國 立 交 通 大 學
機 械 工 程 學 系
碩士論文
橡膠墊輔助金屬板材微流道成形之有限元素分析
Finite Element Analysis on The Rubber Pad Forming of
Microchannels on Metal Sheet
研究生:潘品帆
指導教授: 洪景華 教授
中華民國 一百零一年 六月
橡膠墊輔助金屬板材微流道成形之有限元素分析
Finite Element Analysis on The Rubber Pad Forming of
Microchannels on Metal Sheet
研究生:潘品帆 Student: Pin-Fan Pan
指導教授:洪景華教授 Advisor: Dr. Ching-Hua Hung
國立交通大學 機械工程學系
碩士論文
A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
June 2012
Hsinchu, Taiwan, Republic of China
橡膠墊輔助金屬板材微流道成形之有限元
素分析
研究生:潘品帆 指導教授:洪景華國立交通大學機械工程學系
摘要
由於目前燃料電池中重要元件雙極板,並無適合進行量產之加 工方式,使其整體成本始終居高不下。本研究利用橡膠墊輔助成形此 加工方法,進行金屬微流道結構之製作,並探討各製程參數對於成形 性之影響。使用厚度為 0.1mm 之 SUS304 薄板,透過不同厚度與硬度 之聚氨酯墊,進行金屬雙極板微流道之壓印。由實驗結果得知橡膠墊 厚度與硬度對於成形量並無顯著影響。接續則利用有限元素模擬軟體 Abaqus/Standard,建立 2-D 平面模型,對其分別進行以深寬比、填充 率為目標函數之最佳化分析,觀察在容許範圍內,流道幾何參數與負 載之變化趨勢,所得結果兩者皆優於初始值。接著以最佳化後之參數 組合,對於進行敏感度分析,觀察各製程參數對於兩成形性判斷依據 之影響。結果顯示,在小幅度改變下,負載提升、流道寬度增加、加 大底圓角以及減少脫模角,皆有利於提升成形性,對於不同之成形性 判斷依據,其影響顯著程度先後順序略有不同。 關鍵字:橡膠墊輔助成形,微流道,有限元素,最佳化Finite Element Analysis on The Rubber Pad Forming
of Microchannels on Metal Sheet
Student:Pin-Fan Pan Advisors:Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
Bipolar plate is an important component of the fuel cell. Because there is no suitable fabrication process for mass-production of biopolar plate, the cost of portable fuel cell is still too high at present . In this study, the rubber pad forming process was used to fabricate the metallic bipolar plate and the process parameters of the rubber pad forming were analyzed. Polyurethane rubbers with different hardness were used for the rubber pads, and SS304 annealed stainless steel sheets with a thickness of 0.1 mm were tested in the experiment. According to the result of experiment, both the hardness and the thickness of pad are of no influential significance. Finite element analysis (FE, Abaqus / Standard software) was used to analyze the rubber pad forming process numerically. And optimization focused on aspect-ratio and filling percentage by changing the various dimension of flow channel and loading were conducted. Sensitivity analysis was also performed to investigate the effects of the process parameters.
Keyword: Rubber pad forming, micro channel, Finite element, Optimization
誌謝
沒想到兩年過得真快,在這些日子裡,最感謝的是指導教授洪景 華老師,當我在研究過程中遇到困難時,都會很有耐心的教導且給予 建議。而老師開朗且有趣的對話方式,使我在與老師的對話過程中比 較不會有壓力,而老師的為人與處事態度是很令人值得學習的。 而在實驗室的這些日子中,實驗室和諧的氣氛,讓我在研究過程 中感到非常的自在與安心。每次問同樣喜歡寫程式的麒禎學長時,總 是能得到非常好的答案或建議;低調的銘傑學長,有逐漸開朗起來的 感覺,學長應該跟我一樣都是那種容易害羞的人;超級開朗的彥彬學 長,雖然自己的實驗有夠難搞,但永遠是笑咪咪的豎起大拇指打招呼, 真的讓我很佩服;很關心我實驗的志嘉學長,總是很有熱心並時常提 醒我要注意的地方,而且學長總是可以很冷靜地做實驗,深深的覺得 這部分很值得學習;老是跑大陸的志傑學長,你做的東西我真的覺得 很厲害,雖然我始終都看得不是很懂;還有跟我的好同窗們,總是不 吝惜地與我分享自己的研究內容,讓我獲益良多。宜均是個活潑大方 的女生,不過你的題目,真的也是常常讓我摸不著頭緒的;致豪則是 一條腸子通到底的大男孩,想到什麼做什麼,不過,為什麼兩年了, 一直沒機會見識交大一哥的羽球到底是厲害到多可怕的程度;呂翔的語文能力,雖然沒有明講,但真的是打從心裡佩服得五體投地,尤其 是得知你托益成績的那一天;彥佑那種南部常見的獨特爽快個性,真 的讓我很有親切感,常常讓我笑得不能自己。而學弟妹榆文、文玉、 致豪、正斌和毅恆,幫忙實驗室的鎖事,讓我們在寫論文時可以不用 分心。也感謝洪榮崇大學長在我的研究上給予的許多協助與建議。還 有感謝父母讓我沒有經濟上的壓力,家人對我的支持與關心,讓我在 外地能夠無慮的生活。
目錄 摘要 ... i Abstract ... ii 誌謝 ... iii 目錄 ... v 圖目錄 ... ix 表目錄 ...xiii 符號表 ... xv 第一章 緒論 ... 1 1.1. 簡介 ... 1 1.1.1 燃料電池介紹 ... 1 1.1.2 橡膠墊輔助成形技術 ... 6 1.2. 文獻回顧 ... 8 1.3. 研究動機與目的 ... 9 1.4. 研究方法 ... 9 1.5. 論文架構 ... 11 第二章 材料性質與試驗 ... 12 2.1. 不銹鋼板材拉伸試驗 ... 12 2.1.1. 彈性係數與指數定律 ... 12
2.1.2. 試驗方法及結果 ... 13 2.1.3. 材料熱處理 ... 16 2.2. 橡膠材料試驗... 18 2.2.1. 超彈性材料力學模型 ... 18 2.2.2. 單軸材料試驗... 20 2.2.3. 雙軸材料試驗 ... 21 2.2.4. 簡易拉伸試驗之實施 ... 23 2.2.5. 簡易拉伸試驗結果 ... 24 2.3. 簡易拉伸試驗模型建立與驗證 ... 28 2.4. 小結 ... 30 第三章 有限元素分析 ... 32 3.1. 有限元素分析系統 ... 32 3.2. 軟體介紹-Abaqus... 35 3.3. 有限元素模型之基本假設 ... 36 3.4. 模型建立 ... 37 3.4.1. 模具、板件外形與邊界條件設定 ... 37 3.4.2. 材料性質設定... 39 3.5. 網格收斂性測試 ... 40 3.6. 後處理 ... 43
