橢圓光纖微透鏡之研究
133
0
0
全文
(2)
(3)
(4) 中文摘要 本文提出兩種適用於 980nm高功率雷射與單模光纖耦光之新結 構橢圓光纖微透鏡。其中四角錐形光纖微透鏡(Quadrangular-PyramidShaped Fiber Microlens;QPSFM)的製作係將光纖研磨形成四角錐 形,然後經過光纖熔接機熔燒而形成橢圓微透鏡端面。與傳統的楔形 光纖微透鏡相比,QPSFM製程能控制光纖微透鏡在兩個軸向的曲率 半徑(Radius of Curvature),進而控制光纖遠場長寬比(Aspect Ratio), 使其與雷射橢圓的遠場匹配。經實驗證實QPSFM有高達83%的最大耦 光效率。另一結構為錐式楔形光纖微透鏡(Conical-Wedge-Shaped Fiber Microlens;CWSFM),其製作係先將光纖研磨成圓錐形,然後再對圓 錐形光纖作楔形研磨而形成錐式楔形,最後經過熔燒而形成優良的橢 圓微透鏡端面。實驗證實CWSFM有高達84%的最大耦光效率。 QPSFM製 作 需 要 五 次 研 磨 , 研 磨 偏 軸 量 (Offset) 的 範 圍 在 0.5~3.0µm之間,平均研磨偏軸量為1.5µm。由於研磨偏軸量較大,因 此QPSFM的製程良率偏低。CWSFM製作只需要三次研磨,且研磨量 較 少 ,研磨偏軸量的範圍在0.3~1.5µm之 間 ,平均研磨偏軸量為 0.8µm。由於CWSFM的研磨偏軸量比QPSFM小,故CWSFM的製程良 率較高。在耦光效率大於70%的條件下,CWSFM的製程良率達六成, 而在耦光效率大於60%的條件下,CWSFM的製程良率更高達九成六。 我們在此建構了一個以繞射理論為主的雷射與光纖耦光數學模 型,根據這個模型,可以計算出耦光效率、光纖對準容忍度和光纖微 透鏡偏軸量容忍度,理論計算結果與實驗結果相當一致。本文提出的 兩種新結構光纖微透鏡皆被證實有極高的耦光效率,其中CWSFM更 同時具有製程簡單與良率高的優點,有適用於商用高功率幫浦雷射模 組的潛力。 I.
(5) Abstract Two new schemes of fiber microlenses for coupling between the high-power 980nm laser diodes and single-mode fibers (SMFs) are proposed. The quadrangular-pyramid-shaped fiber microlens (QPSFM) is fabricated by grinding a quadrangular-pyramid-shaped endface and then through heating in a fusing splicer to form an elliptical microlens endface. In comparison to the traditional wedge-shaped fiber microlens, the QPSFM structure can control two axial curvatures to form an elliptical microlens endface, and then control the aspect ratio of fiber far-field pattern to match the elliptical mode fields of lasers. The coupling efficiency of 83% for the QPSFM has been demonstrated. Another scheme of fiber microlens is the conical-wedge-shaped fiber microlens (CWSFM). The CWSFM is fabricated by grinding a conical-shaped fiber endface, then grinding a pair of wedge planes on the conical-shaped fiber endface, and finally through heating in a fusing splicer to form a good elliptical microlens endface. The coupling efficiency of 84% for CWSFM has been demonstrated. The fabrication of QPSFM requires five-step grinding processes. The range of grinding offset is 0.5~3.0µm, and the average of grinding offset is 1.5µm. The fabrication yield of QPSFM is low due to the large grinding offset. The fabrication of CWSFM requires only three-step grinding processes. The range of grinding offset is 0.3~1.5µm, the average of grinding offset is 0.8µm. The fabrication yield of CWSFM is high due to the small grinding offset. The fabrication yield is about 60% for 70% coupling efficiency; whereas the fabrication yield becomes 96% for 60% coupling efficiency. The laser-to-SMFs coupling of the fiber microlens was modeled based on the diffraction theory. The coupling efficiency, the tolerance of alignment, and the tolerance of fiber microlens offset were calculated according to this model. There is a good agreement between the simulation and the experiment values. In this study, two new scheme of fiber microlenses of the QPSFM and CWSFM with high coupling efficiency have been demonstrated. The CWSFM structure has the benefits of simple process and high yield that is suitable for use in commercial high power laser module.. II.
(6) 誌謝. 感謝上帝讓鄭木海博士,在研究生活中提供適切的指導,使我無 論在研究或是待人處世上均獲益良多。 感謝上帝差派了國內外最頂尖的口試委員;葉伯琦教授、張宏鈞 教授、李三良教授、潘犀靈教授、賴? 杰教授、蘇炎坤教授、李清庭 教授以及賴聰賢教授,對本論文初稿提供了最精闢且寶貴的意見,使 本論文的架構與內容更臻完善。 感謝上帝讓客座專家黃三元博士在研究過程中給予適時的指導 與鼓勵,沈茂田教授、謝昭行教授、楊惠民教授、許益誠教授,在研 究過程中提供建議與討論。感謝上帝讓光電構裝實驗室成員;兆偉、 文祺、旻進、翊中、家銘、金城以及俊哲,成為我在研究上的幫助。 感謝上帝讓高功率雷射耦光群的研究同伴;昱寬、雪惠、國林、啟中、 立軒、榮德、新平以及勁涵,成為我在研究上強壯的手臂。感謝上帝 讓工研院林國瑞博士,提供了珍貴的雷射晶片與測量上的協助。 感謝上帝預備了基督教高雄大使命教會,成為我這五年來屬靈溫 暖的家,也預備了大有信心的黃崇泰牧師與蔡慧玫師母,帶領我在信 仰上成長。感謝上帝讓信安純福音教會林雪瑩牧師與蔡主安牧師的關 心與代禱,成為我最大的鼓勵。 感謝上帝賜給我一群在背後默默支持我的家人;阿嬤、老爸、阿 姨、哥哥阿焜和阿弟、美麗的愛妻玟玟、弟弟阿椿和弟妹美玲、外甥 女恩婕和恩婷、還有現在住在天堂的媽媽,讓我的學習無後顧之憂。 感謝上帝揀選我成為祂的兒女,能夠享受祂為我們所預備的一切 豐盛與美好。信耶穌真好! III.
(7) 內容目錄 頁次 中文摘要. Ⅰ. 英文摘要. Ⅱ. 誌謝. Ⅲ. 內容目錄. IV. 表目錄. VIII. 圖目錄. IX. 第一章 緒論 1-1 前言. 1. 1-2 研究動機. 2. 1-3 文獻回顧. 3. 1-4 章節簡介. 8. 第二章 理論分析 2-1 光纖微透鏡設計概念. 18. 2-2 雷射波前變化的計算. 19. 2-3 理論模型. 20. 2-3-1 耦光理論模型. 20 IV.
(8) 2-3-2 光纖對準容忍度的計算. 26. 2-3-3 偏軸量對耦光損失的計算. 27. 2-4 光纖微透鏡發散角的計算. 29. 第三章 實驗測量技術 3-1 980nm 雷射特性介紹. 43. 3-2 雷射特性測量. 44. 3-2-1 雷射之功率-電流曲線測量. 44. 3-2-2 雷射發散角與長寬比的測量. 45. 3-2-3 雷射頻譜的測量. 46. 3-3 透鏡結構參數測量. 46. 3-4 耦光效率測量. 47. 3-5 耦光效率校正. 47. 3-6 光纖遠場圖樣測量. 47. 第四章 四角錐形光纖微透鏡 4-1 前言. 56. 4-2 製程. 57. 4-2-1 四角錐形光纖研磨. 57. 4-2-2 研磨去尖點. 60 V.
(9) 4-2-3 光纖熔燒. 60. 4-3 實驗結果. 62. 4-3-1 耦光效率. 62. 4-3-2 對準容忍度分析. 63. 4-3-3 光纖遠場圖樣. 64. 第五章 錐式楔形光纖微透鏡 5-1 前言. 73. 5-2 製程. 73. 5-2-1 錐式楔形光纖研磨. 73. 5-2-2 蝕刻去尖點. 75. 5-2-3 光纖熔燒. 76. 5-3 實驗結果. 77. 5-3-1 耦光效率. 77. 5-3-2 對準容忍度分析. 78. 5-3-3 光纖遠場圖樣. 79. 5-3-4 良率分析. 79. 第六章 結論與討論 6-1 結論. 89 VI.
(10) 6-2 未來工作. 93. 參考資料. 96. 附錄 A 雷射與光纖元件資料. 100. 附錄 B 耦光模擬程式. 112. 作者著作. 117. 作者簡介. 118. VII.
(11) 表目錄 頁次 表 1.1 各種適用於通訊波段雷射的光纖微透鏡特性比較. 4. 表 1.2 各種適用於 980nm 雷射的光纖微透鏡特性比較. 6. 表 2.1 不同形式光纖微透鏡的耦光模擬結果. 25. 表 2.2 不同雷射長寬比下的最佳橢圓形光纖微透鏡參數. 25. 表 2.3 橢圓形光纖微透鏡的 3dB 容忍度模擬值. 27. 表 4.1 非對稱結構與其橫截面形狀. 57. 表 4.2 四角錐形光纖微透鏡的最佳參數. 62. 表 4.3 四角錐形光纖微透鏡的 3dB 容忍度模擬值. 63. 表 5.1 錐式楔形光纖微透鏡的最佳參數. 78. 表 5.2 錐式楔形光纖微透鏡的 3dB 容忍度模擬值. 78. 表 5.3 錐式楔形光纖微透鏡 25 個樣本的耦光效率. 80. 表 6.1 QPSFM 與 CWSFM 的比較. 90. VIII.
(12) 圖目錄 頁次 圖 1.1 ? 鉺光纖放大器的架構與能階圖. 9. 圖 1.2 雷射與光纖模態的不匹配. 10. 圖 1.3 熔融拉伸光纖微透鏡. 11. 圖 1.4 燈泡狀接合式光纖微透鏡製程示意圖. 11. 圖 1.5 燈泡狀接合式光纖微透鏡. 12. 圖 1.6 典型單模光纖折射率分佈圖. 12. 圖 1.7 微錐狀光纖微透鏡. 13. 圖 1.8 UV 膠點膠光纖微透鏡製程示意圖. 13. 圖 1.9 UV 膠點膠光纖微透鏡. 14. 圖 1.10 圓錐形光纖蝕刻裝置示意圖. 14. 圖 1.11 雙曲線形光纖微透鏡. 15. 圖 1.12 外徑漸擴的楔形光纖微透鏡. 15. 圖 1.13 楔形接合光纖微透鏡. 16. 圖 1.14 非對稱雙曲線形光纖微透鏡. 16. 圖 1.15 雙楔形光纖微透鏡. 17. 圖 2.1 典型 980nm 雷射模場變化. 31. 圖 2.2 雷射波前曲率經過橢圓形微透鏡後的變化. 32. IX.
(13) 圖 2.3 雷射與單模光纖的二維耦光模型. 33. 圖 2.4 楔形光纖微透鏡二維示意圖. 34. 圖 2.5 雙楔形光纖微透鏡二維示意圖. 34. 圖 2.6 圓柱光纖微透鏡二維示意圖. 34. 圖 2.7 橢圓光纖微透鏡二維示意圖. 35. 圖 2.8 雙曲線光纖微透鏡二維示意圖. 35. 圖 2.9 橢圓光纖微透鏡對不同長寬比雷射的耦光模擬結果. 36. 圖 2.10 光纖微透鏡與雷射未對準示意圖. 37. 圖 2.11 移動未對準對耦光影響的計算結果. 38. 圖 2.12 轉動未對準對耦光影響的計算結果. 39. 圖 2.13 偏軸量對耦光影響的計算結果. 40. 圖 2.14 光纖微透鏡曲率半徑與發散角的關係. 41. 圖 2.15 光纖微透鏡發散角對耦光影響的計算結果. 42. 圖 3.1 GRIN-SCH 應變量子井雷射結構與能帶圖. 50. 圖 3.2 遠場橢圓長寬比的定義. 50. 圖 3.3 工研院雷射功率-電流曲線測量結果. 51. 圖 3.4 工研院雷射遠場測量結果. 52. 圖 3.5 工研院雷射頻譜測量結果. 53. 圖 3.6 微透鏡曲率半徑與軸心偏移示意圖. 53. X.
