國 立 交 通 大 學
機械工程學系
碩士論文
LCD 面板倉儲系統之流場均勻化研究
An investigation of flow field of LCD panel
storage system
研 究 生:黃玠超
LCD 面板倉儲系統之流場均勻化研究
面板倉儲系統之流場均勻化研究
面板倉儲系統之流場均勻化研究
面板倉儲系統之流場均勻化研究
An investigation of flow field of LCD panel storage
system
研 究 生: 黃玠超 Student: Jieh-Chou Huang
指導教授: 傅武雄 Advisor: Wu-Shung Fu
國立交通大學
機械工程學系
碩士論文
A Thesis
Submitted to Department of Mechanical Engineering
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
in
Mechanical Engineering
June 2007
LCD 面板倉儲系統之流場均勻化研究 研究生:黃玠超 指導教授:傅武雄 國立交通大學機械工程學系 摘要 本文主要目的為以紊流高雷諾數k−ε 模式做數值計算模擬並改善新一代 LCD 面板倉儲系統之流場,此倉儲系統為與傳統利用兩側設置大量 FFU 風機組 相比更符合經濟效益的上置 FFU 模型,主要觀察玻璃面板卡匣中的流場速度與 自動搬運台車行進時對流場的影響。 綜合模擬結果與分析,以改良後兩側分風道入口分流的模型效果最好,玻璃 面板卡匣中的流場速度可達標準。而台車行進時會造成卡匣中部份流場受到擠壓 往台車後方流動,但是並未發生完全反方向流回玻璃堆的狀況;台車行進時所引 起之揚塵高度也未超過兩側玻璃面板卡匣的最低高度,故此模型可以保持玻璃面 板倉儲系統中的潔淨度需求。
An investigation of flow field of LCD panel storage system
Student:Jieh-Chou Huang Advisor:Wu-Shung Fu
Department of Mechanical Engineering National Chiao Tung University
Abstract
The aim of this study is to simulate a new generation of LCD panel storage system by using the high Reynolds k−ε turbulent model. Fan filter units (FFU) of the storage system are installed on the upside of the system. It is different from the storage system used at present. The flow fields of cassettes of the storage system and the particles lifted by moving service wagon are examined.
The results show that the flow field has greater velocity through the LCD panel storage system to prevent particles to deposit. Part of fluids is prevented by the moving vehicle and turn flow direction to flow to the back region of the moving vehicle. Generally, the phenomenon of the fluids forced to be stagnant in the LCD panel storage system is not observed. Besides, hazardous particles are not lift above the bottom of the LCD panel storage system by the moving vehicle.
誌 謝
衷心的感謝指導老師傅武雄教授兩年來給予課業和論文的指導,以及在生活 上的關心跟教誨,在此謹致最高的感謝與敬意。同時也感謝機械系諸師長在課業 上的指導,以及同門的連信宏學長在數值模擬上的協助,使本研究可以順利完成。 更要感謝父母含辛茹苦的養育之恩,與家人、親友的支持與關懷,今日方能 順利完成學業。最後謹將此喜悅與所有關心我的人共同分享。目錄
目錄
目錄
目錄
中文摘要……… I 英文摘要……… II 誌謝……… III 目錄……… IV 表目錄……… V 圖目錄……… VI 符號索引……… IX 第一章 緒論……… 1 第二章 物理模式……… 6 2-1 物理模型……… 6 2-2 分析假設與統御方程式……… 7 2-3 邊界條件……… 9 第三章 數值方法……… 18 3-1 數值方法……… 18 3-2 PISO 數值計算……… 20 3-3 暫態滑移網格……… 22 第四章 結果與討論……… 28 4-1 靜態模擬分析……… 32 4-2 動態模擬結果……… 44 第五章 結論……… 80 參考文獻……… 81
表目錄
表目錄
表目錄
表目錄
表 1-1 Fed-Std-209E 潔淨度定義……… 5 表 2-1 標準k−
ε
紊流模式係數值……… 16 表 4-1 利用多孔性介質模擬面板玻璃堆壓降比較圖……… 31圖目錄
圖目錄
圖目錄
圖目錄