3.7. 最佳化分析系統 ... 44 3.8. 最佳化軟體-SmartDO ... 45 3.9. 小結 ... 48 第四章 橡膠墊輔助成形實驗與模擬 ... 49 4.1. 實驗機台與模具介紹 ... 49 4.1.1. 油壓壓床機台... 49 4.1.2. 模仁與橡膠墊... 50 4.1.3. 量測儀器 ... 52 4.2. 實驗與初步有限元素模擬驗證 ... 53 4.3. 簡化模型可行性測試 ... 56 4.4. 橡膠墊輔助成形與液壓成形比較 ... 57 4.5. 最佳化分析 ... 60 4.5.1. 深寬比之探討... 63 4.5.2. 深寬比之敏感度分析 ... 64 4.5.3. 填充率之探討... 70 4.5.4. 填充率之敏感度分析 ... 72 4.5.5. 深寬比與填充率之探討 ... 78 第五章 結論及未來工作 ... 80 5.1. 結論 ... 80
5.2. 未來工作 ... 82 參考文獻 ... 85 附錄 A 模具系統之設計規格圖 ... 89
圖目錄 圖 1. 1 氫氧燃料電池示意圖【10】 ... 3 圖 2. 1 MTS-810 拉伸試驗機 ... 14 圖 2. 2 拉伸試驗試片尺寸圖(mm) ... 15 圖 2. 3 SUS304 拉伸試驗試片配置圖 ... 15 圖 2. 4 熱處理前 SUS304 真實應力/真實應變曲線圖... 16 圖 2. 5 熱處理加熱過程 ... 17 圖 2. 6 熱處理後 SUS304 真實應力/真實應變曲線圖... 18 圖 2. 7 簡易拉伸試驗、平面剪力試驗示意圖【22】 ... 20 圖 2. 8 雙軸拉伸試驗示意圖【22】 ... 22 圖 2. 9 裁刀尺寸示意圖(ASTM D412 TYPE C,單位:mm) ... 23 圖 2. 10 聚氨酯(HD55)應力應變曲線圖 ... 25 圖 2. 11 聚氨酯(HD70)應力應變曲線圖 ... 25 圖 2. 12 聚氨酯(HD90)應力應變曲線圖 ... 26 圖 2. 13 聚氨酯(HD55)實驗數據與超彈性模型示意圖 ... 27 圖 2. 14 聚氨酯(HD70)實驗數據與超彈性模型示意圖 ... 27 圖 2. 15 聚氨酯(HD90)實驗數據與超彈性模型示意圖 ... 28 圖 2. 16 簡易拉伸試驗之試片 ... 29
圖 2. 18 拉伸後試片之應變分佈圖 ... 30 圖 2. 19 模擬與實驗之結果比較圖 ... 30 圖 3. 1 有限元素軟體之分析流程圖 ... 33 圖 3. 2 模仁全圖 ... 38 圖 3. 3 流道截面全圖... 39 圖 3. 4 詳細模具之流道尺寸 ... 39 圖 3. 5 模具與板件配置 ... 39 圖 3. 6 負載 10.000 公噸,網格個數 1(0.1mm)塑性應變分布... 41 圖 3. 7 負載 10.000 公噸,網格個數 2(0.05mm)塑性應變分布 ... 41 圖 3. 8 負載 10.000 公噸,網格個數 4(0.025mm)塑性應變分布 ... 42 圖 3. 9 負載 10.000 公噸,網格個數 5(0.02mm)塑性應變分布 ... 42 圖 3. 10 負載 10.000 公噸,網格個數 8(0.0125mm)塑性應變分布 .... 42 圖 3. 11 厚度方向網格個數與成形深度關係圖 ... 43 圖 3. 12 厚度方向網格個數與計算時間關係圖 ... 43 圖 3. 13 最佳化基本流程示意圖 ... 45 圖 3. 14 SmartDO 最佳化分析架構【25】 ... 47 圖 3. 15 SmartDO 最佳化分析流程【25】 ... 47 圖 4. 1 油壓壓床 ... 50
圖 4. 2 油壓壓床工作區 ... 50 圖 4. 3 模仁實體圖 ... 51 圖 4. 4 模仁尺寸圖 ... 51 圖 4. 5 橡膠墊實體圖... 52 圖 4. 6 流道輪廓之量測圖 ... 53 圖 4. 7 雷射位移感測實體圖 ... 53 圖 4. 8 成形後之板件圖(15.000 公噸) ... 54 圖 4. 9 實驗與模擬成形比較圖 ... 56 圖 4. 10 簡化模型與原始模型模擬成形比較圖 ... 57 圖 4. 11 負載 5.000 公噸,橡膠墊內部壓力分布示意圖 ... 59 圖 4. 12 負載 10.000 公噸,橡膠墊內部壓力分布示意圖 ... 59 圖 4. 13 負載 15.000 公噸,橡膠墊內部壓力分布示意圖 ... 60 圖 4. 14 橡膠墊內部壓力與等效液壓比較圖 ... 60 圖 4. 15 流道幾何示意圖 ... 62 圖 4. 16 最佳化前之等效塑性應變分布 ... 63 圖 4. 17 深寬比最佳化後之等效塑性應變分布 ... 64 圖 4. 18 流道寬度增減敏感度分析圖 ... 66 圖 4. 19 負載增減敏感度分析圖 ... 67 圖 4. 20 底圓角增減敏感度分析圖 ... 68
圖 4. 21 脫模角增減敏感度分析圖 ... 69 圖 4. 22 各設計變數對深寬比之影響趨勢圖 ... 70 圖 4. 23 填充率最佳化後之等效塑性應變分布 ... 72 圖 4. 24 流道寬度增減敏感度分析圖 ... 74 圖 4. 25 負載增減敏感度分析圖 ... 75 圖 4. 26 底圓角增減敏感度分析圖 ... 76 圖 4. 27 脫模角增減敏感度分析圖 ... 77 圖 4. 28 各設計變數對填充率之影響趨勢圖 ... 78 圖 5. 1 新模具配置示意圖 ... 83 找不到圖表目錄。 圖 A. 1 沖頭 ... 89 圖 A. 2 上模座 ... 89 圖 A. 3 上模夾板 ... 90 圖 A. 4 放置模仁、試片及橡膠墊之下模座 ... 90
表目錄 表 1. 1 各燃料電池之特性表【6】 ... 2 表 2. 1 SUS304 材料性質 ... 17 表 2. 2 各硬度聚氨酯之係數表 ... 27 表 4. 1 探討橡膠墊硬度影響之實驗數據 ... 55 表 4. 2 探討橡膠墊厚度影響之實驗數據 ... 55 表 4. 3 簡化模型與原始模型等效塑性應變比較表 ... 57 表 4. 4 橡膠墊成形負載與液壓成形對應等效壓力對照表 ... 59 表 4. 5 兩成形法於不同負載之成形深度 ... 59 表 4. 6 設計變數初始值與容許範圍 ... 62 表 4. 7 深寬比最佳化前後之設計變數比較... 64 表 4. 8 流道寬度增減深寬比變化表 ... 65 表 4. 9 負載增減深寬比變化表 ... 66 表 4. 10 底圓角增減深寬比變化表 ... 67 表 4. 11 脫模角增減深寬比變化表 ... 68 表 4. 12 各設計變數個別改變後深寬比大小對應表 ... 69 表 4. 13 填充率最佳化前後之設計變數比較 ... 71
表 4. 15 負載增減填充率變化表 ... 74
表 4. 16 底圓角增減填充率變化表 ... 75
表 4. 17 脫模角增減填充率變化表 ... 76
表 4. 18 各設計變數個別改變後填充率大小對應表 ... 77
符號表
:真實應力(True Stress) σ:工程應力(Engineering Stress) :真實應變(True Strain) ε:工程應變(Engineering Strain) K:強度係數(Strength Coefficient)n:應變硬化常數(Strain Hardening Constant )
:真實塑性應變(True Plastic Strain) λi:伸長比(Stretch)
U:應變能密度(Strain Energy Potential) :材料參數(Material parameter) :材料參數(Material parameter) :材料參數(Material parameter) :材料參數(Material parameter) :材料參數(Material parameter) :材料參數(Material parameter) :材料參數(Material parameter)
:第二偏量應變不變量(the Second Deviatoric Strain Invariant) μ0:初始剪力模數(Initial Shear Modulus)
:體積彈力模數(Bulk Modulus) P:軸向拉力(Axial Tensile Force)
:初始截面積(Initial Cross-Sectional Area) :初始直徑(Initial Diameter)
:初始厚度(Initial Thickness) :拉伸伸長比(Tensile Stretch)
第一章 緒論
1.1. 簡介
