行政院國家科學委員會專題研究計畫 成果報告
半導體產品之需求型態於限制理論需求拉動補貨策略之影
響
研究成果報告(精簡版)
計 畫 類 別 : 個別型 計 畫 編 號 : NSC 99-2410-H-009-049- 執 行 期 間 : 99 年 08 月 01 日至 100 年 09 月 30 日 執 行 單 位 : 國立交通大學工業工程與管理學系(所) 計 畫 主 持 人 : 張永佳 計畫參與人員: 碩士班研究生-兼任助理人員:李育才 碩士班研究生-兼任助理人員:林奕慶 報 告 附 件 : 出席國際會議研究心得報告及發表論文 處 理 方 式 : 本計畫涉及專利或其他智慧財產權,2 年後可公開查詢中 華 民 國 100 年 10 月 29 日
1 一 一 一 一、、、、計畫緣由與目的計畫緣由與目的計畫緣由與目的計畫緣由與目的 近年來在全球化的影響下,市場上的競爭已經不僅只是單一企業的競爭,而是整個供應 鏈之間的競爭。企業應不只追求自己內部組織利潤最大化,必須同時考慮供應鏈成員之間彼 此的協調合作,針對供應鏈內所有活動與流程,發展一套完整配套措施,才能在市場上更具 競爭力,半導體產業即是一個最佳例子。隨著產業發展,半導體產業由垂直整合逐漸走向專 業分工,其供應鏈由五個部分所組成,分別為積體電路(Integrated Circuit, IC)設計公司(design
house)、晶圓製造廠(Fabrication)、晶圓針測廠(Circuit & Probe)、晶粒封裝廠(Assembly)與最終
測試廠(Final Test)。依據現行半導體產業供應鏈的運作模式,晶圓製造廠的客戶以預估方式將 年度需求交付晶圓製造廠,以方便其預留產能、規劃其生產排程,後續再根據市場動態給予 晶圓製造廠確切的訂單。這樣的運作模式下,晶圓製造廠需承擔供需不穩定及長鞭效應的風 險,由於半導體產品的生命週期短,需求變動幅度大且前置時間長,供應鏈的存貨問題對於 半導體供應鏈來說顯得更加困難。為有效整合供應鏈、快速回應市場需求並取得潛在客戶的 青睞,晶圓製造廠必須採用有效的方法管理供應鏈上各階層的存貨。由於半導體產品的生命 週期短,需求變動幅度大且前置時間長(在晶圓製造部份至少需要 8 週的時間),供應鏈的存 貨問題對於半導體供應鏈來說顯得更加困難。而在管理供應鏈存貨之前,晶圓製造廠可先從 尋找有效的方法替其客戶管理置於晶圓製造廠的存貨著手。 關於存貨管理中的補貨策略大多是透過補貨啟動機制的設定,在適當的時機補貨以維護 適當的存貨水準以滿足客戶需求。傳統的補貨策略有連續盤點方式中的(s, Q)補貨策略與(s, S) 補貨策略,與定期盤點方式的(R, S) 補貨策略與(R, s, S) 補貨策略等。但是這些補貨策略參 數的設定受到需求特性的影響,在需求比較確定的環境下,較容易設定參數值啟動補貨機制; 但是當面對需求不確定性高的情形,參數設定的方式就比較複雜。目前已有非常多的研究採 用數學、啟發式方法與模擬的方式,在不確定的需求情境下找尋最佳參數設定方式(如
Anupindi, Morton, & Pentico, 1996; Archibald, 1981; Ehrhardt & Mosier, 1984; Silver, Pyke, & Peterson, 1998 等),但這些方法並沒有考慮即時資訊,在動態的環境下較難應用。
本計畫以限制理論(Theory of Constraints, TOC)為基礎,建議晶圓製造廠使用簡單的需求
拉動補貨(demand-pull)方式管理存貨,其主要運作方式是在供應鏈中的每個成員建立一適當 庫存當作緩衝(buffer),以此緩衝來滿足下游的需求,並以下游實際需求的量作為補貨的量。 若要以此種方式管理存貨,供應鏈上每位成員的管理緩衝的效率,決定了此種補貨方式能否 順利運行。因此 Goldratt 提出一個目視管理的方式,稱為緩衝管理(buffer management),用以 管理各成員的緩衝。緩衝管理將緩衝分為紅、黃、綠三區,當存貨水準落入黃區時採取正常 行動並持續監控,當存貨水準落入綠區時表示存貨太多應調降緩衝,而當存貨水準落入紅區 時則應調升緩衝以免造成缺貨。需求拉動補貨配合緩衝管理的方式可以適當地反應變動的需 求,在使用時也不需要預測顧客未來的需求,雖然此種動態緩衝管理的觀念簡單易懂,但在 實際應用時,一般均以經驗法則決定初始的緩衝庫存量、調整緩衝的時機與應調整的幅度。 為了找出最佳的緩衝調整時機與調整幅度,即使應用現有的工具,仍只能以試誤法評估多組 參數之優劣,過程中可能產生錯誤也需花許多時間。 本計畫建立一套決策支援系統,協助晶圓製造廠的決策者在使用需求拉動補貨結合緩衝
2 管理的方式管理其成品庫存時,能以有效的方式找尋適當的管理參數,並利用此決策支援系 統分析實際的半導體產品歷史需求資料,評估應用需求拉動補貨策略於管理半導體產品庫存 的適用性。另外,本計畫利用統計方法將各產品依策略的適用性與補貨策略參數設定值分成 數個族群,再找出影響產品分群之關鍵需求型態因子並訂定分群規則,進而為晶圓製造廠發 展適合不同半導體產品群之補貨策略。本計畫所建立的決策支援系統可提供一個簡便有效的 應用工具,幫助實務界在應用此種補貨策略時,以較簡單的方式找尋適當的管理參數,進而 提高其採用此種補貨策略的意願。本計畫研究方法結合理論與實務,除可實際應用於半導體 產業外,亦具學術上的發表價值。 二 二 二 二、、、、文獻探討文獻探討文獻探討文獻探討 (
一
)傳統的補貨策略
在傳統的補貨策略中,主要以「連續盤點系統」和「定期盤點系統」兩種不同型態的補 貨策略(賴士葆, 1995),依需求的型態及系統的狀況而使用不同型態的補貨策略。 1. 連續盤點系統 連續盤點乃是持續追縱存貨的狀況,當存貨消耗到再訂購點(reorder point,ROP)時,則將存 貨補充一定的數量或是補充到最高上限。而在連續盤點系統中常見的補貨策略有(s, Q)補貨策 略與(s, S)補貨策略。 (1) (s , Q)補貨策略:當發現存貨水準小於 s 時,即發出訂購量 Q 的訂單。因此,再訂購點 s 及訂購量 Q 就成為影響補貨策略績效的重要參數。過去針對( s , Q )補貨策略的參數研究很多, 皆針對不同面向之績效值,尋找其最佳參數估計。其中 Ehrhardt and Mosier(1984) 考量訂單 履行率與(s,Q)的關係,以啟發式方式,建構對(s,Q)的最佳參數估計。Natarajan and Goyal(1994) 以最小相關成本來討論(s,Q)參數的關係。Namit and Chen(1998) 在前置時間與需求量服從Gamma 分配下,以總成本最小化求得最佳的(s, Q)值。
(2) (s , S)補貨策略:當存貨水準小於 s 時,則發出訂單使存貨量提升到 S 的水準,如此可以
確保每次的目標庫存皆為一致,但相對而言每次所訂購的數量則不盡相同。在這類的補貨策 略中,再訂購點 s 及目標庫存上限 S 等參數的訂定,對補貨策略的績效有很大的影響。其中
