國立交通大學機械工程學系
博士論文
創新製程應用於齒輪刀具製造之研究
Research on a Novel Process of Gear Cutter
Manufacturing
研究生: 謝仁桂
指導教授: 洪景華 博士
I
創新製程應用於齒輪刀具製造之研究
Research on a Novel Process of Gear Cutter Manufacturing
研究生: 謝仁桂 Student: Hsieh, Jen-Kuei
指導教授: 洪景華 博士 Advisor: Hung, Chinghua
國立交通大學 機械工程學系
博士論文
A Dissertation
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Doctor of Philosophy
in
Mechanical Engineering June 2008
Hsinchu, Taiwan, Republic of China
II 創新製程應用於齒輪刀具製造之研究 學生:謝仁桂 指導教授:洪景華 博士 國立交通大學機械工程學系 摘要 齒輪刀具在工業上的應用非常廣泛,根據其切製工件的方式不 同,其齒形的設計需要複雜的計算,製造上也相當耗費時間與人力, 導致成本提高許多。本論文提出一創新製程,在該刀具的不同設計需 求的同時,將刀具複雜之部分齒形以滾齒創成方式取代,如此一來, 製造出之刀具,不僅符合設計需求,同時在製造上更能節省數倍的時 間,提高產能。本論文中共對三種齒輪刀具進行研究:刮齒刀、負向 齒形刀、滾齒刀。 習用之刮齒刀讓槽以銑製或鑽孔方式加工,效率低且針對小模數 時,加工困難且鑽頭易於折斷等缺點,本論文利用特殊齒條滾刀滾製 讓槽,並利用分析軟體,比較兩者製程之強度與幾何關係,驗證本製 程確實優於傳統加工方法,最後藉最佳化設計軟體得到齒條滾刀之最 佳化設計。 完全過切是負向齒形刀具最重要之特徵,在過去礙於設備與理論 基礎,通常僅能利用成形銑刀加工而成,加工效率低且其成形方式因 刀具之限制,齒形不易變動改善,本文利用特殊齒條之設計,也以滾 製方式加工,除了可提昇加工效率之外,藉由數學模式的推導,可適 度修正齒形,得到較佳之幾何齒形,以提高刀具之性能。 滾齒刀容屑槽之傳統加工方式,係利用成型銑刀逐槽加工而成, 除加工時程冗長外,銑製 ZK 型蝸桿之缺點亦無法避免,本文再次利 用滾製方式形成容屑槽,並解決傳統製程上述之缺失。
III
Research on a Novel Process of Gear Cutter Manufacturing
Student: Hsieh, Jen-Kuei Advisor: Hung, Chinghua
Department of Mechanical Engineering National Chiao Tung University
ABSTRACT
Gear cutters are widely used in the industry. To meet various requirements, they are designed with complicated tooth profiles so that it’s very time consuming for manufacture. This dissertation proposes a novel manufacturing process. Part of the complicated tooth profile is replaced by that generated by a special designed hob cutter. This hob cutter is designed considering various design criteria. Not only the efficiency can be improved, but the performance of the manufactured gear cutter could also be better. Three different cases are investigated in this dissertation: (1) the gear shaving cutter, (2) the negative rake knife, and (3) the gear hob cutter.
Traditionally, the relief portion of shaving cutter is manufactured by drilling or milling, which are all time-consuming processes. It becomes extremely difficult especially when the module of shaving cutter becomes small. With the proposed manufacturing process, the relief portion could be generated efficiently by a specially designed and optimized gear hob cutter. With the hobbed relief portion, the shaving cutter becomes stronger and hence performs better.
The rotary knife with negative rake, in tradition, is manufactured by form milling. The efficiency is low, and the design of profile is also limited. With the proposed manufacturing process, tooth profile of the rotary knife could be generated by a specially designed hob cutter. The manufacturing efficiency is improved, and profile of the knife could also be properly modified by changing the parameters of hob cutter for better performance.
The traditional way to manufacture the gashes of gear hob cutter is to mill it one by one, but the efficiency is quite low. With the proposed manufacturing process, the gashes could be generated by another specially designed hob cutter so that the manufacturing efficiency could be improved 2~3 times.
IV 致 謝 在職的求學過程,辛苦遠超過快樂,尤其是修博士學位。細數交 大八年的求學歲月,因工作的壓力與變換,常常令我想放棄,非常感 謝老師 曾錦煥教授,每在我意志低落時,適當而善巧地引導,使我能 夠堅持下去,最後終能完成學業,老師您雖已離開我們將近三年,但 在您指導的期間,學生實在受益良多,在此獻上我最崇高的謝意。 感謝老師 洪景華教授,三年來在學業與論文上給予正確的指導, 才使得本論文得以順利完成;感謝虎尾科大 張信良教授,在論文研究 的期間,殷切地口授耳提,給予適當的建議,使得研究得以順利進行。 感謝我的口試老師:蔡忠杓教授、蕭德瑛教授、徐瑞坤教授、馮 展華教授、張信良教授以及洪景華教授,感謝您們冒著酷暑前來主持 我的博士論文口試,並給予我最適當的指導與寶貴的建議。 研究過程中,感謝學弟嘉宏在論文研究與發表期間的大力幫忙, 感謝學弟煌棊於特殊齒形刀具的研究,提供寶貴的建議,感謝研究室 的學弟(妹),明達、冠宇、炫慧等,這期間的諸多協助。 特別感謝陸聯精密陳士端總經理與刀具事業部同仁的大力支持, 提供一個非常美好的環境,讓我學習與成長,得以理論與實務相互驗 證,對於個人及公司都得到最大的助益。 我要感謝我的家人,父母親在我求學過程中給予的肯定與鼓勵, 妻子月雲,打理家務,讓我無後顧之憂,女兒景安乖巧,是親情上最 大支持與關心;在此完成博士論文的此時,懷著感恩的心面對過去幫 助過我的師長與朋友,向您們衷心說聲謝謝!最後我要將此榮耀獻給 我那近日前往生的母親,您慈愛的養育與栽培,讓我無盡的思念與感 恩,願您到西方極樂世界,了無罣礙,法喜充滿,早日緣成佛道。