近年來,由於主要能源來源,石油,供應問題與總存量雙雙出現 了危機,高油價常態化的來臨【1】,已是絕對可預期之狀況,並且於 各種文獻報告皆顯示出,以傳統內燃機搭配石油為主要能源取得之方 式,對地球環境的傷害是不容忽視的。在這兩項原因的催促之下,尋 求長期能源取得且高效率之替代方案,的確是燃眉之急的一項全球性 重要任務。而燃料電池因為高效率、啟動快、節能、安全以及對於環 境影響較小,各國政府及研究單位無不對其保持高度興趣。取代傳統 內燃機的各替代方案之中,燃料電池亦是其中非常重要的選項。 1.1.1 燃料電池介紹 燃料電池是一種潔淨、啟動快、效率高及運轉安靜之發電裝置【2】 【3】【4】【5】,大致可依照電解質與操作溫度的不同,而發展出五種型態【6】,分別為鹼性燃料電池(Alkaline Fuel Cell)(AFC)、磷酸燃 料電池(Phosphoric Acid Fuel Cell)(PAFC)、熔融碳酸鹽燃料電池 (Molten Carbonate Fuel Cell)(MCFC)、固態氧化燃料電池(Solid Oxide Fuel Cell)(SOFC),以及質子交換膜燃料電池(Proton Exchange
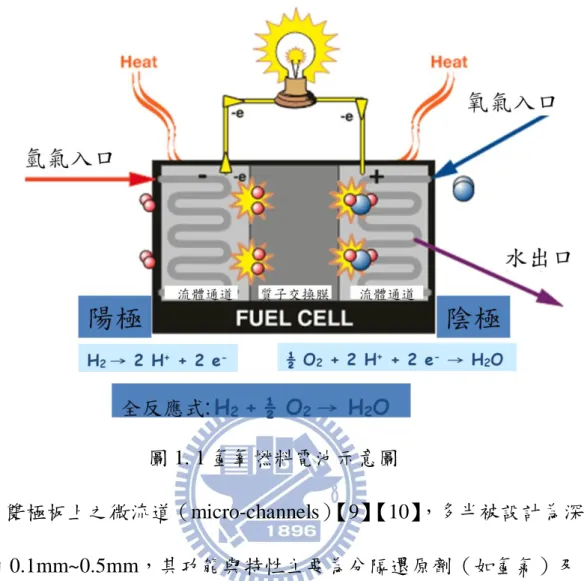
性,從中可發現,質子交換膜燃料電池因具有耐耗損、安全性高、應 用領域較廣等特性,因此本文將以質子交換膜燃料電池做為研究方向。 其基本結構如圖 1. 1【7】所示,中間包含一層電解質層(質子交換 膜),兩邊則分別貼附著多孔性陰極與陽極,在電極外側則刻有流體 通道之雙極板。在陽極持續補充氫氣,而陰極則持續補充氧氣,在電 極上發生氧化還原反應,其質子通過電解質到達陰極,而電子則從陽 極經過外接負載抵達陰極而完成電流迴路,反應產物水以及未反應之 氫氣與氧氣則經由電極出口排出,此外並可藉由熱回收設計將整體能 源利用率提升到 70%以上,遠高於石油之轉換率 35-40%;且具有環 保特性,使用時溫室氣體排放量低,為當前歐美日各國積極發展的明 星科技之一【8】。 表 1. 1 各燃料電池之特性表【6】 電池種類 鹼性燃料電池 (AFC) 質子交換膜燃 料電池 (PEMFC) 磷酸燃料電池 (PAFC) 熔融碳酸鹽燃 料電池 (MCFC) 固態氧化物燃 料電池 (SOFC) 電解質 KOH 含氟質子交換 膜 H3PO4 Li2CO3-K2CO3 ZrO2 工作溫度 室溫 ~ 2000 C 160 ~ 2200C 600 ~ 10000C 用 途 太空船 潛水艇 小型發電機組 分散型發電 移動式電源 運輸工具之電 源 汽電共生 分散型發電 離島地區發電 移動式電源 運輸工具之電 源 汽電共生 分散型發電 取代大規模火 力發電 汽電共生 分散型發電 取代中規模火 力發電
圖 1. 1 氫氧燃料電池示意圖 雙極板上之微流道(micro-channels)【9】【10】,多半被設計為深 度約 0.1mm~0.5mm,其功能與特性主要為分隔還原劑(如氫氣)及 氧化劑(如氧氣或空氣)。雙極板之要求必須具有阻氣功能,不能採 用多孔透氣材料、雙極板所處的環境同時存在還原介質及氧化介質, 所以雙極板材料必須能在這種條件下和其工作的電位範圍內(例如: 0.6-0.7V)具有一定抗腐蝕能力,同時在雙極分隔板兩側應有使反應 氣體均勻分布的通道,以確保反應氣體在整個電池各處均勻分布。雙 極板亦當作在陰極及鄰近另一單元電池(cell)陽極之電流傳導,做 為電流收集器,必須是電的良導體。雙極板亦必須是熱的良導體,以
以流場雙極板必須對氣體有高不透氣性、高的電傳導性、高的熱傳導 性及耐腐蝕性,另外雙極板也必須有足夠的彎曲強度以抵抗操作壓力 及熱循環穩定性【7】【11】。 如今,已經有許多機構針對於雙極板的材料、微流道之幾何形狀 以及成形方法進行了各種研究,而在這幾年來針對質子交換膜燃料電 池(PEMFC)較常使用的雙極板材料主要有四種類型:(1)石墨雙 極板(graphite),(2)石墨/聚合物複合材料聚合物雙極板(poly-
mergraphite composite),和(3)石墨/石墨複合材料雙極板(carbon
/carbon composite),和(4)不鏽鋼雙極板(stainless steel)。
雙極板材料目前以石墨居多,其優點為具備耐腐蝕、抗氧化及化 學性質穩定等,但因材料易脆、不易加工,難以將石墨雙極板製作成 更薄甚至更小之流道尺寸,製造成本自然提高。而金屬雙極板具備良 好的電、熱導性,以及高強度、韌度,流道加工容易,雙極板可做得 更輕更薄,而產業界已注重各方面的製造方法,例如:沖床、靜水壓 成形、微放電加工…等機械化成形量產方式加工孔道與流場,因此雙 極板採用金屬來代替石墨材料能大幅度降低燃料電池之生產成本。但 金屬雙極板處於燃料電池的工作環境下,會有腐蝕跟溶解的情況發生 【7】【13】【14】,因此常見的解決方式是在金屬表層上,鍍一保護膜 用來達到抗腐蝕的目的,進而有效地延長電池壽命【14】【15】【16】。
而有關於保護膜材料之選用則須選用其熱膨脹率與金屬板材相近之 材料,以避免微小裂縫與氣孔產生【13】。於本研究中,亦為了減少 保護膜之必要性,將選用耐腐蝕能力較佳之 SUS304。 雖然微放電加工技術可將不鏽鋼雙極板的流道寬度與肋寬度加 工至極微小,提高電池反應面積的開口率,達成提升電池性能之目的; 但其加工特性不同於切削加工,是以高能量將材料微量移除,因此材 料移除率相當低,導致金屬雙極板加工時間增加,製造成本提高,因 此,為了縮短加工時間提高產量,降低金屬雙極板生產成本,必須採 用量產化的模具成形方式加工雙極板的流場,達到大量生產以縮短製 造時間與資金之目的。目前已有學術界與產業界對於模具沖壓與靜水 壓成形之方式,進行金屬雙極板製作技術開發,並對兩者成形結果做 出比較。Mahabunphachai【17】在 2010 年針對厚度為 0.05mm 之金 屬雙極板進行傳統沖壓成形與靜水壓成形進行比較。其實驗結果顯示, 靜水壓成形之微流道較一般傳統沖壓成形之微流道均勻,靜水壓成形 之微流道深度在各流道間之差異約為 1.3%,而沖壓成形之微流道結 果則為 4.1%,由上述可知,傳統沖壓成形對於成形結果未能提供均 勻性,且文獻中提到成形深度之比較,在相同流道間距及流道寬度前 提下,沖壓成形之結果亦不如靜水壓成形之結果。 而靜水壓成形雖然能提供一均勻壓力,使其成形結果擁有良好的
均勻性以及成形深度較大,並且本實驗室已建立一靜水壓機台,提供 更大之壓力作為成形之用,解決先前因成形深度受限於機台所能供給 壓力上限的問題,但由於成形過程中,需與液壓用油接觸等因素,故 製程中步驟較為繁複,目前仍然無法作為量產之製程方式。 1.1.2 橡膠墊輔助成形技術 橡膠墊輔助成形之工作原理是將橡膠墊置於一容器內,用以限制 水平方向之應變,隨著沖頭擠壓,橡膠墊發生彈性變形,產生一反力, 藉由此反力,將另一側之金屬工件,壓入剛體模具中。因橡膠墊施予 工件之負荷,近似一均勻負荷,此方式能夠提供近似於靜水壓成形之 良好成形性,且過程與傳統沖壓類似,因此能作一量產之製程方式。 此種成形技術之優勢,整理結果如下列所示: (1) 僅需單一剛體模具,模具製造成本較低。 (2) 模具與橡膠墊無需精確裝配與定位,在製程設計方面能夠節省 時間。 (3) 與靜水壓成形相同,因只有單一剛體模具,故能夠減少沖壓成 形因上下模具加工誤差所造成之壓痕、刮傷等現象,進而得到 較佳之精度與表面粗糙度。 (4) 橡膠墊輔助成形與傳統沖壓技術過程相近,應能解決靜水壓成 形因製程步驟繁複,而使製程時間過長的問題。 橡膠墊輔助成形應用於金屬元件之製程中,已行之有年,如十分
要求製造精度的航空業,亦將此成形方式利用於飛機機翼的製程上。 而本研究之載體,可攜式燃料電池之金屬雙極板微流道的確是需要求 高精度之金屬元件,因此,橡膠墊輔助成形應用於製造金屬雙極板微 流道上,應能有效達到降低成本與提高生產效率這兩項重要目的。 在本研究中,選用一種合成橡膠-聚氨基甲酸酯(以下簡稱為聚 氨酯,polyurethane),作為橡膠墊之材料,由於這種合成橡膠具有優 良的物理和機械力學性能,於 1937 前在德國首次研發成功後,短短 二、三十年間,逐漸代替了天然橡膠,迅速的在各種機械、設備中得 到廣泛的應用。其經濟及技術效益十分顯著,引起沖壓技術界的重視。 下列則為聚氨酯具有優良之性能: (1) 硬度範圍大。透過調整不同的配方,能夠得到蕭氏硬度 20~95。 因此根據不同的工藝要求,有著廣泛的硬度選擇可能性。
(2) 強度高,其強度為丁腈橡膠(nitrile butadiene rubber)的 1~4 倍,天 然橡膠的 6~8 倍,達到了 60MPa 以上。能夠承受 100MPa,甚至 能夠在 1000MPa 高壓和超高壓環境下工作。 (3) 彈性高且極度接近不可壓縮。其相對伸長率達 600%。 (4) 耐磨,它的耐磨程度為天然橡膠的 5~10 倍。 (5) 耐油性能好,其耐礦物油的能力優於丁腈膠,為天然橡膠的 5~6 倍。
(6) 具有耐老化、耐臭氧、耐輻射等良好性能,以及具有高硬度和高 彈性的綜合機械性能和良好的耐撕性。此外還具有理想的機械加 工性能。 由上述之各優點可以看出,皆滿足量產為目標之製程所需要之優 勢,故本研究中,將選用聚氨酯作為此成形方式中之橡膠墊材 料。