圖 2-1 自動化倉儲系統示意圖……… 11 圖 2-2 廠商原始倉儲系統模型示意圖……… 12 圖 2-3 以側邊插板改良之倉儲系統模型示意圖……… 13 圖 2-4 靜態模擬流場模型示意圖……… 14 圖 2-5 動態模擬流場模型示意圖……… 15 圖 2-6 搬運台車運動示意圖……… 17 圖 3-1 相鄰網格中心點及離散面相關位置示意圖……… 23 圖 3-2 計算流程圖……… 24 圖 3-3 對流通量示意圖……… 25 圖 3-4 PISO 示意圖……… 26 圖 3-5 滑移網格進行方式說明示意圖……… 27 圖 4-1 模擬打孔擋板之模型……… 29 圖 4-2 模擬打孔擋板模型壓降示意圖……… 29 圖 4-3 利用可滲透薄板模擬打孔板產生的壓降示意圖……… 30 圖 4-4 利用多孔性介質模擬玻璃堆的計算模型……… 30 圖 4-5 廠商原始設計模型開孔板示意圖……… 34 圖 4-6 廠商原始設計模型整體流場示意圖……… 35 圖 4-7 第一層玻璃卡匣上方迴流示意圖……… 36 圖 4-8 廠商原始設計模型三層玻璃面板組流場示意圖……… 37 圖 4-9 側邊插板改良模型之擋板開孔率示意圖……… 38 圖 4-10 側邊插板改良模型之整體流場示意圖……… 39 圖 4-11 側邊插板改良模型之玻璃面板流場示意圖……… 40圖 4-13 回風道入口分流改良模型之整體流場示意圖……… 42 圖 4-14 回風道入口分流改良模型之玻璃面板堆速度圖……… 43 圖 4-15 t=0.05sec, y=5400mm 截面流場俯視圖(台車速度 0.04 m/s)…… 47 圖 4-16 t=0.05sec, y=3600mm 截面流場俯視圖(台車速度 0.04 m/s)…… 48 圖 4-17 t=0.05sec, y=1800mm 截面流場俯視圖(台車速度 0.04 m/s)…… 49 圖 4-18 t=0.05ses, y=5400mm 流場示意圖(台車速度 0.04 m/s)………… 50 圖 4-19 t=0.05ses, y=3600mm 流場示意圖(台車速度 0.04 m/s)………… 51 圖 4-20 t=0.05ses, y=1800mm 流場示意圖(台車速度 0.04 m/s)………… 52 圖 4-21 t=3sec, y=5400mm 截面流場俯視圖(台車速度 2.4 m/s)……… 53 圖 4-22 t=3sec, y=3600mm 截面流場俯視圖(台車速度 2.4 m/s)……… 54 圖 4-23 t=3sec, y=1800mm 截面流場俯視圖(台車速度 2.4 m/s)……… 55 圖 4-24 t=3sec, y=5400mm 流場示意圖(台車速度 2.4 m/s)……… 56 圖 4-25 t=3sec, y=3600mm 流場示意圖(台車速度 2.4 m/s)……… 57 圖 4-26 t=3sec, y=1800mm 流場示意圖(台車速度 2.4 m/s)……… 58 圖 4-27 t=6sec, y=5400mm 截面流場俯視圖(台車速度 4 m/s)………… 59 圖 4-28 t=6sec, y=3600mm 截面流場俯視圖(台車速度 4 m/s)………… 60 圖 4-29 t=6sec, y=1800mm 截面流場俯視圖(台車速度 4 m/s)………… 61 圖 4-30 t=6sec, y=5400mm 流場示意圖(台車速度 4 m/s)……… 62 圖 4-31 t=6sec, y=3600mm 流場示意圖(台車速度 4 m/s)……… 63 圖 4-32 t=6sec, y=1800mm 流場示意圖(台車速度 4 m/s)……… 64 圖 4-33 t=10sec, y=5400mm 截面流場俯視圖(台車速度 2.4 m/s)……… 65 圖 4-34 t=10sec, y=3600mm 截面流場俯視圖(台車速度 2.4 m/s)……… 66 圖 4-35 t=10sec, y=1800mm 截面流場俯視圖(台車速度 2.4 m/s)……… 67 圖 4-36 t=10sec, y=5400mm 流場示意圖(台車速度 2.4 m/s)……… 68 圖 4-37 t=10sec, y=3600mm 流場示意圖(台車速度 2.4 m/s)……… 69
圖 4-38 t=10sec, y=3600mm 流場示意圖(台車速度 2.4 m/s)……… 70 圖 4-39 t=13sec, y=5400mm 截面流場俯視圖(台車速度 0 m/s)………… 71 圖 4-40 t=13sec, y=3600mm 截面流場俯視圖(台車速度 0 m/s)………… 72 圖 4-41 t=13sec, y=1800mm 截面流場俯視圖(台車速度 0 m/s)………… 73 圖 4-42 t=13sec, y=5400mm 流場示意圖(台車速度 0 m/s)……… 74 圖 4-43 t=13sec, y=3600mm 流場示意圖(台車速度 0 m/s)……… 75 圖 4-44 t=13sec, y=1800mm 流場示意圖(台車速度 0 m/s)……… 76 圖 4-45 t=0.05sec 揚塵濃度示意圖(台車速度 0.04 m/s)……… 77 圖 4-46 t=2.4sec 揚塵濃度示意圖(台車速度 2.4 m/s)……… 77 圖 4-47 t=6sec 揚塵濃度示意圖(台車速度 4 m/s)……… 78 圖 4-48 t=10sec 揚塵濃度示意圖(台車速度 2.4 m/s)……… 78 圖 4-49 t=13sec 揚塵濃度示意圖(台車速度 0 m/s)……… 79
符號索引
A 面積 µ C ,C ,ε1 C ,ε2 C ,ε3 C ε4 k-ε紊流模式的經驗係數 j h F, 於x 方向上的能量擴散通量 j g 特定公制張量 k 紊流動能 p 壓力 [N m-2 ] i s 動量源項 ij s 剪應變率張量 φ s 來源係數 t 時間 [sec] i x 卡式座標(i=1,2,3) u 流體切線速度 [m s-1 ] i u 流體在x 方向的絕對速度 i [m s -1 ] i u~ 流體與座標系統的相對速度 [m s-1 ] w u 壁面速度 p U 流體在多孔性介質中的平均速度 [m s-1 ] V 體積 希臘符號 φ Γ 擴散係數 p ε 開孔薄板之孔隙率 µ 黏滯係數 ρ 密度 [kg m-3 ] µ 紊流黏滯係數k
σ ,σε k-ε紊流模式的經驗係數
ij
τ 黏滯應力張量
第一章 緒論
1-1 前言