(14) 圖 3.7 雷射與光纖耦光效率量測之裝置示意圖. 54. 圖 3.8 發散角計算示意圖. 54. 圖 3.9 遠場圖樣測量結果. 55. 圖 4.1 實驗用單模光纖折射率分佈圖. 65. 圖 4.2 楔形光纖熔燒凹陷現象. 65. 圖 4.3 光纖研磨系統. 66. 圖 4.4 四角錐形光纖. 67. 圖 4.5 光纖微透鏡熔燒凸起過程示意圖. 68. 圖 4.6 去尖點四角錐形光纖的菱形橫截面示意圖. 68. 圖 4.7 四角錐形光纖微透鏡. 69. 圖 4.8 曲率半徑 Rlx、Rly 和結構角度 a、ß 的關係示意圖. 70. 圖 4.9 耦光效率對垂直曲率半徑的關係圖(一). 71. 圖 4.10 耦光效率對垂直曲率半徑的關係圖(二). 71. 圖 4.11 四角錐形光纖微透鏡的遠場圖樣測量結果. 72. 圖 5.1 錐式楔形光纖微透鏡的製程示意圖. 81. 圖 5.2 錐式楔形光纖. 82. 圖 5.3 蝕刻去尖點的裝置示意圖. 83. 圖 5.4 蝕刻造成的凹陷現象. 83. 圖 5.5 光纖纖核熔燒凸起現象. 84 XI.
(15) 圖 5.6 錐式楔形光纖微透鏡. 85. 圖 5.7 耦光效率對垂直曲率半徑的關係圖. 86. 圖 5.8 錐式楔型光纖微透鏡的遠場圖樣測量結果. 87. 圖 5.9 測量樣本的耦光效率直方圖. 88. 圖 6.1 橢圓錐形光纖研磨原理. 94. 圖 6.2 橢圓錐形光纖結構. 95. 圖 6.3 動態光纖蝕刻製程示意圖. 95. XII.
(16) 第一章 緒論 1-1 前言 為了配合光纖通訊高頻寬的需求,單波長單通道的光纖傳輸已不 敷使用。分波多工(Wavelength Division Multiplexing; WDM)的概念提 供了一種多波長多通道的傳輸方式,目前已儼然成為光纖通訊發展的 主要架構。光纖通訊和其他傳統的通訊方式一樣,在經過長距離的路 徑傳輸之後,訊號會被衰減而無法辨識,此時訊號必需經過適當的放 大才能繼續傳送。傳統的單波長光訊號放大技術是將訊號在電的領域 中放大,其步驟係先將衰減之光訊號作光/電轉換變為電訊號、然後 用成熟的電子放大技術將電訊號放大,最後再將放大之電訊號作電/ 光轉換變回光訊號。在多波長多通道的傳輸中若採用傳統的放大架 構,需用到之光/電轉換模組和電/光轉換模組的設計將會非常複雜, 因此價格相當昂貴。 在1986年,英國Southampton大學[1]和美國AT&T貝爾實驗室[2] 提出了離子態的稀土元素「鉺」掺雜在光纖中可以提供1550nm波長 處的光增益,之後在短短的幾年內,掺鉺光纖放大器(Er-Doped Fiber Amplifier; EDFA)的發展迅速走向實用化。EDFA的架構簡單,如圖1.1 所示,其基本組成包含了高功率幫浦雷射、掺鉺光纖、光隔離器及耦 合器,其中高功率幫浦雷射為EDFA的主要零組件之ㄧ,其作用在於 1.
(17) 激發摻鉺光纖中的鉺離子由基態能階躍遷到高能階[3],以達成粒子 分佈反轉(Population Inversion)的狀態。當信號光通過摻鉺光纖,受激 鉺離子會被誘發由高能階返回到基態能階並釋放出與信號光相同的 受激輻射(Stimulated Emission),進而產生放大作用。常用的幫浦雷射 波長有1480nm和980nm兩種,其中採用980nm高功率雷射來幫浦 EDFA具有高增益效率(Gain Coefficient)及低雜訊值(Noise Figure)的 特性[4-5],故被廣泛的採用。 高功率雷射模組除了需要一個高功率的雷射二極體之外,還需要 一 個 將 雷 射 光 耦 合 至 光 纖 內 部 的 光 學 系 統 。 光 纖 微 透 鏡 (Fiber Microlens)是一種有效提升耦光效率的低成本技術,透過在光纖端面 形成特定之微透鏡結構,能將雷射光有效地耦合至光纖內部。將高耦 光效率的光纖微透鏡與高功率雷射二極體對準之後,經由雷射構裝技 術即可製作出高功率的雷射模組。. 1-2 研究動機 980nm高功率半導體雷射具有扁橢圓場型(Mode Field)與曲面波 前(Wave Front),而標準的單模光纖具有圓形場型與平面波前,由圖 1.2所示。由於模態不匹配,所以兩者之間的耦光損失非常的大。一 般而言,高功率雷射與標準單模光纖之間的耦光效率約只有 20%~30%。促進光纖和雷射模態匹配(Mode Match)常見的作法有三 2.
(18) 種:第一種作法是改變雷射結構使雷射模場變為圓形[6-7],第二種作 法是使用透鏡改變雷射模場[8-9],第三種作法則是在光纖端面製作微 透鏡[10-20],其中光纖微透鏡是一種最簡易、有效且低成本的作法。 一般的光纖微透鏡根據應用之雷射類型分成兩類:第一類是適用於通 訊雷射的軸對稱光纖微透鏡,其主要製作方法有氫氟酸蝕刻製程 [10-11]、UV膠點膠製程[12]和熔融拉伸製程[13-14]。第二類是適用於 高功率幫浦雷射的非對稱光纖微透鏡,其主要製作方法有二氧化碳雷 射加工製程[15-16]和純研磨拋光製程[17-20]。若想要在光纖頭端上製 作出一個非對稱的曲面結構,不論是採用雷射加工製程或純研磨拋光 製程都需要用到極為精密的自動控制設備,並且基於製程方法上的限 制,上述兩種製程皆不易製作出理想的扁橢圓形微透鏡。本文旨在提 出一種兼具高耦光效率與高良率的橢圓形光纖微透鏡製程,透過光纖 研磨機之研磨和光纖熔接機之熔燒,所製作光纖微透鏡耦光效率大於 70%的條件下,良率超過六成的橢圓形光纖微透鏡。. 1-3 文獻回顧 為了促進雷射模態與光纖模態匹配,許多的光纖微透鏡結構及製 程相繼被提出。在通訊波段1310nm和1550nm的應用上,各種光纖微 透鏡的特性比較如表1.1所示。. 3.
(19) 表1.1 各種適用於通訊波段雷射的光纖微透鏡特性比較 半球形[13]. 燈泡狀[21]. 微錐形[10]. 半球形[12]. 雙曲線[11]. 關鍵技術. 熔融拉伸. 光纖蝕刻. UV膠點膠. 耦光效率 優點. 38% 重複性高 成本低. 光纖熔接 光纖熔燒 70% 耦光率高. 57% 重複性高 成本低 可量產. * 重複性高 成本低 可量產. 缺點. 耦光率低. 製程複雜 重複性低. 耦光率低. 不適用於 雷射耦光. 光纖蝕刻 光纖熔燒 82% 耦光效率高 重複性高 成本低 可量產 無. 透鏡外型. 在1980年Kuwahara等人[13]提出光纖熔融拉伸製程。控制光纖熔 接機之電弧放電電流、放電時間及熔燒距離,將光纖加熱熔融,之後 再控制光纖夾具向外移動的速度及距離,將光纖拉伸分成兩段帶有半 球形微透鏡端面的光纖微透鏡,如圖1.3所示。此種製程具有低成本 和高重複性的特性,但是最大耦光效率只有38%,所以實用價值不 高。在1985年Bludau等人[21]提出燈泡狀接合式光纖微透鏡的架構, 其製程如圖1.4所示,首先將單模光纖與一段無纖核光纖(Coreless Fiber)熔接在一起,以光纖切割刀截取適當長度的無纖核光纖,以光 纖熔接機熔燒無纖核光纖端面形成球狀微透鏡,然後將一小根純石英 棒碰觸在球狀微透鏡中心上,以光纖熔接機再次熔燒而形成如圖1.5 所示之燈泡狀接合式光纖微透鏡。此種光纖微透鏡的最大耦光效率高 4.
(20) 達70%,但是由於製程複雜,因此重複性相當地低,故實用價值仍然 不 高 。 在 1991 年 Kotsas 等 人 [10] 提 出 用 緩 衝 氫 氟 酸 (Buffered Hydrofluoric Acid; BHF) 直接蝕刻的製程。作法上是將單模光纖浸泡 在BHF中,由於BHF的選擇性蝕刻,使得光纖摻雜濃度低的部份會有 相對的高蝕刻率。典型單模光纖折射率分佈如圖1.6所示。由於光纖 折射率與摻雜濃度相關,所以光纖端面經過BHF選擇性蝕刻後的結 果,會依照光纖折射率分布而形成如圖1.7所示之對稱凸出微錐形微 透鏡結構。此種光纖微透鏡製程的特點是重複性極高且具量產特性, 但是由於最大耦光效率只有57%,故實用價值有限。在2003年Kim等 人[12] 提出UV膠點膠製程,其製程如圖1.8所示,首先將單模光纖與 一段無纖核光纖熔接在一起,切割適當長度無纖核光纖,將折射率與 光纖相近的液態UV固化聚合物(UV-Curable. Fluorinated Acrylate. Polymer)沾在無纖核光纖端面上,表面張力作用會讓液態的UV固化 聚合物在光纖端面上形成半球形,最後經過UV照射固化後形成半球 形微透鏡,如圖1.9所示。由於形成之半球形微透鏡的曲率半徑(Radius of Curvature)一般會大於光纖半徑62.5µm,如此大曲率半徑的微透鏡 無法應用於雷射與單模光纖的耦光上,目前此種微透鏡主要應用於長 工作距離的光纖對光纖耦光上。在2004年Yang等人[11]提出以氫氟酸 蝕刻加上光纖熔燒的雙曲線光纖微透鏡製程。其蝕刻裝置如圖1.10所. 5.
