44.
(56) 圖 3-7 萬能材料試驗機實體圖. 表 3-1 AFM 規格表 樣品尺寸 掃描範圍 掃瞄速度 掃描膜式 解 析 度. ψ≦10mm 10μm X 10μm 625000 point/sec 輕敲模式,接觸模式 0.1nm. 45.
(57) 表 3-2 掃描式電子顯微鏡(SEM)規格表 解析度 倍率 加速電壓 探測電流 電子槍型式 樣品最大容許 及時影像顯示 試片載台. 1.5nm(15kV) 3.0nm(1kV) ×25 to ×650,000 0.5kV to 30kV <1 pA to >200nA 熱場發射式 Schottky Field Emission Gun 直徑 25 mm × 高度 10 mm 1280 × 1024 pixels 試片移動範圍: X軸:70 mm Y軸:50 mm 旋轉:360∘ Z軸:3 mm to 41 mm 傾斜角度:-5 to +60∘. 表 3-3 四點探針電阻儀規格 型號 位數 擴充通道 直流電壓 靈敏度 最大讀值 基本準確度 靈敏度 檔位範圍 基本準確度 歐姆(2/4) 靈敏度 基本準確度. Model 2000 六位半 10 100nV 1000V 0.002% 10nA 10mA-3A 0.03% 100μΩ 0.008%. 46.
(58) 表 3-4 萬能材料試驗機規格表 Rated load capacity 500N/50kgf Absolute maximum load capacity 750N/75kgf Test space Between load cell and lower joint:MAX.500mm Size Weight Speed range Speed setting resolution 解析達 單位選擇. 380mm X D450mm X H720mm Approximately 25kg 0.5 to 500mm/min 1mm/min(1 to 500mm/min) 0.01mm 公制、英制、牛頓制. 47.
(59) 第四章. 結果分析與討論. 本章節依據第三章所規畫之實驗流程,選定以 PMMA 板作為燃料 電池雙極板之基板。並於基板上鍍上金屬膜以提供導電性,其金屬分 別為 Ti、Cr、Zr 和 Cu。最後探討不同金屬鍍膜表面上之附著力以及 其鍍層之電性、物性數據量測。 4.1. AFM 表面粗糙度量測. 一般而言,薄膜的密度要比整塊材料的密度低,因此我們討論鍍膜 表面粗糙度對於鍍膜附著力影響,以及濺鍍金屬薄膜表面批覆狀況的 比較。 表 面 濺 鍍 Ti 薄 膜 AFM 如 圖 4-1 所 示 其 掃 描 範 圍 為 10000nm*10000nm,掃描高度為 2000nm,Ra 值為 201.45nm。表面濺 鍍 Cr 薄膜 AFM 如圖 4-3 所示其掃描範圍為 10000nm*10000nm,掃 描高度為 2000nm,Ra 值為 236.12nm。表面濺鍍 Zr 薄膜 AFM 如圖 4-5 所示其掃描範圍為 10000nm*10000nm,掃描高度為 2000nm,Ra 值為 312.88nm。表面濺鍍 Cu 薄膜 AFM 如圖 4-7 所示其掃描範圍為 10000nm*10000nm,掃描高度為 2000nm,Ra 值為 209.23nm。 圖 4-2、圖 4-4、圖 4-6、圖 4-8 分別為 Ti 薄膜、Cr 薄膜、Zr 膜 及 Cu 薄膜 AFM 立體影像。表 4-1 PMMA 板濺鍍不同金屬薄膜之粗 糙度分析整理表。. 48.
(60) 我們利用機械粗化改質增加表面粗糙度,以利在濺鍍金屬薄膜時, 金屬原子更容易嵌入 PMMA 板,由表 4-1 來看,Ti 金屬薄膜、Cr 金 屬薄膜與 Cu 金屬薄膜粗糙度較為接近,而 Zr 金屬薄膜粗糙度較大。. 表 4-1 PMMA 板濺鍍不同金屬薄膜之粗糙度分析整理表. 金屬薄膜試片. Ra. RMS. Rmax. Ti 薄膜試片. 201.45nm. 249.27nm. 1366.27nm. Cr 薄膜試片. 236.12nm. 286.67nm. 1372.68nm. Zr 薄膜試片. 312.88nm. 379.45nm. 1998.90nm. Cu 薄膜試片. 209.23nm. 245.27nm. 1145.94nm. 49.