Archibald and Silver (1978) 用 搜 尋 的 方 法 找 出 (s, S) 最 佳 的 一 組 參 數 使 總 成 本 最 小 。 Archibald(1981) 在 Poisson 分配需求下,利用計算損失的訂單價值尋找合適的(s, S)參數。 Baganha et al. (1996) 提出先計算存貨水準與再訂購點的差距再來決定(s, S)參數。 2. 定期盤點系統 定期盤點乃是每隔一段固定的時間 (R) 才檢查存貨的狀況,檢查後再將存貨補充一定的 數量或是補充到存貨上限,常見的策略有(R, S)補貨策略與(R, s, S)補貨策略。 (1) (R , S) 補貨策略:每隔一 R 期檢查一次庫存水準,並發出訂單使存貨量補充到 S 的水準。 運用此補貨策略,存貨量必須滿足兩次訂貨期間的需求量,是此策略的關鍵因素。若補貨時 間訂的太長,存貨量就不易應付訂貨期間內的需求變異。過去針對(R ,S)補貨策略參數設定的 研究中,Hadley and Whitin (1969) 先以近似的方法推導出(R, S)之成本表示式,進而延伸將此 系統之精確成本表示式也一併發展。Flynn(2000) 針對單一產品,在隨機的需求下,利用演算
3
法求得最佳盤點週期 R。當工廠內面對多樣產品時,Eynan and Kropp(1998) 針對隨機需求產 品的聯合補貨(joint replenishment)問題,以啟發式演算法來求取最適當之盤點週期 R。
(2) (R, s, S)補貨策略:每隔一段期間 R 即查看其庫存水準。若庫存量小於 s,則發出訂單使庫
存量提升到 S 的水準。在參數研究方面,Zheng and Federgruen(1991) 在需求隨時間而改變下, 利用程式語言讓(R, s ,S)參數也會隨時間不同而更新。這些傳統的補貨策略,僅針對供應鏈「局 部」的存貨問題做最佳化,未能考量對供應鏈整體的效應。且沒有考慮及時資訊的輸入,難 以適用於動態環境下的存貨管理。因此,限制理論針對供應鏈的存貨問題,提出需求拉動補 貨策略(demand-pull),希望可以以簡單的方式解決供應鏈中的存貨問題。 (
二
)限制理論所建議之需求拉動補貨策略
Goldratt(1990)提出企業持續改善績效的方法,主張「突破關鍵瓶頸以發揮最大效益」並 強化開源觀點提升企業有效產出。Goldratt 利用限制理論的思維模式,分析表面問題與隱藏問 題之間的邏輯關係,進而找出問題的根因並尋求可能的解決方案,如此即可以強化較弱的環 節,提高系統整體的有效產出。Goldratt 認為大批量訂購與生產是補貨週期長與供貨不穩的主 要原因,因此建議利用「降低批量」與「增加補貨頻率」的方法縮短補貨時間並降低整體庫 存。此種做法對於追求高產能利用率而大量生產的供應商與大量訂購能取得折扣的零售商而 言,為其管理觀念面的一項突破。以統計角度而言,個別計算的變異會高於整體計算的變異。 Fisher et al. (1994) 認為需求越向上游匯集,總體之預測誤差越低且預測會越準確,因此,應 盡可能將存貨(稱為緩衝)置於需求的匯集處,也就是需求預測最準確的供應商,而在區域 倉庫與零售商的地方只需準備補貨前置時間內之需求量。此外,供應鏈的運作模式也應由推 式改為拉式,下游依實際銷售的數量向上游訂貨,上游按照下游實際的需求量生產並維持安 全存貨,如此供應鏈中每位成員以緩衝來服務下游的客戶,除可平滑產能與庫存水位,穩定 供應消費者之需求外,由於不依賴需求預測,亦可避免預測的變異造成的長鞭效應(李榮貴 & 張盛鴻, 2005)。藉由限制理論之緩衝管理結合需求拉動補貨的方式可決定每期的訂購量。除 了當期實際需求消耗多少即訂購多少數量,以維持在庫量與在途量之總和等於目標存貨水準 之外;若遇上需調整目標緩衝時,則必須加入當期之目標庫存的調整量,方為當期訂購之補 貨總量。亦即上修目標緩衝時,當期訂購量增加;反之,減少當期訂購量,讓存貨維持於一 定水準而不至於缺貨(李榮貴 & 張盛鴻, 2005)。 雖然動態緩衝管理的觀念簡單易懂,但是在實際操作時,並沒有一個明確的標準去決定: (1)初始的目標緩衝,(2)調整緩衝的時機與(3)緩衝要調整的幅度。若緩衝管理的管理參數設定 不適當,都可能對供應鏈造成缺貨或是存貨過多的風險。Goldratt 建議一次可調整比例為 1/2, 而一般實務上通常以 1/3 作為調整的幅度,除此之外,有文獻探討更深入的關於目標緩衝之 調整幅度與調整時機。翁立宇(2004)的實證研究中發現,採用 1/5 的調整幅度所得到的平均存 貨低於 1/3 的調幅,且 1/5 對於整體存貨有較小之波動,缺貨風險小。袁國榮(2004)也發現以 1/5 做為調整比例較為適當,而調整時機則依使用者自行設定。傅豪(2005)以不同情境模擬實 際案例,評估調整時機以及需求拉動補貨結合預測之效果,由實證研究結果發現,調整時機 適中所得之結果比過快或過慢為佳。然而各產業其產品特性皆不完全相同,在實際應用時仍4
需考量各產業特性,訂定合適的執行參數。因此,蔡佳玲(2008)開發了一個以需求拉動補貨 與緩衝管理為基礎的配銷模擬器,用於幫助企業模擬所選擇之執行參數可能產生的結果。然 而,該模擬器一次僅可設定一組參數,在實際應用時仍需使用者自行調配參數組合的選擇。
(三)產品種類與供應鏈設計
供應鏈設計的議題中,研究者為了發展適合之策略,期望提升獲益。Ganeshan and Harrison (1995) 根據供應鏈的定義、策略以及操作等基本面向,加上地點、生產、倉儲與配銷四項關 鍵決策來設計供應鏈。Nolan (1999) 定義了可幫助管理者從供應鏈管理策略獲益的五個面向, 分別為執行面可達到之階段、上司的支持、協同合作、企業流程與組織設計以及有效之績效 指標,並表示這五個步驟可有效幫助執行供應鏈管理系統,應納入考量以達到成功。Beamon (1998)的研究著重於供應鏈設計、分析與績效評估,建構一個多層級模型,探討供應鏈設計對 供應鏈各層面之影響,所使用的績效指標包含了製造、配送排程、存貨水準、層級數量、配 銷中心、工廠生產之產品、買賣雙方關係、產品差異性以及持有產品之存貨量。 在利用產品種類來設計供應鏈之文獻中,多數的供應鏈分類方法是以產品特性為基準, 特別是與市場以及顧客需求相關之特性。Fisher (1997)依需求可預測程度將產品分為需求易預 測的功能型(functional)產品,與需求較難預測的創新型(innovative)產品,並提出七種特性來幫 助管理者區別此兩群產品,其中包含產品生命週期、貢獻利潤比率、產品多樣性、平均預測 誤差、平均缺貨率、平均降價比率與產品前置時間。他認為功能型產品適合效率型(efficient) 的供應鏈,利用預測可平穩生產、最大化產能利用率;而創新型產品由於需求變異大不易預
估,則需要採用回應型(responsive)的供應鏈,當需求出現再生產。Li and O'Brien(2001) 的研究
