渦卷設計逆向工程曲線擬合之研究
104
0
0
全文
(2) 渦卷設計逆向工程曲線擬合之研究 研究生:林育生. 指導教授:洪景華 教授. 國立交通大學機械工程學系. 摘要 本文主旨在建立渦卷設計之逆向工程曲線擬合理論,及其電腦輔助應用程 式。將量測的渦卷原始座標點資料,進行前處理,經兩階段曲線擬合及兩階 段座標旋轉,求取渦卷擬合設計參數,並計算擬合誤差,透過區域擬合降低渦 卷頭部及尾部特殊設計對渦卷曲線擬合所造成的誤差。. 本研究系統實現是以Visual basic 2005為應用程式開發工具,發展一套 同時擁有渦卷逆向工程曲線擬合及渦卷製造誤差檢測之視窗化物件導向式電 腦輔助分析系統。針對經由三次元量測儀或影像檢測系統所取得之渦卷外型座 標點資料,擬合求取原設計參數,並重新建立設計模型,提供渦卷設計者分析 其設計優劣。應用程式亦可輸入設計參數,檢測渦卷製造過程所產生之誤差。. i.
(3) Study on Curve Fitting of Scrolls In Reverse Engineering of Scroll Desin Student:Yusheng Lin. Advisor: Chinghua Hung. Institute of Mechanical Engineering National Chiao Tung University ABSTRACT The main purpose of this research is to construct the theory for curve fitting of scrolls in reverse engineering of scroll design and the corresponding application program based on the theory. The original measured coordinate data of scroll was rearranged and two stages of curve fitting and coordinate rotations were conducted after fitting parameters were specified. Finally, an area curve fitting method was adopted to reduce the fitting error for scrolls with specially modified head and tails. The system is implemented into an executable computer program by using developing tool Visual basic 2005. Two major functions, curve fitting of scrolls in reverse engineering of scroll design and scroll manufacturing error measurement, can be performed with this program. Several sets of scroll data measured by coordinate measuring machine were tested by this developed program. Good agreements were obtained by comparing known design parameters of tested scrolls.. ii.
(4) 誌 謝 本論文可以順利完成,首先感謝指導教授 洪景華博士在研究及論文寫作 上的指導與關切,衷心地感謝您這一年對學生的照顧,讓我得以完成碩士學 業。同時,亦感謝國立交通大學 徐瑞坤教授和 國立清華大學 賀陳弘教授擔 任本論文的口試委員,並提出許多寶貴的意見,使本論文能更趨完備。 再來,感謝這兩年來朝夕相處的實驗室伙伴們。感謝學長們總是能在我研 究中遭遇困難時,適時地伸出援手,不厭其煩的讓我發問、尋求解答;而同學 們間的互相砥礪,更是論文得以順利進行的助力。當然,更要感謝陪我走過這 苦悶研究生涯的每一位好朋友,沒有你們我難以渡過煎熬。所以,我在此誠心 誠意期盼我認識的每個人都能事事順心。 最後感謝我的父母親,由於您們不間斷的鼓勵和日常生活上的幫助,使我 無後顧之憂地全心投入於求學及研究工作上,謝謝您們,希望您們永保健康、 快樂。. iii.
(5) 目錄 中文摘要….………………………………………..…….….......i 英文摘要.………………..…….…..............................................ii 誌 謝….….…………………………………...…..…….….......iii 目錄…..…….……………………………………..…….….......iv 表目錄…..…….…………………………...…………….........viii 圖目錄…..…….…………………………………………..........ix 符號說明………………………………….………......………xiii 第一章. 緒論…………...….…….………...……..…….….......1. 1.1 前言.……...……..…………………..………………….……1 1.2 渦卷式壓縮機結構.……...……..…………………..…….…3 1.3 研究動機與目的……...………….……………….…………6 1.4 本文架構….....………...…………………………….….…...7. 第二章. 文獻探討………..........................….………………...9. 2.1 前言……………………….………………...…..………...…9 2.2 延伸漸開線形渦卷之幾何數學模式…………………….…9 2.2.1 延伸漸開線之數學式…………….………..…………9 iv.
(6) 2.3.2 延伸漸開線形渦卷幾何模式…………......…....….12 2.3.3 渦卷之數學模式……………………………...........14 2.3 標準漸開線之創成………………………..……………..…20. 第三章 渦卷曲線擬合理論推導………..……………………23 3.1 前言……………………….………….…………….........…23 3.2 第一階段曲線擬合…………………………………..….…25 3.2.1 面積最小平方法………………………....….………25 3.2.2 資料前處理…………...………………………..……29 3.3 第二階段曲線擬合…………………………………...……31 3.3.1 不偏倚最小平方法…………...…..……...….………32 3.3.2 特殊區域擬合…...………………..……...….………33 3.4 擬合誤差………………………………………...…...….…36 3.4.1 座標歸零...…………………..………...………….…36 3.4.2 第一階段座標旋轉………..………...…….………...37 3.4.3 第二階段座標旋轉………..………...…….…...……39 3.4.4 輸出設計參數………..………...…….………...……41 v.
(7) 3.4.5 擬合誤差輸出………..………...…….………...……43. 第四章 應用程式建立與案例分析……..……………………46 4.1 應用程式建立與模擬測試……………………….……..…46 4.1.1 第一階段曲線擬合程式介面...…………..….…...…48 4.1.1.1 第一階段曲線擬合……..……………..…...…48 4.1.1.2 資料前處理………………………….……..…49 4.1.2 第二階段曲線擬合程式介面…………….…………50 4.1.2.1 第二階段曲線擬合………………….……..…50 4.1.2.2 特殊區域擬合………………….…………..…51 4.1.3 擬合誤差程式介面……………………….…………52 4.1.3.1 座標歸零及第一階段座標旋轉…………...…52 4.1.3.2 第二階段座標旋轉與擬合半徑微調……...…53 4.1.3.3 輸出設計參數……………….……………..…54 4.1.3.4 擬合誤差輸出…………………….………..…55 4.2 應用案例測試…..…..……………………….……………...56 4.2.1 案例分析(一) ………………………...….…………56 vi.
(8) 4.2.2 案例分析(二) ………………………...….…………65 4.2.3 案例結果討論………………………...…..…………75 4.3 製造誤差檢測..…..………………………………...…....…76. 第五章 結論與未來發展方向…………………………......…85 5.1 結論…..…..………………………………...…….……...…85 5.2 未來發展方向..……………………………………..…...…86. 參考文獻…………………………………………...……….…87. vii.
(9) 表目錄 表 1.1 常見的壓縮機種類及其特性…………………………………...….…...…1 表 4.1 案例渦卷之設計參數及量測方式……………………………...……..…56 表 4.2 檔案 0077AA_Main.csv 渦卷擬合設計參數及擬合誤差分析...……...…64 表 4.3 檔案 0900_Main.csv 渦卷擬合設計參數及擬合誤差分析(一)……..…73 表 4.4 檔案 0900_Main.csv 渦卷擬合設計參數及擬合誤差分析(二)……..…74 表 4.5 檔案 0077AA_Main.csv 擬合誤差及製造誤差檢測結果比較………..…84. viii.
(10) 圖目錄 圖 1.1 渦卷式壓縮機…...…………….....…………...…………...….……...……3 圖 1.2 渦卷式壓縮機之主要構成元件……………………………...…….….….4 圖 1.3 渦卷式壓縮機之工作原理……………………….......………...……...….5 圖 2.1 延伸漸開線展開示意圖…...…………….....……………...….…….……10 圖 2.2 刀具在空間中將銑切出延伸漸開線形渦卷………………….……...….12 圖 2.3 銑削渦卷之刀具座標系圖……………………….……………....…...….13 圖 2.4 繞動渦卷旋轉一角度Ψ……...……………………………………….….17 圖2.5 繞動渦卷做繞動半徑為L之圓周運動…………………………………....18 圖 2.6 以α為創成角之標準漸開線曲線…………………….………………....20 圖 2.7 渦卷創成設計圖形及設計參數………...……………………………......22 圖 3.1 最小平方回歸……………………………………..………………….......23 圖 3.2 曲線內插………….…………..……………………………...……..….....24 圖 3.3 渦卷曲線擬合理論推導流程圖…………………..………………….......24 圖 3.4 三點擬合成ㄧ圓弧…….............................................................................25 圖 3.5 三點擬合圓弧之圓心在基圓圓周上….....................................................28 圖 3.6 所有小圓弧之擬合圓心分布在基圓圓周上.............................................29 圖 3.7 基圓之第二階段曲線擬合.........................................................................31 圖 3.8 第一階段曲線擬合圆心與基圓圆周的垂直距離誤差.............................33 圖 3.9 區域擬合範圍 R12 < xi2 + yi2 < R22 .................................................................34. ix.
(11) 圖 3.10 實際區域擬合範圍....................................................................................35 圖 3.11 渦卷外型座標點資料與標準漸開線之角度誤差...................................36 圖 3.12 將渦卷外型座標點資料旋轉至標準漸開線附近....................................37 圖 3.13 標準漸開線展開原理 βi 與 φ i 的關係.......................................................40 圖 3.14 座標旋轉角與創成角之關係(1) ............................................................42 圖 3.15 座標旋轉角與創成角之關係(2) ............................................................43 圖 3.16 渦卷座標點資料與擬合渦卷標準漸開線相對關係...............................45 圖 4.1 渦卷曲線擬合應用程式流程圖..................................................................47 圖 4.2 第一階段曲線擬合圓心分布情形.............................................................48 圖 4.3 渦卷外型座標點資料資料前處理.............................................................49 圖 4.4 第二階段曲線擬合結果.............................................................................50 圖 4.5 區域擬合結果.............................................................................................51 圖 4.6 座標歸零及第一階段座標旋轉.................................................................52 圖 4.7 第二階段座標旋轉與擬合半徑微調.........................................................53 圖 4.8 輸出創成角與渦卷厚度等設計參數.........................................................54 圖 4.9 渦卷外型座標點資料與擬合渦卷標準模型間之誤差值.........................55 圖 4.10 檔案 0077AA_Main.csv 之第一、第二階段曲線擬合結果.....................57 圖 4.11 檔案 0077AA_Main.csv 區域擬合結果....................................................58 圖 4.12 檔案 0077AA_Main.csv 兩階段旋轉及擬合半徑微調結果......................59 圖 4.13 檔案 0077AA_Main.csv 沒有區域擬合之擬合設計參數與擬合誤差....60 圖 4.14 檔案 0077AA_Main.csv x.
