國
立
交
通
大
學
工學院精密與自動工程組
碩
碩
碩
碩
士
士
士
士
論
論
論
論
文
文
文
文
TFT LCD
TFT LCD
TFT LCD
TFT LCD 背光模組之薄型化平板導光板射出成形研究
背光模組之薄型化平板導光板射出成形研究
背光模組之薄型化平板導光板射出成形研究
背光模組之薄型化平板導光板射出成形研究
A study on the injection formation of flat-type LGP in BLU
unit of TFT-LCD modules
研 究 生:姜志鴻
指導教授:陳仁浩 教授
中
中
中
中
華
華
華
華
民
民
民
民
國
國
國
國
九
九
九
九
十
十
十
十
九
九
九
九
年
年
年
年
三
三
三
三
月
月
月
月
TFT LCD
TFT LCD
TFT LCD
TFT LCD 背光模組之薄型化平板導光板射出成形研究
背光模組之薄型化平板導光板射出成形研究
背光模組之薄型化平板導光板射出成形研究
背光模組之薄型化平板導光板射出成形研究
A study on the injection formation of flat-type LGP in BLU unit of
TFT-LCD modules
研 究 生:姜志鴻 Student:Chih-Hung Chiang 指導教授:陳仁浩 Advisor:Ren-Haw Chen 國 立 交 通 大 學 工學院精密與自動工程組 碩 士 論 文 A ThesisSubmitted to Degree Program of Automation and Precision Engineering
College of Engineering
National Chiao Tung University
in partial Fulfillment of the Requirements
for the Degree of
Master
in
Automation and Precision Engineering
March 2010
Hsinchu, Taiwan, Republic of China
TFT LCD
TFT LCD
TFT LCD
TFT LCD 背光模組之薄型化平板導光
背光模組之薄型化平板導光
背光模組之薄型化平板導光
背光模組之薄型化平板導光板射出成形研究
板射出成形研究
板射出成形研究
板射出成形研究
學生:姜志鴻 指導教授:陳仁浩 教授 工學院精密與自動工程組摘要
摘要
摘要
摘要
現行市面筆記型電腦,隨應用需求,朝更輕、更薄做發展;組件當中之 TFT LCD 顯示器模組,發光機制為架構內之背光模組提供光源,而背光模組 內之零件-導光板,也隨趨勢而由楔形板變為薄平板架構;但因薄平板導光 板之面積與厚度尺寸差異值過大,因此在成形條件較其它射出工件不同, 除需搭配高速成形機進行外,另需考慮薄平板工件之品質及穩定度;因此 在許多操作特性上須參考現有理論,對高速成形下之各項問題做考量。 本研究為在高速成形機台架構下,搭配現行導光板使用之光學級壓克力 PMMA 材料,主要針對翹曲問題,以控制不同製程因子,利用田口實驗計畫 方法,安排各製程因子之實驗條件組合並做成形,再進行高溫環測實驗; 後續依導光板量測翹曲量結果,求得影響翹曲在穩健及準確特性上,最佳 控制條件及主要作用因子;並針對主要作用因子建立其操作視窗。本實驗 架構結果顯示,影響翹曲穩健性S N 之主要作用因子,為充填速度及保壓壓 力影醒最大,而影響準確性Y 之主要作用因子,為充填速度及模具溫度影 醒最大。其中高充填速度主要利用材料在高剪切率下,黏度下降的剪切稀 薄特性,模穴內的壓力分佈與溫度分佈會較均勻,也減少了薄平板導光板 工件內的殘留應力所造成之翹曲。在保壓壓力部分,過高之壓力則使工件 過於飽和使體積收縮率不均,造成翹曲。準確特性上,在模具溫度部分, 冷卻行為在成形中是一直在進行的,若產品沒有均勻的冷卻,則會有不均 勻的收縮行為發生,因此成形品容易造成翹曲之缺陷。A study on the injection formation of flat-type LGP in BLU unit
of TFT-LCD modules
Student:Chih-Hung Chiang Advisors:Dr.Ren-Haw Chen
Automation and Precision Engineering
ABSTRACT
Due to application needs, the trend of notebook development is toward lighter and slimmer. Backlight units in a TFT-LCD provide a suitable lighting mechanism. The light-guide plate - a component in the backlight unit is necessary to change formation from wedge type to flat type. However, the area and thickness of a flat type Light-guide plate are greatly different in dimension, and therefore require different injection conditions than other injection workpieces. Not only is a high speed injection machine needed, but the quality and stability of flat type LGP must be controlled. Therefore, reference on existing theory of operation is necessary, and other issues of high speed injection must be considered.
The purpose of this study is to study warp of LGP under different process factor. This is achieved using the Taguchi Methods /Design of Experiments approach. Each experimental condition in this study uses different process factors and high speed injection machine with optical PMMA material. The main influencing factor and best condition for robust character & accuracy can be determined by measuring the amount of warp after RA test. Further, the operation window of the main factor can be built up.
The results of this study show that the main factors affecting the robust character of S/N are the fill-in speed and packing pressure. The main factors
affecting accuracy are the fill-in speed and mold temperature. A high fill-in speed produces a high shear rate (shear thinning), reduced viscosity, and a more uniform pressure and temperature inside the mold. These factors reduce the residual stress on a flat-type LGP, and hence, produce less warp. Setting the packing pressure too high will produce uneven contraction, which results in warp. In terms of accuracy, mold temperature is always affected be cooling behavior, if the workpiece cools down unevenly, there will be uneven contraction, which will result in warp.