V 內容目錄 摘要 ... II ABSTRACT ... III 致 謝 ... IV 內容目錄 ... V 表目錄 ... VIII 圖目錄 ... IX 符號說明 ... XIII 第1 章 緒 論 ... 1 1.1 簡介 ... 1 1.2 文獻回顧 ... 2 1.3 論文架構 ... 6 第2 章 基本原理 ... 7 2.1 位置向量轉換 ... 7 2.2 相對運動速度 ... 9 2.3 嚙合方程式 ... 9 2.4 餘擺線之運動定義 ... 11 2.5 過切原理 ... 13 2.6 創成原理 ... 16 第3 章 齒輪刀具之基本介紹 ... 19 3.1 前言 ... 19 3.2 齒條刀之定義 ... 22 3.3 滾齒刀瘤頭之設計 ... 22 3.4 滾齒刀生產流程簡介 ... 25 3.4.1 容屑槽加工: ... 25 3.4.2 齒形鏟製 ... 29
VI 3.4.3 滾刀刃口磨銳 ... 29 3.4.4 最終齒形輪磨 ... 32 3.5 刮齒刀生產流程簡介 ... 33 3.5.1 鑽讓槽孔 ... 33 3.5.2 刮齒刀齒形滾製 ... 33 3.5.3 刮齒刀齒面挿槽加工 ... 36 3.5.4 刮刀齒形最終輪磨 ... 36 3.6 刮齒刀的種類與應用 ... 38 3.7 特殊負向角刀具之應用 ... 43 第4 章 創新製程應用於刮齒刀讓槽製造之研究 ... 45 4.1 前言 ... 45 4.2 刮齒刀齒形之數學模式推導 ... 48 4.2.1 齒條滾齒刀之幾何形狀 ... 48 4.2.2 齒條滾齒刀之軌跡方程式 ... 50 4.2.3 接觸線之共用法向量 ... 52 4.2.4 嚙合方程式 ... 54 4.2.5 刮齒刀之軸向剖面 ... 57 4.2.6 最大之讓槽深度 ... 58 4.3 刮齒刀齒根部強度分析 ... 66 4.4 刮齒刀讓槽之最佳化設計 ... 68 4.4.1 瘤頭滾刀與刮齒刀齒形加工 ... 68 4.4.2 刮齒刀讓槽之設計規範 ... 71 4.4.3 瘤頭滾刀之最佳化設計 ... 78 4.5 結果與討論 ... 86 第5 章 特殊負向角刀具創新製程之研究 ... 87
VII 5.1 前言 ... 87 5.2 齒條刀之外形設計 ... 87 5.3 齒條刀之軌跡方程式 ... 93 5.4 負向角刀具之齒形方程式 ... 98 5.5 齒形完全過切分析 ... 112 5.6 負向角刀具切削角之分析 ... 115 5.7 結果與討論 ... 126 第6 章 滾齒刀容屑槽製造之研究 ... 130 6.1 前言 ... 130 6.2 容槽數學模式 ... 130 6.3 與傳統銑製容屑槽之優劣比較 ... 139 6.4 結果與討論 ... 140 第7 章 結論與未來展望 ... 141 7.1 結論 ... 141 7.2 未來展望 ... 142 參考文獻 ... 143 作者簡介 ... 148
VIII 表目錄 表 1.1 台灣歷年齒輪供需分析表[1] ... 5 表 4.1 刮齒刀參數 ... 60 表 4.2 滾齒刀參數 ... 61 表 4.3 範例 4.2 之計算結果 ... 77 表 4.4 範例 4.3 之設計變數與範圍 ... 79 表 4.5 全域搜尋法所得之設計數據組 ... 81 表 4.6 範例 4.3 之 set 1 與 set 2 數據比較表 ... 81 表 4.7 範例 4.4 之初始與最佳化設計之比較表 ... 83 表 4.8 範例 4.5 之初始與最佳化設計之比較表 ... 85 表 5.1 負向角刀具與齒條刀數據 ... 109 表 5.2 外徑隨不同轉位量之切削角度變化情形 ... 122 表 5.3 外徑固定而不同轉位量之切削角度變化 ... 123 表 5.4 外徑固定而轉位量變化時之齒頂寬度 ... 127 表 5.5 外徑隨轉位量變化時之齒頂寬度 ... 128 表 6.1 兩件滾齒刀之數據表 ... 134
IX 圖目錄 圖 2.1 空間物體之座標轉換 ... 8 圖 2.2 空間物體之相對運動 ... 10 圖 2.3 空間嚙合曲面之關係 ... 10 圖 2.4 餘擺線曲線示意圖 ... 12 圖 2.5 基本齒條刀轉位切製齒輪圖[45] ... 14 圖 2.6 齒條刀具切製齒輪示意圖[45] ... 14 圖 2.7 齒條刀切製齒輪之過切示意圖[45] ... 15 圖 2.8 不同之轉位量與過切的關係[45] ... 15 圖 2.9 齒條刀創成齒輪之座標轉換... 17 圖 2.10 齒條刀與被切齒輪之示意圖(未創成時) ... 17 圖 2.11 齒條刀與被切齒輪之示意圖(創成時) ... 18 圖 3.1 齒輪根部過切圖 ... 21 圖 3.2 完全過切齒形 ... 21 圖 3.3 基本齒條齒形 ... 23 圖 3.4 瘤頭滾刀之齒形設計 ... 23 圖 3.5 不同型式之容屑槽 ... 26 圖 3.6 滾齒刀之後斜角(Rake Angle) ... 27 圖 3.7 銑製滾刀容屑槽之實體圖 ... 28 圖 3.8 滾製滾刀容屑槽 ... 28 圖 3.9 鏟製滾刀齒形加工圖 ... 30 圖 3.10 滾齒刀之切削角度 ... 30 圖 3.11 滾齒刀磨銳之實體圖 ... 31 圖 3.12 滾齒刀磨銳加工之精度檢測 [43] ... 31 圖 3.13 滾齒刀最終齒形輪磨加工... 32
X 圖 3.14 刮齒刀挿槽加工干涉示意圖 ... 34 圖 3.15 刮齒刀讓槽之鑽孔加工 ... 34 圖 3.16 滾製刮齒刀齒形 ... 35 圖 3.17 滾製刮齒刀讓槽 ... 35 圖 3.18 刮齒刀齒面之挿槽加工圖... 37 圖 3.19 刮齒刀齒形輪磨圖 ... 37 圖 3.20 橫向式刮削法 ... 39 圖 3.21 對角式刮削法 ... 39 圖 3.22 直進式刮削法 ... 41 圖 3.23 直進式與傳統刮齒刀之挿槽排列比較 ... 41 圖 3.24 下過式刮削法 ... 42 圖 3.25 負向角齒形刀具 ... 43 圖 3.26 切斷紡織纖維之切粒刀[取自瑞士 SCHEER 公司型錄] ... 44 圖 3.27 削鉛筆機與負向角齒形刀具 ... 44 圖 4.1 避免撞及槽底與利於退刀之刮齒刀讓槽 ... 46 圖 4.2 傳統銑製刮齒刀齒根讓槽 ... 46 圖 4.3 鑽孔製程之刮齒刀讓槽 ... 47 圖 4.4 特殊齒條刀滾製刮齒刀讓槽... 47 圖 4.5 瘤頭齒條刀之法向齒形 ... 49 圖 4.6 產生具有導程角λ之齒條刀示意圖 ... 49 圖 4.7 平行軸齒輪之共軛運動關係圖 ... 55 圖 4.8 螺旋齒輪與齒條刀之座標系... 56 圖 4.9 刮齒刀軸向剖面與挿槽深度之幾何座標關係 ... 59 圖 4.10 滾製刮齒刀讓槽之齒條刀法向齒形 ... 61 圖 4.11 滾製刮齒刀齒形之齒條刀法向齒形 ... 62
XI 圖 4.12 刮齒刀齒形與讓槽滾製加工後之軸向齒形 ... 62 圖 4.13 刮齒刀齒形之創成模擬圖... 63 圖 4.14 刮齒刀讓槽之創成模擬圖... 63 圖 4.15 一體式刮刀用滾刀之法向齒形圖 ... 64 圖 4.16 一次滾製完成刮刀齒形與讓槽之創成模擬 ... 64 圖 4.17 滾製與傳統鑽孔法之讓槽比較圖示 ... 65 圖 4.18 利用滾製法加工刮齒刀讓槽之實體圖 ... 65 圖 4.19 鑽孔製程之有限元素模型... 67 圖 4.20 滾製讓槽之有限元素模型... 67 圖 4.21 推導刮齒刀齒形含讓槽之流程圖 ... 71 圖 4.22 含讓槽之刮齒刀齒形 ... 72 圖 4.23 應力分析之推導流程 ... 76 圖 4.24 刮齒刀齒部應力分析之 FEA 模式 ... 76 圖 4.25 範例 4.2 之刮刀讓槽應力模擬分析 ... 77 圖 4.26 滾刀 1 與 2 齒厚設計之限制 ... 79 圖 4.27 應力分析之最佳化設計流程圖 ... 83 圖 5.1 齒條刀之法向齒形 ... 88 圖 5.2 齒條刀創成負向角刀具之座標系 ... 94 圖 5.3 齒條刀之法向齒形 ... 109 圖 5.4 滾製負向角刀具之實體滾齒刀 ... 110 圖 5.5 轉位量 c=-0.2 之滾切模擬齒形 ... 110 圖 5.6 外徑隨轉位量變化時之負向角刀具的端面齒形 ... 111 圖 5.7 不同轉位量之負向角刀具局部齒形 ... 111 圖 5.8 轉位量
