I
複合特殊管球鑽於複合材料鑽削之研究
學生:黃竣捷 指導教授:曹中丞 博士 大華科技大學 機電工程研究所 摘要 鑽孔加工是纖維強化複材層板二次加工中最常使用之製程,從工 業應用經驗顯示,管鑽較麻花鑽有較佳之鑽孔品質。然而管鑽於鑽削 過程中,屑片材料移除是個麻煩。傳統的複合管鑽皆為更改內部鑽頭 的幾何形狀。而本研究旨在改變複合特殊管鑽外型的幾何形狀,以降 低複合特殊管鑽鑽削複合材料時因軸向推力過大的問題。此外,本研 究依鑽削形式、軸向推力與脫層以進行分析探討對碳纖維複合層板的 影響,以改善複合材料鑽削的品質。 關鍵字: 鑽孔、纖維強化複材層板、管鑽、複合管鑽II
Study on the effect of compound coreball-special drill
in drilling composite materials
Student:Chun-Chieh Huang Advisor: Dr.Chung-Chen Tsao
Institute of Mechatronic Engineering Ta Hwa University of Science and Technology
Abstract
Drilling is the mostly used secondary machining process of the fiber reinforced composite laminates, while the delamination occurs frequently at the drill exit in the workpiece. In the industrial experiences, core drill shows better drilling quality than twist drill in drilling composite laminates. However, chip removal is a troublesome problem when using the core drill. This research aims to change Compound special-core drills geometry to reduce Compound special-core drills drilling composite materials due to the problem of excessive drilling geometry. In addition, this study according to drilling types, thrust force and delamination analyses on effect of carbon fiber composite materials, to improve the drilling quality of composite materials.
Keywords: Drilling, Fiber reinforced composite laminates, core drills,
III
目錄
中文摘要...I 英文摘要...II 目錄...III 圖目錄...V 符號彙編...VIII 第一章 緒論...1 1.1 研究背景與目的...1 1.2 複合材料鑽削加工文獻回顧...3 第二章 鑽削軸向推力之理論分析...8 第三章 實驗設備與鑽削參數定義...14 3.1 實驗系統及設備...14 3.1.1 刀具設計...14 3.1.2 CNC 切削中心機...14 3.1.3 數據量測系統...14 3.1.4 外部動力系統...15 3.1.5 超音波量測...15 3.2 鑽削實驗架構...16 3.3 實驗參數定義...16IV 3.3.1 加工方式...16 3.3.2 進給率定義...17 3.3.3 轉速定義...17 第四章 實驗結果...27 4.1 鑽削軸向推力...28 4.1.1 鑽削過程軸向推力之比較...28 4.1.2 進給率的影響...29 4.1.3 轉速的影響...30 4.1.4 鑽削形式的影響...30 4.2 鑽削脫層...31 4.2.1 進給率的影響...31 4.2.2 轉速的影響...32 4.2.3 鑽削形式的影響...33 第五章 結論...41 參考文獻...42
V
圖目錄
圖 1.1 草拌泥磚胚...5 圖 1.2 中國古代弓複製品...6 圖 1.3 BMW i3 電動車碳纖維車體結構... 6 圖 1.4 波音 787 客機與使用複合材料之比例...7 圖 1.5 空中巴士 A350XWB 客機與使用複合材料之比例...7 圖 2.1 半圓球管鑽於鑽削複材層板脫層模型(a)向下零階軸向(FD); (b)向上二階曲線軸向推力(FK)與(c)半圓球管鑽軸向推(FSB)...13 圖 3.1 麻花鑽、複合特殊管鑽與複合特殊管球鑽刀具圖...18 圖 3.2 台灣麗偉 V30 CNC 切削中心機...18 圖 3.3 Kistler-9257 動力計...19 圖 3.4 Kistler-5011 電荷放大器...19 圖 3.5 LabVIEW 介面與程式...20 圖 3.6 外部鑽頭驅動控制之伺服馬達人機介面與 PLC...21 圖 3.7 外部鑽頭驅動伺服馬達與馬達安置架...22 圖 3.8 鑽削複材層板後出口隆起(左),出口平整(右)...22 圖 3.9 SONIX UHR-2001 超音波檢測機台...23 圖 3.10 麻花鑽(左)、複合特殊管鑽(中)與複合特殊管球鑽(右)孔洞超 音波掃描脫層照片...23VI 圖 3.11 Photoimpact X3 操作畫面...24 圖 3.12 鑽削實驗架構示意圖...24 圖 3.13 鑽削實驗配置圖...25 圖 3.14 攻牙鑽削示意圖...25 圖 3.15 啄鑽鑽削示意圖...26 圖 4.1 麻花鑽(左)、複合特殊管鑽(中) 、複合特殊管球鑽(右)照片...33 圖 4.2 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 800 rpm 與 16 mm/min 之一般鑽削軸向推力曲線圖...34 圖 4.3 本研究使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於鑽 削複材層板後之超音波掃描脫層照片...34 圖 4.4 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 800 rpm 之鑽削軸向推力曲線圖...35 圖 4.5 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 1000 rpm 之鑽削軸向推力曲線圖...35 圖 4.6 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 1200 rpm 之鑽削軸向推力曲線圖...36 圖 4.7 麻花鑽鑽削後磨損、複合特殊管鑽與複合特殊管球鑽於鑽削 後環氧樹脂黏著於電鑄鑽石照片...36 圖 4.8 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於
