行政院國家科學委員會專題研究計畫 成果報告
異質供應鏈的策略模式與資訊分享之比較研究
計畫類別: 個別型計畫 計畫編號: NSC93-2416-H-110-011- 執行期間: 93 年 08 月 01 日至 94 年 07 月 31 日 執行單位: 國立中山大學資訊管理學系(所) 計畫主持人: 侯君溥 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 94 年 9 月 28 日
摘要 有鑑於不確定性問題對供應鏈運作所造成的干擾,供應鏈策略的擬定有助於企業掌握 供應鏈的運作。本研究從供應鏈不確定因素的分析著手,運用個案研究方法來探討收斂組 裝型供應鏈在需求、供給、與製造這三個運作流程中所面臨的不確定性問題。個案的選擇 包含兩家國內汽車製造廠以及兩家零件供應廠商,可藉由上下游不同角度的分析來了解供 應鏈所面臨的不確定性問題。根據個案研究結果,本研究嘗試建立有關收斂組裝型供應鏈 之策略規劃架構。 研究結果顯示供應鏈策略的規劃必須考量三個層面。首先是供應鏈運作流程,此主要 包含生產策略的規劃、採購交貨安排、以及物流配送設計;其次是成員間的合作關係,此 主要包含對合作夥伴的分類管理以及將關鍵供應商納入研發設計階段;最後則是資訊分 享。而此三層面議題之探討有助於供應鏈領導廠商減緩不確定性問題所帶來的衝擊。 關鍵字:供應鏈不確定性、供應鏈策略 Abstract
Inter-organizational Systems (IOS) has become an important technological force in supply chain performance. Based on the information technology (IT) infrastructure of IOS, inter-organizational information sharing can help the entire supply chain cope with uncertainty. However, supply chain characteristics might affect the pattern of information sharing. This study investigated the uncertainty problem by applying a case study approach to the automobile industry, which provides a classic example of convergent assembly supply chain.
The findings of this study indicated that uncertainty is caused by insufficient supply chain coordination to handle problems related to product demand variation and material supply. Information sharing based on the mechanism of inter-organizational coordination can effectively resolve the uncertainty problems. Moreover, the research results suggested that the pattern of information sharing is influenced by the scale and severity of the uncertainty embedded in supply chain. In the case of convergent assembly supply chain, information sharing is focused on issues related to material supply. This finding paved the way for further studies investigating the information sharing pattern and its contributing and enabling factors based on supply chain characteristics.
1. Introduction
Supply chain management (SCM) is a modern paradigm for improving competitiveness through coordination among different companies. SCM expands the scope of the organizational management beyond the enterprise level to include inter-organizational relationships [3, 4, 5, 16]. Based on coordination among suppliers, manufacturers, and distributors, the SCM method enables the company to achieve an advanced state that it would be unable to reach using its own resources. However, effectively coordinating supply chain participants is difficult owing to the need to make harmonious decisions with frequent communicating, negotiating, and exchanging information [6, 11, 18, 21, 34].
This study selects convergent assembly supply chain, one of supply chain type proposed by Lin and Shaw [23], to investigate information sharing mechanism. Why this study adopts the classification of Lin and Shaw [23] is owing to the purpose of establishing information sharing mechanism is to address uncertainty problems, and the factors that caused these uncertainties have relations with the structure of the physical connections, the product properties, and the operating attributes [6, 9, 11, 18, 25, 27, 40, 41]. Furthermore, this study investigates the mechanism of information sharing in convergent assembly supply chain proposed by Lin and Shaw [23], because this supply chain type is observed in a number of industries, including many types of vehicle firms, and involves manifold materials, a large range of supply sources, and early differentiation of product models.
2. Theoretical Foundations 2.1 Supply chain uncertainty 2.1.1 Uncertainty in demand
Forecasting errors may follow from the irregularity of customer orders in terms of time and quantity, or changes of consumer preferences [6]. Demand uncertainty involves unknowns associated with product characteristics or environmental factors, and causes difficulties in predicting and controlling the demand for a final product. Fisher [11] thought that the critical point in analyzing demand uncertainty is to consider the nature of the demand for the products that one's company supplies. According to the sources of demand uncertainty that the previous researchers proposed, the sources of demand uncertainty can be summarized into channel characteristics, product characteristics, demand forecast, and demand change.
