銑刀特徵值之機器視覺量測
62
0
0
全文
(2) 銑刀特徵值之機器視覺量測 Router Features Measurement by using Machine Vision Method. 研 究 生:徐谷銘. Student:Ku-Ming Hsu. 指導教授:林志青. Advisor:Ja-Chen Lin Der-Baau Perng. 彭德保 國 立 交 通 大 學. 多 媒 體 工 程 研 究 所 碩 士 論 文. A Thesis Submitted to Institute of Computer Science and Engineering College of Computer Science National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master In. Computer Science Sep 2008 Hsinchu, Taiwan, Republic of China. 中華民國九十七年九月 II.
(3) 銑刀特徵值之機器視覺量測 Router Features Measurement by using Machine Vision Method 研究生:徐谷銘. 指導教授:林志青 博士 彭德保 博士 國立交通大學. 多媒體工程研究所. 摘要 微型銑刀為一種切削 PCB 電路板之重要工具,生產業者根據不同的客戶需 求,生產符合該客戶需求規格之銑刀。目前品管作業是以人工進行量測,在工業 科技日益精密的情況下,微型銑刀之直徑越來越小,也增加人工量測之困難度。 本論文運用電腦視覺方法,發展出一套自動光學量測系統,設計並運用影像 處理方法擷取銑刀魚尾端面上之特徵點,基於這些特徵點計算出銑刀特徵值,實 驗結果顯示,能快速而客觀有效的量測出微型銑刀成品魚尾端面上之特徵值,避 免人工量測所造成之誤差。若量測結果偏離所設計之銑刀規格,使銑刀加工生產 之作業員能即時調校加工機台,進而確保銑刀成品之品質。本論文所研發完成之 機台,可針對銑刀魚尾端面特徵值包括右刃溝深、前周角與間隙進行精確且穩健 的自動量測。 關鍵字:微型銑刀、魚尾端面、影像處理、電腦視覺. III.
(4) Router Features Measurement by using Machine Vision Method Student: Ku-Ming Hsu. Advisor: Dr. Ja-Chen Lin Dr. Der-Baau Perng. Institute of Multimedia Engineering National Chiao Tung University. ABSTRACT. The microrouter is an important tool used to cut a printed circuit boards (PCB). The microrouter manufacture products a variety of microrouters to fulfill distinct customer’s requirements. The traditional way to control the quality of microrouter depends on human inspectors. As the diameter of the microrouter gets smaller, it is more difficult for human inspectors to examine the microrouter’s quality. In this thesis, we proposed an auto-optical measurement system by using machine vision method. We designed and applied digital image processing to capture the feature points on microrouter fishtail and then calculate the characteristics of the microrouter including right hook deep (RHD), the rake and the gap. Experimentation results revealed that the developed measurement system can objectively and effectively measures the characteristics of microrouter in different sizes and different types. In addition, the system can avoid measurement error caused by the human inspectors due to long-term working. The accurate and robust assistant remind producer to immediately fine-tune the processing machine if the results of the measurement deviate from the designed specifications. Keywords: microrouter, fishtail, digital image processing, machine vision. IV.
(5) 誌謝 首先感謝 彭德保教授與林志青教授在研究所這二年間給予的指導與鼓勵, 提供了專業知識與充份的研究設備資源,使得本論文得以順利進行,另外也教導 我為人處事的觀念,培養積極向上的態度,對我往後的發展有非常大的啟發與影 響。同時也感謝口試委員蔡篤銘教授、巫木誠教授及許錫美教授百忙之中抽空來 擔任口試委員,及提供許多專業上的建議,使本論文能更趨完善。 感謝博士班彥仲、正全、思翰學長們,教導了我許多電腦視覺的軟硬體知識, 你們總是傾囊相授,使我研究能夠步上軌道,令我受益良多。其中彥仲學長還特 地教導我新竹地理位置環境,永遠忘不了的南寮海灣場勘之旅。研究室的好友雋 傑、建男、俊甫同學,我會永遠記得這二年之中與大家一起打拼,一起歡樂的時 光。研二舍 503 號房的閨中密友們,其中感謝阿嬌鍛鍊我,使我做研究時有源源 不絕的體力,永遠不會忘記與喬喬、佳昇、錕仔、mog 小小、以及阿 Ken 團結 奮鬥的日子,感謝你們在課業、生活以及感情上的相扶持。還有好友亮吾、基八 八以及邱老頭,當我研究遇到瓶頸時,總是靜靜聆聽我的煩惱,使我恢復研究的 動力。 另外特別感謝環宇真空科技股份有限公司,從研究初期就不斷提供實驗用的 樣本以及專業的意見,使得本研究之發展得以順利完成,在此致上由衷的謝意。 還有 MB002 電腦視覺研究室的學弟妹們,碩二的研究生活因為有你們而多采多 姿,留下許多美好的回憶。 最後,感謝我最重要的家人,總是在背後全力的支持與鼓勵我,讓我得以安 心的完成我的學業。最終感謝一路陪我走過的陳洋蔥與她的動物夥伴們,因為有 妳讓我研究生活得以完整,使我充滿鬥志、全心全意的完成碩士論文,謝謝妳, 更謝謝大家。. 徐谷銘 謹致於交大工工所電腦視覺實驗室 民國九十七年九月. V.
(6) 目錄 摘要.............................................................................................................................. III ABSTRACT .................................................................................................................IV 誌謝............................................................................................................................... V 目錄..............................................................................................................................VI 圖目錄....................................................................................................................... VIII 表目錄..........................................................................................................................XI 第一章 緒論.................................................................................................................. 1 1.1 研究發展與動機 .................................................................................................. 1 1.2 研究範圍 .............................................................................................................. 2 1.3 研究目的 .............................................................................................................. 3 1.4 論文架構 .............................................................................................................. 3 第二章 文獻探討.......................................................................................................... 4 2.1 微型銑刀瑕疵檢測與特徵值量測 ...................................................................... 4 2.2 視覺系統架構 ...................................................................................................... 5 2.3 影像分割 .............................................................................................................. 6 2.3.1 自動二值化方法(Auto-threshold) ................................................................ 6 2.3.2 適應性閥值(Adaptive threshold) .................................................................. 7 2.4 膨脹和侵蝕(Dilate and Erode) ............................................................................ 7 2.5 斷開和閉合(Open and Close) .............................................................................. 8 2.6 邊界擷取(Boundary Extraction) .......................................................................... 9 2.7 最小外接圓(Smallest Enclosing Circle) ............................................................ 10 2.8 簡單線性迴歸(Simple Linear Regression)[10] ................................................. 11 第三章 銑刀特徵值量測研究方法設計.................................................................... 13 3.1 右刃溝深與前周角特徵值量測 ....................................................................... 13 3.1.1 量測系統架構設計 .................................................................................... 14 VI.
(7) 3.1.2 右刃溝深定義 ............................................................................................. 16 3.1.3 前周角定義 ................................................................................................. 17 3.1.4 影像前處理演算法 ..................................................................................... 17 3.1.5 邊界擷取與編號 ........................................................................................ 19 3.1.6 計算銑刀魚尾端面外接圓圓心位置 ......................................................... 21 3.1.7 銑刀魚尾端面上輪廓點對外接圓圓心投影 ............................................. 21 3.1.8 計算銑刀各刃尖與刃底位置 ..................................................................... 22 3.1.9 計算右刃溝深與前周角特徵值 ................................................................. 24 3.2 間隙特徵值量測 ............................................................................................... 26 3.2.1 量測系統架構設計 ..................................................................................... 26 3.2.2 間隙定義 ..................................................................................................... 28 3.2.3 影像二值化 ................................................................................................. 29 3.2.4 擷取銑刀魚尾端面裂縫 ............................................................................. 29 3.2.5 計算間隙 ..................................................................................................... 33 第四章 系統驗證與結果............................................................................................ 35 4.1 實驗環境 ............................................................................................................ 35 4.2 銑刀特徵值量測實驗 ........................................................................................ 36 4.2.1 右刃溝深與前周角量測結果 ..................................................................... 37 4.2.2 間隙量測結果 ............................................................................................. 43 4.3 驗證量測系統實驗 ............................................................................................ 44 第五章 結論與建議.................................................................................................... 46 5.1 研究結論 ............................................................................................................ 46 5.2 後續研究探討與建議 ........................................................................................ 46 參考文獻...................................................................................................................... 47 附錄一:量測紀錄 ........................................................................................................ 49 . VII.
(8) 圖目錄 圖 1.1 微型銑刀實品側視圖......................................................................................... 1 圖 1.2 微型銑刀側視示意圖......................................................................................... 1 圖 1.3 銑刀魚尾端面上三種不同之機械加工............................................................. 1 圖 1.4 銑刀魚尾端面正視圖......................................................................................... 2 圖 2.1 洪氏銑刀刃身外徑檢測結果示意圖................................................................. 4 圖 2.2 典型視覺系統架構............................................................................................. 5 圖 2.3 常見打光方式示意圖......................................................................................... 6 圖 2.4 二值化前後影像之變化..................................................................................... 7 圖 2.5 斷開運算(Open)說明圖 .................................................................................... 8 圖 2.6 閉合運算(Close)說明圖 ..................................................................................... 9 圖 2.7 邊界擷取說明圖................................................................................................. 9 圖 2.8 邊界擷取示意圖............................................................................................... 10 圖 2.9 最小外接圓說明圖[2] ...................................................................................... 11 圖 3.1 右刃溝深與前周角特徵值量測流程圖........................................................... 13 圖 3.2 前照式環形光源所取得之影像....................................................................... 14 圖 3.3 銑刀側視圖,矩形方塊內為經加工所產生之紋路....................................... 14 圖 3.4 環型光源系統設置........................................................................................... 15 圖 3.5 量測右刃溝深與前周角之硬體架構示意圖................................................... 16 圖 3.6 本論文所設計之硬體架構下,所取得之銑刀魚尾端面影像(第一階段量測) ...................................................................................................................................... 16 圖 3.7 右刃溝深定義示意圖....................................................................................... 17 圖 3.8 前周角定義示意圖........................................................................................... 17 圖 3.9 灰階值影像....................................................................................................... 18 圖 3.10 銑刀魚尾端面之邊界資訊............................................................................. 19 VIII.