VII 進給率 16 mm/min 之鑽削軸向推力曲線圖...37 圖 4.9 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 24 mm/min 之鑽削軸向推力曲線圖...37 圖 4.10 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 32 mm/min 之鑽削軸向推力曲線圖...38 圖 4.11 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 800 rpm 之複材層板脫層曲線圖...38 圖 4.12 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉 1000rpm 之複材層板脫層曲線圖...39 圖 4.13 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 1200 rpm 之複材層板脫層曲圖...39 圖 4.14 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 16 mm/min 之複材層板脫層曲線圖...40 圖 4.15 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 24 mm/min 之複材層板脫層曲線圖...40 圖 4.16 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 32mm/min 之複材層板脫層曲線圖...41
VIII
符號彙編
向下零階軸向推力 向上二階曲線軸向推力 半圓球管鑽軸向推力 模型 I 之臨界應變能釋放率 半圓球管鑽半徑 半圓球管鑽內徑 分佈力 材料常數 未切削材料厚度 脫層半徑 半圓球管鑽厚度 常數 c D F K F SB F IC G * c q h M a a t K1
第一章 緒論
1.1 研究背景與目的 單一材料都有其優缺點,為了要揚長避短,克服單一材料的缺點, 並創造新性能,故複合材料漸漸嶄露頭角。探究其因,係複合材料有 高比強度、高衝擊強度、耐疲勞、耐腐蝕及高設計自由度等優點所致。 其中,碳纖維複合材料的比強度較鋼高 5 倍,比鋁合金高 4 倍,比鈦 合金高 3.5 倍[1],且近年來更廣泛被應用於運動器材、休閒用具、汽 車、交通運輸、船舶、建築、航太、電子等產業上。 早在千年前,人類就已開始製造和使用複合材料。在距今 7000 年前的西安半坡遺址中就發現用草拌泥製成的牆壁和磚胚(圖 1.1) [2], 這種建築材料的性能既優於草,又優於泥,中國古代的弓是用竹片、 鋼條等材料經過巧妙的鋪疊得到高強度的優良複合構件(圖 1.2) [3], 是複合材料應用的典型實例,這也說明人類早已知道複合材料強於單 一材料[1]。二十世紀複合材料因航空需求發展出玻璃纖維複合材料, 爾後許多因特殊用途的複合材料孕育而生,因此許多航太與先進工業, 都大量應用複合材料技術。1981 年全球首輛車體全部以碳纖維材質 打造的賽車(Mclaren F1 MP4-1)問世,隨著技術的精進與普及,BMW 公司以純碳纖維材料打造轎車車體(i3 與 i8) (圖 1.3) [4],以兼具金屬2 車體強度、重量卻僅有傳統材料的 50% [5]。1950 年代起,商務客機 都是鋁製機身,隨著全球經濟油價的上漲,如今改採重量較輕卻更堅 固的碳纖維複合材料,重量輕當然就省油[6]。近年波音 787(圖 1.4) [7] 及空中巴士 350XWB(圖 1.5) [8]所使用碳纖維複合材料數量約占該飛 機總重的 50%以上,其所占比例已超過金屬材料,此亦飛機減少重量 之重要原因[9]。 通常複合材料構件是一體成型製造出來的,然其欲組裝成單一物 件需要藉由許多精密的孔洞以完成和螺絲或鉚釘接合。現今鑽孔加工 是機械加工複合材料最常見、最便利的製造孔洞方法。而複合材料具 有異方向性與纖維磨耗特性,與金屬材料加工特質不同,通常於複合 材料鑽削時,鑽削入口與出口處容易造成微裂縫、脫層等缺陷產生, 其中脫層是最常見於複合材料加工的一種缺陷。而此加工缺陷不僅容 易造成複合材料構件強度大幅的降低,使加工過的機件在組裝過程遭 到剔除,因而導致製造成本的提升。例如飛機製造業中,因鑽削所引 起之複合材料脫層現象,致使飛機在最後組裝過程中能有 60%的零件 遭到剔除[10]。故如何確保複合材料加工後的品質與降低製造成本, 是現今必須面對與重視的課題。
3 1.2 複合材料鑽削加工文獻回顧 複合材料鑽削是一既複雜且效率低的加工過程。在過往一些複合 材料鑽孔加工研究結果中得知,高進給速率、層板內部強度差、刀具 不當的研磨、刀具磨耗或較大之鑽尖角,均是造成鑽孔加工品質降低 的主要原因[11-17]。同時,Khashaba等人指出,鑽孔過程中的軸向推 力是導致複合材料加工產生脫層的重要因素,亦是影響鑽孔品質的關 鍵因子[18]。König 與Grab 發現在一定範圍的切削條件裡,可用鑽 頭所受軸向推力之值,作為判斷脫層發生的臨界指標[19]。 此外,傳統麻花鑽已廣為複合材料製孔所用,其因乃傳統麻花鑽 具有容易取得且價格便宜、幾何形狀簡單、製造容易等優點。然麻花 鑽中間鑿刃部分不具切削作用之缺點是眾所周知之事,其於鑽削複合 材料時,容易在複合材料出口處造成推擠,因此會產生較大的鑽削軸 向推力。當鑽削的軸向推力大於複合材料之間的結合力時,脫層缺陷 就此產生。因此多數學者均以鑽削的軸向推力大小,來做為判定複合 材料遭致脫層最有效之依據[20]。Langella 等人指出,隨著麻花鑽的 進給速率增加,其鑿刃所提供的軸向推力約占總鑽孔所需之軸向推力 的 80% [21]。同時,依據過往學者專家提出之報告得知,傳統加工影 響複合材料的軸向推力因素有加工條件(主軸轉速與進給速率)、刀具 幾何形狀、刀具材質、刀具磨耗、冷卻液添加與否、背板使用、振動
4
輔助裝置、刀具被膜、複合材料種類及預鑽孔等,其中加工條件與刀 具幾何形狀探討鑽削軸向推力的文獻最多[22-41]。近來 Tsao 與 Wu 以模糊決策實驗室分析法(Fuzzy Decision Making Trial and Evaluation Laboratory,FDEMATEL)證實在設計特用鑽頭刀具時,加工條件與刀 具幾何形狀是影響鑽削品質最大的二個因素[40]。Jain 和 Yang 發現, 若增加鑽刃的數量,可以降低最大切削力,對此論述,他們提出一端 塗佈鑽石顆粒之管鑽的切削刀具[27]。而刀具上之顆粒大小,端賴所 鑽之孔品質與進給速率而定,其也建議使用管鑽以減少鑽削時所產生 之軸向推力,因為管鑽鑽刃可以完全避開麻花鑽鑿刃所產生的軸向推 力。但管鑽鑽刃於鑽削過程中,於內管壁所造成的殘屑會導致複合材 料的脫層現象更加嚴重,困擾著加工業者。針對管鑽內管壁所造成之 殘屑問題,Tsao 和 Hocheng 發表一系列複合管鑽(管心鑽、管鋸鑽、 階梯管心鑽與階梯管鋸鑽),鑽削複合材料之理論性軸向推力與脫層 的研究[40-45]。
Hocheng 和 Dharan 根據線彈性破裂力學(Linear Elastic Fracture Mechanics,LEFM)理論,提出複合材料鑽孔的解析模型,並推導出 鑽孔加工對複合材料所產生的臨界軸向推力[46]。Hocheng 和 Tsao 也 對不同幾何形狀的鑽頭(如燭心鑽、管鑽、鋸鑽與階梯鑽等),發表一 系列鑽削複合材料之理論性軸向推力與脫層的研究[43-45]。隨後,