C
= −
0.2
時負向角刀具實體圖 ... 112 圖 5.9 齒形完全過切之幾何關係圖... 113XII 圖 5.10 完全過切之負向角刀具 ... 114 圖 5.11 負向角刀具之切削角度 ... 116 圖 5.12 B 點之間隙角示意圖 ... 118 圖 5.13 E 點之餘隙角示意圖 ... 118 圖 5.14 外徑隨不同轉位量改變時切削角之變化情形 ... 124 圖 5.15 外徑固定與不同轉位量改變時切削角之變化情形 ... 124 圖 5.16 漸開線上各點壓力角與座標系之關係 ... 125 圖 5.17 節圓處之刀具創成示意圖... 125 圖 5.18 外徑固定與改變轉位係數齒頂寬度之變化情形 ... 129 圖 5.19 外徑隨著轉位係數改變齒頂寬度之變化情形 ... 129 圖 6.1 容削槽之軸向截面 ... 131 圖 6.2 容屑槽與齒條刀之座標系統... 131 圖 6.3 滾齒刀端面圖 ... 135 圖 6.4 齒條刀法向齒形推導 ... 135 圖 6.5 特殊齒條刀之法向齒形 ... 136 圖 6.6 容屑槽之創成模擬 ... 136 圖 6.7 滾製容屑槽滾刀之實體圖 ... 137 圖 6.8 直溝槽(A)與螺旋(B)容屑槽滾製加工 ... 138
XIII 符號說明 1, 2
ω ω
瞬時接觸點 P 於物體 1 與 2 上之角速度 1, 2 V V 瞬時接觸點 P於物體1與2上之速度 (12) V 物體 1與物體2之相對速度 0 t 齒條節距 a h 齒條齒冠高度 d h 齒條齒根高度 0α
齒條壓力角 ρ 齒頂R角 ε 瘤頭量 μ 瘤頭長度 λ 瘤頭高 SW 齒條節線位置齒厚 H 齒條全齒深α
s 瘤頭壓力角 c r 瘤頭齒頂圓角半徑 w h 齒條之半齒頂寬 wu h 當r =0c 時之最大齒頂寬 up 線段ST之向量 s u 線段TZ之向量 f u 線段KM之向量 ( 1)F c N 線段ST之法向量 ( 1)F c n 單位法向量 ( 2)F c N 線段TZ之法向量XIV ( 2)F c n 單位法向量 ( 3)F c N 圓弧ZM 之法向量 ( 3)F c n 單位法向量 ( 4)F c N 線段KM之法向量 ( 4)F c n 單位法向量 ( )F , ( )F , ( )F c c c X Y Z 瞬心在S 座標系之座標 c ( )F , ( )F , ( )F c c c x y z 齒條刀座標系之x,y,z 方向之分量 ( )F , ( )F , ( )F xc yc zc n n n 齒條刀法線向量之x,y,z 方向之分量
SAP Starting Active Profile 漸開線起始徑 t W 刮齒刀喉寬 int r 刮齒刀讓槽與齒形交點處之半徑 c d 刮齒刀最大讓槽深度 eq S 最大等效應力 1( ),..g (x)5 g x 範例 4.3 之限制條件 HKW 、HFW 分別為齒條刀齒冠高、齒根高 ij M 從Sj至Si的轉換矩陣 k i N 在Si座標系時接觸點之法向量 i O Si座標系之原點 0 P 齒條刀節距 Q 圓角Ⅱ軌跡與外徑交點 R 齒條刀圓角半徑 a S 齒條刀座標系 1 S 圓柱狀刀具座標系 w S 螺旋齒條刀座標系
XV h S 圓柱狀刀具固定座標系 S 右切刃軌跡與外徑交點 ' A T ,TA 分別是A點的切線及位置向量 B T B點處的切線向量 ' B T 倒角區段於B點的切線向量 E T 倒角區段於E點的切線向量 ) (F h V 齒條刀在Sh座標系的速度 ) 1 ( h V 圓柱狀刀具在Sh座標系的速度 ) 1 ( F h V 齒條刀與圓柱狀刀具在Sh座標系的相對速度 Q X 為Q點之x座標 S X 為S點之x座標 c 齒條刀與圓柱狀刀具之轉位量 ) (x ci 第i個限制條件式 h d 齒頂寬度 e 齒條刀之倒角高度 ) (x gi 第i個限制條件不等式 ) (x hi 第i個限制條件等式 m 多角度刀具的模數 k i n 在Si座標系時接觸點之單位法向量 q 左切刃Ⅰ與倒角切刃Ⅵ的交點 1 r 圓柱狀刀具之節圓半徑 o r 、r 圓柱狀刀具外徑 d r 圓柱狀刀具根徑 p r 過切交點之半徑 B r B點之位置向量
XVI b r 漸開線BE在節圓處的半徑 q r 傳統製程刀具之齒根圓角半徑 ) (n i r 在Si座標系第n區段的向量 u 原點Ow至Oa的距離 0 2b 齒條刀齒厚 α 傳統製程刀具之正徑向斜角 β 傳統製程刀具兩齒之夾角 A γ 、γB、γE 圓柱狀刀具之徑向後斜角、離隙角、餘隙角 δ K點與J點所夾之角度 η B點與J 點所夾之角度 (J 點為漸開線曲線與節圓的 交點) Ι θ 、θⅡ、μ 分別為向量ra(Ⅲ)、ra(Ⅳ)及ra(Ⅴ)的參數 ) ( I 、 (Ⅱ)、 (Ⅵ) 分別為向量 (I) a r 、 (Ⅱ) a r 及 (Ⅵ) a r 的參數 λ 圓柱狀刀具之導程角 ξ 齒條刀節線 L ψ 、ψR、ψ3 分別為區段Ⅰ、Ⅱ及Ⅵ的壓力角 B ψ 、ψE、ψJ 分別為B,E,J點處的壓力角 ϕ 傳統製程刀具刀端與刀背夾角 1 ω 滾齒過程中創成圓柱狀刀具時之旋轉角速度 1 φ 滾齒過程中創成圓柱狀刀具之旋轉角度 i invψ ψi之漸開線函數 γ Δ B點與E點所夾之角度 R0AB,R0BE,R 容削槽之軸向截面上之位置向量 0EF
β
gash 容屑槽之導程角1
第1章 緒 論
1.1 簡介 近年來因高科技產業發展瓶頸所造成的全球經濟不景氣,反而使 傳統製造業異軍突出,有亮麗的發展。過去幾年全球機械製造業市場 一片熱絡,齒輪的產量不斷地增加,連帶地使齒輪刀具需求量提昇。 全球齒輪市場粗估約500 億美元,其中美國為最大市場,其次為日本、 德國、加拿大、義大利、法國與英國,台灣去年各式齒輪的產值約數 十億新台幣。以此預估全球齒輪刀具的需求量約 10 億美元,其中台灣 約800 萬美金、大陸約 1 億美元、日本與美國各約 1.5 億美元、歐洲約 2 億美元。表 1.1 為近 10 年來台灣歷年齒輪供需分析表[1]。 刮齒刀為齒輪精加工刀具,其製造程序複雜,在過去,許多製程 礙於設備與技術支援,只能藉助傳統的製程加工,例如刮齒刀讓槽, 主要以銑削與鑽孔方式為主;但此二種加工方式,加工效率低,鑽頭 容易折斷,尤其針對小模數( 2≤ )刮齒刀時,更是齒輪刀具業者長久以 來最不易克服的瓶頸。 特殊負向切角刀具主要應用於特殊場合,如纖維切斷之切粒刀 具,文具用削鉛筆機用滾刀,紡織梳棉鉤紗刀具及鋸片滾刀等,齒形 奇特與複雜;過去也礙於設備與技術支援,通常利用成形銑刀加工而 成,其成形的方式因刀具的限制,加工效率較低,齒形不易更動改善, 是以其加工受到諸如限制。 容屑槽於滾齒刀之主要功能在於導引切屑流動,即時將切屑的熱 量帶走,避免影響加工品質。在過去容屑槽的習用製程,以成型側銑 刀銑製而成,除了加工費時與造成 ZK 蝸桿銑製不可避免之上下兩側干 涉問題外,由於材料發展的不斷提昇,銑削不易而快速磨耗,若加工 中稍有疏忽,即可能發生刀片爆裂而傷及工件,嚴重時造成工件報廢。2 齒輪技術於上世紀80 年代起,拜相關之電腦技術的蓬勃發展,過 去視為畏途的大量數學運算,變成輕易可行,過去專家學者構建的各 式齒輪理論,因眾多軟體的開發,化繁為簡,致使近30 年來,齒輪相 關技術有著長足的進步。 本論文係利用齒輪相關理論結合過切與小壓力角的概念,有別於 傳統方式,以滾製的創新製程應用於刮齒刀齒根讓槽、完全過切的負 向角刀具齒形與滾齒刀容屑槽等的研究與開發。 1.2 文獻回顧 齒輪的歷史發展幾乎與人類的文明同步,早在西元前 2000 年左 右,中、外歷史上就已有使用齒輪的記載,齒輪機構可以說是人類最 古老的機械元件之一。但是一直要到十七世紀後半葉,才有齒輪齒形 的理論研究,並主要製造方法是利用成形銑刀銑削輪齒,加工效率低。 近代的齒輪工業技術要等到19 世紀末,齒輪加工技術有所突破之後才 突飛猛進。換言之,近 100 多年來的齒輪技術發展史,可以說就是齒 輪加工技術的發展史。 齒輪基本原理:在電腦尚未普及的年代, Backingham [2]於 1949 年著述” Analytical Mechanics of Gears ”,以解析幾何的概念,引導著齒
輪界由最基本的齒輪概念,逐漸深入齒輪結構的領域。Litvin[6] 於1994
