行政院國家科學委員會補助專題研究計畫成果報告
※※※※※※※※※※※※※※※※※※※※※※※※※※
※
※
※
高強度鋁合金銲接熱影響區之特性研究(I)
※
※
※
※※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:■個別型計畫
□整合型計畫
計畫編號:NSC 89-2216-E-009-035
執行期間:89 年 08 月 01 日至 90 年 07 月 31 日
計畫主持人:周長彬 教授
計畫參與人員:林后堯
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立交通大學機械工程學系
中 華 民 國 90 年 10 月 30 日
行政院國家科學委員會專題研究計畫成果報告
高強度鋁合金銲接熱影響區之特性研究(I)
The Study of Char acter istics in Weld Heat Affected Zone of
Aluminum Alloys
計畫編號:NSC 89-2216-E-009-035
執行期限:89 年 08 月 01 日至 90 年 07 月 31 日
主持人:周長彬 教授 國立交通大學機械工程學系
計畫參與人員:林后堯 國立交通大學機械工程學系
一、中文摘要 本文使用 Gleeble 來模擬 7075 鋁合金 銲接熱影響區之顯微組織。經由微差描卡計 ( DSC )、穿透式電子顯微鏡 ( TEM )、拉伸 試驗及在 3.5% NaCl 水溶液中進行電化學量 測來探討熱影響區之顯微組織、機械性質、 腐蝕特性。 7075-T651 鋁合金銲接熱影響區強度衰 退之原因為η相之析出及粗化。熱影響區孔 蝕電位之變化與基地中η’相之含量有關。在 熱影響區中當相融解或轉換為η’相則孔蝕 電位下降。銲後 T6 熱處理有助於孔蝕電位之 提高。在峰值溫度為 377℃區域存在大量η 相之析出物,此區域對 T6 銲後熱處理無強化 效果。 關鍵詞:鋁合金 7075、銲接熱影響區、銲後 熱處理 Abstr actThe microstructures of weld heat affected zone (HAZ) of 7075 aluminum alloy were simulated by Gleeble. The micro- structures, mechanical properties, corrosion characteristics and hot ductility behaviors were investigated by means of differential scanning calorimeter (DSC), TEM, tensile testing and electro-chemical measurements in 3.5 wt.% NaCl solution.
The degradation in strength of weld HAZ of 7075-T651 aluminum alloy was due to
precipitation and coarsening of η phase. The variation of pitting potential in weld HAZ was related to the η’ Phase in matrix. The pitting potential decreased as the η’phase dissolved or transferred to theη Phase. The region of peak temperature 377 ℃ containing the most precipitate of phase was no effect on strength by T6 post treatment.
