Journal of Materials Processing Technology 177 (2006) 98–103
Development of an integrated CAD/CAE/CAM system on
taper-tipped thread-rolling die-plates
Yung-Chou Kao
a,∗, Hsin-Yu Cheng
b, Chen-Hua She
caDepartment of Mechanical Engineering, National Kaohsiung University of Applied Sciences, Kaohsiung City 807, Taiwan, ROC bDepartment of Mold and Die Engineering, National Kaohsiung University of Applied Sciences, Kaohsiung City 807, Taiwan, ROC cDepartment of Mechanical and Automation Engineering, Da-Yeh University, 112 Shan-Jiau Road, Da-Tsuen, Chang-Hua 515, Taiwan, ROC
Abstract
This paper describes the research on an integrated CAD/CAE/CAM system for constructing thread-rolling die-plate geometry. The development of a thread-rolling die-plate is very time-consuming, since the trial-and-error method is the norm in the site test incurring unavoidable unproductive time. Furthermore, the die-plate geometry varies when the geometry is rectified on the shop floor and documentation is poor. An industrial example was adopted to verify the integrated CAD/CAE/CAM process and has demonstrated very encouraging results, showing the feasibility of the system towards industrial application. The system can be adopted to enhance the thread-rolling process integration for the screw production industry in Taiwan.
© 2006 Elsevier B.V. All rights reserved.
Keywords: CAD/CAE/CAM integration; Thread-rolling; FEM
1. Introduction
Generally speaking, external threads of mechanical compo-nents can be produced through two manufacturing processes: turning machining and forming. The most common forming method in making external threads is rolling through two flat die-plates and this method is called thread-rolling. However, one of the key issues in realizing thread-rolling is the design, analysis and machining on its complex 3D die-plate geometry. The creation of thread-rolling die-plate geometry is a very time-consuming process, therefore, automatic CAD modeling on die-plate geometry is necessary for categorized product geom-etry construction by defining suitable parameters and features for relational design. That is to say, the designated model can be regenerated reflecting the variation of related parameters or features. A computer-assisted automatic screwdriver design sys-tem was developed by Chen[1]in CATIA by linking Macro and Excel design tables.
The fastener (screw and nut) industry in Taiwan is catego-rized into mid-to-low price market compared with industrialized countries such as Japan and USA[2]. Since the thread-rolling die-plates are outsourced for most of the screw
manufactur-∗Corresponding author. Tel.: +886 7 3814526x5350.
E-mail address:yckao@cc.kuas.edu.tw(Y.-C. Kao).
ers in Taiwan, die-plate life could not be effectively controlled inside the thread-rolling company. Therefore, there are not many researches on screw threading related topics published in Tai-wan. However, metal forming processes analysis software such as DEFORM has been, in these years, effectively applied in resolving metal forming analysis on process design, die design, and improvement. For example, Tang [3] studied the plastic forming behaviors such as torque, screw pitches and profiles by adopting DEFORM 3D in simulating a planetary three-roll rolling process; Li[4]parameterized extrusion die profiles and used Taguchi method combined with DEFORM 3D for system-atic investigation on porthole extrusion die design and process simulation. Chen[5] also studied thread-rolling via finite ele-ment analysis on AISI 302 stainless steel; Domblesky et al. [6]focused on parametric study for external thread-rolling pro-cesses. Gontarz et al. adopted finite volume method (FVM) and finite element method (FEM) in simulating screw head forging processes[7]and proposed new method of thread rolling[8]. The authors also adopted DEFORM 3D in analyzing thread-rolling processes[9]in drilling shaped screw and automate die-plate geometry generation and thread-rolling processes analysis by integrating CATIA and DEFORM 3D[10]. However, there is still seldom research on taper-tipped thread-rolling process analysis and die-plate design integration, to name only a few, Chang[11] integrated SolidWorks and MasterCAM in taper-tipped screw pressing mold manufacture. This might be partly 0924-0136/$ – see front matter © 2006 Elsevier B.V. All rights reserved.