(12) 區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差.....61 圖 4.15 檔案 0077AA_Main.csv 區域擬合(擬合範圍:200 度~800 度)之擬合設計參數與擬合誤差.....62 圖 4.16 擬合基圓之圓心偏移示意圖……………………………………….......63 圖 4.17 檔案 0900_Main.csv 第一階段曲線擬合散佈........................................65 圖 4.18 檔案 0900_Main.csv 第一、第二階段曲線擬合結果.............................66 圖 4.19 檔案 0900_Main.csv 隔 3 點取點 沒有區域擬合之擬合設計參數與擬合誤差..........................................67 圖 4.20 檔案 0900_Main.csv 隔 3 點取點 區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差.....68 圖 4.21 檔案 0900_Main.csv 隔 3 點取點 區域擬合(擬合範圍:200 度~700 度)之擬合設計參數與擬合誤差.....69 圖 4.22 檔案 0900_Main.csv 隔 4 點取點 區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差.....70 圖 4.23 檔案 0900_Main.csv 隔 5 點取點 區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差.....71 圖 4.24 渦卷製造誤差檢測流程圖.......................................................................76 圖 4.25 渦卷製造誤差檢測之設計參數輸入.......................................................77 圖 4.26 標準渦卷模型製造誤差檢測...................................................................78 圖 4.27 檔案 0077AA_Main.csv 製造誤差檢測....................................................79 圖 4.28 檔案 0077AA_Main.csv(範圍:200 度~800 度)製造誤差檢測................80. xi.
(13) 圖 4.29 檔案 0077AA_Main.csv 區域擬合(範圍:200 度~800 度)外渦卷基圓圓心微調之擬合誤差…82 圖 4.30 檔案 0077AA_Main.csv 區域擬合(範圍:200 度~800 度)內渦卷基圓圓心微調之擬合誤差…83. xii.
(14) 符號說明 a. 基圓半徑. di. 擬合誤差. E. 延伸漸開線之延伸量. Ei. 渦卷座標點資料 ( xi′′, yi′′) 與標準漸開線之最小距離平方. ei. 第一階段曲線擬合圆心與第二階段曲線擬合基圓圆周的垂直距離. h. 渦卷高. K. 誤差容許範圍. L. 渦卷基圓圓心的偏心量. M1a. 齊次座標轉換方程式. n. 兩曲面之嚙合點的單位法向量. p. 渦卷節距. R. 半徑. Ra. 動座標系位置向量. R1. 固定座標系位置向量. Rc. 刀具座標系位置向量. R1c. 刀具之固定座標系位置向量. Rfo. 固定渦卷之外緣外形幾何方程式. Rfi. 固定渦卷之內緣外形幾何方程式. Rmo. 固定渦卷之外緣外形幾何方程式. xiii.
(15) Rmi. 固定渦卷之內緣外形幾何方程式. r. 圓柱型刀具半徑. S1(X1,Y1) 固定座標系 Sa(Xa,Ya) 動座標系 Sc(Xc,Yc) 刀具座標系. t. 渦卷壁厚度. v. 相對速度. ( xi , yi ). 渦卷座標. ( x, y ). 渦卷基圓中心座標. ( xm , ym ). 內外渦卷資料點選取最接近渦卷頭部之座標點. ( xc , yc ). ( xm , ym ) 轉至標準漸開線的相對點. ( xi′, yi′ ). 渦卷第一階段座標旋轉後之座標. ( xi′′, yi′′). 渦卷第二階段座標旋轉後之座標. α. 創成角. ψ. 漸開線之展開角. φm. 座標點 ( xm , ym ) 之展開角. φc. 座標點 ( xc , yc ) 之展開角. θ. 銑刀刀緣上任意點之極座標角度參數. xiv.
(16) θ′. 渦卷之第一階段座標旋轉角. θ ′′. 渦卷之第二階段座標旋轉角. θ out. 外渦卷第一及第二階段座標旋轉角和. θin. 內渦卷第一及第二階段座標旋轉角和. ψ. 渦卷組裝時的相位角. xv.
(17) 第一章 緒論 前言. 1.1. 因科技及人類物質文明的進步,使得壓縮機被使用的數量不斷提高,目前 已經成為我們生活中不可或缺的一部分,不論是電冰箱、冷氣機或是交通工具 等日常用品,皆需壓縮機來助其產生效用。常見的壓縮機種類有往復式壓縮 機、迴轉葉片式壓縮機、離心式壓縮機、螺旋式壓縮機、渦卷式壓縮機,其特 性如下(表 1.1) 表 1.1 常見的壓縮機種類及其特性. 壓縮機種類. 特性. 往復式壓縮機 優點:使用壓力及馬力範圍廣泛,適用多樣氣體。 缺點:餘隙空間大、耗能比值差、活塞環及閥組需經常維修 與更換、噪音及震動大、佔地面積亦大。 迴轉葉片式壓 優點:迴轉方向為圓周運動適用於高速迴轉、運轉時因無往 縮機. 復運動,因此很順暢噪音小震動小、體積小不佔空 間、因接觸為旋轉接觸磨損小、冷凍油幫助排出冷媒 冷卻因此排氣溫度較低。 缺點:馬達線圈沒有冷媒冷卻容易造成過熱而燒毀、因區軸. 1.
(18) 箱內為高壓高溫之氣態冷媒,需裝置油散熱器只適合 小容量壓縮機不適合大型冷凍機。 離心式壓縮機 優點:耗能比值最優、排氣穩定、適合大型機組使用。 缺點:購置及維護費用甚高、無法進行容量調整、相關售服 務與技術支援通常只能仰賴國外原廠。 螺旋式壓縮機 優點:可高轉速操作。 缺點:氣缸冷效果差、容積效率低、較浪費能源。 渦卷式壓縮機 優點:運動元件少,可靠度耐久性較好、效率比各種壓縮機 都高、扭力變動較小約為往覆式與迴轉式的十分之一 故振動小、啟動時不壓縮氣體,故啟動扭力較小、氣 流脈動小氣流造成的噪音較小、無吸排氣閥故振動噪 音低可靠度高、比往復式迴轉式更適合變頻控制可獲 得較大的變頻範圍、新的環保冷煤對渦卷式壓縮機造 成的影響最小。 缺點:需高精密度加工,所以價格高 。. 近年來由於環保意識抬頭,對於能源的節約愈趨重視,因此,構造簡單、 效率及可靠度高、噪音又較低的渦卷式壓縮機(圖 1.1)就被寄予相當大的厚 望,盼藉其優點以達到節省寶貴資源和創造更高效能的目標。. 2.
(19) 圖 1.1 渦卷式壓縮機. 1.2. 渦卷式壓縮機結構 渦卷式壓機的發展,早於西元 1905 由法國人 Lean Creux 首先在美國提出. 渦卷式壓縮機的設計構想並獲得美國專利[1],但此型壓縮機並未大量生產, 原因在於渦卷本體加工精度未能符合要求,而且渦卷間的洩漏問題亦無法有效 解決,直到 1970 年代自動補償油封機構確定後,才有實用型的渦卷式壓縮機 上市。在 1980 年代,由於 CNC 精密加工母機的快速發展,使得加工精度大幅 3.
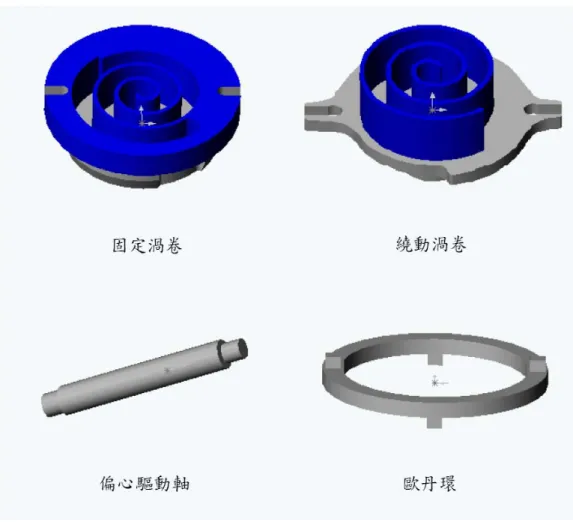
(20) 提昇,才大大提昇渦卷式壓縮機的性能,使其在商業上的應用越來越廣泛。 渦卷式壓縮機主要之構成元件分別為固定渦卷(Fixed Scroll) 、繞動渦 卷(Orbiting Scroll) 、歐丹環(Oldam Ring) 、偏心驅動軸(Crank Shaft)、 馬達、骨架與外殼,其中前四項如(圖 1.2)所示。. 圖 1.2 渦卷式壓縮機之主要構成元件. 4.
(21) 渦卷式壓縮機元件間的運動主要藉由馬達驅動偏心軸,使偏心軸上之偏心 銷帶動繞動渦卷底端的軸頸軸承,以一固定繞動半徑繞固定渦卷進行相對運 動,渦卷機構之運動原理如(圖 1.3)所示。. 圖 1.3 渦卷式壓縮機之工作原理. 5.