近年來,隨著科技日新月異及資訊家電等消費電子產品如雨後春筍般推出, 顯示器做為電子產品與人們間之溝通平台也呈現革命性之變革。在過去以映像管 (CRT)顯示器為主流,但隨著平面顯示器(FPD)如液晶顯示器(LCD)、電 漿顯示器(PDP)等產品陸續投入市場後,顯示器之發展更加多元化,技術之更 替也更加快速。自 2002 年政府提倡「兩兆雙星」計畫,將半導體產值與彩色影 像顯示器兩項產業的產值在 2006 年時,各自突破一兆元,並且推動數位內容與 生技產業成為具發展潛力的兩個明星產業,加上面板製作技術進步加上大尺寸產 品之應用上,主要包括桌上型電腦及筆記型電腦使用之液晶顯示器,電視產品系 列之電漿電視(PDP)、液晶電視(LCD TV)及背投影電視(RP TV)以及投影 機市場之 LCD 及 DLP 投影機等,國際市場對大尺寸液晶面板需求日益增高,全 球 TFT-LCD 包括台灣面板大廠的擴廠動作不曾停歇過。財團法人國家實驗研究 院科技政策研究與資訊中心(STPI)[1]推估全球顯示器市場規模 2007 年達 1000 億美元 其中平面顯示器佔 70% 近 700 億美元,特別是 TFT-LCD 產業,己經由 電腦相關應用推向消費電子的革命,大尺寸(40 英吋)以上的液晶電視及中小 尺寸的消費性產品將是未來的明日之星。為因應未來大面板的液晶電視及電腦螢 幕的龐大市場,屬於關鍵材料的大面積玻璃基板,每年更有平均 30%的成長率, 預估到 2007 年時,全球的玻璃基板需求量,將比 2004 年成長兩倍以上,而大型 玻璃基板的倉儲系統對於面板工廠自動化(FA;Factory Automation)、彈性製造系 統(FMS;Flexible Manufacturing System)及電腦整合製造系統(CIM;ComputerIntegrated Manufacturing System)的物流中扮演非常重要的角色。
由於面板玻璃由 G3.5、G4.5、G5、G5.5、G6、G7.5 世代一路成長到 G8 世 代 ,玻璃基板已達 2160 mm x 2400 mm,且厚度小於 0.7mm,生產製程中不論
其搬運過程中稍有不慎就易碎,因此很難以人工去搬運單片玻璃,均需利用卡匣 (Cassette)做為玻璃基板之搬運及儲放,以防操作人員在生產製造過程中對玻 璃基板之製程品質造成傷害,卡匣再借助於自動倉儲系統之存放或暫存,而自動 倉儲系統的主要目的為:增加儲存容量、提高空間使用率;維持庫存品之優良品 質並節省空間、人力;為高清潔度需求的產業提供乾淨的儲存環境。最後再配合 生產控制(MCS、MES 等)之聯結而使生產之玻璃基板達到安全、無塵之要求。
1-2 文獻回顧
由上述可知,玻璃基板倉儲系統對於潔淨度的要求很高,故潔淨室成為大家 致力研究的重點之一。在潔淨室設計方面,以 Whyte [2]最為詳盡,潔淨室必須 具備以下要素:能快速去除空氣中微塵粒子,能有效防止微塵粒子子的沈積,需 對溫度、壓力及濕度做妥善控制,對於結構、噪音、震動和能源都要有一定的考 量。而在無塵等級規範中,業界多採用美國聯邦潔淨室之規格 Federal Standard No.209,現在最新的版本為 FS209E,如表 1-1 所示。而玻璃基板要求的潔淨等 級多為 0.3µm Class100。 Cheng 等人[3]利用數值軟體 STAR-CD 的標準 k-ε 紊流模型模擬均勻流式潔淨室(Undirectional Airflow Cleanroom)的流場,並探討室內高架地板高度與開 孔率、進口速度和潔淨室寬度對氣流分佈的影響。其模擬結果可發現,高架地板 的高度和開孔率以及入口分佈對氣流速度均勻影響最大,尤其是當潔淨室度較窄 時更是明顯,當進口速度均勻時,潔淨室內氣流的不均勻度會隨寬度增加而降 低,而當室內高架地板高度增高時,均勻度也會愈高,但基於成本考量,控制入 口速度及高架地板開孔率為較可行辦法。Murakami 等人[4]以數值方法來分析潔 淨室中使用頂置進氣單元(Flow Unit)噴流方式的潔淨室流場,並研究改變進氣 口與出氣口個數以及位置對流場之影響,其分析結果可以發現在此類問題中使用 數值分析比利用實驗分析為佳, 原因為實驗中由於邊界條件不易控制,但利用
響顯著;而棋盤式排列的進氣口的效果會比縱列式排列效果為佳。Hu 等人[5] 以實驗利用三維超音波風速計(Three-dimensional ultrasonic anemometer)量測潔 淨室內的速度向量、紊流強度與紊流動能,文中結論瞭解到以超高效率過濾網 (ULPA)組成之風機濾網機組(FFU)所能提供均勻氣流的能力;而工作台對 潔淨室內的氣流影響很大,且可能產生回流造成粒子堆積,要盡量予以避免;此 外實驗結果不僅對於實際設計潔淨室設備有助益,且可幫助利用數值方法模擬潔 淨室流場的研究。 至於潔淨技術應用於儲放 TFT-LCD 玻璃基板倉儲系統之研究,江 [6]利用 數值模擬分析軟體 FLUENT 來模擬側向入風的面板儲放區之流場,先設計分析 出內部流場之均勻度與粒子沉積情形,再以調整入風口面積加以改善。其模擬的 結果可得知,空間中產生迴流會造成流場分佈不均勻,使得塵埃粒子沈積與滯留 現象發生;可利用增加左右兩側入風口面積可增加氣流分佈均勻度,並以不同入 口面積配置不同入口速度的設計方式,來改善部份迴流現象,且可以減少總流量 供應量達到節省之效果。
1-3 研究目的
綜合以上,之前的面板倉儲系統都以側置 FFU 入風,但隨著邁入 G8 世代, 面板尺寸越來越大,若仍是以兩邊側置 FFU 風機的成本過高,並且在清理風機 組時灰塵也易進入面板玻璃卡匣,故研究的方向為新式上置 FFU 風機的面板倉 儲系統。一般潔淨室在設計完成後,都會先對其內部特性包括流場速度、氣流分 佈、壓力與污染分佈等等做測試,這些都需要利用精密儀器量測數據,才能做分 析研究,但是這種作法在成本、人員與時間上都花費較高,且若有結構上之更動, 更是一項麻煩之工作;此外產業界常利用經驗法則設計倉儲系統,所耗成本較低 但是對於實際效果較難掌控。有鑑於此,為了節省成本並提高產品良率,數值模 擬提供了很大的幫助。 本文是利用 STAR-CD 數值套裝軟體來進行模擬分析,根據新一代面板廠商實際物體建構模型與邊界條件,由於考慮經濟效益,此倉儲系統為上置 FFU 系 統風機組,與傳統側向 FFU 之倉儲不同,故流場之均勻化更為重要。先以 k-ε 紊流模型初步對倉儲卡匣端氣流場做模擬分析,藉由控制倉儲模型之薄板形式、 大小、位置與開孔率,並用多孔性介質模擬打孔薄板與卡匣中的玻璃面板堆,藉 由調整 α、β 穿透係數(permeability coefficients),模擬出理想的設計,以期達到 玻璃基板儲存卡匣中的流場均勻化;再進一步搭配移動網格方式模擬自動倉儲系 統中移動台車對流場、粒子的影響,提供設備廠商建構玻璃基板自動倉儲設備之 參考。