5 Tsao 研究管鑽對預鑽孔之影響[43]。從其實驗證實,預鑽孔確實能有 效降低鑽削脫層現象的發生。另外,從 Hocheng 和 Tsao 的理論推導 結果中,證實 LEFM 理論的確能用來預測特用鑽頭之臨界軸向推力。 同時,在所有特用鑽頭中,管鑽可以獲致最高之臨界軸向推力。然管 鑽外緣為直角切刃,直角切刃隨著管鑽厚度的增加,在複合材料層板 出口之處易產生扭轉與推擠的現象。而扭轉與推擠的現象,易造成複 合材料層板出口之處脫層缺陷的急劇產生。此時若能將管鑽外緣的直 角切刃改為不同圓弧曲線,則管鑽於複合材料層板出口之處較不易產 生脫層缺陷[45]。 圖 1.1 草拌泥磚胚 [2]
6
圖 1.2 中國古代弓複製品 [3]
7
圖 1.4 波音 787 客機與使用複合材料之比例 [7]
8
第2章 鑽削軸向推力之理論分析
在過往複合材料加工文獻中得知,加工條件與刀具幾何形狀是影 響鑽削品質最大的二個因素。而有學者發現,若增加鑽刃的數量,可 以降低最大切削力,對此提出一端塗佈鑽石顆粒之管鑽的切削刀具, 其也建議使用管鑽以減少鑽削時所產生之軸向推力,因為管鑽鑽刃可 以完全避開麻花鑽鑿刃所產生的軸向推力。然管鑽外緣為直角切刃, 在複合材料層板出口之處易產生扭轉與推擠的現象,易造成複合材料 層板出口之處脫層缺陷的急劇產生。此時若能將管鑽外緣的直角切刃 改為不同圓弧曲線,則管鑽於複合材料層板出口之處較不易產生脫層 缺陷。 當刀具鑽削複材層板時,其出口處之軸向推力只要低於臨界軸向 推力,即可避免複材層板於鑽削時產生脫層。通常臨界軸向推力大小 與工件材料性質、刀具種類與未切除材料的厚度有關。半圓球管鑽是 一個鑽削複材層板的特用鑽頭,其整個作用於複材層板出口處之軸向 推力大小,可用重疊法方式獲得,如圖 2.1 所示。半圓球管鑽於鑽削 出口處之軸向推力大小(FSB)係由向下零階軸向推力(FD)與向上二階 曲線軸向推力(FK)所組成,如方程式(2.1)所示。 K D SB F F F (2.1)9 在圖 2.1 中,c 為半圓球管鑽半徑、 * c 為半圓球管鑽內徑(或FD與 K F 之作用長度)、t 為半圓球管鑽厚度(tcc* c)、
X
為位移、H
為試片厚度、h為未切削材料厚度、a
為脫層半徑、q為分佈力、M 為材料常數。此時FSB、FD與FK作用於複材層板出口處之鑽削位移 與儲存應變能分別為 1. 零階軸向推力(FD)(i)
0
r
c
(inner portion))] 1 ln( ) ( 8 ln 8 ) 1 ln( ) ( 4 ln ) ( 4 ) ( 2 ) ( 3 4 [ 64 2 * 2 2 * 2 2 2 * 2 4 * 2 * 2 2 2 * 2 2 2 * 2 2 1 c c c r a c r c c c a c c c a c c r c c a M F XD D (2.2) ] ) 1 ln( ) ( 16 ) 1 ln( ) ( ) ( 4 ln ) ( 4 ) 1 ( ln ) ( 8 ln 8 2 ) ( [ 64 2 * 2 2 * 2 2 * 2 2 2 * 2 2 * 2 2 2 * 2 2 2 2 2 * 2 4 * 2 2 2 4 2 2 * 2 2 2 1 a c n c c c c c c a c c c c a c a c c c c c c c a c c a c c c M F UD D (2.3)
(ii)
c
r
a
(outer portion)] ) ( ) ( ln 4 ln ) ( 2 2 2 [ 32 2 2 * 2 2 2 * 2 2 2 * 2 2 2 2 a c c r c c a r r a r c c r a M F X D D (2.4)
10 ] 2 ) ( ln ) ( 4 ln 8 2 ) ( 2 2 [ 64 4 2 2 * 2 2 2 2 * 2 2 2 2 2 2 2 * 2 2 2 2 2 a c c c a c a c c c a c c a c c c a M F UD R
(2.5) a c n c c c c c c a c c c c c c c c a c c c a M F U U U D D D D ln ) 1 ( ) ( 16 ) 1 ln( ) ( ) ( 4 ) 1 ( ln ) ( 8 2 ) ( 2 2 [ 64 2 * 2 2 * 2 2 * 2 2 2 * 2 2 * 2 2 2 2 * 2 4 * 2 2 2 2 * 2 2 2 2 2 1 (2.6) 其中,FD (c2c*2)q。將方程式(2.2)與(2.6)分別對脫層半徑(a
)微分 可得 ] ) 1 ln( ) ( 16 ) 1 ln( ) ( ) ( 8 ) ( 4 [ 64 2 * 2 2 * 2 2 * 2 3 2 * 2 2 * 2 3 2 2 * 2 2 c c a c c c c a c c c c a c c a M F da dUD D (2.7) ] ) ( 4 ) ( 4 8 8 [ 64 3 2 * 2 2 2 * 2 2 a c c r a c c a r a M F da dXD D (2.8) 2. 二階曲線軸向推力(FK)(i)0rc (inner portion)
[(5 ) (3 ) ] 1 ln ) ( 16 2 2 2 2 2 2 1 a r c a a c c r M F X K K (2.9) M K c c F U K K 128 ) ( 2 *2 12 2 1 (2.10)
11 其中, ) 1 ( ) 3 ( ) 1 ( ln 2 2 1 a c a c K
(ii)cra(outer portion)
[(5 ) (3 ) ] 1 ln ) ( 16 2 2 2 2 2 2 2 a c r a a r c r M F X K K (2.11) ] ln 2 ln ) 2 1 ( 2 ) 2 2 1 )( [( 256 2 2 2 2 2 2 2 2 2 2 2 a c c a c c K K K c a M F U K K (2.12) ] ) 3 ( ) 5 [( ) 1 ( 2 1 1 2 2 2 a c K ] ln 2 ln ) 2 1 ( 2 ) 2 2 1 )( ( 2 [ 256 2 2 2 2 2 2 2 2 2 2 1 2 2 2 1 a c c a c c K K K c a K c M F U U U K K K K (2.13) 其中 2 ) (c2 c*2 q FK 。將方程式(2.11)與(2.12)分別對脫層半徑(
a
)微分 可得 } ) 1 3 ( ) ln 2 2 1 ( 1 3 ] ln ) 2 1 ( 1 1 [ ) 2 1 {( 64 4 2 * 2 4 4 2 1 2 2 * 1 2 2 2 1 2 2 2 2 a c c a c a c K K a c K a c a c K K K K M a F da dUK K (2.14) ] ) 1 ( ) 3 ( 2 ) ( ) 1 ( ) 5 ( 2 [ 16 4 2 2 2 2 2 a r c a c r M a F da dXK K (2.15) 將方程式(2.7)(2.8)(2.14)與(2.15)分別代入線彈性破裂方程式 (2.16)中 da dU da dX F aGIC 2 (2.16) 其中,GIC為模型 I 之臨界應變能釋放率,F 為軸向推力。則零階軸12 向推力(FD)為 4 2 3 32 K K M G FD IC (2.17) 其中 4 2 2 4 3 2 2 2 2 3 )] 1 ln( ) 2 ( ) 2 2 ( ) 1 ( 2 2 ) 3 5 4 2 ( [ )] 1 ln( ) 2 ( ) 1 ( 4 ) 2 3 2 2 [( 1 s s K 4 2 2 1 2 2 2 2 4 ] ) 1 ( 4 ln 4 2 8 1 [ 1 3 )] 2 ( ) 2 1 ( ) 1 ( ) 1 ( ln ) 4 ( [ 4 1 ] 4 ) 1 ( 1 8 8 15 [ s s K K s K s K K K 且 t /c,sc/a。將方程式(2.17)代入方程式(2.1)中,且令 F /k FD, 則半圓球管鑽於鑽削複材層板不產生脫層之臨界軸向推力為 4 2 3 32 ) 1 ( K K M G F IC SB (2.18) 將半圓球管鑽臨界軸向推力與麻花鑽臨界軸向推力 (FA 32GICM )相比較,則可得 4 2 3 1 ) 1 ( K K F F A SB (2.19)