誌謝
當初在就業後有機會重拾書本,對我來說是個重大的機會及轉捩點;除 了在學歷上能夠提升外,因為有了工作經驗,在課程的選擇和學習上,對於 授課內容,更是有深刻的了解與體驗;感謝這段學習的過程,對我人生是一 段很寶貴的歷程。 完成本論文,首先要感謝指導教授 陳仁浩老師的細心教導與鼓勵;在整 個研究過程中,藉由老師熱心指導,對於問題的解析與研究方法上,使我從 中獲益良多,在我後續的工作歷程上,更是有相當大的幫助,在此對老師獻 上最誠摯的敬意;另感謝洪景華博士、徐瑞坤博士與鄭泗東博士等在論文口 試上的指導與建議,使本論文能更加完善,並對於研究上給我肯定與鼓勵。 另外感謝在工作上的同事與廠商,提供許多有幫助的建議、經驗與資源, 使實驗能夠順利的進行完成;最後我要感謝我的家人,由於他們一路的支持 與關心,讓我重回學生生涯的我,能夠體會終身學習的樂趣。目錄
目錄
目錄
目錄
中文摘要………i 英文摘要………ii 誌謝………iv 目錄………v 表目錄………vii 圖目錄………viii 第一 章 緒論………1 1.1 研究背景………1 1.2 研究動機與目的………4 1.3 文獻回顧………6 1.4 研究方法………7 第二章 射出成形與導光板之基本原理 ………8 2.1 射出成形製程………8 2.2 塑膠材料之流變特性………12 2.3 塑膠材料的 p-v-t 特性………14 2.4 塑膠材料之熱性質………16 2.5 塑膠材料之成形取向效應………19 2.6 導光板之基本原理………21 2.7 雙折射性質及光彈法………25 第三章 平板導光板射出成形實驗 ………31 3.1 實驗設計………31 3.1.1 規格需求 ………31 3.1.2 實驗方法與目的 ………33 3.1.3 實驗項目與流程 ………35 3.2 實驗材料及設備………41 3.3 量測方法及工具………46第四章 平板導導光板射出成形操作窗及最佳成形條件 ………47 4.1 實驗控制因子水準設定與分配………47 4.2 實驗輸出結果………49 4.3 最佳化條件選擇輸出結果 ………57 4.4 控制因子操作視窗建立………59 第五章 結論 ………63 5.1 各項因子探討………63 5.2 建議………65 參考文獻………67
表目錄
表目錄
表目錄
表目錄
表 3-1 L18(21×37)實驗計畫表 ………39 表 3-2 光學級壓克力塑料規格………42 表 3-3 高速射出成形機規格………45 表 3-4 環測恆溫爐規格………45 表 4-1 控制因子設定條件表 ………47 表 4-2 各控制因子設定水準………47 表 4-3 L18(21×37)因子水準設計/內側表………48 表 4-4 成形完成輸出回應特性表………49 表 4-5 成形完成S N 回應表………50 表 4-6 成形完成Y 回應表………51 表 4-7 高溫環測輸出回應特性表………52 表 4-8 高溫環測S N 回應表………53 表 4-9 高溫環測Y 回應表………54 表 4-10 成形條件最佳選擇表 ………56 表 4-11 成形條件最佳選擇表(高溫環測後) ………56 表 4-12 最佳化條件水準 ………57 表 4-13 30 片導光板翹曲量數據(最佳化條件) ………57 表 4-14 高溫環測翹曲量數據表(最佳化條件) ………58 表 4-15 充填速度第 2 段與保壓壓力第 3 段條件水準 ………59 表 4-16 設定水準範圍之導光板翹曲量數據表 ………59 表 4-17 高溫環測翹曲量數據表 ………59 表 4-18 充填速度第 2 段與保壓壓力第 2 段條件水準 ………60 表 4-19 設定水準範圍之導光板翹曲量數據表 ………60 表 4-20 50 ℃/100Hrs 測試翹曲量數據表 ………61圖
圖
圖
圖目錄
目錄
目錄
目錄
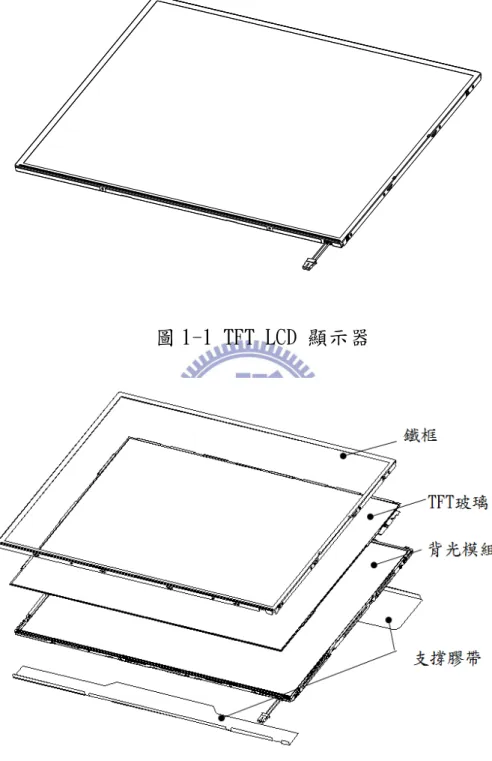
圖 1-1 TFT LCD 顯示器………2 圖 1-2 TFT LCD 架構各零件組成 ………2 圖 1-3 背光模組各零件組成 ………3 圖 1-4 燈管側剖面圖 ………3 圖 1-5 LED 發光側剖面圖 ………4 圖 1-6 導光板逆翹示意圖………6 圖 1-7 導光板正翹示意圖………6 圖 2-1 模具裝置圖………8 圖 2-2 充填(溶解狀態材料注入模具內)圖………9 圖 2-3 保壓(材料充填製模具之內)圖………10 圖 2-4 冷卻/可塑化計量圖 ………11 圖 2-5 離模(打開模具得到成品)圖………11 圖 2-6 壓克力樹脂外觀黏度與溫度之關係圖………13 圖 2-7 壓克力樹脂外觀黏度與壓力之關係圖………14 圖 2-8 低溫自由體積示意圖………14 圖 2-9 高溫自由體積示意圖………15 圖 2-10 壓克力樹脂 PVT 特性圖 ………15 圖 2-11 溫度-容積(玻璃轉移點-容積變化) ………17 圖 2-12 噴泉效應流動模型 ………19 圖 2-13 折射定律示意圖 ………21 圖 2-14 反射定律示意圖 ………22 圖 2-15 導光板光路徑圖 ………22 圖 2-16 導光板佈點原則 ………23 圖 2-17 蝕刻模仁製作流程圖 ………24 圖 2-18 電鑄模仁製作流程圖 ………24 圖 2-19 應力作用之光偏極作用圖 ………28 圖 2-20 主應力分離方法之參考模型 ………30 圖 2-21τ
xy值延x
軸之分佈 ………30圖 3-1 導光板架構示意圖………31 圖 3-2 逆翹(NG 品)示意圖 ………32 圖 3-3 正翹示意圖………32 圖 3-4 導光板翹曲量測方法………33 圖 3-5 可靠度環境測試………33 圖 3-6 望小特性示意圖………36 圖 3-7 望大特性示意圖………37 圖 3-8 望目特性示意圖………37 圖 3-9 實驗流程圖………40 圖 3-10 環測恆溫爐 ………45 圖 3-11 花崗岩平台 ………46 圖 3-12 厚薄規 ………46 圖 4-1 成形因子示意圖………48 圖 4-2 成形完成S N 回應圖………50 圖 4-3 成形完成Y 回應圖………51 圖 4-4 高溫環測S N 回應圖………53 圖 4-5 高溫環測Y 回應圖………54 圖 4-6 導光板翹曲分佈圖(最佳化條件)………57 圖 4-7 高溫環測導光板翹曲分佈圖(最佳化條件)………58 圖 4-8 充填速度第 2 段-保壓壓力第 3 段操作視窗圖 ………60 圖 4-9 充填速度第 2 段-保壓壓力第 2 段操作視窗圖 ………61 圖 4-10 導光板縮水示意圖 ………62 圖 4-11 導光板邊緣流痕示意圖 ………62
第一章
第一章
第一章
第一章
緒論
緒論
緒論
緒論
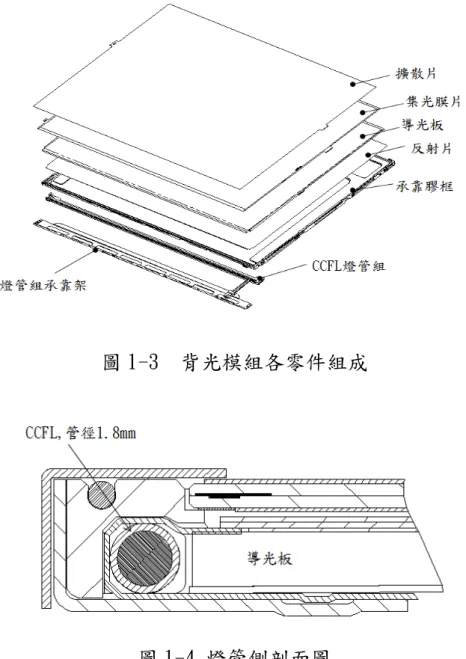
1.1 1.1 1.1 1.1 研究背景研究背景研究背景研究背景 現行市面筆記型電腦,因許多應用技術不斷進步,而使操作功能來越 強大,但考慮始消費者之使用及攜帶性,架構卻朝越輕,越薄做設計;以 提供消費者更方便性之使用。但在輕薄化的設計考量下,除了要維持其原 有之結構強度及環測規格外,另需朝不同的結構方式或不同的材料選擇, 來達到輕薄化的效果;也因此針對筆記型電腦組成之各零組件,均需貢獻 其尺寸,以達到輕薄之效果。 在組成之零組件中,當中 TFT LCD 顯示器,其發光機制為架構內之背 光模組提供光源,而背光模組內之零件-導光板,則提供光源之平面及均勻 化;關於導光板之製作上,現行業界針對較大尺寸平板導光板,是以現有 板材,做裁切外型,及以高反射率不透光之材質做印刷製作;而中小尺寸 之楔型板及平板導光板,是以提供外型及佈網點(Pattern)之模具,以射出 成型機充填材料成型製作。 針對筆記型電腦當中,TFT LCD 顯示器(圖 1-1)部分;在傳統架構中(圖 1-2),各零件間均有一定之製作厚度限制,若要達到厚度及重量減少目的, 則需針對結構做改變,以其得到較輕薄之架構;而在整體模組部分,除液 晶玻璃做研磨薄化外,另針對背光模組架構(圖 1-3)當中,現行皆為底部側 邊之 CCFL(冷陰極管)燈管組提供背光之光源使用,燈管側剖面圖(圖 1-4) 中,由於燈管現行量產製作技術,最小管徑 1.8mm,另需加以高反射率燈罩 材料做光源反射再利用,兩者材料相加即佔整體模組之一定厚度,加上燈 管本身即有一定範圍的光亮度提供,相對於導光板亦需提供一定厚度之入 光面積提供光源做入射(入光面積越大,背光模組越亮),才能達到 TFT LCD 面板需求的亮度規格。圖 1-1 TFT LCD 顯示器