2.1.2 Uncertainty in supply
Failure to deliver according to the customers’ demands is another source of supply chain uncertainty. Davis [6] proposed that supply uncertainty is related to unpredictable and uncontrollable factors in material supply. According to the sources of supply uncertainty that the previous researchers proposed, the sources of supply uncertainty can be summarized into material supply, procurement structuralization, supplier relationship, and procurement planning.
2.1.3 Uncertainty in manufacturing
Manufacturing uncertainty is related to unpredictable and uncontrollable factors in the manufacturing process. Davis [6] proposed that the variance of manufacturing lead time was the major source of manufacturing uncertainty and this was influenced by the variance of product quality, changes in production technology, and the complexity of manufacturing. Engineering redesign was also the influence for manufacturing uncertainty. According to the sources of manufacturing uncertainty that the previous researchers proposed, the sources of manufacturing uncertainty could be summarized into product complexity, process complexity, and engineering change.
2.2 Important issues of supply chain management 2.2.1 Inter-organizational coordination
Inter-organizational coordination is the process of coordinating decisions and actions of several organizations, for a purpose that no one of them can accomplish alone [44]. This also accounts for the need for IOC, which arises in situations demanding concerted action for the mutual purposes of the organizations involved. SCM is the integration of key business processes among the network of
interdependent suppliers, manufacturers, distributors, and retailers [3, 4, 5, 16]. Tightly integrated supply chain is critical for performing SCM, and the activities of IOC play an important role in the development of SCM strategies [3, 20].
2.2.2 Information sharing
The major cause of ineffectiveness in supply chain is uncertainties happened in the processes of inter-organizational coordination [6, 11, 36]. The reason for uncertainties is that perfect information about the system cannot be secured. While every single member has perfect information about itself, uncertainties arise due to a lack of perfect information about other members [18][19][24]. To reduce uncertainties, the supply chain member should obtain more information about other members [7, 37]. This cooperation mode for increasing information sharing among supply chain members can reduce bullwhip effect on a supply chain, because it can help the supply chain members share more information to reduce uncertainties [11, 21].
The shared information should be available through appropriate information interfaces to supply chain participants having a need to know, through a standard to which all parties agree. Development in information technology has made it possible to integrate the supply chains so that the links between supply chain participants have been easier to establish. The elementary factor in making these links feasible is that the companies must develop the information systems in accordance with standards and communication technology that the other parties can agree to.
2.2.2.4 Summary of uncertainty factors
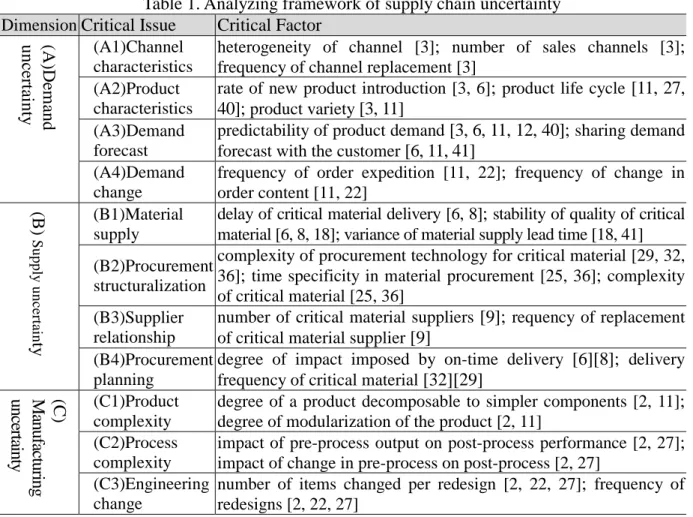
Based on the previous literatures, this study proposed three supply chain uncertainty dimensions and summarized critical issues for the mechanism of supply chain management based on this framework in Table 1.