提出 “Gear Geometry and Applied Theory”,完整而系統介紹齒輪原理與
數學的結合,對齒輪的發展貢獻卓著。而 Su 等人[3]於 1997 年提出探 討餘擺線的特性和應用於齒輪齒根圓角上的研究,實際推導齒條刀上 各點於切製齒輪時,餘擺線的路徑,以此驗證齒形過切的方法。 齒輪過切原理:Chang 等人[4]則於 1995 年,利用齒條刀創成原理 滾製橢圓形齒輪,並提出其數學模式與過切分析。Chen 等人[5]於 2005 年,探討以齒形轉位及齒形修整方式來避免齒形過切,做為少齒數齒
3
輪之設計。Litvin[6]並提出齒形過切的完整理論,以獲得不產生齒形過 切的條件,從此理論中亦可得到過切的衍生應用。
刮 齒 刀 製 程 研 究 :Kuang 等 人 [7] 於 1996 年 提 出 放 刮 滾 刀 (Pre-Shaving Hob Cutter),齒形瘤頭(Protuberance)參數研究,刮前滾刀 齒頂瘤頭的軌跡,以得到一個適當的過切情況,並討論這軌跡與最終 刮齒後齒形的相互關係。Kim 等人[8]於 1996 年提出一套利用二維平面 之等效正齒輪,近似刮齒刀與齒輪嚙合之刮齒刀設計軟體。Kosal[9]於 1998 年說明四種刮齒方法基本概念。Miao 和 Koga[10]於 1996 年提出 一項齒輪齒形修整之直進式刮齒技術。Moriwaki 和 Fujita[11]於 1994 年發表齒輪刮齒之電腦模擬模與精加工齒形刮齒之效果。Lu 等人[12] 於2000 年提出彎曲應力造成刮齒刀彎曲撓度是造成齒形不佳之主要原 因。Litvin[13]於 2001 年提出以電腦模擬正齒與螺旋齒輪刮齒狀況,研 究小齒輪刮刀齒面的修正,以得到合適的齒形與導程精度。Litvin[6] 提出三維交錯軸螺旋齒輪之基本嚙合條件,以利刮齒刀之設計。Lu 和 Yang[14]於 2002 年為解決刮齒不欲見到之齒形中凹,提出刮齒刀不等 深度之挿槽深的設計。Hsu 和 Fong[15]研究刮齒刀挿槽排列於直進式刮 齒時對齒面粗度之影響。Hsieh 等人[16]於 2005 年提出利用瘤頭滾刀滾 製刮齒刀讓槽討論其結構之強度分析。Chen 等人[17]於 2005 年提出一 種新型加工刮齒刀根部讓槽的專利。Chang 等人[18]於 2005 年提出一 種新型刮齒刀根槽齒形之應力分析。Chang 等人[19]於 2006 年提出刮 齒刀根槽以滾製之新技術,分析其齒根強度,並驗證較之傳統鑽孔和 銑製之讓槽有較佳的強度與加工效率。Hsieh 等人[20]於 2007 年發表刮 齒刀讓槽之創新製程與習用鑽孔製程,比較其讓槽加工製造優劣與結 構強度分析。兩種最佳化設計法,一為全域搜尋法,基於便捷的考慮, 僅討論幾何形狀,另一種為二次序列規劃法結合 MOST[22-23]最佳化
4 設計之方法。 負向角刀具製程研究:Liu 和 Chang[24]於 2003 年提出一種螺旋 形切刀,以滾製的方式,一次切製過程中即將此螺旋形切刀三個切削 角度加工完成。Hsieh 等人[25]提出以特殊齒條刀齒形滾製負向角刀 具,並討論與習用技術之優劣差異分析。 滾齒刀容屑槽製程研究:Chang[26]於 2003 年提出以成型銑刀銑製 滾齒刀之螺旋容屑槽,推導其數學模式並探討 ZK 型蝸桿加工原理應用 於此之誤差分析。Fang[27]於 1996 提出 ZK 型蝸桿之數學模式推導, 並以節圓增徑方式之蝸輪滾齒刀切製蝸輪,探討其誤差分析。Chen 等 人[28]於 2005 年提出滾齒刀之牙口數與容屑槽數對滾齒後,對齒輪之 齒形與導程的誤差分析。Chen 和 Hsieh [42]於 2008 年提出刀具容屑槽 之形成方法之專利。 本論文即以上述相關理論為基礎,設計齒條滾齒刀,提出有別於 傳統加工方法,採用滾製的創新製程應用於刮齒刀齒根讓槽、完全過 切的負向角刀具齒形與滾齒刀容屑槽等的研究與開發。
5
表 1.1 台灣歷年齒輪供需分析表[1]
單位:億 元(NT$) 項 目 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 產 值 (1) 28.1 27.4 35.5 34.4 34.3 33.6 30.4 34.8 34.8 44.2 進 口 值 (2) 127.4 103.0 190.0 121.6 104.6 130.1 93.3 111.9 139.1 175.5 出 口 值 (3) 1.3 2.3 3.0 2.3 3.3 5.3 3.7 5.1 9.1 11.4 巿 場 需 求 154.2 128.1 222.5 153.7 135.6 158.4 120.0 141.6 164.8 208.3 出 口 比 率 4.6% 8.4% 8.4% 6.7% 9.7% 15.7% 12.1% 14.7% 26.1% 25.8% 自 給 率 18.2% 21.4% 16.0% 22.4% 25.3% 21.2% 25.3% 24.6% 21.1% 21.2% 進口依存度 82.6% 80.4% 85.4% 79.1% 77.2% 82.1% 77.8% 79.0% 84.4% 84.3% 註:(1) . 資 料 來 源 : 經 濟 部 統 計 處 , 中 華 民 國 台 灣 地 區 工 業 生 產 統 計 月 報 此 值 並 不 包 含 自 製 自 用 部 分 和 齒 輪 箱 等 齒 輪 系 統 組 件 (2) . 資 料 來 源 : 海 關 進 出 口 統 計 月 報 。 (3) . 資 料 來 源 : 海 關 進 出 口 統 計 月 報 。台灣齒輪市場趨勢圖
0 50 100 150 200 250 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 年度 億元(NT$) 產值 市場需求6 1.3 論文架構 本論文共分為 7 章:第 1 章為緒論,介紹齒輪刀具目前之發展現 況與相關文獻回顧,並對本論文之研究重點作一說明。第 2 章則介紹 本文後續應用之基本理論。第 3 章說明齒輪刀具之設計與製造流程, 藉以對於本文的研究可有更清楚的了解。第 4 章係利用座標轉換、嚙 合原理結合過切與小壓力角之概念,建立刮齒刀齒形與讓槽及齒條刀 齒形之數學模式,並做實際製造驗證;此外亦利用有限元素分析法, 比較習用與創新製程所製讓槽,並藉最佳化設計,依限制條件,定義 出最合適滾刀瘤頭齒形。第 5 章則利用完全過切之理論,結合齒輪基 本原理,建立負向角切刃刀具與齒條刀數學模式,並討論負向角刀具 之切削角度與齒頂寬度對刀具特性分析,並做實際製造驗證。第 6 章 利用推導而得之特殊齒條刀以滾製滾齒刀容屑槽,改善習用技術之加 工效率與誤差效應,並做實際製造驗證。第7 章為結論與未來展望。
7
第2章 基本原理
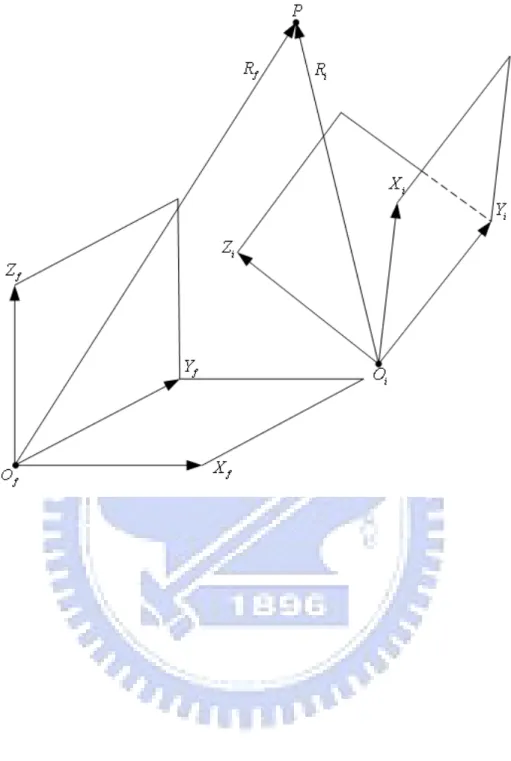
2.1 位置向量轉換 空間中有兩個座標系Sj(Xj,Yj,Zj)與Si(Xi,Yi,Zi),座標間之關係如 圖 2-1 所示。上述空間座標系中有一點 P,其位置向量表示於座標系 ) , , ( j j j j X Y Z S 為Rj,表示於Sj(Xj,Yj,Zj) 座標系為Rj,而此兩座標系間之 位置向量轉換可用下列之齊次座標轉換矩陣 (Homogeneous Coordinate Transformation Matrix)方程式表示之。 j = ji i R M R (2.1) 其中M = ji ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ 1 0 0 0 ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) ( ) ( ) ( i i i O j i j i j i j O j i j i j i j O j i j i j i j Z Z Z Y Z X Z Y Z Y Y Y X Y X Z X Y X X X (2.2) 上式中cos(Xj,Xi)表示Xj軸與Xi軸間夾角之餘弦值,餘此類推;而 ) (Oi j X 、 (Oi) j Y 、 (Oi) j Z 為Si(Xi,Yi,Zi)座標系之原點Oi表示於Sj(Xj,Yj,Zj)座標 系的三個座標軸的分量,M 則為 4×4 之齊次座標轉換矩陣,可將座標ji 值由Si(Xi,Yi,Zi)座標系轉換至Sj(Xj,Yj,Zj)座標系。至於一般之速度及 法線向量等之座標轉換,因與座標系之原點無關,所以此類向量的座 標系間轉換矩陣L 為 3 × 3 之矩陣,可由方程式(2.2)之矩陣刪去最後ji 一行及最後一列而得並表示如下: Lji = ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎣ ⎡ ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( ) , cos( i j i j i j i j i j i j i j i j i j Z Z Y Z X Z Z Y Y Y X Y Z X Y X X X (2.3)8