(21) 示,包含了一個抗酸的鐵弗龍容器和一個光纖固定器,數十個光纖套 管被垂直固定於光纖固定器內。蝕刻時將光纖插進光纖套管內,依序 倒入氫氟酸和機油於鐵弗龍容器內,在兩種液體的混合層內產生的氫 氟酸濃度梯度分佈,將會使得光纖被蝕刻成圓錐形結構,最後再用光 纖熔接機加熱熔融圓錐形光纖尖端而形成如圖1.11所示的雙曲線形 光纖微透鏡。此種光纖微透鏡的最大耦光效率高達82%,是目前通訊 波段最穩定且最具量產實力的光纖微透鏡製程。在980nm超高功率多 模雷射的應用上,各種光纖微透鏡的特性比較如表1.2所示。. 表1.2 各種適用於980nm雷射的光纖微透鏡特性比較 楔形漸擴[17]. 圓柱接合[19]. 雙曲線[16]. 雙楔形[18]. 光纖外徑擴大 光纖研磨 47.0%. 光纖熔接 精密光纖研磨 30.0%. 雷射加工. 精密光纖研磨. 78.4%. 78.0%. 適用超高功率 多模雷射 重複性低. 適用超高功率 多模雷射 製程複雜 重複性低. 耦光率高. 耦光率高. 設備成本高 良率不高. 重複性低 良率低. 透鏡 外型. 關鍵 技術 耦光 效率 優點 缺點. 在1990年Shah等人[17]提出外徑漸擴的楔形光纖微透鏡。此種結 構的形成是先讓光纖在電弧放電加熱下熔融軟化,之後沿著光纖端面 方向擠壓光纖而形成外徑漸擴光纖,最後再研磨楔形於外徑漸擴光纖 6.
(22) 端面上,如圖1.12所示。此種光纖微透鏡對發光區寬度30µm的超高功 率多模雷射,有47%的最大耦光效率。在2001年Yoda等人[19]提出接 合式光纖微透鏡的架構,如圖1.13所示。製程首先是將單模光纖與一 段折射率漸變光纖(Graded-Index Fiber; GIF)熔接在一起,以光纖切割 刀取適當長度切割GIF,之後在GIF端面上研磨出一個圓柱狀的微透 鏡。圓柱狀微透鏡結構是為要將雷射的波前由曲面改變成為平面。一 小段固定長度的GIF在此是當作聚焦透鏡使用,用來將大尺寸的光束 聚焦成為與單模光纖模場相近的小尺寸光束。此種光纖微透鏡對發光 區寬度25µm的超高功率多模雷射有30%的最大耦光效率。 在980nm高功率單模雷射的應用上,各種光纖微透鏡的特性比較 如表1.2所示。在1993年Presby等人[16]提出以二氧化碳雷射加工製作 出非對稱的雙曲線光纖微透鏡,如圖1.14所示。此種光纖微透鏡的最 大耦光效率可達78.4%。由於雷射直接加工製作光纖微透鏡的移動精 度要求需小於微米等級,所以此種製程難以達到高良率。在1995年 Modavis等人[18]提出雙楔形光纖微透鏡,如圖1.15所示,此種光纖微 透鏡的最大耦光效率可達78%。由於雙楔形光纖微透鏡的研磨程序複 雜,並且耦光效率對光纖微透鏡的偏軸量(Offset)相當敏感,只要存 在0.8µm的垂直偏軸量就會增加7dB的耦光損失,所以此種光纖微透 鏡製程的重複性相當地低。目前在980nm單模雷射耦光應用上,尚未. 7.
(23) 出現同時兼具高耦光效率與高良率的光纖微透鏡製程。. 1-4 章節簡介 本論文第一章為緒論,內容敘述了研究動機及文獻回顧。第二章 為理論分析,內容敘述了光纖微透鏡的最佳化設計、耦光理論的模型 以及相關的理論模擬結果。第三章為實驗測量技術,內容敘述了各種 元件參數及實驗參數的定義及測量方法。第四章為四角錐形光纖微透 鏡(QPSFM),內容說明了QPSFM的製作過程與實驗結果。第五章為 錐式楔形光纖微透鏡(CWSFM),內容說明了CWSFM的製作過程與實 驗結果。第六章為結論及未來工作。. 8.
(24) Optical isolator. Optical isolator. Coupler. Er3+-doped fiber. Input signal. 980nm LD. (a) 掺鉺光纖放大器的架構. (b) 鉺離子能階圖. 圖1.1 掺鉺光纖放大器的架構與能階圖[3]. 9. Output signal.
(25) 橢圓場形. 曲面波前 (a)雷射模態. x. 圓形場形 平面波前. (b)光纖模態. 圖1.2 雷射與光纖模態的不匹配. 10.
(26) 圖1.3 熔融拉伸光纖微透鏡[13]. 圖1.4 燈泡狀接合式光纖微透鏡製程示意圖[21]. 11.
(27) 圖1.5 燈泡狀接合式光纖微透鏡[21]. 圖1.6 典型單模光纖折射率分佈圖[10]. 12.
(28) 圖1.7 微錐狀光纖微透鏡[10]. 圖1.8 UV膠點膠光纖微透鏡製程示意圖[12]. 13.
(29) 圖1.9 UV膠點膠光纖微透鏡[12]. 圖1.10 圓錐形光纖蝕刻裝置示意圖[11]. 14.
(30) 圖1.11 雙曲線形光纖微透鏡[11]. 圖1.12 外徑漸擴的楔形光纖微透鏡[17]. 15.
(31) 圖1.13 楔形接合光纖微透鏡[19]. 圖1.14 非對稱雙曲線形光纖微透鏡[16]. 16.
(32) 圖1.15 雙楔形光纖微透鏡[18]. 17.
(33) 第二章 理論分析 2-1 光纖微透鏡設計概念[18] 高功率雷射模態具有橢圓模場與曲面波前,而標準單模光纖模態 則具有圓形模場與平面波前,由於兩者之間的模態不匹配,造成標準 單模光纖對高功率雷射的耦光效率約只有 20~30%。為了促進模態匹 配,進而提高耦光效率,可經由在光纖端面上製作一個微透鏡達成。 其原理簡單的來說就是透過光纖微透鏡來改變雷射模態,使之與標準 光纖模態達成匹配。 雷射具有高度之指向性,因此假設雷射光為一沿 z 軸作近光軸傳 播的平面波,將近光軸條件代入波方程式可得其中一解為高斯函數, 其函數分佈特性與實際的雷射光束極為類似,所以在理論模型上常以 高斯光束(Gaussian Beam)描述雷射光場,並且以高斯光束尺寸 ω (z ) , 波前曲率半徑 R(z ) 定義光場的模態[22] λ⋅z ω ( z ) = ω 0 ⋅ 1 + 2 π ⋅ ω0 π ⋅ω 2 0 R ( z ) = z ⋅ 1 + λ ⋅ z. . 1. 2 . (2.1). . (2.2). 2. 其中 λ 為波長, ω 0 為雷射模場半徑。 圖 2.1 為典型 980nm 高功率雷射在空間傳播時,x 及 y 方向的雷 射光束尺寸與波前曲率半徑的變化,雷射在 x 和 y 方向的光腰(Beam 18.
(34) Waist)分別為 2.6µm 和 0.5µm,發散角分別為 8°和 40°。由圖 2.1(a) 中可發現一般情形下雷射光束呈現橢圓形,但是當工作距離 Z 在 4.5µm 左右時,雷射光束呈現為半徑 2.65µm 的圓形,此時雷射光束 的尺寸恰好與光纖模場有極佳的匹配。此外由圖 2.1(b)中可發現當雷 射光束為圓形時,雷射波前呈現非對稱曲面,這與標準光纖的平面波 前不相匹配。若想將雷射的非對稱曲面波前改變成為平面波前,可在 光纖端面上製作一個非對稱曲面的微透鏡,利用其所造成的相位延遲 (Phase Delay)來達成。因此可預期的最佳光纖微透鏡形狀將會是非對 稱曲面,例如非對稱雙曲線曲面、非對稱拋物線曲面或橢圓曲面。. 2-2 雷射波前變化的計算[22] 當高斯光束經過一個薄透鏡時,波前的改變如下列公式所示 1 1 1 = − R ( z) R( z) f '. (2.3). 其中 R(z ) 和 R ' ( z ) 分別為經過薄透鏡之前和之後的波前曲率半徑, f 為 聚焦距離。折射率為 n 的曲面光纖微透鏡可以視為是一個 D 形薄透 鏡,其聚焦距離如下列公式所示 f =. Rl n −1. 其中 Rl 為微透鏡曲率半徑函數。結合公式(2.3)和(2.4)可得到. 19. (2.4).
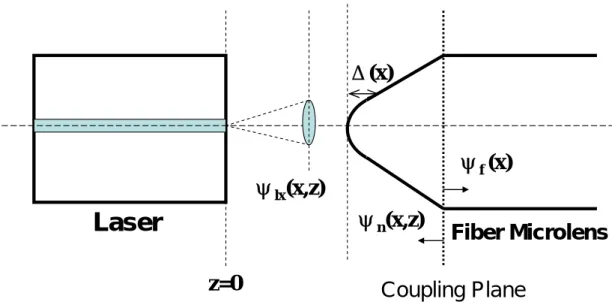
(35) R ' ( z) =. R ( z ) × Rl Rl − (n − 1) × R ( z ). (2.5). 利用(2.5)式可以模擬出光纖微透鏡對雷射波前造成的改變。當經過薄 透鏡之後的雷射波前變成平面時 R ' ( z ) = ∞ ,得到最佳光纖微透鏡曲率 半徑函數為 Rl = (n − 1) × R( z ). (2.6). 由上式可發現最佳光纖微透鏡的曲率半徑函數與雷射光束的波前曲 率半徑函數成正比,因此驗證了最佳光纖微透鏡形狀將會是非對稱曲 面。圖 2.2 所示為雷射波前經過橢圓形微透鏡後的變化情形。由圖 2.2 可看出橢圓形光纖微透鏡會使得雷射波前在 x 和 y 兩個方向的曲率變 小,也就是變得更平坦,因而曲率曲線會向下平移。光纖微透鏡的曲 率半徑愈小,雷射波前曲率曲線向下平移的幅度愈大,同時曲率為零 的最佳工作點會向右移動。由圖 2.1(a)的分析中,最佳工作距離約為 4.5µm。由圖 2.2 可看出在最佳工作距離下,得到光纖微透鏡的最佳 水平和垂直曲率半徑約分別為 50µm 和 2.5µm。. 2-3 理論模型 2-3-1 耦光理論模型 980nm 雷射與單模光纖的耦光模型,如圖 2.3 所示,模型的建立 是基於繞射理論(Diffraction Theory) [18, 23]。由於實際雷射光束與高. 20.
(36) 斯函數的分佈特性極為類似,所以我們藉由高斯光束理論假設光纖模 場 ϕ f 為圓對稱高斯光束分布[18]. ϕ f ( x , y ) = exp[ −. (x2 + y 2 ). ω 2f. ]. (2.7). 其中 2 w f 為光纖模場直徑(Mode Field Diameter; MFD)。980nm 高功率 雷射端面模場 ϕ s 採用橢圓高斯光束分佈近似,而沿著水平 x 方向及垂 直 y 方向所量得的遠場發散角度(Divergence Angle) θ x 和 θ y ,分別被用 來計算雷射在 x 和 y 方向的模場半徑 ω ox 和 ω oy,雷射模場半徑 ω ox、ω oy 和雷射發散角 θ ox 、 θ oy 的關係以下列式子表示[23]. ω ox =. ω oy =. ln(2) ⋅ 2. ln(2) ⋅ 2. λ π ⋅ tan(. θx 2. ). (2.8). λ π . tan(. θy 2. ). (2.9). 中 x-y 平面假設為雷射端面平面,x 軸為水平軸,y 軸為垂直軸,而 z 軸方向為雷射光傳播的方向。利用 Fresnel 繞射理論可得知雷射光在 空氣中行進一段距離 z 後,雷射模場變成[18] ϕ lx ( x, z ) = ∫ ϕ ly ( y, z ) = ∫. ∞ −∞. ∞ −∞. ( x1 ) 2 k exp(i ⋅ k ⋅ z ) +i⋅ ⋅ ( x − x1 ) 2 ]dx1 ⋅ exp[− 2 (2 ⋅ z ) i⋅λ ⋅ z (ω ox ). (2.10). ( y1 ) 2 k exp(i ⋅ k ⋅ z ) +i⋅ ⋅ ( y − y1 ) 2 ]dy1 ⋅ 2 (2 ⋅ z ) i⋅λ ⋅ z (ω oy ). (2.11). exp[−. 其中 λ 為波長, k = 2π / λ 為波數。經過光纖微透鏡後,雷射模場會被 21.