Table 1. Analyzing framework of supply chain uncertainty Dimension Critical Issue Critical Factor
(A1)Channel characteristics
heterogeneity of channel [3]; number of sales channels [3]; frequency of channel replacement [3]
(A2)Product characteristics
rate of new product introduction [3, 6]; product life cycle [11, 27, 40]; product variety [3, 11]
(A3)Demand forecast
predictability of product demand [3, 6, 11, 12, 40]; sharing demand forecast with the customer [6, 11, 41]
(A)Dem and unc er ta inty (A4)Demand change
frequency of order expedition [11, 22]; frequency of change in order content [11, 22]
(B1)Material supply
delay of critical material delivery [6, 8]; stability of quality of critical material [6, 8, 18]; variance of material supply lead time [18, 41] (B2)Procurement
structuralization
complexity of procurement technology for critical material [29, 32, 36]; time specificity in material procurement [25, 36]; complexity of critical material [25, 36]
(B3)Supplier relationship
number of critical material suppliers [9]; requency of replacement of critical material supplier [9]
(B ) S uppl y uncert ai n ty (B4)Procurement planning
degree of impact imposed by on-time delivery [6][8]; delivery frequency of critical material [32][29]
(C1)Product complexity
degree of a product decomposable to simpler components [2, 11]; degree of modularization of the product [2, 11]
(C2)Process complexity
impact of pre-process output on post-process performance [2, 27]; impact of change in pre-process on post-process [2, 27]
(C ) Manufacturing unc er ta inty (C3)Engineering change
number of items changed per redesign [2, 22, 27]; frequency of redesigns [2, 22, 27]
3. Research Method 3.1 Research framework
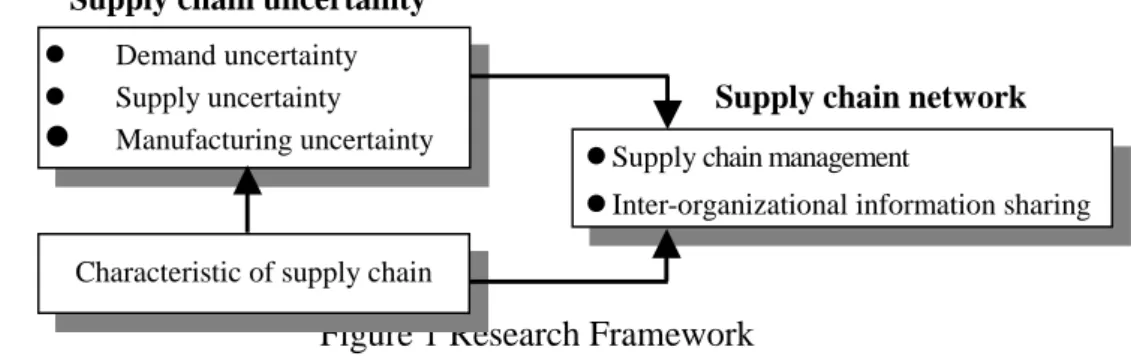
chain uncertainty, supply chain characteristics, and innovation in supply chain network to improve efficiency and efficacy. Based on this research framework, this study adopted a case study approach to investigate what uncertainty problems influence the operation of convergent assembly supply chain and how the enterprise in this supply chain type can address the influence of uncertainty via managerial approaches to supply chains.
Figure 1 Research Framework 3.2 Case study method
3.2.1 Research design
In order to start to understand the uncertainty occurs during the interaction among supply chain participants, this study conducted an investigation on two levels - automakers and suppliers. In the case of the automaker, since the automaker is the leading company in the supply chain and inevitably faces uncertainty from any supply chain activities, this study investigated demand, supply, and manufacturing uncertainty that it meets. Contrarily, this study only investigated the demand uncertainty that the supplier meets. Additionally, the framework proposed by Eisenhardt [10] for building theory from case research has been adopted for organizing the research design.
3.2.2 Case selection and data collection
Lin and Shaw [23] proposed that the supply chain network in the automobile and aerospace industries could be classified as a convergent assembly supply chain. Given the generalizing capability of case research methodology, two automotive supply chains were selected; each comprising an automaker and two suppliers of automotive materials. Table 2 lists the interviewed companies.
Table 2 Interview Subject
Case (Company) Major Business Item Interviewer China Motor
Corporation
Assemble automobile Division manager of sale, purchase, information and manufacture
Ford Lio-Ho Motor Corporation
Assemble automobile Division manager of sale, purchase, information and manufacture
Ta-Yih Industrial Corporation
Produce automobile lamps, motorcycle lamps, and electroplating molds
Division manager of manufacture and information
Tong-Yang Group Corporation
Produce plastics on automobile and motorcycle
Division manager of manufacture and information
4. Case Discussion and Analysis
4.1 Introduction and discussion of the case study
Table 3 Integrated Analysis for the case of CMC Execution Description
A1: For managerial efficiency of channel, CMC reduced sales channel number and maintained a joint venture relation with dealers.
A2: Product life cycle of business vans is longer and product variety is smaller. Product life cycle of sedans is shorter and product variety is larger.
Characteristic of supply chain Demand uncertainty Supply uncertainty
Manufacturing uncertainty
Supply chain uncertainty
Supply chain management
Inter-organizational information sharing
A3 The demand pattern for most products can be predicted, but it is difficult to forecast equipment combination for sedan demand.