表 1-1 Fed-Std-209E 潔淨度定義
Class Limits
≥0.1µm ≥0.2µm ≥0.3µm ≥0.5µm ≥5µm
Class name
Volume units Volume units Volume units Volume units Volume units SI English (m3) (ft3) (m3) (ft3) (m3) (ft3) (m3) (ft3) (m3) (ft3) M 1 350 9.91 75.7 2.14 30.9 0.875 10.0 0.283 - - M 1.5 1 1240 35.0 265 7.50 106 3.00 35.3 1.00 - - M 2 3,500 99.1 757 21.4 309 8.75 100 2.83 - - M 2.5 10 12,400 350 2,650 75.0 1,060 30.0 353 10.0 - - M 3 35,000 991 7,570 214 3,090 87.5 1,000 28.3 - - M 3.5 100 - - 26,500 750 10,600 300 3,530 100 - - M 4 - - 27,700 2,140 30,900 875 10,000 283 - - M 4.5 1000 - - - - - - 35,300 1,000 247 7.00 M 5 - - - - - - 100,000 2,830 618 17.5 M 5.5 10000 - - - - - - 353,000 10,000 2,470 70.0 M 6 - - - - - - 1,000,000 28,300 6,180 175 M 6.5 100000 - - - - - - 3,350,000 100,000 24,700 700 M 7 - - - - - - 10,000,000 283,000 61,800 1,750
第二章 物理模式
2-1 物理模型
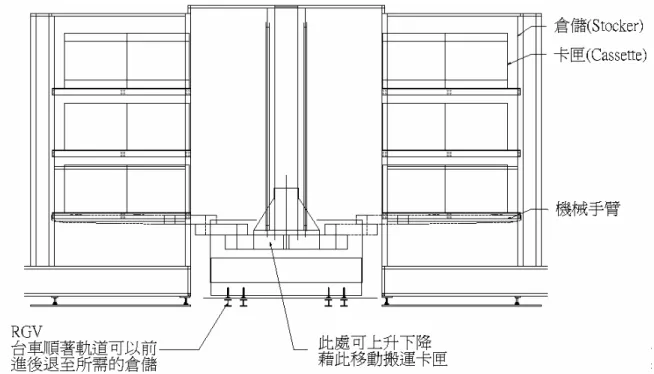
在 TFT-LCD 產業實際運用於生產設備之自動化倉儲系統,是結合 TFT 廠生 產自動化的觀點及廠區規劃,提供完整且一系列的硬體設備及控制軟體,使整廠 的面板玻璃生產搬送達到最有效率及最佳化的運作。一個整廠性的面板玻璃倉儲 系統,一般包括有下列三種結構,可參考圖 2-1: (a) 高速軌道式無人搬運車/自動導引台車(RGV/AGV) 卡匣的搬送,以具有軌道式的 RGV 系統是較常見的玻璃基板搬移載具,它 主要的特點是可以相當精確的控制其移載定位精度,所以業界中有為數不少 採用此系統。其優點為成本低、系統簡單、定位精確、維修容易。 (b) 倉儲(Stocker) 倉儲是儲放卡匣的位置,一個卡閘可容納數十片玻璃基板。利用自動化搬運 設備運送卡匣至指定儲位或自動將指定卡匣運送出來。(c) 自動化搬運系統(AMHS;Automatic Material Handling System)
◇承載平台機構:承載卡匣的機構,順著軌道前進後退至所指定的儲位下方; 可移動卡匣至倉儲出口處,或送至倉儲外的台車,移動至另一座倉儲。 ◇升降機構:現今倉儲往高層發展,將卡匣放置於平台上,利用升降機構, 可以上升至第二層或者更高層之指定儲位。 ◇軌道機構:此機構位於倉儲內部供台車能夠移動行走。 本文所要探討之面板倉儲系統設計,即參考上述 G8 面板自動倉儲系統,為 一上置 FFU 式倉儲系統,先分析搬運車不作動時,不同形式儲存玻璃基板時之 氣流分佈狀態。首先為廠商原始設計的模型,如圖 2-2 所示,上方為 FFU 入風 口利用兩側導風擋板與倉儲打孔板來牽引氣流流過玻璃堆,下方為空氣出口,由 於倉儲系統為左右對稱,在靜態模擬時台車未作動時可以不考慮三維情形,故在
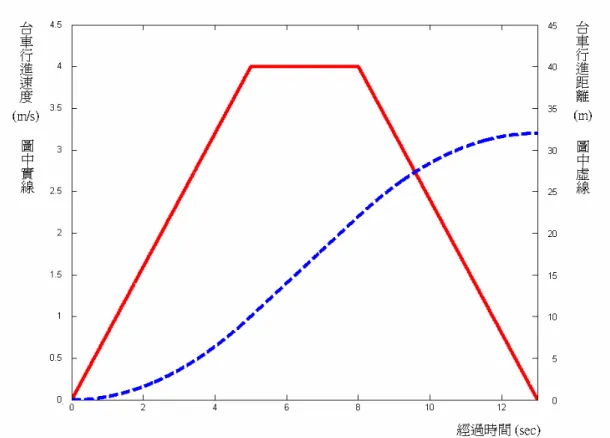
擬;圖 2-3 為改以側邊插板導流的模型;圖 2-4 則為改以回風道入口分流(分三個 通路)使獨立供應不同層(上中下三層)氣流改良的倉儲模型,打孔板及玻璃堆利用 等效多孔性介質來模擬。此外再對搬運台車作動時做流場動態模擬分析。圖 2-5 則為動態模擬模型示意圖,台車以等加速度運動至最高速 4 m/s,維持等速三秒 後在以等減速度至停止,圖 2-6 為台車運動示意圖。
2-2 分析假設與統御方程式
本文選擇使用高雷諾數 k-ε紊流模式來模擬流場。為了簡化分析,本研究對 流場做了以下的假設: (1) 空間為三維直角座標系統。 (2) 工作流體為空氣,流體性質為牛頓流體(Newtonian fluid),黏滯係數 (Viscosity)為等方向性,為不可壓縮紊流流場。 (3) 不考慮重力影響。 (4) 流體與物體之界面滿足無滑移條件(no-slip condition)。 (5) 不考慮因黏滯性生成熱量問題。 流場的統御方程式則有連續方程式、動量方程式、紊流動能方程式、紊流動量消 耗方程式與多孔性介質造成流場壓降之方程式,分別如下: 連續方程式: 0 ) ~ (ρ = ∂ ∂ + ∂ ρ ∂ j j u x t (2-1) 動量方程式:( )
i i s ij i j j i s x p u u x u t ∂ + ∂ − = τ − ρ ∂ ∂ + ρ ∂ ∂ ) ~ ( (2-2) , , 3 2 2 ij i j k k ij ij u u x u s δ −ρ ∂ ∂ µ − µ = τ (2-3) ) ( 2 1 i j j i ij x u x u s ∂ ∂ + ∂ ∂ = (2-4)紊流動能方程式(k-equation):
( )
= ∂ ∂ σ µ + µ − ρ ∂ ∂ + ρ ∂ ∂ j k t j j x k k u x k g t g ~ 1 i i i i t B t x u k x u p p ∂ ∂ + ∂ ∂ − − + ρε µ ρ µ 3 2 ) ( (2-5) 其中: j i ij x u s p ∂ ∂ ≡2 (2-6) i t h i B x g p ∂ ∂ − ≡ ρ ρ σ 1 , (2-7) σk為經驗值。 紊流動量消耗方程式:( )