(22) 於運轉過程中,歐丹環置於繞動渦卷與骨架承靠面之間,且歐丹環上設有 上下兩方型凸鍵,上方凸鍵與繞動渦卷底盤鍵槽相嵌接,下方凸鍵與骨架承座 上鍵槽相嵌接,當繞動渦卷運轉的同時,歐丹環便以往復式的直線運動於骨架 承座面上,而其上方凸鍵則限制了繞動渦卷的運動方式,使其僅能公轉而不自 轉,藉由此相對運動之嚙合情形,當低壓冷媒由外圍吸入後,經由固定與繞動 渦卷之嚙合運動,冷媒將因壓縮室之體積由輸入端至輸出端漸減而導致冷媒逐 漸被壓縮至高壓,再由中央排氣口排出,如此週而復始,即可達到壓縮冷媒的 效果。 在壓縮過程中,密閉室的密合效果將直接影響其工作效能,因此,渦卷式 壓縮機為確保其工作效率,在製造上就要克服其壓縮室形狀複雜且加工精度要 求極高的困難,方能在生產上有穩定的品質出現。. 1.3. 研究動機與目的 面對知識經濟時代的來臨,產業技術提升,產品需求多樣化,產品之研發、. 創新至產銷,時效上的掌控極其重要,如何在最短時間完成產品設計與製造, 取得市場先機是產業界致勝與生存的關鍵。 設計製造作業流程除了傳統依需求而設計製造程序外,逆向工程(Reverse Engineering,RE)為從實物、模型或樣品原型中,重建產品模型或產品複製 的一種技術,與傳統設計做反向進行的工程,依據現有的實物原型或成品,建 構出相對應的模型之過程。在現今產品設計製造的過程中,應用逆向工程來研 究及探討產品設計之優缺點已是被廣泛使用之方式。例如,早期工業技術研究 院(ITRI)曾利用包絡線方式對渦卷之設計參數曲線擬合,並以Quick Basic 語 6.
(23) 言程式在DOS模式下撰寫應用程式[2],但由於曲線擬合理論不完整,只能對某 些特定渦卷進行曲線擬合求取設計參數,且DOS模式程式介面操作程序繁瑣, 故沒有後續的研究發展。 本研究係針對未知設計規格之渦卷,推導出一套渦卷曲線擬合理論,並應 用接觸式的三次元量測儀或非接觸式的影像檢測系統,擷取渦卷工件輪廓資料 點,透過渦卷曲線擬合理論對渦卷外型座標點資料做曲線擬合,求得渦卷幾何 設計參數,如此ㄧ來即可對其產品設計之優缺利弊做檢討並加以改良。 本研究並以Visual basic2005應用程式作為開發工具,利用渦卷曲線擬合 理論,發展一套擁有渦卷設計逆向工程及渦卷製造誤差檢測分析功能之視窗化 物件導向式電腦輔助分析系統。利用此電腦輔助分析系統,可對未知設計規格 之渦卷產品求取其產品設計參數。此外,對於已知設計參數之渦卷產品,電腦 輔助分析系統可對其進行製造誤差檢測分析。. 1.4. 本文架構. 本論文之架構分為五章,其概要分述如下。 第一章說明渦卷式壓縮機結構及本研究之動機與目的 第二章是針對本研究需求,採用相關之理論作探討與回顧,包括延伸漸開 線形渦卷之幾何數學模式,標準漸開線之創成理論。 第三章為渦卷曲線擬合理論推導,利用兩階段曲線擬合,及兩階段座標旋 轉,計算出擬合參數及擬合誤差。透過資料前處理及區域擬合提高擬合精確度。. 7.
(24) 第四章為應用程式建立與案例分析,以Visual basic2005應用程式將渦卷 曲線擬合理論建立為程式介面,進行其流程操作,並對量測所得之渦卷外型座 標點資料做案例探討。 第五章為研究結論及未來發展方向,總結本論文所提方法之優缺點,並提 出未來研究方向。. 8.
(25) 第二章 2.1. 文獻探討. 前言 目前常見的渦卷線形,幾乎都是以圓的標準漸開線來創成為最多[3],因. 其具有所創成出之兩曲線必定互相嚙合的優點。但交通大學機械研究所的陳俊 榕[4]、賴慶峰[5]及石伊蓓[6]等以圓的延伸漸開線來推導渦卷線形,並加以分 析後發現:延伸量的應用能改善標準漸開線形渦卷的部分弱點,而李運仁[7] 以電腦模擬的方式認為延伸量不為零時之延伸漸開線間並無共軛關係,將會有 間隙出現,對其氣密性會有很大影響,但可依據石伊蓓[6]的研究推翻此論點, 據其所述延伸量的出現反而會減少線形因氣體壓力所造成的間隙值,且延伸漸 開線有可以減少加工上的精度要求而降低生產成本的優點。 雖然目前的渦卷式壓縮機中,大部份的渦卷外形乃是由標準漸開線所創 成。但是由數學的觀點得知,標準漸開線僅為延伸漸開線的一個特例,但為了 能更廣義的了解漸開線原理,故以延伸漸開線之幾何數學模式說明。. 2.2. 延伸漸開線形渦卷之幾何數學模式 以下針對文獻[4]~[6]所提及之延伸漸開線形理論,加以整理並完整說明. 延伸漸開線形渦卷之幾何數學模式。. 2.2.1 延伸漸開線之數學模式 在建立延伸漸開線形渦卷之幾何外形數學模式時,首先定義漸開線展開時. 9.
(26) 之基圓半徑 a,漸開線展開角ψ以及延伸量 O a M a. =E. ,如(圖 2.1)所示. 圖 2.1 延伸漸開線展開示意圖 �M 在上圖中,當 Ma 點對半徑為 a 的基圓展開,則展開所得之曲線 M a b. 即為延伸漸開線,若選取延伸量參數 Oa M a = 0 ,則 前述之曲線即成為標準漸 開線。 其(圖 2.1)中 S1(X1 ,Y1)座標系為固定座標系,亦即參考座標系,而座 標系 Sa(Xa,Ya)則為繞基圓旋轉之動座標系。Ma 點為 Sa 座標系上於負 Xa 軸上距 離 Sa 座標原點 Oa 為 E 之點,若令 Sa 座標系之 Ya 軸在基圓上滾動但不滑動, � M 即為所謂 則於固定座標系 S1 上觀察動座標系上之點 Ma 其所展開之軌跡 M a b. 之延伸漸開線。由於點 Ma 可以用二維齊次座標(Homogeneous Coordinate)位. 10.
(27) 置向量表示在 Sa 動座標系,如下所示:. ⎡− E ⎤ Ra = ⎢ 0 ⎥ ⎢ ⎥ ⎢⎣ 1 ⎥⎦. (2.1). 又 Ya 軸在基圓(半徑為之圓)上作純滾動,所以 � = BO = aφ BO a′ a. (2.2). 因為 Sa 動座標原點 Oa 點表示在固定座標系 S1(X1,Y1)之 X1 及 Y1 方向之座標分 別為 Oax ' = a cos φ + aφ sin φ. (2.3). Oay ' = a sin φ − aφ cosφ. (2.4). 上式中的ψ是為延伸漸開線之展開角 因此,利用齊次座標轉換方程式(Homogeneous Coordinate Transformation Equation)將 Sa(Xa,Ya)座標系轉換至座標系 S1(X1,Y1)之位置向量可表示為: (2.5). R 1 = M 1a R a. 其中. ⎡cos φ M1a = ⎢ sin φ ⎢ ⎢⎣ 0. − sin φ cos φ 0. a cos φ + a sin φ ⎤ −a sin φ − a cos φ ⎥ ⎥ ⎥⎦ 1. 由方程式(2.5)可求得延伸漸開線之軌跡方程式,亦即 Ma 點在 S1(X1,Y1)座標 系之運動軌跡方程式可表示如下:. 11.
(28) X 1 = − E cos φ + a cos φ + aφ sin φ. (2.6). Y1 = − E sin φ + a sin φ − aφ cos φ. 上式即為延伸漸開線的方程式,若我們想知道標準漸開線的方程式為何,只要 把上式的延伸量 E 設定為零,就能得到標準漸開線的方程式。. 2.3.2. 延伸漸開線形渦卷幾何模式. 今假設有一圓柱型刀具其半徑為 r,若此刀具之中心沿著方程式(2.6)所 推導之延伸漸開線軌跡移動,則此刀具在空間中將銑切出渦卷式壓縮機之延伸 漸開線形渦卷,如(圖 2.2)所示。. 圖 2.2 刀具在空間中將銑切出延伸漸開線形渦卷 12.
(29) 為簡化推導過程,渦卷式壓縮機之渦卷可視為二維(Two-Dimensional) 之問題來加以處理,而上述刀具運動軌跡之包絡線,其推導過程亦詳述於下。 已知圓柱形刀具之中心軌跡,如(圖 2.3)所示。. 圖 2.3 銑削渦卷之刀具座標系圖 此軌跡表示於固定座標系 S1(X1,Y1)為. ⎡ X 1 ⎤ ⎡ − E cos φ + a cos φ + aφ sin φ ⎤ R1 = ⎢ ⎥ = ⎢ ⎥ ⎣Y1 ⎦ ⎣ − E sin φ + a sin φ − aφ cos φ ⎦. (2.7). 又刀具上任一點在刀具座標 Sc(Xc,Yc)之位置向量可表示為. ⎡ r cosθ ⎤ Rc = ⎢ ⎥ ⎣ r sin θ ⎦. (2.8). 上式中 r 為刀具之半徑,θ表示銑刀刀緣上任意點之極座標角度參數,但 此參數與渦卷葉片銑製時之刀具路徑無關。 刀刃上任一點之座標轉換至固定座標系 S1(X1,Y1)為. 13.