圖 1-3 背光模組各零件組成
圖 1-4 燈管側剖面圖
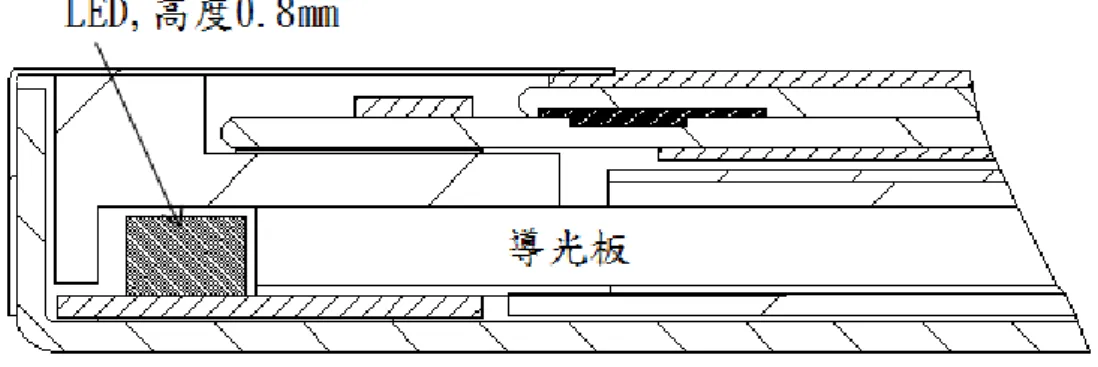
在新型之設計中,背光模組之燈源設計,以 LED 取代傳統之 CCFL 燈管, LED 發光側架構剖面圖(圖 1-5);除無汞環保外,另其優點為 LED 現行 SMD(Surface Mounting Device)規格中,可取得高度為 0.8mm 尺寸,較於 CCFL 燈管管徑 1.8mm 即可省下 1.0mm 之厚度;且 LED 可由調整使用數量的 方法,來增減燈源之亮度,而 CCFL 則有一定之亮度範圍限制。導光板入光 側面積(厚度)相對於 LED 減小時,則可利用增加 LED 之數量來調整背光模 組之亮度;加上 LED 不需高反射率燈罩做光源反射再利用(選擇之 LED 為單 側方向發光),則可省下燈罩材料厚度。因此在新型 Note Book PC 架構中, 導光板可利用以上變更燈源之方式做薄化之效果。
圖 1-5 LED 發光側剖面圖 在主要架構材料不變(因各材料皆有其效用,如膠框需為高反射系之聚 碳酸酯材料,且不適加玻纖等…),TFT 面板之薄化過程,架構會因各零組 件輕薄化後而變弱,各零組件也在製作上有更大的困難。其中在導光板部 分;須搭配新型架構設計為薄化平板,但薄化平板在製作過程中,相對於 傳統楔型導光板,有更多製作及使用上之問題。現行平板導光板製作方法, 針對更輕薄之設計,若以現有板材做裁切加網點印刷,則會因板材過薄, 透視造成網點可視之問題;因此目前業界針對使用於筆記型電腦上之輕薄 型導光板製作,主要以射出成型方式為主要製作方式。 1.2 1.2 1.2 1.2 研究動機研究動機研究動機研究動機與目的與目的與目的與目的 導光板材料使用為 PMMA,成型後為透明之成型物,因此在成型模具為單 點進膠之設計,以避免有結合線產生,於使用上會有外觀不良問題。然而 在薄化設計後,大面積(265*170*0.8mm)平板的射出成型,因面積與厚度尺 寸差異值過大,較傳統導光板射出(265*170*1.8/0.6mm_楔型)有更多問題 需注意;包括 1.短射 薄化導光板射出,若模溫維持傳統射出模溫(約熱變形溫度 82℃), 材料可能於模穴中充填未完全即凝固而滯留,產生短射之問題,導光板
之網點溝槽射出不完全,造成覆寫性不佳,影響導光板組裝於背光模組 時,雖為同一模具射出之導光板,但光學效果量測卻不相同,影響均勻 度及亮度。 2.包封與縫合線 高速射出中,因排氣不完全,則造成包封或流痕之情況。 3.翹曲,變形 薄化之導光板於模穴中,以高溫,高壓,高速作射出充填,不均勻之 收縮及保壓,也容易在成品內部殘留應力而造成翹曲。另如材料於公模 取出時易產生型變(如果設定模溫高於熱變形溫度,以利於充填時材料 之流動),取出成品之機械手臂上之吸嘴位置(吸嘴位置需避免於光學作 用區,而盡量至於料頭之位置)、料頭之裁切等,皆會影響翹曲。 針對翹曲部分,又以射出成型條件影響最大,不當的射速,保壓及模具 溫度等因素,皆會影響材料於模穴內產生之應力生成,而造成翹曲。針對 導光板翹曲,組裝於背光模組之問題,在 TFT LCD 使用上會有以下之影響。 導光板逆翹(圖 1-6): 1.面板組裝時,因受導光板頂起之影響,TFT 玻璃無法完全放置於膠框 固定槽內。 2.組裝後導光板翹曲處頂到 TFT 玻璃,造成局部干涉,而產生應力集中 於翹曲處,畫面震動時會在應力集中處產生水波紋之現象。 3.外觀品味及光學亮度及均勻度不佳[2]。
圖 1-6 導光板逆翹示意圖 導光板正翹(圖 1-7): 1.外型尺寸超出規格。 2.外觀品味及光學亮度及均勻度不佳。 圖 1-7 導光板正翹示意圖 此次主要研究之動機,是希望藉由調控適當的射出成形參數以進行導光 板平板與薄化,並避免成形翹曲不良現象的發生
。
1.3 1.3 1.3 1.3 文獻文獻文獻文獻回顧回顧回顧回顧 在導光板之設計應用上,主要為利用之材料之光學原理[3]及材料特性 [4];當光源由空氣進入另一折射率高之導光板材料,其光路徑在材料內之 入射角大於材料之臨界角時,光會在材料內部持續進行全反射之行徑,利用此特性,可將光持續傳播至全面導光板,再利用在導光板上佈點之技術, 當光接觸到此佈點時,會破壞光全反射機制,而使光可再以折射機制,將 光折射出導光板外再加以利用;因此利用材料特性及光學原理,來做導光 板設計之參考基準,達到一全面且均勻發光表面。 在導光板之成形技術上,傳統為楔型導光板,注入澆口皆在楔形厚端 處,充填過程中,塑料與模具間之固化層會隨時間增加而加厚,因此楔形 板比較平板架構,可得到較大通過流道之截面積,相對也較平板較易成形; 因此在薄化平板導光板之成形特性上,較其它射出工件較不同,除需搭配 高速成形機進行外,另需考慮薄平板工件之品質及穩定度;因此在許多操 作特性上須參考現有理論及文獻[5][6][7],針對高速成形下之各項問題 [8][9],進行分析改善 。 在實驗操作方法上,主要以田口實驗法[10][11]做實驗安排;田口法主 要定義為”提高利用實驗獲得技術情報的效率所使用的一種共同技術”, 為了使目的特性的表現方法符合目的,利用直交表的多變數處理技術,同 時求出對目的特性有影響之多數要因效果;不管目的是何種數據,以解析 該要因效果之影響為中心的手法。 1 1 1 1.4 .4 .4 研究.4 研究研究研究方法方法方法方法 實驗目的主要探討以製程因子水準,來控制薄化導光板翹曲問題及最佳 化設定,主要應用田口實驗計畫法作實驗安排;選擇在充填過程中,預計 驗證之影響因子數量,並選定合適之直交表,安排因子間不同水準之交互 排列設定,再依此執行實驗;後續比較導光板完成品及高溫環測後之翹曲 量,並參考結果,針對因子水準反應於翹曲量影響做分析,並求得最佳化 因子條件排列,及影響最大之製程穩健性及精確性因子;另針對最佳化條 件進行成形驗證,確認在最此條件下所成型之工件水準;並針對最大影響 穩健性因子建立其操作視窗。
第二章
第二章
第二章
第二章
射出成形
射出成形
射出成形與導光板之基本原理
射出成形
與導光板之基本原理
與導光板之基本原理
與導光板之基本原理
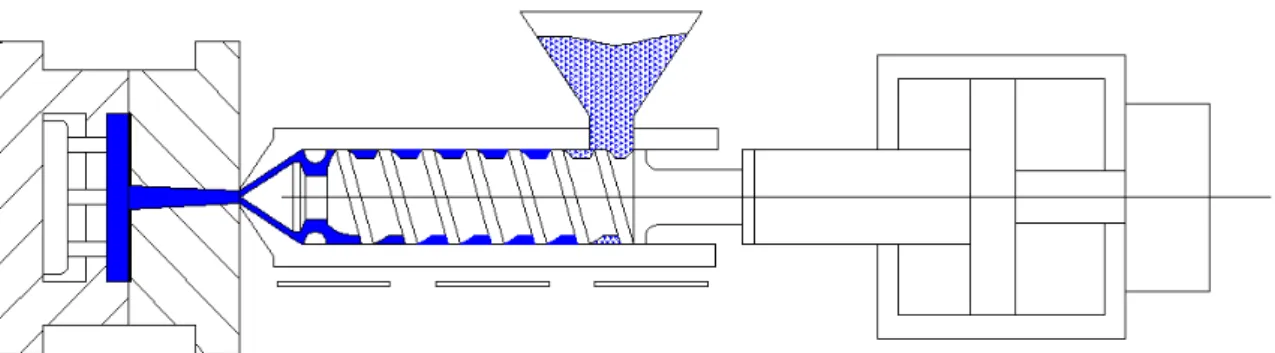
2.1 2.1 2.1 2.1 射出成形製程射出成形製程射出成形製程射出成形製程 射出成形技術是一種注射兼成型之成形方式[12]。常用的射出方法是將 高分子聚合物之原料放入加壓缸內,經由加壓缸的加熱、壓縮、剪切、混 合及運送作用後,使塑料融合和均勻化。再藉由高壓螺桿向熔融高分子塑 料施以巨大壓力,則熔融塑膠則通過噴嘴和模具的膠道系統涉入預先閉合 好的低溫模具中,經過適當的冷卻保壓時間後,經由頂出機構裝置頂出成 形製品,即可得到具有一定幾何形狀和精度之高分子製品。其中射出成型 機之主要過程如下; 1.關模 開始公母模緊密接合成一完整模穴,後執行鎖模工作;通常母模是靜 止固定的狀態,然後公模移動靠近併關閉之(圖 2-1);因射出成形,是使用 高射出壓力注入,因此關閉模具時,要求非常高的鎖模壓力。為了配合不 同模具的構造以及成品特性之不同,多裝有在關模過程中,得以調整速度 之裝置。為了檢出模具內是否混有異物,在強力閉型前,以較弱之鎖模力 執行試鎖模動作等等,防止模具意外破損之裝置。 圖 2-1 模具裝置圖2.充填 為了將熔融塑料加熱溶化後,加壓注入模穴內,因此必須使射出單元全 體向模具注入口移近並接觸之。而在加熱汽缸中,保持一定溫度狀態下的 溶融塑膠材料,因螺桿前進的擠壓壓力,混煉產生磨擦熱(同時材料被外周 的加熱器加熱),熔融塑膠沿其螺旋槽送材料至加熱缸前端部,使材料熔融 並貯存於加熱缸前端,藉射出裝置後部的油壓缸,對螺桿施加高壓進行射 出之動作(圖 2-2)。 熔融塑膠材料,經模具內的澆道而注入到模具之模穴內。此時在射出裝 置之螺桿先端部所發生之射出壓力,以特殊的保壓壓力方法,使壓力均勻 的傳遞到模穴內 。 因此充填裝置是射出成形機最重要的裝置,在各次射出時,必須將粒狀 或粉狀之塑膠材料,在定量的條件下計量供給射出裝置,促使塑膠原料以 較快的速度均混合,並加熱至融溶溫度,將溶融塑膠以適當的壓力射出進 入模穴內。 圖 2-2 充填(溶解狀態材料注入模具內)圖 3.保壓 為確保成形品的高品質狀態,通常在射出完了的時刻,並不馬上中止射 出之動作,而會持續施加壓力使塑料更密實,以彌補塑料因冷卻固化造成 的體積收縮,並以不同段速保壓壓力作控制(圖 2-3)。
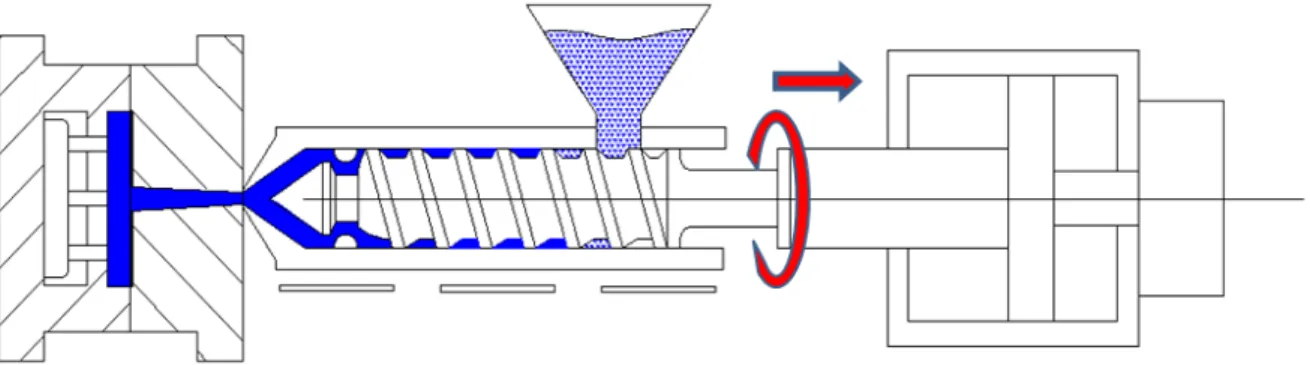