(61) 4.2. PMMA 板濺鍍不同金屬薄膜 SEM 分析. 本 實 驗 分 別 以 25kV 之 操 作 電 壓 進 行 四 種 不 同 濺 鍍 金 屬 薄 膜 之 PMMA板顯微結構拍攝,拍攝倍率為10000倍率。 圖 4-9、圖 4-10、圖 4-11 和圖 4-12 依序為 PMMA 濺鍍 Ti 薄膜、 Cr 薄膜、Zr 薄膜 SEM 平面觀察圖和 PMMA 濺鍍 Cu 薄膜 SEM 平面 觀察圖。 觀察 Cr 金屬薄膜與 Cu 金屬薄膜其薄膜表面顯得較為平坦緊密,而 Ti 與 Zr 之金屬薄膜呈現不規則片狀分佈,鍍膜以堆疊方式相互沉積。. 50.
(62) 4.3. 電性量測. 將 PMMA 板濺鍍金屬薄薄依序劃分成圖 4-13 所示之分佈來進行電 阻值量測,各金屬薄膜其阻抗值如表 4-2、表 4-3、表 4-4 和表 4-5 所 示,其中以濺鍍 Cu 薄膜之試片阻抗值為最小,其平均阻抗值為 2.558Ω,Ti 薄膜試片阻抗最大,其平均值為 51.243Ω,Cr 和 Zr 薄膜 試片阻抗依序為 18.204Ω、46.409Ω。 PMMA 表面濺鍍各金屬薄膜電 性分佈圖如圖 4-14、圖 4-15、圖 4-16、圖 4-17 所示。. 表 4-2 PMMA 表面濺鍍 Ti 膜電性分佈表 Ti. 1. 2. 3. 4. 5. A. 55.374. 56.934. 58.493. 52.076. 45.658. B. 55.055. 53.385. 51.716. 48.805. 45.895. C. 54.735. 49.837. 44.938. 45.535. 46.132. D. 48.983. 50.201. 51.420. 51.127. 50.834. E. 43.231. 50.566. 57.901. 56.719. 55.536. 51.243. 總平均. (單位:Ω). 51.
(63) 表 4-3 PMMA 表面濺鍍 Cr 薄膜電性分佈表 Cr. 1. 2. 3. 4. 5. A. 16.961. 18.113. 19.264. 20.131. 20.998. B. 16.509. 17.939. 19.369. 19.842. 20.315. C. 16.056. 17.765. 19.474. 19.553. 19.632. D. 15.540. 17.147. 18.754. 18.624. 18.493. E 總平均. 15.023. 16.529. 18.034. 17.694. 17.354. 18.204 (單位:Ω). 表 4-4 PMMA 表面濺鍍 Zr 薄膜電性分佈表 Zr. 1. 2. 3. 4. 5. A. 51.174. 53.234. 55.293. 47.376. 39.458. B. 50.855. 49.006. 47.157. 43.426. 39.695. C. 50.535. 44.778. 39.021. 39.477. 39.932. D. 44.783. 45.822. 46.861. 45.748. 44.634. E 總平均. 39.031. 46.866. 54.701. 52.019. 49.336. 46.409 (單位:Ω). 表 4-5 PMMA 表面濺鍍 Cu 薄膜電性分佈表 Cu. 1. 2. 3. 4. 5. A. 2.957. 2.691. 2.424. 2.582. 2.740. B. 2.743. 2.612. 2.481. 2.599. 2.717. C. 2.529. 2.534. 2.538. 2.616. 2.694. D. 2.489. 2.441. 2.394. 2.512. 2.631. E 總平均. 2.449. 2.349. 2.249. 2.409. 2.568. 2.558 (單位:Ω). 52.