Based on sales data, finished product inventory, and sales goal, CMC makes a production plan for the next six months, but this plan requires frequent revision.
A4: Change frequency in order content is lower.
B1: Since CMC requires the supplier to pass the quality certification of ISO90001 and QS90002, most material quality can fit the company requirements.
B2: Since the number of critical materials is large, and each has its own specifics, material procurement is complex and requires considerable manpower.
To match the work sequence in the manufacturing process, components with low commonality often have time specifications set for their delivery.
B3: Since numerous materials exist, mostly purchased from different suppliers, the number of supplier is very large.
The frequency of replacing critical material suppliers is lower.
B4: A sequential delivery method is devised for receiving components with low commonality. This method requires just in time (JIT) and frequent delivery from suppliers.
C1: The product can be decomposed to simpler components.
Automobile manufacturing requires numerous components, each with its own standardized specifications.
C2: Since product differentiation happens in the early stage of production and the automobile manufacturing process cannot be reversed, CMC has difficulty in dealing with customer demand for diversifying equipment combination.
C3: To maintain competitiveness, the style of sedans is frequently modified, leading to engineering redesign involving a range of activities from product design to after-sales support.
4.1.2 Ford Lio-Ho Motor Corporation (FMC)
Table 4 Integrated Analysis for the case of FMC Execution Description
A1: Since numerous sales channels may increase the difficulty of managing product demand, FMC reduced the number of sales channels and maintained an agent relation with dealers. A2: Product life cycle of commercial vehicles is longer and product variety is smaller.
Product life cycle of sedans is shorter and product variety is larger.
A3 Although the demand pattern for most products can be predicted, it is difficult to forecast equipment combination for demand in sedans.
After discussing with dealers, the department of sales releases a production estimate for the next month. Based on this estimate, FMC creates a production plan for the coming months, although this plan frequently requires revision.
A4 The frequency of change in order content is lower.
B1: Since FMC requires the supplier to pass the quality certification of QS9000 and Ford Q13, most material quality can fit the company requirements.
B2: Since numerous critical materials exist, each with own particular specifications, procurement is a complex task and requires a significant sized work force.
For supporting the work sequence in the manufacturing process, components with low commonality often have time specification set for their delivery.
B3: Owing to the existence of numerous types of materials purchased from different suppliers,
1
ISO9000 is an internationally recognized standard applying to the management of quality and the quality of management. The standard is like a detailed management agenda.
2 QS9000 is a quality standard created jointly by Ford, General Motors, and Chrysler. QS9000 encompasses the
entire set of requirements of ISO9000 and adds specific quality requirements of the automotive industry, as well as specific requirements for each of the major automotive OEMs.
3 Ford Q1 is a designation given by Ford Motor Company to suppliers that consistently exhibit a high level of quality in
the products and services they provide. This Ford program requires that a supplier's facility achieve excellence in four critical areas: capable systems, continuous improvement, ongoing performance, and satisfied customers.
numerous different suppliers exist.
When FMC used the policy of picked troop to cooperate with their critical material suppliers, the frequency of replacing critical material supplier was lower.
B4: A sequential delivery method is designed for receiving components with low commonality. This method calls for JIT and frequent delivery from suppliers.
C1: The product can be decomposed into simpler components.
Automobile manufacturing requires numerous components, each with its own standardized specifications.
C2: Since product differentiation happens in the early stage of production and the automobile manufacturing process cannot be reversed, it is difficult for FMC to deal with customer demand for diversifying equipment combination.
C3: To maintain market competitiveness, the style of sedans is frequently modified, which leads to engineering redesign in a series of activities from product design to after-sales support.
4.1.3 Ta-Yih Industrial Corporation (TIC)
Table 5 Integrated Analysis for the case of TIC Execution Description
A1: The company provides lamps and electroplating molds for automobiles, motorcycles, and airplanes. A2: Lamp is a component with low commonality in automobiles.
Product life cycle depends on the product of the automaker.
In light of the comparability with the product of the automaker, new product development and engineering change requires close collaboration with the automaker.
A3 Although automakers share demand forecast information with TIC, the forecast is often inconsistent with the final order.
A4: Since automakers often redeploy production scheduling, order expedition frequency is high. 4.1.4 Tong-Yang Group Corporation (TGC)
Table 6 Integrated Analysis for the case of TGC Execution Description
A1: The company provides plastics for automobiles and motorcycles.
A2: Since the plastics that TGC provides are the outward appearance parts of automobiles, they have low commonality.