13
圖 2.1 半圓球管鑽於鑽削複材層板脫層模型(a)向下零階軸向推力
14
第三章 實驗設備與鑽削參數定義
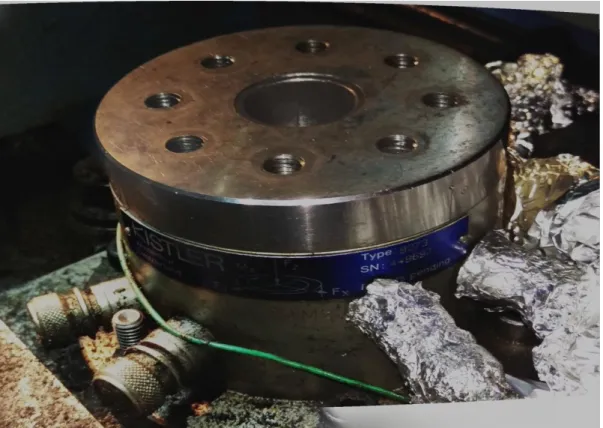
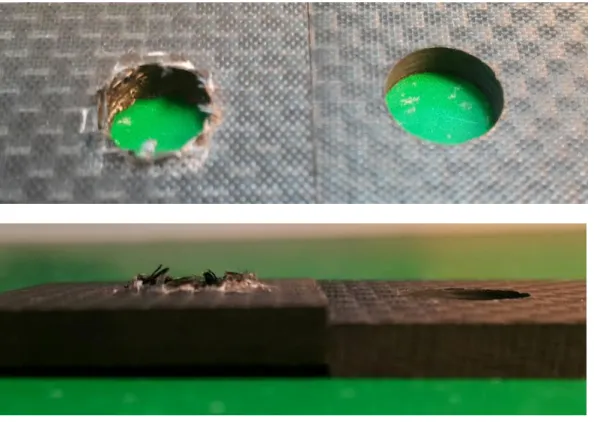
3.1 實驗系統及設備 3.1.1 刀具設計 為瞭解本研究之刀具於碳纖維複合材料之鑽削狀況,本實驗中所 使用之刀具,係以複合特殊管鑽為設計基礎所衍生之複合特殊管球鑽, 其係將複合特殊管鑽之管鑽外緣的形狀由直角切刃改為圓弧曲線切 刃。至於複合特殊管球鑽之內部 8 mm 麻花鑽皆為碳化鎢材料所製成, 且其外部管球鑽直徑皆為 10 mm,而管球鑽厚度則為 2 mm,且複合 特殊管球鑽之管鑽外部皆以#60 電鑄鑽石被覆,如圖 3.1 所示。 3.1.2 CNC 切削中心機 為符合不同的轉速進給等參數鑽削實驗需要,故本研究以 CNC 切削中心機(麗偉 V30)來進行鑽孔實驗。有關本研究使用之 CNC 切 削中心機照片,如圖 3.2 所示。 3.1.3 數據量測系統 從過往之文獻中得知,鑽削碳纖維複合材料時所產生的軸向推力 大小,對複合材料脫層有直接的影響。為量取鑽削碳纖維複合材料時 所產生之軸向推力,本實驗於工件夾具座的正下方處安置四通路之 Kistler-9257 動力計,且該動力計透過 Kstler-5011 電荷放大器將鑽削15 所量測之電荷訊號放大,並轉換成電壓訊號,再透過 NI-6110S 卡與 GPIB 卡,將電壓訊號傳送至個人電腦中,並以 LabVIEW 界面監控 與記錄整個鑽削數據。有關整個碳纖維複合材料鑽削數據之量測系統, 如圖 3.3~圖 3.5 所示。 3.1.4 外部動力系統 因本研究所使用之加工刀具為複合特殊管球鑚,其外部鑽頭與內 部鑽頭可分別獨立旋轉,其中 CNC 切削中心機之主軸提供內部鑽頭 的運轉動力,而外部鑽頭旋轉,則須額外提供一動力源。至於該動力 源驅動係以 400W 的 SmartMotor 伺服馬達,且透過三菱 PLC 與人機 介面對外部鑽頭進行正、逆轉速之可調轉速控制。有關複合特殊管球 鑚整個外部動力系統,如圖 3.6 與圖 3.7 所示。 3.1.5 超音波量測 以往學者於量測複合材料鑽孔脫層時,多採用超音波C-Scan (反 射式)的掃描方式來檢測。然有些實驗試片於鑽削過程中常造成試片 出口的隆起,如圖 3.8 所示,致使其量測之效果不佳,故本實驗採用 超音波穿透式的掃描(Through Scan,T-Scan) 檢測,其原理和 C-Scan 不同處在於 T-Scan 不針對特定深度進行脫層解析,而是將整個縱深 的脫層情形用疊加的方式加以呈現。因本校無此檢測設備,故本實驗
16 鑽削加工後之試片悉數委託宜特科技股份有限公司代為進行檢測,其 機台型號為 SONIX UHR-2001,如圖 3.9 所示。掃描後的影像,如圖 3.10 所示。而掃描後的影像再以影像處理軟體框選像素,對孔洞周圍 黑色面積部分(即為複材層板脫層),進行脫層面積轉換與計算,如圖 3.11 所示。 3.2 鑽削實驗架構 本研究透過 CNC 程式編寫以對碳纖維複合層板進行鑽削。鑽削 時碳纖維複合層板先以快速夾鉗固定夾持於動力計上方之夾具,鑽削 碳纖維複合層板前須先將電腦量測系統開啟,隨後並做電荷放大器之 歸零動作,緊接著再設定外部動力系統所需之轉速及運轉方向,再接 著啟動 CNC 程式對碳纖維複合層板進行鑽削,鑽削同時碳纖維複合 材料下方動力計會將所量測之電壓訊號,透過電荷放大器將鑽削量測 之電荷訊號放大,接著再透過 NI-6110S 卡與 GPIB 卡,將電壓訊號 傳送至個人電腦中,並以 LabVIEW 界面監控將電壓訊號轉換成數位 訊號,並將鑽削數據記錄於個人電腦中。本研究整個鑽削實驗架構, 如圖 3.12 與圖 3.13 所示。 3.3 實驗參數定義 3.3.1 加工方式
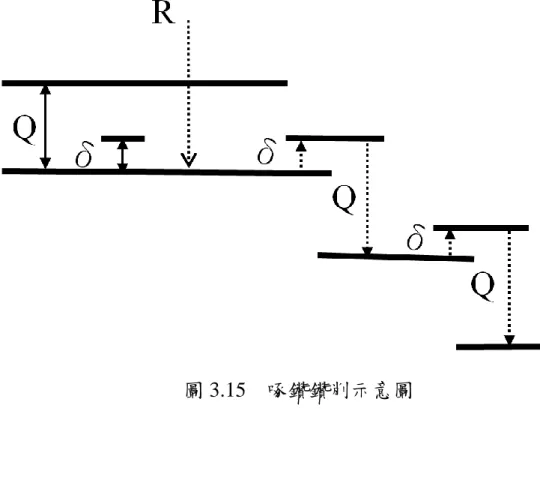
17 加工條件與刀具幾何形狀是影響整個鑽削品質最大的二個因素。 於本實驗中,以三種不同的鑽削方式對碳纖維複合層板進行鑽削,藉 此瞭解鑽削方式對複合層板之影響。通常鑽削刀具路徑為直接由上至 下對碳纖維複合層板進行鑽削,而攻牙鑽削則是以螺旋線的方式對碳 纖維複合層板進行鑽削(圖 3.14),當鑽削刀具以螺旋線方式進行鑽削 時,其刀具路徑上任一點之分析向下的軸向推力螺旋角為α,且該螺 旋角為 30o,F’=Fcos30o =0.866 F,其相較於一般鑽削有較小之軸向推 力。至於啄鑽鑽削刀具路徑較與一般鑽削相似,但其採用多次上下往 複鑽削對材料進行鑽削,且以不連續的切削方式進行鑽削 (圖 3.15), 其鑽頭的刀具路徑係由 R 點為起點,沿著虛線對材料進行鑽削,每 當鑽頭向下一個深度(Q)的距離時,就會退回一個高度 δ 的距離後, 繼續向下鑽削下一個 Q 的距離,依此往復直到鑽至所需之深度為止。 3.3.2 進給率定義 進給率是影響鑽削脫層重要的主因之一,太快的進給率容易引發 脫層,而太小的進給率則會使刀具磨損造成反效果,故本實驗進給率 採用 16、24 及 32 mm/min,並採用不同刀具以及轉速來做實驗規劃。 3.3.3 轉速定義 特殊階梯管球鑽因為有內、外部鑽頭,且其內、外部鑽頭皆可獨
18 立旋轉,故其由 CNC 切削中心機來驅動內部鑽頭,而外部鑽頭則由 伺服馬達驅動。此外,為能達到較佳之鑽削效果,本研究採用-1(逆 時針方向)的固定線速度比做為外部鑽頭傳速之參考,而內部鑽頭則 再以不同轉速作為實驗規劃。 圖 3.1 麻花鑽、複合特殊管鑽與複合特殊管球鑽刀具圖 圖 3.2 台灣麗偉 V30 CNC 切削中心機
19
圖 3.3 Kistler-9257 動力計
20
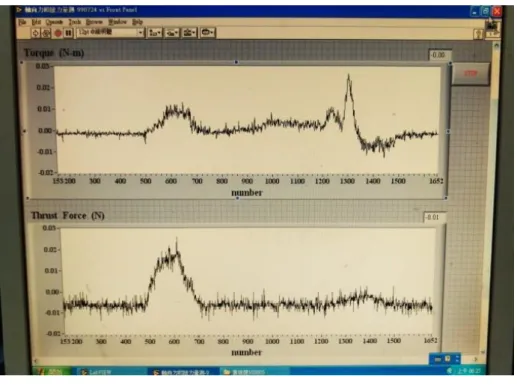
(a)介面
(b)程式
21
(a)伺服馬達人機介面
(b)PLC
22
圖 3.7 外部鑽頭驅動伺服馬達與馬達安置架
23
圖 3.9 SONIX UHR-2001 超音波檢測機台
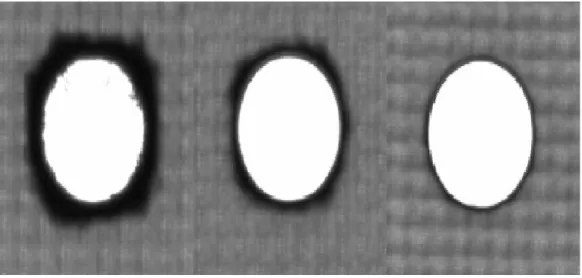
圖 3.10 麻花鑽(左)、複合特殊管鑽(中)與複合特殊管球鑽(右)孔洞超 音波掃描脫層照片
24 圖 3.11 影像處理軟體操作畫面 圖 3.12 鑽削實驗架構示意圖 PLC 人機介面 個人電腦 電荷放大器 動力計 伺服馬達 CNC
25
圖 3.13 鑽削實驗配置圖
26
27
第四章 實驗結果
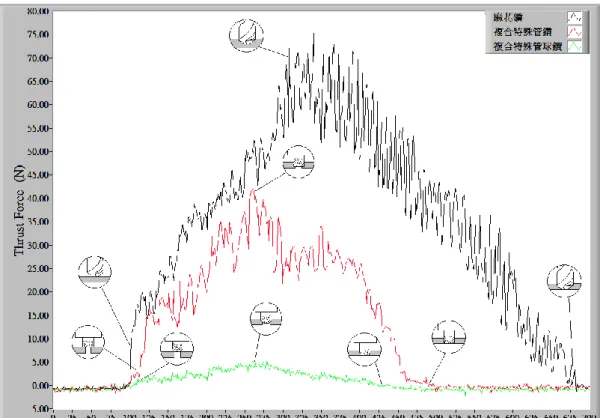