(64) 4.4. 鍍膜附著力分析 金屬薄膜附著於PMMA板上,因此金屬薄膜與PMMA板之間的附. 著性將直接影響到雙極板的各種性能,附著性不佳的薄膜無法在雙極 板上使用。鍍膜的附著力不僅僅要考慮流道切削過程中鍍膜的側向 力,在燃料電池運作中氣體與水氣亦為側向流動,因此鍍膜側向力的 考量遠大於正向附著力影響,良好的鍍膜附著性於流道切削過程中會 避免鍍膜剝離狀態。 此章節內容分為二個部分,一為正向附著力試驗,一為側向附著力 試驗,觀察金屬薄膜受到正向與側向外力作用時所導致薄膜剝離或破 損的情形。正向附著力接著劑為氰基丙烯酸酯,接著劑使用膏狀主要 目的為避免接著劑於鍍膜上時因為過度外力預壓所造成之壓力使鍍 膜崩裂造成附著力降低。鋁箔膠帶為寬憶電子所生產具有低表面氧化 之特性與表面吸附力強特性產品,且抗拉強度也比一般膠帶強,用於 測試側向附著力。. 53.
(65) 4.4.1 鍍膜正向附著力分析 測定金屬薄膜的正向附著力可用拉力試驗,圖 4-23 為以拉力試驗 測定金屬薄膜與基材附著力的方法,從金屬化的塑膠成品切取試片, 以環氧樹脂接著劑將圓棒黏在薄膜上,然後拉圓棒直至薄膜脫落,因 為環氧接著劑比基材與金屬間附著力強,所以當塑膠與金屬薄膜間發 生破壞時,此拉力值即為附著強度。 所使用的微拉伸機其拉力極限為 500N,試驗之圓棒直徑為 4 mm, 為了使實驗誤差值最小,我們必須讓接著劑完全硬化,接著劑硬化時 間為 10min。實驗中拉伸的速度為每分鐘 1 mm,對每一組試片均重 複實驗三次。 PMMA 表面濺鍍 Ti 薄膜正向附著力試驗如圖 4-18,圖 4-19 、圖 4-20 與圖 4-21 ,依序為 PMMA 表面濺鍍 Cr 薄膜、Zr 薄膜與 Cu 銅 膜試驗圖,圖 4-22 為鍍膜金屬正向附著力比較。表 4-6. 為各項金. 屬鍍膜最大正向拉力值。圖 4-24 鍍膜正向附著力操作實體圖, 圖 4-25 濺鍍金屬薄膜試驗後圖片。 試驗結果顯示以 Cu 薄膜在 PMMA 板的正向附著力較佳,為 57.550N,Zr 薄膜附著力較差,為 38.725N,Ti 薄膜和 Cr 薄膜正向附 著力為 48.237N 和 43.667N。. 54.
(66) 表 4-6 各項金屬鍍膜最大正向拉力值. Test. Ti 最大正向拉力值. Test. Cr 最大正向拉力值. 1. 50.150. 1. 43.400. 2. 47.900. 2. 43.100. 3. 46.662. 3. 44.500. 平均. 48.237. 平均. 43.667. Test. Zr 最大正向拉力值. 1. 37.125. 1. 62.450. 2. 40.500. 2. 59.150. 3. 38.500. 3. 51.050. 平均. 38.725. 平均. 57.550. Test. Cu 最大正向拉力值. (單位: N). 55.