著重於供應鏈策略與對應之產品類型的數量分析,並延伸 Fisher 的供應鏈分類法,設計了三 種基本供應鏈策略。其研究結果顯示供應鏈策略及其對應之產品屬性確實會影響績效表現; 而充分了解產品特性,可幫助管理者在操作及策略面上制定決策。Vonderembse et al. (2006) 以 三家公司做為研究案例,描述不同的供應鏈類型與其相關特性如何與設計、製造以及運送產 品協調一致,並分析在標準型(standard)、創新型與混合型(hybrid) 的三種產品群之下所應採 用供應鏈策略。此另外也有許多將供應鏈知識實際應用於產業界的文獻,其作法皆是先區分 產品特性,再依其設計合適之供應鏈策略,如 Childerhouse{, 2002 #45}針對照明設備與 Wong{, 2006 #53}針對玩具產業的研究。 (
四
)決策樹分析法應用於產品特性研究之相關文獻
由於決策樹分析具有分類規則容易理解、資料運算處理時間短、以及能處理 連續與類別 型資料等優點,並提供清楚的指引,讓使用者進行預測和分類時知道最為重要之變數為何, 因而應用領域廣泛,由於本計畫與產品需求特性相關,因此以下列出決策樹應用於產品特性 研究之相關文獻。Cestnik(2002) 探討目標行銷,以非酒精飲料產品為例,採用品牌名稱認知 為分類,以消費者特性、行為、意見為因素,利用決策樹找出某特定品牌其使用者之特徵, 分析目的為發現關鍵因素,以做為決策支援之參考。Pasichnyk (2001) 建立演算法,以提供新 產品設計者於設計產品結構的方針,並利用決策樹去找出實質上影響銷售速度最甚的產品屬5 性 之 情 報 。Ishino (1999) 研 究 如 何 形 成 消 費 性 產 品 的 策 略 概 念 , 該 研 究 提 出 以 VBA(Value-Benefit-Attribute)層級模式表達產品的概念,並且使用決策樹規則做為行銷策略模 組,以開發迎合顧客需求的產品。而陳秉誼(2003)之化妝品的行銷研究,利用決策樹能產生外 顯規則的優點,然後以彈性選擇分類變數以及相關的預測變數之方式,研究化妝品市場的消 費者特性,並提出以遺傳演算法結合 C4.5 的方法,以達成精簡決策樹的目的。 三 三 三 三、、、、研究方法研究方法研究方法研究方法 本計畫針對半導體產品的需求型態對限制理論需求拉對補貨策略的影響進行探討。首先 建立以限制理論需求拉動補貨策略為基礎的決策支援系統,針對晶圓製造廠的半導體產品, 依其成品庫存的歷史需求資料,搜尋適合該產品的緩衝管理參數,並評估此種補貨策略是否 適用於該產品;接著再針對將各產品的搜尋結果,以統計方法將產品分成數個族群,接著利 用決策樹找出影響產品分群的關鍵的需求型態因子,以了解產品的需求型態與需求拉動補貨 策略的關聯,最後發展出適合各產品族群的補貨策略。 步驟一 步驟一 步驟一 步驟一:問題情境與定義 本計畫探討以需求拉動補貨配合緩衝管理方式管理晶圓製造廠的成品庫的存貨問題,此 問題可看成一個僅有兩個角色的供應鏈,一為工廠(晶圓製造廠)而另一為顧客。依需求拉 動補貨策略的運作方式,工廠的成品庫為此供應鏈中的緩衝,工廠以成品的庫存量來滿足顧 客的需求,在不調整緩衝大小的情況下,出貨給顧客的數量即為補貨量。緩衝管理用於依庫 存量調整所訂定之目標緩衝:當庫存水準一直落在綠色緩衝區時,表示庫存過多,應適時調 降目標緩衝;當庫存水準落在紅色緩衝區時,表示目前的庫存量可能不足,應適時調升目標 緩衝。為方便描述調整緩衝的時機與調整的幅度,本計畫定義了以下四個管理參數: (1)紅區反應力(R):當存貨水準連續落於紅區而啟動調升目標緩衝機制的期數; (2)綠區反應力(G):當存貨水準連續落於綠區而啟動調降目標緩衝機制的期數; (3)緩衝調升幅度(1/I):當決定要調升目標緩衝時,所要增加的目標緩衝; (4)緩衝調降幅度(1/D):當決定要調降目標緩衝時,所要減少的目標緩衝; 步驟二 步驟二 步驟二 步驟二:決策支援系統之設計 為提高搜尋並評估各項管理參數於管理存貨的效率,本計畫自行設計了一套決策支援系 統。此系統可由使用者匯入待模擬之產品相關資訊、設定模擬環境與參數範圍後,自動搜尋 適合的管理參數組合,另可針對特定參數組合計算相關的績效指標,並以報表方式呈現各式 分析圖表。 步驟三 步驟三 步驟三 步驟三:評估應用需求拉動補貨策略於管理半導體產品庫存的適用性 本計畫利用台灣某晶圓製造廠所提供之產品歷史資料,將其資料利用所建構之決策支援 系統進行模擬,以評估使用需求拉動補貨與緩衝管理於管理半導體產品庫存的適用性。所使 用之產品歷史資料包含個產品的預測訂單量、實際需求量、歷史庫存量及其他與產品特性相 關之資料。在模擬部分,本計畫利用所建構之決策支援系統,對每個產品的資料分別在多種 的緩衝管理參數組合下進行模擬,以平均存貨與服務水準為指標評估模擬結果。
6 步驟四 步驟四 步驟四 步驟四:利用統計分析方法依策略的適用性與此決策支援系統所建議之適當的補貨策略將各 產品分為數個族群 本計畫根據模擬所輸出之資料,將「績效表現」與「策略參數特性」定為分群的標準。 其中「績效表現」由平均存貨與服務水準判定,而「策略參數特性」則包含紅區反應力、綠 區反應力、調升比例與調降比例。在投入實際的半導體產品歷史資料進行模擬後,每個產品 的模擬結果可能為以下三種情況之一: (1) 所有的策略參數組合所產生的績效表現都符合要求; (2) 至少有一組策略參數組合所產生的績效表現符合要求; (3) 沒有任何一組策略參數組合所產生的績效表現符合要求。 若某產品的模擬結果符合情況(1)與(2),則表示該產品適合使用需求拉動補貨策略;若為情況 (3)的話,本計畫將該產品界定為不適合使用需求拉動補貨的方式來管理存貨。除此之外,對 於符合情況(2)的產品,本計畫使用群聚分析法(clustering analysis),依據符合要求的策略參數 特性,再進一步將產品分群。 步驟五 步驟五 步驟五 步驟五:定義可描述產品需求型態的相關因子 本計畫以文獻回顧與專家建議兩種方式進行因子選擇: 1.文獻回顧:在供應鏈設計與產品差異化之相關研究中建議許多適合產品分群之因子,其中 常用的有產品生命週期、產品多樣性、預測不確定性、平均預測誤差、需求量、需求變異程 度、利潤比率、平均降價比率、加工之附加價值、產品前置時間、運送時間與平均缺貨率等 因子。在考慮到資料可取得性與半導體產品的特性之後,本計畫所採用之因子為平均預測量、 平均預測誤差、平均需求量與需求變異程度。 2.專家建議:本計畫以訪談的方式詢問半導體產品趨勢之專家意見後得知,由於半導體產品 具有生命週期短、變動幅度大之特性,其需求於不同季節與生命週期之變異大,因此專家認 為因子之選取應反映出各季需求與產品生命週期之趨勢與變化。故本計畫將移動平均需求量