(
)
i i R B t i i i i t t j t j j x u C k e C p k C x u k x u p p k C x u x g t g t ∂ ∂ ρε + ε ρ − − µ ε + ∂ ∂ ρ + ∂ ∂ µ − + µ ε = ∂ ε ∂ σ µ + µ − ε ρ ∂ ∂ + ρε ∂ ∂ ε − ε ε ε ε 4 2 3 1 2 2 1 0.3 3 2 ) ' ( ~ 1 (2-8) 其中:[
2]
0.00375Re2 2 2 3 . 0 1 33 . 1 ' t e y y k P e p t R − − + − ≡ µµ(2-9) ε ρ = µ µ µ 2 k C f t
(2-10)
[
]
+ − = − µ y Re 0198 . 0 Re 29 . 5 1 e 1 f y(2-11) ν k y y = Re
(2-12) 2 k =
流體流經多孔性介質之薄板,會由於摩擦因子產生一剪應力, 2 2 1 2 1 Re 1 p U C C f ρ τ = + = (2-14) 其中: C 、1 C 為跟流動形式有關的常數,在此均為2 100 Up為流體在多孔性介質中的平均速度 流體隨x方向流經多孔性介質造成的壓降為: p A p dx dp τ − = (2-15) 其中: Ap =εpA εp為開孔薄板之孔隙率 由(2-14)、(2-15)式可得: p p p p p p U U AD U C pC A U pC dx dp =−α −β ε µ − ε ρ − = 2 2 2 1 3 2 1 2 2 (2-16) 其中α、β為穿透係數(permeability coefficients) A pC p 3 1 2ε ρ = α (2-17) AD C pC p 2 2 1 2ε µ = β (2-18)
2-3 邊界條件
本文流場主要是由FFU風機組送風,上方共有9個入風口,左右兩側對稱 如圖2-5所示,氣流為單一方向往下,其入口速度帶動內部流體流動,流體經由 兩側導風板整流,再經開孔板流經儲放一片片面板玻璃的卡匣區,藉由流體流動 帶走塵埃粒子,最後從中間通道下方排出流體,完成一個連續流體的循環。以下敘述主要邊界條件,分別為,入口條件、出口壓力邊界與固體邊界。 1. 入口條件: 0 U= ,V=Vin,W=0 2. 出口壓力邊界: 本文出口壓力設定為大氣壓力。 p=0
,
=0 ∂ ∂ n k,
=0 ∂ ∂ n ε 3. 固體邊界: 壁面設為無滑移條件(no-slip condition)。 0 U= ,V=0,W=0 一般而言固體邊界適用於無法移動的邊界設定,如天花板、壁面、地板、阻 礙物的接觸面,均可使用此設定。 k與 ε 則採用near-wall model處理( )
, 1 ln , m m y y y u Ey y y k + + + + + + + ≤ = ≥ (2-15) 其中式(2-15)中 + u :(
u−uw)
/uτ u:流體切線速度 w u :壁面速度 1 2 w uτ τ ρ = w τ :壁面剪應力 1 1 4 2 c k y y ρ µ µ + = k:為經驗係數,0.42 E:為經驗係數,9.0 而ym+滿足右列方程式 ym 1ln( )
Eym 0 k + − + =FFU入風口 圖2-2 廠商原始倉儲系統模型示意圖 面 板 玻 璃 堆
FFU入風口 圖2-3 以側邊插板改良之倉儲系統模型示意圖 面 板 玻 璃 堆
FFU入風口 圖2-4 靜態模擬流場模型示意圖(單位:mm) 面 板 玻 璃 堆
圖2-5 動態模擬流場模型示意圖 40m
7.85m 11.3m
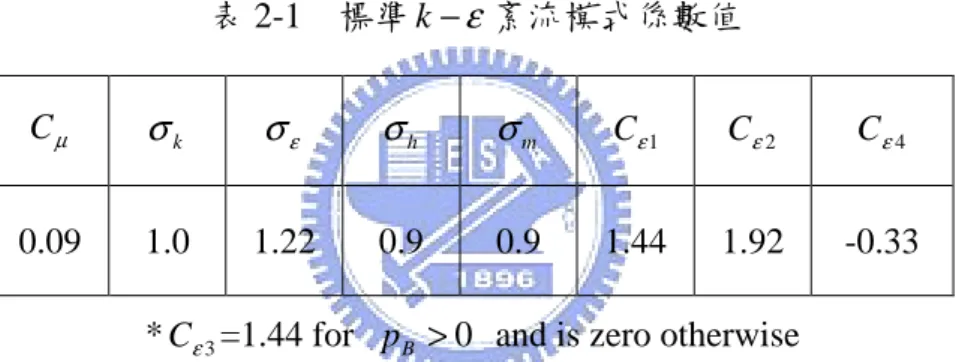
表2-1 標準k−ε紊流模式係數值 µ
C σk σε σh σm Cε1 Cε2 Cε4
0.09 1.0 1.22 0.9 0.9 1.44 1.92 -0.33 *Cε3=1.44 for pB >0 and is zero otherwise
第三章 數值方法
3-1 數值方法
本文利用數值方法,求解移動物體其周圍流場的變化,此數值方法乃是應用 流體力學輔助軟體STAR-CD作為計算平台,紊流流場k−ε 模式及不可壓縮流模 式,解二維穩態與暫態Navier-Stokes equations,並利用有限容積法(finite-volume)
以及分別用SIMPLE演算法計算穩態流場與PISO演算法來計算暫態流場,物理 變數定義於每個控制容積中心做積分而求得,如圖3-1所示,計算過程流程圖示 於圖3-2。 有限體積法的守恆方程式(conservation equations)可表示如下: φ φ φ = Γ − φ ρ + ρφ ∂ ∂ s grad u div t( ) ( r ) (3-1) 其中ur =u−uc為流體速度u與局部速度uc之相對速度,φ為任意相關變數,Γφ 和sφ分別為擴散係數(diffusion)和來源係數(source)。 將(3-1)式積分後可得:
∫
+∑
∫
−Γ ⋅ =∫
V S r j V dV s S d grad u dV dt d j p φ φ φ φ ρ ρφ ( ) (3-2) T1 T2 T 3 根據 (3-2)式,對各項作離散: 1.擴散項(diffusion terms) ≈∑
⋅ −∑
Γ ⋅ ≡∑
−∑
j j j j j j j j r S grad S C D u T2 (ρ φ ) ( φ φ ) (3-3) 擴散項用中點近似法可下列來表示:
(
)
{
}
j PN l j P N l j j j f grad S f grad d D ≈Γφ, φ −φ + φ⋅ − φ⋅ (3-4)2.來源項(source term)
T3 ≈s1−s2φP (3-5) 3.對流項
對流項以Upwind Differencing Scheme處理,根據(3-3)式的推導,對流 項可由下列表示: ≡ + N p j UD j F C φ φ 0 , 0 , < ≥ j j F F (3-6) 其中 Fj ≡(ρur ⋅S)j (3-7) Fj為通過面j和φj的質通量如圖3-3所示,輔助值ρ和Γ由線性內插得到。 綜合上述,(3-2)式可表示為:
( ) ( )
0 0 = ∑ + − j n F t V V δ ρ ρ (3-8) 或 P Po m n m m n P P A s B A φ =∑ φ + 1 + φ (3-9) 和 ≡∑ + + m m p P A s B A 2 (3-10) 其中 1.Am為對流或擴散的影響。 2.計算通量為所有相鄰點的總和。 3.Bp ≡(ρV)o /δt3-2 PISO 數值計算
1.基本方程式: (1)有限容積動量方程式: APuin,p =H( )
uin,m +BP0ui0,P +s1 +DP(
PNn+ −PNn−)
(3-11) 其中( )
≡∑
m m i m m i A u u H , , (3-12) 而(
n)
N n N P P P D + − − 近似於有限容積法的壓力梯度∂p/∂xi,D 為幾何係數,如圖P 3-4。 (2)有限容積連續方程式: − +∑
(
)
= j j n j n P n P B u S B 0 ρ 0 (3-13) uj為格點單位面積Sj的正向速度 為了計算質通量(mass flux)以及推導壓力方程式,方程式改用點表示法, 由(3-11)式可推導出: APunj =H( )
uinm +BPuiP +s1+DP(
PPn −PNn+)
0 , 0 , (3-14) 將(3-14)式代入(3-13)式可推導出壓力方程式: APPPn =∑
AmPmn +s1 (3-15) 其中s 為來源項1 (source term),為點速度 n i u 和 0 i u 的函數。 2.解析過程: (1)預測計算階段(predictor term): APui( )1,P =H( )
ui( )1,m +BP0ui0,P +s1+DP(
PN( )0+ −PN( )0−)
(3-16)(2)第一次修正計算階段(first corrector stage): 動量方程式的運算可用以下表示: APui( ),2P =H
( )
ui( ),1m +BP0ui0,P+s1+DP(
PN( )1+−PN( )1−)
(3-17) 壓力方程式可表示為: A P( )1 A P( )1 s1 m m m P P =∑
+ (3-18) 可解得壓力場P( )1,其中s1 為已知點速度 ( )1 i u 和ui( )0 的函數,下次運算速度 ( )2 i u 和 ( )2 j u 可以(3-17)計算得到。(3)外加修正計算階段(additional corrector stage)
APui( ),qP+1 =H
( )
ui( ),qm +BP0ui0,p +s1+DP(
PN( )q+ −PN( )q−)
(3-19) A P( ) A P( ) s1 m q m m q P P =∑
+ (3-20) q=1,2,3...為修正計算等級,其中A 為常數,只要增加P q值即可完成數值解 析得到的近似值。 STAR-CD計算流場時是以下兩項作為收斂條件 1. 每一個時間步階(time step)的疊代次數。 2. 每一次疊代後所有控制容積內的殘值改變率小於給定值,即: Cφk =∑(BPnφPn − BPoφPo )<(給定值)3-3 暫態滑移網格(sliding mesh)
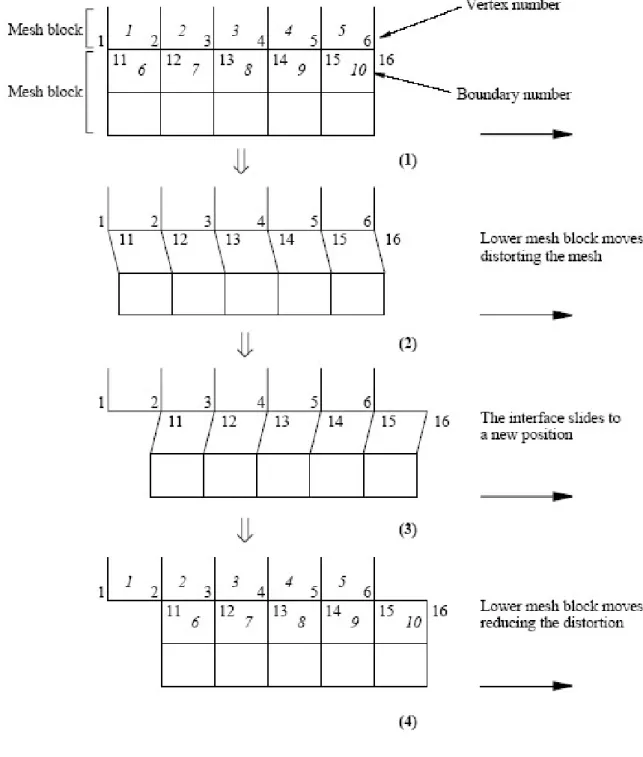
本文主要分析空間中移動物體其周圍流場的情形,處理方式則使用滑移網格 進行。如圖3-5所示。 由圖3-5可知,靠近交界面上的網點(vertex number)分別為1-6點及11-16 點。而在網格中心的編號則為上下交界面定義的上下交界面編號(boundary number),其分別為1-5及6-10。在滑移過程中,則以 t∆ 時間乘上對應的角速度 或移動速度(視移動為等角速度移動或是平移移動),則此值為位移距離。首先移 動下面從屬網格之後改變各網點位置連接關係,之後再移動交界面位置,最後再 次移動下面從屬網格以恢復原本因移動而扭曲的網格,並更新上下邊界的連接關 係,如原本(1)部分1和6之邊界相接,之後至(4)則改為2和6相接臨。網點亦 是如此。而在每一步進時均計算整個區域內流場關係,以達到暫態轉動的效果。 此暫態滑移網格計算方式於每一次時間步進時, t∆ 不可過大,否則位移距 離會過大(不可超過一個網格距離),否則造成網格修正的困難度及扭曲過於嚴 重,使得流場發散而無法收斂。第四章 結果與討論
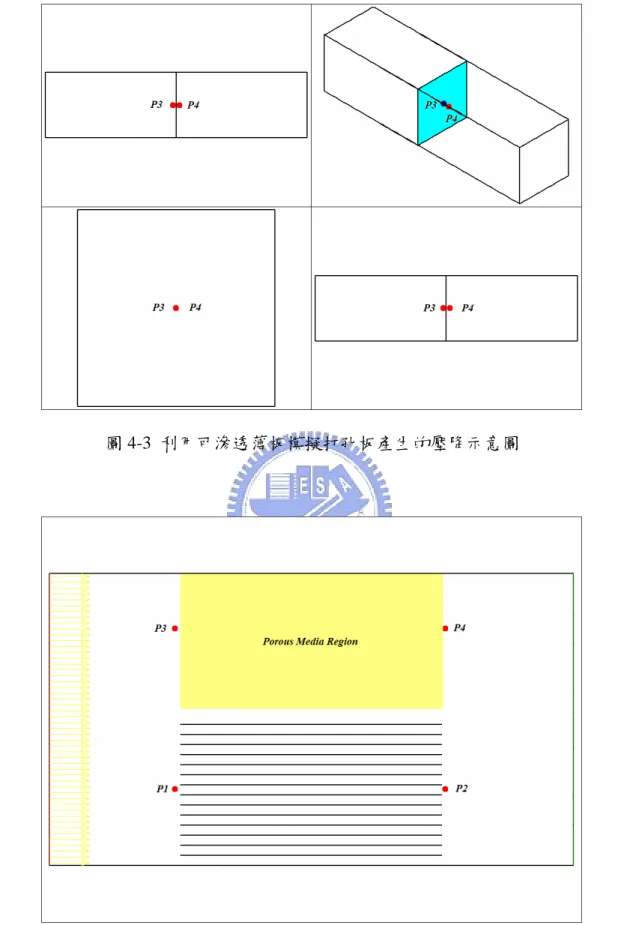
本章將對數值計算所得結果分析,觀察的重點靜態為整體流場趨勢與玻璃面 板堆的流速,動態部份主要觀察為地板揚塵情況與玻璃面板流場受到自動台車運 動的影響。由於數值模型尺寸相當大,為節省計算時間,卡匣玻璃面板組以數值 軟體中的多孔性介質來模擬,首先產生與打孔板相同的多孔性介質薄板,先在模 擬軟體中建立如圖4-1所示的模型,方形管道的上、下、左、右面皆設定成對稱 邊界。流體由左方進入,通過圓孔後從右方流出。壓降的計算為沿圓孔的中心, 左、右邊可分別量出P1及P2如圖4-2,將所得的壓力相減(P1-P2)即為壓降 ∆P。, 打孔板的厚度為3mm,此厚度對於整體計算空間來說極為微小,在計算時可以 裡用軟體中所提供的薄板功能,薄板的計算模型如圖4-3,以試誤法調整薄板的 參數,使流體經過薄板後產生的壓降(P3-P4)和打孔板產生的壓降一致,如此 可以解決打孔板的尺寸和整體計算空間比例差距太大的問題。而玻璃堆也以一樣 方式產生相同壓降的多孔性介質,如圖4-4所示,調整多孔性介質的參數,使流 體通過所產生的壓降(P3-P4)和下方的15層玻璃的玻璃堆產生相同的壓降 (P1-P2),表4-1為調整參數後兩者壓降(P1-P2)與(P3-P4)比較,即可得到 利用多孔性介質模擬玻璃堆時所需要之滲透率的係數(permeability coefficients)。以下分為兩部份,4-1為靜態模擬分析,4-2為動態模擬結果。圖4-1 模擬打孔擋板之模型
圖4-3 利用可滲透薄板模擬打孔板產生的壓降示意圖