(67) 4.4.2 鍍膜側向附著力分析 側向附著力試驗中,利用不易變形的鋁箔膠帶測試不同金屬薄膜附 著於 PMMA 的情形,其接觸面積為 10*15mm2,鋁箔膠帶與 PMMA 試片接觸時需保持平行,最後分別利用上下夾具固定在進行側向拉力 試驗。 圖 4-31 鍍膜側向附著力操作實體圖,圖 4- 32 為 PMMA 板濺鍍金 屬薄膜試驗後圖片,圖 4-26,圖 4-27 、圖 4-28、圖 4-29 ,依序為 PMMA 表面濺鍍 Ti 薄膜、濺鍍 Cr 薄膜、Zr 薄膜與 Cu 銅膜試驗圖, 圖 4-30 為鍍膜金屬正向附著力比較。表 4-7. 為各項金屬鍍膜最大. 側向拉力值。 Ti 薄膜和 Cu 薄膜側向附著力大小相近,分別為 64.542N 和 63.042N,Cr 薄膜和 Zr 薄膜側向附著力較差,Cr 薄膜側向附著力為 57.650 N,而 Zr 側向附著力為 55.462 N。. 56.
(68) 表 4-7 各項金屬鍍膜側向拉力值 Ti. Cr. Test. 最大側向拉力值. Test. 最大側向拉力值. 1. 62.375. 1. 57.100. 2. 66.875. 2. 58.600. 3. 64.375. 3. 57.250. 平均. 64.542. 平均. 57.650. Zr. Cu. Test. 最大側向拉力值. Test. 最大側向拉力值. 1. 56.325. 1. 62.750. 2. 55.300. 2. 62.600. 3. 54.760. 3. 63.775. 平均. 55.462. 平均. 63.042 (單位: N). 57.
(69) 圖 4-1 表面濺鍍 Ti 薄膜 AFM 粗糙度分析. 圖 4-2 表面濺鍍 Ti 薄膜 AFM 立體影像. 58.
(70) 圖 4-3 表面濺鍍 Cr 薄膜 AFM 粗糙度分析. 圖 4-4 表面濺鍍 Cr 薄膜 AFM 立體影像. 59.
(71) 圖 4-5 表面濺鍍 Zr 薄膜 AFM 粗糙度分析. 圖 4-6 表面濺鍍 Zr 薄膜 AFM 立體影像. 60.
(72) 圖 4-7 表面濺鍍 Cu 薄膜 AFM 粗糙度分析. 圖 4-8 表面濺鍍 Cu 薄膜 AFM 立體影像. 61.
(73) 圖 4-9 PMMA 濺鍍 Ti 薄膜 SEM 平面觀察圖. 圖 4-10 PMMA 濺鍍 Cr 薄膜 SEM 平面觀察圖. 62.
(74) 圖 4-11 PMMA 濺鍍 Zr 薄膜 SEM 平面觀察圖. 圖 4-12 PMMA 濺鍍 Cu 薄膜 SEM 平面觀察圖. 63.
(75) 圖 4-13 試片電性量測擷取點示意圖. 54‐60 48‐54 1 A. 2 B 3. C 4. D 5. E. 圖 4-14 PMMA 表面濺鍍 Ti 薄膜電性分佈圖. 64. 42‐48 單位: Ω.
(76) 圖 4-15 PMMA 表面濺鍍 Cr 薄膜電性分佈圖. 50.00 ‐60.00 40.00 ‐50.00 1 A. 2. B. 3. 30.00 ‐40.00 單位: Ω. C 4. D 5. E. 圖 4-16 PMMA 表面濺鍍 Zr 薄膜電性分佈圖. 65.
(77) 2.70 ‐3.00 2.40 ‐2.70 1 A. 2. B. 3. 2.10 ‐2.40 單位 : Ω. C 4. D 5. E. 圖 4-17 PMMA 表面濺鍍 Cu 薄膜電性分佈圖. 66.
(78) Ti薄膜正向附著力試驗Test 1 50.150. Load (N) . 55 50 45 40 35 30 25 20 15 10 5 0. Test 1. 0. 0.2. 0.4. 0.6. 0.8. 1. Displacement (mm). (a). Load (N). Ti薄膜正向附著力試驗Test 2 47.900. 55 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 0.2. 0.4. 0.6. 0.8. 1. Displacement (mm). (b). Load (N). Ti薄膜正向附著力試驗Test 3 55 50 45 40 35 30 25 20 15 10 5 0. 46.662. Test .3. 0. 0.2. 0.4. 0.6. 0.8. 1. Displacement (mm). (C) 圖 4-18 PMMA 濺鍍 Ti 薄膜正向附著力試驗. 67.