在鑽削複材層板的過程中,傳統麻花鑽中間的鑿刃部分因為不具 有切削作用,故其過大的鑽削軸向推力造成複材層板出口處產生脫層 缺陷;針對不具切削作用之麻花鑽鑿刃部分缺點,爾後有些學者提出 外環分布軸向推力的複合特殊管鑽,以大幅降低麻花鑽鑽削的軸向推 力與出口脫層面積缺陷[27]。雖然新的複合特殊管鑽能解決麻花鑽鑿 刃部分鑽削的缺點,但複合特殊管鑽之直角切緣,仍不免造成於複材 層板出口處有脫層缺陷產生。有鑑於此,吾人將複合特殊管鑽之管鑽 外緣直角切刃處改為圓弧曲線狀,以求大幅降低其鑽削複材層板過程 中的軸向推力與避免脫層缺陷產生,而此特殊鑽頭,吾人謂之複合特 殊管球鑽。有關本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管 球鑽照片,如圖 4.1 所示。此外,有一些文獻探討鑽削脫層與軸向推 力之關係,而其論述皆為當鑽削之軸向推力超過該複合材料的臨界軸 向推力時,其脫層現象即會產生[19、20]。故本研究將就所使用之麻 花鑽、複合特殊管鑽與複合特殊管球鑽的鑽削結果,依軸向推力與脫 層以進行分析探討。28 4.1 鑽削軸向推力 4.1.1 鑽削過程軸向推力之比較 透過軸向推力擷取系統,三種不同幾何形狀刀具於鑽削複材層板 所產生的整個軸向推力過程,可以很清楚的記錄下來。故本研究所使 用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於轉速 800 rpm 與 16 mm/min 之鑽削軸向推力曲線圖,以較低之轉速與進給率以清楚鑽削 過程軸向推力之變化,如圖 4.2 所示。從圖 4.2 中結果得知,麻花鑽 因為靜點沒有切削作用,故其剛接觸複材層板時會立即產生很高的鑽 削軸向推力;而隨著麻花鑽前緣鑽刃漸漸切入複材層板中,其軸向推 力也隨之逐漸增加,直至麻花鑽前緣鑿刃欲穿出複材層板時,而其鑽 削軸向推力此時達到最大值。但當麻花鑽前緣鑿刃穿出複材層板時, 其鑽削軸向推力隨之迅速降低至 0。而複合特殊管鑽外緣為直角切刃, 故其鑽削複材層板時係以環狀面積接觸,且其軸向推力會隨著複合特 殊管鑽完全切入複材層板最底層時,其軸向推力升至最大值。當複合 特殊管鑽直角切刃外緣穿出複材底部時,其軸向推力也隨之下降較快。 此外,因複合特殊管球鑽外緣切刃為圓弧曲線狀,故其與複合層板接 觸的面積較少,因而其初始接觸之軸向推力上升較緩,隨著複合特殊 管球鑽完全切入複合層板中,其於複合層板最底層時之軸向推力升至 最大值。當複合特殊管球鑽穿出複材層板最底層時,其軸向推力亦下
29 降至最低。探究其因,係複合特殊管球鑽之外緣具有與鑽削材料面接 觸較小之優點,故於鑽削複材層板時其軸向推力最小,而麻花鑽因有 不具切削作用之中間鑿刃,故其鑽削軸向推力於三種不同型式鑽頭中, 麻花鑽有最大的鑽削軸向推力,複合特殊管球鑽有最小的鑽削軸向推 力,而複合特殊管鑽之軸向推力則介於麻花鑽與複合特殊管球鑽之間。 有關本研究使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於鑽削複 材層板後之超音波掃描脫層照片,如圖 4.3 所示。從圖 4.3 結果得知, 複合特殊管球鑽在鑽削複材層板時,有很好的鑽削效果與品質。 4.1.2 進給率的影響 進給率是影響複材層板脫層的重要主因之一。於鑽削過程中,過 大的進給率會使鑽削複材層板時之軸向推力增加,而鑽削軸向推力增 加,亦會使複材層板出口處之脫層隨之增加。有關本研究所使用之麻 花鑽、複合特殊管鑽與複合特殊管球鑽於 800、1000 與 1200 rpm 轉 速下,不同進給率之鑽削軸向推力大小,如圖 4.4~圖 4.6 所示。從其 圖中明顯看出,三種不同型式鑽頭於鑽削複材層板時之軸向推力變化, 均會隨著進給率的增加,而其軸向推力也增加。其中,麻花鑽鑽削的 軸向推力最大,複合特殊管鑽次之,而複合特殊管球鑽的效果最好。
30 4.1.3 轉速的影響 轉速的增加容易使刀具在鑽削過程中,其與材料之間的摩擦次數 增加,因而使整個刀具與材料的溫度上升,因此造成複材層板中的基 材(環氧樹酯)溫度提高進而軟化,而使得其鑽削時之軸向推力降低。 然隨著刀具轉速的增加,使得刀具的溫度亦隨之增加,因而讓麻花鑽 的刃口造成磨損加劇,致使麻花鑽的軸向推力反而有增加的趨勢,如 圖 4.7。至於複合特殊管鑽與複合特殊管球鑽之鑽削前緣,係以電鑄 鑽石方式處理,故比麻花鑽可承受較高之鑽削溫度,較不致有刀具磨 損之困擾。有關本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管 球鑽於 16、24 與 32 mm/min 進給率下,不同轉速之鑽削軸向推力大 小,如圖 4.8~圖 4.10 所示。從圖 4.8~圖 4.10 的結果得知,隨著轉速 的提高,麻花鑽、複合特殊管鑽與複合特殊管球鑽的軸向推力確實有 下降。唯有 16 mm/min 之麻花鑽(一般)隨著轉速的增加,而其軸向推 力有增加的趨勢,其因可能是複材層板中的基材溫度尚未達到其軟化 溫度,而使得其鑽削時之軸向推力有逐漸增加趨勢。 4.1.4 鑽削形式的影響 圖 4.4~圖 4.6 與圖 4.8~圖 4.10 顯示本研究所採用之一般、攻牙與 啄鑽等三種不同的鑽削形式,而此三種不同的鑽削形式常見於坊間或
31 研究鑽削加工之用。從圖 4.4~圖 4.6 與圖 4.8~圖 4.10 的結果得知,於 麻花鑽的三種不同鑽削形式中,攻牙鑽削形式其軸向推力最低,一般 鑽削次之,而啄鑽鑽削效果則較為不理想,但高轉速低進給時之啄鑽 鑽削,可較一般鑽削形式效果佳。至於複合特殊管鑽的三種不同鑽削 形式中,複合特殊管鑽較適合高轉速的一般鑽削與攻牙鑽削,而啄鑽 鑽削則較不適合,此與複合特殊管鑽之幾何形狀有關。另外,複合特 殊管球鑽的三種不同鑽削形式中,其三種鑽削方式的結果與複合特殊 管鑽相似,然高轉速且低進給率的鑽削方式較適合複合特殊管球鑽。 然就複合特殊管鑽與複合特殊管球鑽整體加工形式考量,攻牙鑽削效 果仍略好於一般鑽削。 4.2 鑽削脫層 4.2.1 進給率的影響 有關本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽 於 800、1000 與 1200 rpm 轉速下,於不同的進給率之脫層,如圖 4. 11~ 圖 4.13 所示。從其圖中結果得知,麻花鑽鑽削的脫層最大,複合特 殊管鑽次之,而複合特殊管球鑽的效果最好。同時,三種不同型式之 鑽頭鑽削所引起之鑽削脫層,於低進給率時,麻花鑽有隨著進給率的 增加而增加的趨勢,然複合特殊管鑽與複合特殊管球鑽則有隨著進給
32 率的增加而有些許減少之趨勢,此與刀具之幾何形狀有關。此外,從 圖 4.3 結果得知,當轉速於 1200rpm 時,且於 32mm/min 進給率時, 麻花鑽鑽削所引起之鑽削脫層有降低的趨勢,然複合特殊管鑽之鑽削 脫層反而有增加的趨勢。至於複合特殊管球鑽的鑽削脫層影響,則變 化差異不大。 4.2.2 轉速的影響 有關本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 16、24 與 32 mm/min 進給率下,於不同的轉速之脫層,如圖 4.14 ~ 圖 4.16 所示。而從圖中結果看出,在不同鑽削形式與參數條件下, 麻花鑽鑽削的脫層最大,複合特殊管鑽次之,而複合特殊管球鑽的效 果最好。此外,麻花鑽脫層於 16 mm/min 進給率下,有隨著轉速的增 加而增加的趨勢。然隨著進給率的增加,麻花鑽脫層隨著轉速的增加, 而有近乎維持不變的趨勢。至於複合特殊管鑽與複合特殊管球鑽之鑽 削脫層,於低進給率時,則有隨著轉速增加至 1000 rpm 時達到最大, 而轉速增加至 1200 rpm 時,則其鑽削脫層則有減少之趨勢。至於複 合特殊管鑽與複合特殊管球鑽之鑽削脫層,於高進給率時,則有隨著 進給率的增加而有減少之趨勢。