When the plastics are customized to the automobile, the product life cycle depends on the product of the automaker.
In light of the comparability with the products of automakers, new product development and engineering change require close collaboration with automakers.
A3 Although automakers share information regarding demand forecast with TGC, the forecast is frequently inconsistent with the final order.
A4: Since the automaker frequently redeploys the production scheduling, order expedition frequency is high. 4.2 Synthesis
After analyzing the data from these four cases, this study probes the cause of the uncertainty and attempts to propose the adaptation methods of supply chain management.
4.2.1 Analysis of uncertainty problem 4.2.1.1 Supply chain uncertainties (1) Sources of demand uncertainty
Demand uncertainty originates from the factors in the dimensions of product characteristics and demand forecast. In the product characteristics dimension, product variety has been increased to meet the trend towards increasing customization. Although numerous combinations of equipment options can enhance customer satisfaction, this increases the difficulty of managing product demand. In the demand forecast dimension, the possibility of equipment combination and product complexity makes it difficult to forecast detailed product demand. The difficulty of predicting detailed product specifications causes difficulties for automakers in setting their production plans to meet customer demand.
(2) Sources of supply uncertainty
supplier relationship, and procurement planning. In the dimension of procurement structuralization, given various material types, most of which are specific to certain products, automakers must devote extra effort to procurement. Moreover, this complexity of material procurement requires intensive human intervention, increasing the incidence of errors. In the dimension of the supplier relationship, since there are numerous suppliers, each playing a different role in the material supply, the automaker must spend extra effort to coordinate with them.
(3) Sources of manufacturing uncertainty
Manufacturing uncertainty results from the factors in the dimensions of process complexity and engineering change. In the process complexity dimension, given that make to stock (MTS) production strategy, product differentiation happens in the early stage of production owing to the characteristics of automobile manufacturing process. This manufacturing process rigidity suggests difficulties for automakers in dealing with customer demand for the diversification of equipment combination. In the engineering change dimension, modification of the outlook and inner component design is frequently necessary to retain market competitiveness.
4.2.1.2 Supply chain problems
Analysis of uncertainty indicated that supply chain problems are associated with demand variation and material supply.
(1) Problems with demand variation
Three problems are connected to demand variation. The first problem is difficulty in forecasting detailed product specifications. The second problem is that MTS production strategy cannot meet the diversification of customer demand in the channel.. Unfortunately, extant forecasting methods frequently do not provide the correct detailed product demand information. This combination of manufacturing process rigidity and low predictability of detailed product demand make it difficult to satisfy customer specific demand using the MTS production strategy, resulting in unfulfilled customer demand, increased inventory costs and loss of revenue.
(2) Problems with material supply
Material supply suffers from two problems. The first problem is the difficulty in managing material delivery. This complexity of multiple delivery models and of critical material makes implementing automaker material delivery planning very difficult. The second problem is the difficulty in controlling material quality. Such material complexity, limitation of supplier technological ability, and coordination difficulties owing to the number of suppliers involved have contributed to uncertainty in material quality control.
4.2.2 Adaptation methods of supply chain management
Analyzing problems involving supply chain uncertainty based on these four cases reveals the following adaptation methods:
4.2.2.1 Coordination between factories and channels to solve demand side problems
In the automotive industry, since manufacturing processes rely on capital-intensive equipment and numerous and various parts for different products, the final products are generated in the assembly stage and the manufacturing process is irreversible. Consequently, early differentiation of product models and the process rigidity have rendered the MTS production strategy incapable of meeting customer specific demand in the channel. The diversification problem of customer preference can be addressed by employing the MTO (make to order) production strategy and postponement strategy.
While MTO can meet the demand of customization, the drawback of the strategy is that the increasing lead-time may reduce customer satisfaction [1, 26]. Therefore, the key issue in implementing MTO is how to decrease the lead-time and thus improve customer satisfaction. Coordination between the factory and channel is the key to solving this problem. Applying both MTO and postponement strategy, either the factory or the channel has its specific tasks to perform and can collaborate with each other in harmony. This coordination mechanism not only can help the factory to enhance the capability of addressing the diversification of customer product demand, but also can help the channel to provide better services and reduce customer waiting time.
In the automotive industry, since the manufacturing process is a complex set of activities involving numerous suppliers and numerous outsourcing components, production depends on material quality and material delivery effectiveness. Hence, improving supplier technology and delivery capability is critical for factories. Supplier involvement in collaborative design and delivery method can help suppliers obtain advanced knowledge of product design, and can help them improve their delivery skills in the procurement process.