(79) Load (N). Cr薄膜正向附著力試驗Test 1 43.400. 50 45 40 35 30 25 20 15 10 5 0. Test 1. 0. 0.2. 0.4. 0.6. 0.8. Displacement (mm). (a). Load (N). Cr薄膜正向附著力試驗Test 2 43.100. 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 0.2. 0.4. 0.6. 0.8. Displacement (mm). (b). Load (N). Cr薄膜正向附著力試驗Test 3 44.500. 50 45 40 35 30 25 20 15 10 5 0. Test 3. 0. 0.2. 0.4. 0.6. 0.8. Displacement (mm). (C) 圖 4-19 PMMA 濺鍍 Cr 薄膜正向附著力試驗. 68.
(80) Load (N). Zr薄膜正向附著力試驗Test 1 37.125. 45 40 35 30 25 20 15 10 5 0. Test 1. 0. 0.2. 0.4. 0.6. 0.8. Displacement (mm). (a). Load (N). Zr薄膜正向附著力試驗Test 2 40.550. 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 0.2. 0.4. 0.6. 0.8. Displacement (mm). (b). Load (N). Zr薄膜正向附著力試驗Test 3 38.500. 45 40 35 30 25 20 15 10 5 0. Test 3. 0. 0.2. 0.4. 0.6. 0.8. Displacement (mm). (C) 圖 4-20 PMMA 濺鍍 Zr 薄膜正向附著力試驗. 69.
(81) Load (N). Cu薄膜正向附著力試驗Test 1 62.450. 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 1. 0. 0.2. 0.4. 0.6. 0.8. 1. Displacement (mm). (a). Load (N). Cu薄膜正向附著力試驗Test 2 59.150. 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 0.2. 0.4. 0.6. 0.8. 1. Displacement (mm). (b). Load (N). Cu薄膜正向附著力試驗Test 3 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. 51.050. Test 3. 0. 0.2. 0.4. 0.6. 0.8. 1. Displacement (mm). (C) 圖 4-21 PMMA 濺鍍 Cu 薄膜正向附著力試驗. 70.
(82) 鍍膜金屬正向附著力比較圖 60.000 57.550. Load (N). 55.000 50.000 45.000 . 48.237 43.500. 40.000 . 38.725. 35.000 Ti. Cr. Zr 鍍膜金屬. 圖 4-22 PMMA 鍍膜不同金屬薄膜正向附著力比較圖. 71. Cu.
(83) 圖 4-23 正向拉力測試示意圖. 圖 4-24 鍍膜正向附著力操作實體圖. 圖 4-25 濺鍍金屬薄膜試驗後圖片 72.
(84) Load (N). Ti 薄膜側向附著力試驗 test 1 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. 62.378. Test 1. 0. 1. 2. 3. 4. 5. Displacement (mm). (a). Load (N). Ti 薄膜側向附著力試驗 test 2 66.875. 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 1. 2. 3. 4. 5. Displacement (mm). (b). Load (N). Ti 薄膜側向附著力試驗 test 3 64.375. 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 3. 0. 1. 2. 3. 4. 5. Displacement (mm). (C) 圖 4-26 PMMA 濺鍍 Ti 薄膜側向附著力試驗. 73.
(85) Load (N). Cr 薄膜側向附著力試驗 test 1 65 60 55 50 45 40 35 30 25 20 15 10 5 0. 57.100. Test 1. 0. 1. 2. 3. 4. Displacement (mm). (a). Load (N). Cr 薄膜側向附著力試驗 test 2 58.600. 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 1. 2. 3. 4. Displacement (mm). (b). Load (N). Cr 薄膜側向附著力試驗 test 3 65 60 55 50 45 40 35 30 25 20 15 10 5 0. 57.250. Test 3. 0. 1. 2. 3. 4. Displacement (mm). (C) 圖 4-27 PMMA 濺鍍 Cr 薄膜側向附著力試驗. 74.