Keywords: Aluminum-alloy 7075, Welding
Heat Affected Zone, Pust Weld Heat Treatment 二、計劃緣由與目的 7075 鋁合金之機械及腐蝕特性與材料之 析出行為有關。通常具有高強度卻有不良之 耐蝕性。此合金為析出硬化型鋁合金,可經 由熱處理來達到強化之效果。為大眾所接受 之 7075 鋁合金之析出過程為 :過飽和固溶 組 織α à GP zones à η ’(MgZnss 2) à η (MgZn2)。銅之加入有助於 GP zones 轉換為 η’(MgZn2)相及增加η’(MgZn2)和η(MgZn2) 相之穩定。 本文利用 Gleeble 試驗機來模擬 7075 鋁合金熱影響區各溫度區域之顯微組織。並 利用微差掃描卡計來探討所模擬之熱影響區 之顯微組織。使用拉伸試驗來探討熱影響區 之機械性質,並利用掃描式電子顯微鏡(SEM) 來觀察拉伸試片之破斷面。熱影響區之腐蝕 特性,使用 Gleeble 所模擬之試片進行電化學 腐蝕試驗及進行定電位下之腐蝕形態觀察, 以了解熱影響區之腐蝕特性。 三、實驗方法
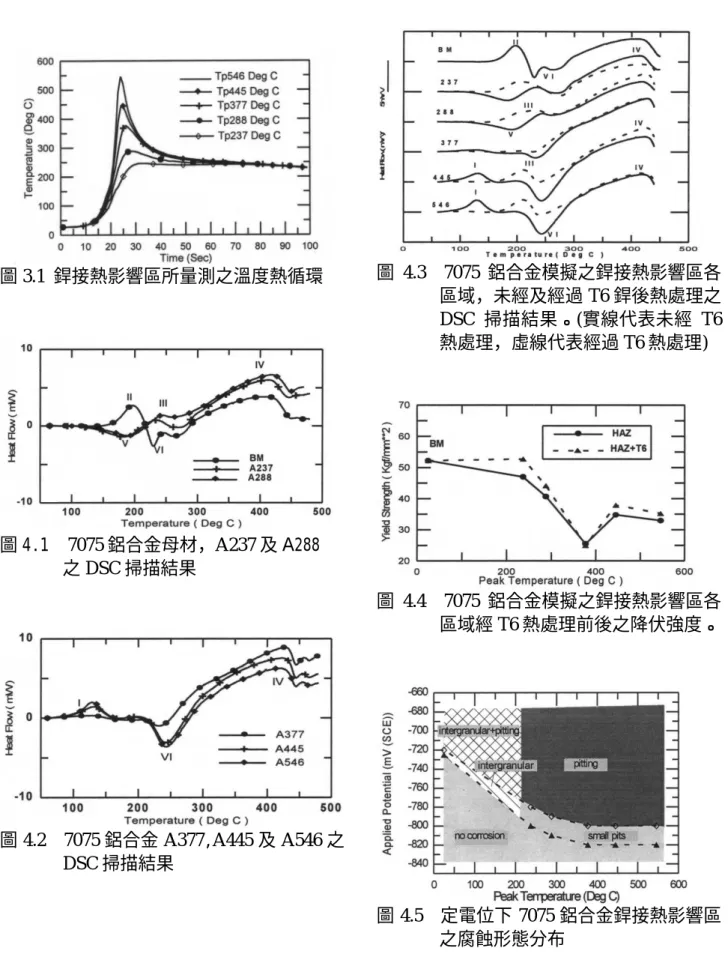
3.1. 銲接熱影響區之熱循環量測及模擬 銲接熱影響區溫度量測使用之材料為商 用 2219-T3 鋁合金板,厚度為 2mm。使用惰 氣 鎢 極 電 弧 銲 (GTAW) 進 行 銲 接 熱 循 環量 測。單道全穿透之銲接參數為:AC 電流 127A,電壓 l6V,銲接速度為 3.3mm/sec, 熱輸入量為 6l0J/mm。量測之熱循環如圖 3.1 所示。這 5 個溫度熱循環經由 Gleeble 試驗機 進行銲接熱影響區各個區域之模擬。 為方便識別及說明,熱循環試片編號為 該試片承受最高峰值溫度熱循環。模擬 7075 鋁合金銲接熱影響區之試片在鋒值溫度前加 個‘A’字來表示。例如,A546 代表 7075 鋁合金試片承受 546℃之峰值溫度熱循環。 而 7075 鋁合金母材表示為 ABM。將 7075 鋁 合金模擬熱影響區各區域之試片進行 120 ℃,24 小時之 T6 銲後熱處理。熱處理後之 試片重新編號,如個“W”字在峰值溫度之 前。例如,R237 表示試片經過 237℃之峰值 溫度熱循環後再經 T6 再時效(Reaging)處理。 3.2 微差掃描卡計分析 使用 Perkin-Elmer DSC7 熱分析儀來進 行 7075 銲接熱影響區各個區域之微差掃描 卡計分析。將 Gleeble 試驗機模擬之各個熱影 響區試片取約 60mg,故置於熱分析儀中,進 行微差掃描卡計分析。為增加量測之實敏 性,使用的等質量之純鋁當為參考試片。掃 描溫度自室溫至 520℃,掃描速率為 10℃ /min。實驗時避免氧化產生,將流速為 40ml/min 之乾燥氮氣通人儀器中。為求相對 熱容量之比較,將所有資料等比例轉換成 100 毫克之熱容量。所量測之數據扣除一個線性 基線(Linear Base Line),此基線代表與鋁固溶 組織及研存在析出物之溫度相關之熱容。 2.3 電化學量測 以 EG&G PAR M273 電位儀進行腐蝕電 位,孔蝕電位及保護電位量測,在 3.5wt% NaCl 水溶液中,pH 值為 4,測試溫度為 25 ±3℃。 四、結果與討論 4.1 7075-T651 銲接熱影響區之顯微組織變化 母材,A237 及 A288 之 DSC 掃描結果如 圖 4.1 所示。在 7075-T651 母材部分,其代表 之圖形與大多數之研究者[1-6]之結果相同。 出現 l90℃之吸熱峰值,主要成分為η’相。 經 TEM 之觀察此為 T651 之主要析出物[l]。 放熱峰值 VI 及吸熱峰值 IV 係 DSC 掃描時產 生。A237 出現峰值 V 之放熱反應,另外出現 峰值 III,峰值 lV 之吸熱反應。