To achieve the benefits from supplier involvement in collaborative design and delivery method, previous studies emphasized that supplier involvement should be managed carefully. Particularly in the case of final products comprising parts from numerous different suppliers, managing suppliers becomes a challenging aspect of SCM. The key issue in such situations is to classify suppliers according to their delivery capability, and to decide the coordination pattern between factory and supplier. Differentiation among several forms and phases of supplier involvement can help to establish an effective coordination strategy, not only making supplier involvement more manageable, but also achieving increased economic benefit in the coordination process.
4.2.2.3 Deployment of IT infrastructure to facilitate information sharing in supporting coordination between supply chain participants
To achieve the effects of information sharing, this study suggested deploying IT infrastructure to support information sharing execution. Many information technologies have been designed to support information sharing among supply chain partners. For these types of information, companies can deploy suitable IT infrastructure to realize the goal of sharing among partners. For example, for product information, companies can apply the information systems of product data management or collaborative product development to facilitate inter-organizational information sharing. Moreover, for shop flow information, companies can apply the information systems of advance planning system, available to promise, master planning system module, or integrated shop floor control system to facilitate inter-organizational information sharing.
5. Conclusion and suggestion
The uncertainty problems observed in the case study analysis can be attributed to imperfect coordination among supply chain participants in demand side and supply side owing to the coordination complexity for which the participants has not experienced yet, and the lack of an information sharing mechanism. Moreover, these two factors are frequently intertwined together. Effective SCM requires management skills in coordination, and implementation of an IT platform to facilitate information sharing. Consequently, mutual trust among supply chain participants is important for the success of inter-organizational coordination. Additionally, successful implementation of business-to-business platform depends on business process reengineering in an inter-organization scale. The leading company in the supply chain should take the initiative and assume increased responsibility.
5.1 Propositions and Hypotheses
Proposition 1: Effective management of convergent assembly supply chain requires inter-organizational coordination and information sharing among supply chain participants; particularly, inter-organizational coordination must precede information sharing.
Proposition 2: Effective management of convergent assembly supply chain must address problems associated with demand variation.
Hypothesis 2.1: If the coordination mechanism between factory and channel can be aligned with product properties, problems associated with demand variation will be addressed well.
Hypothesis 2.2: Effective deployment of IT infrastructure to facilitate information sharing is important for supporting coordination between factory and channel.
Proposition 3: Effective management of convergent assembly supply chain must address problems associated with material supply.
Hypothesis 3.1: The coordination mechanism between factory and supplier is important in addressing problems associated with material supply.
important for supporting coordination between factories and suppliers.
Proposition 4: Inter-organizational coordination and information sharing in convergent assembly supply chain can reduce inventory costs and manufacturing cycle time, and improve customer satisfaction. In short, inter-organizational coordination and information sharing can help integrate supply chain resources, thus improving overall supply chain performance.
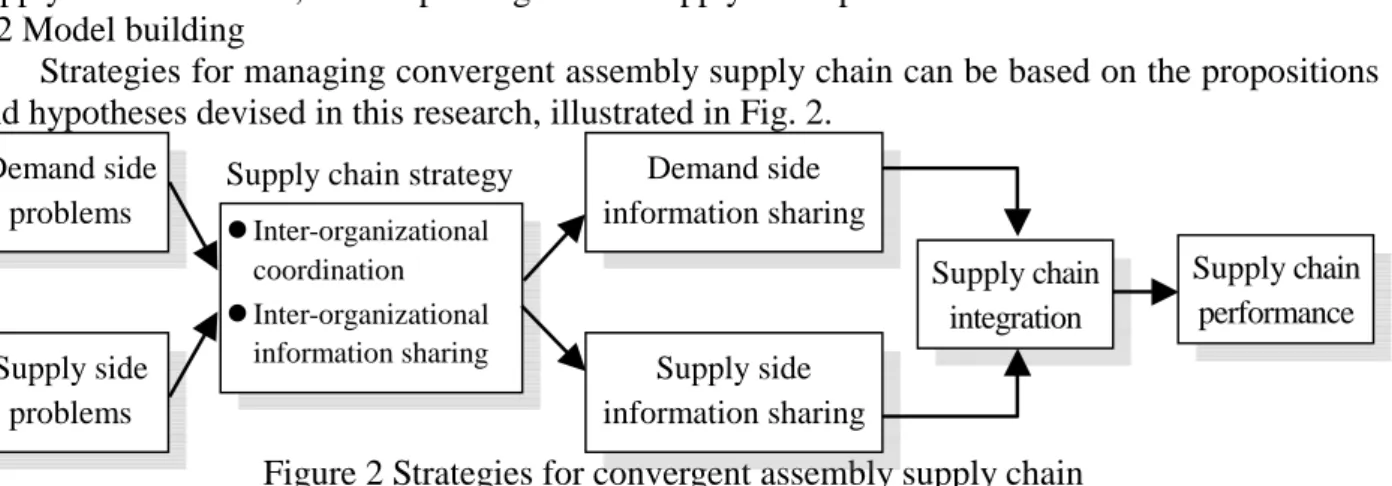
5.2 Model building
Strategies for managing convergent assembly supply chain can be based on the propositions and hypotheses devised in this research, illustrated in Fig. 2.