(37) 轉換,在 x 及 y 方向的相位轉換如下列公式所示[18]. t lx ( x) = exp[−i ⋅ k ⋅ (n − 1) ⋅ ∆( x)]. (2.12). t ly ( y ) = exp[ − i ⋅ k ⋅ ( n − 1) ⋅ ∆ ( y )]. (2.13). 其中 n 為光纖折射率, ∆(x) 和 ∆( y ) 分別為 x − z 平面和 y − z 平面上,垂 直於光纖軸心且通過光纖微透鏡頂點的直線到透鏡表面的垂直距離 函數。不同幾何形狀的光纖微透鏡會有不同的 ∆( x) 和 ∆( y ) ,因而造成 不同的相位轉換。對於如圖 2.4 所示之楔形光纖微透鏡(Wedge-Shaped Fiber Microlens)而言. ∆( x) = 0. (2.14). ∆ ( y ) = y ⋅ tan( θ w ). (2.15). 其中 θ w 為楔形角。對於如圖 2.5 所示之雙楔形光纖微透鏡(Double Wedge-Shaped Fiber Microlens)而言. ∆( x) = 0 ∆( y ) = {. y ⋅ tan(θ w ), 1 y ⋅ tan(θ w ), 2. (2.16) y < y1 y > y1. (2.17). 其中 θ w1 和 θ w 2 為兩個不同的楔形角, y1 為分界點。對於如圖 2.6 所示 之圓柱形光纖微透鏡(Cylidrical Fiber Microlens)而言. ∆( x) = 0. 22. (2.18).
(38) ∆( y ) =. y2 2. Rly + Rly − y 2. (2.19). 其中 Rly 為圓柱形光纖微透鏡的曲率半徑。對於如圖 2.7 所示之橢圓形 光纖微透鏡(Elliptical Fiber Microlens)而言 ∆( x) =. ∆( y ) =. x2 2. (2.20). 2. (2.21). Rlx + Rlx − x 2. y2 Rly + Rly − y 2. 其中 Rlx 和 Rly 分別為橢圓形光纖微透鏡在 x − z 平面和 y − z 平面上的曲 率半徑。對於如圖 2.8 所示之非對稱雙曲線形光纖微透鏡(Hyperbolic Fiber Microlens)而言 ∆ ( x ) = A1 ⋅ [( 1 − cosh(. ∆ ( y ) = A2 ⋅ [(1 − cosh(. x )] B1. y )] B2. (2.22). (2.23). 其中 A1 、 A2 、 B1 和 B2 為雙曲線常數。經過光纖微透鏡轉換後的雷射模 場,可以下列公式表示[18]. ϕ n ( x, y , z ) = ϕ lx ( x, z ) ⋅ ϕ ly ( y , z ) ⋅ t lx ( x, Rlx ) ⋅ t ly ( y , Rly ). (2.24). 最後耦光效率可以經由轉換後的雷射模場與標準光纖模場的重疊積 分(Overlap Integral)得到[18]. 23.
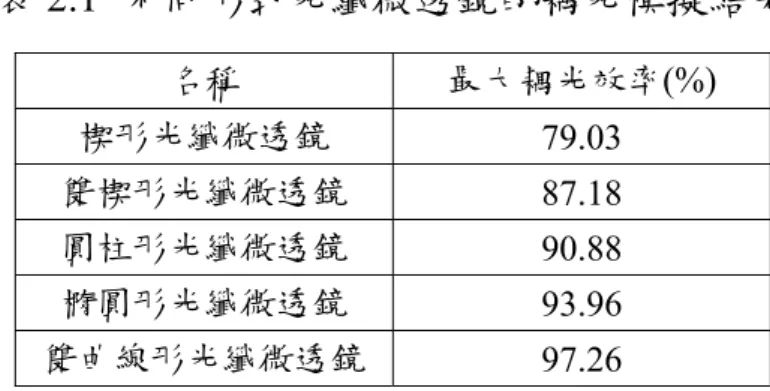
(39) η ( z) =. ∞. ∞. −∞. −∞. ∫ ∫ ∞. ∞. −∞. −∞. ∫ ∫. ϕ n ( x, y, z ) ⋅ ϕ *f ( x, y )dxdy. ϕ n ( x, y, z ) ⋅ ϕ n* ( x, y, z )dxdy ⋅ ∫. ∞ −∞. ∫. ∞ −∞. 2. ϕ f ( x, y ) ⋅ ϕ *f dxdy. (2.25). 在實際的模擬上,我們使用學生版 Matlab 軟體[24]來進行。首先 將上述數學模型的公式加以程式化,如附錄 A1 所示,然後改變耦光 工作距離及光纖微透鏡的結構參數,如曲率半徑、楔形角度與雙曲線 參數等,將得到的結果放入矩陣中加以分析找出耦光效率的最大值及 其相對的工作距離與結構參數,最後根據矩陣的數據繪製資料圖形。 由於電腦無法作無窮積分的運算,所以(2.25)式的程式運算一律採用. 10 倍光纖纖核直徑當作積分範圍,超出此積分範圍而未被計算到的 光纖耦合能量非常小,幾乎為零。 不同幾何形狀的光纖微透鏡的耦光模擬結果如表 2.1 所示。模擬 中使用的雷射波長為 980nm,雷射發散角為 8°×40°,光纖模場直徑為. 5.7µm,模擬中並未考慮光纖端面的反射損失。由結果中可發現曲面 形式光纖微透鏡比平面形式光纖微透鏡的耦光效率較高,其中又以雙 曲線形光纖微透鏡有最高的耦光效率,其次是橢圓形光纖微透鏡。由 結果中可看出外型上愈接近雙曲線形的光纖微透鏡會有愈高的耦光 效率值,這與之前在光纖微透鏡設計概念中所提到的結論相符,理論 上最佳的光纖微透鏡是非對稱曲面形式。. 24.
(40) 表 2.1 不同形式光纖微透鏡的耦光模擬結果 名稱. 最大耦光效率(%). 楔形光纖微透鏡. 79.03. 雙楔形光纖微透鏡. 87.18. 圓柱形光纖微透鏡. 90.88. 橢圓形光纖微透鏡. 93.96. 雙曲線形光纖微透鏡. 97.26. 圖 2.9 為橢圓形光纖微透鏡對不同長寬比雷射的耦光模擬結果, 模擬中使用的雷射波長為 980nm,雷射水平發散角 8°,垂直發散角 分別為 24°、32°和 40°,光纖模場直徑為 5.7µm。由圖 2.9 中可看出 耦光效率對垂直曲率半徑的變動較為敏感,而水平曲率半徑大於. 30µm 時耦光效率都幾乎是定值。表 2.2 為不同雷射長寬比下的最佳 橢圓形光纖微透鏡參數。. 表 2.2 不同雷射長寬比下的最佳橢圓形光纖微透鏡參數 雷射長寬比. 水平曲率半徑(µm). 垂直曲率半徑 (µm). 耦光效率(%). 1:5. 56.0. 3.6. 93.96. 1:4. 48.0. 3.6. 95.60. 1:3. 44.0. 4.2. 96.80. 由表 2.2 的結果可發現:橢圓形光纖微透鏡的最大耦光效率值與 雷射長寬比成反比,最佳水平曲率半徑與雷射長寬比成正比,以及橢 圓形光纖微透鏡的最佳垂直曲率半徑為 3~5µm,最佳水平曲率半徑. 40~60µm。. 25.
(41) 2-3-2 光纖對準容忍度的計算 在構裝雷射模組時,將光纖微透鏡主動或被動與雷射對準達到最 佳位置後,便開始進行雷射焊接的程序。雷射焊接的焊後位移. (Post-Weld-Shifts; PWS)現象會使得光纖微透鏡與雷射的最佳對準位 置產生偏移,而使得實際的耦光效率降低。未對準的計算在實際情況 下,可當作是雷射相對於光纖的平移或轉動,如圖 2.10 所示。將(2.10) 式和(2.11)式中的 ϕ ls ( s, z ) 用 ϕ ls ( s + d m , z ) 取代,其中 s = x, y ,之後再代入 上述耦光理論模型中計算,即可求出平移未對準 d m 對耦光效率影響以 及 3dB 容忍度。將(2.6)式和(2.7)式中的 ϕ ls ( s, z ) 用 ϕ ls ( s ' , z ' ) 取代,其中 s = x, y , x ' = x ⋅ cos(θ m ) − z ⋅ sin(θ m ) , z ' = x ⋅ sin(θ m ) + z ⋅ cos(θ m ) ,之後再代入. 上述耦光理論模型中計算,即可求出角度未對準 θ m 對耦光效率影響以 及 3dB 容忍度。 在實際的模擬上,我們首先將上述數學模型的公式加以程式化, 如附錄 A2 和 A3 所示,然後改變耦光工作距離及未對準參數,將得 到對應的耦光效率結果放入矩陣中加以分析,最後將此對應關係繪製 成圖。 平移未對準和角度未對準造成之耦光損失的計算結果分別如圖 2.11 和圖 2.12 所示。模擬中使用的光纖模場直徑為 5.7µm,雷射波長為. 980nm,雷射發散角為 8°×40°,光纖微透鏡的垂直和水平曲率半徑分. 26.
(42) 別為 3.4µm 和 56µm,耦光效率為 93.96%。模擬中並未考慮光纖端面 的反射損失。表 2.3 列出了橢圓形光纖微透鏡在五軸的 3dB 對準容忍 度,其中 ∆x、∆y 和 ∆z 分別為 x、y 和 z 方向的 3dB 平移對準容忍度, ∆θx-z 和 ∆θy-z 分別為 x-z、y-z 平面的 3dB 角度對準容忍度。需特別注意. 的是在垂直方向的平移對準容忍度較小只有±0.5µm,這是因為垂直曲 率半徑較小的原因。此外在水平方向的角度對準容忍度較小只有. ±5.7°,這是因為雷射水平發散角較小的原因。上述的特性使得橢圓 形光纖微透鏡在構裝上必需仰賴現今精密的雷射構裝技術。 在與前人所作的工作比較下,橢圓形光纖微透鏡、雙楔型光纖微 透鏡[18]和圓柱透鏡耦光架構[25]的垂直平移未對準 3dB 容忍度分別 為±0.5µm、±0.6µm 和±0.9µm,水平平移未對準 3dB 容忍度分別為. ±2.25µm、±2.2µm 和±3.4µm。三者的平移未對準容忍度特性相似。橢 圓形光纖微透鏡與圓柱透鏡耦光架構[25]的垂直角度未對準 3dB 容忍 度分別為±29.0°和±20.7°,水平角度未對準 3dB 容忍度分別為±5.7°和. ±6.5,這兩者的垂直平移未對準容忍度特性相似。. 表 2.3 橢圓形光纖微透鏡的 3dB 容忍度模擬值. ∆x (µm). ∆y (µm). ±2.25 ±0.50. ∆z ∆θx-z ∆θy-z (µm) (degree) (degree) 13.3. 27. ±5.7. ±29.0.