(simple moving average, SMA)、移動平均需求變異程度、需求偏態(skewness)以及需求峰度 (kurtosis)列為考量的因子。除了以上兩種方法外,另將預測變異程度與歷史資料中的產品製 程也列為考量的因子。 步驟 步驟 步驟 步驟六六六六:利用決策樹找出影響產品分群之關鍵需求型態因子與分群規則 本計畫將所得到的產品分群結果與選出之需求型態因子做為決策樹之輸入資料,利用決 策樹產出之樹狀圖,找出影響產品分群之關鍵需求型態因子,用以說明分群規則,再針對各 產品群建議其適用的補貨策略。 四 四 四 四、、、、研究成果研究成果研究成果研究成果 本計畫已利用EM-plant軟體開發完成了一套決策資源系統,並將其與Microsoft Excel 連 結,作為資料輸入與分析圖表輸出的媒介。此系統提供一個方便好用的工具,便於使用者搜 尋適用之緩衝管理參數搜尋並評估各參數組合之績效。 本計畫自台灣某知名半導體製造廠取得了其37個產品的歷史資料做為案例分析之樣本,
7 利用決策支援管理系統模擬產品採用需求拉動補貨策略之績效表現。根據模擬結果依績效表 現與綠區反應力將產品分為四個族群,再使用決策樹分析找尋影響產品分群之關鍵需求型態 因子與分群規則,藉此歸納出本案例分析之結論。本計畫將此37個產品分為A、B、C三個產 品群,各包含9、13、14個產品。其中A產品群中的任一產品而言,任一組模擬的參數均可達 到所預設的目標;而對B產品群中的任一產品而言,在所模擬的參數組合中,沒有一組參數 能夠達到所預設的目標,亦即B產品群中的產品不適合採用需求拉動補貨策略;對C群的產品 而言,在所模擬的81組策略參數中,只有部分參數組合所模擬出的結果達到預設的目標,且 較適用於迅速調降目標緩衝的策略(亦即以紅區反應力為敏感所佔的比例最大)。接著以C4.5 決策樹歸納依此模擬結果所區分出之產品群與需求型態因子之間的關係,所得到關鍵需求型 態因子為月需求變異係數、季需求峰度、與週需求變異係數;此決策樹的分類準確率為 91.89%。 五 五 五 五、、、、結論與後結論與後結論與後結論與後續研究建議續研究建議續研究建議續研究建議 業界實行供應鏈之存貨管理,由於預測失準常遇到增加存貨與減少存貨的兩難,而限制 理論之需求拉動補貨策略並配合緩衝管理即為存貨管理的方法之一。由於此方法容易執行, 也已經有許多實例驗證過此方法的效果,因此非常適合於業界推行使用。本計畫針對半導體 之晶圓代工廠,利用實際資料分析此種存貨管理方法與管理晶圓代工廠之存貨的有效性與實 際需求之間的關係。本計畫所提出之方法不僅縮短尋找適合參數時間,也幫助欲使用需求拉 動補貨策略的管理者在即使無法一一對產品資料進行模擬的情況下,亦能自有限的資料中判 別是否適合使用此種策略管理存貨。本計畫之分析成果可作為相關產業實務上的參考依據, 並幫助企業提升實行的效率,在有限的時間做出較佳的決策,進而達到提高利潤的目的。 本計畫成功地利用需求型態特性區別適用需求拉動補貨策略之產品群,並提出簡單有效 之分群方法,驗證補貨機制與需求型態間之關聯性。本計畫之產品需求型態並未考慮季節性、 產品生命週期的波動變化以及新舊世代產品的消長,因此未來可將以上觀點納入考量,依產 品生命週期監控需求變化量,可更精確判斷產品於時間軸之特性,並貼近實務運作之真實面。 六 六 六 六、、、、計畫成果自評計畫成果自評計畫成果自評計畫成果自評 本計畫首次探討限制理論需求拉動補貨模式與產品需求型態的關係,研究議題具創新性 且值得發表。研究成果中包括本計畫所開發的決策支援系統,此為一簡單好用的工具,除了 便於後續的相關學術研究進行之外,亦可協助業界以有效率的方式找出適用的管理參數。除 此之外,本計畫所設計的方法可供業界由某產品的需求型態來評估以需求拉動補貨來管理存 貨的可行性,應用價值高。對人才培育的貢獻方面,本計畫培養了具系統性思考與分析與具 基本程式撰寫能力的碩士研究生,並且藉由在計畫執行期間與資料提供公司間的互動,讓研 究生了解台灣目前半導體業的運作狀況與所面對的問題,使其未來在就業時更具競爭力。本 計畫之研究內容與原計畫相符,亦已達成預期之目標完成研究成果與人才培訓。本計畫之研 究 成 果 兼 具 學 術 創 新 性 及 應 用 價 值 , 除 了 已 於 2011 年 的 International Symposium on
8 (eMDC)會議中發表部份之研究成果外,亦將更深入之內容整理成學術論文以發表於學術期 刊。 參考文獻 參考文獻 參考文獻 參考文獻 李榮貴、張盛鴻(2005)。TOC 限制理論:從有「限」走向無限。臺北縣汐止市:中國生產 力中心。 翁立宇(2004)。限制理論應用在配銷管理之實證研究。未出版之碩士論文,國立交通大學工 業工程與管理系所。 袁國榮(2004)。強化限制理論 demand-pull 補貨模式之研究。未出版之博士論文,國立交通 大學工業工程與管理系所,新竹市。 陳秉誼(2003)。應用遺傳演算法與決策樹於化妝品行銷研究。未出版之碩士論文,國立成功 大學工業管理研究所。
傅豪(2005)。IC design house 之庫存管理改善 ~ 試行限制理論於 M 公司之研究。未出版之
碩士論文,國立交通大學管理學院碩士在職專班工業工程與管理組,新竹市。
蔡佳玲(2008)。TOC 配銷管理模擬器之開發。未出版之碩士論文,國立交通大學工業工程 與管理系所。
賴士葆(1995)。生產作業管理-理論與實務(二版)。臺北市:華泰。
Anupindi, R., Morton, T. E., & Pentico, D. (1996). The non-stationary stochastic lead-time inventory problem: near-myopic bounds, heuristics, and testing. Management Science, 42(1), 124-129.
Archibald, B. C. (1981). Continuous review (s, S) policies with lost sales. Management Science,
27(10), 1171-1177.
Archibald, B. C., & Silver, E. A. (1978). (s, S) Policies under continuous review and discrete compound poisson demand. Management Science, 24(9), 899-909.
Baganha, M. P., Pyke, D. F., & Ferer, G. (1996). The under of the reorder point: Test of an approximation. International Journal Production Economics, 45, 331-320.
Beamon, B. M. (1998). Supply chain design and analysis: Models and methods. International