(86) Load (N). Zr 薄膜側向附著力試驗 test 1 56.325. 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 1. 0. 1. 2. 3. 4. Displacement (mm). (a). Load (N). Zr 薄膜側向附著力試驗 test 2 55.300. 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 1. 2. 3. 4. Displacement (mm). (b). Load (N). Zr 薄膜側向附著力試驗 test 3 54.760. 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 3. 0. 1. 2. 3. 4. Displacement (mm). (c) 圖 4-28 PMMA 濺鍍 Zr 薄膜側向附著力試驗. 75.
(87) Load (N). Cu 薄膜側向附著力試驗 test 1 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. 62.750. Test 1. 0. 1. 2. 3. 4. Displacement (mm). (a). Load (N). Cu 薄膜側向附著力試驗 test 2 62.600. 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 2. 0. 1. 2. 3. 4. Displacement (mm). (b). Load (N). Cu 薄膜側向附著力試驗 test 3 63.775. 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0. Test 3. 0. 1. 2. 3. 4. Displacement (mm). (c) 圖 4-29 PMMA 濺鍍 Cu 薄膜側向附著力試驗. 76.
(88) 鍍膜金屬側向附著力比較圖 66.000 64.000 . 64.542. 63.042. Load (N). 62.000 60.000 58.000 57.650. 56.000 . 55.462. 54.000 52.000 50.000 Ti. Cr. Zr 鍍膜金屬. 圖 4-30 PMMA 濺鍍不同金屬薄膜側向附著力比較圖. 77. Cu.
(89) 圖 4-31 鍍膜側向附著力操作實體圖. 圖 4-32 濺鍍金屬薄膜試驗後圖片. 78.
(90) 第五章. 結論. 本實驗主要是探討四種不同表面金屬薄膜濺鍍於 PMMA 板在各項 性能的比較,其金屬薄膜不僅提供一層具導電層表面,更扮演著良好 的中間層於 PMMA 板與抗防腐蝕物質之間,使未來進行化學電鍍增 厚時可以有效的進行導電膜沉積,並探討不同金屬薄膜與附著力的關 係,使未來進行氣體流道切削時有一個參考依據,其結論部分如下所 述:. 1. 觀察 AFM 粗糙度分析與其鍍膜附著力影響,機械粗化增加其表 面活性使鍍膜披覆於表面,其 Cu 薄膜排列結構比起其他金屬薄 膜. 更加緻密。. 2. 依照目前所測之電阻值,其中以濺鍍 Cu 薄膜之試片阻抗值為最 小,其平均阻抗值為 2.558Ω,Ti 薄膜試片阻抗最大,其平均值 為 51.243Ω,Cr 和 Zr 薄膜試片阻抗依序為 18.204Ω、46.409Ω, 其電阻值均大於理論值,可能是機械粗化造成其表面起伏度較大 因而間接影響其電性性能。 3. 由 SEM 圖分析四種金屬鍍膜,Ti 之薄膜晶界面積比起其餘三種較 多,呈現不規則片狀分佈,鍍膜以堆疊方式相互沉積,因此造成 其電阻率較大。. 79.
(91) 4. Cu 金屬薄膜不論在正向附著力測試或是側向附著力測試其附著 力性能上均較優,Zr 金屬薄膜附著力最低。 5. 依造目前綜合之結果,以 Cu 金屬薄膜濺鍍於 PMMA 板之電性與 附著力較適用雙極板製備流程。. 本研究在雙極板製備上提供一個新的製備方式,在未來研究之考量 所建議部分如下所述:. 1. 本研究為了使鍍膜金屬有更佳的附著力批覆於 PMMA 板,因此在 濺鍍金屬薄膜時,將 PMMA 施以機械粗化前處理,因機械粗化表 面之不規律,使得第一層金屬層批覆於 PMMA 上電阻皆過大,未 來可進一步在第二層上改善。. 2. 薄膜附著於 PMMA 板上,因此薄膜與 PMMA 板之間的附著性將 直接影響到雙極板的各種性能,附著性不佳的薄膜無法在雙極板 上使用。在燃料電池運作中氣體與水氣為側向流動,且流道切割 為一種側向力,因此鍍膜側向力的考量遠大於正向附著力影響, 本文所討論的鍍膜僅為 Ti、Cr、Zr 與 Cu 金屬,未來可以比較不 同金屬材料或金屬化合物在 PMMA 板之側向附著力。. 80.