表4-1 利用多孔性介質模擬面板玻璃堆壓降比較圖 開孔率 ΔP =P1-P2 (單位:Pa) 利用薄板模擬所產生的壓降 P3-P4 (單位:Pa) 5% 28.058 28.131 10% 6.657 6.672 15% 3.813 3.820 20% 1.578 1.572 25% 1.014 1.009 30% 0.664 0.669 35% 0.475 0.475 40% 0.353 0.352 45% 0.272 0.274 50% 0.178 0.181 60% 0.136 0.136 75% 0.066 0.070
4-1 靜態模擬分析
圖4-5為原始設計模型的開孔擋板開率示意圖,上方FFU入口速度為0.38 m/s,下方為流場出口,P1、P2與P3擋板都為較大的開孔率,而P4擋板開以較 低的3%開孔率,如此可以讓氣流流向右側風道,在藉由導流板流進玻璃面板層 組。圖4-6為整體流場示意圖,可以看出大部分流體都有流進三堆玻璃面板層組, 圖中虛線部份為產生迴流之處,圖4-7為放大示意圖,由於右側風道第一片導流 板牽引氣流,造成流體趨勢順其流入第一層玻璃面板,而相較於第一層卡匣上方 的微弱氣流,造成了迴流,圖4-8為三層卡匣玻璃面板組的速度場表示,由於不 少氣流都流經三層卡匣間的通道,造成流經玻璃面板層組的氣流量變少,大部分 流場速度都未達0.1 m/s以上,而一般廠商經由美國聯邦潔淨室規範的Class 100 標準換算所得之建議流場速度為0.12 m/s以上,從此模擬結果可發現,原始設計 模型對於需求的標準上有改善空間。 鑑於原始設計流場速度不足,圖4-9為改以側邊多片導風插板牽引氣流,擋 板開孔率示意圖,上方FFU入口速度一樣為0.38 m/s未變,而P4-1擋板開孔率 為0%,主要問題是為了減低氣流流入卡匣間的通道,避免流量損失。圖4-10為 整體流場趨勢圖,與原本設計模型相比,可發現兩側各玻璃面層組的速度已上 升,圖4-11為三層玻璃面板的流場速度示意圖,第二與第三堆玻璃面板層組的 速度部份已達所需求的0.12 m/s,而第一層玻璃面板堆的速度場則未見改善,大 部分還低於0.08 m/s,主要原因為大部分氣流還是流進卡匣與卡匣間的通道,故 降低流入通道的流量與大幅提昇玻璃面板堆的速度為主要目標。 最後改以回風道入口分流使獨立供應不同層玻璃面板氣流,且於各層間加入阻 隔之擋板使氣流不會經由卡匣間之通道流失,圖4-12為擋板開孔率示意圖,圖 中綠色虛線框框為在每層卡匣間加檔板以避免大部分氣流從卡匣間的通道流 過,而造成流經玻璃面板速度場不夠之問題,圖4-13為整體流場示意圖,可看度圖,可以看出流場速度非常大幅的提昇,除了第一層上部份少許速度場較弱, 大部分速度都已達0.12 m/s以上甚至更高。
圖4-5 廠商原始設計模型開孔板示意圖 擋板編號 開孔率 (%) P1 35 P2 60 P3 60 P4 3 P5 10 P6 50 P7 50 P8 35 P9 35 P14 35 P15 30 P16 0 P1 P2 P3 P4 P5 P6 P7 P8 P9 P14 P15 P16
圖4-9側邊插板改良模型之擋板開孔率示意圖 擋板 編號 開孔率 (%) P7 10 P8 20 P8-1 5 P2-1 35 P2-2 20 P2-3 15 P4-1 0 P4-2 25 P4-3 20 P4-4 30 P6-1 5 P6-2 5 P6-3 15 P6-4 0 P21 50 P22 50 P23 40 P24 40 P25 40 P26 60 P7 P8 P8-1 P2-1 P2-2 P2-3 P4-1 P4-2 P4-3 P4-4 P6-1 P6-2 P6-3 P6-4 P26 P21 P22 P23 P24 P26
圖4-12 回風道入口分流改良模型之擋板開孔率示意圖 擋板 編號 開孔率 (%) P7 3 P2-1 0 P2-2 50 P2-3 50 P2-4 50 P4-1 0 P4-2 35 P4-3 30 P6-1 0 P6-2 30 P6-3 20 P6-4 0 P21 25 P22 45 P23 60 P24 0 P24 P7 P2-1 P2-2 P2-3 P4-1 P2-4 P4-2 P4-3 P6-1 P6-2 P6-3 P6-4 P21 P22 P23
4-2 動態模擬結果
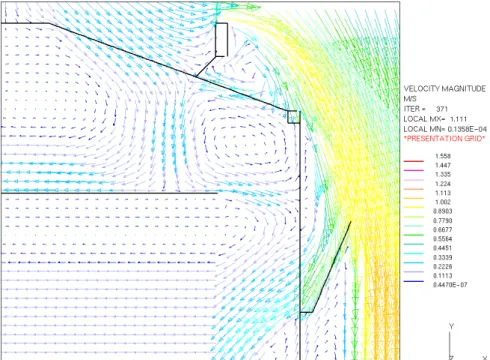
在動態模擬中,主要分析自動搬運台車對整體流場的影響,延續靜態模型兩 側以分風道的模型,各擋板開孔率也未更動,台車以0.8m/ s2等加速度行進五 秒,在以4 m/s 等速度行進三秒,最後再以等減速度0.8m/ s2慢慢減速至零,台 車一共13秒內行進32公尺。 首先為t=0.05秒瞬間台車剛啟動速度為0.04 m/s時的模擬結果,主要觀察的 重點為台車是否會造成流場由中央台車行進通道逆流回去玻璃面板卡匣,由於玻 璃面板卡匣一邊共有三層,故以下皆取三個高度截面結果來討論,圖4-15為 y=5400 mm的xz平面流場俯視圖。從圖中可以看到兩側玻璃面板堆的流場趨勢 為從兩側風道流向中間通道處,所以並未受到台車啟動影響而擠壓逆流,圖4-16 為y=3600 mm的xz平面流場俯視圖,玻璃面板卡匣的流場也未受到台車運動而 擠壓逆流。圖4-17為y=1800 mm的xz平面流場俯視圖,同樣也未受到台車運 動而擠壓逆流。圖4-18為從側面視角y=5400 mm截面的流場示意圖,圖4-19 為側面視角y=3600 mm截面的流場示意圖,圖4-20為側面視角y=1800 mm截面 的流場示意圖。 圖4-21為台車行走3秒後速度為2.4 m/s的瞬間,y=5400 mm的xz平面流 場俯視圖。可以發現由於台車行進造成周圍玻璃面板卡匣的流場無法流出,車子 周圍兩側玻璃面板堆的流場趨勢變成往後方流向台車的尾端。圖4-22為y=3600 mm的xz平面流場俯視圖,台車周圍的流場依然受到台車擠壓造成無法直接流 出,而流向後方台車尾端,玻璃面板卡匣的部份流場也因台車運動擠壓流往後 方。圖4-23為y=1800 mm的xz平面流場俯視圖,跟前面兩個高度的截面圖大 致類似,可以看到台車經過的周圍流場一樣往台車後方處流動,兩側玻璃面板的 部份流場趨勢都是受到台車擠壓而向後方流動,但是並未有發生完全反方向流回 玻璃堆的狀況,所以並不易造成有塵埃粒子堆積的情形產生。圖4-24為從側面示意圖,圖4-26為側面視角y=1800 mm截面的流場示意圖。 