(30) ⎡ X 1 + r cosθ ⎤ ⎡ − E cos φ + a cos φ + aφ sin φ + r cosθ ⎤ R 1c = ⎢ ⎥=⎢ ⎥ ⎣Y1 + r sin θ ⎦ ⎣ − E sin φ + a sin φ − aφ cos φ + r sin θ ⎦. (2.9). 此即為渦卷的銑刀方程式。 由於渦卷片之線形是由刀具銑削出來的,故刀具之邊緣將與渦卷之曲線線 形相嚙合,因此,渦卷線形曲線上的每一點都可以利用銑刀邊緣上之極座標得 到,亦即渦卷的線形幾何方程式,應為刀具上的 Sc 座標系之位置向量將之轉 換至渦卷線形之 S1 座標系之位置向量方程式。至於渦卷前端線形,在實務上 不一定以原來之延伸漸開線來創成,通常為了讓渦卷片的強度增強且提升渦卷 之效能,各設計者無不發揮巧思進行研究,目前有很多的專利皆著墨其上,盼 能得到一最佳的設計,此為眾家高手汲汲營營突破的重點之一。. 2.3.3. 渦卷之數學模式. 渦卷壓縮機是利用兩渦卷片進行嚙合運動,以達到壓縮流體之功效,根據 齒輪原理[8],可以利用下列圓柱形銑切刀具與渦卷間之嚙合方程式(Equation of Meshing),來推導渦卷線形的數學模式。. n • v (12) = 0. (2.10). 依據嚙合方程式的定義,需先求得兩曲面之嚙合點的單位法向量 n 和相對 速度 v(12)。在此先將被銑削之工件視為固定不動,即工件上每一點相對於 S1 座標系之絕對速度 v (1) 為零,則刀具上任意點表示在 S1 座標系的絕對速度為:. v (2) =. ⎡ E sin φ + aφ conφ ⎤ dR1c dR1c dφ = =ω⎢ ⎥ dt dφ dθ ⎣ E cos φ + aφ sin φ ⎦. 14. (2.11).
(31) 其中 ω 是銑刀沿著延伸漸開線相對於 S1 座標系的角速度。 因此銑刀和渦卷工件間的相對速度 v (12). ⎡ E sin φ + aφ conφ ⎤ v (12) = v (1) − v (2) = −ω ⎢ ⎥ ⎣ E cos φ + aφ sin φ ⎦. (2.12). 柱形銑刀的單位法向量 n 則可表示為. ⎡ − cosθ ⎤ n=⎢ ⎥ ⎣ − sin θ ⎦. (2.13). 分別將方程式(2.12)及(2.13)代入方程式(2.10)中,,即可得到渦卷與圓柱形 銑刀之嚙合方程式為: ⎛ aφ ⎞ ⎟ ⎝ E ⎠. θ = φ + arctan ⎜. (2.14). 此式之物理意義為確認銑刀與渦卷工件是互相嚙合。 將銑刀方程式(2.9)與嚙合方程式(2.14)聯立,即可得到銑刀與渦卷每一 瞬間之接觸點方程式,而此接觸點方程式轉換至渦卷基圓上之 S1 座標系,就 可得到渦卷曲線的其中一邊之線形方程式,由於渦卷曲線的另一邊將位於圓柱 形銑刀直徑的另一邊,所以有π的相位角差,故其幾何方程式需將銑刀方程式 中的參數θ以(θ+π)替代而得,因此: 1.固定渦卷之外緣外形幾何方程式為:. ⎡ − E cos φ + a cos φ + aφ sin φ + r cosθ ⎤ R fo = ⎢ ⎥ ⎣ − E sin φ + ab sin φ − aφ cos φ + r sin θ ⎦ 其中. 15. (2.15).
(32) ⎛ aφ ⎞ ⎟ ⎝ E ⎠. θ = φ + arctan ⎜. (2.16). 2. 固定渦卷之內緣外形幾何方程式為. ⎡ − E cos φ + a cos φ + aφ sin φ + r cos(θ + π ) ⎤ Rfi = ⎢ ⎥ ⎣ − E sin φ + a sin φ − aφ cos φ + r sin(θ + π ) ⎦ ⎡ − E cos φ + a cos φ + aφ sin φ − r cosθ ⎤ =⎢ ⎥ ⎣ − E sin φ + a sin φ − aφ cos φ − r sin θ ⎦. (2.17). 其中 ⎛ aφ ⎞ ⎟ ⎝ E ⎠. θ = φ + arctan ⎜. (2.18). 在建立渦卷內外緣幾何形狀之方程式後,便可模擬固定渦卷與繞動渦卷配 對嚙合運動時之接觸情形。首先將固定渦卷固聯於固定座標系,而繞動渦卷則 在旋轉一角度Ψ後,使其渦卷中心繞固定渦卷中心,做繞動半徑為 L 之圓周 運動,如(圖 2.4) 、(圖 2.5)所示。. 16.
(33) 圖 2.4 繞動渦卷旋轉一角度Ψ. 17.
(34) 圖2.5 繞動渦卷做繞動半徑為L之圓周運動. 同時,也需考慮到繞動渦卷因繞動角度的不同,在固定座標系S1上會有不同的 座標值,所以亦將繞動角度β在繞動渦卷的方程式中加以考慮。因此繞動渦卷 之外形幾何方程式可表示如下: 3. 繞動渦卷之外緣外形幾何方程式為. ⎡ − E cos φ + a cos φ + aφ sin φ + r cosθ ⎤ R mo = Mψ ⎢ ⎥ + Rβ − E sin φ + a sin φ − a φ cos φ + r sin θ ⎣ ⎦. 18.
(35) ⎡ − E cos(φ + ψ ) + a cos(φ + ψ ) + aφ sin(φ + ψ ) + r cos(φ + ψ ) + L cos β ⎤ =⎢ ⎥ ⎣ − E sin(φ + ψ ) + a sin(φ + ψ ) − aφ cos(φ + ψ ) + r sin(φ + ψ ) + L sin β ⎦. (2.19). 其中 ⎛ aφ ⎞ ⎟ ⎝ E ⎠. θ = φ + arctan ⎜. (2.20). 至於(2.19)式中為了考慮組裝相位角而出現的轉換矩陣[MΨ] 和表示繞動渦卷 的移動向量之[Rα]則分別如下所示. ⎡cosψ Mψ = ⎢ ⎣ sinψ. − sinψ ⎤ cosψ ⎦⎥. (2.21). ⎡ L cos β ⎤ Rβ = ⎢ ⎥ ⎣ L sin β ⎦. (2.22). 4. 繞動渦卷之內緣外形幾何方程式為. ⎡ − E cos(φ + ψ ) + a cos(φ + ψ ) + aφ sin(φ + ψ ) − r cos(φ + ψ ) + L cos β ⎤ R mi = ⎢ ⎥(2.23) ⎣ − E sin(φ + ψ ) + a sin(φ + ψ ) − aφ cos(φ + ψ ) − r sin(φ + ψ ) + L sin β ⎦ 其中 ⎛ aφ ⎞ ⎟ ⎝ E ⎠. θ = φ + arctan ⎜. (2.24). 19.
(36) 2.3 標準漸開線之創成 在實際渦卷加工程序中,並不是直接利用铣刀對基材加工,而是對一渦卷 雛型材料加以修整,由於標準漸開線所創成出之兩曲線必定互相嚙合,使其數 學模式簡單許多,所以目前的渦卷式壓縮機中,大部份的渦卷外形乃是由標準 漸開線所創成。 在(圖 2.6)中,渦卷外形輪廓是以α為創成角展開之標準漸開線曲線, 其中創成角為漸開線展開時之始點角,當基圓以一對創成角α同時展開,其兩 漸開線所構成之形狀即為渦卷外型。. 圖 2.6 以α為創成角之標準漸開線曲線. 20.
(37) 其創成之內、外渦卷座標可表示為:. xo = a ⎡⎣cos (φo − α ) + φ sin (φo − α ) ⎤⎦ yo = a ⎡⎣sin (φo − α ) − φ cos (φo − α ) ⎦⎤. (2.26). xi = a ⎡⎣cos (φi + α ) + φ sin (φi + α ) ⎤⎦ yi = a ⎡⎣sin (φi + α ) − φ cos (φi + α ) ⎤⎦. 由於其幾何特性容易創成,所以現今市面之渦卷產品幾乎皆是以此方法為之。 其它渦卷創成設計之主要設計參數如下: 渦卷節距 p = 2aπ 渦卷壁厚度. (2.27). t = 2aα. (2.28). 渦卷高 h 整體渦卷創成設計及其設計參數示意圖如(圖 2.7) 由上一節所推導之延伸漸開線及何模式,以及這一節所推導之標準漸開線 模式,可以了解渦卷設計參數與渦卷座標之關係。雖然標準漸開線為延伸漸開 線之特例,但基於大部份的渦卷外形乃是由標準漸開線所創成,故本研究是以 標準漸開線為理論基礎,進行渦卷設計逆向工程曲線擬合之研究。希望未來, 能夠將理論推展至延伸漸開線,使整體理論更加完整。. 21.
(38) 圖2.7. 渦卷創成設計圖形及設計參數. 22.
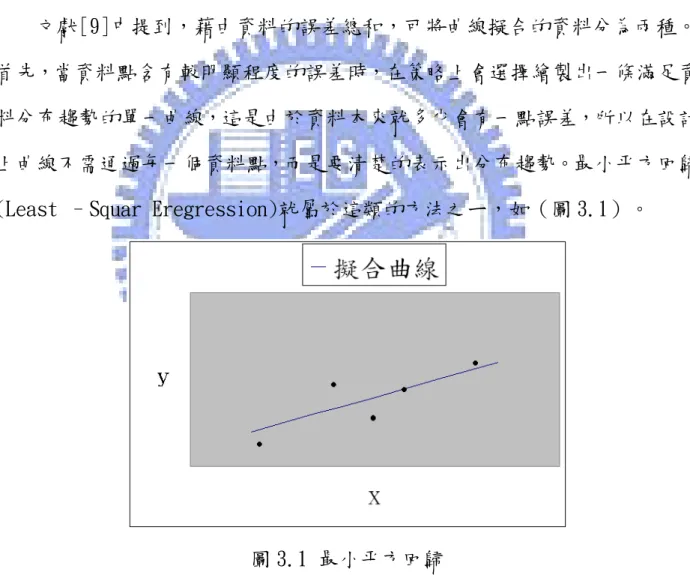
(39) 第三章 渦卷曲線擬合理論推導 3.1. 前言 本研究可分為渦卷曲線擬合理論推導及應用程式建立兩部份,本章將介紹. 渦卷曲線擬合理論推導部分,其研究重心在於將三次元量測儀或影像檢測系統 所取得的渦卷外型座標點資料進行曲線擬合分析。 文獻[9]中提到,藉由資料的誤差總和,可將曲線擬合的資料分為兩種。 首先,當資料點含有較明顯程度的誤差時,在策略上會選擇繪製出一條滿足資 料分布趨勢的單一曲線,這是由於資料本來就多少會有一點誤差,所以在設計 上曲線不需通過每一個資料點,而是要清楚的表示出分布趨勢。最小平方回歸 (Least –Squar Eregression)就屬於這類的方法之ㄧ,如(圖 3.1)。. 圖 3.1 最小平方回歸 第二種情況是,所提供的資料是完全正確的數字,擬合的方式是以一條或 多條的曲線將所有的資料點連接起來。至於藉於資料點間的取值方法可採用內 插法,如(圖 3.2)。 23.