圖 2-3 保壓(材料充填製模具之內)圖 4.冷卻 由射出裝置注入於模穴內的熔融塑膠材料,間接的因通過模具內水管 (孔道)的冷卻水所帶走熱量,而漸漸冷卻固化下來。冷卻的同時將高溫塑 料降溫固化到可從模穴取出的程度(圖 2-4)。 5.材料溶化及計量工程 在冷卻工程之同時,成形機也執行塑膠材料溶化及計算每一次出的容量 計算。塑膠材料儲存於漏斗內,於進料壓縮螺桿旋轉時進入加熱汽缸內, 導入汽缸之塑膠材料因汽缸外所環繞的環狀電熱汽之加溫以及因螺桿旋轉 摩擦內的發熱而漸次溶化,並慢慢移向螺桿先端部,完全被溶解的塑膠材 料,流到螺桿最前端後,螺桿開始受到因壓擠材料而發生之的移送力(壓擠 材料之反作用力)之作用而開始後退。因此溶解材料多寡之計量乃由此後退 之距離長度得以計算之。後退距離之限度以加熱汽缸在螺桿後退時所形成 用以儲存塑膠熔融材料的容量空間作為下一次射出射出的材料容量之計算 基準。該後退距離可經由調整決定之。影響品質重要因素之一,就是決定 該溶融溫度的大小,並保持恆定之。調節熔融溫度的方式可以將溫度感測 器附在汽缸上的環狀電熱器上,以調整控制之;螺桿旋轉數及形狀,背壓 調整後退壓力等因素亦影響溫度的狀態(圖 2-4)。
圖 2-4 冷卻/可塑化計量圖 6.離模 在模具模穴內成形後,已十足冷卻的製品,在既已成形之後,開始執行 離模之工程,使公模和母模漸次分離。離模工程正好與鎖模動作相反,此 時製品仍附著於公模上並離模之。依據模具構造,成形品形狀之不同而調 整模具分離速度之裝置。後須取出附著於公模上之成品,由於強力鎖模壓 力以及射出壓力而成形之成形品在冷卻固化之後,產生急劇收縮而導致強 力附著於模具內。因此,為取出成形製品,多使用液壓力配合模具內部的 頂出裝置機構,用以自動的取出(頂出)成形製品,或以裝置在成形機上之 機械手背夾持取出至模具外(圖 2-5)。 圖 2-5 離模(打開模具得到成品)圖
7.成形過程注意事項 1.塑化過程要完全融合且溫度要一致[13]。 2.充滿模穴時,模穴內各處溫度要一致。 3.充滿時模穴,模穴內各處的凝固層厚度盡量小且應一致,才能有效傳 遞保壓階段的壓力。 4.射出過程波前速度要穩定,使表層分子拉伸層度一致(減切應力一致)。 5.保壓時,模穴各處的壓力要一致,才能有一致的收縮。 6.冷卻過程中,模穴各處的壓力應一致,各處的溫度也應有一致的降低速 率,才能有一致的密度。 7.不要超越塑料的本質(如溫度,減切率,減切應力),以免破壞塑料分子。 2 2 2 2...2.222 塑膠材料之流變特性塑膠材料之流變特性塑膠材料之流變特性塑膠材料之流變特性 塑膠流變特性的表示法可用材料各溫度的黏度(Viscosity)變化,或在 某一定溫度保持長時間時的時間性變化傾向,樹脂材料加熱一段時間而達 一定溫度融解,黏度急降,黏度一旦下降後,只要加熱溫度不變,黏度不 會變化,流動性保持一定。冷卻後固化,再加熱又成熔融狀態。加熱溫度 太高時,即使在一定的加熱溫度,有的樹脂也會化學分裂而熱分解。 其中黏度是一種流對流體所產生抵抗的指標。在牛頓黏度定律中,黏 度的定義為: 黏度= 剪應力/剪應變率,對牛頓流體而言(例如:水),黏度 為一常數。然而,對樹脂高分子熔液來說,黏度卻隨其分子受到剪應變率 增加而減少,此現象,稱樹脂高分子的「剪稀薄特性(Shear Thinning)」。 由於樹脂高分子在不受外力的作用下,分子鏈以隨機(random)方式纏在一 起,此時高分子對流動的抵抗較大,同時高分子也會呈現較大的黏度。但 隨著剪應變率逐漸增大,高分子鏈間排列趨於整齊,使原來纏在一起高分 子漸漸的呈現較規則的排列方向,其對流動的抵抗降低,同時黏度也相對 降低。塑料成型時,皆是在加熱的環境下做測試,故了解塑料在加工時的
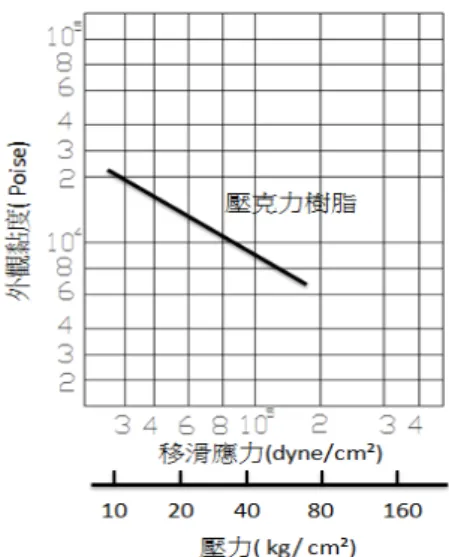
黏度表現,是有其必要的,因為黏度越高,流動的阻力越大,流動也越困 難。 針對熱可塑性塑膠材料,當溫度越高時,黏度越低而易流動,而加壓力 高時,同一黏度也較易流動,外觀流動特性改良。某些樹脂的流動性因溫 度變化而敏感變化(溫度依存性高者),有的對壓力變化很敏感(壓力依存性 高者),有的兼具雙方的性質。其中壓克力屬溫度依存性高,外觀黏度因少 許的溫度變化而大變化,測定的外觀黏度-溫度關係圖如(圖 2-6);外觀黏 度-壓力關係圖如(圖 2-7)。 流變特性對溫度變化敏感的樹脂在射出成型中若升高加熱筒溫度,可 改善流性;但對溫度變化鈍感的樹脂縱然升高加熱筒溫度,流性不大改善, 只有熱分解的危險[14]。 圖 2-6 壓克力樹脂外觀黏度與溫度之關係圖
圖 2-7 壓克力樹脂外觀黏度與壓力之關係圖 2 2 2 2..3..333 塑膠塑膠塑膠材料塑膠材料材料材料的的的的 pp-pp---vvv-v---ttt 特性t特性特性特性 P(壓力)-v(比容)-t(溫度)關係為判斷塑料在成型時之體積膨脹率及 成型後之冷卻收縮率的重要指標。其中比容與密度互為倒數關係,塑料的 比容會隨著相的狀態、溫度、壓力而有所不同。依自由體積理論來看,塑 料在低溫時,分子鏈彼此聚集較為緊密,其自由體積(Vfree)較小(圖 2-8), 即比容較小;塑料在高溫時,提供分子鏈足夠的能量活動,其自由體積(Vfree) 較大(圖 2-9),即比容較大。溫度高低不同,影響比容的差異,會使塑料在 成型後產生收縮。 圖 2-8 低溫自由體積示意圖
圖 2-9 高溫自由體積示意圖 由於結晶性塑料,分子鏈排列較為緻密整齊,在低溫時鏈節只有在平 衡位置上有小範圍的振動,必須溫度上升提供足夠的能量破壞結晶排列, 才會有移動、轉動、滑動的現象產生。尤其在玻璃轉移點以上時,分子運 動更加自由,比容會明顯上升,可在比容對溫度的作圖上(固定壓力值)看 見明顯的轉折點。相對於非晶質(amorphous)塑料則不會有如此明顯的轉 折;PVT 關係圖為判斷塑料在成型時之體積膨脹率及成型後之冷卻收縮率的 重要指標,其中壓克力數脂在 100℃~130℃附近,有明顯的轉折的現象(圖 2-10),其表現出非結晶性高分子的曲線特性,比容皆隨著壓(0Mpa→120MPa) 的增加而降低,亦即有較大之體積變化率時,在成形上會有較大之冷卻收 縮率。 圖 2-10 壓克力樹脂 PVT 特性圖
2 2 2 2...4.444 塑膠材料塑膠材料塑膠材料塑膠材料之熱性質之熱性質之熱性質之熱性質 塑料的熱性質(thermal properties)包括比熱,熱傳導率,熱膨脹率 等物理常數(物質固有值),隨塑膠溫度變化的玻璃轉移溫度,軟化,溶融(流 動),結晶化等物理變化,附帶產生外觀,形狀,尺寸變化(熱變形),機械 性性質或電器性質劣化等一系列廣義的物理變化。此外,溫升所致化學性 質的劣化也包括於此,此外,塑膠暴露火炎時的抵抗性(耐燃性)也包括於 廣義之熱性範圍。塑膠材料發生這些狀態變化或物性變化(劣化)的溫度都 低於金屬材料,而且溫度範圍狹窄。但塑膠之加工大都利用此種熱性質。 塑膠之熱性質為其基本本質之一,為各種物性之基礎,換言之,在常 溫以上的高溫抵抗狀態變化或物性變化的性質,亦即耐熱性可用於各種尺 度表現。其中 1. 熱物性 比熱,熱傳導率,熱膨脹率,比容積等都是關聯物體中熱之移動性(熱 傳導)的物理性質,一般稱為熱物性。把塑膠加熱時溫度上升時,同時物質 起變化,但有時以某溫度為界,性質激變,此稱轉移(transition),前述 各種熱物性為求之轉移點重要線索。比熱等熱物性可視為有一定值之係數 (常數),但嚴格來說,在各溫度的值互異。對各溫度測定這些係數,畫成 曲線,可看出曲線型狀在某溫度激變,由此可知轉移點。 2. 轉移 (1)塑膠加熱所致的軟化及熔融 塑膠加熱時先軟化,成像膠狀彈性,繼續加熱的話,失去彈性, 成為黏性流動狀態(液相),更高溫時,發生熱分解。無定形高分子— 例如聚苯乙烯之類無結晶化部份的非晶性塑膠從低溫玻璃狀硬脆狀 態變成高溫軟橡膠彈性狀態的現象稱為玻璃轉移,發生此種狀態變化 的溫度稱為玻璃轉移點或玻璃轉移溫度(又稱二次轉移點),玻璃轉移 本指在高溫軟性的高分子冷卻固化而玻璃化。以此玻璃轉移點分界,
彈性率(E)顯著變化,溫度-容積(圖 2-11),溫度-折射率關係曲線等 也以此轉移點分界,突然改變斜度。塑膠在其玻璃轉移點附近使用 時,機械性性質有時因少許的溫度變化明顯改變。結晶性高分子(如 高密度聚乙烯)因加熱而軟化,達某溫度(熔點)就熔解。反之,把融 解的塑膠冷卻的話,從某溫度(結晶化溫度)開始結晶化而固化(開始 結晶化溫度比容解的溫度低)。 圖 2-11 溫度-容積(玻璃轉移點-容積變化) (2)塑膠的流動性 塑膠加熱到高溫時,黏度下降,依所加壓力而引起流動,各種成 形應用此性質,流動時的溫度及流動性的關係在成形操作上。 3. 耐熱性 (1)由外觀判定耐熱性 依目的而用各種尺度表現,用加熱所致的外觀變換判斷為最簡單 的識別方式。外觀變化有加熱所致的膨脹,微裂,變形(反翹,彎曲, 扭曲),變色(退色,黃化),透明度喪失(失透)等。