1.2. 文獻回顧
在橡膠墊輔助金屬成形之研究方面,1995 年 Browne【18】等人 敘述將橡膠墊輔助金屬成形應用飛機機翼或汽車部分等需高精度之 零件。2009 年 Dirikolu【19】等人研究對於橡膠墊成形的相關參數, 研究中認為橡膠硬度、接觸摩擦係數、模具之流道尺寸設計等關鍵參 數需在生產前做調整。2010 年 Liu【20】等人提出橡膠墊輔助成形應 用於金屬雙極板微流道成形時,成形之金屬板有不錯的表面粗糙度與 精度,且只需利用一個剛性模具以及一塊橡膠墊,可達到降低生產成 本的目的,其有限元素模擬結果亦指出,圓角增加有利於成形,而橡 膠墊硬度對於成形性並無顯著影響。 綜合上述文獻來看,利用橡膠墊輔助成形進行金屬板材微流道之 壓印時,主要需考慮之可能影響成形性之因素有:(1)流道寬度(2)流道 間距(3)導圓角(4)脫模角(5)負載(6)橡膠墊硬度,其他因素如橡膠墊厚度應亦可能有所影響。
1.3. 研究動機與目的
雙極板是小型可攜式燃料電池中極為重要的關鍵零件,因目前仍 然無適當之成形方式,能將此零件進行量產。因此,此零件所需成本 始終高居不下,進而造成燃料電池之價格亦難以降低,此現象確實地 阻礙此能源產品之推廣,因此找出一適切之成形製程,使其能夠投入 量產,為目前此零件重要的研究方向之一。 在前述內容中,可以確立橡膠墊輔助金屬成形的確是極具潛力之 成形技術,故本研究期待能夠透過建立一有限元素模型,用來分析橡 膠墊輔助成形過程,與實驗交互印證之後,透過最佳化分析方式,對 於深寬比、填充率等成形性判斷依據,找出適切之製程參數,與各參 數對於各目標函數之影響,藉此建立橡膠墊輔助金屬雙極板成形之關 鍵背景資料,使其具量產化之能力,並能夠有效控制生產良率。1.4. 研究方法
本研究利用油壓壓床進行橡膠墊輔助成形實驗,考慮到板材與成 形性,使用厚度 0.1mm 之不鏽鋼 SUS304 做為橡膠墊輔助成形之板件, 搭配不同厚度及硬度之橡膠墊,使用不同負載進行壓印,接續以雷射 位移感測器量測成形後板件之流道深度,得到板件在不同硬度、厚度之橡膠墊以及負載下之成形結果,並探討此三項參數對於成形性之影 響。 接下來透過材料試驗取得金屬板材及橡膠墊之機械性質,代入有 限元素軟體 Abaqus/Standard 中,建立合理之有限元素模型。並於網 格收斂性,模型簡化等數值驗證和與實驗結果比對,在確認模型之準 確性後,接著以有限元素模型與液壓成形作比較,於兩成形方法在等 效負載情況下,觀察橡膠墊輔助成形是否提供近似於液壓成形之良好 成形結果。再配合最佳化系統分析方法,對深寬比、填充率等目標函 數進行分析,找出各目標函數相對應之適切製程參數。接續以最佳化 後之參數組合為基礎,進行各參數的敏感度分析,觀察單一各參數對 於成形性之影響趨勢是否與同時考慮所有因素時相同。
1.5. 論文架構
本研究計劃書第一章為簡介、文獻回顧、研究動機及目的、研究 方法。第二章由各種材料試驗求得有關材料性質之模擬所需數據。第 三章將使用有限元素軟體,建立出橡膠墊輔助成形之有限元素模型。 第四章將有限元素法模擬之結果與實驗結果進行驗證比較,再利用驗 證過後之模型,串連最佳化軟體,對於深寬比與填充率等目標函數, 求得個別之最佳化結果,並找出各製程參數個別對於深寬比及填充率 之影響。第五章為討論與未來工作。第二章 材料性質與試驗
在本研究中將對於金屬板材之橡膠墊輔助成形做分析,因此將透 過材料試驗求得厚度 0.1mm 之不鏽鋼板材彈性係數、真實應力應變 曲線,以及合成橡膠聚氨酯之超彈性材料性質,用以了解此二者之材 料特性,並做為後續有限元素分析之依據。2.1. 不銹鋼板材拉伸試驗
本研究中所使用之不鏽鋼板材的厚度為0.1mm,本研究考慮板材 視為一等效且均質(homogeneous)之材料來對其做材料試驗,以此 求得基本機械性質,如:彈性係數、塑性性質及方向性等,以此代入 有限元素分析進行後續之模擬。2.1.1. 彈性係數與指數定律
由單軸拉伸試驗可得到材料之真實應變與機台拉伸力,透過換算 可以得到材料的工程應力,但在後續在模擬過程中,則是需要真實應 力/真實應變數據,透過 2.1 式換算可以得到所要的數據,但此公式 僅適用於材料未發生頸縮前之均勻變形,當頸縮發生之後已不再適用, 因此將不考慮頸縮後之數據。 (2.1)
(
)
(2.2) 其中 :真實應力(MPa)、 :真實應變、 σ:工程應力(MPa)、ε:工程應變 將取得的真實應力/應變曲線取其彈性區域進行迴歸分析以取得 材料的彈性係數E。求得彈性係數之後,將材料之真實應力/真實應變 曲線利用(2.2式)扣除前段彈性部份,進而繪出材料真實應力/塑性 應變曲線,再找出一指數定律(power law)(式2.3)與其趨近,可利 用此指數定律有效表示材料的機械性質【25】。(
)
(2.3) 其中, :真實塑性應變、 :初始降伏應力、K, n:常數2.1.2. 試驗方法及結果
本研究之拉伸試驗是採用本系之 MTS-810 萬能拉伸試驗機(圖 2. 1),並在試片貼上雙軸應變規,以測量其軸向應變及側向應變值。 實驗所使用之應變規為 KYOWA 公司所生產之雙軸應變規 KFG-1- 120-D17-11L1M2S。圖 2. 1 MTS-810 拉伸試驗機 拉伸試驗之試片尺寸由 ASTM-E8 之拉伸規範決定,然而考慮原 始試片取得因素,故將試片大小依原始試片尺寸做等比例縮小,拉伸 試片尺寸如圖 2. 2 所示。另外,考慮不鏽鋼薄板的方向性,用三種不 同方向的拉伸試片,其配置如圖 2. 3 所示,裁切出兩組試片。本實驗 在常溫下進行,並設定拉伸速率為 0.02mm/s 將試片拉伸至斷裂,設 定擷取器之擷取速率為 50times/s 以紀錄拉伸試驗機上荷重元(load cell)所量測之荷重值及應變規之應變值,藉此取得材料的機械性質。
圖 2. 4 為試片熱處理前拉伸試驗所得到之不鏽鋼 SUS304 在 1、2、 3 三方向的真實應力/真實應變曲線,為兩組試驗結果之平均值。雖然 觀察所得的拉伸曲線只有稍微不同,考慮實驗操作上,如試片準備等, 可能造成些微誤差,因此後續將不考慮板材之方向性。 圖 2. 2 拉伸試驗試片尺寸圖(mm) 圖 2. 3 SUS304 拉伸試驗試片配置圖
圖 2. 4 熱處理前 SUS304 真實應力/真實應變曲線圖
2.1.3. 材料熱處理
由一開始的拉伸試驗中發現未經過熱處理板件之降伏強度過大, 初步判斷可能為板材經過滾軋後加工變形,將使內部晶粒因加工變形 朝向某特定方位聚集造成材料之加工硬化,為了讓試片在成形時有好 的成形性與讓所有的試片有同一基準點,因此需要經過固熔化熱處理 使其再結晶。 SUS304屬沃斯田鐵系不鏽鋼,再結晶溫度在850℃至1000℃,熔 點約在1400℃,所以退火溫度要在再結晶溫度到熔點之間,即1000℃ 至1400℃,其固熔化熱處理的實驗委託政新金屬工業股份有限公司, 其真空熱處理爐不銹鋼退火之加熱曲限如圖2. 5所示,一開始以每分 鐘10oC的升溫速度,從室溫加熱至600oC,經過30分鐘的持溫,讓爐 內溫度均勻分布後,持續加溫至850oC,此階段之加溫是為了避開不 0 200 400 600 800 1000 1200 1400 1600 1800 2000 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 tr u e s tr e ss (M P a) true strain 1 2 3銹鋼的敏化溫度,讓板件不會因為敏化而造成碳化鉻的析出,升溫至 850oC再持溫30分鐘,接著升溫至1030oC,持溫30分鐘,最後用氮氣 降溫,而熱處理後之材料性質如圖2. 6所示,相關材料性質如表2. 1 所示,初始降伏強度為490MPa,強度明顯下降許多,後續使用此數 據作為模擬之用。 表 2. 1 退火後 SUS304 之材料性質 楊氏系數 蒲松比 初始降伏 K n 195GPa 0.33 490MPa 2004.5 0.637 圖 2. 5 熱處理加熱過程 1030 oC
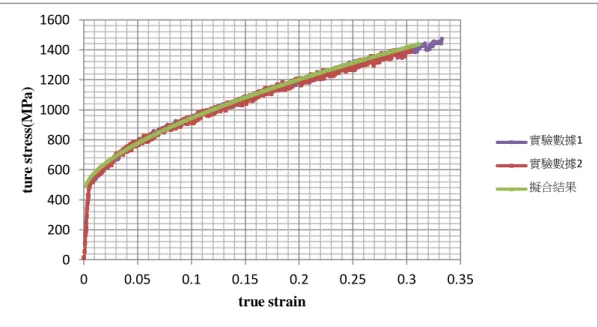
圖 2. 6 熱處理後 SUS304 真實應力/真實應變曲線圖
2.2. 橡膠材料試驗
本研究中使用之合成橡膠材料,為三種不同硬度之聚氨酯,均視 為等向性(isotropic)且均質(homogeneous)之材料來對其做材料試 驗,以此求得基本機械性質,以此代入有限元素分析進行後續之模 擬。2.2.1. 超彈性材料力學模型