(43) 2-3-3 偏軸量對耦光損失的計算 光纖微透鏡偏軸量的造成是由於光纖本身的偏軸或光纖微透鏡 在研磨與熔燒製程中產生結構歪斜,歪斜的光纖微透鏡將無法與雷射 達成完美匹配,也因此造成耦光損失。偏軸量在計算上可當作是微透 鏡端面相對於雷射的平移。將(2.12)式和(2.13)式中的 ∆(s) 用 ∆( s + d off ) 取代,其中 s = x, y ,之後再代入耦光理論模型中計算,即可求出偏軸 量 d off 對耦光效率影響。在實際的情況裡,光纖微透鏡與雷射作最佳 化對準而得到最大耦光效率。因為偏軸量的存在,會使得對準的最佳 位置落在於光纖微透鏡中心與光纖軸心之間的一個不確定位置。在計 算 x 方向偏軸量造成的損失時,必需考慮 x 和 z 方向的對準動作,計 算上是用 ϕ ls ( x + d mx , z ) 取代 ϕ ls ( x, z ) 後,求出在固定 x 方向偏軸量下,耦 光效率函數η (d mx , z ) 的最大值。同理在計算 y 方向偏軸量造成的損失 時,則必需考慮 y 和 z 方向的對準動作,計算上是用 ϕ ls ( y + d my , z ) 取代 ϕ ls ( y, z ) 後,求出在固定 y 方向偏軸量下,耦光效率函數η (d my , z ) 的最. 大值。 在實際的計算上,我們首先將上述數學模型的公式加以程式化, 如附錄 A4 所示,然後改變偏軸量、耦光工作距離和未對準參數,將 得到的結果放入矩陣中加以分析找出固定偏軸量時的耦光效率最大 值,最後將此對應關係繪製成圖。. 28.
(44) 橢圓形光纖微透鏡偏軸量對耦光損失的模擬結果,如圖 2.13 所 示。偏軸量對耦光損失模擬中使用的光纖模場直徑為 5.7µm,雷射波 長為 980nm,雷射發散角為 8°×40°,光纖微透鏡的垂直和水平曲率半 徑分別為 3.4µm 和 56µm,耦光效率為 93.96%。模擬中並未考慮光纖 端面的反射損失。由圖 2.13 可看出耦光效率對垂直與水平方向的偏 軸量 3dB 容忍度分別為 2.2µm 和 10.3µm,耦光效率對垂直方向偏軸 量較為敏感,是因為光纖微透鏡在垂直方向的曲率半徑較小的原因。. 2-4 光纖微透鏡發散角的計算[22] 經過薄透鏡聚焦後的高斯光束光腰半徑 ω 0' 為. ω 0' =. ω. (. π ⋅ω 1 + λ ⋅R' 2. 1 1 1 = − ' R f R. ) 2. 1 2. (2.26). (2.27). 其中 ω 和 R 分別為經過薄透鏡之前的光束尺寸和波前曲率半徑, R ' 為 經過薄透鏡之後的波前曲率半徑, f 為聚焦距離, λ 為波長。對光纖 模場半徑為 ω f 、水平和垂直曲率半徑分別為 Rlx 和 Rly 的橢圓形光纖微 透鏡而言, f x = Rlx (n − 1) , f y = Rly (n − 1) , ω = ω f , R = ∞ ,代入(2.26) 和(2.27)式可以得到橢圓形光纖微透鏡在垂直和水平方向聚焦的光腰 半徑 29.
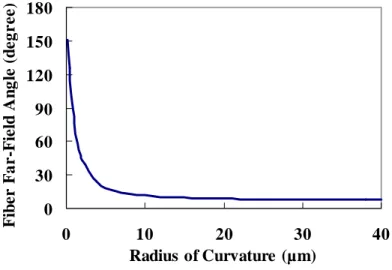
(45) ωf. ω 0' x =. π ⋅ ω ⋅ (n − 1) 1 + λ R ⋅ lx 2 f. ω 0' y =. 2. . 1 2. (2.28). ωf π ⋅ ω 2 ⋅ (n − 1) f 1 + λ ⋅ Rly . 2. . 1 2. (2.29). 所以橢圓形光纖微透鏡的水平遠場發散角 θ 0' x 和垂直遠場發散角 θ 0' y 可 由下列公式得到. θ 0' x = 2 * tan −1 (. λ ) π ⋅ ω 0' x. (2.30). λ ) π ⋅ ω0' y. (2.31). θ 0' y = 2 * tan −1 (. 圖 2.14 為光纖微透鏡的曲率半徑與遠場發散角的關係,從中可 看出曲率半徑與遠場發散角成反比。圖 2.15 為橢圓光纖微透鏡的遠 場發散角與耦光效率的關係。由圖 2.15 中可看出對發散角為 8°×40°、. 8°×32° 和 8°×24° 的 雷 射 , 最 佳 光 纖 發 散 角 分 別 為 7.6°×26.9° 、 7.6°×25.5°和 7.6°×22.3°。換個角度來看,對長寬比為 5、4 和 3 的雷 射,最佳的光纖遠場長寬比分別為 3.5、3.4 和 2.9。由此我們可以知 道對於長寬比較高的雷射,雷射長寬比與最佳光纖遠場長寬比之間有 較大的差距。. 30.
(46) Beam Size (µm). 14 12. Woy=0.5µm. 10. Wox=2.6µm. 8 6 4. zzzzzzzzzzzzzzzzzzzzzzzzz. 2 0 0. 5. 10. 15. 20. Working Distance (µm). (a)光束尺寸. Radius of Curvature (µm). 200 Woy=0.5µm 160. Wox=2.6µm. 120 80 40 0 0. 5. 10. 15. Working Distance (µm). (b)波前曲率半徑. 圖 2.1 典型 980nm 雷射模場變化. 31. 20.
(47) 0.02 Without microlens Microlens Rlx = 40µm Microlens Rlx = 60µm. 0.015. Curvature (1/µm). 0.01 0.005 0. -0.005. 0. 2. 4. 6. 8. 10. -0.01. -0.015 -0.02 W orking Distance (µm). (a)x-軸. 0.8 Without microlens Microlens Rly=3µm Microlens Rly=4µm. Curvature (1/µm). 0.6 0.4 0.2 0 0. 2. 4. 6. 8. 10. -0.2 Working Distance (µm). (b)y-軸. 圖 2.2 雷射波前曲率經過橢圓形微透鏡後的變化. 32.
(48) Δ(x). ψf (x) ψlx(x,z) ψn(x,z). Laser z=0. Fiber Microlens. Coupling Plane. 圖 2.3 雷射與單模光纖的二維耦光模型. 33.
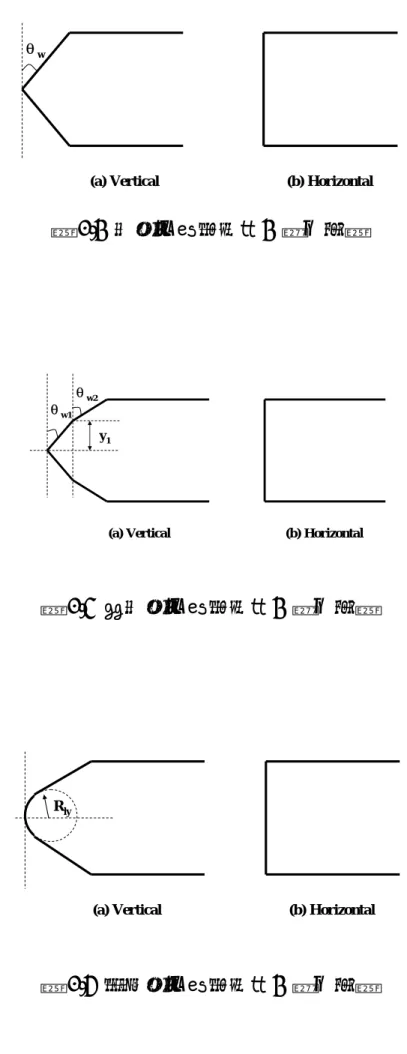
(49) θw. (a) Vertical. (b) Horizontal. 圖 2.4 楔形光纖微透鏡二維示意圖. θw2 θw1 y1. (a) Vertical. (b) Horizontal. 圖 2.5 雙楔形光纖微透鏡二維示意圖. Rly. (a) Vertical. (b) Horizontal. 圖 2.6 圓柱形光纖微透鏡二維示意圖. 34.
(50) Rly. Rlx. (a) Vertical. (b) Horizontal. 圖 2.7 橢圓形光纖微透鏡二維示意圖. ∆ ( y ) = A2 ⋅ [(1 − cosh(. y )] B2. ∆ ( x) = A1 ⋅ [(1 − cosh(. (a) Vertical. x )] B1. (b) Horizontal. 圖 2.8 雙曲線形光纖微透鏡二維示意圖. 35.
(51) Coupling Efficiency (%). 100 Aspect ratio = 5 Aspect ratio = 4 Aspect ratio = 3. 80 60 40 20 0. 10 20 30 40 Horizotal Radius of Curvature (µm). (a)x-軸. Coupling Efficiency (%). 100. Aspect ratio = 5 Aspect ratio = 4 Aspect ratio = 3. 80. 60 40. 20 0. 3 6 9 12 Vertical Radius of Curvature (µm). 15. (b)y-軸. 圖 2.9 橢圓光纖微透鏡對不同長寬比雷射的耦光模擬結果. 36.
(52) dm. Displacement Misalignment. θ. m. Angular Misalignment. 圖 2.10 光纖微透鏡與雷射未對準示意圖. 37.
(53) Normalized Power. 1 0.8 0.6 0.4 0.2 0 0. 2 4 6 Displacement Misalignment (µm). 8. (a) x-軸. Normalized Power. 1 0.8 0.6 0.4 0.2 0 0. 0.5 1 1.5 Displacement Misalignment(µm) (b) y-軸. 圖 2.11 移動未對準對耦光影響的計算結果 38. 2.
(54) Normalized Power. 1 0.8 0.6 0.4 0.2 0 0. 5 10 15 Angular Misalignment (degree). 20. (a) x-z 平面 (b). Normalized Power. 1 0.8 0.6 0.4 0.2 0 0. 10 20 30 40 Angular Misalignment (degree). (b) y-z 平面. 圖 2.12 轉動未對準對耦光影響的計算結果 39. 50.
(55) Normalized Power. 1 0.8 0.6 0.4 0.2 0 0. 5. 10 15 20 25 30 Horizontal Offset (µm). 35. 40. 3. 3.5. (a) x-軸 (b). Normalized Power. 1 0.8 0.6 0.4 0.2 0 0. 0.5. 1 1.5 2 2.5 Vertical Offset (µm). (b) y-軸. 圖 2.13 偏軸量對耦光影響的計算結果 40.
(56) Fiber Far-Field Angle (degree). 180 150 120 90 60 30 0 0. 10 20 30 Radius of Curvature (µm). 40. 圖 2.14 光纖微透鏡曲率半徑與發散角的關係. 41.
(57) Coupling Efficiency (% ). 100 Aspect ratio = 5 Aspect ratio = 4 Aspect ratio = 3. 80 60 40 20 0. 10 20 30 40 50 Horizontal Fiber Far-Field Angle (degree). (a) x-軸. Coupling Efficiency (%). 100 Aspect ratio = 5 Aspect ratio = 4 Aspect ratio = 3. 80 60 40 20 0. 20 40 60 80 Vertical Fiber Far-Field Angle (degree). (b) y-軸. 圖 2.15 光纖微透鏡發散角對耦光影響的計算結果. 42.