(92) 六 參考文獻 [1]. BP Statistical Review of World Energy 2007. [2] 本間琢也 監修/王建義 編譯,圖解燃料電池百科,全華科技 圖書份有限公司,2004 [3] 陳科宏、陳世明、馬振基、關旭強、吳漢朗,燃料電池雙極板之 製程及其性質之研究,清華大學化工系、工研院材料所,2003 [4] 林建良,鄭耀宗,朱啟寶,彭宗平,以PEMFC做為小型攜帶式電 力的可行性實驗研究,燃料電池論文集,經濟部能源委員會, p109~119,1999 [5] 鄭耀宗,徐耀昇,燃料電池技術進展的現況分析,燃料電池論文 集,經濟部能源委員會,p15~27,1999 [6] http://www.fuelcell.com/ [7] 衣寶廉 著 黃朝榮 林修正 校訂,燃料電池-原理與應用,五南圖 書出版公司,2005 [8] 工研院 IEK,燃料電池產業未來之趨勢與投資機會,2007/05 [9] 鄭耀宗,徐耀昇,燃料電池技術進展的現況分析,燃料電池論文 集,經濟部能源委員會,p15~27,1999。 [10] Sanaa A.Abo El-Enin,Omar E.Abdel-Salam,Hammam El-Abd,Ashraf M.Amin, NEW electroplated aluminum bipolar for plate for PEM fuel cell, Journal of Power Sources 177 131-136 (2008) 81.
(93) [11] Yu Fu,Ming Hou,Hongfeng Xu,Zhongjun Hou ,Pingwen Ming,Zhigang Shao, Baolian Yi, Ag-polytetrafluoroethylene composite coating on stainless steel as bipolar plate of proton exchange membrane fuel cell,Journal of Power Sources 182 580-584 (2008) [12] Wonseok Yoon,Xinyu Huang,Paul Fazzino,Kenneth L.Reifsnider,Michael A.Akkaoui,Evalution of coated metallic bipolar plates for polymer electrolyte membrane fuel cells,Journal of Power Sources 179. 265-273 (2008). [13] In Uk Hwang,Ha Na Yu,Seong Su Kim,Dai Gil Lee,Jung Do Suh,Sung Ho Lee,Byung Ki Ahn,Sae Hoon Kim,Tae Win Lim, Biploar plate made of carbon fiber epoxy composite for polymer electrolyte membrane fuel cells,Journal of Power Sources 184 90-94 (2008) [14] J.Wind,R.Spah,W.Kaiser,G.Bohm, Metallic fuel cells, Journal of Power Sources 105. bipolar plates for PEM. 256-260 (2002). [15] M.H.Oh,Y.S.Yoon,S.G.Park, The electrical and physical properties of alternative material bipolar plate for PEM fuel cell system, Electrochimica Acta 50 777-780 (2004) [16] 陳皇任,結合反應氣體流道與冷卻流道之PEMFC 雙極板的研 製,碩士論文,94年6月. 82.