聚氨酯之材料力學行為屬於非線性彈性,其應力σ 與伸長比 λ 之關係為彈性,於伸長比大於 2 時,兩者關係呈現高度非線性,故定 義聚氨酯為超彈性(Hyperelastic)材料。超彈性材料通常以應變能密度 U(strain energy potential)描述其 應力-應變關係,其定義為每單位體積內所儲存之應變能。較廣義的 0 200 400 600 800 1000 1200 1400 1600 0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 tu r e s tr e ss (M P a) true strain 實驗數據1 實驗數據2 擬合結果
模式為 polynomial form,如 2.4 式所示: (2.4) 參考有限元素軟體 Abaqus 之設定,並配合實驗數據所求得之擬 合曲線結果來看,選用上式之二階模式,N=M=2,描述聚氨酯此材 料之超彈性行為,較為合適。其數學模型如 2.5 式所示: - - (2.5) 在上式中,C10、C01、C20、C11、C02 、D1及 D2為與溫度相關之 材料參數, 和 第一及第二偏量應變不變量,其定義如下(2.6 式、 2.7 式): λ λ λ (2.6) λ λ λ (2.7) 其中 λ,λ 為主應軸上之伸長比, 為總體積比, 為彈性體積 比,而初始剪力模數 μ0與體積彈性模數 K0,如 2.8 式及 2.9 式所示: μ (2.8) (2.9) 而有限元素軟體 Abaqus 可作為材料性質取得之試驗有簡易拉伸試驗、 平面剪力試驗、以及等雙軸拉伸試驗,其試驗理論如以下所介紹。
2.2.2. 單軸材料試驗
關於超彈性材料的單軸試驗包含簡易拉伸試驗與平面剪力試驗, 其差異處在於簡易拉伸試驗所使用之試片規格長寬比,需為 10:1 以 上,而平面剪力試驗則反之,長寬比之規範為 1:10 以上。簡易拉伸 試驗與平面剪力試驗示意如圖 2. 7,λx,λy與 λz為三互相垂直方向之 伸長比。令 λy方向為試驗之拉伸方向,簡易拉伸之應力σ 如 2.10 式 所示: σ σ ,σ (2.10) 圖 2. 7 簡易拉伸試驗、平面剪力試驗示意圖【22】P 為軸向拉伸力, 為變形前之試片截面積。又因為此材料之蒲 松比非常逼近不可壓縮之值 0.5,故假設 λxλyλz=1。簡易拉伸試驗之 拉伸方向固定不變,因此可將其視為主軸拉伸,即為簡易拉伸試驗之 等效拉伸比λ ,則拉伸狀態可以下列表示之: λ λ λ (2.11) λ λ λ λ λ (2.12) 於平面剪力試驗中,令 λy方向為試驗之拉伸方向,令 λx方向為 試片寬度方向,平面剪力試驗之應力 σ 如 2.13 式所示: σ ,σ ,σ (2.13) P 為軸向拉伸力, 為變形前之試片截面積。又因為此材料之蒲 松比非常逼近不可壓縮之值 0.5,故假設 λxλyλz=1。平面剪力試驗之 拉伸方向固定不變,因此可將其視為主軸拉伸比,即為平面剪力試驗 之等效拉伸比λ ,且平面剪力試驗在 x 軸方向之應變值及小可將拉伸 比視為 1,則拉伸狀態可以下列表示之: λ λ λ (2.14) λ λ (2.15) λ λ λ (2.16)
2.2.3. 雙軸材料試驗
雙軸拉伸試驗之試片形狀,多為圓形與正方形兩類,外型雖不同,但除截面積之計算相異之外,兩者無論其應力亦或是應變之計算方式 皆是相同。其試片形狀為圓形,且其幾何上各尺寸分別是直徑D0,厚 度t0以及周緣截面積A0,其示意圖如圖2. 8所示。 圖 2. 8 雙軸拉伸試驗示意圖【22】 令λ 與λ 之兩方向所展開之平面為其受力之平面,雙軸拉伸試驗 之應力狀態如2.17式所示 σ σ ,σ 0, (2.17) P 為拉伸力。又因為此材料之蒲松比非常逼近不可壓縮之值 0.5, 故假設λxλyλz=1。又因雙軸拉伸試驗於受力平面上,各方向之受力相 同,故平面上任意方向均可視為主軸拉伸方向,令雙軸拉伸試驗之等 效拉伸比λ ,則拉伸狀態可以下列表示之: λ λ λ (2.18) λ λ λ λ λ (2.19)
2.2.4. 簡易拉伸試驗之實施
本研究中選擇目前已有標準實驗規範的簡易拉伸試驗,用以求 得橡膠墊之材料性質。而所使用之高分子材料為聚氨酯,為一合成橡 膠,因此簡易拉伸試驗係參考 ASTM 實驗規範 D412 所建立,此規範 為一針對橡膠材料所建立之標準實驗規範。 簡易拉伸試驗之試片,因其材料特性,若以傳統切削方式加工, 易發生材料熔化,對刀具產生沾黏之現象,影響其加工精度,故在 ASTM 實驗規範 D412 中,以給定尺寸之裁刀作為實驗取得試片所需 之裁切刀具及方式。本研究中,是以 ASTM 實驗規範 D412 中,C 型 裁刀裁切而得,裁刀尺寸如圖 2. 9 所示。因聚氨酯為超彈性且低強度 材料,故其應變量遠大於一般金屬之拉伸試驗,故應以光學測位儀等 非接觸式量測系統,量測其拉伸狀態之變化。 圖 2. 9 裁刀尺寸示意圖(ASTM D412 TYPE C,單位:mm) 在取得其實驗數據後,將其代入下面相對應之 2.20 式,即可擬 合求得模型中之各係數值。此簡易拉伸之應力應變關係式,是將主軸應變分別代入 2.5 式、2.6 式及 2.7 式中,即得試驗中等效應變λ 所表 示之應變能函數,再將此函數對其等效應變偏微分,即可得出下列此 關係式。 - - (2.20) 模型中 此係數則是以蒲松比ν 所表示之函數求得,如下式所示: ν ν (2.21) 特別需要注意的是,因公式推導之前提假設,欲使用此模型之材 料,蒲松比 ν 必須非常接近 0.500,整個模型才足以形容材料應力應 變之行為。最後在材料試驗及數據擬合所得之模型係數,將代入後續 之有限模擬分析。
2.2.5. 簡易拉伸試驗結果
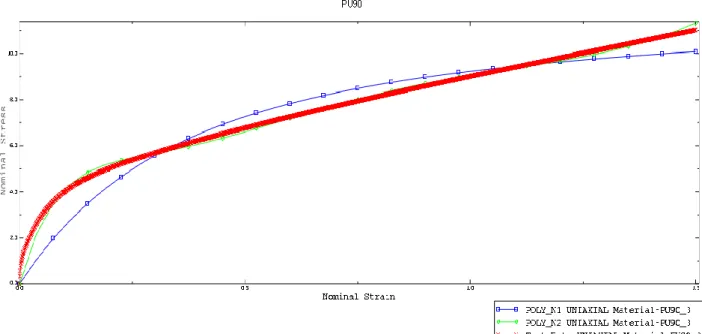
本研究中對三種硬度之聚氨酯進行簡易拉伸試驗,而試驗是委託 工研院材料與化工研究所進行,其試驗結果分別如圖 2. 10 至圖 2. 12 所示。圖 2. 10 聚氨酯(HD55)應力應變曲線圖
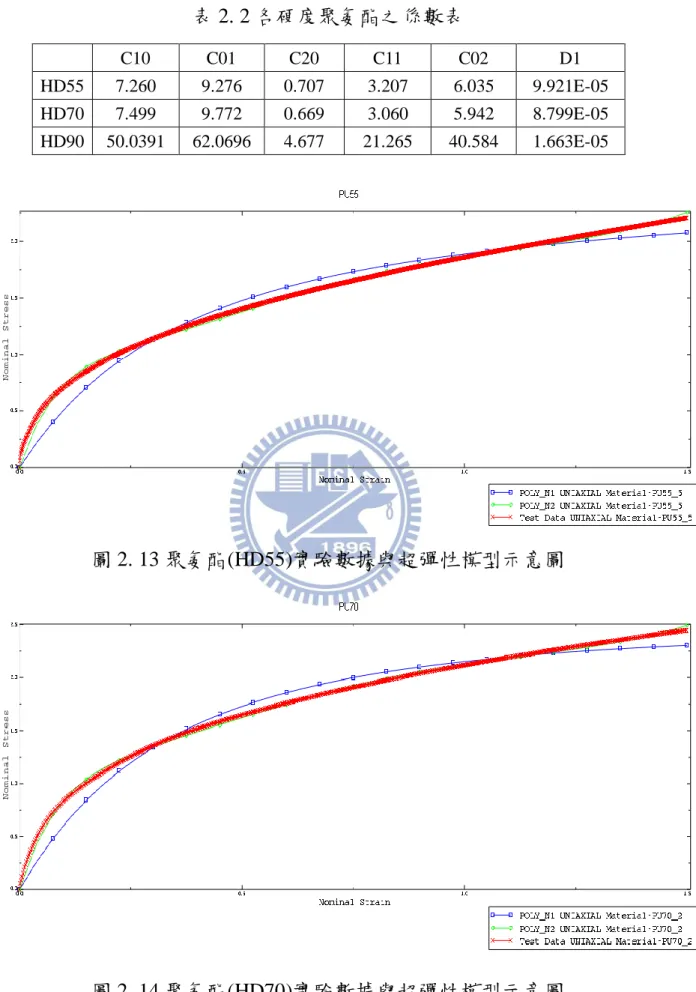
圖 2. 12 聚氨酯(HD90)應力應變曲線圖 由圖中可以看出,各實驗結果中數據差異甚小,故將各實驗結果 取平均值後,並考慮到實際成形時橡膠墊之變形量,故取應變值於 1.5 以前之應力應變數據,輸入至 Abaqus,擬合之結果如圖 2. 13 至 圖 2. 15 所示,由各圖中可以看出,綠色之二階模式較藍色一階模式, 更貼近圖中紅色之實驗數據,因此,本研究將於有限元素模擬中,選 用二階作為描述聚氨酯之應力應變行為之數學模式。二階模式即為在 2.5 式中,將 N 與 M 皆令其為 2 之結果,一階模式則是令 N=M=1 之 結果,且一階模式又稱之為 Mooney-Rivlin form。各硬度聚氨酯擬合 後所得係數整理後如表 2. 2 所式。
表 2. 2 各硬度聚氨酯之係數表 C10 C01 C20 C11 C02 D1 HD55 7.260 9.276 0.707 3.207 6.035 9.921E-05 HD70 7.499 9.772 0.669 3.060 5.942 8.799E-05 HD90 50.0391 62.0696 4.677 21.265 40.584 1.663E-05 圖 2. 13 聚氨酯(HD55)實驗數據與超彈性模型示意圖 圖 2. 14 聚氨酯(HD70)實驗數據與超彈性模型示意圖
圖 2. 15 聚氨酯(HD90)實驗數據與超彈性模型示意圖
2.3. 簡易拉伸試驗模型建立與驗證
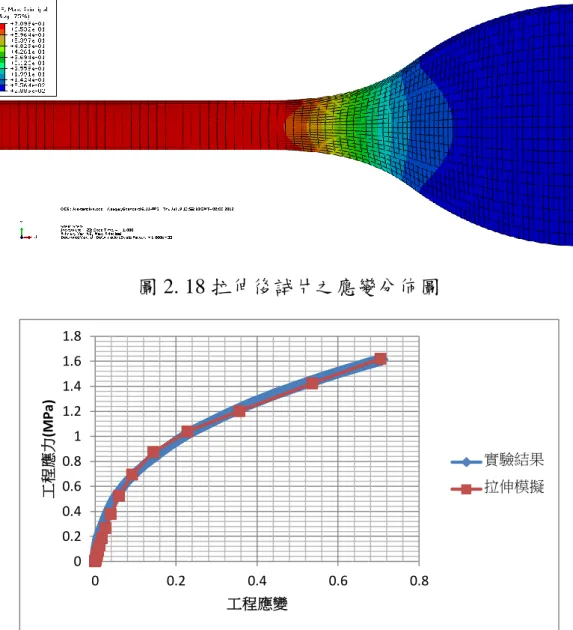
為確認擬合所得之超彈性模型,有足夠準確性可描述聚氨酯之應 力應變行為,故以 HD55 之聚氨酯擬合後結果做為材料性質之設定值, 建立簡易拉伸試驗之有限元素模型,將其模擬之結果對於實驗結果進 行交互比對驗證。以下則為建立模型時之各項設定。 在幾何設定方面,試驗時所使用之試片如圖 2. 16 所示,圖中方 形所圍之區域為夾持部分。而模型中之試片幾何,則是依照未夾持部 分之幾何尺寸,並考慮試片幾何於中央位置為其對稱處,故在模擬中, 僅建立試片右半部之模型,如圖 2. 17 所示。 邊界條件設定方面,試片對稱面處,限制水平方向之自由度。在 試片是否夾持之界面處,給予一水平方向位移,表示軸向拉伸。其結果之應變分佈如圖 2. 18 所示,將模擬所得之應力應變與試 驗結果整理後如圖 2. 19 所示。由圖 2. 19 可以得知,擬合後之結果, 的確能夠有效地描述聚氨酯之材料應力應變行為,故後續將以同樣之 設定值應用於橡膠墊輔助成形的有限元素模擬之中。 圖 2. 16 簡易拉伸試驗之試片 圖 2. 17 模擬之試片幾何示意圖
圖 2. 18 拉伸後試片之應變分佈圖 圖 2. 19 模擬與實驗之結果比較圖
2.4. 小結