Figure 2 Strategies for convergent assembly supply chain References
[1] Aitkena, J., Childerhouseb, P. and Towillc, D. “The impact ofproduct life cycle on supply chain strategy,” International Journal of Production Economics (85:2), 2003, 127-140.
[2] Calinescu, A., Efstathiou, J., Schim, J. and Bermejo, J. “Applying and assessing two methods for measuring complexity in manufacturing,” The Journal of the Operational Research Society (49:7), 1998, 723-733.
[3] Chopra, S. and Meindl, P. Supply Chain Management: Strategy, Planning, and Operation, Prentice-Hall, New Jersey, 2001.
[4] Cooper, C., Lambert, M. and Pagh, D. “Supply chain management: More than a new name for logistics,” International Journal of Logistics Management (8:1), 1997, 1-13.
[5] David, L., Philip, K. and Edith, L. Designing and Managing the Supply Chain: Concepts, Strategies and Case study, McGraw-Hill, New York, 2001.
[6] Davis, T. “Effective supply chain management,” Sloan Management Review (33:3), 1993, 35-46.
[7] DeCroix, A. and Mookerjee, S. “Purchasing demand information in a stochastic-demand inventory system,” European Journal of Operational Research (102:1), 1997, 36-57.
[8] Dickson, W. “An analysis of vender selection systems and decisions,” Journal of Purchase (2:1), 1966, 5-17.
[9] Duncan, B. “Characteristics of organizational environmental and perceived environmental uncertainty,” Administrative Science Quarterly (17:3), 1972, 313-327.
[10] Eisenhardt, “Building Theories from Case Study Research,” Academy of Management Review (14:4), 1989, 532-550.
[11] Fisher, M., “What is the Right Supply Chain for Your Product,” Harvard Business Review (75:2), 1997, 105-116.
[12] Gerwin, D. “Manufacturing flexibility: a strategic perspective,” Management Science (39:4), 1993, 395-410.
[13] Handfield, B. and Nichols, E. Introduction to Supply Chain Management, New Jersey, Prentice-Hall, 1999.
[14] Kauffman, R. and Walden, E. “Economics and electronic commerce: Survey and directions for research,” International Journal of Electronic Commerce (5:4), 2001, 5-116.
[15] Lambert, M., Cooper, C. and Pagh, D. “Supply chain management: implementation issues and research opportunities,” International Journal of Logistics Management (9:2), 1998, 1-19.
[16] Lamming, C., Caldwell, D., Harrison, A. and Wendy P. “Transparency in Supply Relationships: Concept and Practice,” The Journal of Supply Chain Management (37:4), 2001, 4-10.
[17] Lau, T., Goh, M. and Phua, L. “Purchase-related factors and buying center structure,” Industrial
Demand side problems Supply side problems Inter-organizational coordination Inter-organizational information sharing
Supply chain strategy Demand side
information sharing Supply side information sharing Supply chain integration Supply chain performance
Marketing Management (28:6), 1999, 573-587.
[18] Lee, L. and Billington, C. “Managing supply chain inventory: pitfalls and opportunities,” Sloan Management Review (33:3), 1993, 65-73.
[19] Lee, L. and Whang, S. “Information sharing in a supply chain”, International Journal of Technology Management (20:3), 2000, 373-387.
[20] Lee, L. “Creating value through supply chain integration,’’ Supply Chain Management Review (20:1), 2000, 30-36.
[21] Lee, L. “Aligning supply chain strategies with product uncertainties,” California Management Review (44:3), 2002, 105-119.
[22] Li, K., Shyu, T. and Adiga, S. “A heuristic rescheduling algorithm for computer-based production scheduling systems,” International Journal of Production Research (31:8), 1993, 815-1826.