(58) 第三章 實驗測量技術 3-1 980nm 雷射特性介紹 漸變侷限異質結構 (Graded-Index Separate Confinement Hetero-. structure; GRIN-SCH)量子井,是目前最常見的 980nm 半導體雷射基 本結構,如圖 3.1 所示。GRIN-SCH 量子井能夠使雷射活性區內的電 流注入效率提高,並且有良好的光侷限 (Optical Confinement) 特性. [26]。本實驗採用之工研院 980nm 雷射[27]亦採用此種結構。雷射磊 晶[27]採用了分子束磊晶法(Molecular Beam Epitaxy; MBE),脊狀波導. (Ridge Waveguide) 結構的製作係在磊晶完成之後利用電漿輔助化學 氣相沉積法(Plasma-Enhanced Chemical Vapor Deposition; PECVD)先 沉積一層二氧化矽(SiO2)層,並將 3µm 的脊狀範圍定義出來後,利用 乾式蝕刻技術去除在脊狀範圍之外的 SiO2,最後利用反應式離子蝕刻 法(Reactive Ion Etching; RIE)移除 Cap 層和 Cladding 層後便完成。脊 狀波導的結構會造成活性區橫向約 10-2 的折射率差,進而造成弱折射 率導波(Weak index guiding)作用[29]。弱折射率導波作用需要比較大 的波導寬度來將能量侷限,但是過大的波導寬度卻又會導致多橫模的 產生,因此典型的脊狀波導寬度為 3µm。由於典型的活性區厚度約為. 0.5µm,所以可知雷射發光區為矩形,也因此雷射在端面處會有橢圓 形的模場。典型的雷射模場橢圓長寬比在 3~5 之間。如圖 3.2 所示, 43.
(59) 橢圓長寬比的定義為橢圓遠場在長軸和短軸方向強度分布的半高全 寬(Half Maximum Full Width; FWHM)的比值,橢圓長寬比 ra 與垂直發 散角 θv、水平發散角 θh 的關係如(3.1)式所示. θ. tan( v ) L 2 ra = = θ W tan( h ) 2. (3.1). 3-2 雷射特性測量 作雷射特性測量之前必需先將雷射晶片作罐式(Transistor Outline. Can; TO-can)構裝,然後放進商用的專業測量儀器內測量。四角錐光 纖微透鏡實驗中使用的第一批單模雷射晶片及其特性測量係由工研 院[27]提供。錐式楔型光纖微透鏡實驗中使用的第二批雷射雷射晶片 及其特性測量係由購買廠商 AXCEL Photonics[30]提供,AXCEL 雷射 構裝配置圖,如附錄 B1-1 所示。兩顆 AXCEL 典型雷射特性測量結 果,如附錄 B1-2 和 B1-3 所示。. 3-2-1 雷射之功率-電流曲線測量 將 TO-can 雷射放進商用測量儀器內,電腦軟體會自動等量調整 雷射驅動電流控制器使電流由零逐漸增加,同時間光功率計會測量出 相對的雷射功率輸出,經由電腦自動紀錄並繪製成圖,則可得到雷射 功率-電流曲線。圖 3.3 所示為工研院測得之雷射功率-電流曲線。由 44.
(60) 於光功率計的限制,光功率只能量到 160 mW 以下。將工研院雷射與. AXCEL 雷射相比較,最大輸出功率分別為 300mW 和 500mW,臨限 電流分別是 35~45mA 以及 27~29mA,斜率效率(Slope Efficiency)分 別是 0.96~0.99mW/mA 以及 0.88~0.95 mW/mA。. 3-2-2 雷射發散角與長寬比的測量 將 TO-can 雷射放進商用測量儀器內,選擇一個適當的雷射操作 電流讓雷射發光,雷射光場經過衰減器將光功率衰減至適當大小後, 遠紅外線 CCD 攝影機會自動在兩個不同位置上擷取雷射遠場圖樣. (Far-Field Pattern; FFP),然後經電腦軟體計算分析而得到雷射的發散 角。圖 3.4 為工研院雷射在不同操作電流下的遠場測量結果。將工研 院雷射與 AXCEL 雷射相比較,AXCEL 廠商所提供的雷射發散角是 在操作電流 450mA 下測得,典型的垂直和水平發散角分別為 7°和. 30°。工研院雷射的典型垂直和水平發散角則分別為 8°和 40°。兩種 雷射均表現出單橫模特性。此外由圖 3.4 可發現當操作電流上升時, 工研院雷射 FFP 的左右對稱性會變差。當操作電流大到 200mA 時,. FFP 甚至不再類似高斯分布,而成為具有雙峰值的圖形,這樣的結果 可能會導致雷射在高功率時與光纖微透鏡的模態匹配較差,進而使得 耦光效率下降。. 45.
(61) 3-2-3 雷射頻譜的量測 將 TO-can 雷射放進商用測量儀器內,選擇一個適當的雷射操作 電流讓雷射發光,之後將雷射光經由光纖導入光譜分析儀(OSA)中測 量頻譜。為了避免傷害光譜分析儀,系統會讓導入光纖的雷射輸出功 率衰減至 10mW 以下。圖 3.5 為兩顆工研院雷射在操作電流 100mA 下的雷射頻譜測量結果。雷射的中心波長分別為 968.2nm 和 971.8. nm,而兩顆 AXCEL 雷射的中心波長皆為 979.0nm。由於兩種雷射都 是屬於 Febry-Perot 雷射,所以在頻譜上皆會有多縱模的表現。. 3-3 透鏡結構參數測量 光纖微透鏡外觀測量的參數如圖 3.6 所示,分為光纖微透鏡曲率 半徑(Radius of Curvature)和偏軸量(Offset)兩個部分,技術上是利用顯 微鏡照相擷取光纖微透鏡的外觀影像,將相片存入電腦中,以 CAD 軟體於相片中繪製光纖微透鏡的輪廓曲線,藉此輪廓曲線測量光纖微 透鏡曲率半徑及偏軸量。測量參數時是以相片中的光纖直徑當作. 125µm 的相對長度標準,所以外觀影像的品質、輪廓曲線的繪製和相 對長度的誤差都會造成測量誤差的產生。一般而言在熟練操作的情況 下,以顯微鏡照相測量光纖微透鏡參數的誤差約在 0.5µm 以內。. 46.
(62) 3-4 耦光效率測量 雷射與光纖之耦光效率量測架構,如圖 3.17 所示,為了維持雷 射操作溫度在室溫 25℃下,我們將含有次載具(Submount)的雷射晶片 和熱敏電阻置於熱電致冷器上,並且將熱電致冷器連同雷射晶片置於 一穩定平台上。透過熱敏電阻將雷射晶片溫度回授,再透過溫度控制 器控制熱電致冷器的工作以達成雷射晶片的恆溫控制。當溫度穩定 後,固定一個大於臨限電流之雷射驅動電流,得到一個相對應之雷射 發光功率值 Ps,此時將置於五軸移動和轉動平台上的光纖微透鏡,在 兩軸的 CCD 攝影機放大影像觀測下與雷射對準,並紀錄光纖耦合功 率的最大值 Pf,則耦光效率即為 Pf / Ps。. 3-5 耦光效率校正 由於雷射功率-電流曲線的測量以及光纖耦光功率的測量使用了 不同的驅動電流源和光功率計,為了確定耦光效率測量結果無誤,我 們使用相同的驅動電流源和光感測器[24]來測量雷射輸出功率 P’s 和 最大光纖耦光功率 P’f,最後得到校正過的耦光效率 P’f / P’s。. 3-6 光纖遠場圖樣測量 由於橢圓形光纖微透鏡的最佳垂直曲率半徑在 3~5µm 之間,較 佳的測量誤差應在 0.1µm 以內,而顯微鏡照相測量光纖微透鏡參數的. 47.
(63) 誤差只能達到 0.5µm 以內,所以無法精確的判斷出光纖微透鏡的品 質。此外光纖微透鏡直接對雷射耦光的作法雖然可以百分之百地判斷 出光纖微透鏡品質,但是要作五軸的對準卻是相當地費時費力。 遠場圖樣測量(FFP)是一種簡單實用的測量技術,透過對光纖透 微鏡 FFP 的輪廓、對稱性和長寬比的觀察可以分別判斷出微透鏡是 否有缺陷、偏軸量以及是否和雷射模態相匹配。FFP 測量可以間接成 為一種在光纖微透鏡量產時,精確判斷光纖微透鏡品質的最佳工具。 在測量時將光纖微透鏡頭端置於三軸移動平台上作粗略對準,從光纖 末端導入的雷射光源會由微透鏡端射出,使用 CCD 攝影機在兩個不 同位置 z=z1,z2 上擷取光纖微透鏡遠場強度分佈,並以強度-色階關係 轉換成相對之彩色光場形狀影像,然後由電腦分別計算出該彩色橢圓 影像在長軸方向的半高全寬 L1 和 L2 以及短軸方向的半高全寬 W1 和. W2,如圖 3.8 所示,最後垂直發散角 θV 和水平發散角 θ h 的結果經由下 列公式求得. θV = 2 ⋅ tan −1. L2 − L1 2( z2 − z1 ). (3.2). θ h = 2 ⋅ tan −1. W2 − W1 2( z2 − z1 ). (3.3). 圖 3.9 所示為標準光纖與橢圓形光纖微透鏡 FFP 的測量結果,其 中圖 3.9(a)所示之標準光纖二維 FFP 呈現幾乎圓對稱的高斯分佈,圖. 48.
(64) 3.9(b)所示之橢圓形光纖微透鏡 FFP 則呈現橢圓高斯分佈。圖 3.9(c) 為有缺陷之橢圓形光纖微透鏡 FFP,偏軸量或微透鏡的結構扭曲等缺 陷,都會造成 FFP 的不對稱甚至畸形。. 49.
(65) SiNx Au/Cr. 3μm P+-GaAs cap n-AlxGa1-xAs graded buffer p-AlGaAs cladding i-AlGaAsGRIN GaAs barrier InGaAs QW GaAs barrier i-AlGaAsGRIN n-AlxGa1-xAs cladding. AlGaAs. n-AlxGa1-xAs graded buffer n-GaAs buffer. i-AlGaAs InGaAs. n-GaAs sub.. GaAs. (b) GRIN-SCH Band Diagram. (a) GRIN-SCH Strained Quantum-Well Laser Structure. 圖 3.1 GRIN-SCH 應變量子井雷射結構與能帶圖[26-28]. θv /2. L. L. θh /2. W. z. 圖 3.2 遠場橢圓長寬比的定義. 50. W.
(66) Laser Power (mW). 200 Chip1 Chip2. 150 100 50 0 0. 50. 100. 150. 200. Laser Current (mA). 圖 3.3 工研院雷射功率-電流曲線測量結果[27]. 51.
(67) 1 Nomalized Power. Horizoatal Vertical. 0.5. 0 -60. -40. -20 0 20 Detection Angle (degree). 40. 60. (a)操作電流 50mA. Nomalized Power. 1. Horizoatal Vertical. 0.5. 0 -60. -40. -20. 0. 20. 40. 60. Detection Angle (degree). (b)操作電流 120mA. Nomalized Power. 1. Horizoatal Vertical. 0.5. 0 -60. -40. -20. 0. 20. 40. 60. Detection Angle (degree). (c)操作電流 200mA 圖 3.4 工研院雷射遠場測量結果[27]. 52.
(68) 1 Chip1. Nomalized Power. Chip2. 0.5. 0 960. 965. 970. 975. 980. Wavelength (nm). 圖 3.5 工研院雷射頻譜測量結果,操作電流 100mA [27]. Radius of Curvature Micorlens Center Offset Fiber Center. 圖 3.6 微透鏡曲率半徑與偏軸量示意圖. 53.
(69) 圖 3.7 雷射與光纖耦光效率量測之裝置示意圖. θv /2 L1. L2. θh /2 W2. W1. z=z1. z=z2. 圖 3.8 發散角計算示意圖 54.
(70) (a)標準光纖. (b)橢圓光纖微透鏡. (c)有缺陷之橢圓光纖微透鏡. 圖 3.9 遠場圖樣測量結果. 55.