(9) 圖 3.11 一維次像素邊界偵測法示意圖 ..................................................................... 20 圖 3.12 邊界編號說明圖............................................................................................. 20 圖 3.13 銑刀魚尾端面最小包覆外接圓圓心 .......................................................... 21 圖 3.14 圓心投影法說明圖......................................................................................... 22 圖 3.15 銑刀魚尾端面輪廓點剖視圖......................................................................... 22 圖 3.16 銑刀 centroidal profile 上刀刃之刃尖與刃底 ............................................... 23 圖 3.17 銑刀上之各刀刃定義與編號......................................................................... 24 圖 3.18 間隙特徵值量測流程圖................................................................................. 26 圖 3.19 銑刀魚尾端面側視示意圖............................................................................. 27 圖 3.20 量測間隙之硬體架構示意圖......................................................................... 27 圖 3.21(a)銑刀魚尾端面影像(第二階段量測)(b)魚尾端面裂縫 .............................. 27 圖 3.22(a)銑刀魚尾端面(b)魚尾端面裂縫(c)魚尾端面裂縫幾何形狀示意圖 ........ 28 圖 3.23 間隙定義示意圖............................................................................................. 28 圖 3.24 二值化前後影像之變化................................................................................. 29 圖 3.25 圖 3.22(a)影像灰階直方圖分佈 .................................................................... 29 圖 3.26(a)二值化影像(b)使用閉合運算子填滿的影像 ............................................ 30 圖 3.27 圖 3.26(b)對圖 3.26(a)相減之結果 ............................................................... 30 圖 3.28 魚尾端面上的二個裂縫................................................................................. 31 圖 3.29 裂縫的邊界資訊............................................................................................. 31 圖 3.30(a)向量夾角說明圖(b)裂縫轉角偵測(Corner Detection) .............................. 32 圖 3.31 裂縫輪廓點之向量夾角................................................................................. 33 圖 3.32 間隙量測說明圖............................................................................................. 33 圖 3.33 梯形裂縫上底處輪廓點(圖中. 部分)......................................................... 34 . 圖 4.1 本論文所設計之硬體架構(第一階段量測) .................................................... 35 圖 4.2 本論文所設計之硬體架構(第二階段量測) .................................................... 36 圖 4.3 本論文所設計之硬體架構下,所取得之銑刀魚尾端面影像....................... 37 IX.
(10) 圖 4.4 使用 Microsoft Visual Basic .NET 開發出來的銑刀特徵值量測使用者介面 ...................................................................................................................................... 37 圖 4.5 銑刀 Sample No.3(Orientation #2)魚尾端面影像及各刀刃之對應編號 ....... 39 圖 4.6 銑刀樣品編號 1 之銑刀魚尾端面影像........................................................... 41 圖 4.7 銑刀魚尾端面前周角特徵值........................................................................... 42 圖 4.8 銑刀魚尾端面前周角特徵值示意圖............................................................... 42 圖 4.9 受雜質影響之銑刀魚尾端面影像(圖中圈選處為雜質) ................................ 43 . X.
(11) 表目錄 表 4.1 右刃溝深實驗量測結果................................................................................... 38 表 4.2 針對表 4.1 中銑刀 Sample No.3#2 各刃之右刃溝深值 ................................. 39 表 4.3 前周角實驗量測結果....................................................................................... 40 表 4.4 間隙實驗量測結果........................................................................................... 44 表 4.5 銑刀樣品編號 3 之各個刀刃於 7 種不同方位的右刃溝深量測值(單位:mm) ...................................................................................................................................... 45 表 4.6 銑刀樣品編號 3 各個刀刃不同方位右刃溝深實驗結果之變異量............... 45 表 4.7 銑刀樣品編號 3 之各個刀刃於 7 種不同方位的前周角量測值(單位:°) ..... 45 表 4.8 銑刀樣品編號 3 各個刀刃不同方位前周角實驗結果之變異量................... 45 表 5.1 量測時間整理表............................................................................................... 46 . XI.
(12) 第一章 緒論 1.1 研究發展與動機 微型銑刀為一種切削 PCB 電路板之重要工具,主要用於在銑床上加工平面、 台階、溝槽、成形表面和切斷工件等。在工業科技日益精密的情況下,對於電路 板的品質要求也越來越嚴格,用於切削電路板之微型銑刀會影響電路板品質,所 以銑刀之重要性隨著 PCB 的需求增加而越來越顯著。. 圖 1.1 微型銑刀實品側視圖. 圖 1.2 微型銑刀側視示意圖 如圖 1.1 為微型銑刀實品側視圖,圖 1.2 為對照圖 1.1 之微型銑刀成品側視 示意圖,分為刃身與魚尾兩部份,直徑為 1mm,製造過程中會經砂輪依下述順 序進行機械加工:右刃加工、左刃加工、魚尾加工。每一種機械加工會形成銑刀 上不同之特徵,圖 1.2 刃身矩形部分為銑刀刃身上之鑽石銑切,係經過右刃與左 刃加工後之紋路;魚尾端面之特徵經由三種機械加工所構成,如圖 1.3 所示為銑 刀魚尾端面依順序進行機械加工所得之特徵。採用不同之機械加工參數會得到不 同的銑刀特徵值。. 1.右刃加工. 2.左刃加工. 3.魚尾加工. 圖 1.3 銑刀魚尾端面上三種不同之機械加工 目前銑刀特徵值之品管量測工作是以抽檢的方式進行,當機台加工至一定產 量界限時,由於砂輪之磨耗,會造成銑刀之實際特徵值與設計時之期望值有所偏 1.
(13) 差,當偏差超過可容忍之公差範圍時,則需調整機械加工參數或更換砂輪,以確 保銑刀品質。目前量測特徵值之工作係仰賴人工透過電子光學顯微鏡進行量測, 作業人員用肉眼挑選銑刀上最為可靠之某一刃進行量測,當做量測結果。但人工 量測存在著:(1)長期工作易造成人員視覺疲乏、(2)受人員主觀意識影響大、(3) 人工成本高漲等問題,因此人工量測之成效不甚良好。 1.2 研究範圍 本研究係針對銑刀魚尾端面上之特徵值進行機器視覺之自動量測,所欲量測 之項目主要有三個:右刃溝深(RHD)、前周角(Rake),和間隙(Gap)其示意圖分別如 圖 1.4(a)、(b) 、(c)箭頭範圍所示,詳細定義部份將會於第三章描述。右刃溝深 與前周角所量測之魚尾端面,為進行三道機械加工順序之第一道右刃加工後所得 之魚尾端面,其特徵值尚未受到左刃加工與魚尾加工影響;間隙所量測之魚尾端 面,則為依序完成三種機械加工後所得之魚尾端面。銑刀特徵值之量測分為兩階 段:第一階段之時機為銑刀進行右刃加工後,量測項目為右刃溝深和前周角;第 二階段之時機為銑刀進行三種機械加工後,量測項目為間隙。. (a). (b) 圖 1.4 銑刀魚尾端面正視圖. (c). 目前微型銑刀生產業者根據不同的客戶需求,生產符合該客戶需求規格之銑 刀。銑刀之測試可分為壽命測試及剛性測試,茲分述如下: (1) 壽命測試: 因銑刀是一種利用轉速來切割 PCB 的工具,故其應用於切割 PCB 時有兩個 機械加工參數:轉速及進刀速。轉速可幫助切割,而進刀速代表著切割的速率, 兩者相輔相成,缺一不可。銑刀壽命的測量方式則有三個代表性參數:1.殘屑、2. 斷刀、3.精度。殘屑為切削時,於所切過的溝槽內,殘留了 PCB 板的微小碎屑, 通常碎屑出現在槽溝 30%以上時,銑刀之排屑功能即受到影響而大為降低,稱為 殘屑壽命。斷刀為銑刀的絕對壽命,因銑刀此時已斷掉不能正常使用,稱之為斷 刀壽命。精度為銑刀用於切割 PCB 時,有其要求之公差,若超過此公差,即代 表著此 PCB 板之品質將被判定為不良。 (2) 剛性測試:即無上限的提高刀速,看銑刀的壽命變化情形。. 2.
(14) 目前業界是以人工配合高倍數的顯微鏡進行量測,量測銑刀成品之特徵值是 否如預期,主要有三個量測項目:右刃溝深(RHD)、前周角(Rake),和間隙(Gap)。 右刃溝深會影響銑刀之排屑性,越大則排屑性越佳,但斷刀壽命則相對較短;前 周角之銳利度會影響切削面品質與切割之精準度,角度越大所切削之表面越光滑, 但精度壽命相對較短;間隙之大小影響銑刀下鑽之排屑性,銑刀參數乃依據客戶 不同的需求規格,而不同。 1.3 研究目的 基於以上的背景與動機,本研究希望能運用電腦視覺方法,發展出一套自動 光學量測系統,能快速而客觀有效的量測出銑刀成品魚尾端面上之特徵值,避免 人工量測所造成之誤差,使銑刀加工生產之作業員能即時調校加工機台,進而確 保銑刀成品之品質。 1.4 論文架構 本論文架構章節安排如下,第一章為緒論,第二章為文獻探討,主要介紹銑 刀相關的知識與檢測文獻,以及在視覺檢測演算法中所使用到的相關影像處理方 法;第三章則為本論文所提之銑刀特徵值量測研究方法,主要在推演及討論量測 系統之演算法;第四章應用第三章所提出的方法,對銑刀樣本進行自動量測實驗, 並進行實驗結果之分析討論;最後第五章則描述結論與未來研究方向。. 3.
(15) 第二章 文獻探討 本章一開始先討論微型銑刀檢測相關文獻,包括瑕疵檢測與特徵值量測,從 文獻中可以發現各個研究所進行的銑刀檢測項目及其異同,並參考其研究方法。 其次,討論電腦視覺系統的自動化光學檢測系統所必須包含的架構,而其中的光 源架構對檢測成效有相當重要的影響。接著介紹本論文中所運用到的各種處理方 法,包括影像處理方法、最小包覆外接圓(Smallest Enclosing Circle)、和簡單線性 迴歸(Simple Linear Regression)。. 2.1 微型銑刀瑕疵檢測與特徵值量測 D. B. Perng and Y. C. Chen[8]針對微型銑刀魚尾端面部份進行瑕疵檢測,利 用所開發的自動光學檢測系統,取得銑刀魚尾端面影像,應用影像處理方法擷取 所取得之銑刀魚尾端面影像各刀刃之特徵值,接著系統透過由良好魚尾端面影像 訓練所得的品質管制圖,進行魚尾端面崩刃瑕疵的檢測。 洪朝陽[15]針對微型鑽頭,發展一套自動量測系統,量測出微型鑽頭之外徑 與刃長。利用一個旋轉夾持機構固定微型銑刀,以電腦控制機構旋轉,在適當設 計的背光源系統下,擷取微型鑽頭側面輪廓影像,以獲得不同視角之微型鑽頭側 面輪廓影像,然後對所獲得的微型鑽頭影像進行最小灰階值的計算,以獲得微型 鑽頭殘影之影像,透過這種殘影影像,利用邊界偵測法找到微型鑽頭的上下邊界, 應用次像素(sub-pixel)精確度於邊界資訊,進而計算出微型鑽頭的外徑與刃長。 除此之外,經過一些演算法上的修改之後,此量測系統也可應用於銑刀刃身部份 外徑的量測。. 圖 2.1 洪氏銑刀刃身外徑檢測結果示意圖 另外,微鑽頭為另一種切削 PCB 電路板之重要工具,F. C. Tien and C. H. Yeh[11]建立一微鑽頭之電腦視覺檢驗系統,運用 eigenvalue of covariance matrices 之方法建立此微鑽頭之品質檢驗系統,以期降低生產檢驗之時間與成本。首先, 經由彩色影像擷取系統取得微鑽頭切削面(Cutting plane or first facet)之影像,藉 由彩色影像分割得取切削面主體之二元影像(Binary image);此時,以邊緣搜尋法 (Boundary-following)求取切削面之邊點,再使用 eigenvalue of covariance matrices 4.