[23] Lin, F., and Shaw, M. “Reengineering the Order Fulfillment process in Supply Chain Networks,” The Information Journal of Flexible Manufacturing Systems (10), 1998, pp.197-229.
[24] Lin, F., Huang, S., and Lin, S. “Effects of information sharing on supply chain performance in electronic commerce,” IEEE Transactions on Engineering Management (49:3), 2002, 258-268. [25] Malone, W., Yates, J. and Benjamin, I. “Electronic markets and electronic hierarchies,”
Communications of the ACM (30:6), 1987, 484-497.
[26] McCutcheon, M., Raturi, S. and Meredith, R. “The customization-responsiveness squeeze,” Sloan Management Review (35:2), 1994, 89-98.
[27] Miller, D. and Dorge, C. “Psychological and traditional determinants of structure,” Administrative Science Quarterly (31:4), 1986, 539-560.
[28] Mintzberg, T. “Patterns in strategy formation,” Management Science (24:9), 1978, 934-948. [29] Novack, A. and Simco, W. “The industrial procurement process: a supply chain perspective,”
Journal of Business Logistics (12:1), 1991, 145-167.
[30] Perry, M., Sohal, S. and Rumpf, P. “Quick Response Supply Chain Alliances in the Australian Textiles, Clothing and Footwear Industry,” International Journal of Production Economics (62:2), 1999, pp.119-132.
[31] Ramdas, K. and Spekman, E. “Chain or shackles: understanding what drives supply chain performance,” Interface (30:4), 2000, 1-25.
[32] Reve, T. and Johansen, E. “Organizational buying in the offshore oil industry,” Industrial Marketing Management (11:4), 1982, 275-282.
[33] Ring, S. and Van de Ven, A. “Developmental processes of cooperative inter-organizational relationships,” Academy of Management Review (19:1), 1994, 90-118.
[34] Strader, T. Lin, F. and Shaw, M. “The impact of information sharing on order fulfillment in divergent differentiation supply chains,” Journal of Global Information Management (7:1), 1998, 16-24.
[35] Strader, T., Lin, F. and Shaw, M. “Business to business electronic commerce and convergent assembly supply chain management,” Journal of Information Technology (14:4), 1999, 361-373. [36] Subramaniam, C., and Shaw, M. “A study of the value and the impact of b2b e-commerce: the case
of web-based procurement,” International Journal of Electronic Commerce (6:4), 2002, 19-40.
[37] Thonemann, W. “Improving supply-chain performance by sharing advance demand information,” International Journal of Production Economics (142:2), 2002, 81-107.
[38] Trent, J. and Monczka, M. “Achieving World-Class Supplier Quality,” Total Quality Management (10:6), 1999, pp.927-938.
[39] Van der Vaart, J., de Vries, J. and Wijngaard, J. “Complexity and uncertainty of materials procurement in assembly situations,” International Journal of Production Economics (46:2), 1996, 137-152.
[40] Vickery, V., Roger, C. and Cornelia, D. “Supply chain flexibility: an empirical study,” Journal of Supply Chain Management (35:3), 1999, 16-24.
Sciences (7:4), 1976, 595-606.
[42] Wynstra, F. and Pierick, E. “Managing Supplier Involvement in New Product Development: A Portfolio Approach,” European Journal of Purchasing and Supply Management (6:1), 2000, 49-67. [43] Yin, R. Case Study Research: Design and Methods, Sage Publications, New Jersey, 1994.
[44] Zajac, E. and Olsen, P. “From transaction cost to transaction value analysis: implications for the study of inter-organizational strategy,” Journal of Management Studies (30:1), 1993, 131-145.
計畫成果自評 本研究釐清供應鏈所面臨的不確定性因素,並針對所面臨的不確定性情境審慎考量供 應鏈運作流程、成員合作關係、以及資訊分享這三個層面的相關策略議題,如此方能有效 因應不確定性問題所帶來的衝擊,並進而達到供應鏈資源的有效整合與整體績效的提昇。 藉由經針對兩家汽車製造商以及兩家零件供應商訪談結果進行分析後,本研究整理出個案 公司於供應鏈運作過程中所共同面臨的不確定性問題,以及所採行因應方法與策略的共同 特徵,讓企業面臨相同問題以供參考。 依據本計劃研究成果所撰寫之論文已發表在上海舉辦的第八屆泛太平洋資管研討會 (Pacific Asia Conference on Information Systems, PACIS)。