Journal of Production Economics, 55(3), 281-294.
Cestnik, B., Lavrac, N., Zelezny, F., Gamberger, D., Todorovski, L., & Kline, M. (2002). Data
mining for decision support in marketing: A case study in targeting a marketing campaign.
Paper presented at the 2nd International Workshop on Integration and Collaboration
Aspects of Data Mining, Decision Support and Meta-Learning.
Ehrhardt, R., & Mosier, C. (1984). A revision of the power approximation fo computing (s, S) policies. Management Science, 30(5), 618-622.
Eynan, A., & Kropp, D. H. (1998). Periodic review and joint replenishment in stochastic demand environments. IIE Transactions, 30(11), 1025-1033.
Fisher, M. (1997). What is yhe right supply chain for your product? Harvard Business Review, 75, 105-117.
Fisher, M. L., Hammond, J., Obermeyer, W., & Raman, A. (1994). Making supply meet demand in an uncertain world. Harvard Business Review, May-June, 83-93.
Flynn, J. (2000). Selecting T for a periodic review inventory model with staggered deliveries. Naval
Research Logistics, 47(4), 329-352.
Ganeshan, R., & Harrison, T. P. (1995). An introduction to supply chain management. Goldratt, E. M. (1990). Theory of Constraints. Croton-on-Hudson, NY: North River Press. Hadley, G., & Whitin, T. M. (1969). Analysis of inventory systems New Jersey: Prentice Hall.
Ishino, Y., Hori, K., & Nakasuka, S. (1999). Strategic concept formation of consumer goods based on knowledge acquisition from questionnaire data. IEEE International Conference on
9
Systems, Man and Cybernetics (SMC'99), pp.I-1043-1048, 1999
Li, D., & O'Brien, C. (2001). A quantitative analysis of relationships between product types and supply chain strategies. International Journal of Production Economics, 73(1), 29-39. Namit, K., & Chen, J. (1998). Solutions to the (Q, r) inventory model for gamma lead-time demand.
International Journal of Physical Distribution & Logistics Management, 29(2), 138-151.
Natarajan, R., & Goyal, S. K. (1994). Safety stock in JIT environments. International of the
Operations & Production Management, 14(10), 64-71.
Nolan, R. (1999). How to get the most from your SCM system. Bobbin, 42(12), 74-76.
Pasichnyk, R., Maslyyak, B., & Vitsentiy, V. (2001). Modeling of products sale velocity and products recommended structure on the basis of a data reduction method. Paper presented at the IEEE International Workshop on Intelligent Data Acquisition and Advanced Computing
Systems: Technology and Applications.
Silver, E. A., Pyke, D. F., & Peterson, R. (1998). Inventory management and production planning
and scheduling (3 ed.): New York: Wiley.
Vonderembse, M. A., Uppal, M., Huang, S. H., & Dismukes, J. P. (2006). Designing supply chains: Towards theory development. International Journal of Production Economics, 100, 223-238.
Zheng, Y. S., & Federgruen, A. (1991). Finding optimal (s, S) policies is about as simple as evaluating a single policy. Operations Research, 39(4), 654-665.