(2)耐熱變形性(耐熱溫度) 塑膠材料的耐熱變形性,亦即在高於常溫的溫度,對形狀,尺寸 變化(變形)的抵抗性的評價方法是對一定形狀尺寸的試片施加所定 荷重(應力)而加熱,已達某一定變形量時的溫度為耐熱溫度。 (3)機械性性質及其他物性的抵抗性 一般性質;塑膠的機械性性質隨周圍溫度的上升而劣化,例如對 拉伸、壓縮、彎曲等的強度、彈性率等會下降,應變反增。衝擊強 度在某溫度以下反有增加的傾向,但溫度上升時,仍會下降。潛變 特性、疲勞特性等長時間機械性性質也隨溫度升而劣化。 反之,周圍溫度低於常溫,甚至冰點以下的低溫時,所有塑膠的伸 度均勻減小,機械性強度下降,不耐衝擊,有脆化的傾向。在冰點 以下的低溫(特別是-10℃以下),機械性性質的劣化程度也因塑膠種 類而顯著不同。衡量塑膠耐熱性的尺度之一是比較高溫時的抗拉強 度、彎曲強度及變形量(伸度、撓度)與常溫時的特性值,以常溫機 械性特性值在高溫時的保持率(%)表示耐熱性。 (4)耐寒性 塑膠在低溫,特別是冰點以下溫度的抵抗性稱為耐寒性,塑膠 在冰點以下的低溫會變脆,衝擊強度顯著下降,特別是硬質 PVC 、 聚丙烯的此傾向很顯著。 (5)耐燃性 耐熱性再好的塑膠都因本是有機化合物,直接接觸火炎時,不 會絕對不燃,塑膠的耐燃性(燃燒性、耐炎性)不是指耐火性,而是 接觸火炎時,對燃燒能抵抗的程度。
2.5 2.5 2.5 2.5 塑膠材料之成形取向效應塑膠材料之成形取向效應塑膠材料之成形取向效應塑膠材料之成形取向效應 充填過程中,熔融塑料沿澆道,澆口而射入模穴當中,塑料首先會與較 冷的模壁接觸而急速的固化,產生來不及形成取向的固化層外殼。而新的 熔融塑料將延著不斷增長的固化層內壁向前流動,推動波前鋒向前移動, 形成所謂的”噴泉效應”(Fountain effect) ,如以下(圖 2-12) 圖 2-12 噴泉效應流動模型 由於”噴泉效應”的作用[15],靠近固化層的分子鏈,一端固定在固化 層上而另一端被鄰層的分子鏈沿著流動方向而取向。由於靠近固化層的阻 力最大,速度最小(為零) ;而中心處的流動阻力最小,速度最大,這樣在 垂直於流動方向上形成速度梯度;固化層的速度梯度最大,中心層處的速 度梯度最小,因此靠近固化層的熔融塑料所受到的剪切作用力最強,取向 程度也最大;而在靠近中心層剪切作用力最小,取向也最小,形成小取向 層。 在射出成形過程中,高分子的取向過程可分兩個階段來進行。第一階段 是充填過程,這時的流動特性是:熔融塑料壓力低,剪切速率大,模穴壁 處的塑料在快速冷卻下進行;這一階段高分子熔融塑料的黏度主要是溫度 和剪切速率的函數。第二階段是保壓階段,其特點是剪切速率低,壓力高 和溫度逐漸下降。
模穴內的流動方向大致可以澆口為中心,分為沿著模壁方向的流動方向 與朝著模壁方向的輻射流動,於是模穴內的高分子流動取向形成雙軸取 向。在流動方向上,任意一點大分子取向的剪應力是與熔融塑料壓力成正 比的,從澆口到模穴之底端有很大的壓力損失,澆口處壓力最大,模穴底 端為零,所以取向在澆口處最大,底端最小。 因此對非結晶型的高分子(例:壓克力材料)取向是大分子鏈在應力方向 上的取向,所以在取向方向的力學性質明顯增加,而垂直於取向方向的力 學性質又明顯的降低;另結晶型高分子(例:尼龍)取向是由連接結晶的鏈段 起作用,其強度隨直線鏈段取向而增大,由於晶片之間有伸直鏈段的存在, 使結晶高分子具有韌性和彈性。隨取向效應之提高,材料的密度和強度都 相應提高,而伸長率卻降低下來。此外,還必須考慮到高分子物質的黏彈 性質,高分子在一溫度下已受應力取向的分子鏈會產生鬆弛(Relaxation) 的過程:非結晶型高分子的分子鏈會除去外來應力重新捲曲;結晶型高分子 會發生二次結晶,而造成成形製品的收縮,導致收縮率與分子鏈的取向成 正比[16]。 因此,造成射出成型工件之殘餘應力會由主要兩個原因所導致,一為充 填階段,由分子取向效應不均產生之流動殘留應力,二為冷卻階段,不均 勻收縮所產生之熱殘留應力。流動殘留應力主要受到在塑膠充填流動的過 程中高剪切率所導致,會在充填之後的冷卻與脫模階段持續被釋放或凍 結;熱殘留應力會是由高溫的塑膠材料冷卻到玻璃轉移溫度(Tg)後的不均 勻的體積收縮與密度變化所生成。 而成形的參數條件,對取向效應及殘留應力大小就有極為重大的影響; 即在充填過程中,不同控制參數條件變化,會影響材料之高分子取向效應, 造成分子配向性分佈不平均,或後續因環境溫度的變化,使成形製品產生 分子鏈鬆弛或不均勻;此一作用,反應於成形品會造成整體的收縮不平均, 產生殘留應力,使翹曲變形現象產生。
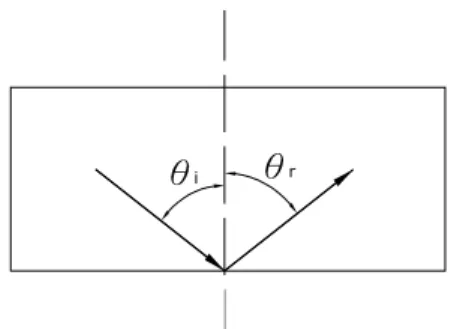
2.6 2.6 2.6 2.6 導光板之基本原理導光板之基本原理導光板之基本原理導光板之基本原理 由於 TFT LCD 玻璃本身不發光,因此須藉由背側之背光模組提供光源, 而背光模組內導光板之功用,主要目的為提供光源之平面及均勻化;在本 實驗之架構中,主光源之提供,主要為在導光板一側之 LED Light Bar,藉 由 LED 點亮後,提供一由導光板側邊進入之光源。光源進入導光板內後, 即在導光板(壓克力)內部做全反射之進行。其中 LED 光源由空氣進入導光 板為折射定律(圖 2-13)
折射定律: niSin
θ
i =ntSinθ
t (Snell’s law)ni =1 (空氣的折射率) nt =1.49(壓克力的折射率)
θ
i =空氣入射角θ
t=
壓克力折射角θ
iθ
tn
in
t 圖 2-13 折射定律示意圖 而當光源進入導光板(壓克力)後;光行進材料介質變為壓克力,若光需 從壓克力折射至空氣中,也須符合折射定律;但光源在壓克力行進過程中, 因壓克力入射介質之折射率 1.49 大於空氣折射率 1,即當θ
i(入射角)大於 cθ
(臨界角)時,則光線則會做反射而不做折射之動作,其中壓克力之 ,入射角θ
i會相等於反射角θ
r; (圖 2-14)示意光路徑反 射圖。 ° = = −1(1) 42.15 n Sin c θ圖 2-14 反射定律示意圖 因此大部分由 LED 進入導光板之光,都在導光板內部重複做全反射動 作;因此若需將導光板內的光,折射出空氣後利用,則需破壞原在導光板 內之全反射,使其入射角
θ
i能小於臨界角θ
c,如此光就能藉由折射方式行 進至空氣中; 而破壞光全反射之方式,是利用在導光板背面佈上大小,疏 密度及形狀不同微凸狀(或印刷)之網點,當光行徑接觸到這些網點時,會 造成光之散射,而破壞原來光反射角度之路徑;而被破壞之全反射會變為 散射光包,其中角度小於臨界角θ
c之散射光,此部分光路徑接觸到導光板 正面時,即可折射出空氣中,使其達到發光之效果(圖 2-15),部分未小於 臨界角θ
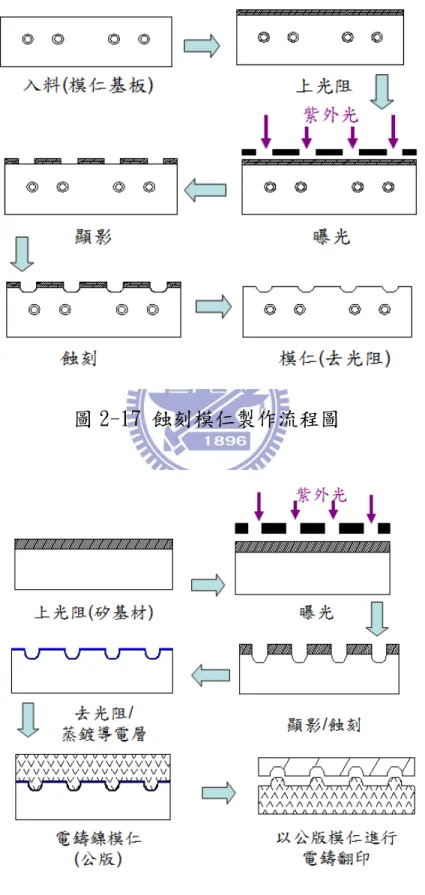
c之光,則維持原全反射路徑繼續做全反射,依此原理,來達到導 光板發光之效果。 圖 2-15 導光板光路徑圖 θi θr其中導光板背面的網點佈點之原則,則是在 LED 光源入光處之網點越小 且不密集,依序越遠離入光處,則網點會越大且密度越高,主要為入光處 之進入光最強(最接近 LED 處),在入光處除了部分光線直接折射出光外, 若加上太多佈點再次折射,則會造成在入光處會有一較亮之亮帶,使畫面 品味不均勻;因此大部分之光要利用全反射行徑導至後側,使能較均勻傳 導致導光板各區域做發光之功用,而越遠離出光處光能量會減小衰弱,所 以需更有越大且密度更多之網點佈點,來破壞光的反射達到更多發光效果 (圖 2-16),如此在整面導光板上,即有均勻之發光面積。 圖 2-16 導光板佈點原則 導光板佈點模仁之製作,即在鋼材料模仁基板上進行光阻塗佈,後以設 計之佈網點底片進行曝光,在模仁基板上之光阻,被透過佈點網點底片紫 外光照射後,其鍵結被打斷,後續進行顯影時,被曝光之光阻即被溶掉, 未曝光部分則存留,形成耐酸性腐蝕之保護膜,清洗後進行蝕刻製程,被 去除光阻區域即為所需之佈點網點,因此以蝕刻液在此區進行模仁鋼板之 蝕刻,而光阻存留之區域模仁鋼板則未受蝕刻,蝕刻完成後,再以去光阻 劑將存留之光阻去除,即完成模仁基板之製作(圖 2-17),部分模仁基板並 非實際組裝於射出成形模具上,而是以矽基材進行光阻及顯影製程蝕刻製 程,再蒸鍍一層導電層,做為電鑄起始層,以電鑄的原理,將鎳電解沈積 在此基板上,等累積到需要的厚度時即予取出脫離基板而成為一電鑄模仁 工件,再將此模仁工件作為可重複翻印之公版,以此公版作為重複翻印電 鑄模仁用,如此方式,完成之再翻印電鑄模仁即可複製公版所有精密訊號
及達到高轉寫率之效果(圖 2-18);以上完成之模仁基板及翻印之電鍍模仁 基板,則可應用於射出成形模具上進行[17]。
圖 2-17 蝕刻模仁製作流程圖