本章利用固熔化熱處理先行將不銹鋼 SUS304 因輥軋時產生的加 工硬化消除,再使用單軸拉伸試驗取得其彈塑性材料試驗數據,以指 數定律擬合後,即得到建立有限元素模型中,不銹鋼 SUS304 所需之 材料性質數據。聚氨酯則是利用簡易拉伸試驗取得材料試驗數據,並 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 0 0.2 0.4 0.6 0.8 工 程 應力 (M P a) 工程應變 實驗結果 拉伸模擬將各硬度所得之結果取算數平均後,輸入有限元素軟體 Abaqus 中, 選用 Polynomial Form 擬合,於比較一階模式、二階模式和試驗所得 數據後,選擇較貼近試驗數據之二階模式結果,作為建立模擬時,聚 氨酯所需之材料性值數據。
第三章 有限元素分析
由於科技的快速發展,設計物件趨於複雜、精密的同時,生產的 技術必須隨之提升,若以傳統的試誤法(trial and error)來累積經驗, 所要付出的設計分析成本相當高,並不符合經濟效益,加上某些產品 的生產時程相當緊促,在研發時間上並不容許採用試誤法來設計分 析。
有限元素法(Finite Element Method)在工業界的應用已有相當 長的一段時間。發展上從矩陣結構分析(matrix structural analysis)的 方法發展開始,首先應用於梁(beam)及衍架(truss)為主的鋼構上, 而後將理論引用至各個物理領域,例如熱傳等。目前利用有限元素分 析來進行產品的模擬分析研究的技術,已經有非常多的學者投入相關 的研究發展,其理論背景可說是相當純熟。因為運用有限元素分析可 以免除一般實驗分析所可能發生或是無法達成的問題,因此本章介紹 有限元素分析系統,再者簡介所用之有限元素分析軟體,最終針對微 流道成形製程進行有限元素模型建立。
3.1. 有限元素分析系統
完整的有限元素分析系統包含三個部分:前處理器(preprocessor)、 計算求解(calculation and solution process)、後處理器(postprocessor)。此三部份分別說明如下,而有限元素分析大略的設定流程如(圖 3. 1)。 圖 3. 1 有限元素軟體之分析流程圖 (1)前處理器: 簡單的幾何模型,可以很容易地用人工的方法建立,如圓球、長 方體等規律的幾何形狀。然而,大部份的工程問題,幾乎不存在這種 規律而簡單的結構或外型,對於複雜的工程問題,幾何模型的建立必 須有一套好用的有限元素分析前處理器軟體。一個功能齊全的前處理 器,應該包含了以下的幾點功能: (a) 幾何模型的建立。
(b) 資料管理概念(data management concept):將幾何模型參數 化並存在特定資料庫中,不同模組間可任意呼叫並修改幾何 參數。
(c) 幾何模型轉換(geometry translation):可與 IGES 等標準案交 換格式相互轉換。 (d) 建立網格(mesh)。 (e) 與其他有限元素分析軟體介面的整合:與其他有限元素軟體 產生的檔案互相轉換。 (2)計算求解: 針對所有節點和元素計算應力、應變、位移、負載,能量和壓力 等,處理一般線性或非線性問題。 有限元素法應用於分析塑性變形時,主要是按照模具及板件的幾 何形狀切割成由節點(node)構成的元素(element),在求解器中求 取每一個元素之勁度矩陣(stiffness matrix),後續在結合所有元素之 勁度矩陣後,得到全域勁度矩陣。在計算過程中,藉由不同的材料應 力-應變模式,得到本構方程式(constitutive equations),並配合應力 平衡關係式及邊界條件,計算出整體應力、應變分佈及外力等數據。 (3)後處理器: 後處理器可將運算所得之結果如位移、應力、應變、應變率等,
由圖表方式顯示並可依照需求輸出圖檔作為分析結果的呈現。
3.2. 軟體介紹-Abaqus
考慮到微流道成形過程板件將發生大變形,在模擬過程中容易產 生收斂性的問題,造成錯誤的結果與分析時間的耗費,因此本研究採 用有限元素軟體 Abaqus 進行有限元素分析。Abaqus 是一套功能強大 的工程模擬軟體,具有整合式與自動化的前後處理器與解析功能,提 供一非常直覺的介面,最符合設計人員、設計工程師及分析工程師的 需求。其支援多項元素分析類型與材料性質,可進行線性與非線性的 問題分析,並且在模擬中,Abaqus 能夠自動調整時間增量(time increment)與收斂公差,讓模擬結果更為準確及效率。 美國 Abaqus 公司於 1978 年推出的 Abaqus 有限元素分析軟體, 在全球工業界中,已被公認是一套解題能力最強、分析結果最可靠的 軟體。其被廣泛地使用在線性及非線性分析上;解題範圍廣泛而深入, 是一個研究或是實際工業應用的最佳選擇。在靜態應力分析的部份, 不考慮慣性效應的應力分析,其中非線性領域更是 Abaqus 最擅長的 問題,包括: (1)材料非線性問題:包括塑性變形、黏塑性材料及非線性材料如 超彈性材料等。曲及潰壞等問題。 (3)邊界非線性問題:以有間隙的物體受力變形後產生接觸問題為 代表。 前後處理的部分,Abaqus/CAE 提供簡易介面,讓使用者能利用 幾何進行模型建立、材料性質定義、邊界條件設定、建立網格等,從 建構模型、解題到觀看分析結果,淺顯易懂,一氣呵成。在求解器的 部分,由於本研究中將考慮到橡膠此種超彈性材料,屬於非線性材料, 故在此將採用 Abaqus/Standard 來進行求解,可模擬各種線性和非線 性工程,使其能夠有效、精確、可靠的實現【23】。
3.3. 有限元素模型之基本假設
本研究之有限元素分析,將建立在以下幾個基本假設之上進行設 定: (1) 假設金屬板材為均質且具等向性性質之彈塑性(elasto-plastic) 材料 。 (2) 假設橡膠為均質且具等向性性質之超彈性(hyperelastic)材料。 (3) 不考慮Bauschinger effect。(4) 不考慮Strain-rate effect及thermal effect。
3.4. 模型建立
3.4.1. 模具、板件外形與邊界條件設定
雖然金屬雙極板上之流道設計並非對稱,理應建立三維模型進行 模擬分析,但整個橡膠墊輔助成型過程中,因包含了金屬試片與橡膠 墊本身兩者的變形行為,造成模擬演算過程變得十分複雜,進而使得 整個求解過程相當耗時且難以收斂,因此為了避免模擬求解時間過於 冗長,參考文獻【20】中的作法,在非對稱之蛇型流道結構中,取流 道長度上之中央位置,作一垂直流道長度方向之截面,建立出二維平 面應變的模型,在後續的驗證中,此模型建立方式,的確能夠有足夠 的準確性來預測成形深度的結果。接著是幾何部分的設定,板件的尺 寸為全長 22.000mm,厚度為 0.100mm;橡膠墊的長度亦為 22.000mm, 厚度為 2.000mm。金屬板件及做為上模具之橡膠墊皆使用 2D Deformable Solid。因下模具之強度與硬度遠大於金屬板件以及橡膠墊, 故不考慮下模具之變形,將下模具視為一剛體。元素選擇方面,金屬 板件之選用為 CPE4R,因為橡膠墊視為一超彈性體,故橡膠墊之選 用為 CPE4RH。接觸設定方面,金屬板件與剛性模具間設定為庫倫摩 擦係數 0.2【19】【20】,橡膠墊與金屬板件間設定為庫倫摩擦係數 0.1 【19】【20】。而邊界條件設定如下。力量之邊界條件: (1) 在剛性模具的參考點上,設定一向上之均勻負載。 速度之邊界條件: (1) 金屬板件左右兩側皆在水平自由度上設定為 0; (2) 橡膠墊之左右兩側皆在水平自由度上設定為 0 (3) 橡膠墊底部,則在水平及鉛直方向之自由度皆設定為 0。 剛性模具幾何上,共有 10 個流道,圖 3. 2 為模仁全圖,截面如 圖 3. 3,每個流道寬 w=1.200mm,流道間距 s=1.000m,流道深度 h=0.500mm,導圓角 R=0.200mm,而左右的末端流道給予導圓角,模 具流道尺寸示意如圖 3. 4 所示,以下為板件與模具幾何設計與配置圖, 如圖 3. 5,上方為橡膠墊,下方為剛性模具,而金屬板件置於兩者之 間。 圖 3. 2 模仁全圖
圖 3. 3 流道截面全圖
圖 3. 4 詳細模具之流道尺寸
圖 3. 5 模具與板件配置
3.4.2. 材料性質設定
195.000GPa,應用指數定律擬合塑性階段之真實應力-應變曲線,作 為有限元素模擬時,金屬板材之材料性質設定值,而橡膠墊之材料性 質設定,則依第二章中,經由橡膠之材料測試實驗,所得數據,以 Polynomial Form之二階可壓縮性超彈性體模型擬合,得出此模型所 需係數,帶入有限元素模擬之中。金屬板件與橡膠墊,皆假設為等向 性且均質之材料。
3.5. 網格收斂性測試
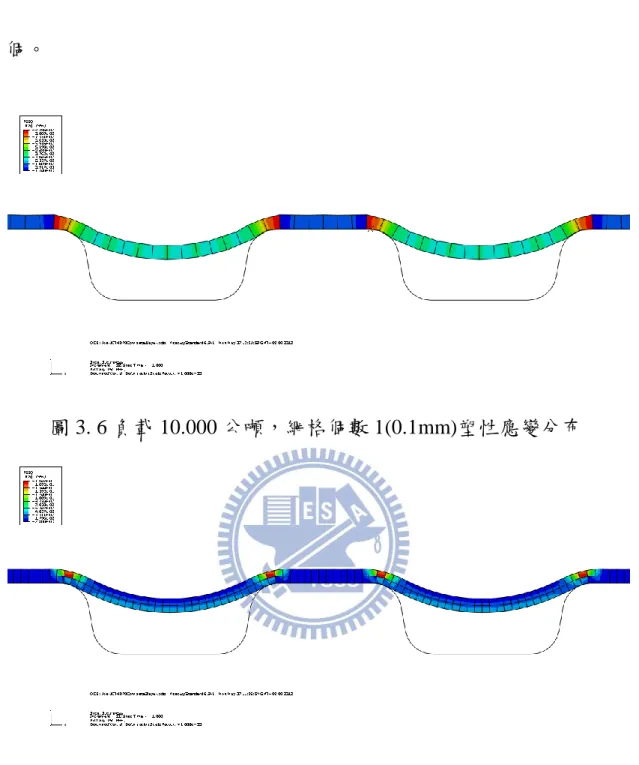
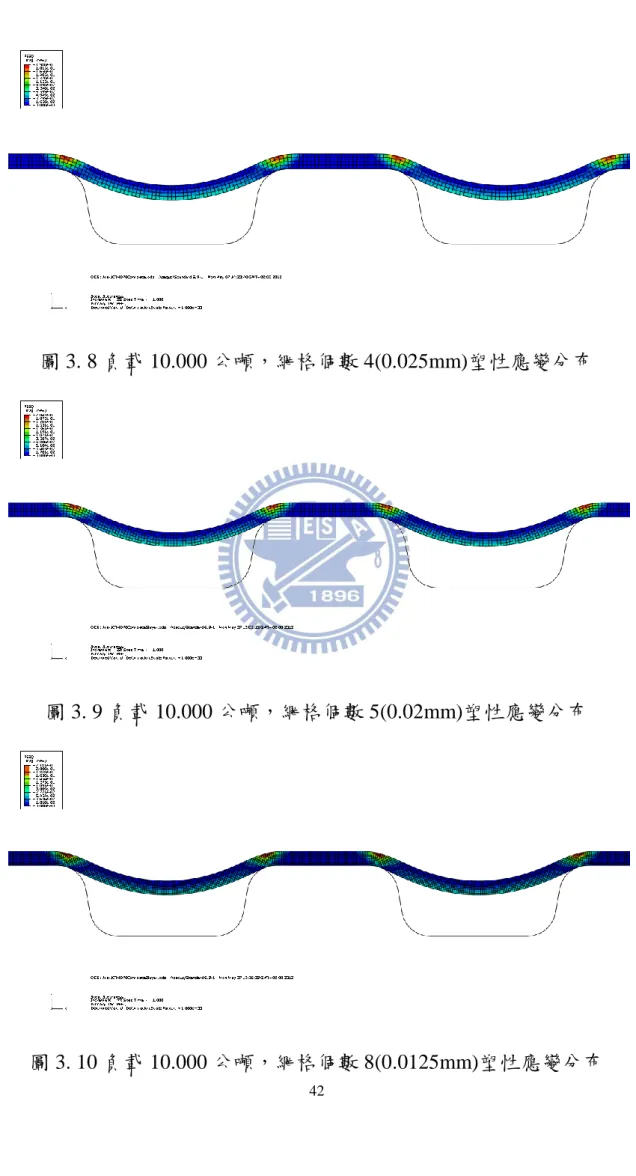
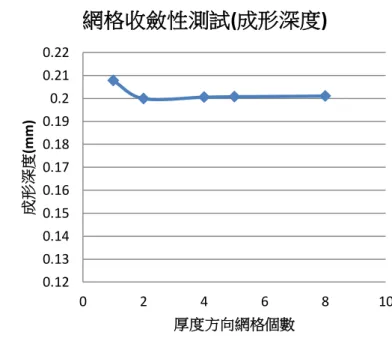