第 1 頁
出席國際學術會議心得報告
計畫編號 NSC 99-2410-H-009 -049- 計畫名稱 半導體產品之需求型態於限制理論需求拉動補貨策略之影響 出國人員姓名 服務機關及職稱 張永佳,副教授,國立交通大學工業工程與管理學系。 會議時間地點 2011.09.5-2011.09.6;台灣 新竹會議名稱 2011 International Symposium on Semiconductor Manufacturing (ISSM) and e-Manufacturing and Design Collaboration Symposium (eMDC)
發表論文題目 Analysis of demand patterns on demand-pull replenishment application 一、參加會議經過
本(2011)年之 International Symposium on Semiconductor Manufacturing (ISSM) and e-Manufacturing and Design Collaboration Symposium (eMDC) 於 2011 年 09 月 5 日至 09 月 6 日假新竹之國賓飯店舉行。此次會議由台灣半導體產業協會(Taiwan Semiconductor Industry Association,TSIA) 籌辦,國際半導體設備與材料協會(Semiconductor Equipment and Materials International,SEMI)協辦,提供管道讓與半導體製造相關的各廠商與學術研究者得以相互交 流。此次會議的參與者來自許多國際大廠 (如 TSMC, Applied Material, Elpida, Toshiba,
Panasonic, PowerChip, Axcelis, KLA, Xilinx, etc.)與國內外與這些廠商和合作進行研究的知名 大學(如台大、清大、交大、成大、Santa Clara University,等),共有數十篇研究成果發表。
會議共分兩天進行,主辦單位安排了 5 場 Keynote Session,主講者均為學界與業界的知 名人士,分享與半導體業的展望、新技術的發展與利基等有關的見解,每場演講均吸引了數 百位的聽眾。在研究成果發表方面,本人的文章(編號 P0038)被安排於 9/6 早上「Fab Management」的場次,同場次共有 4 篇文章發表,該場次吸引了 30 位以上的聽眾。本人發 表完後,現場有許多人士表示對本人所發表的內容十分有興趣並進行了熱烈的討論,本人於 會後亦與幾位聽眾以 email 方式交換研究心得。 此次會議攜回一本論文集的 CD,此份 CD 中亦包括所有於會議中發表的投影片與相關 資料。 二、與會心得 本人於此次會議中認識了許多來自各大廠的業界朋友,十分榮幸能夠以學術研究者的身分 參與此次會議。在會議的各場次研究成果發表中,看到許多業界的研究成果,對於從事工業 工程與管理研究的本人來說,能夠更深入了解實務界所重視與研究的問題,對於未來研究靈 感的啟發實有助益。感謝國科會本人此次研究計畫的贊助,參與此次會議讓本人的收穫頗豐。 以下附上參與此次會議過程中的活動照片。
第 2 頁
與研究夥伴之合影(本人位於中間)
I S S M 2 0 1 1
I D P 0 0 3 8 A 1 ( D e m a n d P a t t e r n s )
- 1 -
Analysis of Demand Patterns on Demand-Pull Replenishment Application
Edwin D. Liou/TSMC, Chia-Pin Wen/TSMC, Hsin-Feng Tsai/TSMC, Chi-Sheng Shi/TSMC, Yung-Chia Chang/NCTU, Yi-Chieh Lei/NCTU Kun-Tung Hung/Taiwan Semiconductor Manufacturing Company
No. 8, Li-Hsin Rd. VI, Hsinchu Science Park, Hsinchu, Taiwan 300, R. O. C. Phone: +886 -3-5636688 ext.5524 Fax: +886-3-6667758
It is suggested in Theory of Constraint that inventory could be effectively managed by combining demand-pull replenishment policy and buffer management. Demand-pull is a very simple way of managing inventory and is attracted to many industry executives. However, little research is found to further explore the applicable timing or product types such that this approach can be effectively applied. The aim of this study is to probe into how demand characteristics for semiconductor products affect the effectiveness of demand-pull replenishment policy. This study firstly uses simulation to apply demand-pull replenishment policy combining with various buffer management parameters on historical demand data on 21 high-tech products provided by a wafer foundry in Taiwan. The historical data set contains the product’s weekly demand and stock level between June, 2006 and April, 2008. These historical demand data required for each product include the forecast demand, actual demand quantity, and product process. When using buffer management in demand-pull replenishment policy, the buffer size is often divided into three zones: green, yellow and red. The buffer size reflects the consumption pattern, and thus it should be carefully watched to determine appropriate actions. We define four “strategic parameters” to describe the actions of buffer adjustment. The four strategic parameters are red-zone reactor, green-zone reactor, enlarge proportion, and reduce proportion in which the red- and green-zone reactors describe the timing of resizing buffer and enlarge proportion and reduce proportion describe the adjustment amount. We simulate 81 combinations of these four strategic parameters for each product. Service level and average inventory are two performance indicators computed after each simulation run.
The regular production lead time is 9 weeks and no rush production is allowed. Products are divided into three groups based on whether the performance indicators resulting from any of the 81 simulation runs meet the pre-specified requirements determined by decision makers. In this study, we use 95% service level as a requirement. As long as at least one simulation run (representing on specific combination
of the four strategic parameters) for a product results in a service level above 95%, we say that demand-pull replenishment policy is suitable for that product. Cluster analysis is applied for further categorizing the group of products that are suitable by using demand-pull replenishment policy. As a result, those 21 products are divided into four groups after the procedure mentioned above.
Decision tree technique is then applied to find the critical factors to describe the demand patterns in each product group. 21 factors computed from historical demand data are selected to describe the pattern of each set of data. It is an overall grouping accuracy of 85.7% that the decision tree delivered , as a result of finding four critical demand pattern factors to determine product grouping: “kurtosis of seasonal moving average demand”, “error of monthly average forecast”, “product manufacturing process”, and “coefficient of variance of monthly demand”. The results of analysis show that there are significant differences in demand patterns among the groups of products that are either suitable or not by using demand-pull replenishment policy. Furthermore, the historical demand data can help to determine whether demand-pull replenishment policy is suitable for a product.
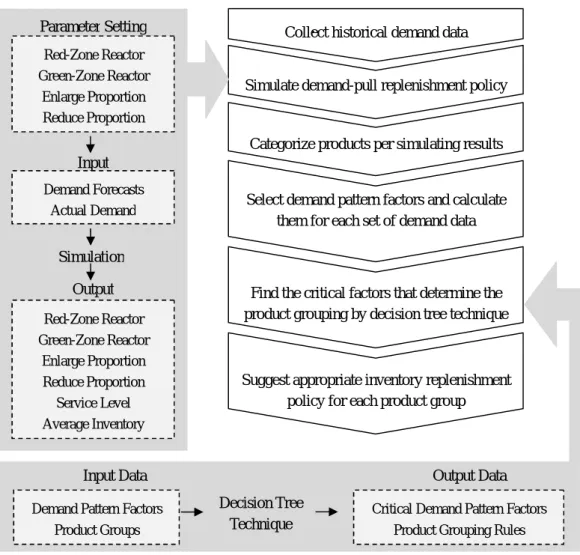
Our research methodology is summarized in Figure 1 and the analysis results are organized in Figure 2. This study proposed a simple yet effective methodology for mangers to determine whether it is appropriate to use demand-pull replenishment policy to effectively manage inventory for a product by its historical demand data without going through time-consuming simulation analysis. Based on our empirical study, a 30-week demand data is good enough to determine whether demand-pull replenishment policy is suitable for that product. Keywords: Demand pattern, Theory of Constraints, Demand-pull replenishment policy, Buffer management, inventory
- 2 -
Collect historical demand data
Simulate demand-pull replenishment policy
Categorize products per simulating results
Select demand pattern factors and calculate them for each set of demand data
Find the critical factors that determine the product grouping by decision tree technique
Suggest appropriate inventory replenishment policy for each product group Parameter Setting Input Demand Forecasts Actual Demand Simulation Output Red-Zone Reactor Green-Zone Reactor Enlarge Proportion Reduce Proportion Red-Zone Reactor Green-Zone Reactor Enlarge Proportion Reduce Proportion Service Level Average Inventory
Input Data Output Data
Critical Demand Pattern Factors Product Grouping Rules Demand Pattern Factors
Product Groups
Decision Tree Technique
.