(40) 圖 3.2 曲線內插 由於渦卷之標準漸開線為非線性曲線,且渦卷製造誤差及量測誤差是存在 且需被重視的,故本研究是以最小平方回歸的方式將經由三次元量測儀或影像 檢測系統所取得的渦卷外型座標點資料,透過對其兩階段曲線擬合及兩階段旋 轉,以獲得渦卷設計參數及擬合標準曲線與渦卷外型座標點資料的誤差,其流 程如圖(圖 3.3)。. 圖 3.3 渦卷曲線擬合理論推導流程圖 24.
(41) 3.2. 第一階段曲線擬合 渦卷外型之漸開線曲線可視為由無限多個圓弧所組成,而最簡單的圓弧擬. 合方式便是將每三點擬合為一小圓弧,如(圖 3.4)所示,渦卷外型座標點資 料經過選取後,利用每三點擬合的方法將三點擬合成一圓弧,再將所有圓弧連 接即為渦卷外型。. 圖 3.4 三點擬合成ㄧ圓弧 ㄧ般曲線擬合在圓或圓弧的部分,常用的有面積最小平方法(Least Mean Square Methods)[10]~[14] 、不偏倚最小平方法(Unbiased Least Square Method)[15]等二種方法較常見。本研究之第一階段擬合是利用面積最小平方 法做曲線擬合。. 3.2.1 面積最小平方法 文獻[14]中,以二元二次方程式表示曲線,並將所有樣本點資料代入方程 式中,以最小平方誤差的觀念解此方程式中的各項參數,圓是二元二次方程式 中的特例,因此可用此法來求得圓心及半徑。. 25.
(42) 假設一圓或圓弧影像有 N 個邊緣點,且其每個邊緣點座標為: P = { pi = ( xi , yi ) , i = 1, 2,......N }. 若此圓的圓心位置為 ( x , y ) 、半徑為 R,故此圓面積為 π R 2 。而任一邊緣點與 半徑 R 的及圓心 ( x , y ) 的關係式如下式: R=. ( xi − x ). 2. + ( yi − y ). 2. (3.1). 但是因為半徑 R 及圓心 ( x , y ) 為未知的估算值,所以將平方誤差(Square Error)的目標函數 e ( R, x , y ) ,設為 π R 2 與估計之半徑所算出之面積差的平方 和,定義為下式: N. {. 2 2 e ( R, x , y ) = ∑ π R 2 − π ⎡( xi − x ) + ( yi − y ) ⎤ ⎣ ⎦ i =1. }. 2. (3.2). 而目標函數可改寫為: J ( R, x , y ) =. e. N. {. 2 2 = ∑ R 2 − ⎡( xi − x ) + ( yi − y ) ⎤ 2 ⎣ ⎦ π i =1. }. 2. (3.3). 以最小面積誤差法估算半徑及圓心,可將 J ( R, x , y ) 分別對 R, x , y 做偏微分,因 為微分值應為零,即. ∂J ∂J ∂J = 0, = 0, = 0 ,則下列三式須成立: ∂x ∂R ∂y. {. N ∂J 2 2 = 2∑ R 2 − ⎡( xi − x ) + ( yi − y ) ⎤ ⎣ ⎦ ∂R i =1. } ( 2 R ) =0. N. 2 2 ⇒ NR 2 = ∑ ⎡( xi − x ) + ( yi − y ) ⎤ ⎦ i =1 ⎣. (3.4). {. N ∂J 2 2 = 2∑ R 2 − ⎡( xi − x ) + ( yi − y ) ⎤ ⎣ ⎦ ∂x i =1. 26. } ( −2 ) ( x − x ) = 0 i.
(43) N. N. 2 2 ⇒ R 2 ∑ xi = ∑ ⎡( xi − x ) + ( yi − y ) ⎤ xi ⎦ i =1 i =1 ⎣. {. N ∂J 2 2 = 2∑ R 2 − ⎡( xi − x ) + ( yi − y ) ⎤ ⎣ ⎦ ∂y i =1. N. (3.5). }( −2) ( y − y ) =0 i. N. 2 2 ⇒ R 2 ∑ yi = ∑ ⎡( xi − x ) + ( yi − y ) ⎤ yi ⎦ i =1 i =1 ⎣. (3.6). 展開式(3.4)、(3.5)、(3.6),可得下列結果: N. N. N. N. i =1. i =1. i =1. i =1. NR 2 = ∑ xi2 − 2∑ xi x + Nx 2 + ∑ yi2 − 2∑ yi y + Ny 2. (3.7). N. N. N. N. N. N. N. i =1. i =1. i =1. i =1. i =1. i =1. i =1. N. N. N. N. N. N. N. i =1. i =1. i =1. i =1. i =1. i =1. i =1. R 2 ∑ xi = ∑ xi3 − 2∑ xi2 x + ∑ xi x 2 + ∑ xi yi2 − 2∑ xi yi y + ∑ xi y 2 R 2 ∑ yi = ∑ xi2 y − 2∑ xi y y x + ∑ yi x 2 + ∑ yi3 − 2∑ yi2 y + ∑ yi y 2. (3.8) (3.9). 解式(3.7)、(3.8)、(3.9) 三式,以矩陣方程式表示: ⎡ a1 ⎢a ⎣ 2. b1 ⎤ ⎡ x ⎤ ⎡ c1 ⎤ = b2 ⎥⎦ ⎢⎣ y ⎥⎦ ⎢⎣c2 ⎥⎦. (3.10). c1b2 − c2b1 a1b2 − a2b1. (3.11). 可求得: x = y=. a1b2 − a2b1 a1b2 − a2b1. (3.12). 2. N N N N N 其中 a1 = 2 ⎛⎜ ∑ xi ⎞⎟ − 2 N ∑ xi2 , b1 = 2 ⎛⎜ ∑ xi ∑ yi − N ∑ xi yi ⎞⎟ i =1 i =1 ⎝ i =1 ⎠ ⎝ i =1 i =1 ⎠ 2. N N N N ⎛N ⎞ a2 = 2 ⎛⎜ ∑ xi ∑ yi − N ∑ xi yi ⎞⎟ , b2 = 2 ⎜ ∑ yi ⎟ − 2 N ∑ yi2 i =1 i =1 ⎝ i =1 ⎠ ⎝ i =1 i =1 ⎠. N. N. N. N. N. N. i =1. i =1. i =1. i =1. i =1. i =1. N. N. N. N. N. N. i =1. i =1. i =1. i =1. i =1. i =1. c1 = ∑ xi2 ∑ xi −N ∑ xi3 + ∑ xi ∑ yi2 − N ∑ xi yi2 c2 = ∑ xi2 ∑ yi −N ∑ yi3 + ∑ yi ∑ yi2 − N ∑ xi2 yi. 27.
(44) 將 x , y 代入式(3.7),可得 R=. N N N 1⎛ N 2 ⎞ 2 2 x x x Nx y y yi + Ny 2 ⎟ − + + − 2 2 ∑ ∑ ∑ ∑ i i i ⎜ N ⎝ i =1 i =1 i =1 i =1 ⎠. (3.13). 將邊緣點座標帶入式(3.11)、(3.12)及(3.13),即可求出圓弧之圓心估 計值 ( x , y ) 及半徑R值。 依渦卷之漸開線是由基圓展開的原理,當三點擬合成一圓弧時,若三點的 距離夠接近,則擬合圓心 ( xi , yi ) 應該在基圓之圓周上,如(圖 3.5)。利用此原 理,將所有渦卷座標資料每三點做曲線擬合時,每ㄧ圓弧之擬合中心將組成分 布在基圓圓周上之資料點座標,如(圖 3.6)。. 圖 3.5 三點擬合圓弧之圓心在基圓圓周上 28.
(45) 圖3.6 所有小圓弧之擬合圓心分布在基圓圓周上. 3.2.2 資料前處理 當渦卷外型座標點資料進行第一階段曲線擬合時,每ㄧ小圓弧上三個座標 點之間的距離,都可能影響擬合後擬合圆心的散佈位置。當過於稀疏時,會違 反第一階段曲線擬合的原理,而過密時,會使渦卷外型座標點資料在製造或量 測過程中所產生的誤差對於第一階段曲線擬合所造成之結果被放大,無論過密 或過疏,都會使的第一階段曲線擬合的散布結果,而無法進行第二階段曲線擬 合。因此我們並不需要對所有的資料點做曲線擬合處理,此時我們必須視第一 29.
(46) 階段曲線擬合的散布結果將資料點予以前處理,資料點重新簡化的方法,一般 來說有以下幾種 : 1.平均取點法(Sampling Uniform ) [16] 將所有資料點依固定間隔重新取樣 (Sample) 。 2.倍率法(Divide by Factor ) [16] 將所有資料點數除上一個因子(Factor),達到減少資料點的目的 。 3.間距法(Space Sampling ) [16] 此方法的原理是利用使用者,定一個容許值( Tolerance),如果相鄰兩點間的 距離大於容許值資料點才予以保留,否則予以去除。 4.弦線偏差法(Chordal Deviation ) [16] 此方法是利用兩個參數值 : 最大偏差角 (Maximum Angle)及最大距離 (Maximum Distance)來決定資料點的保留與否。. 各方法的之優劣如下: 1.平均取點法: 此方法不適合小圓弧,若干平均取點,則造成小圓弧點過少,幾何圖形失真, 但在本研究中,平均取點間格由程式介面輸入,並不會造成小圓弧點過少。 2.倍率法: 此方法亦不適合小圓弧,亦造成幾何圖形失真。 3.間距法: 若間距設太小,則資料點無從簡化,太大亦會造成幾何圖形失真。. 30.