有限元素法為將變形體之無限自由度利用網格的劃分,簡化為 有限自由度進行求解,因此網格尺寸越小,則模擬分析之結果理應更 加準確,但亦可能隨元素總數增加,累積數值誤差亦隨之可能增加, 且必定造成計算所需時間增加。因此,在準確性及運算效率皆需兼顧 之條件下,對有限元素模性進行網格收斂性測試,是不可忽略的一項 重要測試。 本研究於工件厚度方向將分別劃分成一、二、四、五及八層, 負載設定為 10.000 公噸,圖 3. 6 至圖 3. 10 為各等效塑性應變分布圖, 由圖 3. 11 可看出網格的尺寸,於最後成形深度之影響相當有限。但 由圖 3. 12 可明顯看出,當網格尺寸變小時,網格總數增加,將十分 顯著影響計算所需時間,故本研究在後續所使用之有限模型,將採 0.025mm 為固定之網格尺寸,即在板件厚度方向上網格個數設定為四個。
圖 3. 6 負載 10.000 公噸,網格個數 1(0.1mm)塑性應變分布
圖 3. 8 負載 10.000 公噸,網格個數 4(0.025mm)塑性應變分布
圖 3. 9 負載 10.000 公噸,網格個數 5(0.02mm)塑性應變分布
圖 3. 11 厚度方向網格個數與成形深度關係圖 圖 3. 12 厚度方向網格個數與計算時間關係圖
3.6. 後處理
經由分析收斂結果,在後處理器中可以將程式運算結果中,板 件成形深度、板件應變及等效應力等數據,以圖形、曲線、表格或輸 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.2 0.21 0.22 0 2 4 6 8 10 成 形 深度 (m m ) 厚度方向網格個數 網格收斂性測試(成形深度) 0 2000 4000 6000 8000 10000 12000 14000 0 2 4 6 8 10 計 算 時間 (s ec ) 厚度方向網格個數 網格收斂性測試(計算時間)
的方式,深寬比和填充率,分別做為最佳化之目標函數。因此將模具 流道上之幾何參數,及板件成形後各節點座標位置輸出,以便串連最 佳化軟體,對上述兩種目標函數進行最佳化。
3.7. 最佳化分析系統
適當的製程參數可使成形過程更加順利,並令產品性質符合要求, 也可減少製作時所需的成本,而最佳化(Optimization)設計即為尋 求最佳製程參數的方法。最佳化方法的發展至今亦有百年的歷史,最 先始於 1904 年 Michell 即成功以數學方法,求出特定結構的最經濟設 計,此被稱做為 Michell Structure;並在 1970 年代,NASA 已能使用 大電腦自動進行最佳化設計運算。最佳化設計經過多年的發展,已開 發出許多找尋最佳解的方法,如:基因演算法、梯度法等,透過給定 不同的初始參數經過實驗或模擬計算後,從反映的結果,以不同方式 去適當的改變初始參數,直到達到可接受甚至最佳的結果。圖 3. 13 即為簡單流程示意圖。圖 3. 13 最佳化基本流程示意圖
3.8. 最佳化軟體-SmartDO
SmartDO為一設計自動化及最佳化之CAE軟體,以數值最佳化設 計為核心基礎,它整合現有的FEA/CAE/CAD/CFD/CAX設計驗證流 程,以智慧型之運算法控制設計參數,將整個流程變成自動最佳化設 計系統,以穩定強大的智慧型演算法,探索產品設計的各種可能。 SmartDO具備以下數種特點: (1)容易使用(穩定強大的求解器,更具智慧、更快且更準確)。 (2)自動學習不同領域及軟體之差異與變動。 (3)專注於FEA/CAE/CAD/CFD/CAX類之整合應用。 (4)由CAE分析專家所開發及測試,真正瞭解CAE的問題與關鍵重點。 目前SmartDO已被應用在以下實務工作上: – 產品減重,強化與突破創新設計 – 客制化全自動單鍵設計系統開發 – 產品瑕疵,誤差及破壞排除 – 實驗與分析校正(Test-Analysis Correlation) – 決策及人工智慧 – 使用標準Tcl/Tk二次開發之程式碼可跨平台重覆使用 SmartDO最大的特色,是它自1994年開始,便歷經許多工業實務 之考驗與測試,成功範例眾多,尤其在FEA/CAE/CAD/CFD/CAX的 整合應用經驗,堪稱居全球領先地位, 且橫跨土木、航太、電子、醫 藥、國防化工等領域【24】。 在ABAQUS/Standard中,不論建模、施加邊界和接觸條件、網格 畫分、乃至於後處理輸出資料,這些步驟都會被自動記錄於系統預設 資料夾的記錄檔中,用SmartDO連接ABAQUS/Standard需要手動去修 改這個紀錄檔裡面的程式碼來串連;而使用SmartDO除了需要修改這 個串連檔之外,尚需要目標函數、限制條件、以及變數初始值&上下 界等三個程式檔,將這四個檔案準備好之後,才可以開始執行有限元 素連接最佳化的模擬;而往後若是要修改最佳化的目標或是限制條件,
也必須回頭修改程式的設定,程式跑完的結果亦需要用
ABAQUS/Standard打開後處理檔案來查看其最佳化的結果是否與設 定的條件符合,才能確保最佳化模擬的正確性。
圖 3. 14 SmartDO 最佳化分析架構【24】
3.9. 小結
本章節首先介紹本研究所選用之有限元素軟體 Abaqus,並由相 關文獻取得模型中所需之接觸條件、材料試驗所得材料性質數據,與 原始設計之流道尺寸建立有限元素模型。在模型的網格收斂性測試中, 於比較收斂性與計算所需時間兩者之結果後,選擇 0.025mm 作為模 型中網格尺寸。而後處理方面,除了原始設定之等效應力、應變、壓 力等數值,額外選擇各節點位置座標以文字檔形式輸出,以便後續最 佳化分析時使用。最後介紹最佳化分析系統其流程,與本研究中選用 之最佳化軟體 SmartDO。第四章 橡膠墊輔助成形實驗與模擬
由於橡膠墊輔助成形的過程中,不同的模具輪廓設計與配置,不 同的製程參數,都將會影響板材之成形性。因此適當的設計不僅能提 高其材料成形性,使得工件能夠作較大的變形行為,更能使金屬板件 有更好的成形結果。因此本章將針對改變各種製程參數、模具外形, 來探討其板壓成形中對板件成形性的影響。4.1. 實驗機台與模具介紹
4.1.1. 油壓壓床機台
為了驗證橡膠墊輔助成形模擬之可行性與探討橡膠墊不同厚度、 硬度對於金屬板件最終成形結果之影響,本研究利用勤益科技大學精 密成形與模擬實驗室之油壓壓床進行實驗,機台主要部件如圖 4. 1 中 所示。藉由圖 4. 2 中之下方平台上升,施予負載,進行壓印。此外於 上模具之上方置有一荷重元,其負載上限值為 50 公噸,藉此得知壓 印時施加負載大小,進而對於負載大小施以控制。圖 4. 1 油壓壓床 圖 4. 2 油壓壓床工作區
4.1.2. 模仁與橡膠墊
模仁流道微結構總面積為 21.000mm × 20.000mm(流道尺寸見於 圖 3. 4),單一通氣孔部分之尺寸則為 3.400mm × 8.000mm,而所在平 面尺寸 40.000mm × 40.000mm,其模具材料為工具鋼 SKD61,實體 如圖 4. 3 所示,圖 4. 4 為其尺寸圖。橡膠墊的尺寸為 40.000mm × 40.000mm,如圖 4. 5 所示。圖 4. 2 中沖頭與上下模座之詳細尺寸請 見附錄 A。圖 4. 3 模仁實體圖
圖 4. 5 橡膠墊實體圖
4.1.3. 量測儀器
為了量測橡膠墊輔助成形實驗後之板件流道深度,本研究以 KEYENCE 公司的 CMOS 雷射位移感測器(型號為 LK-H020),搭配螺 桿定位平台,以每秒抓取 1000 個資料點,並同時前進 0.6mm 的速度 掃過板件上的每一個流道,以量測其表面輪廓,以中央部分流道成形 深度之量測結果作記錄,其重複精度為±0.02μm。圖 4. 6 為流道輪廓 之量測圖,圖 4. 7 為雷射位移感測實體圖。圖 4. 6 流道輪廓之量測圖 圖 4. 7 雷射位移感測實體圖
4.2. 實驗與初步有限元素模擬驗證
實驗時將板件置於如圖 4. 2 之下模具中,分別使用 10、15、20 公噸等負載,配合不同橡膠墊厚度,硬度,每一參數組合進行三次實 驗,共四十五筆實驗結果,接續以位移感測器對已成形板件之表面進 行量測,以求得實驗成形板件中間部分流道最大成形深度,作為驗證 模擬結果之依據。實驗成形之板件如圖 4. 8 所示。以位移感測器量測,下方表 4. 1 與表 4. 2 則為實驗所得之結果整理。 圖 4. 8 成形後之板件圖(15.000 公噸) 表 4. 1 與表 4. 2 中,以粗體字作為記錄者,為試片已發生破裂之 現象,而於未發生破裂現象之試片中,可以發現橡膠墊硬度及厚度, 對於雙極板流道成形性,並無顯著之影響,而模擬亦有相同之現象, 推斷主要原因是在橡膠墊輔助成形過程中,為保持整個系統之力平衡 的前提下,因此無論橡膠墊厚度及其硬度如何變化,金屬板件上所受 到之負載大小應不會改變,成形結果亦不會改變。故後續將僅以單一 硬度 HD70,厚度 2mm 之橡膠墊做驗證及後續分析。圖 4. 9 為將表 4. 1 與表 4. 2 中未發生破裂之實驗數據與模擬結果之比較圖。圖中紅 色圓圈為模擬所得結果,與實驗結果相當接近,與相對應之實驗平均 值,誤差分別僅為-1.376%及 0.954%,故此可認定本研究所建立之模 型應為一合理可用之有限元素模型。