Figure 1. Research methodology procedures.
Call for Papers Guidelines Program Tutorial Sponsor Committee
9/5 Regular Session — Process Engineering Venue — Ballroom B 10/F Time Topic Speaker Association 16:00 3R on Nickel Silicidation: Reduction of CoO for Ni-Pt Sputtering Takuya Futase U. Tsukuba
16:15 Critical operating condition to prevent low flow trouble of filtersfor wet cleaning process Masatoshi
Hashimoto Nihon Pall 16:30 Novel Two-step Poly CMP to Improve Dishing and Erosion Effect
on Self-aligned Floating Gate Process Chin-Tsan Yeh Macronix 16:45 Reduction of void defects on copper dual-damascene interconnect by
integrated data-driven manufacturing Tomoya Tanaka Panasonic 9/6 Regular Session — Process Engineering Venue — Ballroom B 10/F 11:00 Etch Process optimization and Electrical Improvement in
ultra-low k trench and dual damascene interconnection by using post N2
/O2 plasma treatment and diluted HF wet clean Chih-Yang Chang
Applied Materials 11:15 Reducing Line Edge Roughness Using Argon Ion Implantation Wang Ssu-Ting Powerchip 11:30 Iron (Fe) removal from cyclohexanone thinner used in lithography
process using nylon 6,6 membrane filtration Toru Umeda Nihon Pall 11:45 Reducing Electrical Power Consumption in Ion Implantation Paul Whalen Axcelis 14:15 An Analysis of the Accuracy of the Curtice Cubic GaAs MESFET
Model for Telecommunication Power Amplifier Design Calvin Chien Santa CalraUniversity 14:30 A 3-D Super Computer Architecture Karl Cheng Innotest 14:45 Design intent utilization for lithography compliance checkand layout refinement to improve manufacturability Sachiko Kobayashi Toshiba
15:00Advanced Low Power Product Upgrading Solution for MobileComputing Applications Chih-Hung Lu tsmc 15:45 Photoresist Strip Effects on Dopant Distribution, Activation
and Junction Recess Ivan Berry Axcelis 16:00The unopened contact holes induced by Ammonium Chloride depositafter sidewall silicon nitride formation in high aspect ratio contact Yin Te-Yuan Powerchip
16:15 Scratch Reduction in Oxide CMP Process Yosuke Ohtsuka Renesas 16:30The Study of Floating Gate Formation for Nano-ScaleNAND Flash Memory Cells Feng Chi-Kai Powerchip 16:45 Digitized Service Contents for Process & Equipment Engineering Shigeru Kobayashi Renesas
9/5 Regular Session — Equipment Engineering Venue — Ballroom B 10/F Time Topic Speaker Association 13:30 Effects of Sample Sizes in Phases I and II on p Control
Chart Performance Yi-Chun Chen tsmc 13:45 In-Line metrology monitoring through the diagnostic of equipment-to-equipment variations Anita Chan Powerchip 14:00 Tool Matching Statistical Methodology and Application Sarah Huang tsmc
14:15 FDC Real-time Monitor Enhancement Jade Chu Inotera 14:30 Breakthrough for C/W Management and Operation Model in
200mm FAB by Specialization Technician Ming Ying Ho tsmc 14:45 Automatically Optimize PM Control System for Maximum Productivity Wei Hao Wang Rexchip 15:00Study on Lamp Heating System for SiGe Selective Epitaxial
Growth Fabrication Process Simon Chang tsmc 15:15 Components of Variance for Photo StS & WiS Analysis Jui-Chen Wei Powerchip
.Home >regularsessions
16:00 Vertical re-startup of plasma etching tool from earthquake Tsuyoshi Moriya TEL 16:15 Design and Development of an Innovative Microseismic Spring
Wafer Wagon and Vibration Improvement Jefferson Shyu tsmc 16:30 New method of particle management by high-sensitivity ISPM Hidefumi Matsui TEL 16:45 End Point Detection on the Time Series Process Data Nobuichi Kuramochi Toshiba
9/6 Regular Session — Control Engineering Venue — Ballroom B 10/F Time Topic Speaker Association
11:00 Incorporating Multivariate Projection Methods into a
Run-to-Run Controller Tamara Byrne Umetrics 11:15 Run-to-Run Control Utilizing the AVM System in the Solar Industry Fan-Tien Cheng NCKU 11:30 Framework for Wafer Level Control APC Model Hiroomi Onda Hitachi 11:45 A Rosebrock's Diagonal Dominance Study on Multiple Resolution APC Andy Tsen tsmc
9/6 Regular Session — Metrology Engineering Venue — Ballroom B 10/F 14:15 Analysis of 20nm particles on Si surfaces by combination
of intensified light-scattering and SEM/EDX Kaoru Fujihara TEL 14:30 Metal Grain Nuisance Suppression and DOI Capture Rate
Improvement in 32 nm Technology Node Hsiao-Leng Li Macronix 14:45 Defect Management with Reticle-to-Wafer Correlations David Tseng KLA-Tencor 15:00 Reduction of Nuisance Rate in Inspection Using Review/Inspector
Cycle Optimization Methodology Chimin Chen Macronix 15:45 Blind Contact Detection in the Irregularly Periphery AreaUsing Leap & Scan e-Beam Inspection Hsiang-Chou Liao Macronix
16:00 Semiconductor Tool Monitoring by integrating defect
signatures and in-line WIP Hai Ying KLA-Tencor 16:15 High sensitivity focus failure monitoring by using CD-SEM Kazuki Yokota Renesas 16:30 A Study of Optimal Optical Inspection ConditionRegarding Micro Periodic Structure Harutaka Sekiya Samsung Institute 16:45 Optimization and Monitoring of Bevel Removal Process Yi-Chin Chen Macronix
9/6 Regular Sesssion — Fab Management Venue ─ Ballroom D 11/F Time Topic Speaker Association