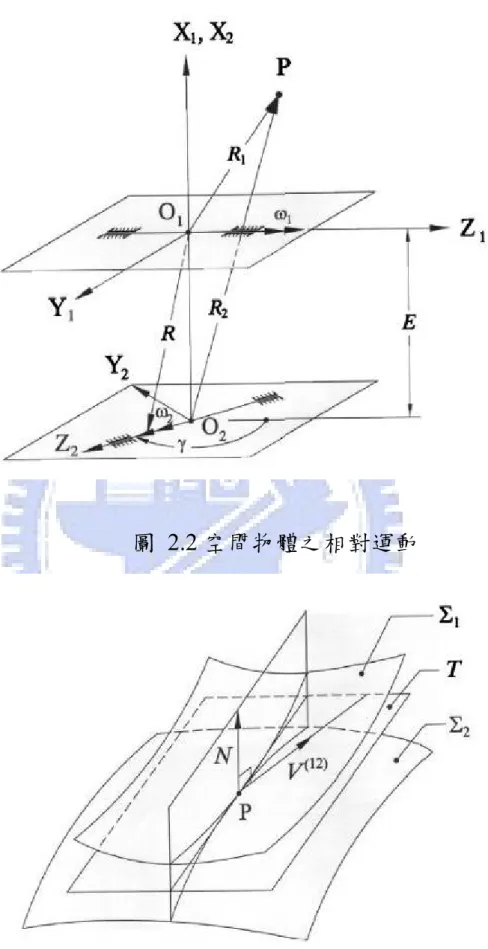
9 2.2 相對運動速度 假設空間中有兩個物體,物體 1 與物體 2 分別固聯於座標系 1( , , )1 1 1 S X Y Z 與S X Y Z2( 2, , )2 2 ,如圖2-2 所示。Z1 軸與 Z2 軸分別為物體 1 與物體 2 之旋轉軸,其旋轉之角速度分別為
ω
1與ω
2 ,γ為兩旋轉軸 之交錯角,而 C 則為其最短距離,P 點為物體 1 與物體 2 之瞬時接觸 點。因此,瞬時接觸點P 在物體 1 上之速度V 可由下式求得: 1 V1 = ×ω
1 R1 (2.4) 其中R1 乃是由物體 1 旋轉軸上任一點指向接觸點 P 之位置向量。 而瞬時接觸點P 在物體 2 上之速度 V2 則可由下式求得: V2 =ω
2×R2 其中R2 乃是由物體 2 旋轉軸上任一點指向接觸點 P 之位置向量。 最後物體1 與物體 2 之相對速度可求得如下: = −V V1 2 =(ω
1×R1) (−ω
2×R2) (12) V (2.5) 2.3 嚙合方程式 若考慮空間中有兩個相互嚙合運動的曲面Σ1和Σ2,如圖 2.3 所 示。P 點為此兩嚙合運動曲面Σ1和Σ2之共切點(Common Tangent),同時 也是兩曲面之瞬時接觸點。共切點 P 在兩曲面上有共同之法向量(Common Normal Vector)N;V(12)
則為曲面Σ1和Σ2在P 點的相對速度。
曲面於嚙合時,兩曲面間既不分離,也不嵌入對方,故兩曲面之共同
法向量方向,其相對速度V(12)
為零,是以接觸之兩曲面其相對速度必落 在共同切平面(Common Tangent Plane)T 之上,故此共同法向量 N 必與
10
圖 2.2 空間物體之相對運動
11 根據上述的現象可以得到以下的結論: 兩嚙合運動曲面間的相對速度 V(12)與共同法向量 N 和共同接觸點 P 處必相互垂直。所以下式亦必成立: 0 = (12) N V× (2.6) 方程式(2.6)亦即齒輪原理中討論共軛運動對嚙合運動條件之嚙合 方程式。 2.4 餘擺線之運動定義 過切現象的發生與齒條刀的滾齒中心距離有關,當切深適當時, 我們可以得到,齒輪正確的齒厚、根徑、外徑和合乎要求的漸開線起 始徑,但滾齒中心距離有所變動,即造齒輪精度的不穩定,尤其當滾 齒中心距離變小即造成過切;齒條刀滾齒加工時,即刀具沿著一直線 運動,被切齒輪旋轉而創成出齒形,而此動作即是循著餘擺線的路徑。 餘擺線,顧名思義與擺線(Cycloid)相類似。當半徑為 a 的圓沿著 x 軸直線滾動時,圓周邊上一點”P”的路徑軌跡即為擺線曲線;若”P” 點 移至距離圓心b 長度時,所產生的路徑軌跡即為餘擺線曲線,如圖 2.4 所示。a>b 或 a<b 所產生的餘擺線曲線型式不相同,而擺線曲線為餘擺 線a = b 時的特例。 餘擺線的曲線方程式為: sin x a=
θ
−bθ
cos y a b= −θ
(2.7) 擺線的曲線方程式為(當 a = b 時):12 sin x a=
θ
−aθ
cos y a a= −θ
(2.8) 式中θ
為圓滾動的角度。圖 2.4 餘擺線曲線示意圖
(a) a=1, b=2 (b) a=2, b=113 2.5 過切原理 齒輪的轉位,又稱做移位或變位。齒輪轉位,簡單地說就是利用 基準刀具切削齒輪時,刀具切深或切淺(相對於齒輪的基準節圓)的一種 方式,切削出來的齒輪彼此可以互相嚙合,如圖2.5 所示。 齒輪轉位的目的: (1) 調整中心距 A. 兩固定軸裝上一或數對齒輪對 B. 中心距變動(非標準中心距) (2) 防止過切 (3) 改善齒輪強度 (4) 其他(改變齒輪的接觸率、滑動率…) 至於齒輪過切(Undercut),意指兩齒輪嚙合時,其一齒輪齒頂超越 配對齒輪的基圓之內,嚙合不順暢,擠壓變形,傳動時產生噪音;此 時若嚙合的對象改為刀具,則干涉的部位即被切除,此即造成所謂之 過切。 圖2.6 為一齒條刀具創成齒輪之示意圖,瞬時旋轉中心為 I 點,
OI
v
v
(2)=
(1)=
ω
×
(2.9) 或ω
) 2 (v
OI
=
(2.10) 對齒輪而言,過點 I 的圓即為節圓(Pitch circle);對齒條刀具而言,過 點I 的線即為節線(Pitch line)。當齒條齒頂被切齒輪的基圓時即造成過 切,如圖2.7 所示。14
圖 2.5 基本齒條刀轉位切製齒輪圖[45]
15
圖 2.7 齒條刀切製齒輪之過切示意圖[45]
16 圖2.8 所示,於不同的轉位量,切製齒輪時,其不同之過切情況。 過切造成的原因與滾齒刀的瘤頭量、瘤頭高、瘤頭角度有關;另外與 齒條刀的轉位,餘擺線的路徑亦都有關聯;本研究即利用滾製時,適 當的改變以上所述之參數,結合推導之數學方程式,與電腦輔助軟體, 依據齒輪之漸開線起始徑,齒根強度,加工效率等邊界條件,建立本 研究之特殊應用的創新製程。 2.6 創成原理 如 2.1 節位置向量轉換所述,齒條刀與被切齒輪依循著餘擺線路 徑,而創成出齒輪的齒形。以下利用簡單數據與圖示,介紹刀具創成 齒輪的過程。由滾齒刀的系統3,先轉換至齒輪系統之固定座標 2,再 由固定座標2 轉換至齒輪座標之系統 1,以完成刀具之創成動作。 ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = 1 0 0 0 0 1 0 0 0 1 0 0 0 1 23 r r M θ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ − = 1 0 0 0 0 1 0 0 0 0 ) cos( ) sin( 0 0 ) sin( ) cos( 12 θ θ θ θ M 23 12 13 M M M = ⋅ 13
cos( ) sin( ) 0 cos( ) sin( ) sin( ) cos( ) 0 sin( ) cos( )
0 0 1 0 0 0 0 1 r r r r M
θ
θ
θ
θ
θ
θ
θ
θ
θ
θ
− − ⎡ ⎤ ⎢ + ⎥ ⎢ ⎥ = ⎢ ⎥ ⎢ ⎥ ⎣ ⎦ 13 3 M R = ⋅ 1 R17
圖 2.9 齒條刀創成齒輪之座標轉換
18 P 點座標(座標系 0) 0 cos( ) sin( ) sin( ) cos( ) r r r r
θ
θ
θ
θ
θ
θ
− ⎡ ⎤ = ⎢ + ⎥ ⎣ ⎦ P cos( ) sin( ) 0 sin( ) cos( ) 0 0 0 1θ
θ
θ
θ
− ⎡ ⎤ ⎢ ⎥ = ⎢ ⎥ ⎢ ⎥ ⎣ ⎦ M 齒條創程後的座標(座標系 0)[ ][ ] [ ]
0 = M R 1+ P 0 R 0:齒條創程座標點(座標系0) R 1:齒條座標(座標系1) R圖 2.11 齒條刀與被切齒輪之示意圖(創成時)
19
第3章 齒輪刀具之基本介紹
3.1 前言 齒輪刀具泛指,滾齒刀、鉋齒刀、成形銑刀、刮齒刀、拉刀以及 特殊場合應用的栓槽滾刀、鏈輪滾刀、鋸片滾刀、削鉛筆刀、切粒刀 等等,這些刀具廣泛應用於各式各樣之傳動零件和特殊滾刀的製造。 齒輪刀具雖有這些類別,但本文主要以滾齒刀、刮齒刀以及特殊刀刃 的負向角刀具為探討之對象。 齒條可分為標準齒條與特殊齒條,所謂特殊齒條即指非標準齒條 而言,其有著瘤頭和齒頂倒角以及非標準齒厚等之齒條尺寸設計,而 標準齒條即對應標準齒輪(無轉位、標準齒深和無放刮放磨等設計)。 滾齒刀和刮齒刀雖然是齒輪製造業最常使用的刀具之一,但大部 份的使用者對其不甚了解,透過這兩種刀具生產的重點製程,可對本 文研究有更進一步的認識。 齒輪的機製加工方式,簡單的可分為前加工與精加工;滾齒、鉋 齒、成形銑製等屬於前加工(雖然滾、鉋齒也可做精加工,但一般而言 仍以前加工為主),所製之產品精度較低,也稱為粗加工;另外刮齒加 工(Shaving)、珩齒加工(Honing)、磨齒加工(Grinding)等則屬於後加工, 產品精度要求較高,所以亦稱精加工。 目前齒輪的精加工方式,主要以刮齒與磨齒為主,由於刮齒效率 高,成本低,廣泛應用於齒輪之大量生產,所以產量最大的汽機車用 齒輪,目前仍以刮齒加工為主。 刮齒加工方式依動力區分為:動力刮齒與從動性刮齒;所謂的動 力刮齒即刀具軸與齒輪軸均能自主轉動,刮齒時可因各自獨立的傳動 條件,可以調整加工參數,以得到齒輪之齒形與導程精度的控制。至 於從動性刮齒,刮齒時僅刀具軸有旋轉動力,以轉動的刀具軸帶動齒20