Y.-C. Kao et al. / Journal of Materials Processing Technology 177 (2006) 98–103 99
Fig. 1. Taper-tipped screw at various rolling steps.
owing to the characteristics of the complex taper-tipped die-plate geometry. Therefore, this paper focused on the development of an automatic taper-tip screw die-plate 3D geometry construc-tion system, the integraconstruc-tion with screw thread-rolling processes analysis and die-plate machining to establish a systematic and reasonable CAD/CAE/CAM integration system in streamlining a thread-rolling die-plate design process. The CAD software SolidWorks was adopted in this research; DEFORM 3D was used for thread-rolling analysis, and SurfCAM was adopted for die-plate machining.
The thread-rolling process has been adopted in making a number of screw varieties with different functionalities; two of the most common types are drilling-tipped and taper-tipped screws. The tail geometry of the drilling-tipped screw is nor-mally roll-pressed in forming the drilling-tip before the thread is rolled. The thread portion of the drilling-tipped screw is more flatten than that of taper-tipped screw and the screw rolling anal-ysis is simpler as well. On the other hand, the thread of the taper-tipped screw including the flat portion and the taper por-tion is rolled directly; therefore, the die-plate geometry design is much more difficult and the die-plate geometry design is more complex requesting more advanced forming technology. When the thread-rolling process of the taper-tipped screw starts, every thread at the flatten portion bulges with growing threads on both side and merges towards the middle of that thread at the pre-rolling area until it arrives at the finishing area. The thread at the taper portion starts reducing diameter at the pre-rolling area and the redundant material will be cut-off when the screw arrives at the middle of the finishing area after the taper-tip is formed. Fig. 1shows the physical geometry of a taper-tipped screw at various rolling steps.
The most difficult part in making taper-tipped screw is the taper thread forming near the tip. Poorer die design would incur either the strength deficiency at the thread bottom or breakage of the thread during the thread-rolling process. Currently, most of the screw manufacturers in Taiwan adopted trial-and-error methods to test the thread-rolling process, modify and rectify die-plates to roll forming correct screw—fully thread forming without thread breakage. That is to say, technicians adopt visual and semi-experimental methodology for die-plate trial resulting in critical bottleneck in enhancing die lives and screw quality.
2. Automatic construction of taper-tipped thread-rolling die-plate
In general, a design engineer may utilize minimum features in building a CAD model when solid modeling system is being used. This is very time-consuming step. Then features and/or parameters need to be defined and selected for flexible alteration and revision on the constructed model in shortening the design change. However, users still need to correctly define appropriate parameters and relationships.
2.1. Thread-rolling die-plate geometry modeling
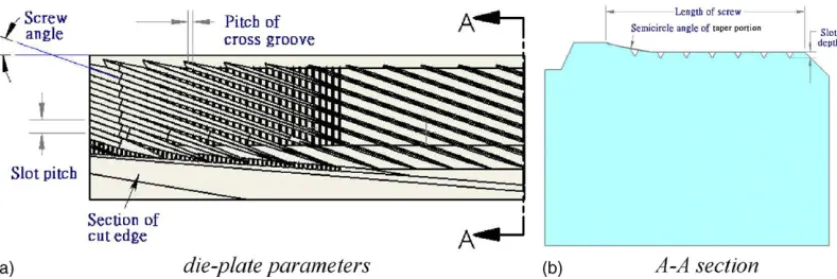
The major features of a taper-tipped thread-rolling die-plate include slot of the cross groove enabling the forming of the thread, and the cut-off edge at the entrance. A complete taper-tipped thread-rolling die-plate consists of three areas: pre-rolling, finish-pre-rolling, and cut edge. Pre-rolling area bulges the thread, finish-rolling is to finishing the formed thread, while the cut edge is to cut-off redundant materials. Since both pre-rolling and finish-rolling area contains slot of cross groove, the groove parameters will affect the effective regeneration of the die-plate geometry and therefore need to be taken great care.
Parametric model is normally constructed based on either 2D sketch plane or 3D points, lines, curves, and surfaces; a designer can change featured dimensions and constraints in the model freely to revise the model. There are two die-plates for a taper-tipped screw in thread-rolling process, one is fixed plate (shorter), and the other is the movable plate (longer). The geo-metric features of the shorter die-plate consist of the die-plate body, semicircle angle of taper portion, cross-section of the cut-off edge, pre-rolling cross-section, pre-rolling slot and pitch,
Y.-C. Kao et al. / Journal of Materials Processing Technology 177 (2006) 98–103 103 could be organized into pre-rolling and finish-rolling portions.