2. 2. 2. 2.7 7 7 7 雙折射性質及光彈法雙折射性質及光彈法雙折射性質及光彈法雙折射性質及光彈法 1.雙折射特性 由於光為一種電磁波,一般的光線當其前進時,電磁振動方向四面八方 都有。如果電磁振動只發生在一個平面內,則易於用數學方程式來描述, 而利於使用。這種只在一平面內電磁振動,亦即電場振動方向及磁場振動 方向固定的光稱為偏振光。 通常一單色光進入透明物體(如玻璃)時,會偏折向一方向,仍然是一 束光,但是有些材料(PMMA)卻不同,光通過此晶體時,會變成二束光,我 們稱此材料具雙折射(Double refraction or birefringence phenomenon) 現象,顧名思義,雙折射即指有二個不同的折射率;此一特性,當材料受 力(殘留應力或外力作用時),在垂直於運動方向震動的投射光線分解成平 行於主應力(Principal stresses)方向的兩分量,由於光線的速度與主應 力成正比例關係,當材料因面內的應力造成折射率之變化,兩分量將因主 應力的不同而以不同之速度通過透明 PMMA 材料,因而造成相位偏移(Phase shift)。如果相位偏移是建設性的,則兩分量彼此加強,而形成亮的區域; 反之,如果相位偏移造成兩分量互相干擾,則形成暗的區域。如此一來, 在偏光儀(Polariscope)將看到透明材料上產生明暗的線條。這些線條可以 用來解釋應力分佈的狀況並計算之。應力造成光線速度的改變可以解釋如 下:當壓力產生時,並造成透明材料較稠密,因此折射指數(refractive index)增加,光線速度因而變慢;反之,當透明材料承受拉應力時,其分 子結構變得更稀疏,折射指數降低,光線速度變快。 2.光彈應力分析 光彈(photoelasticity)為一種常用於某些材料所呈現的雙折射現象,依此 做應力分析實驗方式,有別於應變規只能量測單一點在某一特定方向的應 力值,光彈則是一種”全相”(whole field)方法,亦即測試片之應力分佈 情況可以看的到,每一點的應力值也可以計算的到[18][19]。
利用偏光儀(Polariscope)用來做光彈分析之儀器。如(圖 2-18)示,偏光 儀包含 Light Source、Polarizer、Model(測試材料)及 Analyzer。Light Source 所投射出來來的光線為一般光線,可以在任何垂直的方向震動,而 Polarizer 只讓某一特定方向震動的光線通過,該方向及稱為 Polarizer Axis。在 Polarizer 上,Polarizer 與 0-180°的線相吻合。Analyzer 實為 另一 Polarizer,但與 Polarizer 成 90° 擺置。這樣的偏光儀設置即稱為 Plane Polariscope。 光線在空氣中的速度 c= 3×102mm/s。在透明材料中,光線之速度 v 通常 小於c。而 c/v 即定義為折射指數,如同前述,當材料受力後,折射指數即 為主應力的函數: n1 = f(σ1);n2 = f(σ2) 如(圖 2-19)示,由 Polarizer 極化後的光向量A投射到 P 點上,而在該 點主應力方向分別為 1-1 及 2-2。由於雙折射現象,A向量在 1-1 及 2-2 方 向分解為兩向量A1與A2。由於主應力之作用,A1與A2分別以v1與v2速度通 過測試材料。假設材料的厚度為b,則通過的時間分別為 b/ v1與b/ v2。因此, 1 A與A2再離開測試材料時,造成相位偏移,偏移量為 ) ( ) ( 1 2 2 1 2 1 b n n v c v c b v b c v b c − = − = − = λ λ λ λ δ ---
( )
1 其中,λ為波長,而δ 之單位為波長之數目。根據 Brewster´s Law,折射 指數差與主應力差為正比例關係,即: ) ( ) (n1−n2 =k σ1−σ2 ---( )
2 比例常數k與透明材料及光線的波長有關。 將( )
1 與( )
2 合併可以得以下 Stress-Optics Law: b fσ δ σ σ1− 2 = ⋅ , k fb =λ ---( )
3 其中,fσ(N/mm)代表材料之 Fringe Value,δ(無因次)代表相位偏移,b(mm) 代表材料厚度,而σ1與σ2之單位為 2 / mm N 或 MPa。通過透明材料而具有δ 個波長的相位偏移的A1與A2隨即投射在 Analyzer 上,而 Analyzer 只容許水平方向的兩分量H1與H2通過,然後進入觀察者 的眼裡。當然H1與H2亦有δ 個波長的相位偏移。 當相位偏移δ =1,2,3…時,H1與H2同相,但由於方向相反而互相抵銷。 如果 Light Source 為白光,具所有波長的可見光,但互相抵銷的僅是某一 特定波長λ的光,因此,觀察時看到的不是黑點,而是某特定顏色的點。而 由
( )
3 式可知當δ =1,2,3…時: . 3 2 2 1 const b f b f b f = > > ⋅ = −σ δ σ σ σ L σ 而滿足σ1−σ2 =const.的點會形成一條線(即等高線),因此當δ =1,2, 3…時,觀察者看到的是一系列的單色條紋,亦即材料受力後的應力分佈(至 少是σ1−σ2的分佈)可以看的見。如果我們考慮另外一種波長的光,則有另 外一系列不同顏色的單色條紋出現。因此,在觀察者眼中是各種不同顏色 的單色條紋系列。另外,當σ1−σ2 =0(包含σ1 =σ2 =0)時,相位偏移δ =0, 而且是對任一波長的光都是如此,亦即任一波長的光接相互抵銷,因此為 黑色條紋。相位偏移量為δ =0,1,2…所產生的一系列單色條紋,我們稱 之為isochromatic lines,而該相位偏移量δ=0,1,2…則稱為 isochromatic fringe order N。黑色條紋亦有可能在另一情況下產生,當 Polarizer axis 與一主應力方 向重疊時,則雙折射現象不能產生,因此觀察者看到的亦是黑線,這些黑 線就稱為 isoclinic lines。如果我們用的 light source 為單色波長(單波 長),則僅有黑線產生。不管適用單色光或白光,由於無法去分辨
isochromatic lines 與 isoclinic lines,必須採用 circular
polariscope,此種偏光儀之主要功能即為消除 isoclinic lines,以利應 力之判讀。 此外,當相位偏 移時,H1與H2互相加強,觀察者看到的 會是最亮的條紋。 L , 2 5 , 2 3 , 2 1 = δ
圖 2-19 應力作用之光偏極作用圖 3.剪應力差積分法(Shear-difference method)
由於為了計算等效應力值,只有主應力的差不夠,因此必須要分離最大與 最小主應力值[20][21]。
由 Equilibrium Equations neglect force,σz =0時,可表示為:
0 = ∂ ∂ + ∂ ∂ y xy x x τ σ , 0 = ∂ ∂ + ∂ ∂ x xy y y τ σ 改寫為 0 = ∂ ∂ − = ∂ ∂ x xy y y τ σ ,並 =0 ∂ ∂ + ∂ ∂ y xy x x τ σ 兩邊積分得 x y xy x x ∂ ∂ ∂ − = σ
∫
τ σ ( )0 , y x xy y y ∂ ∂ ∂ − = σ∫
τ σ ( )0由 Finite difference 來進行微分及積分; x y xy x x ∆ ∆ ∆ − = σ
∑
τ σ ( )0 ; y x xy y y ∆ ∆ ∆ − = σ∑
τ σ ( )0 0 ) (σx ,(σy)0為已知點之應力。 θ σ σ τ sin2 2 2 1− × = xy ,由 Fringe Order 可得到σ1−σ2,θ為等傾角,求出σx 與σy後,帶入 ) ( 2 1 ) ( 2 1 2 1 1 σ σ σ σ σ = x + y + − ) ( 2 1 ) ( 2 1 2 1 2 σ σ σ σ σ = x + y − − 並求出等效應力: 2 2 2 1 2 2 1 ) ( 2 1 σ σ σ σ σ = − + + 4. 實際量測試片步驟: 首先參考(圖 2-20),所求目標為 x 軸上間隔∆x之所有點之最大主應力值 與最小主應力值,因此在實際試片上選擇 x 軸與 y 軸之位置後,在 x 軸上 從 x=0 開始以間隔∆x標記量測點,並於 x 軸兩側距離為 處分別畫出 AB與CD,在AB與CD上標記相同 x 座標之量測點。 量測x 軸、AB、CD上所有量測點之光彈條紋級數與等傾角值,等傾角值 為偏振軸相對於試片之 x、y 軸偏轉角度,將AB與CD上所有點之數據帶入 θ σ σ τ sin2 2 2 1− × = xy , 因為試片邊緣 x=0 處剪應力、σx為零、可以得到沿AB、CD之剪應力 分佈,如(圖 2-21)之結果,沿AB、CD在 x 座標等於 x 時,AB與CD圍成 之面積即為∑