33 4.2.3 鑽削形式的影響 圖 4.11~圖 4.16 顯示本研究所採用之一般、攻牙與啄鑽等三種不 同的鑽削形式之脫層結果。從圖 4.11~圖 4.16 的結果得知,於麻花鑽 的三種不同鑽削形式中,攻牙鑽削形式其脫層最小,一般鑽削次之, 而啄鑽鑽削脫層最大。至於複合特殊管鑽的三種不同鑽削形式中,複 合特殊管鑽較適合高轉速低進給率的一般鑽削與較高進給率的啄鑽 鑽削,而攻牙鑽削則較不適合,此與複合特殊管鑽之幾何形狀有關。 另外,複合特殊管球鑽的三種不同鑽削形式中,以高轉速且低進給率 的攻牙鑽削方式亦或低轉速且高進給率的啄鑽鑽削較適合複合特殊 管球鑽。然就以脫層方面考量,複合特殊管球鑽還是較為適合不同鑽 削形式鑽孔。 圖 4.1 麻花鑽(左)、複合特殊管鑽(中) 、複合特殊管球鑽(右)照片
34
圖 4.2 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 800 rpm 與 16 mm/min 之一般鑽削軸向推力曲線圖
圖 4.3 本研究使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於鑽 削複材層板後之超音波掃描脫層照片
35 圖 4.4 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 800 rpm 之鑽削軸向推力曲線圖 圖 4.5 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 1000 rpm 之鑽削軸向推力曲線圖 14 16 18 20 22 24 26 28 30 32 34 100 101 102 103
Feed Rate ( mm/min )
T h ru st Fo rce(N ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽) 14 16 18 20 22 24 26 28 30 32 34 100 101 102 103
Feed Rate ( mm/min )
T h ru st Fo rce(N ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
36 圖 4.6 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽 於轉速 1200 rpm 之鑽削軸向推力曲線圖 圖 4.7 麻花鑽鑽削後磨損、複合特殊管鑽與複合特殊管球鑽於鑽削 後環氧樹脂黏著於電鑄鑽石照片 14 16 18 20 22 24 26 28 30 32 34 100 101 102 103
Feed Rate ( mm/min )
T h ru st Fo rce(N ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
37 圖 4.8 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 16 mm/min 之鑽削軸向推力曲線圖 圖 4.9 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 24 mm/min 之鑽削軸向推力曲線圖 700 800 900 1000 1100 1200 1300 100 101 102 103 Rotating Speed( rpm )} T h ru st Fo rce(N ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽) 700 800 900 1000 1100 1200 1300 100 101 102 103 Rotating Speed( rpm )} T h ru st Fo rce(N ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
38 圖 4.10 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 32 mm/min 之鑽削軸向推力曲線圖 圖 4.11 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 800 rpm 之複材層板脫層曲線圖 700 800 900 1000 1100 1200 1300 100 101 102 103 Rotating Speed( rpm )} T h ru st Fo rce(N ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽) 14 16 18 20 22 24 26 28 30 32 34 100 101 102 103
Feed Rate ( mm/min )
D el ami n at io n A rea(mm 2 ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
39 圖 4.12 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉 1000rpm 之複材層板脫層曲線圖 圖 4.13 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 轉速 1200 rpm 之複材層板脫層曲線圖 14 16 18 20 22 24 26 28 30 32 34 100 101 102 103
Feed Rate ( mm/min )
D el ami n at io n A rea(mm 2 ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽) 14 16 18 20 22 24 26 28 30 32 34 100 101 102 103
Feed Rate ( mm/min )
D el ami n at io n A rea(mm 2 ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
40 圖 4.14 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 16 mm/min 之複材層板脫層曲線圖 圖 4.15 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 24 mm/min 之複材層板脫層曲線圖 700 800 900 1000 1100 1200 1300 100 101 102 103 Rotating Speed( rpm ) D el ami n at io n A rea(mm 2 ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽) 700 800 900 1000 1100 1200 1300 100 101 102 103 Rotating Speed( rpm ) D el ami n at io n A rea(mm 2 ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
41 圖 4.16 本研究所使用之麻花鑽、複合特殊管鑽與複合特殊管球鑽於 進給率 32mm/min 之複材層板脫層曲線圖 700 800 900 1000 1100 1200 1300 100 101 102 103 Rotating Speed( rpm ) D el ami n at io n A rea(mm 2 ) 麻花鑽 (一般) 複合特殊管鑽 (一般) 複合特殊管球鑽 (一般) 麻花鑽 (攻牙) 複合特殊管鑽 (攻牙) 複合特殊管球鑽 (攻牙) 麻花鑽 (啄鑽) 複合特殊管鑽 (啄鑽) 複合特殊管球鑽 (啄鑽)