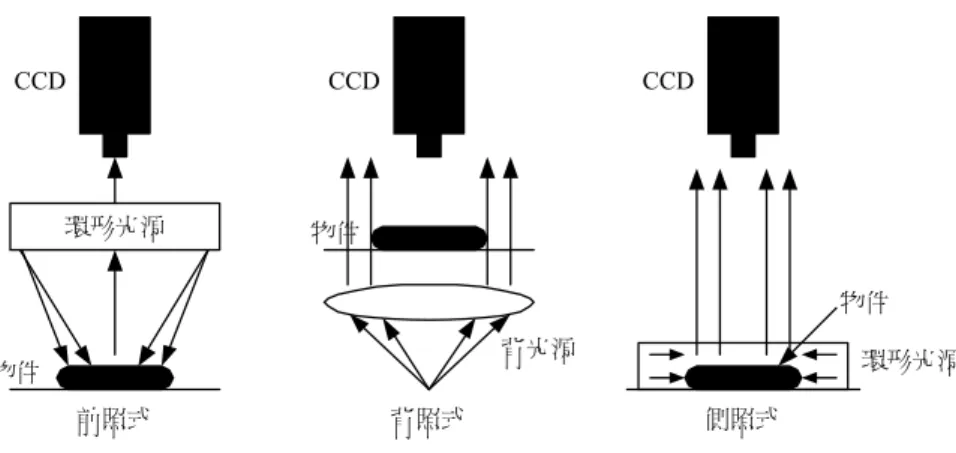
(16) 進而量測端點及角度等特徵值,其中,主要針對 Gap、overlap、taper 及 flare 四 大瑕疵為主,做品質檢驗系統之建立與分析。 G. Duan et al.[12]建立一套微鑽頭自動光學檢測系統(AOI),透過所設置之硬 體架構,取得微鑽頭影像,運用影像對位方法(Image registration)校正鑽頭上各刀 刃之位置,並擷取刀刃上之特徵值,透過分類器辨別瑕疵。 綜合上述,微型銑刀特徵值量測尚未針對其魚尾端面部分進行檢測。. 2.2 視覺系統架構 一個視覺系統的基本組成,可粗分為六大單元[13],包括:待測工件、光源、 影像形成裝置、影像擷取介面卡、影像處理器、週邊及輸出裝置。圖 2.2 為典型 視覺系統基本組成的示意圖。 影像擷取 介面卡. 影像處理器. 電子攝影機 鏡頭 影像形成裝置. 主電腦 光源 週邊及輸出裝置. 待測工件. 圖 2.2 典型視覺系統架構 影像形成裝置包含了電子攝影機與鏡頭,根據需求挑選適當倍率之電子攝影 機與鏡頭。好的光源環境可以突顯待測工件的特徵,提高影像之對比度,降低後 續影像處理的複雜度。不同的待測工件表面材質,有其適合之打光方式,常見的 光源架設方式有以下幾種[14],圖 2.3 為其示意圖,本研究將參考這些打光方式, 設計最適用於本研究使用之光源架構。 1. 前照式(Front lighting):光源與 CCD 在物體之同側,利用光線反射強弱的不 同,常作為檢測物體表面特徵時之照明。 2. 背照式(Back lighting):光源與 CCD 在物體的不同側。使物體產生對比強烈 的輪廓線。 3. 側照式(Side lighting):光源放在物體的側面,光源的照射方向與物體平面近 乎平行。常作為突顯待檢測物體幾何性質之用。. 5.
(17) CCD. CCD. 環形光源. CCD. 物件 物件 背光源. 物件 前照式. 背照式. 環形光源 側照式. 圖 2.3 常見打光方式示意圖. 2.3 影像分割 影像分割的主要目的是區分目標物體位置與背景,簡化後續影像處理的過程。 利用二值化將灰階的影像,透過選取的閥值,將灰階的影像轉變成 0 或 1 的二 值化影像。灰階值大於閥值時設定為 1,小於閥值時設定為 0,反之亦可。 影像分割最常使用的是統計法。一般是根據影像的灰階特性,進行統計與分 類以得到灰階統計直方圖。直方圖通常是以影像的灰階範圍做為 軸,以各灰階 值所擁有的像素數量做為 軸。根據直方圖中像素灰階的分佈情況,可以得知影 像的相關性,作為分割的參考。 2.3.1 自動二值化方法(Auto-threshold) 自動二值化利用演算法根據直方圖中像素灰階的分佈情況找出最適合的閥 值(Threshold)。自動閥值演算法的好處是可針對影像的特性自動找出合適的臨界 值。自動閥值的取得方式,一般都是根據物體之亮度特徵、尺寸、及所佔之影像 面積比率與物體種類之多寡推導而來。 Otsu 自動閥值方法[6],利用機率統計的方法來對其影像之像素分佈來作運 算,找出讓群組內變異數最小且群組間變異數最大值作為最佳閥值(Threshold)來 二值化,將影像切割變成黑與白,將其背景變成黑的,而要取之範圍為前景則為 白色,方便作其它處理。 D. B. Perng and Y. C. Chen[8]中提到應用於影像灰階直方圖分佈有明顯兩個 群組時,一群組為物體(Object),另一群組為非物體之背景區域,而兩群組間無 明顯交集之影像。如此一來,在影像分割時,選取直方圖中物體群組高峰的灰階 值,與背景群組高峰的灰階值,再將此二值之和取平均做為閥值如圖 2.4(b)所示, 圖 2.4(c)為原始影像經所選取之閥值二值化後的結果。. 6.
(18) Peak. Average of two peak. Peak. 閥值. (a)原始影像. (b)原始影像灰階直方圖. (c)二值化結果. 圖 2.4 二值化前後影像之變化 2.3.2 適應性閥值(Adaptive threshold) 不同型態的灰階影像閥值的選取可分為單一閥值法和多重閥值法。單一閥值 法為整張影像中之所有像素有同樣的閥值,適用於影像灰階統計直方圖分佈有明 顯可區分之灰階度分佈,但當無上述明顯分佈情形時,適應性閥值法為較佳之選 擇。適應性閥值不同於單一閥值法為影像中所有像素有其個別所適之閥值,適用 於光源系統不均勻的情況,對於因光源系統不均勻所造成之影像模糊或陰影,有 較佳之處理結果。 適應性閥值其閥值的選取方法有許多種,其中一種方法為 Ahmad and Choi[1] 使用之局部性閥值(local threshold),影像中的像素點 , 其二值化步驟如下: Step 1:使用平均濾波器公式(1)求得平均值 ,. ,. 1. ,. , 為原始影像像素點座標 , 之灰階值,. 為遮罩大小。. Step 2:依據公式(2)求得局部性閥值 ,. , where. is a constant.. 2. Step 3:依據公式(3)求得二值化結果 , ,. 1, 0,. ,. ,. 3. 2.4 膨脹和侵蝕(Dilate and Erode) 膨脹(Dilate) [5]運算是藉由結構元素使影像中目標物進行擴張的影像處理方 法,定義如下:. ⎧ ⎫ ( f ⊕ g )( x, y ) = max ⎨ f ( x − s, y − t ) + g ( s, t ) | ( x − s ), ( y − t ) ∈ D f ; ( s, t ) ∈ Dg ⎬ (4) ⎩ ⎭ 侵蝕(Erode)[5]運算則是藉由結構元素使影像中目標物縮小的影像處理方法, 定義如下: 7.
(19) ⎧ ⎫ ( f Θ g )( x, y ) = min ⎨ f ( x − s, y − t ) + g ( s, t ) | ( x − s), ( y − t ) ∈ D f ; ( s, t ) ∈ Dg ⎬ (5) ⎩ ⎭ 其中 , 代表灰階影像, , 為進行影像之膨脹與侵蝕的結構元素, 和 分別為 與 的定義域,膨脹其最簡單的應用之一是在橋接縫隙,侵蝕則是 用於除去二元影像裡的雜訊。. 2.5 斷開和閉合(Open and Close) 斷開(Open)[5]其定義如下公式(6),因此集合 被 的斷開就是 被 侵蝕,再 將結果對 膨脹。其功能是過濾影像中較細微的物體,只留下明顯的主體。. f o g = ( f Θ g) ⊕ g. (6). 如圖 2.5 說明斷開運算(Open),圖 2.5(a)顯示一個集合 ,使用一圓形結構元 素 如圖 2.5(b)中的小圓,經斷開運算(Open)後,使的集合 中兩個主要部份之間 的橋樑消失。. f Θg. f o g = ( f Θ g) ⊕ g 圖 2.5 斷開運算(Open)說明圖 閉合(Close)其定義如下公式(7),集合 被 的閉合就是 被 膨脹之後在被 侵蝕。其功能是連接影像中小斷點、消除小空洞,和填補空隙,亦即將細微的部 分補滿。. f • g = ( f ♁ g) Θ g. (7). 如圖 2.6 說明閉合運算(Close),經閉合運算結果如圖 2.6(e)所示,使得集合 左 邊的間隙大小上顯著減少。. 8.
(20) (b). (c). f ♁g. (a). (e). (d). f • g = ( f ♁ g) Θ g 圖 2.6 閉合運算(Close)說明圖. 2.6 邊界擷取(Boundary Extraction) 影像經二值化將背景與物體分離,欲取得物體之邊界資訊[5],可用公式(8) 得到:. (8) 其中 代表一個集合 之邊界, 為一個合適之結構元素。首先用結構元 素 對 侵蝕,邊界資訊即為集合 與侵蝕後結果之差集。. 圖 2.7 邊界擷取說明圖 圖 2.8 為一二值影像使用式(8)和圖 2.7 中的結構元素 的結果,圖 2.8(b)中所 顯示的白色邊界為一個像素寬。. 9.