輪,藉刮齒刀齒腹部份的開槽之刃口,因相互嚙合時的刮擦動作,刮 削齒輪齒面而複製與刮齒刀齒面相同的一種加工。
至於刮齒刀的型式,則以刮齒機的機構區分,可分為,直進式 (Plunge Type)、下過式(Underpass Type)、軸向式,一般稱為傳統式 (Conventional Type)以及對角式(Diagonal Type)等四種刮齒刀。
齒輪的加工過程中,若齒條刀具的齒頂超越被切齒輪的基圓之 下,即造成所謂的過切(Undercut),這種在齒輪根部份的過切現象,如 圖3.1 所示,將造成齒輪根部強度降低,所以一般的概念,工程師會採 用各種辦法,來避免齒輪過切的發生。然而在本文中,卻反方向利用 過切的特性,應用於刮齒刀讓槽型式的創新設計。 滾齒時的過切原理廣泛應用於放刮與放磨齒輪的前加工;假設吾 人設計一滾切後的齒形,任一側齒形整段漸開線產生過切時,此即稱 之為完全過切(Fully Undercutting)。 齒形若發生完全過切時,齒形之一側漸開線,因過切而完全被切 除,並於齒頂相交,因而形成刃口,如圖 3.2 所示。刃口型式有別於 正壓力角之刀刃,故稱之為負向角刀具,常見於削鉛筆刀、紡紗用切 粒與鈎紗刀具以及鋸片滾刀等。 滾齒刀容屑槽的製造,習用技術主要以成型側銑刀加工為主,雖 然機台與刀具容易準備,操作亦簡單,但加工耗時與滾切ZK 型蝸桿銑 製時,因銑刀外徑改變造成齒形上下端因干涉而被切除之缺點[26],而 且滾刀材料不斷推陳出新,銑製的加工方式面臨挑戰,除了刀具磨耗 快速之外,生產中常因刀具磨損未能即時更換而這成刀具爆裂而傷及 工件之狀況。
21
圖 3.1 齒輪根部過切圖
完全過切之
刀具路徑
外徑
原齒輪齒形
最終齒形
圖 3.2 完全過切齒形
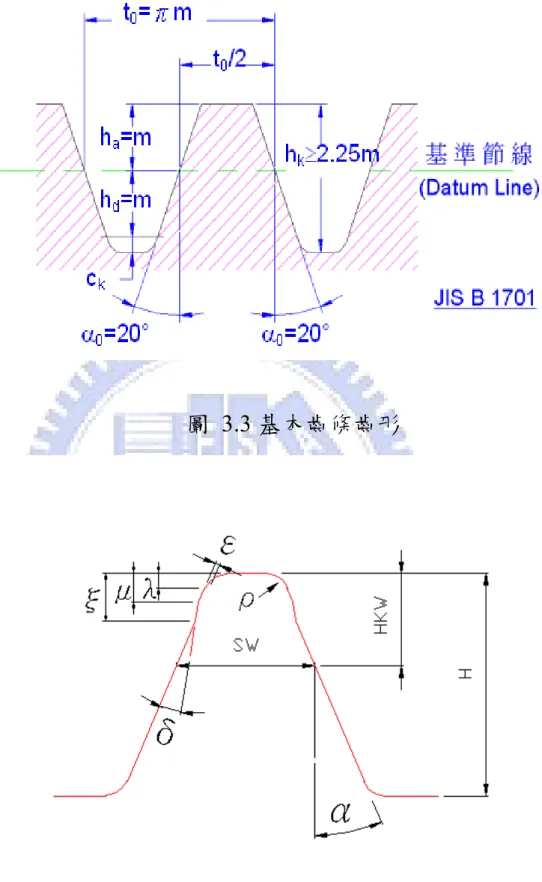
22 滾齒刀容屑槽並非對稱齒形,通常不考慮使用滾切加工,但本文 利用推導而得之齒條製作滾齒刀,以創新的滾製方式克服此加工瓶頸。 3.2 齒條刀之定義 當漸開線齒輪齒數為無窮多齒,節圓直徑為無窮大時,漸開線齒 形變成直邊齒形,因此以齒條齒形表示齒輪基本齒形,稱為基準齒條 齒形(Standard Basic Rack Tooth Profile)。基準齒條齒空部份作為刀具之
刃口,如圖 3.3 所示,此即稱基本齒條形刀具,齒輪滾齒設備即以此刀 具作為切齒依據。 齒輪的滾齒原理即是齒條與齒輪的嚙合原理,所以滾齒刀屬於齒 條型創成刀具,滾齒刀的齒條為梯形,可切製出漸開線齒形的齒輪, 所以選擇適當的齒條齒形,則可創成出方栓槽、鏈輪、棘輪,花鍵或 其他的特殊齒形;所以吾人設計滾齒刀時,首先需決定的部份,即是 齒條尺寸的確定;一般漸開線齒輪,梯形的齒條齒厚,可以容易從齒 輪的弧齒厚輪推導而得,但針對較特殊的齒形,如栓槽,鏈輪,大過 切量的齒形時,則需利用座標轉換、嚙合方程式與運動方程式等數學 模式推導齒條刀,本文即以推導而得之各式齒條刀應用於刮齒刀讓 槽,負向角刀具以及滾齒刀容屑槽等新製程的開發,先以實做驗證, 最終應用於生產製程上。 3.3 滾齒刀瘤頭之設計 當刮齒或磨齒時,滾刀的瘤頭設計,如圖3.4 所示,通常是需要的, 其目的在齒輪齒根造成適當的過切量以確保刮、磨加工可順利執行; 但瘤頭滾刀造成齒根的過切,特別針對少齒數齒輪時,因自然過切現 象,將更嚴重,是以有特別需求時方設計瘤頭,而且由實際觀察而知, 瘤頭刀加工時比無瘤頭刀更易磨耗,刀具壽命降低。
23
圖 3.3 基本齒條齒形
24 法向模數 : Mn 法向壓力角: αc 齒數 : Z 螺旋角 :β 齒厚 :Son 外徑 :OD 根徑 :RD 節圓徑 : cos( ) MZ PD
β
= 齒條基本計算公式 SW =M⋅ −π Son 2 / ) (PD RD HKW = − ( ) / 2 0.25 H = OD RD− + M α:壓力角 ρ:齒頂R 齒輪放刮(磨)量 ε:瘤頭量 = + 0.004 2 μ:瘤頭長度 5 δ:瘤頭角度,一般設定為3.5 或 c λ:瘤頭高=ρ× (1- sin(α )) cos( ) sin( )ε
ξ
μ
α δ
δ
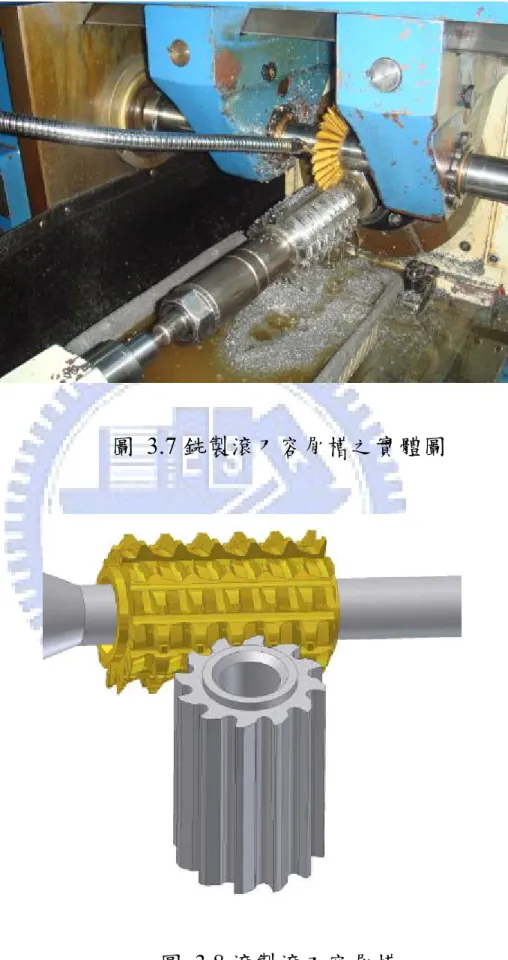
= + − :瘤頭總長 : SW 齒條節線位置齒厚 HKW:齒條節線位置齒冠高 H:齒條全齒深25 3.4 滾齒刀生產流程簡介 齒輪滾刀是加工正齒輪與螺旋齒輪最常用的一種刀具,滾齒刀因 法向齒形為被切齒輪所需的基本齒條,故屬於齒條型創成刀具,結構 上如同蝸桿,在軸向開槽以產生刀刃並製作刀具所需之各加工隙角, 如此即成滾齒刀。 滾齒刀的製造程序,大致上區分為熱處理前(簡稱前段加工)與之後 (簡稱後段加工)兩部份,其中前段加工材料尚未硬化,屬於軟材加工模 式,程序包括,外形車製、齒形加工、容屑槽成形、齒形鏟製等。而 後段加工材料已經硬化,屬於硬材加工模式,程序包括,內外輪磨、 滾刀刃口磨銳及最終齒形輪磨等。 前段加工中,以容屑槽加工與齒形鏟製,屬於較關鍵的製程,而 後段製程則以滾刀刃口磨銳及最終齒形輪磨為重點,以下就針對四種 加工程序作簡單說明: 3.4.1 容屑槽加工: 容屑槽的主要功用在於形成滾齒刀的切削刃口以及滾齒時做排屑 用,如圖3.5,容屑槽有螺旋溝槽與直溝槽兩種型式。 直溝容屑槽造成滾齒刀刀刃左右兩側壓力角不相等,一般應用於 滾齒刀齒形之節圓導程較小時,通常節圓導程λhp ≤6 時,不易造成加工 齒輪齒形有明顯的誤差,降低製造成本而採用的近似方法。但當λhp ≥6 時,為了保持齒輪加工的精度,一般製作垂直於滾刀螺紋導程角的螺 旋容屑槽。 容屑槽數的多寡影響到齒輪切削過程的平穩性、齒形精度、面粗 度,以及刀具可重磨的壽命。滾齒刀的容屑槽數愈多,滾切時分配到 每一刃的負荷減小,因此切削過程平穩,刀具壽命提高;另外容屑槽 數多,齒面的包絡愈細緻,自然提昇滾齒後之齒形精度與面粗度。不
26 (a) 直溝容屑槽
(b) 螺旋容屑槽
27 過容屑槽數過多,每一刀刃的有效長度變短,可重磨的次數因而減少。 後斜角(Rake Angle)是滾齒刀的主要切削角度,可分為正角刀口、 零度刀口和負角刀口,如圖 3.6 所示。以往為了方便製造和量測,大都 採用0°滾刀,但近年來的研究發現,正角刀口的滾刀不但能改善切削條 件,而且對提高滾刀的耐用度與被加工齒輪的齒面光滑度;正角刀口 滾刀銳利,可提高齒形設計精度,尤其是大模數滾刀,導程角較大, 效果更加顯著。而負角刀口滾刀通常應用於經過熱處理表面硬度較高 的工件。 習用之滾齒刀容屑槽的製造,主要以成形側銑刀於臥式銑床上加 工而成,如圖 3.7 所示。不論是直溝槽或是螺旋槽,正角抑是負角等, 均依此模式加工,機器與刀具容易取得,故一直以來,是容屑槽主要 的加工方法。 成形側銑刀銑製容屑槽雖然方便,但加工時間冗長,而且隨著滾 刀材料的提升,加工性難度增大,側銑刀的使命壽命降低,甚至發生 側銑刀爆裂的狀況,是其主要的問題。 為了克服上述的缺點,我們應用特殊齒條刀的設計,以滾製的 方式加工滾刀的容屑槽,如圖3.8 所示,除了加工時間可以縮短與加工 的精度提高之外,過去側銑刀爆裂造成工件報廢的情況得以克服。 (a)正角刀口 (b)0 刀口 (c)負角刀口
圖 3.6 滾齒刀之後斜角(Rake Angle)
28
圖 3.7 銑製滾刀容屑槽之實體圖
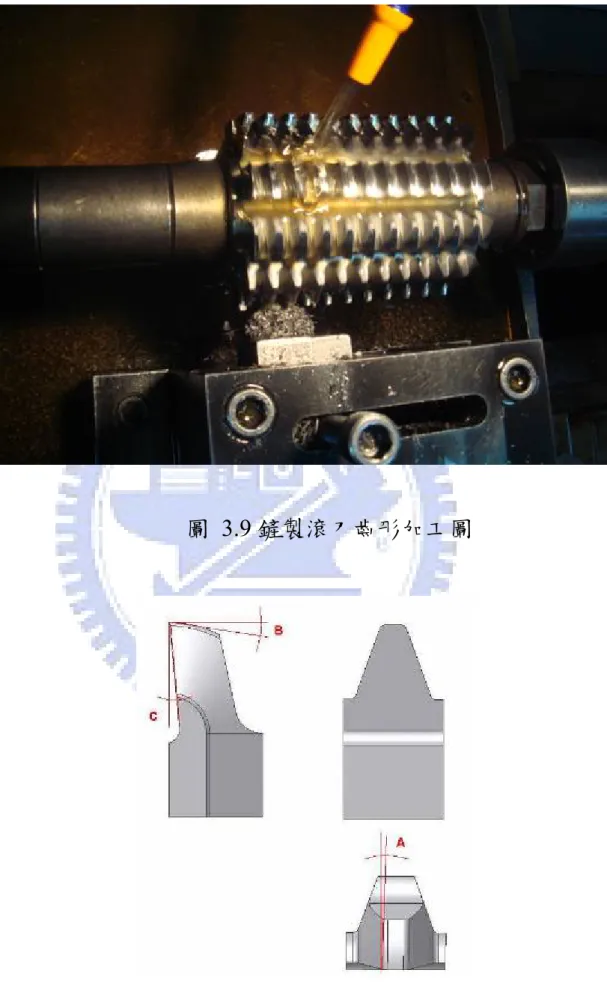
29 3.4.2 齒形鏟製
滾齒刀齒形鏟製方式,如圖3.9 所示,採用鏟齒車床加工而成。
滾齒刀的齒條齒形,含有三個切削角度,其中後斜角 (Rake Angle)C 部 份如上節所述,且角度並非由鏟齒加工完成者,本節主要討論另外兩
個切削角度,前間隙角 (Tip Relief Angle)B 及側隙角(Side Relief
Angle)A,如圖 3.10 所示。 齒形鏟製係利用一類似車床架構的鏟齒車床,在原車床之複式刀 座位置,改裝成一前後快速移動之凸輪機構,鏟出齒條齒形,也加工 出前間隙與側隙兩切削角度。一般滾齒刀齒條的前間隙角範圍可取 8 ∼12 之間,而側隙角則取2 ∼5 左右。滾齒刀之法向壓力角與前間隙 角、側隙角的關係為:
tanA=tan
α