出現峰值 V 之放熱反應是由於承受銲接熱循環時部分 η’相之溶解,而經 DSC 掃描時產生放熱之 形成反應[7]。出現峰值 III,是由於部分η 相及細小η’相之溶解。峰值 IV 為η相之溶 解。由此可知 A237 含有部分溶解之η’相, 殘餘之η’相及少量η相。A288 與 A237 相 似,但擁有較高溫度之峰值 III,此表示 A288 比 A237 含有較多之η相。 A377,A445 及 A546 之 DSC 掃描結果 如圖 4.2 所示。在 A377 區域僅出現微量之放 熱峰值 VI 及吸熱峰值 IV。出現微量之放熱 峰值 VI 表示少部分之η’相及η相經銲接加 熱而溶解經 DSC 掃描時再度形成。出現峰值 IV 表示η相溶解。此峰值 IV 比其他模擬區 域之峰值 IV 為高,代表含有更多之η相。由 此可知 A377 含有大部分之η相。A445 及 A546 之 DSC 掃描結果相當類似。出現峰值 I 代表含有 GP zones,出現峰值 IV 代表含有η 相,此兩區域含有 GP zones 及部分未溶解之 η相,為部分固溶組織。 將熱影響區各區域在經 T6 熱處理前,後 之微差熱分析特性作一比較,如圖 4.3 所示。 在峰值溫度 237℃附近,T6 熱處理後之試片 (R237)使峰值 V 消失而僅出現峰值 III 及峰 值 IV。峰值 III 為溶解之η’再析出及剩餘之 η’相再成長另外含有少量之η相。T6 再時效 之作用能使溶解之η’再析出並使未溶解之 η’相成長[4]。峰值 III 之寬度比峰值 II 大,且移至較高溫度,此表示η’相析出物之 尺寸比原來之 T651 大[4]。在峰值溫度 288 ℃附近,銲接過程中比峰值溫度為 237℃所 承受之溫度更高,故有多之η’相溶解,同時 亦許多細小η相形成,故在經 T6 熱處理後 (R288),似乎呈現兩個峰值。此表示 R288 除 了含有η’相外另含有比 R237 較多之η相。 在峰值溫度 377℃附近,A377 與 R377(T6 熱
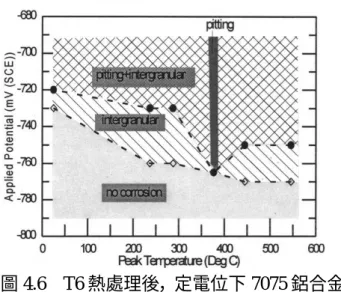
處理後)均僅出現峰值 IV,代表此區域含有較 多之穩定之η相。而 R377 在 230℃並無放熱 之峰值 A377 擁有放熱之峰值,代表再時效 熱處理後 R377 比 A377 擁有較多之η相,但 其量不大,故亦無吸熱之峰值產生。在峰值 溫度 445℃附近,由於有部分η相在銲接過 程受熱而溶解,經自然時效而產生 GP zones。在經 DSC 掃描時會出現 130℃之峰值 I。而經 T6 熱處理後(R445),GP zones 會轉 換為η’相,剩餘未溶解之η相仍保留。故在 經 DSC 掃描時會出現峰值 III。在 546℃附 近其情況與 445℃相同。 銲完後產生部分固溶組織(A546),再經過 T6 熱處理,其組織大部分為η’相及η相。在模 擬之熱影響區各區域,經銲後處理,峰值 I 及峰值 II 消失。而除了 R377 區域外,其餘 各個區域皆出現峰值 III 及峰值 IV。 4.2. 7075-T651 銲接熱影響區之機械性質 圖 4.4 顯示模擬熱影響區各區域在 T6 再 時效前後之降伏強度對峰值溫度之關係。在 母材至 377℃之間,其強度之降低,主要為 η’相溶解及η相之形成。在 377℃至 546℃ 之間,其強度之恢復,主要為η相溶解及轉 換為 GP zones 之結果。而熱影響區強度衰退 之原因主要為η相之形成及粗化。 4.3. 7075-T651 銲接熱影響區之腐蝕性質 施加定電位之腐蝕形態與熱影響區峰 值溫度之關係如圖 4.5 所示。當施加之定電 位小於熱影響區之保護電位則不會產生腐 蝕。當施加之定電位高於母材之孔蝕電位 (-720mV(SCE)),則會由母材之沿晶腐蝕加孔 蝕轉換至熱影響區之孔蝕。當施加之電位略 小於母材之孔蝕電位(-720mV(SCE))時,則會 由母材之沿晶腐蝕轉換至熱影響區之孔蝕。 