One of the machined die-plate is shown inFig. 12.
5. Discussion and conclusion
This paper has successfully developed an integrated auto-matic taper-tipped die-plates construction system via linking the design table functions in Microsoft Excel underlying Solid-Works CAD software. The die-plates could be generated in less than 5 min by the developed system which otherwise would require more than 30 min when it is constructed by a design engineer.
Furthermore, according to the simulation results generated in this research and the comparison with the physical dam-aged die-plates, the effectiveness of the finite element analysis (FEA) can be assured in thread-rolling simulation. The devel-oped system can be used to generate 3D thread-rolling die-plate geometry in STL format for further screw thread-rolling pro-cess FEA simulations by using DEFORM 3D software. The revision of the thread-rolling die-plate geometry can be accom-plished according to the FEA simulation results by adjusting the related geometric design parameters. DEFORM 3D software was adopted in this paper to get the most appropriate screw angle through the so-called computer trial-and-error method to investigate the relations among screw angle and effective stress, effective strain, axial movement, and radial load; the influence of screw angle on the screw can be explored as well. This has con-cluded that the quality of a taper-tipped screw depends mostly on the die-plate design at the pre-rolling portion; finish-rolling portion performs only the sizing effect on the thread.
The finalized die-plate geometry could then be extracted in IGES format for the generation of milling machining NC codes in engraving the profiles of the associated threading die-plate. This was achieved by the synergy of a computer aided manufac-ture system that can process IGES file and then generate die-plate machining NC codes based on the predefined milling machin-ing process plan and shaped cutter tailored for the thread-rollmachin-ing die-plate.
Acknowledgement
The authors appreciate the grant support from the National Science Council in Taiwan via NSC 94-2622-E-151-005-CC3.
References
[1] S.-Y. Chen, Shape conceptualization system for creative design of screwdrivers, Master Thesis, National Cheng Kung University, Graduate School of Mechanical Engineering, 2003.
[2] M.-Y. Hsieh, A study on the development and trajectory technology innovation model of Taiwan fastener industry, Master Thesis, National Kaohsiung First University of Science and Technology, 2003. [3] Y.-C. Tang, Experiments and finite element simulations of planetary
three-roll rolling, Master Thesis, National Sun Yat-Sen University, Grad-uate Institute of Mechanical and Mechatronics, 2002.
[4] H.-Y. Li, Investigation on 3D finite element analysis and processing parameters for porthole die of Al extrusion, Master Thesis, National Cheng Kung University, Graduate School of Mechanical Engineering, 2003.
[5] C.-H. Chen, Investigation on finite element analysis for flat-die thread rolling of stainless steel, Master Thesis, National Cheng Kung Univer-sity, Graduate School of Mechanical Engineering, 2004.
[6] J.P. Domblesky, A parametric study of process parameters in external thread rolling, J. Mater. Process. Technol. 121 (2002) 341–349. [7] A. Gontarz, Z. Pater, W. Wero˜nski, Head forging aspects of new
form-ing process of screw spike, J. Mater. Process. Technol. 153/154 (2004) 736–740.
[8] Z. Pater, A. Gontarz, W. Wero˜nski, New method of thread rolling, J. Mater. Process. Technol. 153/154 (2004) 722–728.
[9] Y.-C. Kao, H.-Y. Cheng, S.L. Zhan, Y.C. Chen, Study on the improve-ment of threading processes by FEM, in: Proceedings of the 28th National Conference on Theoretical and Applied Mechanics, 2004, pp. 2631–2638.
[10] H.Y. Cheng, Y.-C. Kao, S.T. Chang, Y.C. Chen, S.L. Zhan, Study on the threading plate modeling automation and threading process analysis, in: Proceedings of the Taiwan Forging Association 2004 Annual Meeting, 2004.
[11] S.Y. Chang, Study on CAD/CAM collaborative and integrated manu-facturing system—using die-plate manumanu-facturing as an example, Master Thesis, Chung Hua University, Graduate Institute of Management Tech-nology, 2002.
[12] H.-Y. Cheng, Y.-C. Kao, Study on an integrated process for screw rolling die-plate development, J. Chin. Soc. Mech. Eng. 26 (5) (2005) 571–577.