(94) [17] E.A.Cho,U.S.Jeon,H.Y.Ha,S.A.Hong,I.H.Oh , Characteristics of composite bipolar plates for polymerelectrolyte membrane fuel cells, Journal of Power Sources 125 178-182 (2004) [18] 陳科宏、陳世明、馬振基、關旭強、吳漢朗,燃料電池雙極之 製程及其性質之研究,清華大學化工系、工研院材料所,(2003) [19] 吳信達,DMFC之性能測試與系統設計,碩士論文,95年 [20] H.Tsuchiya,O.Kobayashi,Int.J.Hydrogen Energy 29 985-990 (2004) [21] Allen Hermann,Tapas Chaudhuri,Priscila Spagnol, Bipolar plates for PEM fuel cells-A review,International Journal of Hydrogen Energy 30 1297-1302 (2005) [22] 黃鎮江,燃料電池,全華科技圖書股份有限公司,2003 [23] H.Wang,M.A.Sweikart,J.A Turner,J.Power Source 115 243-2251 (2003) [24] Li,et al., Corrosion resistance PEM fuel cell, US Patent 5,624,769 (1995) [25] D.P. Davies, P.L. Adcock, M. Turpin, and S.J. Rowen, J. Appl.Electrochem,30,101 (2000) [26] 蔣鶴麟,王瑛,吳志鴻,稀有金屬,24(4),301 (2000) [27] 衣寶廉 著、陳憲偉 校訂,燃料電池-高效、環保的發電方式, 五南圖書出版股份有限公司,2003 83.
數據
![圖 1-1 燃料電池與傳統發電製程之比較[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8043898.162023/21.892.206.724.122.975/圖11燃料電池與傳統發電製程之比較2.webp)

![圖 1-5 預估未來燃料電池市場規模預測[6] 表 1-1 世界能源蘊藏量統計 (2006 年底) [1] 能源蘊藏量 年消耗量 預估剩餘年數 石油 164,500 百萬噸 3,888 百萬噸/年 42 年 天然氣 180 兆 m 3 2.85 兆 m 3 /年 63 年 煤炭 909,000 百萬噸 3,079 百萬噸/年 295 年 鈾礦 42,000 百萬噸 635 百萬噸/年 66 年](https://thumb-ap.123doks.com/thumbv2/9libinfo/8043898.162023/23.892.105.796.102.1014/量統計能源蘊藏年消耗量預估剩餘年數百萬噸天然氣百萬噸百萬噸.webp)
![表 1-5 各式傳統雙極板比較表[17] 項目 石墨板 金屬板 石墨複合板 流道加工 難 中 易 成本 高 高 中 導電度 高 高 中 板型強度 脆 硬 適中 重量 重 重 輕](https://thumb-ap.123doks.com/thumbv2/9libinfo/8043898.162023/26.892.191.704.301.754/傳統雙項目石墨板金屬板石墨複合流道加工成本導電度強度適中重量.webp)
+7
![圖 2-1 PEMFC的常見的單電池(single cell)[22]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8043898.162023/43.892.135.747.143.1060/圖21PEMFC的常見的單電池singlecell22.webp)


相關文件
解答 根據圖 1.14 可知氮的陰電性(EN = 3.0)大於碳的 陰電性(EN = 2.5),故胺被極化成碳為 δ+ ,而 氮為 δ- 。.
,外側再覆上防刮塗膜,且塗膜上佈滿 低壓電流形成電容狀態,玻璃板周圍的
(ii) Maximum power point tracking (MPPT) controller design of the PV module.. (iii) MPPT controller design of the WTG without sensing the
在1980年代,非晶矽是唯一商業化的薄膜型太 陽能電池材料。非晶矽的優點在於對於可見光
下列哪一種記憶體屬於非揮發性記憶體, 不會因電源關閉而使其中的資料消 失, 但是可以透過電壓的方式重複抹除資料, 可用於基本輸入/ 輸出系統 (Basic Input / Output System,BIOS)
雙極性接面電晶體(bipolar junction transistor, BJT) 場效電晶體(field effect transistor, FET).
• 雙極性電晶體 (bipolar junction transistor , BJ T) 依結構區分,有 npn 型及 pnp 型兩種. Base
在圖 12 的電路㆗,當㆟踩到腳踏板時觸發 PP1 壓力電門(壓力電門可以用