經 T6 銲後熱處理,則在熱影響區與母材 之間會產生複雜之腐蝕形態如圖 4.6 所示。 當施加之定電位高於母材之孔蝕電位 (-720mV(SCE)),則會由母材之沿晶腐蝕加孔 蝕轉換孔蝕再轉換為沿晶腐蝕加孔蝕。當施 加之定電位略低於母材之孔蝕電位 (-72OmV(SCE)),則會由母材之沿晶腐蝕轉 換孔蝕再轉換為沿晶腐蝕加孔蝕 當施加之 定電位為-760mV(SCE),則會由沿晶腐蝕轉 換孔蝕再轉換為沿晶腐蝕。 五、結論 利用 Gleeble 試驗機模擬銲接熱影響 區,並使用 DSC 分析可了解 7075 鋁合金銲 接熱影響區之顯微組織之變化。 7075-T651 鋁合金銲接熱影響區強度降 低之原因為η’相溶解。在η相之析出及粗化 區域擁有最低之強度。銲接熱影響區孔蝕電 位之變化,與η’相之含量有關。當η’相溶解 或轉換為η相能使孔蝕電位降低 。在峰值溫 度為 377℃區域含最多之η相,對 T6 銲後熱 處理無強化效用。銲接熱影響區之腐蝕形態 為孔蝕,與母材之沿晶腐蝕不同。銲接熱影 響區經過銲後 T6 熱處理,雖能提高孔蝕電 位,但亦改變原有之腐蝕形態(在峰值溫度 377℃區域除外)。 六、參考文獻
1.D.J.Lloyd and M.C.Chaturedi, “ A Calori-metric Study of AIuminum Alloy AA- 7075”, J.Mater,Sci., 17,pp 1819-1825, 1982﹒
2.J.K.Park and A.J. Ardell, Metall.Trans., 14A,pp. 1843,1983﹒
3.J. K. Park and A. J. Ardell“ Correlation between Microstructure and Calorimetric Behavior of AIuminum Alloy 7075 and
Zn-Mg in Various Tempers ” ,Mater. Sci. Eng.,A114,pp.197-203,1989﹒
4.J. K. Park and A. J. Ardell,“Precipitate Microstructure of Peak-Aged 7075 Al ” ,
Scripta Metallurgia, 22, pp. 1115-1119, 1988﹒
5. M.Talianker and B.Cina, Metall. Trans.,2Oa, pp.2087,1989﹒
6.F.Habiby, A. Ulhaq, F. H. Hashm i and A.Q. Khan, Metall. Trans., 18a, pp. 350,1987.
7.J. M. Papazhn, “ Differential Scanning Calorimetry Evaluation of Retrogressed and Re-aged Microstructures in Aluminum Alloy 7075 ” , Materials Science and Engineering, 79, pp. 97-104,1986﹒
圖 3.1 銲接熱影響區所量測之溫度熱循環 圖 4.1 7075 鋁合金母材,A237 及 A288 之 DSC 掃描結果 圖 4.2 7075 鋁合金 A377,A445 及 A546 之 DSC 掃描結果 圖 4.3 7075 鋁合金模擬之銲接熱影響區各 區域,未經及經過 T6 銲後熱處理之 DSC 掃描結果。(實線代表未經 T6 熱處理,虛線代表經過 T6 熱處理) 圖 4.4 7075 鋁合金模擬之銲接熱影響區各 區域經 T6 熱處理前後之降伏強度。 圖 4.5 定電位下 7075 鋁合金銲接熱影響區 之腐蝕形態分布
圖 4.6 T6 熱處理後,定電位下 7075 鋁合金 銲接熱影響區之腐蝕形態分布