(21) (a)一個二值影像. (b)使用式(8)的結果. 圖 2.8 邊界擷取示意圖. 2.7 最小外接圓(Smallest Enclosing Circle) 在座標平面上 個點座標所成的集合 ,欲找到一圓使得集合內所有點不是 位於圓內就是在圓周上,且半徑為最小的圓,稱為集合 之最小外接圓。 J. Eliosoff and R. Unger[2]提出的方法步驟如下: 1. 求得一圓以 為圓心包含所有集合 上的點,接著用下述步驟將圓半徑縮小。 2. 在集合 中求得一點 與圓心 之距離最遠,以 為圓心,通過圓周上一 點 產生一個包含集合內所有點且半徑較小之圓。 3. 如果步驟 2 求得之圓通過兩個或兩個以上的點,則執行步驟 4。否則沿著圓 心 往 點方向繼續將圓半徑縮小,直到求得一圓 通過 點以外,還通過集 合 中另一點 。 4. 截至此階段,已獲得一圓 ,包含集合 所有點且集合中有兩個點以上位於 圓周上;若圓上有相鄰兩點其所形成之弧長大於圓 圓周長的一半,則圓半 徑仍可縮小,令相鄰兩點分別為 與 ,稱 通過 與 的圓 ,且將半徑縮小至. 為 point-free interval。求另一. (a) 圓 半徑長度剛好為線段 長度的一半,或者 (b) 圓 通過集合 中另一點 當出現情況(a),演算法完成。否則情況(b)時,需重覆步驟 4 直到圓上無 point-free interval 長度大於圓周長的一半為止。. 10.
(22) 大於圓周長的一半. 通過 與 將半徑縮小. 通過. 仍有 大於圓周長 的一半,重覆步驟 4. 中另一點. 無 point-free interval 大於圓周長的一半. 圖 2.9 最小外接圓說明圖[2]. 2.8 簡單線性迴歸(Simple Linear Regression)[10] 簡單線性回歸是最簡單的回歸分析模型,是一個很重要的統計工具,該模型 的表示如下公式(9)。. = +. +. (9). 其中 為反應變數(response variable); 為預測變數(predictor); 與 為未知 的截距與斜率; 為誤差項。 假設有 n 對樣本資料 , , , ,…, , ,迴歸分析的目的是利用 這些樣本資料去估計 和 。估計 與 參數的方法有幾種,其中常用者為最小平 方法(Least Square Estimator),因其計算較其他方法簡單。而最小平方法(10)式就 是要找 、 ,使 , 值最小。 , 利用對. , ,. ,. ,. 10. 對 和 微分後令其等於 0,知 、 滿足下列之聯立方程式, 2 2. 其解為 ∑ 11. ∑. 11.
(23) 其中. ∑. ⁄ ,. ∑. ⁄. 利用矩陣形式運算,估計 與 參數,迴歸模型可表示成公式(12) 12 其中是 是 如下所示:. 1的矩陣, 是. 2的矩陣, 是2. 1 1 1. ,. ,. 1的矩陣, 是. 1的矩陣,. ,. 1 若使用最小平方法(LSE)估計參數,則可以使用公式(13)求出參數 、 。得到一 迴歸線為 = +. 。 13. 12.
(24) 第三章 銑刀特徵值量測研究方法設計 銑刀魚尾端面之特徵值量測項目主要有三個: 右刃溝深(RHD)、前周角 (Rake),和間隙(Gap)。量測項目根據不同的加工時間點可區分為兩個階段,第一 階段之時間點為銑刀進行右刃加工後、而尚未進行左刃加工和魚尾加工;第二階 段之時間點為銑刀完成三種機械加工後。右刃溝深和前周角在第一階段量測,而 間隙則在第二階段進行量測。兩個階段所量測之銑刀魚尾端面,由於進行之機械 加工參數不同,而有不同之形狀。本論文分別針對兩階段之量測,提出個別所適 之硬體架構設計與影像處理演算法。 3.1 右刃溝深與前周角特徵值量測 本節針對第一階段量測項目魚尾端面之特性,進行右刃溝深與前周角特徵值 量測,演算法完整流程如圖 3.1 所示。. 圖 3.1 右刃溝深與前周角特徵值量測流程圖 13.
(25) 3.1.1 量測系統架構設計 以電腦視覺方法對銑刀特徵值進行量測之準確度,受所取得之銑刀影像影響 很大。取像系統中之光源對於整個光學系統占有舉足輕重的地位,好的光源環境 可以突顯待測物的特徵,提高影像之對比度,減少背景與影像分割演算法之複雜 度,也可大幅減少處理時間。目前業者是使用人眼透過電子光學顯微鏡量測銑刀 特徵值,光學顯微鏡所採用之光源是前照式的環形光源,透過光源顯現出銑刀的 特徵值,如圖 3.2(a)所示。由於銑刀加工成形過程中會經過砂輪機加工,砂輪會 在銑刀表面上留下加工之痕跡如圖 3.2(b)橢圓形圈選區域內所示,增加背景與影 像分割之難度。因本論文所探討銑刀之特徵值皆位於銑刀之輪廓上,而砂輪加工 之痕跡會影響到所擷取之銑刀輪廓,進而影響量測項目之準確度,所以本論文將 光源系統修改為背照式白色 LED 光源。. (a) (b) 圖 3.2 前照式環形光源所取得之影像 單純使用商品化背照式光源系統時,由於銑刀刃身經過砂輪機加工後的紋路, 如圖 3.3 矩形方塊內所示,會降低影像品質,造成光源照明時會影響到魚尾端面 影像照度不均勻現象,因而將環型光源加裝一透光材質,設置如圖 3.4,使用一 夾具來固定銑刀,使得銑刀魚尾端面與透光材質對齊,使刃身紋路之反光對魚尾 端之影響減至最低。. 圖 3.3 銑刀側視圖,矩形方塊內為經加工所產生之紋路 14.
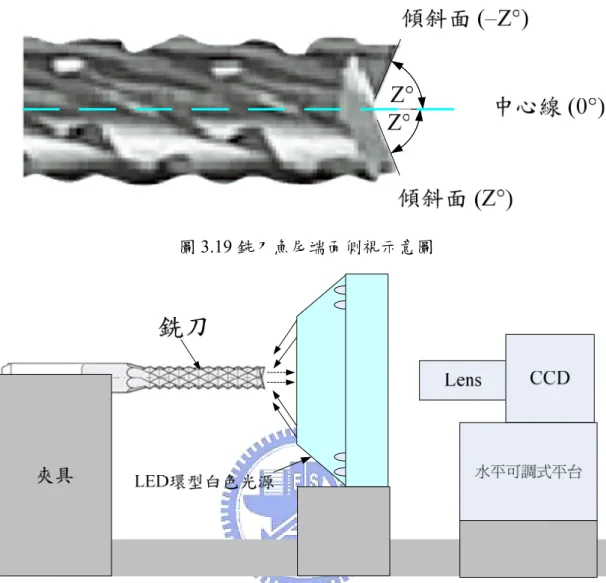
(26) (a)側視圖. (b)透光材質. (c)正視圖 圖 3.4 環型光源系統設置 綜合上述光源系統,右刃溝深與前周角量測項目之硬體架構設置如圖 3.5, 包含夾具、環型白色 LED 光源、CCD,和一水平可調式平台。夾具用來固定銑 刀,環型白色 LED 光源使銑刀魚尾端產生對比強烈的輪廓線,水平可調式平台 用來移動 CCD 擷取清晰之銑刀魚尾端面影像,透過此硬體架構所擷取之銑刀魚 尾端面影像如圖 3.6,此為銑刀進行右刃加工後之魚尾端面影像。. 15.
(27) 圖 3.5 量測右刃溝深與前周角之硬體架構示意圖. 圖 3.6 本論文所設計之硬體架構下,所取得之銑刀魚尾端面影像(第一階段量測) 3.1.2 右刃溝深定義 參照圖 3.7,所欲量測刀刃之刃尖為圖形中之 A 點,其相鄰左右二側刀刃之 刃尖分別為 C、D 兩點,以一線段連接 C、D 兩點得一CD,將CD從選定刃向刃. 16.
(28) 尖 A 點平移至此刀刃底部 A’點得另一線段C D ,由 A 點至C D 之垂直距離即為 右刃溝深,銑刀上各刃尖與刃底之定義將在 3.1.8 小節說明。. A A'. 右刃溝深. C. D. 圖 3.7 右刃溝深定義示意圖 3.1.3 前周角定義 參照圖 3.8 中,所欲量測刀刃之刃尖為圖形中之 A 點,其相鄰左右二側刀刃 之刃尖分別為 C、D,以一線段連接 C、D 兩點得一CD,將CD向刃尖 A 點平移, 當移動 至離 A 點垂直距離 1/3 右刃溝深處(即圖形中之 B 點)對齊。過 B 點做 一直線垂直CD。垂足為 P 點,則AB與BP之夾角即為前周角。. 圖 3.8 前周角定義示意圖. 3.1.4 影像前處理演算法 透過上述 3.1.1 節硬體架構所擷取之銑刀魚尾端面影像,將其轉換為灰階影 像如圖 3.9 所示,使用影像處理方法將銑刀與背景分離。 17.
(29) 圖 3.9 灰階值影像 由於銑刀在加工過程中,其刃身經過砂輪機加工後的紋路會影響影像品質, 造成如圖 3.9 橢圓形框內所示有陰影與模糊的地方,其影像輪廓與背景之對比度 會降低。若只取單一閥值進行影像二值化,並無法將物體與背景正確的分離,故 本論文採用適應性閥值法(Adaptive Thresholding)來分割出銑刀物體,此種方法較 以單一閥值二值化法可更準確的描述特徵點的位置。 適應性閥值常用在不均勻光源系統,將物體從影像中與背景分離。本論文之 適應性閥值演算法步驟如下: Step 1:使用平均濾波器將影像平滑化 ∑. ,. ,. ,. 14. , 為原始影像像素點座標 , 之灰階值,. ,. 為經濾波器處理後所得之像. 素灰階值。 為方格遮罩(Mask)之大小,必須有足夠的大小以求取較佳之處理效果,太 大也會造成雜訊干擾二值化品質;由實驗得知,在本論文之處理應用上,當方格 遮罩為 9*9 時,可獲得較佳之影像平滑效果。 Step 2:影像中的每個像素依據下述之公式(15)分別執行二值化 1, , , 偏移量 15 0, , 為原始影像之像素點座標 , 經二值化之結果。偏移量需經實驗後 設定,若設定太小,則許多變化極其細微之雜訊區域也會被顯現出來;偏移量越 ,. =. 18.