∆τxy∆x,此面積除以∆y即可以得到 x 軸上各點之σx,再將 x 軸各點之光彈條紋級數與等傾角值帶入: σy =σx−(σ1−σ2)cos2θ 以此逐步求出 x 軸上各量測點之等效應力值。 而主應力為 y ∆ 2 1η σ σ σ σ σ σ σ 2 ) ( 2 1 ) ( 2 1 ) ( 2 1 2 1 1 b y x y x Nf + + = − + + = η σ σ σ σ σ σ σ 2 ) ( 2 1 ) ( 2 1 ) ( 2 1 2 1 2 b y x y x Nf − + = − − + = 圖 2-20 主應力分離方法之參考模型 圖 2-21
τ
xy值延x
軸之分佈 但在實際光彈實驗觀察中,因光學級 PMMA 材質特性,當雙折射率值愈 高時,成型時所造成之應力易使光程影像失真,因此應用上以低雙折射率 選擇為主;但雙折射率值低時,無法明顯產生光彈條紋,以至於光彈量測 計算式無法精確測定導光板內部應力;所以光彈方式應用於導光板只能做 定性觀察,而無法做定量量測,因此以光彈條紋定義出導光板殘留應力值 來管制射出後成品是不可行,只能以射出穩定後,實際量測翹曲來做管制 較為合適。第三章
第三章
第三章
第三章
平板導光板射出成形實
平板導光板射出成形實
平板導光板射出成形實
平板導光板射出成形實驗
驗
驗
驗
3. 3. 3. 3.1 1 1 1 實驗設計實驗設計實驗設計實驗設計 3. 3. 3. 3.1111...1.111 規格需求規格需求規格需求 規格需求 以 12.1”265mm x 170mm x 0.8mm 導光板外型尺寸大小,作為本實驗 模型之架構,其中依澆口剪斷線剪斷料頭,並修整拋光後之作動區即為導 光板外形尺寸(圖 3-1)。 圖 3-1 導光板架構示意圖 而成形後所定義之量測規格為 (1)導光版樣品射出完成後之翹曲量大小(正翹 0.5mm Max.) 將待測之導光板,以發光面朝上,網點面朝下置放於花崗岩平台上, 定義花崗岩平台為其基準平面;當導光板置於平台上為中間部分翹起, 四邊周圍無間隙時,則定義為逆翹(圖 3-2),定義此現象即判定為不合 格品,因逆翹會造成組裝及顯示不佳之問題。而導光板為中間貼於平台, 四邊周圍翹起,則定義為正翹(圖 3-3),後則以厚薄規做插入四邊間隙 導光板作動區 料頭 澆口減斷線之方式,量測其最大翹曲量,但因導光板為薄外型,當置放於平台時, 變形會受本身重力影響,而無法測出實際翹曲量。因此定義為置放於平 台時之翹曲,作為本實驗規格之需求;而規格定義為正翹小於 0.5mm。 圖 3-2 逆翹(NG 品)示意圖 圖 3-3 正翹示意圖 其中因導光板為薄形透明成品,因此在量測手法上,若以非接觸式量 測,如雷射掃描,其原理為以單一波長雷射打在物件表面,再以另一端 接收器來判斷雷射反射光程差算出表面高低,但因導光板為透明可透 光,因此雷射掃描無法藉由反射光程差進行測量;另接觸式量測,如探 針式量測,若以探針接觸導光板表面,原理為傳感器將探針在表面上起 伏之訊號放大,但因為導光板為薄板工件,因此當探針接觸時之作用力 會造成薄形工件形變,因此也無法當作導光板翹曲之量測手法;本研究 主要為針對製程參數對導光板翹曲狀況之影響,因此以業界普遍採用之 導光板翹曲量測方式,以厚薄規量測導光板四周翹曲狀況,觀察不同成 形因子水準對於翹曲之比例關係(圖 3-4 )。
圖 3-4 導光板翹曲量測方法 (2)可靠度環境變異測試後之翹曲量大小(正翹 2.0mm Max.) 主要為測試導光板在高溫的環境下,工件受到溫度差影響,所造成之 翹曲量的改變。其中定義測試環境溫度為 50 ℃,測試時間為 100 小時(圖 3-5),完成可靠度測試後之工件量測手法與以上相同,規格定義為正翹 小於 2.0mm。 圖 3-5 可靠度環境測試 3.1.2 3.1.2 3.1.2 3.1.2 實驗實驗實驗實驗方法方法方法方法與目的與目的與目的 與目的 (1)實驗觀察: 找出各項影響導光板翹曲之因子 本次實驗之目的,主要針對導光板於充填製程中,控制各因子水準, 目的為能夠得到最小之導光板翹曲量;以目前依充填過程中,針對實際
操作時,選經驗已知之主要之控制因子做實驗控制,以預期能夠得到最 佳之參數值,再依此最佳參數值,分析研究在控制因子對於翹曲問題之 影響及取得適當之成形操作視窗。 (2)理論分析: 探討各項因子於射出之影響 1.保壓壓力/2.保壓時間: 模穴內的熔融塑膠壓縮形成極大的內壓,這內 壓會因為溫度的降低而減小,但在澆口尚未冷凝並封住前,它仍有能力 將熔融塑膠擠出模穴,所以必須持續的給與適當地壓力抵抗它,此稱為 保持壓力,簡稱保壓。 保持壓力應配合熔融塑膠的逐漸凝固所造成的內 壓降低而逐步減小。不足的保壓或保持時間會形成尺寸不足或凹陷;過 大的保壓則使成形品過於飽和而有應力殘留。 3.模具溫度: 塑料冷卻應有適當的模溫,低模溫雖可縮短成形週期,但 過冷卻太快將降低結晶程度,且易產生應力殘留;另一般模具溫度較高 時收縮率也較大。但對於薄壁塑件,模具溫度高則熔料的流動阻抗小, 而收縮率反而較小[22]。 4.充填速度: 螺桿將熔膠經噴嘴注射進入模穴的速度,稱為充填速度 (Screw advance speed),在成形機上所能設定的射出速度即為充填速 度。當熔融塑膠進入模穴後,材料在模穴內的真正流速,會隨著模穴的 幾何變化而改變,即使充填速度維持一定。當熔融塑膠通過較狹窄的通 道時,流動速度往往會變得相當的快速(就像水流經噴嘴處速度會變快一 樣),容易在成品表面產生噴痕急流痕等外觀不良,同時高速流動的熔融 塑膠也會在狹窄的通道裡產生較高的剪斷力,進而發生局部過熱的可能 而引起燒焦的不良。相反地,當熔融塑膠經過較寬厚的通路時,流動速 度會變得緩慢,也容易產生波紋或是較無光澤的表面外觀。所以,充填 速度的設定,應該依據熔融塑膠流動的前端所涵蓋的截面機來調整,力 求熔融塑膠在模穴內的流動可以有穩定的速度及快速的填滿。
3.1.3 3.1.3 3.1.3 3.1.3 實驗實驗實驗實驗項目與流程項目與流程項目與流程項目與流程 1.以現行射出參數作為參考基準 建立以目前實際製程中,影響實驗結果最大之射出參數作為研究之基 準,主要為以現行架構模型,研究已知影響成品翹曲較大之成型條件因 子,對於欲進行之導光板架構模型,針對翹曲的問題,執行不同設定之 參數條件成形,所成形之樣品翹曲度,與訂定規格做一比較。 2.實驗操作方式及考量 參考目前訂定之各項射出因子,預計以田口實驗法,做各因子預計實 驗之參數安排,而各項因子在穩健性設計於法包含以下步驟。 (1) 考慮品質特性需求,做因子之選擇與評估 (2) 在設計控制因子間,決定控制因子數目及可能干涉原因 (3) 選擇適當的直交排列及放置因子於直交表中 (4) 以佈置之直交表開始實驗引導 (5) 選擇控制因子水準的最佳層別因素 (6) 透過確認實驗,驗證最佳設計參數設定 3.田口實驗計畫法輸出回應之選擇 量測表示能量之轉換(energy transformation)或(次)系統特性之回應 (response)是田口實驗計畫法最重要的策略,欲量測的回應將決於量測技 術的可行性與可獲得性、量測的能力、和量測的成本。回應的型態有兩大 類 , 動 態 回 應 (dynamic Response) 與 非 動 態 回 應 (Non-Dynamic Responses);動態回應乃定義輸入信號(Input signal,M )、輸出回應
(Output signal , y ) 、 與 建 立 在系 統 之 能 量 轉 換 的 理 想 機 制 (ideal
function based on the energy transformation),目標為降低系統機能 之變異姓(Variability) ,因其較常與系統之能量轉換有關係,是最常被 推薦使用的,然而,本文研究射出參數對導光板翹曲之影響,並無明顯之
回 應 的 分 析 。非 動 態 回 應 共 有 五 種 形 式 , (1) 運 轉 ( 操 作 ) 區 間 特 性 (operating window response) , 目 標 為 將 代 表 兩 失 效 模 式 起 始 (thresholds) 的 差 異 最 大 化 ; (2) 望 小 特 性 (Smaller-the-Better Response),目標為降低變異性和將其平均值(mean)最小化;(2)望大特性 (Larger-the-Better Response),目標為降低變異性和將其平均值(mean) 最大化;望目特性(Nominal-the-Best Response),此種型式的回應有一 目標值(Target Value),目標為降低變異性且使在目標值附近;(5)分級 屬性特性(Classified Attribute Response),回應無連續值(Continuous value),只有屬性值(Attribute value),如好/不良/壞(good/poor/bad)、 成功/失敗、最好到最壞等[23-26]。