(71) 第四章 四角錐光纖微透鏡 4-1 前言 由理論分析與文獻回顧的結果都指出最佳的光纖微透鏡為非對 稱曲面型式,其中又以雙曲線形光纖微透鏡有最高的耦光效率。目前 應用於高功率雷射的雙曲線形光纖微透鏡在製作上的唯一方法是採 用二氧化碳雷射加工技術,此種技術需要用到微米等級的精密自動控 制系統才能實踐,不僅設備成本極高,並且製作出來之光纖微透鏡的 遠場長寬比稍低,所以無法和雷射模場作完美的匹配。除了雷射加工 技術以外,還有三種常用來加工光纖頭端的方法,其中利用研磨技術. [17-20] 可對光纖頭端作平面和圓柱面加工,利用氫氟酸蝕刻技術 [10-11]可對光纖頭端作錐形加工,利用熔燒技術[11]可將各種角錐和 圓錐形光纖頭端變為球面。爲了製作出高長寬比(Aspect Ratio)的光纖 微透鏡,最簡單經濟的方式是先在光纖頭端研磨出非對稱結構,如表. 4.1 所示,之後再加以熔燒形成橢圓形光纖微透鏡。直覺的想法是先 將光纖研磨成常用的楔形後再熔燒成為圓柱形光纖微透鏡。但是由於 光纖纖核與纖殼在材料上的差異,如圖 4.1 所示,使得熔燒過後的楔 形光纖意外產生了如圖 4.2 所示的中間凹陷現象,為了解決這個凹陷 的問題,故此提出了橫截面為菱形的四角錐形光纖結構。這樣的結構 使得光纖中心的纖核部份突出,避免了熔燒後的凹陷產生。此外透過 56.
(72) 菱形橫截面長寬比的調整,可以製作出不同遠場圖樣長寬比的橢圓形 光纖微透鏡。. 表 4.1 非對稱結構與其橫截面形狀 立體結構. 楔形. 金字塔形. 四角錐形. 錐式楔形. 橢圓錐形. 橫截面形狀. 迴紋針形. 矩形. 菱形. 迴紋針形. 橢圓形. 尖端類型. 線. 點. 點. 線. 線. 4-2 製程 四角錐形光纖微透鏡 (QPSFM) 的製程包含了四角錐形光纖研 磨、研磨去尖點和光纖熔燒三個步驟。. 4-2-1 四角錐光纖研磨 本研究的光纖研磨機台架構如圖 4.3 所示,所採用的光纖研磨機 係由美國 ULTRA TEC 公司[32]購得。研磨機台的正後方架設了一部 高倍數 CCD 攝影機,可即時監看光纖研磨情形。光纖研磨機台包含 了光纖夾具、光纖夾具升降平台、轉動研磨平台和以及研磨機控制面 板。其中光纖夾具可上下傾斜 θ 角度以及自旋轉動 φ 角度,θ 角度範 圍為 0°~ 90°,φ 角度範圍為 0°~ 360°。光纖升降平台由光纖夾具升降 旋鈕所控制,光纖夾具升降旋鈕的每旋轉一小格刻度時的升降距離為. 5 µm。研磨機控制面板包含總電源開關、研磨平台、旋轉方向開關、 轉速調整旋鈕,研磨機轉速可調整的範圍為 0~1200 rpm。 57.
(73) 本研究使用的兩種規格 980nm 單模光纖[33]係由卓越光纖公司購 得,其資料表如附錄 B2-1 和 B2-2 所示,截止頻率分別為 958 nm 和. 917 nm,在波長 980 nm 下的模場直徑分別為 4.0 µm 和 5.7 µm,衰減 分別為 3.0 dB/Km 和 1.3 dB/Km,纖核/纖殼的偏軸量分別為 0.1 µm 和 0.5 µm。四角錐形光纖的研磨程序是先讓光纖在固定傾斜角度 θ 下,分別固定旋轉角度於 0°, φ, 180°和 180°+φ 四個位置上分別研磨 出四個對等的四個平面之後便完成。其詳細的步驟敘述如下:. 1. 打開研磨機總電源,用蒸餾水沖洗研磨平台。 2. 舖放 1µm 規格的研磨片於濕潤的研磨平台上,並確定介面處沒 有任何氣泡產生。. 3. 取一段約 2m 的光纖,利用光纖剝皮器在光纖頭端處剝除 3cm 左右的披覆層。. 4. 用光纖切割刀切平裸光纖,留下 2.5cm 之裸光纖長度準備研磨。 5. 將光纖由光纖置入孔穿過光纖夾具,使裸光纖伸出光纖夾具前 端的陶瓷套管外約 2.5mm 後鎖緊光纖。. 6. 將光纖夾具固定一個傾斜角 θ。 7. 打開研磨平台旋轉開關,調整速度控制旋鈕,使研磨平台固定 以 160 rpm 轉速旋轉(建議轉速 140~180 rpm)。. 8. 調整高度控制旋鈕使光纖夾具垂直下降,在 CCD 攝影機觀測. 58.
(74) 下,當光纖碰觸研磨平台後即停止下降,此時 φ= 0°。. 9. 用手抬起光纖夾具,調整高度控制旋鈕垂直降低光纖夾具高度 50µm,輕輕將光纖夾具放下後開始研磨第一面 1 分鐘。 10. 時間到之後用手抬起光纖夾具中斷研磨動作,將光纖沿軸心旋 轉至 φ= K°後,輕輕將光纖夾具放下後開始研磨第二面 1 分鐘。. 11. 時間到之後用手抬起光纖夾具中斷研磨動作,將光纖沿軸心旋 轉至 φ=180°後,輕輕將光纖夾具放下後開始研磨第三面 1 分鐘。. 12. 時間到之後用手抬起光纖夾具中斷研磨動作,將光纖沿軸心旋 轉至 φ=180 + K°後,輕輕將光纖夾具放下後開始研磨第四面 1 分鐘。. 13. 時間到之後用手抬起光纖夾具,並調整高度控制旋鈕使光纖夾 具垂直上升即完成四角錐形光纖研磨。. 圖 4.4(a)為四角錐形光纖的結構圖,其中 α 和 β 角分別為水平和 垂直方向上兩條斜直線的夾角,圖 4.4(b)為四角錐形光纖成品的掃瞄 式電子顯微鏡照片。研磨角度 θ、φ 和結構角度 α、β 的關係如公式(4.1) 和(4.2)所示. θ=. π 2. tan. − cos −1 tan. 2. α 2. tan. 2. 59. α. β 2. 2. tan. β. + tan. 2 2. α 2. + tan. 2. β 2. (4.1).
(75) ϕ = cos. −1. tan. 2. tan. 2. β 2. β. 2. − tan. 2. + tan. 2. α 2. α. (4.2). 2. 4-2-2 研磨去尖點 圖 4.1 為實驗所用之單模光纖折射率分佈圖,其中纖核部份因為 有較高濃度的雜質摻雜,所以有較高的折射率。由於雜質摻雜濃度與 材料的軟化點溫度成反比,所以光纖纖核和纖殼的軟化點溫度大約有 二百到三百度的差距,也因此使得光纖在熔融後的凝固過程中,先凝 固的纖殼部份會向內擠壓後凝固的纖核部份,因而產生中間凸起的現 象,如圖 4.5 所示,進而降低了光纖微透鏡的遠場長寬比。故此提出 在熔燒前先以研磨去除尖點的作法。這樣的作法使得四角錐形光纖前 端形成一個如圖 4.6 所示的菱形截面,因而減少了光纖熔融的體積, 降低了凝固收縮時的擠壓作用。研磨去尖點的實驗裝置包含了光纖夾 具、移動平台、CCD 攝影機和研磨平台。去尖點的程序是先將四角 錐形光纖用光纖夾具固定,然後在 CCD 攝影機觀測下控制移動平 台,使四角錐形光纖接觸研磨平台並完成研磨工作。去尖點的動作能 讓光纖微透鏡的水平曲率半徑增加 10µm 以上,進而增加遠場長寬比。. 4-2-3 光纖熔燒 當光纖被研磨成具有特定角度的四角錐形光纖之後,再經過光纖 60.
(76) 熔接機的電弧放電加熱熔燒光纖頭端形成四角錐形光纖微透鏡. (QPSFM)。圖 4.7(a)為 QPSFM 的結構圖,QPSFM 的前端是一個橢圓 形微透鏡,Rlx 和 Rly 分別為橢圓形微透鏡在 x-z 和 y-z 平面上的水平 和垂直曲率半徑,圖 4.7(b)為 QPSFM 成品的掃瞄式電子顯微鏡照片。 圖 4.8 說明了 Rlx、Rly 和 α、β 的關係,利用 ∆dlx=∆dly 的條件可 以推導出公式(4.3). Rlx sin. β. − Rlx =. 2. Rly sin. α. − Rly. (4.3). 2. 因此 Rlx、Rly 和 α、β 的關係為. R R. lx ly. 1 sin α 2 = 1 β sin 2 . − 1 − 1 . (4.4). Rlx 和 Rly 的比率可以由公式(4.4)計算得到,但是 Rlx 和 Rly 個別的 值是與製程參數,如電弧放電溫度、光纖摻雜濃度和光纖結構參數等 相關的複雜函數。在本研究中我們經由實驗來控制 Rlx 和 Rly。透過公 式(4.1),(4.2) 和(4.4),不同 α、β 和 Rlx/Rly 的 QPSFM 被設計並製作 出,以得到不同長寬比之橢圓形微透鏡。. 61.
(77) 4-3 實驗結果 實驗結果包含了耦光效率、對準容忍度分析以及光纖遠場圖樣。 實驗所用的 980nm 單模雷射長寬比約為 1:5,發散角為 8°×40°,其相 對的光腰半徑(Beam Waist)分別為 2.6µm 和 0.5µm。發散角的定義是 根據遠場強度分布的半高全寬(Full Width Half Maximum; FWHM)。. 4-3-1 耦光效率 每一根製作好的 QPSFM 的最佳耦光效率都被實際測量出來。圖. 4.9 和圖 4.10 為耦光效率對垂直曲率半徑 Rly 的關係圖,所使用之光 纖的模場直徑分別為 4.0µm 和 5.7µm,雷射輸出功率為 100mW,測 量到的最大耦光效率分別為 83%和 80%,這兩根最佳 QPSFM 的結構 參數 α、β、Rlx、Rly 和工作距離 Z 列於表 4.2。由圖 4.9 和圖 4.10 可 看出理論值和實驗值的趨勢相當符合,理論計算中考慮了 7.4%的反 射損失。若將光纖微透鏡的兩端都鍍上抗反射膜 (Anti-Reflection. Coating)來消除反射損失,則會再增加 7.4%的耦光效率。. 表 4.2 四角錐形光纖微透鏡的最佳參數 MFD η α β Rlx (µm) (%) (degree) (degree) (µm). Rly (µm). Z (µm). 4.0. 83.0. 78.0. 162.0. 38.7. 3.7. 5.8. 5.7. 80.0. 77.0. 161.0. 36.6. 4.8. 6.9. 62.