(47) 4.弦線偏差法: 此方法易導致兩點間分離太遠,造成擬合圓弧失真。 由於渦卷外型座標點資料簡化的目的,只在於找到座標點間最適當的間 距,使其進行第一階段曲線擬合時,擬合圓心 ( xi , yi ) 散佈在基圓圓周上,故為 了程式設計的便利性,在本研究中所用的資料簡化方法為平均取點法。. 3.3. 第二階段曲線擬合 由第一階段擬合的結果可知,渦卷座標資料每三點作曲線擬合,其圓心座. 標 ( xi , yi ) 將分布在基圓圓周上,利用面積最小平方法對所有擬合之圓弧圓心. ( xi , yi ) 做第二階段曲線擬合,則可擬合出基圓之圓心 ( x , y ) 及基圓半徑 a,如 圖(3.7)。此兩項即為曲線擬合所要獲得之參數。. 圖 3.7 基圓之第二階段曲線擬合. 31.
(48) 由於渦卷本身設計、渦卷製造精準度及渦卷外型座標點資料的量測精準度 都可能影響第一階段曲線擬合的結果,故必須限制第二階段曲線擬合的誤差範 圍,將超出範圍的第一階段曲線擬合資料點去除,以增加第二階段曲線擬合精 準度。. 3.3.1 不偏倚最小平方法 文獻[15]針對上述之最小平方法,其所得之參數估計值產生較大的誤差作 改善,提出不偏倚最小平方法(Unbiased Least Squares Method),此方法 的觀念是以從資料點到預估之圓弧的垂直距離為誤差項,並對圓心和半徑作微 量之變動來修正使得誤差減小,再用更迭法來逼近最佳解,進而可得到不偏倚 的參數估計(Unbiased Estimator)。本研究即是利用此法進行擬合修正。 經過兩階段曲線擬合,已求得基圓之圓心 ( x , y ) 及基圓半徑 a,定義第一 階段曲線擬合圆心 ( xi , yi ) 與第二階段曲線擬合基圓圆周的垂直距離為誤差項. ei ,如圖(3.8)。 令誤差容許範圍 K,其方程式如下: ei =. ( x − xi ). ei = a. 2. + ( y − yi ) − a. ( x − xi ). 2. 2. + ( y − yi ) − a. (3.14). 2. a. <K. (3.15). 其中誤差容許範圍 K 依擬合不同渦卷座標點資料做調整,較精密渦卷所得之 座標點資料,K 可較小。. 32.
(49) 圖 3.8 第一階段曲線擬合圆心與基圓圆周的垂直距離誤差. 若. ei = a. ( x − xi ). 2. + ( y − yi ) − a 2. a. >K. 則不考慮此座標點 (xi , yi ) ,利用更迭法重複進行第二階段曲線擬合,求取基圓 中心 (x , y ) 及基圓半徑 a 的最佳解。. 3.3.2 特殊區域擬合 由於渦卷本身在頭部及尾部的設計上,可能因為其他目的而特別設計,這 些部分的渦卷座標資料點在做第一及第二階段曲線擬合時,會影響整體擬合結 果,故只對渦卷沒有做特別設計的部份做區域擬合,可增加擬合結果的精準度。 33.
(50) 假設基圓半徑 a 為,第二階段曲線擬合的初步結果,而區域擬合的展開角 範圍為 φ1 ~ φ2 ,則:. R1 = a 1 + φ12. (3.16). R2 = a 1 + φ22. (3.17). 則其區域擬合範圍:. R12 < xi2 + yi2 < R22. (3.18). 區域擬合範圍如圖(3.9)所示為:. 圖 3.9 區域擬合範圍 R12 < xi2 + yi2 < R22 34.
(51) 將所有渦卷外型座標點資料 ( xi , yi ) 代入(3.18)中,即可排除掉區域擬合 範圍外的渦卷外型座標點資料,如圖(3.10)。. 圖 3.10 實際區域擬合範圍. 最終,對符合區域擬合範圍的渦卷外型座標點資料做第一、第二階段曲線 擬合,及利用不偏倚最小平方法做擬合修正,得到區域擬合的基圓圓心 ( x , y ) 及基圓半徑 a。. 35.
(52) 3.4. 擬合誤差 由於渦卷外型座標點資料經由三次元量測儀或影像檢測系統所取得時,並. 無法確實做好角度定位,所量得之渦卷外型座標點資料必定與利用擬合所得之 基圓中心及基圓半徑所展開之標準漸開線存在一角度誤差,如圖(3.11)。. 圖 3.11 渦卷外型座標點資料與標準漸開線之角度誤差. 文獻[17]中提到,渦卷外型可由一圆的標準漸開線,經平行線定理求得。 本研究利用此原理,經過兩階段座標旋轉,分別將內、外渦卷外型座標點資料, 旋轉至標準漸開線上,以便計算渦卷外型座標點資料與標準漸開線之間的擬合 誤差及其他渦卷設計參數。. 3.4.1 座標歸零 由於渦卷外型座標點資料可經由三次元量測儀或影像檢測系統所取得時. 36.
(53) 之量測中心未必為基圓圓心,故在進行座標旋轉前必須對所有渦卷外型座標點 資料做座標歸零。. xz = xi − x. (3.19). yz = yi − y. (3.20). 其中 xz , yz 分別為歸零後之渦卷外型座標點資料。. 3.4.2 第一階段座標旋轉 在第一階段旋轉座標中,目的是分別將內、外渦卷外型座標點資料初步旋 轉至標準漸開線附近,以便第二階段座標旋轉微轉動。利用渦卷外型座標點資 料上任意一點相對於標準漸開線上之相對點之間的角度差,將所有渦卷外型座 標點資料旋轉至標準漸開線附近。本研究分別對內外渦卷資料點選取最接近渦 卷頭部之座標點 ( xm , ym ) 作為參考點,將其轉至標準漸開線的相對點 ( xc , yc ) 上,如圖(3.12)。. 圖 3.12 將渦卷外型座標點資料旋轉至標準漸開線附近. 37.
(54) 依標準漸開線展開公式 xm = a ( cos φm + φm sin φm ) ym = a ( sin φm − φm cos φm ). ⇒ xm 2 + ym 2 = a 2 (1 + φm 2 ). (3.21). 其中 φm 為座標點 ( xm , ym ) 之展開角 xc = a ( cos φc + φc sin φc ). (3.22). yc = a ( sin φc − φc cos φc ). ⇒ xc 2 + yc 2 = a 2 (1 + φc 2 ). (3.23). 其中 φc 為座標點 ( xc , yc ) 之展開角 由於 φm = φc. (3.24). 故由(3.21)、(3.23)及(3.24)可知 ⎛ xm + ym ⎞ − 1⎟ 2 a ⎝ ⎠. φc = ⎜. 2. 2. 1 2. (3.25). 將(3.25)帶回(3.22)可求得 ( xc , yc ) ,接著對 ( xm , ym ) 做座標轉換 xm′ = xc = xm cosθ ′ − ym sin θ ′ ym′ = yc = xm sin θ ′ + ym cosθ ′. (3.26). 其中 θ ′ 為渦卷之第一階段座標旋轉角 ′ 及內渦卷之第一階段座標 由(3.26)可求得外渦卷之第一階段座標旋轉角 θ out ′ ,所有內渦卷座標點資料旋轉 θ in′ 如 旋轉角 θ in′,將所有外渦卷座標點資料旋轉 θ out. 38.
(55) 下: ′ ′ = xiout cosθ out ′ − yiout sin θ out xiout ′ = xiout sin θ out ′ + yiout cosθ out ′ yiout. (3.27). ′ = xiin cosθ in′ − yiin sin θ in′ xiin ′ = xiin sin θ in′ + yiin cosθin′ yiin. (3.28). 3.4.3 第二階段座標旋轉 經過第一階段座標旋轉,渦卷座標點資料 ( xi′, yi′ ) 已經與標準漸開線相當接 近,繼續對其做座標旋轉 xi′′ = xi′ cosθ ′′ − yi′ sin θ ′′ yi′′ = xi′ sin θ ′′ + yi′′cosθ ′′. (3.29). 其中 θ ′′ 為渦卷之第二階段座標旋轉角 令 Ei 為渦卷座標點資料 ( xi′′, yi′′) 與標準漸開線之最小距離平方. Ei = d 2i = ⎡⎣ xi′′ − a ( cos φi + φi sin φi ) ⎤⎦ + ⎡⎣ yi′′ − a ( sin φi − φi cos φi ) ⎤⎦ 2. 因. ∂Ei =0 ∂φ. 2. (3.30) (3.31). ⇒ 2 ⎡⎣ xi′′ − a ( cos φi + φi sin φi ) ⎤⎦ ⎡⎣ − a (φi cos φi ) ⎤⎦ + 2 ⎡⎣ yi′′ − a ( sin φi − φi cos φi ) ⎤⎦ ⎡⎣ − a (φi sin φi ) ⎤⎦ = 0. ⇒ ⎡⎣ xi′′ − a ( cos φi + φi sin φi ) ⎤⎦ φi cos φi + ⎡⎣ yi′′ − a ( sin φi − φi cos φi ) ⎤⎦ φi sin φi = 0 因 為標準漸開線之展開角必大於零, φi > 0. ⇒ xi′′cos φi − a cos 2 φi + yi′′sin φi − a sin 2 φi = 0. 39.
(56) ⇒ xi′′cos φi + yi′′sin φi = a ⇒. xi′′ xi′′2 + yi′′2. (3.32) yi′′. cos φi +. xi′′2 + yi′′2. ⇒ cos β i cos φi + sin β i sin φi =. ⇒ cos ( βi − φi ) =. sin φi =. a xi′′2 + yi′′2. a xi′′2 + yi′′2. a. (3.33). xi′′2 + yi′′2. ⎛ y′′ ⎞ 其中 β = tan −1 ⎜ i ⎟ ⎝ xi′′ ⎠. (3.34). 由標準漸開線展開原理得知 β i < φi ,且 0o < (φi − β i ) < 90o ,如圖(3.13)。. 圖 3.13 標準漸開線展開原理 βi 與 φ i 的關係. 40.