42
第五章 結論
複合材料鑽削是一個複雜且效率低的加工製程。同時於鑽削出口 處容易產生脫層,此與刀具幾何形狀與鑽削參數有關。本研究選以複 合特殊管球鑽為測試刀具,以及鑽削參數(進給率、轉速與鑽削形式) 探討其鑽孔加工品質,並與麻花鑽及複合特殊管鑽做一比較。有關本 研究所得之結果,敘述如下: 一. 麻花鑽、複合特殊管鑽與複合特殊管球鑽鑽削過程所產生的 軸向推力大小,與脫層面積並無絕對的關係,其原因可為刀 具之幾何形狀與鑽削形式不同的影響,相對於麻花鑽或複合 特殊管鑽,複合特殊管球鑽因刀具幾何形狀以至於大幅降低 軸向推力。 二. 複合特殊管球鑽相較於麻花鑽或複合特殊管鑽在於複材層板 鑽削上,軸向推力或脫層面積皆能獲得較低的軸向推力與良 好的孔洞品質。 三. 複合特殊管球鑽相較在不同鑽削方式、轉速與進給率的數值 差異皆不大意可說明複合特殊管球鑽對於不同鑽削方式、轉 速與進給率皆能獲得較低的軸向推力與良好的孔洞品質。 四. 在本研究中麻花鑽、複合特殊管鑽與複合特殊管球鑽於軸向43 推力與脫層面積效果較為良好之加工條件如下: 1. 軸向推力 (1)麻花鑽:轉速 1200 rpm、進給率 16 mm/min、攻牙鑽削 (2)複合特殊管鑽:轉速 1200 rpm、進給率 16 mm/min、一般鑽削 (3)複合特殊管球鑽:轉速 1200 rpm、進給率 16 mm/min、攻牙鑽 削 2. 脫層面積 (1)麻花鑽:轉速 800 rpm、進給率 32 mm/min、一般鑽削或攻牙 鑽削 (2)複合特殊管鑽:轉速 1200 rpm、進給率 16 mm/min、一般鑽削 (3)複合特殊管球鑽:(a)轉速 1200 rpm、進給率 32 mm/min、一般 鑽削;(b)轉速 1200 rpm、進給率 16 mm/min、攻牙鑽削;(c) 轉 速 1200 rpm、進給率 32 mm/min、啄鑽鑽削
44 參考文獻 [1]林金福、林尚明、段維新、葉逸彥、嚴建國,複合材料,新文京 開發出版有限公司,中和市,2002 年,頁 7、頁 9. [2]http://thumbs.dreamstime.com/z/old-mud-bricks-wall-closeup-436852 34.jpg (2016.10) [3]http://www.nationalgeographic.com.cn/news/1629.html (2016.10) [4]http://www.carstuff.com.tw/car-news/item/13485-bmw-i3-bmw-i3.htm l(2016.10) [5]http://feature.u-car.com.tw/22403.html (2016.10) [6]http://pansci.asia/archives/69859(2016.10) [7]http://www.afwing.com/d/file/encyclopaedia/civil/24c5e3a55b9f634a1 a132f5caf646015.gif (2016.10) [8]http://15858-presscdn-0-65.pagely.netdna-cdn.com/wp-content/upload s/sites/default/files/images/http-www.ahrtp.com-EG-Images5-EADS-Airbus-A350-XWB-composites-opt600x455-EADS.jpg (2016.10) [9]https://www.materialsnet.com.tw/DocPrint.aspx?id=9627(2016.10) [10]Wong, T. L., Wu, S. M. and Croy, G. M., An Analysis of
Delamination in Drilling Composite Materials, Proceeding of 14th National SAMPE Technical Conference, Atlanta GA, USA, Oct., pp. 471-483,1982
[11]Kobayashi, A., Machining of plastics, McGraw-Hill, New York, 1967
[12]Marx, W. and Trink, S., Manufacturing Methods for Cutting, Machining and Drilling Composite Materials, Technical Report No.
45
AD-B034202, 1978
[13]McGinty, M. J. and Preuss, C. W., Machining Ceramic Fiber MetalMatrix Composites, High Productivity Machining, Sarin, V. K., ed., American Society Metals, pp.231-243, 1985
[14]Hocheng, H. and Puw, H. Y., Machinability of Fiber-Reinforced Thermoset and Thermoplastics in Drilling, ASME Winter Annual Meeting, Atlanta, USA, 1991
[15]Khashaba, U.A., EI-Sobaty, I.A, and Machaly, T., Factors Affecting the Machinability of GFR/Epoxy Composites, Composite Structures, Vol. 63, Nos. 3-4, pp. 329-338, 2004
[16]Sharma, S. C., Krishna, M. and Narasimha Murthy, H. N., Delamination During Drilling in Polyurethane Foam Composite Sandwich Structures, Journal of Materials Engineering and Performance, Vol. 15, No. 3, pp. 306-310, 2006
[17]Tsao, C. C. and Hocheng, H., Effects of Exit Back-up on Delamination in Drilling Composite Materials Using Saw Drill and Core Drill, International Journal of Machine Tools & Manufacture, Vol. 45, No. 11, pp. 1261-1270, 2005
[18]Khashaba, U.A., EI-Sobaty, I.A., Selmy A.I., Megahed, A.A., Machinability analysis in drilling woven GFR/epoxy composites: part I – effect of machining parameters. Composites: Part A 2010;41:391–400.