ctanB (3.1)3.4.3 滾刀刃口磨銳 滾齒刀是一種尺寸精度要求高的切削刀具,刃口的磨銳,其目的 在保證滾刀齒形的正確性;其中刃口的向心度影響刀具的壓力角精 度,槽分度誤差的優劣造成滾切時各個刃口受力的情況,影響刀具使 用的壽命,而槽導程的精度對於上兩者均造成影響;滾齒刀磨銳方式, 如圖3.11 所示。 滾齒刀磨銳之後,依照德國DIN 3968 滾齒刀檢驗規範,量測滾刀之 容屑槽向心度誤差、槽分度誤差及槽導程誤差。
30
圖 3.9 鏟製滾刀齒形加工圖
31
圖 3.11 滾齒刀磨銳之實體圖
(a)向心度誤差 (b)槽分度誤差 (c)槽導程誤差圖 3.12 滾齒刀磨銳加工之精度檢測 [43]
32 3.4.4 最終齒形輪磨 齒形的輪磨是滾齒刀在產線上最後一道製程,也是最重要的一道 加工,因為其關係到刀具最終的精度,甚至關係到刀具美觀的問題; 齒形的鏟磨成形,無比重要,為了品質也考慮到成本,如何提高生產 效率,是齒輪刀具製造廠一直以來不斷思考的問題,在於如何擁有鏟 齒磨床的技術,甚至企求機台自製的可能性,否則一部進口鏟齒磨床, 動輒兩參仟萬元(台幣),沉重的機器成本,如何可能有競爭力的售價? 所以世界上知名的齒輪刀具廠,如 Gleason、Nachi、 Samputensili、 Mitsubishi 以及國內的陸聯精密等公司,均自行設計與製造此專門且關 鍵的機台,才能夠在此競爭激烈的市場上站有一席之地。 齒形鏟磨的加工原理與熱處理前的齒形鏟製相同,只是將單鋒的 鏟齒車刀改成迴轉式成形砂輪,鏟磨滾刀的齒形、導程、節距與外徑 偏擺等精度,鏟磨加工如圖3.13 所示。
圖 3.13 滾齒刀最終齒形輪磨加工
33 3.5 刮齒刀生產流程簡介 刮齒刀的加工製程,也以熱處理為中點,分為前段加工與後段製 程;前段加工包含:外形車製、鑽讓槽孔、齒形滾製和齒面上的挿槽 加工;後段製程包括:內外輪磨和最終齒形輪磨。 刮齒刀的製程中以鑽讓槽孔、齒形滾製、齒面挿槽和最終齒形輪 磨,最重要且關係到刀具的品質,故以此四道製程敘述如下: 3.5.1 鑽讓槽孔 刮齒刀的齒根鑽孔的目的在於齒面挿槽時,避免挿槽刀撞擊槽 底,如圖 3.14 所示,此外,讓槽可使刮齒時切屑順利排除與切削液易 於流動,也是其主要功能。 鑽讓槽孔時,因大部份的刮齒刀均有螺旋角,需於讓槽孔之中心 圓位置設定導程角,以符合刮齒的螺旋角。如圖3.15 所示。 3.5.2 刮齒刀齒形滾製 刮齒刀之齒形加工,其原理與加工一般螺旋齒輪相同,只是使用 的滾刀形式不同而有所區別。一般齒輪滾刀設計時,除非齒深過深或 切削力平衡要求外,滾刀通常不做轉位設計,但刮齒刀的設計為了確 保所刮齒輪的漸開線長度足夠,其齒深時常超過 3 倍模數以上,故需 較大轉位設計的刮刀用滾刀,因為此種負轉位滾刀,轉位壓力角經常 在15 以下,故又稱為小壓力角滾刀。刮齒刀齒形滾製加工如圖3.16 所 示。
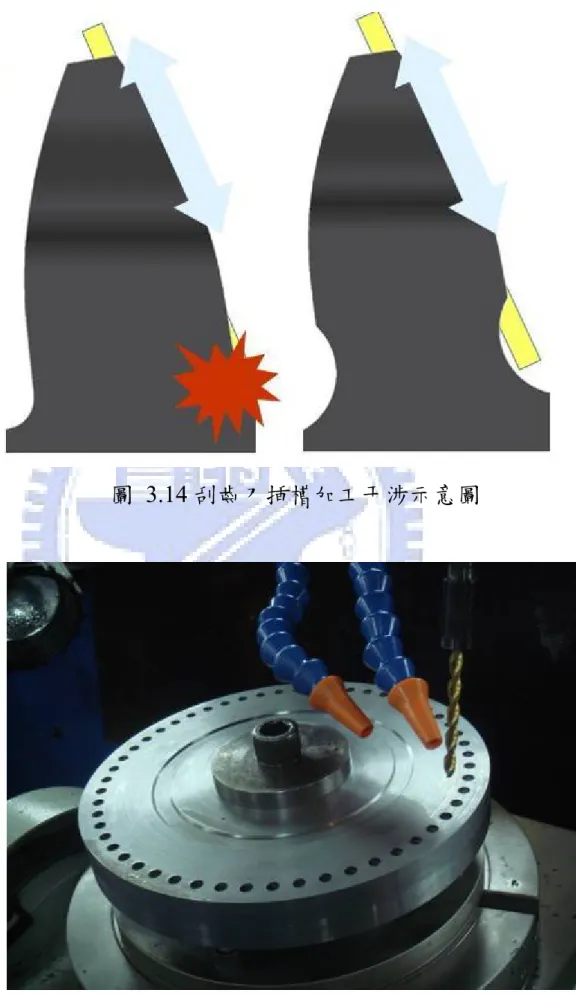
34
圖 3.14 刮齒刀挿槽加工干涉示意圖
35
圖 3.16 滾製刮齒刀齒形
36 習用的刮齒刀製程,先鑽孔再滾製漸開線齒形,但模數在 2.0 mm 以下的刮齒刀,其讓槽孔通常不大,且多在Ø2.0 mm 以下,假設刮齒 刀的面寬是38 mm 時,鑽 Ø2.0 mm 的孔,鑽頭的細長比高達 19 倍, 可見加工的高困難度,以致時常發生鑽頭折斷的狀況,嚴重時造成工 件報廢。為了解決此項加工的瓶頸,國內陸聯精密公司,利用瘤頭與 小壓力角滾刀的觀念與齒形過切的原理,以滾製的方法,加工讓槽孔, 如圖3.17 所示。 3.5.3 刮齒刀齒面挿槽加工 刮齒刀齒面上的挿槽加工,是刮刀製程中最困難且重要的加工程 序,刮刀製造廠均知此程序若完成,此刀具已成功了80%。 刮齒刀刮削齒輪的方法,於無負荷的相互嚙合下,利用兩齒嚙合 時的滑動而微量刮除齒輪齒面上的材料,至於刮刀如何能刮除工件材 料,即依賴挿齒刀在刮刀齒面上所加工的槽口,此槽口即是刮齒刀的 切削刃口,刮齒刀齒面挿槽加工,如圖3.18 所示。 3.5.4 刮刀齒形最終輪磨 齒形輪磨是刮齒刀製造的最後一道製程,此加工除了需要得到齒 形的精度外,銳利的刀口也非常重要;刮齒刀的齒形輪磨,其原理和 輪磨一般齒輪類似,加工時也可以做齒形和導程方向的修整,所不同 的在於刮齒刀屬於切削刀具,材質硬度高,刀齒數目相對多,若使用 輪磨齒輪的砂輪直徑,輪磨過程中砂輪掉砂嚴重,將使得刮齒刀的精 度不易控制,所以刮齒刀輪磨時都採用大直徑砂輪(Ø700~800mm),刮 齒刀齒形輪磨,如圖3.19 所示。
37
圖 3.18 刮齒刀齒面之挿槽加工圖
38
3.6 刮齒刀的種類與應用
刮齒加工是齒輪的精加工製程,僅適合於軟質材料的加工,主要 原因是刀具材質為高速鋼(High Speed Steel),無法做硬化後材料的加 工,所以屬於齒輪熱處理前的製程;齒輪刮齒前,齒輪齒厚依模數大
小與加工條件,一般預留0.03~0.10 mm 的刮齒預留量;通常刮齒後齒
輪精度可提高1~2 個等級,例如最終精度要求為 JIS 4 級的齒輪,滾齒
至JIS 4 級,刮齒提升至 JIS 2 級的精度,熱處理後齒輪就容易保持 JIS
4 級的精度。 刮齒加工廣泛應用汽、機車變速箱齒輪,尤其機車用齒輪,競爭 非常激烈,售價一再下探,除了刮齒製程外,高加工成本的磨齒加工, 以目前而言,幾無採用的可能。至於汽車變速箱齒輪,有些車種為了 降低噪音而採用磨齒,但實施後,高昂的加工成本,迫使製造商改回 刮齒製程。所以刮齒加工仍是目前效率最高且成本較低的齒輪精加工 製程,廣泛為齒輪製造業所採用。 刮齒加工基本上可視為一交錯軸齒輪的嚙合,刮齒加工時,刮刀 與被刮齒輪裝設於一組交錯軸的機台上,由刮齒刀帶動被刮齒輪,兩 者嚙合時,刮齒面滑動,刮刀刃口在齒面滑移刮擦,持續而微量地刮 除齒輪齒面上的材料,最終完成精度與面粗度均佳的精加工齒輪。 刮齒加工依刮齒機台的運動方式,可區分為四種: (1) 傳統式刮削法(Conventional Shaving Mehod)
傳統式刮削法 刮齒時,刮刀不做移動,僅做徑向的進給,齒輪沿 著 軸 向 做 往 復 運 動 , 所 以 又 稱 作 橫 向 刮 削 法(Transverse Shaving Method),如圖 3.20 所示。齒輪左右側移動的距離均超過刮刀左右側面 寬的一半,方能保證刮齒完全,此動作直到預留的刮削量完全剃除, 方完成刮齒加工。
39
圖 3.20 橫向式刮削法
40
(2) 對角式刮削法(Diagonal Shaving Method)
此種刮削的方式與傳統式類似,如圖 3.21 所示,其差異在於齒輪
的運動方向沿著與齒輪軸向中心線夾一適當角度的斜向運動,此種方 式的優點在於床台僅需較短的運動行程,齒輪的面寬即可完全通過刮 齒刀。
(3) 直進式刮削法(Plunge Shaving Method)
直進式刮削法,如圖 3.22 所示;刮齒時只有徑向進給一個動作, 加工行程最短,加工效率高,所以廣泛的被各大量齒輪製造者如汽機 車齒輪廠所採用。 由於刮齒時,工件沒有橫移的動作,為了使挿槽刃口不致重複刮 削到齒面相同的位置,與軸向式刮齒刀最大不同處,在於此型刮齒刀 的挿槽必須設計錯位量,徑向與傳統刮齒刀挿槽排列,如圖3.23 所示; 刮齒刀有了錯位量,刮齒時才能有效地刮除齒面的刮削預留量。
(4) 下過式刮削法(Underpass Shaving Method)
下過式刮削法與直進式相似,其差別在於刮齒時除了徑向進給
外,工件齒輪並沿上下移動,如圖3. 24 所示。此種刮齒方式,工件沒
有橫向移動,所以和直進式一樣需要設計挿槽錯位量,以確保刮齒時 能夠在齒輪面寬上有連續的切削作用。
41
圖 3.22 直進式刮削法
42
43 3.7 特殊負向角刀具之應用 特殊負向角刀具,如圖 3.25 所示,由於一側之曲線(或稱漸開線), 因嚴重過切,形成負向的齒形,此負向角形成此刀具的切刃,可應用 於許多特殊之加工場合,如切斷紡織纖維的切粒刀,如圖 3.26 所示; 削鉛筆刀,如圖3.27 所示;其他如紡棉鉤紗刀、鋸片滾刀等。 負向齒形刀具的製造,在過去礙於設備與技術支援,通常利用成 形銑刀加工而成,其成形的方式因刀具的限制,加工效率較低,齒形 不易更動改善,本文利用特殊齒條的設計,以滾製的方式加工,除了 加工效率可提昇之外,藉由數學模式的推導,可適度修正齒形,得到 較佳之幾何齒形,以提高刀具使用之性能。
圖 3.25 負向角齒形刀具
44
圖 3.26 切斷紡織纖維之切粒刀
[取自瑞士 SCHEER 公司型錄]
45
第4章 創新製程應用於刮齒刀讓槽製造之研究