(57) 故(3.33)可改寫為. ⎛. ⎞ ⎟ ⎜ x′′2 + y′′2 ⎟ i ⎝ i ⎠. φi = βi + cos −1 ⎜. a. (3.35). 由於 φi 的範圍大於180o ,所以必須做角度補償其邊界條件如下: 1 3 xi′′ > 0, − π a + 2nπ < ( xi′′2 + yi′′2 − a 2 ) < π a + 2nπ , φi = φi + 2nπ 2 2 1 5 xi′′ < 0, π a + 2nπ < ( xi′′2 + yi′′2 − a 2 ) < π a + 2nπ , φi = φi + ( 2n + 1) 2π 2 2. (3.36). 分別將經過第二階段座標旋轉的內、外渦卷座標點資料 ( xi′′, yi′′) 代入式 (3.35)中,求得每ㄧ渦卷座標點資料所對應之 φi ,再將其代回式(3.30)求 得 Ei ,並分別將內、外渦卷之 Ei 加總後,先微調式(3.29)中之第二階段旋 轉角 θ ′′,使 ∑ Ei 達到最小值時,再將式(3.30)、(3.32)、(3.33)、(3.35)、 (3.36)中之基圓半徑 a 做微調,重覆微調第二階段座標旋轉角 θ ′′,直到 ∑ Eiin 及 ∑ Eiout 皆為最小值,求得最精準的擬合半徑 a 及內、外渦卷之第二階段座標. ′′ 。 旋轉角 θin′′ 與 θ out. 3.4.4 輸出設計參數 除了基圓中心 ( x , y ) 、半徑 a,渦卷還有其他設計參數包括創成角α及渦 卷厚度 t。將第一及第二階段座標旋轉角相加,令. ′ + θ out ′′ θ out = θ out. (3.37). θin = θin′ + θin′′. (3.38). 若 0o < θ in − θ out < 180o ,則. 41.
(58) 創成角 α =. θin − θ out. (3.39). 2. 其原理如圖(3.14)。. 圖 3.14 座標旋轉角與創成角之關係(1) 若 θ in − θ out > 180o ,則. 360o − θin − θ out 創成角 α = 2. (3.40). 其原理如圖(3.15)。 而渦卷厚度可由基圓半徑及創成角表示 渦卷厚度 t = 2aα. (3.41). 42.
(59) 圖 3.15 座標旋轉角與創成角之關係(2). 3.4.5 擬合誤差輸出 經過兩階段座標旋轉後,渦卷座標點資料已精確的旋轉至標準漸開線上, 而 min ∑ Ei 中的 Ei 即為渦卷座標點資料與擬合標準漸開線之間的擬合誤差平 方,由式(3.30)得知,擬合誤差 d i 表示如下:. di = ± Ei. (3.42). 其中正負號由渦卷座標點資料與標準漸開線相對應展開點之關係判斷。 假設外渦卷座標點資料 ( xi′′, yi′′) 對應標準漸開線展開角為 φi ,則其對應之展開點. ( xiout , yiout ) 為: 43.
(60) xiout = a ( cos φi + φi sin φi ). (3.43). yiout = a ( sin φi − φi cos φi ). ′′2 + yiout ′′2 則 若 xi′′2 + yi′′2 > xiout di = + Ei. (3.44). ′′2 + yiout ′′2 則 相對的若 xi′′2 + yi′′2 < xiout di = − Ei. (3.45). 假設內渦卷座標點資料 ( xi′′, yi′′) 對應標準漸開線展開角為 φi ,則其對應之展開點. ( xiin , yiin ) 為: xiin = a ( cos φi + φi sin φi ). (3.46). yiin = a ( sin φi − φi cos φi ). ′′2 + yiin ′′2 則 若 xi′′2 + yi′′2 > xiin di = − Ei. (3.46). ′′2 + yiin ′′2 則 相對的 xi′′2 + yi′′2 < xiin di = + Ei. (3.47). 總而言之,式(3.42)中之正號代表渦卷座標點資料在擬合渦卷外部;負號代 表渦卷座標點資料在擬合渦卷內部,如圖(3.16)。. 44.
(61) 圖 3.16 渦卷座標點資料與擬合渦卷標準漸開線相對關係. 45.
(62) 第四章 應用程式建立與案例分析 本研究應用程式建立部份是以 Visual basic 2005 應用程式作為開發工 具,依前ㄧ章所推導的渦卷曲線擬合理論,發展出一套同時擁有渦卷設計逆向 工程曲線擬合,及渦卷製造誤差檢測之視窗化物件導向電腦輔助分析系統。本 章中將先對應用程式介面做介紹,並同時以標準渦卷模型座標資料進行模擬測 試,確認渦卷曲線擬應用程式的可行性,而後再對實際由三次元量測儀所得的 渦卷外型座標點資料進行案例分析,並對其討論之。最終,藉由程式介面輸入 設計參數模式,進行渦卷製造誤差檢測。. 4.1. 應用程式建立與模擬測試 將第三章渦卷曲線擬合理論推導建立成應用程式,並以流程圖方式展現如. 後(圖 4.1)。利用模擬分析ㄧ標準渦卷模型座標點資料(0435150_Main.csv) 做為程式介面及模擬測試說明。其標準渦卷設計參數為: 基圓半徑 = 4mm、基圓圓心座標(0,0)、創成角= 35 度,由基圓 150 度處開始 展開,每 1 度展開角產生一座標點資料。. 46.
(63) 圖 4.1 渦卷曲線擬合應用程式流程圖. 47.
(64) 4.1.1 第一階段曲線擬合程式介面 4.1.1.1 第一階段曲線擬合 利用應用程式開啟由三次元量測儀或影像檢測系統所取得渦卷外型座標 點資料檔,檔名格式為:檔名_Main.csv,將渦卷外型座標點資料顯示在程式螢 幕上,並對其進行第一階段曲線擬合,擬合圓心 ( xi , yi ) 的散佈情形亦可由程式 螢幕顯示,如(圖 4.2)所示。其散布結果與理論謀合,幾乎都在基圓周圍。. 圖 4.2 第一階段曲線擬合圓心分布情形. 48.
(65) 4.1.1.2 資料前處理 若渦卷外型座標點資料過密,則需做資料前處理,應用程式中藉由平均取 點法(3.2 節)對渦卷外型座標點資料簡化,其取點方式可由程式介面輸入(參 數設定)。此處將渦卷外型座標點資料每隔 3 點取點,並重新對其進行第一階 段曲線擬合,結果如(圖 4.3)所示。. 圖 4.3 渦卷外型座標點資料資料前處理. 49.
(66) 4.1.2 第二階段曲線擬合程式介面 4.1.2.1 第二階段曲線擬合 在應用程式介面中,對第一階段曲線擬合所得的擬合圓心散布點進行第二 階段曲線擬合,並對其做擬合修正(擬合修正範圍可由應用程式介面輸入),輸 出擬合圓心及擬合半徑,結果如圖(4.4)。其擬合圆心與設計參數相同,而擬 合半徑為 4.0002 也相當接近設計參數,(以上輸出皆為程式計算之有效位數)。. 圖 4.4 第二階段曲線擬合結果 50.
(67) 4.1.2.2 特殊區域擬合 經第二階段曲線擬合後,已獲得渦卷之擬合基圓中心及擬合基圓半徑,為 必免渦卷頭部及尾部的座標點資料因特殊設計,而影響第二階段曲線擬合結 果,故在程式介面上輸入區域擬合範圍(此處擬合範圍為 200 度~800 度), 對其進行區域擬合,其結果如圖(4.5)。由於必須確認擬合之精確度,故需對 渦卷座標點資料進行旋轉,以便計算擬合誤差及其餘渦卷設計參數。. 圖 4.5 區域擬合結果. 51.
(68) 4.1.3 擬合誤差程式介面 4.1.3.1 座標歸零及第一階段座標旋轉 由於渦卷外型座標點資料必定與擬合所得之基圓中心及基圓半徑所展開 之標準漸開線存在一角度誤差,應用程式必須先將渦卷外型座標點資料座標歸 零到擬合基圓中心,並進行第一階段座標旋轉,將渦卷外型座標點資料旋轉至 標準漸開線附近,其結果如圖(4.6) 。內、外渦卷第一階段座標旋轉角分別為 245 度及 175 度。. 圖 4.6 座標歸零及第一階段座標旋轉. 52.
(69) 4.1.3.2 第二階段座標旋轉與擬合半徑微調 在應用程式中繼續對渦卷外型座標點資料做第二階段座標旋轉微調,直到 渦卷外型座標點資料與擬合標準漸開線之間的誤差為最小,再將擬合半徑做微 調,配合重覆微調第二階段座標旋轉旋轉角,求得正確之擬合半徑及第二階段 座標旋轉旋轉角,結果如圖(4.7)。由結果可得內、外渦卷第二階段座標旋轉 角皆為 0.0125 度,而擬合半徑微調成 4mm 與設計值相同。. 圖 4.7 第二階段座標旋轉與擬合半徑微調. 53.
(70) 4.1.3.3 輸出設計參數 利用內、外渦卷外型座標點資料兩階段座標旋轉角總合的關係,可由應用 程式計算出渦卷設計參數中的創成角α及渦卷厚度 t,結果如圖(4.8) 所示。. 圖 4.8 輸出創成角與渦卷厚度等設計參數. 54.
(71) 4.1.3.4 擬合誤差輸出 藉由渦卷外型座標點資料兩階段座標旋轉,可求得各渦卷外型座標點資料 與擬合渦卷標準模型間之誤差值,將其展現在應用程式的介面上,以供分析討 論,結果如圖(4.9)。其最大擬合誤差約為 0.0005mm(其誤差為程式計算過程 之有效位數所產生,由於經過旋轉,故擬合誤差呈對稱分佈),與渦卷製造精 度 5μm 相較小了許多。. 圖 4.9 渦卷外型座標點資料與擬合渦卷標準模型間之誤差值. 55.