(78) 4-3-2 對準容忍度分析 表 4.2 中的最佳 QPSFM 和雷射在 x,y 和 z 方向位移未對準的 3dB 容忍度和 x-z,y-z 平面角度未對準的 3dB 容忍度之模擬結果列於表. 4.3,其中可看出垂直方向的位移未對準容忍度小於其他方向,這是 由於垂直方向的曲率半徑較小的緣故。 此外由於之前發表的角度未對準容忍度模擬中,並未考慮角度未 對準對(2.10)式和(2.11)式中的 eikz 項造成的影響,導致模擬結果誤差 較大。在考慮了該項影響之後,得到較準確之計算結果,因此將模場 直徑為 5.7µm 的最佳光纖微透鏡,在 x-z 平面角度未對準的 3dB 容忍 度由已發表的±34.5°修正為±5.7°,而模場直徑為 4.0µm 的最佳光纖微 透鏡,在 x-z 平面角度未對準的 3dB 容忍度由±25.5°修正為±6.8°。由 於水平方向上的雷射發散角較小,故得到較小的 x-z 平面角度未對準 容忍度是較為合理的。. 表 4.3 四角錐形光纖微透鏡的 3dB 容忍度模擬值 MFD ∆x (µm) (µm). ∆y (µm). ∆z ∆θx-z ∆θy-z (µm) (degree) (degree). 4.0. ±1.94 ±0.53. 12.4. ±6.8. ±32.0. 5.7. ±2.25 ±0.50. 13.3. ±5.7. ±29.0. 4-3-3 光纖遠場圖樣 光纖微透鏡的品質和長寬比可以透過光纖遠場圖樣(FFP)的測量 63.
(79) 來鑑別。圖 4.11 為不同長寬比的四角錐光纖微透鏡的 FFP。若 FFP 為對稱的橢圓形,則遠場場形就會近似於高斯分佈,如圖 4.11(a)和(c) 所示。若 FFP 為非對稱的橢圓形,則遠場場形就會不同於高斯分佈, 如圖 4.11(b)所示。此外當光纖微透鏡的長寬比與雷射的長寬比相近時 會有較高的耦光效率。圖 4.11(a)和(c)的長寬比分別為 2.2 和 3.9,相 對的耦光效率分別為 44%和 83%。在與圖 2.14 的理論計算比較,光 纖遠場長寬比為 2.2 和 3.9 時,考慮反射損失後的耦光效率理論值分 別為 47.4%和 81.7%。理論與實驗結果相當符合。因此光纖微透鏡的. FFP 測量可以成為一個決定光纖微透鏡品質的重要的技術。. 64.
(80) Core. Clad. 圖 4.1 實驗用單模光纖折射率分佈圖[33]. 圖 4.2 楔形光纖熔燒凹陷現象. 65.
(81) 圖 4.3 光纖研磨系統[32]. 66.
(82) (a)結構圖. (b)掃瞄式電子顯微鏡照片. 圖 4.4 四角錐形光纖. 67.
(83) 圖 4.5 光纖微透鏡熔燒凸起過程示意圖. 圖 4.6 去尖點四角錐形光纖的菱形橫截面示意圖. 68.
(84) (a)結構圖. (b) 掃瞄式電子顯微鏡照片. 圖 4.7 四角錐形光纖微透鏡. 69.
(85) dly. β. α. dlx. Rly Rlx. Vertical direction. 圖 4.8. Horizontal dircetion. 曲率半徑 Rlx、Rly 和結構角度 α、β 的關係示意圖. 70.
(86) Coupling Efficiency (%). 100 Simulation Experiment. 90 80 70 60 50 40 0. 2. 4. 6. 8. 10. Vertical Radius of Curvature (um). 圖 4.9 耦光效率對垂直曲率半徑的關係圖(光纖模場直徑 4.0µm). Coupling Efficiency (%). 100 Simulation Experiment. 90 80 70 60 50 40 0. 2. 4. 6. 8. 10. Vertical Radius of Curvature (um). 圖 4.10 耦光效率對垂直曲率半徑的關係圖(光纖模場直徑 5.7µm) 71.
(87) (a) 長寬比 2.2. (b)長寬比 2.4. (c)長寬比 3.9. 圖 4.11 四角錐光纖微透鏡的遠場圖樣測量結果. 72.
(88) 第五章 錐式楔型光纖微透鏡 5-1 前言 四角錐形光纖的製程複雜,需要經過五次的研磨才能成形,不僅 研磨時間長、研磨偏軸量大並且製程的良率偏低。爲了解決這些問 題,本研究繼續提出錐式楔形光纖結構。錐式楔形光纖是錐形和楔形 的結合,研磨過程是先經過一次錐形研磨後再經過兩對稱面的楔形研 磨。錐式楔形光纖結構的研磨時間短,偏軸量極小,能形成高耦光效 率並高良率的扁橢圓形微透鏡。. 5-2 製程 錐式楔形光纖微透鏡(CWSFM)的製程如圖 5.1 所示,包含了錐式楔 形光纖研磨、蝕刻去尖點和光纖熔燒。. 5-2-1 錐式楔型光纖研磨 本研究使用的光纖為卓越 980nm 單模光纖 [33] ,模場直徑為. 5.7µm。錐式楔形光纖的研磨程序是先讓光纖在固定傾斜角度 θ 下自 轉研磨出圓錐形光纖,之後讓旋轉角度定於 0°和 180°兩個位置上研 磨出兩個對稱的楔形平面。其詳細的研磨步驟敘述如下:. 1. 打開研磨機總電源,用蒸餾水沖洗研磨平台。 2. 舖放 1µm 規格的研磨片於濕潤的研磨平台上,並確定介面處沒 73.
(89) 有任何氣泡產生。. 3. 取一段約 2m 的光纖,利用光纖剝皮器在光纖頭端處剝除 3cm 左右的披覆層。. 4. 用光纖切割刀切平裸光纖,留下 2.5cm 之裸光纖長度準備研磨。 5. 將光纖由光纖置入孔穿過光纖夾具,使裸光纖伸出光纖夾具前 端的陶瓷套管外約 2.5mm 後鎖緊光纖。. 6. 將光纖夾具固定一個傾斜角 θ 後,使光纖沿著中心軸自轉。 7. 打開研磨平台旋轉開關,調整速度控制旋鈕,使研磨平台固定 以 160 rpm 轉速旋轉(建議轉速 140~180 rpm)。. 8. 調整高度控制旋鈕使光纖夾具垂直下降,在 CCD 攝影機觀測 下,當光纖碰觸研磨平台後即停止下降,此時 φ= 0°。. 9. 用手抬起光纖夾具,調整高度控制旋鈕垂直降低光纖夾具高度 70µm,輕輕將光纖夾具放下後開始研磨錐形面 3 分鐘。 10. 時間到之後用手抬起光纖夾具中斷研磨動作,停止光纖的自 轉,此時 φ= 0°。. 11. 再度調整高度控制旋鈕垂直降低光纖夾具高度 10µm,輕輕將光 纖夾具放下後開始研磨第一楔形面 15 秒。. 12. 時間到之後用手抬起光纖夾具中斷研磨動作,將光纖沿軸心旋 轉至 φ=180°後,輕輕將光纖夾具放下後開始研磨第二楔形面 15. 74.
(90) 秒。. 13. 時間到之後用手抬起光纖夾具,並調整高度控制旋鈕使光纖夾 具垂直上升即完成錐式楔形光纖研磨。. 圖 5.2(a)為錐式楔形光纖的結構圖,其中 L 為楔形長度,α 為楔 形角和錐形角。圖 5.2(b)為錐式楔形光纖成品的掃瞄式電子顯微鏡照 片。楔形角 α 由傾斜角 θ 決定,其關係為. α = (π − 2θ ). (5.1). 楔形長度 L 由楔形角 α 和楔形研磨深度 d 決定,其關係為. L = 2d ⋅ sec(α ). (5.2). 典型的楔形長度 L 和楔形角 α 分別為 30µm 和 70°。錐式楔形光 纖微透鏡的製作只需要經過三次研磨,比起四角錐形光纖的五次研磨 來的少,也因為如此,錐式楔形光纖的研磨時間比四角錐光纖的短。 此外因為研磨量較少的緣故,錐式楔形光纖微透鏡的偏軸量也比楔型 光纖微透鏡的小。與其他的技術相比,錐式楔型光纖結構的優點是能 夠達成較小的研磨偏軸量。. 5-2-2 蝕刻去尖點 由於光纖纖核與纖殼材料上的差異,如圖 4.1 所示,使得熔燒過 後的錐式楔形光纖產生中間凸起的現象如圖 4.5 所示。為了解決這個. 75.
(91) 凸起的問題,之前曾經在四角錐光纖的研究中提過研磨去尖點的作 法。由於研磨去尖點的重複性差,再加上錐式楔型光纖的直線狀前端 不適合用研磨去除,故此提出另一種氫氟酸蝕刻作法,蝕刻去尖點的 裝置如圖 5.3 所示,氫氟酸蝕刻的程度可以用氫氟酸濃度和蝕刻時間 來控制。此種作法不僅重複性高,更能同時對大量樣本作一致性的加 工。蝕刻的步驟能預先在錐式楔形光纖纖核部份製造一個如圖 5.4 所 示的凹陷,進而預先補償了熔燒過程中的凸起產生。如圖 5.5 所示, 蝕刻去尖點的動作能讓水平曲率半徑增加 10µm 以上,進而增加 5% 左右的耦光效率,其步驟敘述如下:. 1. 在直尺狀的固定器的一側貼上雙面膠。 2. 將光纖整齊排列地黏著在固定器上,光纖露出固定器約 3cm。 3. 將濃度 55%的氫氟酸加純水稀釋成 11%。 4. 在抽風櫃內將濃度 11%的氫氟酸倒入鐵弗龍容器中。 5. 將固定器連同光纖放在鐵弗龍容器上,光纖自然浸入氫氟酸內。 6. 時間到了之後,將光纖固定器移至裝有純水的容器上。 7. 將光纖浸泡於純水中 10 分鐘以上,去除殘餘氫氟酸。 8. 收集氫氟酸廢液並以抗酸的塑膠罐暫時封存。. 5-2-3 光纖熔燒 當光纖頭端形成想要的楔形長度 L 和楔形角度 α 之後,再經過光 76.
數據

+7

![圖 3.1 GRIN-SCH 應變量子井雷射結構與能帶圖[26-28] W L θ v /2θ h /2 LW z 圖 3.2 遠場橢圓長寬比的定義](https://thumb-ap.123doks.com/thumbv2/9libinfo/8833464.235986/65.892.188.778.173.431/GRINSCH應變量子井雷射結構與能帶WθθLW圖遠場橢圓長寬的定義.webp)
![圖 3.3 工研院雷射功率-電流曲線測量結果[27]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8833464.235986/66.892.202.663.367.735/圖33工研院雷射功率電流曲線測量結果27.webp)
![圖 3.4 工研院雷射遠場測量結果[27]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8833464.235986/67.892.270.602.142.1077/圖34工研院雷射遠場測量結果27.webp)

相關文件
圓光佛學研究所講師.. Gregory, Tsung-mi and the Sinification of Buddhism.. Gregory, Inquiry into the Origin of Humanity: An Annotated Translation of Tsung-mi‘s Yuan jen lun with
A conical flask containing oil and water A sectional diagram of the set-up Examples of drawing experimental apparatus.. Apparatus
The Hilbert space of an orbifold field theory [6] is decomposed into twisted sectors H g , that are labelled by the conjugacy classes [g] of the orbifold group, in our case
Though there’s a growing trend of employing famous Hollywood actors to voice characters in order to provide movies with star power, there are still many unknowns but
In this paper, we develop a novel volumetric stretch energy minimization algorithm for volume-preserving parameterizations of simply connected 3-manifolds with a single boundary
The schematic diagram of the Cassegrain optics is shown in Fig. The Cassegrain optics consists of a primary and a secondary mirror, which avoids the generation of
Jin-Jei Wu, Daru Chen, Kun-Lin Liao, Tzong-Jer Yang, and Linfang Shen, “A novel fiber sensor based on a Bragg fiber with a defect layer”, Presented in 2009 Annular Meeting of
Abstract—We propose a multi-segment approximation method to design a CMOS current-mode hyperbolic tangent sigmoid function with high accuracy and wide input dynamic range.. The