4.1 前言 刮齒刀的根部讓槽其主要功用在於刃槽(Serration)挿製時,挿槽刀 片於加工行程之最下端,可逃離而不致撞及齒根,以避免挿槽刀片斷 裂,如圖4-1 所示;另外,不同形式的讓槽加工方式,其加工效率與刮 齒刀根部的強度分析與比較,以及瘤頭滾刀加工刮齒刀讓槽之最佳化 設計,亦是本文討論的重點。 鑽孔或銑製法是刮齒刀讓槽最普遍的加工製程,在歐美主要採用 銑製加工,如圖 4.2 所示,日本則以鑽孔為主,如圖 4.3 所示;其中銑 製法加工效率低,而鑽孔加工法除了效率亦低之外,齒根易形成應力 集中,造成刀具根部強度不足;此外鑽孔方式,在刮齒刀面寬上下兩 側造成與真實螺旋角不同位置的誤差,導程方向齒形起始位置會有不 同的問題產生。本文以創新之特殊齒條刀滾製讓槽,如圖4.4 所示,並 藉建立數學模式,得到適當的齒條齒形,以滾製法提高加工效率,並 避免銑製與鑽孔加工法的缺點。 為了滿足刮齒時,保證刮製出足夠的漸開線長度,刮刀的齒深設 計通常大於被刮齒輪齒深,所以齒條刀設計時,通常需要做小壓力角 滾刀的轉位設計,而且依據不同位置的滾切節圓(Rolling Diameter),而 有不同的餘擺線型,進而影響過切(Undercutting)量與齒根圓角(Fillet), 因此在本節中將討論滾刀瘤頭與小壓力角滾刀的設計。 刮齒刀產生破壞的主因是彎曲應力過大造成齒根變形、斷裂或挿 槽刃口崩裂,而且變形過大亦造成刮削時,齒形不易控制的缺點,因 此本文針對此創新製程,對刮刀之讓槽進行應力分析,將所得的結果 與習用鑽孔製程做比較,藉此印證本文所提之創新製程,其抗彎曲強 度與加工效率,均較習用鑽孔製程之刮齒刀為佳。46
圖 4.1 避免撞及槽底與利於退刀之刮齒刀讓槽
47
圖 4.3 鑽孔製程之刮齒刀讓槽
48 4.2 刮齒刀齒形之數學模式推導 4.2.1 齒條滾齒刀之幾何形狀 滾刀瘤頭的設計,其目的在於滾齒時,於齒輪根部產生過切現象, 令刮齒或磨齒時,避免造成干涉,可得到最佳之齒根加工狀況。 齒條滾齒刀的基本外形包含線段 ST、TZ 及齒頂圓角弧 ZM 與半 齒頂寬 KM 所組合而成,如圖 4.5 所示[7]。刮齒刀壓力角αc,形成刮 齒刀之漸開線齒形;齒頂之圓弧中心位於點C(Xc,Yc),半徑為rc;當rc =0 時有最大的齒頂寬hwu;rc之最大值為rcu。其中rc 的範圍: 0 ≦rc ≦rcu (4.1) cu
r = cos
[
/ 2 tan (tan tan )]
1 sin s KW c c s s SW H H α α α α α − + − − (4.2) 上式中αs 為瘤頭壓力角,SW 為齒條刀齒厚,HKW為齒冠高,H 為瘤頭高度,hw 為半齒頂寬。 而半齒頂寬hw的範圍: wu w h h ≤ ≤ 0 (4.3) ) tan (tan tan 2 / KW c c s wu SW H H h = − c α + α − α (4.4) ) tan (sec ) tan (tan tan 2 / KW c c s c c s w SW H H r h = − α + α − α − α − α (4.5)KW H 為齒冠高,而瘤頭量為:
hp =rccosαc[(secαc −tanαc)−(secαs −tanαs)]+H(tanαc −tanαs) (4.6)
利用滾齒刀的瘤頭,造成過切以滾製出刮齒刀的根槽,因此滾製
49
圖 4.5 瘤頭齒條刀之法向齒形
50
4.2.2 齒條滾齒刀之軌跡方程式
藉齒條刀創成法(Rack Cutters Generating Method),以齒條滾齒刀
ΣF切製刮齒刀Σ1 。圖 4.5 所示,齒條滾齒刀之法向齒形,此法向截 面是由四個部份所組成,以下分別針對這四個部份分析,以取得齒條 滾齒刀之軌跡方程式。 (1) 齒條刀左側切刃直邊區段 ST 之方程式 (F1)=
[
uPcosαC,SW / 2+uPsinαC,0,1]
T a r (4.7) p u 的範圍為 −(
HKW −H / cosαC)
≤uP ≤HFW / cosαC (4.8) 首先建立齒條刀之方程式,其與滾齒刀之法向齒形關係如圖 4.6 所示,將法向齒形之Sa座標系沿著Yc軸所夾之導程角λ的方向前進, 形成齒條刀之部份齒面。 =Mca (F1) (F1) C a r r = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ − 1 0 0 0 sin sin cos 0 cos cos sin 0 0 0 0 1 λ λ λ λ λ λ C c u u ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ + 1 0 sin 2 / cos C P C P u SW u α α (4.9) = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ + + − + + 1 sin cos ) sin 2 / ( cos sin ) sin 2 / ( cos λ λ α λ λ α α C C P C C P C P u u SW u u SW u 其中 uc = ( F) a cO O (2) 齒條刀左側齒形之直邊區段 TZ 之方程式51 ( ) cos / 2 ( ) tan sin 0 1 KW S S KW C S S H H u SW H H u
α
α
α
− − − ⎡ ⎤ ⎢ − − − ⎥ ⎢ ⎥ = ⎢ ⎥ ⎢ ⎥ ⎣ ⎦ (F2) a r (4.10) 其中uS的範圍 0≤uS ≤⎡⎣(
H r− C)
/ cosαC +rCtanαC⎤⎦ (4.11) 同理,法向齒形之齒形直邊TZ 形成齒條刀方程式,可藉圖 4.6 之 幾何關係,將Sa座標系沿著Yc軸夾一導程角λ方向前進,形成齒條刀 之部份齒面。 (F2) =Mca (F2) C a r r = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ + − − − − + − − − − − − 1 sin cos ] sin tan ) ( 2 / [ cos sin ] sin tan ) ( 2 / [ cos ) ( λ λ α α λ λ α α α C S S C KW C S S C KW S S KW u u H H SW u u H H SW u H H (4.12) (3) 齒條刀左側齒頂之圓角區段弧 ZM 之方程式[
]
T c c c c = x - r cosψ, y + r sinψ,0,1 (F3) a r (4.13) 其中 xc =−(HKW −rc); yc =hw (4.14) 0≤ψ ≤90°−αs (4.15) 同理可得,圓角區段所形成之齒條刀方程式,可利用圖4.6 之幾何52 關係,令Sa 座標系沿著Yc 軸夾一導程角λ的方向前進,以形成齒條刀 之部份齒面。 =Mca (F3) (F3) c a r r = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ + + − + + − 1 sin cos ) sin ( cos sin ) sin ( cos λ λ ψ λ λ ψ ψ c c c c c c c c u r y u r y r x (4.16) (4) 齒條刀齒頂區段 KM 之方程式 (F4) = −⎡⎣ HKW uf 0 1⎤⎦T a r (4.17) f u 的範圍為 0≤uf ≤hwu 而hwu如方程式(4.4)所示。 同理,齒條刀之齒面可將其法向齒形方程式自 Sa座標系轉換至Sc 座標系。 (F4) =Mca (F4) c a r r = ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ + − + − 1 sin cos cos sin λ λ λ λ c f c f KW u u u u H (4.18) 4.2.3 接觸線之共用法向量 齒條刀齒面ΣF與其切製所得之刮齒刀齒面Σ1 ,兩者在創成過程
![圖 2.5 基本齒條刀轉位切製齒輪圖[45]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8259336.172050/31.892.212.748.98.1087/圖25基本齒條刀轉位切製齒輪圖45.webp)
![圖 2.7 齒條刀切製齒輪之過切示意圖[45]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8259336.172050/32.892.218.831.110.995/圖27齒條刀切製齒輪之過切示意圖45.webp)