(30) 大,二值化後所求得之區域越小。偏移量的大小與影像大小、方格遮罩大小和光 源亮度有關,本論文之處理應用實驗中,當偏移量設為 5 時為最佳。 3.1.5 邊界擷取與編號 經上述 3.1.4 節影像前處理將銑刀與背景分離後,接著以 2.6 節所提之邊界 擷取方法,擷取銑刀魚尾端面之邊界資訊,如圖 3.10 所示,圖中黑色線條部分 為銑刀魚尾端面邊界。所取得之銑刀魚尾端面邊界資訊,與真實邊界資訊,有一 定程度的偏差,真實的銑刀魚尾端面邊界,位於二元邊界白與黑的兩個像素之間, 灰度部分才是較精確的邊界。因此,透過邊界擷取方法對銑刀魚尾端面影像進行 邊界擷取,找出較有可能為邊點的候選像素,接著利用內差法(interpolation)求得 較精確的邊點位置,以達到次像素精確度,提升量測準確度。. 圖 3.10 銑刀魚尾端面之邊界資訊 次像素計算方法如下,透過上述所找到的銑刀魚尾端面邊界,然後擷取出平 行於影像 x 軸之掃瞄線(Scan Line)的灰階值剖面圖,如圖 3.11 所示,利用內差法 即可快速求得邊界的精確位置,此位置便是具有次像素精度的邊界位置。這樣便 可獲得銑刀魚尾端面位於掃瞄線處,具有次像素精度的邊界資訊。. 19.
(31) 圖 3.11 一維次像素邊界偵測法示意圖 完成邊界擷取後對所有輪廓點進行編號,以上方最接近影像 軸的輪廓點為 起始點,然後按逆時針方向編號,儲存輪廓點資訊;所獲得之輪廓點集合 = , ,…, ,其中 為起始點, 為銑刀魚尾端面輪廓點個數, 與二值化取 得之銑刀魚尾端面大小和型號有關。. 圖 3.12 邊界編號說明圖. 20.
(32) 3.1.6 計算銑刀魚尾端面外接圓圓心位置 根據 3.1.5 求得銑刀之魚尾端面輪廓資訊,接著求得一個包含魚尾端面且面 積為最小的圓,並計算出圓心座標 , 與圓半徑大小如圖 3.13 所示。. 圖 3.13 銑刀魚尾端面最小包覆外接圓圓心 3.1.7 銑刀魚尾端面上輪廓點對外接圓圓心投影 根據 3.1.5 節與 3.1.6 節獲得銑刀魚尾端面的輪廓資訊與外接圓圓心位置後, 接著將銑刀魚尾端面上所有輪廓點對外接圓圓心投影得到一二維剖視圖,稱此投 影方法為圓心投影法(centroidal profile[7]),二維剖視圖用於計算出銑刀魚尾端面 上各特徵點所在位置。 如圖 3.14 所示,白色輪廓線為 3.1.5 小節所擷取之銑刀魚尾端面輪廓點集合 = , ,…, , 為起始點,依逆時針方向儲存。原點 位於影像左上 方,橫軸為 軸,縱軸為 軸。其中 為銑刀外接圓圓心位置, 為一條通過圓心 且平行 軸之直線,交輪廓點集合 於兩點分別為 、 ,其中 座標值較大 者為 。圓心投影方法如下,以 為起始點,將集合 上所有輪廓點 , , 對外接圓圓心 投影,得到一新二維座標( , ),橫座標 為輪廓點 至圓心 所 成的線段 ,與 之夾角;縱座標 為 至圓心 之歐式距離,形成以圓心 為中 心之銑刀魚尾端面輪廓點剖視圖,如圖 3.15 所示,用於計算銑刀魚尾端面上各 刃尖與刃底位置所在。. 21.
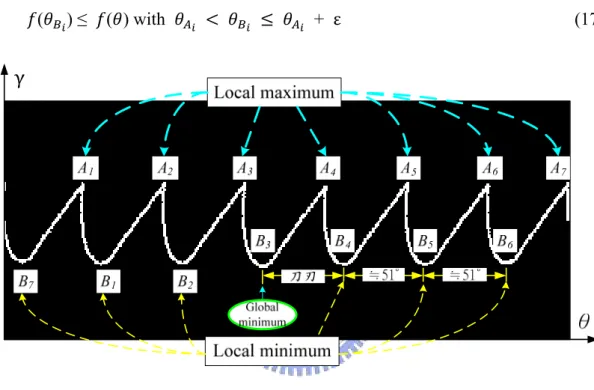
(33) 圖 3.14 圓心投影法說明圖. 0, 圖 3.15 銑刀魚尾端面輪廓點剖視圖 3.1.8 計算銑刀各刃尖與刃底位置 根據 3.1.7 節所獲得之銑刀輪廓 Centroidal profile,為銑刀上所有輪廓點與圓 心 之距離所形成之二維曲線圖,使用(16)式依序求得局部最大值(Local. maximum)之點座標 = , , 1,2, … , ,定義為銑刀上第 刃之刃尖如圖 3.16。其中 為銑刀刀刃個數,根據不同銑刀型號,而有不同的刀刃個數。ε為一 實驗參數,兩兩相鄰之刃尖或刃底平均距離大約為 360˚/ ,不同之刀刃個數會有 不同對應之實驗參數ε,本範例之銑刀型號具有七個刀刃( 7 ,360˚/7≒ 51.4, 所以將ε值設為 51.4˚,此方法可適用於不同銑刀刀刃個數之情況。銑刀刀刃 22.
(34) 定義為相鄰刃底之間所形成之幾何圖形如圖 3.17 所示,一個刀刃幾何圖形其中 包含一個刃尖與刃底,如刃尖 與刃底 位於編號為 1 號之刀刃幾何圖形上。. Local maximum point (. )≤. :. ( ) with |. −. |< ε. (16). 依據式(17)局部最小值(Local minimum)求出第 刃之刃底 = 1,2, … , 。. Local minimum point (. )≤. ,. ,. : + ε. ( ) with. (17). 圖 3.16 銑刀 centroidal profile 上刀刃之刃尖與刃底 根據上述座標系統求得之銑刀刃尖與刃底,對應回原始影像中之 統,並將其座標資訊依序儲存為 =. ,. 23. 與 =. ,. 座標系. , =1,2, … , 。.
(35) A2 B2. A1 B1. A3 B3. B7. A7 A4. B4. B6. B5. A6. A5. 圖 3.17 銑刀上之各刀刃定義與編號 3.1.9 計算右刃溝深與前周角特徵值 根據 3.1.8 小節所求得之銑刀魚尾端面各刀刃之特徵點資訊,依序求得各個 刃之右刃溝深與前周角,以 表示銑刀第 個刀刃之右刃溝深, 表示 與前周角 , =1,2,…, , 為銑刀 銑刀第 個刀刃之前周角。右刃溝深 刀刃個數,計算步驟如下:. 1.. 求得 , 之方程式。. =. 相鄰刀刃之刃尖其座標分別為. (. ,. ) 、. =. (. ,. ,. 、. ,. 與直線. ). : /. 其中 =. 2.. 為直線 ,. 依據式(13)與式(14)分別計算出 。 ,. 刃尖點. √ 對應之刃底點 √. 與直線. 距離. 之斜率, 為截距是一常數。 與. ,. 和直線. 如下式(18) 18. 1 , 1. 之距離. 與直線. 距離. 公式如下式(19) 19. 24. 、.
(36) 3.. 依據式(20)計算出第 個刃之右刃溝深。 20. 4. 5.. 求得銑刀邊界中與刃尖 , 相距垂直距離為三分之一右刃溝深處,其 為第 刃之三分之一右刃溝深處,表示為 , 。 過 , 做一直線 垂直 於 , 點。 直線方程式:. 其中因 6.. 與. 垂直所以. 為直線. 斜率, 為截距是一常數。. 依據式(21)求出兩直線之夾角 ,即為 ⎛ ⎜ AR ⋅RP θ i = cos ⎜ i i i i ⎜ Ai Ri Ri Pi ⎝ −1. ⎞ ⎟ ⎟ ⎟ ⎠. (21). 重覆上述步驟所形成之右刃溝深集合 周角集合 , ,…,. =. 角,其中各刀刃之平均右刃溝深. =. 。. , ,…, 與前 為銑刀上各刀刃之右刃溝深與前周. 1 k ∑ RHDi 與前周角最大值 k i =1. 即定義為此銑刀之右刃溝深與前周角量測值。. 25.
(37) 3.2 間隙特徵值量測 本節針對第二階段量測項目魚尾端面之特性,進行間隙特徵值量測,演算法 完整流程如圖 3.18 所示。. 圖 3.18 間隙特徵值量測流程圖 3.2.1 量測系統架構設計 間隙特徵值為銑刀特徵值量測第二階段之量測項目,如圖 3.19 所示為依序 進行三種機械加工後所得之銑刀端面側視示意圖,圖中與中心線所夾之上下傾斜 面是進行魚尾加工所形成。不同於第一階段量測項目,其特徵值位於銑刀端面上, 所以將光源設置為前照式環形反射光源,硬體架構設置如圖 3.20,光源照射在銑 刀魚尾端面上,透過傾斜面將光源反射以取得對比鮮明之銑刀影像,透過此硬體 架構所擷取之銑刀魚尾端面影像如圖 3.21(a),圖 3.21(b)所示矩形方塊內為魚尾 端面進行魚尾加工所形成之特徵,稱之為裂縫。由於機械加工參數設定,每個銑 刀魚尾端面上的裂縫個數固定為兩個。. 26.
(38) 圖 3.19 銑刀魚尾端面側視示意圖. 圖 3.20 量測間隙之硬體架構示意圖. (a) (b) 圖 3.21(a)銑刀魚尾端面影像(第二階段量測)(b)魚尾端面裂縫 27.
(39) 3.2.2 間隙定義 間隙特徵值與銑刀魚尾端面上的兩個裂縫大小有關,如圖 3.22(a)所示為銑 刀魚尾端面影像,圖 3.22(b)為透過影像處理方法所擷取之裂縫,詳細裂縫擷取 方法將在 3.2.4 小節說明。由於機械加工參數上的設定,銑刀經魚尾加工後,會 在魚尾端面上形成兩個幾何形狀近似梯形的裂縫,如圖 3.22(c)所示,圖中線段 、 分別為兩梯形的上底。 如圖 3.23 所示,兩線段 與 分別為通過兩個梯形裂縫上底所成的直線, 兩線段間的距離即為間隙。. 幾何 形狀 示意. (a). (b). (c). 圖 3.22(a)銑刀魚尾端面(b)魚尾端面裂縫(c)魚尾端面裂縫幾何形狀示意圖. 圖 3.23 間隙定義示意圖. 28.