圖4-27 為台車在6秒時以4 m/s等速運動y=5400 mm的xz平面流場俯視 圖,從圖可以看到台車行進到最高速度,台車周圍的流場受到擠壓而往台車後方 流動的情形更明顯,兩側玻璃面板堆的流場趨勢也同樣受到台車影響更鉅。圖 4-28為y=3600 mm的xz平面流場俯視圖,由於此高度截面的玻璃面板卡匣流場 速度更高,所以因台車行進造成台車周邊無法流出而往台車後方流動的情形也更 大。圖4-29為y=1800 mm的xz平面流場俯視圖,隨著高度越往下整體流場速 度也較大,同樣受到台車運動造成台車周圍的流體無法直接流出,轉而向台車後 方流動,兩側玻璃面板的流場受到擠壓往後方流情形也更嚴重,但是並未發生完 全反方向流回玻璃堆的狀況,所以並不易造成有塵埃粒子堆積的情形產生。圖 4-30為從側面視角y=5400 mm截面的流場示意圖,圖4-31為側面視角y=3600 mm截面的流場示意圖,圖4-32為側面視角y=1800 mm截面的流場示意圖。 圖4-33為10秒時台車以等減速度降為2.4 m/s,y=5400 mm的xz平面流場 俯視圖。隨著台車速度降低整體流場速度也較之前減弱,台車周圍的流場依然受 到台車阻擋無法直接流出,而往台車後方流動,與前一個時間點相比情況較不明 顯,兩側玻璃面板堆流場趨勢依然受到台車擠壓而部份往後方流。圖4-34為 y=3600 mm的xz平面流場俯視圖,台車周圍流場受到台車擠壓狀況依然存在, 台車左右兩側玻璃堆的部份流場一樣也往台車後方流動。圖4-35為y=1800 mm 的xz平面流場俯視圖,同樣的只有台車周圍的流場受到擠壓而往台車後方流 動,但是並未發生完全反方向流回玻璃堆的狀況,所以並不易造成有塵埃粒子堆 積的情形產生。圖4-36為側面視角y=5400 mm截面的流場示意圖,圖4-37為側 面視角y=3600 mm截面的流場示意圖,圖4-38為側面視角y=1800 mm截面的流 場示意圖。 圖4-39為台車經過13秒後減速至零瞬間,y=5400 mm的xz平面流場俯視 圖,可以發現由於台車速度降至為零整理流場速度降低,所以台車兩側的流場受
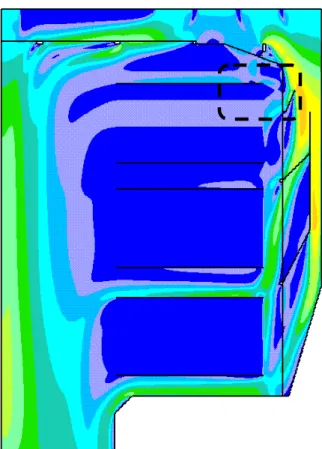
場,除了一小部份往台車後方流動,整體流場趨勢大部分一樣為從兩側風道流向 中間通道處,圖4-40為y=3600 mm的xz平面流場俯視圖,一樣因為台車速度 降為零使得整體流場速度降低,而受到台車擠壓的玻璃面板卡匣流場也較不明 顯,圖4-41為y=1800 mm的xz平面流場俯視圖,少許流場受台車擠壓轉而流 向台車後方,台車周圍的流場依然有部份也流向後方,但是並未發生完全反方向 流回玻璃堆的狀況,所以並不易造成有塵埃粒子堆積的情形產生。圖4-42為從 側面視角y=5400 mm截面的流場示意圖,圖4-43為側面視角y=3600 mm截面的 流場示意圖,圖4-44為側面視角y=1800 mm截面的流場示意圖。 除了行進間台車對流場的影響外,另一個研究重點為台車行進時地板揚塵的 情形,利用在台車底部施以物質濃度,藉由動態模擬分析每一瞬時物質濃度擴散 與受流場的影響,這邊使用的物質為甲烷。圖4-45為t=0.05sec時,濃度示意圖, 圖中紅色虛線為Pass Line,為以兩側玻璃堆最低位置的界線,若揚塵不會超過 Pass Line,就不會影響到倉儲卡匣中面板玻璃的潔淨度,圖4-46、圖4-47、圖 4-48、圖4-49分別為t=3 sec、t=6 sec、t=10 sec和t=13 sec的濃度示意圖,即時 在t=6秒台車以最高速度行駛時,其揚塵濃度也未超過Pass Line,表示此倉儲系
圖4-45 t=0.05sec揚塵濃度示意圖(台車速度0.04 m/s)
圖4-47 t=6sec揚塵濃度示意圖(台車速度4 m/s)
第五章 結論
本研究針對新一代面板玻璃倉儲系統,用數值方式模擬其流場,並根據實際 原始模型的模擬結果設計新式模型改良,目的為達到倉儲系統卡匣中玻璃面板層 組的流場均勻化,最後結果歸納如下: 1. 以兩側分風道型式的模型效果最好,玻璃面板流場的速度大都在0.12 m/s以 上。 2. 根據改良的模型做動態模擬,觀察台車行進間流場的情形,發現台車行進時 會造成卡匣中部份流場受到擠壓往台車後方流動,但是並未發生完全反方向 流回玻璃堆的狀況。 3. 台車行進揚塵情形並不嚴重,其揚塵高度不會超過兩側玻璃面板最低的界 線,故可以保持玻璃面板的潔淨度。參考文獻
1. 財團法人國家實驗研究院科技政策研究與資訊中心-全球顯示器市場規模
2002-2007
2. W. Whyte, “Cleanriim design, Second edition, John Wiley & Sons Ltd, ”October 1999.
3. M. Cheng, G. R. Liu, K. Y. Lam, W. J. Cai, and E. L. Lee, “Approaches for Improving Airflow Uniformity in Undirectional Flow Cleanrooms,” Building and Environment, Vol. 34, Issue 3, pp. 275-284, 1998.
4. S. Murakami, S. Kato, and Y. Suyama, “Numerical Experimental Study on Turbulent Diffusion Fields in Convectional Flow Type Clean Rooms,” ASHRAE Transactions, Vol. 95, NO. 2, pp. 469-493, 1989.
5. S. C. Hu, Y. Y. Wu, and C. J. Liu, “Measurement of Air Flow Characteristics in A Full-scale Clean Room,”Building and Environment, Vol. 31, No. 2, pp. 119-128, 1996.
6. 江文琪, “潔淨室面板儲存區之動態流場分析”,國立台灣科技大學機械工程研 究所碩士論文, 2005年.
7. CD-adapco Group, Methodlogy STAR-CD version 3.15A, Computational Dynamics Limited Corp., 2001.