在田口實驗設計法中,信號/誤差比[Signal-to-Noise (S N ) ratio,η, 單位:分貝,decibel,db]為穩健性唯一的評估標準(the only measure of robustness),即信號/誤差比。非負數值且其值越小越好的製程或品質特 性稱之為望小特性,其理想值為”0”,如(圖 3-6)所示;若理想值為 0, 卻仍有負數的特性則不稱為望小特性,而是以”0”為目標的望目特性。望 小特性之信號/誤差比為(S N =η)的計算公式為 db y n i n i ) 1 log( 10 2 1
∑
= × − = η ,其中y為輸出回應之特性值 圖 3-6 望小特性示意圖 製程或品質特性值越大越好時,稱為望大特性,如(圖 3-7)所示,信號 /誤差比為(S N =η)的計算公式為 db y n i n i ) 1 1 log( 10 2 1∑
− × − = η 目標值 不佳 佳 目標值圖 3-7 望大特性示意圖
望目特性指製程或品質特性有設定目標值時,無論何時何地都能維持此目 標值為最理想,如(圖 3-8)所示,則為一方面要減少變異,另一方面要調整 平均值,但因為沒有公式可同時處理減小變異與調整平均值之工作,則必 須執行兩階段最佳化(two-step optimization),步驟一乃從信號/誤差比 回應表(S N Response Table)選擇最佳組合(optimum combinations,”非
最佳條件”)以減小變異;步驟二為調整平均值,當如何調整平均值不明顯 時,可尋找對變異影響最小但對平均值甚大的控制因子(control factor), 以有效的調整平均值;當所量測的特性值全為正值或全為負值時,而此時 的目標值其符號應與特性質同號;計算望目特性信號/誤差比(S N =η)的一 般式為 db V V S n e e m ) ) ( 1 log( 10 − × = η 其中 n y S n i i m
∑
= = 1 2 ) ( ; 1 1 2 − − =∑
= n S y V n i m i e 一般式指的所量測的品質特性是全為正或全為負值,此時的目標值其符 號應與特性質相同; 圖 3-8 望目特性示意圖 不佳 佳 目標值 目標值 目標值 目標值 不佳 佳另一特別式則為目標值與特性值有正負號同時出現,則 db Ve log 10× − = η 其中 n y S n i i m
∑
= = 1 2 ) ( ; 1 1 2 − − =∑
= n S y V n i m i e 本研究之導光板之翹曲規格為正翹 0.5mm Max.且不允許逆翹,即定義為 5 . 0 00
+− mm(可靠度環測後規格為0
20.0 + − mm)。因此製程或品質特性上,理論須選 擇望小特性作為評估手法;但實際操作範圍為導光板可能有正翹逆翹之情 形,雖理想值欲為 0,卻仍有負數的特性,因此則須選擇為”0”之望目特 別式,作為評估方法操作,求出重要強相關因子及選取最佳操作水準進行 後續驗證。 而在考慮導光板外型及一般成形特性上,針對翹曲部分,依選取之 8 個預計進行之製程參數,擇一適合之直交表於實驗,計算所需自由度。 定 義層別因素與因素間之交互作用。如下(表 3-1)示,直交表置於左側,稱為 內側表(Inner array),本研究中預計有一兩水準之因子(A)、七個三水準 的因子(B~H),共 8 個控制因子做選擇。則有 8 個(8*(3-1)) 自由度在射 出過程中,基本上選擇直交表應大於等於設計參數之自由度。假設 L18 直 交表L18(21×37)被選擇,則總共有 18 個實驗;右側為所量測相對應之特性質 (輸出回應),稱為外側表(Outer array),用以計算各製程條件特性質的平 均值(mean),並依所選定的輸出回應特性(望小特性),計算信號/誤差比 (S N =η),藉以建立回應表/圖(response table/graph),進行數據分析。L
18 A 1 B 2 C 3 D 4 E 5 F 6 G 7 H 8y
1y
2y
3y
4 Mean S N 1 1 1 1 1 1 1 1 1 2 1 1 2 2 2 2 2 2 3 1 1 3 3 3 3 3 3 4 1 2 1 1 2 2 3 3 5 1 2 2 2 3 3 1 1 6 1 2 3 3 1 1 2 2 7 1 3 1 2 1 3 2 3 8 1 3 2 3 2 1 3 1 9 1 3 3 1 3 2 1 2 10 2 1 1 3 3 2 2 1 11 2 1 2 1 1 3 3 2 12 2 1 3 2 2 1 1 3 13 2 2 1 2 3 1 3 2 14 2 2 2 3 1 2 1 3 15 2 2 3 1 2 3 2 1 16 2 3 1 3 2 3 1 2 17 2 3 2 1 3 1 2 3 18 2 3 3 2 1 2 3 1 內側表(控制因子) 外側表(輸出回應特性) 表 3-1 L18(21×37)實驗計畫表 4.依完成之量測數據,分析各參數成形結果與規格做比較,找出本實驗之 強相關控制因子及最佳條件值;後續調整強相關因子再做不同成形水準 之成形驗證,主要找出導光板為正翹趨勢,且符合規格之範圍,以建立 強相關因子間水準關係之操作視窗。 5.分析影響導光板翹曲量之最大強相關因子,並以此成形結果做研究探討。以下為預計進行之實驗流程(圖 3-9) 圖 3-9 實驗流程圖 製程射出參數參考 射出參數因子安排 射出成形 成品翹曲度量測 高溫環測 第二次翹曲度量測 資料整合與比較 N.G. N.G. N.G. N.G. 結論分析與探討 強相關因子 強相關因子 強相關因子 強相關因子 再次驗證 再次驗證 再次驗證 再次驗證 射出參數因子安排 射出成形 成品翹曲度量測 高溫環測 第二次翹曲度量測 操作視窗建立
3. 3. 3. 3.2 2 2 2 實驗材料及設備實驗材料及設備實驗材料及設備實驗材料及設備 1. 材料選擇 導光板光學級壓克力塑料(表 3-2)選擇特性 (1)Abbe 數:對不同波長的折射率變化。值愈高,影像愈不易變化。 (2)雙折射率:值愈高,成型時易造成應力,易使影像失真。 (3)透明度:值愈高,透明度愈高。 (4)Haze(霧度):值愈低,愈清晰。 (5)玻璃轉移溫度(Tg):值愈高,在常溫下剛性愈好。 (6)吸水率愈低愈好。 (7)彈性模數、拉伸強度、衝擊強度愈高愈好。 (8)耐熱性愈高愈好,比較不會因溫度高而變形或變色。 (9)光硬力常數愈低愈好,比較不會產生應力。 (10)流動性愈高愈好,容易成型。 (11)結晶度愈低愈好,結晶度高會使透明度降低。 KURARAY GH.1000.SN Property Property Property
Property Test MethodTest Method Test MethodTest Method Unit Unit Unit Unit ValueValueValueValue
Optical
Light transmission JIS K7361-1 % 92 Reflective index JIS K7142 - 1.49
haze JIS K7150 % 0.1 UVA UVA Mechanical Mechanical Mechanical Mechanical
Tensile stresses JIS K7162 Mpa 62 Modules in tensile JIS K7162 Mpa 3300 Flexural stresses JIS K7171 Mpa 90 Modulus in flexure JIS K7171 Mpa 3400 Charpy impact strength
Notched JIS K7111 KJ/m²
1.3 20
![圖 1-6 導光板逆翹示意圖 導光板正翹(圖 1-7): 1.外型尺寸超出規格。 2.外觀品味及光學亮度及均勻度不佳。 圖 1-7 導光板正翹示意圖 此次主要研究之動機,是希望藉由調控適當的射出成形參數以進行導光 板平板與薄化,並避免成形翹曲不良現象的發生 。 1.3 1.3 1.3 1.3 文獻文獻文獻 文獻回顧回顧回顧 回顧 在導光板之設計應用上,主要為利用之材料之光學原理 [3] 及材料特性 [4] ;當光源由空氣進入另一折射率高之導光板材料,其光路徑在材料內之 入射角大於材料之](https://thumb-ap.123doks.com/thumbv2/9libinfo/7952092.157877/17.892.202.771.188.320/文獻回顧回顧回顧回顧在導光板之設計應主要料特性另一折射料之.webp)