(40) 3.2.3 影像二值化 根據 3.2.1 節硬體架構所獲得之銑刀魚尾端面影像,分析影像灰階直方圖分 佈以一灰階閥值將影像二值化區分為銑刀魚尾端面與背景。CCD 攝影機取像時 透過 LED 環形白色光源打光,使得銑刀魚尾端面與背景有著強烈的對比,取得 影像如圖 3.24(a)所示,影像灰階分佈如圖 3.25 所示,其分佈有明顯的兩個群組, 峰值較低的群組為銑刀魚尾端面,而較高的則為影像之背景,兩群組間無明顯交 集,閥值選取為兩個峰值之平均[8],二值化將兩群的像素點分離,二值化結果 如圖 3.24(b)所示,白色區域部份為銑刀魚尾端面。. (a)原始影像. (b)二值化結果 圖 3.24 二值化前後影像之變化. 圖 3.25 圖 3.22(a)影像灰階直方圖分佈 3.2.4 擷取銑刀魚尾端面裂縫 每個銑刀魚尾端面上皆有二個因魚尾加工所形成的裂縫。擷取裂縫並獲得其 邊界資訊,藉著其邊界資訊得以計算出魚尾端面間隙特徵值大小。 魚尾端面裂縫擷取步驟如下: 29.
(41) 1.. 應用 2.5 節形態學中的閉合運算子(Close),將圖 3.26(a)中的二個裂縫填滿。 首先設定結構元素,若以裂縫為所要填滿的特徵,一個裂縫的寬度約佔 14 個像素,所以本研究所採用之結構元素為半徑長度 14 個像素的圓形結構元 素,填滿後的影像如圖 3.26(b)所示。. (b). (a). 圖 3.26(a)二值化影像(b)使用閉合運算子填滿的影像. 2.. 將二值化影像與經閉合運算子填滿後的影像相減。如圖 3.27 所示,為圖 3.26(b)影像減去圖 3.26(a)影像後的結果。. 圖 3.27 圖 3.26(b)對圖 3.26(a)相減之結果. 3.. 將步驟 2 相減後所取得之影像,應用 Connected Component 分析[9],辨識相 同區域且相鄰的像素點,取面積最大的二個區域,即可求得魚尾端面上的裂 縫,如圖 3.28 所示。 30.
(42) 圖 3.28 魚尾端面上的二個裂縫 擷取銑刀魚尾端面上的兩個裂縫後,應用 2.6 節影像處理方法,擷取二個裂 縫之邊界資訊如圖 3.29 所示。完成邊界擷取後對所有輪廓點進行編號,將二個 裂縫的輪廓點資訊分別儲存於二個集合中。令兩個裂縫的輪廓點集合分別為 與 ,皆以其輪廓點集合中上方最接近 軸的輪廓點為起始點,按逆時針方向編 號,儲存輪廓點資訊;所獲得之輪廓點集合為 = , ,…, 、 = , ,…, ,其中 、 為起始點, 、 分別為 、 裂縫輪廓點個數, 、 的 值與裂縫大小有關。. 圖 3.29 裂縫的邊界資訊 獲得裂縫輪廓點集合之後,接著將對裂縫的輪廓點進行轉角偵測。裂縫上的 轉角定義為相鄰輪廓點間交接處大於某一設定角度時,即稱之為轉角。轉角偵測 31.
(43) (Corner Detection)方法採用(22)式,求得輪廓點集合 與 中,每個輪廓點的向 量夾角。如圖 3.30(a)所示,輪廓點集合 中的 輪廓點,其向量夾角 , 為 與其 前後鄰近間隔 個輪廓點分別為 與 間的向量夾角,其中 是一個實驗參數, 代表間隔的輪廓點個數。根據向量夾角的度數大小來判斷是否為輪廓轉角,若輪 廓點位於轉角處,其向量夾角較小,如圖 3.31 所示。轉角偵測方法不會受到取 像時因銑刀放置在夾具上的角度不同而造成影響,以圖 3.30(b)為例,點 , , , , , 為裂縫的轉角處。. ⎛ ⎞ ⎜ SiSi-k ⋅ SiSi+ k ⎟ ⎟ ⎜ Si Si - k Si Si + k ⎟ ⎝ ⎠. θ i = cos −1 ⎜. (22). +k. (a). (b). 圖 3.30(a)向量夾角說明圖(b)裂縫轉角偵測(Corner Detection). 32.
(44) +k. +k. (a)轉角處. (b)非轉角處. 圖 3.31 裂縫輪廓點之向量夾角 3.2.5 計算間隙 根據 3.2.4 節所擷取之梯形裂縫邊界資訊,參照圖 3.32,圖中 、 為裂縫輪 廓點之轉角處,各別通過兩個梯型裂縫上底輪廓點求得兩迴歸線 、 , 與 之 垂直距離,即為間隙。. 圖 3.32 間隙量測說明圖. 33.
(45) 迴歸線 、 求法說明如下,將位於梯形裂縫上底位置(如圖 3.33 所示線段 部分)的輪廓點 , ,…, , , 為梯形裂縫上底輪廓點個數,應用 2.8 節 所提之簡單線性迴歸方法,求得一估計直線 : + ,其中 是截距, 是斜率, 以此類推,求得另一迴歸線 。. ,. ,. 圖 3.33 梯形裂縫上底處輪廓點(圖中. 34. 部分).
(46) 第四章 系統驗證與結果 本章將說明整個量測系統所需要的實驗設備、相關實驗參數設定,以及各個 項目的量測結果。本章共分成三小節,包括第 4.1 節實驗環境、第 4.2 節銑刀特 徵值量測實驗、以及第 4.3 節驗證量測系統實驗。. 4.1 實驗環境 本實驗採用之設備包括個人電腦(Personal Computer)、光源照明設備 (Lighting Source) 、鏡頭、攝影機(CCD Camera)等硬體設備,如圖 4.1 所示。實 驗處理過程,係將待測之銑刀放置在夾具上後,透過所設置之硬體架構取得影像, 根據第三章中所提出的影像處理方法,經個人電腦程式量測並輸出其結果。各項 硬體設備的功能及規格說明如下: 1. 個人電腦(PC):使用 CPU 為 Intel 3.20GHz,記憶體為 1G。 2. CCD 攝影機(CCD Camera):使用 uEYE1460c,CCD 最高解析度為. 3. 4. 5.. 2048 1536,三百萬像素點,USB 介面。 鏡頭: moritex MML1.5-ST65D(光學倍率 1.5X,景深 0.56mm) 光源系統:EXLITE- R48 LED 環型白光光源燈組 程式開發語言:Microsoft Visual Basic .NET 2003. 圖 4.1 本論文所設計之硬體架構(第一階段量測). 35.
(47) 圖 4.2 本論文所設計之硬體架構(第二階段量測). 4.2 銑刀特徵值量測實驗 本實驗所使用之銑刀樣品之尺寸為直徑 1mm,為七刃型微型銑刀,如圖 4.3(a) 所示。銑刀樣品個數為 8 個,將銑刀樣品從 1 編號至 8,其中 5 個樣品為已進行 右刃加工,但尚未進行左刃、與魚尾加工之銑刀,實驗於第一階段進行包括右刃 溝深與前周角特徵值量測;第二階段針對剩餘 3 個已經過右刃加工、左刃加工、 和魚尾加工後之銑刀樣品,進行間隙特徵值量測。 銑刀樣品透過所設置之硬體架構,經所開發之軟體,擷取銑刀魚尾端面影像, 影像大小經擷取後為 690(pixel) × 690(pixel)如圖 4.3(a)(b)所示,軟體使用者介面 如圖 4.4 所示。. 36.
(48) (a)第一階段量測. (b)第二階段量測. 圖 4.3 本論文所設計之硬體架構下,所取得之銑刀魚尾端面影像. 圖 4.4 使用 Microsoft Visual Basic .NET 開發出來的銑刀特徵值量測使用者介面 4.2.1 右刃溝深與前周角量測結果 右刃溝深與前周角量測實驗其銑刀樣品個數為 5 個,每個樣品根據其放置於 夾具上的位置,任意旋轉五種不同的位置,擷取五張銑刀魚尾端面影像,驗證系 統精確度與穩建性。應用本論文第三章所提及之方法,計算銑刀魚尾端面上各個 刀刃之右刃溝深與前周角特徵值,量測結果分別紀錄於表 4.1 至表 4.3 中。. 37.
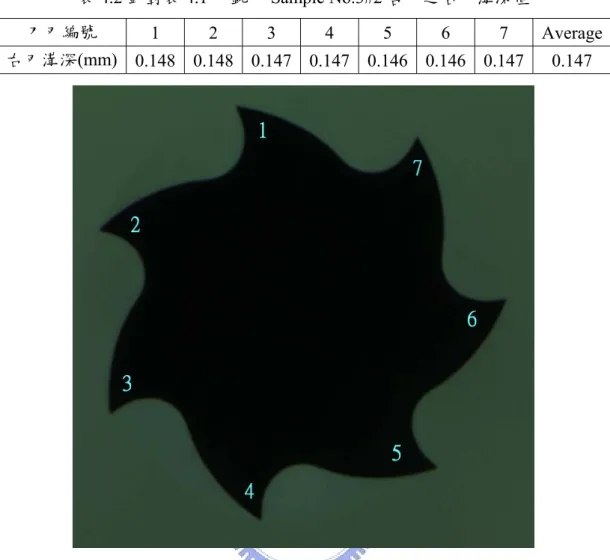
(49) 表 4.1 右刃溝深實驗量測結果. Sample No. Orientation. 1. 2. 3. 4. 5. Actual size(mm). Experimental Difference(mm) Variance data(mm). #1. 0.162. 0. #2. 0.162. 0. 0.162. 0. #4. 0.161. 0.001. #5. 0.161. 0.001. #1. 0.162. -0.002. #2. 0.162. -0.002. 0.162. -0.002. #4. 0.162. -0.002. #5. 0.162. -0.002. #1. 0.147. 0. #2. 0.147. 0. 0.147. 0. #4. 0.147. 0. #5. 0.147. 0. #1. 0.148. -0.001. #2. 0.147. 0. 0.148. -0.001. #4. 0.148. -0.001. #5. 0.148. -0.001. #1. 0.147. 0. #2. 0.146. 0.001. 0.147. 0. #4. 0.147. 0. #5. 0.147. 0. #3. #3. #3. #3. #3. 0.162. 0.160. 0.147. 0.147. 0.147. 3×10‐7. 0. 0. 2×10‐7. 2×10‐7. 右刃溝深量測結果分析: 第一階段量測項目分別為右刃溝深與前周角,其中右刃溝深部份量測結果皆 在允許公差範圍±2 內。如圖 4.5 所示為銑刀 Sample No.3(Orientation #2)魚尾端 面影像,應用第三章所提之方法,刀刃編號如圖 4.5 中所示,計算銑刀各個刀刃 之右刃溝深特徵值,表 4.2 中為銑刀 Sample No.3(Orientation #2)各刀刃之右刃溝 深量測值,其餘相關實驗數據請參考附錄 1。本論文所提之銑刀特徵值量測系統, 測量一隻銑刀之魚尾端面的右刃溝深與前周角特徵值,所需時間小於 2 秒鐘,右 刃溝深量測值精確度可至±2 。 38.