表 4. 1 探討橡膠墊硬度影響之實驗數據
10.000(tonne) 15.000(tonne) 20.000(tonne)
HD90&4(mm) 0.205(mm) 0.251(mm) 0.326(mm) 0.203(mm) 0.250(mm) 0.356(mm) 0.201(mm) 0.258(mm) 0.372(mm) HD70&4(mm) 0.200(mm) 0.272(mm) 0.351(mm) 0.201(mm) 0.337(mm) 0.365(mm) 0.198(mm) 0.342(mm) 0.361(mm) HD55&4(mm) 0.204(mm) 0.275(mm) 0.361(mm) 0.240(mm) 0.257(mm) 0.376(mm) 0.202(mm) 0.258(mm) 0.367(mm) 表 4. 2 探討橡膠墊厚度影響之實驗數據
10.000(tonne) 15.000(tonne) 20.000(tonne)
HD55&4(mm) 0.204(mm) 0.275(mm) 0.361(mm) 0.240(mm) 0.257(mm) 0.376(mm) 0.202(mm) 0.258(mm) 0.367(mm) HD55&5(mm) 0.192(mm) 0.257(mm) 0.359(mm) 0.203(mm) 0.261(mm) 0.350(mm) 0.200(mm) 0.257(mm) 0.415(mm) HD55&7(mm) 0.201(mm) 0.269(mm) 0.328(mm) 0.199(mm) 0.322(mm) 0.351(mm) 0.202(mm) 0.279(mm) 0.331(mm) 負 載 深 度 厚 度 負 載 深 度 硬 度
圖 4. 9 實驗與模擬成形比較圖
4.3. 簡化模型可行性測試
因板件厚度相較於其他尺寸為一偏小之尺寸,且可變形體除了板 件之外,尚有橡膠墊,因此在網格建立時,為顧及板件厚度方向之計 算結果精確度,使得網格尺寸必須夠小,進而造成網格總數量高居不 下。並且後續進行最佳化的方法,計算量會大幅增加。因此,將模型 中流道數量減少,有其必要性。 在負載設定為 10 .000 公噸、15.000 公噸兩種不同負載情況下, 藉由觀察表 4. 3 等效塑性應變比較以及圖 4. 10 負載與成形深度之關 係圖可看出,簡化模型(2 流道)與原始模型(10 流道)之差異甚小,故 將在後續研究中以此簡化模型取代原始模型進行其他參數之探討。表 4. 3 簡化模型與原始模型等效塑性應變比較表 5.000 公噸 10.000 公噸 簡化模型(2 流道) 0.189 0.255 原始模型(10 流道) 0.189 0.255 圖 4. 10 簡化模型與原始模型模擬成形比較圖
4.4. 橡膠墊輔助成形與液壓成形比較
於第一章簡介中曾提及,橡膠墊輔助成形能提供近似於液壓成形 之均壓,因此期待能夠從中得到接近於液壓成形之良好成形性,故在 確立本研究模型之準確性後,配合本實驗室顏【25】所建立液壓成形 之有限元素模型,對此兩種成形方法應用於壓印微流道時,所得之成 形結果進行比較。 0.14 0.16 0.18 0.2 0.22 0.24 0.26 0.28 5 10 15 20 成 形 深度 (m m ) 負載(公噸)流道數簡化可行性測試
流道數=2 流道數=10 負 載 塑 性 應 變 流 道 數表 4. 4 為橡膠墊成形所施予之負載與液壓成形中所對應之等效 壓力,等效壓力則是經由橡膠墊成形中負載除以壓印面積此方式求得。 表 4. 5 表示兩者於不同負載時,所得之最大成形深度及兩者之間差異, 可以看出,液壓成形的成形深度較橡膠墊成形所得結果略大,且隨著 負載增加,兩者差距則隨之漸增,但將各負載中的差距比對於成形深 度來看,兩者間差異所占比例並不高,以下則討論兩者差異之可能成 因。 造成此現象原因,應為橡膠墊僅能提供近似均勻之壓力,即內部 壓力必定存在微小差異。圖 4. 11 至圖 4. 13 分別為負載為 5.000 公噸、 10.000 公噸以及 15.000 公噸時,橡膠墊內部之壓力分布圖,於各負 載中,橡膠墊內壓力最小值出現於金屬板件流道正中間,且其值小於 等效液壓值,表示在橡膠墊輔助成形中形成流道部分的材料受到負載 較液壓成形中的狀況來得小,故成形深度應較小;而最大值則出現於 流道間距上,其值大於等效液壓值,此現象可能使得材料流動性在橡 膠墊輔助成形中受到更多的拘束,進而亦導致成形深度減少。 將橡膠墊內最大值、最小值與等效液壓整理如圖 4. 14 所示,圖 中各點左側數據為該負載時,橡膠墊內部壓力之最大最小值,右側數 據則為等效液壓值,由數據中發現,隨著負載增加,無論是橡膠墊內 部壓力之差異,亦或是橡膠墊內壓力最小值與等效液壓之差異,皆隨
之增加,與成形結果之關係不謀而合,故判斷橡膠墊內部壓力差異, 應是主要造成兩成形法之成形結果差異的原因。 表 4. 4 橡膠墊成形負載與液壓成形對應等效壓力對照表 負載(公噸) 5.000 10.000 15.000 等效液壓(MPa) 30.656 61.313 91.969 表 4. 5 兩成形法於不同負載之成形深度 5.000 公噸 10.000 公噸 15.000 公噸 橡膠墊成形 0.127(mm) 0.201(mm) 0.265(mm) 液壓成形 0.134(mm) 0.212(mm) 0.283(mm) 差異 0.007(mm) 0.011(mm) 0.018(mm) 圖 4. 11 負載 5.000 公噸,橡膠墊內部壓力分布示意圖
圖 4. 13 負載 15.000 公噸,橡膠墊內部壓力分布示意圖 圖 4. 14 橡膠墊內部壓力與等效液壓比較圖
4.5. 最佳化分析
由橡膠墊輔助成形實驗結果可知,橡膠墊厚度以及硬度,對於金 屬板件成形性並無顯著之影響。從相關文獻【17】【20】中不難發現, 模具上之流道幾何設計與負載大小的不同,必定對於成形性有所影響, 因此,找出以上參數對於成形性之影響,有其必要性,本研究利用最 30.65625 61.313 91.96875 28.729 31.900 58.201 63.405 87.381 94.816 27 37 47 57 67 77 87 5 10 15 壓力 (M P a) 負載(公噸) 等效液壓 五公噸壓力上下限 十公噸壓力上下限 十五公噸壓力上下限佳化軟體 SmartDO 串連由 Abaqus/Standard 所建立之有限元素模型, 找出各參數最佳化分析後之組合,以其為基礎,進一步地個別討論單 一參數在小幅度變化中,對於成形性之影響,並互相比較之。 有關於成形性優劣之判斷標準,常見的有深寬比【17】、填充率 【20】等,後續將以此二項分別作為最佳化之目標函數,而以模具上 流道寬、流道間距、圓角,脫模角以及負載大小為設計變數。此外, 為避免板件變形過大,導致板件破裂,以原幾何設計受到負載大小為 15.000 公噸時,金屬板件上之最大等效塑性應變值 0.255 為主要的限 制條件。
使用 SmartDO 串連 Abaqus 時,需要 Abaqus 所需之批次檔,用 以建模並將設計變數寫入相對應位置,此外,尚有撰寫目標函數、限 制條件、演算法選擇等三個程式檔,而設計變數之可容許範圍,與演 算法選擇同屬一個檔案中,無需在限制條件中編寫之。表 4. 6 為各設 計變數初始值與容許範圍與限制條件,關於流道間距與流道寬度之容 許範圍,是根據文獻中【26】提到,此類燃料電池之尺寸,多半介於 0.500mm 以及 2.000mm 之間,又因本研究希望在流道總面積差異不 大的前提之下,求其較佳之設計變數的組合,故限制單一流道間距與 流道寬度總和與原始設計同為 2.200mm,兩者下限定為 0.500mm,而 上限則為 1.700mm。另外考慮避免流道間距變化時,過大之圓角在建
模時,幾何出現非預期之結果,造成整個最佳化過程出現運算錯誤, 因此,圓角上限值則定為流道間距最小值的一半 0.250mm。負載上限 則為壓床所裝載之荷重元上限。幾何上各變數位置如圖 4. 15 所示, 圖 4. 16 為最佳化前之等效塑性應變分布與模具外形。 表 4. 6 設計變數初始值與容許範圍 初始值 容許範圍 流道寬度 s (mm) 1.200 0.500 – 1.700 流道間距 w (mm) 1.000 0.500- 1.700 脫模角α (degree) 20 14 – 20 底圓角 R (mm) 0.200 0.100– 0.250 成形負載 (tonne) 15.000 10.000 – 50.000 限制條件 最大等效塑性應變≦0.255 圖 4. 15 流道幾何示意圖