(72) 經過以上應用程式介面說明及模擬測試結果,已證明了前ㄧ章之渦卷曲線 擬合理論推導對於標準渦卷外型座標點資料擬合的正確性與可行性。. 4.2. 應用案例測試 在這一節中,將利用應用程式分別對兩組由三次元量測儀所量得之渦卷外. 型座標點資料(0077AA_Main.csv)及(0900_Main.csv)做案例分析。其渦卷原設 計參數如表(4.1)。 表 4.1 案例渦卷之設計參數及量測方式 渦卷座標點 座標點資料 資料名稱 產生方式 0077AA_Main.csv 三次元量測儀 (2.75 圈) 0900_Main.csv 三次元量測儀 (2.75 圈). 基圓半徑 (mm) 2.06. 創成角 (度) 36.9. 座標點 資料數 461. 座標點 均勻度 低. 1.75. 45.8. 2463. 高. 4.2.1 案例分析(一) 開啟三次元量測儀所量測之渦卷外型座標點資料檔案 0077AA_Main.csv ,並對其進行第一、第二階段曲線擬合,如圖(4.10)。由應用程式介面中,可 輕易發現第一階段曲線擬合點分散沒有相當均勻,但仍可判別其輪廓,而第二 階段曲線擬合因渦卷頭部及尾部的特殊設計關係,已造成內、外渦卷產生相當 誤差的擬合結果。. 56.
(73) 圖 4.10 檔案 0077AA_Main.csv 之第一、第二階段曲線擬合結果. 57.
(74) 由於第一、第二階段曲線擬合時,內、外渦卷產生相當誤差的擬合結果, 必須對其進行區域擬合,經區域擬合後,可明顯改善第一階段曲線擬合之散 佈,且內、外渦卷第二階段曲線擬合的誤差也明顯的減小,如圖(4.11)。. 圖 4.11 檔案 0077AA_Main.csv 區域擬合結果. 58.
(75) 將區域擬合結果座標歸零,使進行第一及第二階段座標旋轉,內、外渦卷 之擬合半徑經過第二階段座標旋轉半徑微調後,已明顯修正統一至精確值,如 圖(4.12)。. 圖 4.12 檔案 0077AA_Main.csv 兩階段旋轉及擬合半徑微調結果. 59.
(76) 分別將以下條件之渦卷擬合設計參數及擬合誤差輸出,並對其結果進行分 析討論。 1. 沒有區域擬合,如圖(4.13)。 2. 區域擬合(擬合範圍:100 度~800 度) ,如圖(4.14)。 3. 區域擬合(擬合範圍:200 度~800 度) ,如圖(4.15)。. 圖 4.13 檔案 0077AA_Main.csv 沒有區域擬合之擬合設計參數與擬合誤差. 60.
(77) 圖 4.14 檔案 0077AA_Main.csv 區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差. 61.
(78) 圖 4.15 檔案 0077AA_Main.csv 區域擬合(擬合範圍:200 度~800 度)之擬合設計參數與擬合誤差. 62.
(79) 由圖(4.13)中可清楚發現,渦卷頭部及尾部與整體渦卷誤差相當大,導致 座標旋轉時,旋轉角判定錯誤,無法將渦卷外型座標點資料正確旋轉到擬合標 準漸開線上,是故無法計算出正確的擬合設計參數,且擬合誤差值相當大。 在圖(4.14)中,經過初步區域擬合後,雖然渦卷頭部之誤差點仍然存在, 但渦卷尾部之誤差點已被消除,對座標旋轉影響變小,已可將渦卷外型座標點 資料較正確地旋轉到擬合標準漸開線上,且由平均擬合誤差值可知,擬合設計 參數與原設計參數已相當接近。 在圖(4.15)中,繼續縮小區域擬合範圍,使渦卷頭部之誤差點亦被消除, 渦卷外型座標點資料能夠更正確地旋轉到擬合標準漸開線上,由平均擬合誤差 值及最大擬合誤差值可知,擬合設計參數與原設計參數已趨近相同,雖然其中 仍存在擬合誤差值,但這些擬合誤差呈現波形對稱於擬合標準漸開線軸,且具 有週期性,所以誤差很可能是由於擬合基圓之圓心偏移,如圖(4.16) 所示, 或受製造誤差及量測誤差所累加影響造成。若誤差確定由擬合基圓之圓心偏移 所造成,可藉由後續所介紹之設計參數輸入,調整擬合基圓之圓心。. 圓渦卷線型 圓心偏移之 渦卷線型. 圖 4.16 擬合基圓之圓心偏移示意圖. 63.
(80) 將圖(4.13)、(4.14)、(4.15) 渦卷擬合設計參數及擬合誤差整理,並與 渦卷原設計值做比較,如表(4.2)所示。由表中可發現,區域擬合可提高渦卷 曲線擬合的精準度,且是必要的程序。至於區域擬合之範圍,沒有規定可循, 以消除較大誤差資料為主要目的,此步驟需仰賴工程師依個案進行判斷。. 表 4.2 檔案 0077AA_Main.csv 渦卷擬合設計參數及擬合誤差分析. 資料名稱 渦卷設計值 無區域擬合 之外渦卷 無區域擬合 之內渦卷 區域擬合 (100 度~800 度) 之外渦卷 區域擬合 (100 度~800 度) 之內渦卷 區域擬合 (200 度~800 度) 之外渦卷 區域擬合 (200 度~800 度) 之內渦卷. 基圓半徑 a(mm) 2.062 2.1036. 創成角 α(度) 36.9 21.5556. 2.0187. 最大擬合誤差 平均擬合誤差 (mm) (mm) 3.3956. 0.1546. 21.5556. 1.1781. 0.1601. 2.064. 36.9714. 0.212. 0.0094. 2.0634. 36.9714. 0.2133. 0.0123. 2.063. 36.6887. 0.0234. 0.0111. 2.0607. 36.6887. 0.014. 0.0071. 64.
(81) 4.2.2 應用案例測試(二) 開啟三次元量測儀所量測之渦卷外型座標點資料檔案 0900_Main.csv,並 對其進行第一階段曲線擬合,如圖(4.17)。由程式介面中,可輕易發現第一階 段曲線擬合點成開放性分散,導致無法進行第二階段曲線擬合。. 圖 4.17 檔案 0900_Main.csv 第一階段曲線擬合散佈. 65.
(82) 由參數設定功能,設定取點方式為每隔三點取點,將渦卷座標點資料做資 料簡化處理,重新進行第一、第二階段曲線擬合,由程式介面可知第一階段曲 線擬合結果已經大幅度改善,如圖(4.18)所示。. 圖 4.18 檔案 0900_Main.csv 第一、第二階段曲線擬合結果. 66.
(83) 資料繼續進行區域擬合、座標歸零、第一及第二階段座標旋轉等處理,並 分別將以下條件之渦卷擬合設計參數及擬合誤差輸出並對其結果進行分析討 論。 1.隔 3 點取點,沒有區域擬合,如圖(4.19) 。 2. 隔 3 點取點,區域擬合(擬合範圍:100 度~800 度) ,如圖(4.20) 。 3. 隔 3 點取點,區域擬合(擬合範圍:200 度~700 度) ,如圖(4.21) 。 4. 隔 4 點取點,區域擬合(擬合範圍:100 度~800 度) ,如圖(4.22) 。 5. 隔 5 點取點,區域擬合(擬合範圍:100 度~800 度) ,如圖(4.23) 。. 圖 4.19 檔案 0900_Main.csv 隔 3 點取點,沒有區域擬合之擬合設計參數與擬合誤差. 67.
(84) 圖 4.20 檔案 0900_Main.csv 隔 3 點取點,區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差. 68.
(85) 圖 4.21 檔案 0900_Main.csv 隔 3 點取點,區域擬合(擬合範圍:200 度~700 度)之擬合設計參數與擬合誤差. 69.
(86) 圖 4.22 檔案 0900_Main.csv 隔 4 點取點,區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差. 70.
(87) 圖 4.23 檔案 0900_Main.csv 隔 5 點取點,區域擬合(擬合範圍:100 度~800 度)之擬合設計參數與擬合誤差. 71.
數據
![圖 1.1 渦卷式壓縮機 1.2 渦卷式壓縮機結構 渦卷式壓機的發展,早於西元 1905 由法國人 Lean Creux 首先在美國提出 渦卷式壓縮機的設計構想並獲得美國專利[1],但此型壓縮機並未大量生產, 原因在於渦卷本體加工精度未能符合要求,而且渦卷間的洩漏問題亦無法有效 解決,直到 1970 年代自動補償油封機構確定後,才有實用型的渦卷式壓縮機 上市。在 1980 年代,由於 CNC 精密加工母機的快速發展,使得加工精度大幅](https://thumb-ap.123doks.com/thumbv2/9libinfo/8583138.189437/19.918.245.656.151.810/未能符合要求而且渦卷間洩漏問題亦無法有解決直到年代補償大幅.webp)

+7





Outline
相關文件
The main goal of this research is to identify the characteristics of hyperkalemia ECG by studying the effects of potassium concentrations in blood on the
According to the research of indoor air quality conducted by National Institute for Occupational Safety and Health, NIOSH, 53% of the problem of indoor air quality is resulted
By using Balanced Scorecard (BSC), the purpose of this study is to construct indicators of school management with Analytic Hierarchy Process (AHP) for L junior high school in
The main purpose of this research is to compare how a traditional narrative teaching method and a GeoGebra-based computer-assisted instructional method affect
The purpose of this paper is to use data mining method in semiconductor production to explore the relation of engineering data and wafer accept test.. In this paper, we use two
The purpose of this research is to study the cross-strait visitor’s tourist experience.With the research background and motives stated as above, the objectives of this research
The main purpose of this study is to explore the status quo of the food quality and service quality for the quantity foodservice of the high-tech industry in Taiwan;
The main purpose of this research was to explore the learning performance of grade 7 students with different competencies during mathematics problem posing instruction.. According