(50) 表 4.2 針對表 4.1 中銑刀 Sample No.3#2 各刃之右刃溝深值 刀刃編號. 1. 2. 3. 4. 5. 6. 7. 右刃溝深(mm) 0.148 0.148 0.147 0.147 0.146 0.146 0.147. Average 0.147. 圖 4.5 銑刀 Sample No.3(Orientation #2)魚尾端面影像及各刀刃之對應編號. 39.
(51) 表 4.3 前周角實驗量測結果. Experimental data(°). Sample No. Orientation Actual size(°). 1. 2. 3. 4. 5. Difference(°) Variance. #1. 7.44. 1.56. #2. 13.26. -4.26. 5.62. 3.38. #4. 9.7. -0.7. #5. 10.45. -1.45. #1. 9.32. -0.32. #2. 7.46. 0.54. 9.27. -0.27. #4. 8.33. 0. #5. 9.61. -0.61. #1. 9.27. -0.27. #2. 8.9. 0.1. 9.55. -0.55. #4. 8.66. 0.34. #5. 9.21. -0.21. #1. 8.81. -0.81. #2. 7.33. 0.67. 8.42. -0.42. #4. 7.85. 0.15. #5. 7.87. 0.13. #1. 8.81. -0.81. #2. 8.05. -0.05. 8.03. -0.03. #4. 7.34. 0.66. #5. 8.44. -0.44. #3. #3. #3. #3. #3. 9. 8~9. 9. 8. 8. 8.54148. 0.79097. 0.11887. 0.32628. 0.29973. 前周角量測結果分析: 前周角量測結果其所允許之公差範圍為±2°,表 4.3 中銑刀樣品編號為 1 之 樣品,其量測值結果超過可允許之公差範圍,量測值之變異量值較大。經檢視其 銑刀魚尾端面影像如圖 4.6 所示,其中編號 2、3、與 6 之刀刃,其刃尖有明顯崩 塌之情形,造成崩塌情形可能為加工過程中砂輪之磨耗、機械參數之設定錯誤或 人工搬運銑刀半成品過程中,撞擊到銑刀所導致,業者經人工量測判斷為瑕疵不 良品,需檢視加工過程中有無缺失。. 40.
(52) 圖 4.6 銑刀樣品編號 1 之銑刀魚尾端面影像 從前周角量測實驗中發現,此編號 1 銑刀之量測結果變異值偏大,接著將本 論文所設計之硬體架構下,再實驗檢測銑刀特徵點偏移會造成實際多少角度的變 化。如圖 4.7 所示為量測系統檢測前周角之結果,圖中點 為銑刀魚尾端面上其 中一個刀刃(刀刃編號 1)之刃尖,點 為此刀刃之三分之一右刃溝深處,點 與 為與刀刃編號 1 相鄰之刀刃的刃尖。前周角示意圖如圖 4.8(a)所示, 為通過點 與點 之直線, 為通過 且垂直線段 之直線,直線 與 之夾角 即為前 周角。在本論文所設計之量測系統架構下,所擷取之銑刀魚尾端面影像,刀刃上 之刃尖至該刀刃的三分之一右刃溝深處之距離,平均約為 34 個像素點,如圖 4.8(a) 所示,所以當量測系統偵測刀刃的刃尖或該刀刃的三分之一右刃溝深處與實際位 置稍有偏差時,所量測之角度變化結果將頗為明顯,如圖 4.8(b)中,將該刀刃之 三分之一處(即圖中點 )固定,將刀刃之刃尖點 向左平移一個像素點寬至點 , 得到一直線 與 之夾角 ,實驗得知 1.235°。所以銑刀前周角量測項 目,偏移一個像素點,會造成實際角度變化 1.235°,其量測結果變異量值可謂相 當明顯。. 41.
(53) 圖 4.7 銑刀魚尾端面前周角特徵值. (a). (b)將刃尖. 向左平移一個像素點. 圖 4.8 銑刀魚尾端面前周角特徵值示意圖 由於前周角量測項目,其結果容易受到刃尖偏移影響,且變化明顯,而擷取 魚尾端面影像時會受到銑刀上的雜質影響,如圖 4.9 所示,若雜質位於銑刀魚尾 端面輪廓上,則會影響量測結果,空氣中的塵粒可能會是雜質的最大來源。因此, 量測前需先清潔銑刀魚尾端面,期能每次都擷取到清晰之銑刀魚尾端面影像。在 清晰之影像下,本論文所提之銑刀特徵值量測系統,前周角量測值精確度可至± 2°。. 42.
(54) 圖 4.9 受雜質影響之銑刀魚尾端面影像(圖中圈選處為雜質) 4.2.2 間隙量測結果 間隙量測實驗之銑刀樣品個數為 3 個,應用本論文第三章所提之方法,計算 銑刀魚尾端面之間隙特徵值,量測結果紀錄於表 4.4 中。. 43.
(55) 表 4.4 間隙實驗量測結果. Sample No.. 1. 2. 3. Orientation. Actual size(mm). Experimental Difference(mm) Variance data(mm). #1. 0.066. 0.001. #2. 0.067. 0. 0.067. 0. #4. 0.067. 0. #5. 0.067. 0. #1. 0.064. 0. #2. 0.065. -0.001. 0.063. 0.001. #4. 0.064. 0. #5. 0.064. 0. #1. 0.062. 0. #2. 0.065. -0.003. 0.065. -0.003. #4. 0.063. -0.001. #5. 0.064. -0.002. #3. #3. #3. 0.067. 0.064. 0.062. 2×10‐7. 5×10‐7. 1.7×10‐6. 間隙量測結果分析: 銑刀業者採用人工量測間隙特徵值時,允許誤差在±5 範圍內,本論文所 提之銑刀特徵值量測系統,間隙量測值精確度可至±3 ,量測一隻銑刀所費時 間在 2 秒鐘內,可適用於不同間隙大小之銑刀型號。. 4.3 驗證量測系統實驗 本節根據 3.1 節所提出的銑刀右刃溝深與前周角量測方法,根據銑刀任意放 置於夾具上不同的方位,透過本論文設計之硬體架構所擷取之魚尾端面影像,進 行量測實驗,檢視銑刀魚尾端面上各個刀刃在不同方位下的右刃溝深與前周角量 測值是否一至,驗證所提量測系統的穩定性,右刃溝深與前周角實驗結果分別紀 錄於表 4.5 與表 4.7 中,實驗結果各個刀刃量測值統計之變異量分別紀錄於表 4.6 與表 4.8 中。. 44.
(56) 表 4.5 銑刀樣品編號 3 之各個刀刃於 7 種不同方位的右刃溝深量測值(單位:mm) 刀刃編號.. 1. 2. 3. 4. 5. 6. 7. #1. 0.148. 0.147. 0.147. 0.148. 0.147. 0.148. 0.146. #2. 0.148. 0.147. 0.146. 0.148. 0.148. 0.147. 0.146. #3. 0.148. 0.146. 0.147. 0.148. 0.148. 0.148. 0.146. #4. 0.147. 0.146. 0.148. 0.147. 0.148. 0.146. 0.147. #5. 0.148. 0.146. 0.146. 0.148. 0.148. 0.148. 0.145. #6. 0.149. 0.146. 0.147. 0.148. 0.148. 0.147. 0.146. #7. 0.147. 0.147. 0.148. 0.148. 0.147. 0.146. 0.146. 方向.. 表 4.6 銑刀樣品編號 3 各個刀刃不同方位右刃溝深實驗結果之變異量 刀刃編號. 1. Variance 4.7×10-7. 2. 3. 4. 2.8×10-7. 6.6×10-7. 5. 6. 7. 1.4×10-7 2.3×10-7 8.1×10-7 3.3×10-7. 表 4.7 銑刀樣品編號 3 之各個刀刃於 7 種不同方位的前周角量測值(單位:°) 刀刃編號.. 1. 2. 3. 4. 5. 6. 7. #1. 8.19. 6.7. 8.65. 8.08. 8.55. 9.09. 8.32. #2. 9.56. 6.06. 7.78. 9.41. 7.78. 7.92. 8.19. #3. 8.24. 6.31. 9.68. 8.38. 8.59. 8.77. 8.16. #4. 8.16. 6.87. 8.13. 8.03. 8.1. 8.38. 8.18. #5. 7.95. 7.34. 9.1. 8.44. 8.47. 7.9. 8.53. #6. 8.05. 7. 7.09. 8.53. 8.98. 8.05. 8.73. #7. 8.65. 6.14. 9.19. 8.22. 8.7. 9.13. 9.04. 方向.. 表 4.8 銑刀樣品編號 3 各個刀刃不同方位前周角實驗結果之變異量 刀刃編號. 1. 2. 3. 4. 5. 6. 7. Variance 0.3100 0.2285 0.8154 0.2164 0.1575 0.2869 0.1124 實驗得知本論文所提之量測系統,不受銑刀放置於夾具上的方位影響,銑刀 魚尾端面上之各個刀刃,可達成右刃溝深量測值精確度±3 ,前周角量測值精 確度±2°。. 45.
(57) 第五章 結論與建議 5.1 研究結論 本論文設計與開發出一套銑刀特徵值機器視覺量測系統,包含硬體架構與軟 體演算法,此一系統可自動量測出銑刀魚尾端面上之右刃溝深、前周角、與間隙 特徵值。 本論文透過所設計之硬體架構擷取銑刀魚尾端面影像,利用適應性閥值法來 找尋將銑刀魚尾端面與背景分離之閥值,不受光源系統影響,不需再經過任何參 數訓練的調整來找尋閥值。本論文所提之計算銑刀魚尾端面上各刀刃之刃尖與刃 底方法,可適用於不同型號之銑刀魚尾端面。右刃溝深、前周角、與間隙特徵值 量測結果不受銑刀放置於夾具上的方位影響,經過實驗驗證後,精確度位於業界 允許誤差範圍內,提供一穩健(Robust)且客觀的量測系統。 本論文設計開發之演算法,根據不同的加工時間點分為兩個階段,量測一隻 銑刀各別所需時間皆不到兩秒鐘,相較於人工量測所需分析的時間,更能提供有 效且客觀的量測結果。詳細量測時間整理於表 5.1。 表 5.1 量測時間整理表 項目. 時間(秒). 第一階段 (右刃溝深+前周角). 1.81. 第二階段 (間隙). 0.375. 5.2 後續研究探討與建議 本論文所設計出來的銑刀特徵值量測系統,分別針對兩階段的銑刀進行量測, 第一階段量測精確度受到所擷取影像之清晰度影響,若銑刀魚尾端面上有任一刀 刃受雜質影響,會造成此刀刃與相鄰之兩刀刃量測結果不可靠,進而影響整體量 測結果,因此量測前需先清潔銑刀魚尾端面,常需反覆清潔多次,才能擷取清晰 之影像,清潔時需將夾具從光源系統上卸下,待清潔完畢後再將銑刀放置於夾具 上,安裝至光源系統上,需多花費時間。未來期可改善硬體機構,並於軟體演算 法中加入辨別銑刀魚尾端面各刀刃之可靠性,濾除因雜質而影響結果之刀刃,避 免造成整體量測結果偏移正確值,進而增加量測系統的穩定性。. 46.