11:00 Analysis of Demand Patterns on Demand-Pull
Replenishment Application Yung-Chia Chang NCTU
11:15 Simulation Analysis of Relation between Tool
Variability and Cycle Time Hiroyuki Okumura Renesas 11:30 Quantify Equipment Capacity Impacts induced by Maximum
Waiting Time Constraint through Simulation Wen-Yu Huang tsmc 11:45 Wafer Start Automation With TOC To Enhance Cycle Time Control Chih-Chung Yang Rexchip 14:15 Semiconductor Manufacturing Intelligence and Key Factor Control
Mechanism for Managing Production Cycle Time Hung-Ya Huang NTHU
14:30 Dual Type Scheduling — Apply Multi-direction Neighborhood
Search Algorithm Chien-Lin Chang tsmc 14:45 Method to achieve demand target in a complicate product
mix manufacturing Chiao-Han Fan Winbond 15:00 Multi-product Control Chart Wei-Jen Hsu Powerchip 15:45 Optimizing Information Value of Production Decisionfor Semiconductor Manufacturing Chia-Yu Hsu NTHU
16:00 Productivity Improvement by Prompt and PreciseTransportation of Wafers in 200mm FAB Chun-Jung Huang tsmc 16:15 Smart Sampling by Tool Base Dispatching in 300mm FAB Tai-Siang Huang Rexchip 16:30 A Quality Framework "e-Supplier Platform" to improve materialquality and feedback for process control Tun-Kai Hsu Powerchip
第 1 頁
出席國際學術會議心得報告 (2)
計畫編號 NSC 99-2410-H-009 -049- 計畫名稱 半導體產品之需求型態於限制理論需求拉動補貨策略之影響 出國人員姓名 服務機關及職稱 張永佳,副教授,國立交通大學工業工程與管理學系。 會議時間地點 2011.09.15-2011.09.17;西班牙 巴塞隆納(Barcelona, Spain) 會議名稱 4 thInternational Conference on Manufacturing Engineering, Quality and Production Systems (MEQAPS ’11)
發表論文題目 Prioritizing 5S Activities by Kano Model for a Semiconductor Wafer
Fabrication
一、參加會議經過
本(2011)年之 4th International Conference on Manufacturing Engineering, Quality and Production Systems (MEQAPS ’11) 於 2011 年 09 月 15 日至 09 月 17 日假西班牙巴塞隆納 (Barcelona, Spain)的 Novotel Barcelona Sant Joan Despi 舉行。 此會議為 World Scientific and Engineering Academy and Society 組織籌辦,提供管道讓與製造、品管與生產系統的相關研究 者得以相互交流的機會,共計有 57 篇文章被接受發表。 在會議進行的 3 天中,第一天早上安排了三個演講,當天下午共有 2 個時段,每個時段 各安排兩場發表會,每場安排了約 7 篇文章發表;其餘三天各安排了 3 個時段,每個時段各 安排兩場發表會,每場安排了 5 至 7 篇文章發表。本人擔任第三天早上 9:00 至 11:00 的論文 發表主持人(Chair),並於該場次發表論文。本人的文章(編號 661-128)主要在探討於大型半 導體代工廠的 5S 現場管理問題,提出一個 Kano 模型的應用,以找出能符合顧客期望的管理 方式。本人當天發表後,同時與在場人士一同討論研究心得,由討論中得到許多能增進此研 究的建議。 此次會議攜回一本論文集(ISSN:1792-4693; ISBN:978-1-61804-031-2)與一片論文的電 子版 CD。 二、與會心得 本人於此次會議中認識了許多來自於德國、葉門、約旦、挪威、義大利、英、法等國的相 關研究學者,除了在學術方面的交流外,也交換了旅遊的經驗並介紹了台灣與本校。本人在 這次的會議中擔任一個發表場次的 Chair,在各論文發表前簡介發表者,並於發表後主持 Q&A。; 擔任主持人比擔任發表者的責任更為重大,除了要負責控制時間與控制場面之外,主辦單位 還要求主持人對每位發表人加以評分,並決定是否推薦其文章角逐最佳論文獎。本人已經參 加過多次的國際學術會議,此次會議的聽眾是個非常喜歡問問題的一群,因此整場發表會的 氣氛都很熱烈,是個很難得的經驗。感謝國科會與本校對本人此次出席國際會議經費的贊助,
第 2 頁 參與此次會議讓本人的收穫頗豐。
以下附上主辦單位於當場核發之文章發表與主持人證明,同時附上本人與其餘三位同場發 表者於會後的合影。
Prioritizing 5S Activities by Kano Model
For a Semiconductor Wafer Fabrication
CY Chen and Yung-Chia Chang
Department of Industrial Engineering and Management National Chiao Tung University
1001 Da Hsueh Road, Hsinchu TAIWAN, R.O.C.
[email protected], [email protected]
Abstract: Semiconductor wafer fabrication (FAB) is recognized as one of the most complex manufacturing systems. Due to its capital-intensive machines and facilities, a newly built FAB is expected to operate as early as possible. However, a FAB has to pass various audits from its customers before officially operate. 5S audit is one of them. 5S practice is a famous yet fundamental managerial tool for FAB operation. When building a state-of-the-art 300 mn/130 um FAB, it is common to find hundreds of action items to complete to comply with customers’ expectations toward 5S practice. Moreover, 5S audit on a modrn FAB is no longer solely based on checklist. Meeting customers (auditors) expectations become a key factor to pass a 5S audit. Therefore, FAB managers are facing challenges to allocate their resource under time and budget constraints to meet customers’ expectations toward 5S, especially at the ramp-up stage of a new FAB. This study proposes an application of Kano model and CS-coefficient to effectively prioritize action items of 5S practice for a FAB to assist managers allocating the limited resources to the places that are valued most by their customers. A real case drawn from a 300mm semiconductor wafer FAB in Taiwan is analyzed to demonstrate the effectiveness of this approach.
國科會補助計畫衍生研發成果推廣資料表
日期:2011/10/25國科會補助計畫
計畫名稱: 半導體產品之需求型態於限制理論需求拉動補貨策略之影響 計畫主持人: 張永佳 計畫編號: 99-2410-H-009-049- 學門領域: 生產及作業管理無研發成果推廣資料
99 年度專題研究計畫研究成果彙整表
計畫主持人:張永佳 計畫編號: 99-2410-H-009-049-計畫名稱:半導體產品之需求型態於限制理論需求拉動補貨策略之影響 量化 成果項目 實際已達成 數(被接受 或已發表) 預期總達成 數(含實際已 達成數) 本計畫實 際貢獻百 分比 單位 備 註 ( 質 化 說 明:如 數 個 計 畫 共 同 成 果、成 果 列 為 該 期 刊 之 封 面 故 事 ... 等) 期刊論文 0 0 100% 研究報告/技術報告 1 1 100% 研討會論文 0 0 100% 篇 論文著作 專書 0 0 100% 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 2 2 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國內 參與計畫人力 (本國籍) 專任助理 0 0 100% 人次 期刊論文 0 1 100% 研究報告/技術報告 0 0 100% 研討會論文 1 1 100% 篇 論文著作 專書 0 0 100% 章/本 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 0 0 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國外 參與計畫人力 (外國籍) 專任助理 0 0 100% 人次其他成果