[19]König, W. and Grab, P., Quality Definition and Assessment in Drilling of Fiber Reinforced Thermosets , Annals of the CIRP, Vol. 38, No.1, pp.119-124, 1989
46
[20]König, W., Wul, C., Grass P. and Willerscheid H., Machining of Fiber Reinforced Plastics, Annals of the CIRP, Vol. 34, No. 2, pp. 537-548, 1985.
[21]Langella, A., Nele, L. and Maio, A. A ., Torque and Thrust Prediction Model for Drilling of Composite Materials, Composites: Part A, Vol. 36, No. 1, pp. 83-93, 2005
[22]Khashaba, U.A., EI-Sobaty, I.A., and Machaly, T., Factors Affecting the Machinability of GFR/Epoxy Composites, Composite Structures, Vol. 63, Nos. 3-4, pp. 329-338, 2004.
[23]Hocheng, H. and Tsao, C. C., The Path Towards Delamination-Free Drilling of Composite Materials, Journal of Materials Processing Technology, Vol. 167, Nos. 2-3, pp. 251-264, 2005.
[24]Hocheng, H. and Tsao, C. C., Effects of Special Drill Bits on
Drilling-Induced Delamination of Composite Materials,
International Journal of Machine Tools & Manufacture, Vol. 46, Nos. 12-13, pp. 1403-1416, 2006.
[25] Fernandes, M. and.Cook, C., Drilling of Carbon Composites Using a One Shot Drill Bit. Part I: Five Stage Representation of Drilling and Factors Affecting Maximum Force and Torque, International Journal of Machine Tools & Manufacture, Vol. 46, No. 1, pp. 70-75, 2006. [26] Fernandes, M. and.Cook, C., Drilling of Carbon Composites Using a
One Shot Drill Bit. Part II: Empirical Modeling of Maximum Thrust Force, International Journal of Machine Tools & Manufacture, Vol. 46, No. 1, pp. 76-79, 2006.
47
Composite Laminates, ASME Journal of Engineering for Industry, Vol. 116, pp. 475-481, 1994
[28]Koplev, A. , Lystrup, A. , Lystrup and Vorm, T. , The Cutting Process, Chips and Cutting Forces in Machining CFRP, Composites, Vol. 14, No.4, pp. 371-376, 1983.
[29]Tsao, C. C. and Hocheng, H., Taguchi Analysis of Delamination Associated with Various Drill Bits in Drilling of Composite Material, International Journal of Machine Tools & Manufacture, Vol. 44, No. 10, pp. 1085-1090, 2004.
[30]Tsao, C. C. and Hocheng, H., Effects of Exit Back-up on Delamination in Drilling Composite Materials Using Saw Drill and Core Drill, International Journal of Machine Tools & Manufacture, Vol. 45, No. 11, pp. 1261-1270, 2005.
[31]Tsao, C. C. and Hocheng, H., Effect of Tool Wear on Delamination in Drilling Composite Materials, International Journal of Mechanical Sciences, Vol. 49, No. 8, pp. 983-988, 2007.
[32]Tsao, C. C., “Experimental Study of Drilling Composite Materials with Step-Core Drill”, Materials & Design, Vol. 29, No. 9, pp. 1740-1744, 2008.
[33]Tsao, C. C. and Chiu,Y. C., Evaluation of Drilling Parameters on Thrust Force in Drilling Carbon Fiber Reinforced Plastic (CFRP) Composite Laminates Using Compound Core-Special Drills, International Journal of Machine Tools & Manufacture, Vol. 51, No. 9, pp. 740-744, 2011.
48
in Drilling Composite Materials by Active Backup Force, CIRP Annals - Manufacturing Technology, Vol. 61, No. 1, pp. 91-94, 2012. [35] Won, M. S. and Dharan, C. K. H., Chisel Edge and Pilot Hole Effects
in Drilling Composite Laminates, ASME Journal of Manufacture Science Engineering, Vol. 124, pp. 242-247, 2002.
[36]Piquet, R., Ferret, B., Lachaud, F. and Swider, P., Experimental Analysis of Drilling Damage in Thin Carbon/Epoxy Plate Using Special Drills, Composites: Part A, Vol. 31, No. 10, pp. 1107-1115, 2000
[37] Khashaba, U. A., Seif, M. A. and Elhamid, M.A., Drilling Analysis of Chopped Composites, Composites Part A: Applied Science and Manufacturing, Vol. 38, No. 1, pp. 61-70, 2007
[38]König, W. and Grab, P., Quality Definition and Assessment in Drilling of Fiber Reinforced Thermosets , Annals of the CIRP, Vol. 38, No.1, pp.119-124, 1989
[39]Tsao, C. C., The Effect of Pilot Hole on Delamination when Core Drill Drilling Composite Materials, International Journal of Machine Tools & Manufacture, Vol. 46, Nos. 12-13, pp. 1653-1661, 2006 [40]Hocheng, H. and Tsao, C. C., Delamination Models in Drilling of
Composite Materials Using Saw Drill and Candle-Stick Drill, 2001 ASME International Mechanical Engineering Congress & Exposition, New York, USA, Vol. 12, pp. 73-77, 2001
[41] Tsao, C. C. and Wu,W. W. , A Causal Analysis for Compound Special-Core Drilling Composite Materials Using the Fuzzy DEMATEL Method, International Journal of Computer Integrated
49
Manufacturing (in Press).
[42]Hocheng, H. and Tsao, C. C., Analysis of Delamination in Drilling Composite Materials Using Step Drill, Proceedings of the 18th National Conference on Mechanical Engineering (Manufacture) , pp. 895-900, 2001
[43]Hocheng, H. and Tsao, C. C., Comprehensive Analysis of Delamination in Drilling of Composite Materials with Various Drill Bits, Journal of Materials Processing Technology, Vol. 140, Nos. 1-3, pp. 335-339, 2003
[44]Tsao, C. C. and Hocheng, H., Analysis of Delamination in Drilling of Composite Materials by Core-Saw Drill, International Journal of Materials and Product Technology, Vol. 32, Nos. 2-3, pp. 188-201, 2008
[45] 曹中丞、黃竣捷,半球管鑽對複合材料鑽削臨界軸向推力之理 論分析,中國機械工程學會第三十一屆全國學術研討會論文集 2014
[46]Hocheng, H. and Dharan, C. K. H., Delamination During Drilling in Composite Laminates, ASME Journal of Engineering for Industry, Vol. 112, pp. 236-239, 1990.
![圖 1.3 BMW i3 電動車碳纖維車體結構 [4]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7270828.69512/14.892.135.756.162.1092/圖13BMWi3電動車碳纖維車體結構4.webp)
![圖 1.4 波音 787 客機與使用複合材料之比例 [7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7270828.69512/15.892.139.758.165.427/圖14波音787客機與使用複合材料之比例7.webp)