(58) 參考文獻 [1] M. B. Ahmad and T. S. Choi, “Local Threshold and Boolean Function Based Edge Detection”, IEEE Transactions on Consumer Electronics, Vol.5, No.3, 674-679, August, 1999. [2] J. Eliosoff and U. Richard, “Welcome to the Minimum Enclosing Circle Emporium”, Retrieved May, 2006, from http://www.cs.mcgill.ca/~cs507/projects/1998/jacob/, 1998. [3] Preparata and Shamos, “Computational Geometry: An Introduction”, New York: Springer-Verlag, 1985. [4] S. Skyum, “A simple algorithm for computing the smallest enclosing circle”, Information Processing Letters, Vol.37, No.3, 121-125, February, 1991. [5] R. C. Gonzalez and R. E. Woods, Digital Image Processing, Addison-Wesley Publishing Company, 418-421, 1993. [6] N. Otsu, “A Threshold Selection Method from Gray Level Histograms”, IEEE Transactions on Systems, Man, and Cybernetics, SMC-9, 62-66, 1979. [7] E. R. Davies, Machine Vision: Theory, Algorithms, Practicalities, London: Academic, 1990. [8] D. B. Perng and Y. C. Chen, “An Advanced Auto-Inspection System for Micro-router Collapse, ” Accepted by Machine Vision and Application, 2008. [9] L. G. Shapiro and G. C. Stockman, Computer Vision, Englewood Cliffs, Prentice Hall PTR Upper Saddle River, USA, 2001. [10] J. Neter, W. Wasserman and M. H. Kutner, Applied Linear Statistical Models, 1990.. 47.
(59) [11] F. C. Tien and C. H. Yeh, “Using Eigenvalues of Covariance Matrices for Automated Visual Inspection of Microdrills” International Journal of Advanced Manufacturing Technology, August, 2005. [12] G. Duan, Y. W. Chen, and T. Sakekawa, “Automatic Optical Inspection of Micro Drill Bit in Printed Circuit Board Manufacturing Based on Pattern Classification” IEEE International Instrumentation and Measurement Technology Conference, May, 2008. [13] 陳賢義,”視覺技術在線上檢測之應用”,自動化感測技術專輯,機械工業雜 誌 6 月號,267-279,1993。. [14] 梁有燈,”機器視覺在 BGA 銲球尺寸量測上之應用”,中華大學機械與航太 工程研究所碩士論文,2001。. [15] 洪朝陽,”應用電腦視覺於微型鑽頭與鍍膜銑刀的量測”,國立交通大學工業 工程與管理學系碩士論文,2005。. 48.
(60) 附錄一:量測紀錄 銑刀 Sample No.1 各刀刃之右刃溝深值(單位:mm) 刀刃編號. Orientation.. 1. 2. 3. 4. 5. 6. 7. Average. #1. 0.163 0.163 0.162 0.162 0.163 0.158 0.163. 0.162. #2. 0.164 0.161 0.162 0.162 0.163. 0.162. 0.162. #3. 0.163 0.164 0.162. 0.16. 0.162 0.162 0.161. 0.162. #4. 0.163 0.163 0.157. 0.16. 0.162 0.163 0.159. 0.161. #5. 0.16. 0.163 0.163 0.159 0.161 0.162 0.163. 0.161. 0.16. 銑刀 Sample No.1 各刀刃之前周角值(單位:°) 刀刃編號. 1. 2. 3. 4. 5. 6. 7. Maximum. #1. 2.81. 3.92. -9.14. 4.08. 7.44. 4.12. 7.36. 7.44. #2. 13.26. 1.1. -4.122. 7.72. 1.85. 5.85. 9.17. 13.26. #3. 3.65. 5.19. -4.05. -5.45. 5.62. 4.82. 1.57. 5.62. #4. 9.7. 7.25. -0.55. 5.04. 7.61. 2.42. 3.59. 9.7. #5. 0.95. 8.69. 8.34. -2.68. -6.35. 10.45. 7.11. 10.45. 6. 7. Average. Orientation.. 銑刀 Sample No.2 各刀刃之右刃溝深值(單位:mm) 刀刃編號. Orientation.. 1. 2. 3. 4. 5. #1. 0.162 0.162 0.161 0.163 0.161 0.162 0.161. 0.162. #2. 0.162 0.162 0.161 0.163 0.161 0.163 0.161. 0.162. #3. 0.162 0.163 0.161. 0.163 0.162 0.163. 0.162. #4. 0.161 0.162 0.162 0.162 0.163 0.161 0.163. 0.162. #5. 0.165 0.161 0.162. 0.162. 0.16 0.16. 0.161 0.163 0.161. 銑刀 Sample No.2 各刀刃之前周角值(單位:°) 刀刃編號. 1. 2. 3. 4. 5. 6. 7. Maximum. #1. 7.19. 7.14. 8.62. 9.32. 8.72. 7.57. 7.49. 9.32. #2. 6.63. 7.39. 6.72. 7.46. 5.66. 6.56. 6.9. 7.46. #3. 7.62. 7.23. 7.14. 6.62. 10.01. 7. 11.32. 11.32. #4. 7.6. 7.76. 7.24. 8.29. 8.33. 8.3. 7.63. 8.33. #5. 8.72. 6.97. 7. 7.3. 8.59. 7.58. 9.61. 9.61. Orientation.. 49.
(61) 銑刀 Sample No.3 各刀刃之右刃溝深值(單位:mm) 刀刃編號. Orientation.. 1. 2. 3. 4. 5. 6. 7. Average. #1. 0.148 0.148 0.147 0.148 0.146 0.147 0.148. 0.147. #2. 0.148 0.148 0.147 0.146 0.148 0.146 0.147. 0.147. #3. 0.148 0.148 0.147 0.148 0.147 0.149 0.147. 0.147. #4. 0.148 0.149 0.148 0.148 0.146 0.148 0.146. 0.147. #5. 0.147 0.147 0.148 0.148 0.147 0.146 0.148. 0.147. 銑刀 Sample No.3 各刀刃之前周角值(單位:°) 刀刃編號. 1. 2. 3. 4. 5. 6. 7. Maximum. #1. 7.42. 8.13. 8.47. 7.62. 8.05. 9.27. 7.62. 9.27. #2. 7.25. 7.57. 8.9. 8.63. 8.87. 8.87. 8.21. 8.9. #3. 9.55. 8.44. 8.21. 7.15. 8.35. 7.13. 7.62. 9.55. #4. 7.84. 8.39. 7.27. 7.95. 8.66. 7.75. 8.11. 8.66. #5. 7.41. 7.86. 8.24. 8.66. 8.85. 7.42. 9.21. 9.21. 6. 7. Average. Orientation.. 銑刀 Sample No.4 各刀刃之右刃溝深值(單位:mm) 刀刃編號. Orientation.. 1. 2. 3. 4. 5. #1. 0.149 0.148 0.148 0.148 0.148 0.147 0.148. 0.148. #2. 0.149 0.147 0.147 0.146 0.147 0.148 0.146. 0.147. #3. 0.149 0.149 0.148 0.147 0.148 0.148 0.147. 0.148. #4. 0.147 0.149 0.148 0.148 0.147 0.149 0.148. 0.148. #5. 0.148 0.149 0.148 0.148 0.147 0.149 0.147. 0.148. 銑刀 Sample No.4 各刀刃之前周角值(單位:°) 刀刃編號. 1. 2. 3. 4. 5. 6. 7. Maximum. #1. 7.66. 7.17. 6.73. 8.53. 7.55. 8.81. 8.09. 8.81. #2. 6.81. 6.84. 7.33. 6.89. 7.04. 6.48. 7.24. 7.33. #3. 7.25. 7.94. 8.42. 7.85. 7.02. 7.52. 7.67. 8.42. #4. 7.75. 7.66. 7.39. 7.09. 7.12. 7.85. 7.54. 7.85. #5. 7.34. 7.75. 7.57. 7.87. 7.78. 7.72. 7.72. 7.87. Orientation.. 50.
(62) 銑刀 Sample No.5 各刀刃之右刃溝深值(單位:mm) 刀刃編號. Orientation.. 1. 2. 3. 4. 5. 6. 7. Average. #1. 0.146 0.148 0.148 0.147 0.145 0.148 0.147. 0.147. #2. 0.146 0.145 0.147 0.147 0.147 0.145 0.148. 0.146. #3. 0.146 0.146 0.148 0.146 0.147 0.146 0.148. 0.147. #4. 0.148 0.146 0.146 0.148 0.147 0.147 0.146. 0.147. #5. 0.145 0.147 0.146 0.147 0.148 0.147 0.147. 0.147. 銑刀 Sample No.5 各刀刃之前周角值(單位:°) 刀刃編號. 1. 2. 3. 4. 5. 6. 7. Maximum. #1. 8.54. 7.12. 6.79. 8.22. 7.14. 8.81. 7.27. 8.81. #2. 7.48. 7.09. 7.35. 8.05. 7.81. 7.45. 7.33. 8.05. #3. 6.81. 7.49. 7.69. 7.42. 8.03. 7.63. 8. 8.03. #4. 7.08. 6.9. 7.34. 7.04. 6.87. 7.21. 7.02. 7.34. #5. 6.47. 8.44. 7.51. 7.05. 7.05. 7.98. 7.85. 8.44. Orientation.. 51.
(63)
數據
![圖 2.9 最小外接圓說明圖[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8747464.205235/22.892.138.759.113.430/圖29最小外接圓說明圖2.webp)
+7





相關文件
能從裝配圖機械中,判 斷其內部構造及其尺度。.
(五)聲音量 測、聽覺 損傷之分 類及測 量、視障 者之特殊 聽覺需 求、視障 者之聽覺 輔具使 用、聽覺 訓練、利 用聲測數 據判讀交
(三) 、 欲做 3 刃後斜角研磨,先打開開關約 10 秒鐘,將夾頭組放 入後斜角研磨座,以 1 號缺口部作為第一研磨順序,對準後 斜角研磨座上
能適當選用 儀器測量並 確認該零組 件的規格及
視覺障礙依衛生署「身心障礙等級」定義為:由於先天
當頻率愈高時, 牽涉到的測量雜音干擾 愈大。 像圖 四十四中所示實驗做於 1987 年, 當時用最先進的富氏分析器及感應器, 僅可 測出十幾個特徵頻率。 近幾年, 在精密儀器的
對於每一個重數為 的特徵值,求一組有k個線性.
開角型 得此名是因為眼房水流過的前房角是張開的。這 開角型
