國 立 交 通 大 學
機械工程學系碩士班
碩士論文
超音波打線的音洩監測與品質研究
Acoustic Emission Monitoring and Quality Study of
Ultrasonic Wire Bonding
研 究 生:何家豪
指導教授:尹慶中 博士
超音波打線的音洩監測與品質研究
Acoustic Emission Monitoring and Quality Study of Ultrasonic Wire
Bonding
研 究 生:何家豪 Student:Chia-Hao Ho
指導教授:尹慶中 博士 Advisor:Dr. Ching-Chung Yin
國 立 交 通 大 學 機械工程學系碩士班
碩 士 論 文
A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Mechanical Engineering September 2013
Hsinchu, Taiwan, Republic of China
超音波打線的音洩監測與品質研究
研究生:何家豪 指導教授:尹慶中 博士 國立交通大學機械工程學系碩士班摘要
打線機在金屬墊與導線接合過程中,可能會對光電元件造成破壞或失 效,打線製程參數的設定與元件接合的良窳息息相關。本論文採用音洩感 測技術即時監測接觸面滯滑瞬間釋放的應力波訊號,並以力感測器量測超 音波換能器的毛細管對於元件的接觸力。 超音波單點打線所需時間約數至數十毫秒。金屬導線的線徑愈粗,所 需之超音波功率愈大,致動的時間也愈長。超音換能器下方之毛細管施予 元件金屬墊的正向力愈大,剪切摩擦力就愈大,愈多能量輸至打線銲點, 造成導線末端結球或金屬墊之塑性變形及音洩能量。短時傅立葉轉換頻譜 顯示換能器輸出能量過高會釋出高頻的音洩訊號,然而以聚焦離子束電子 顯微鏡切片卻未能發現裂紋,有待進一步確認音洩監測的有效性。實驗分 析顯示若音洩訊號能量佔輸出能量的 10%,且達到 6-12 (mV)2 sec時,接合 成功的機率最高,可以作為音洩監測打線接合品質的指標。 關鍵字:打線接合、音洩、即時監測、超音波換能器Acoustic Emission Monitoring and Quality Study of
Ultrasonic Wire Bonding
Student: Chia-Hao Ho Advisor: Dr. Ching-Chung Yin
Department of Mechanical Engineering National Chiao Tung Universality
ABSTRACT
The ultrasonic wire bonding process probably causes fracture and failure of the optoelectronic and microelectronic devices. The wire bonding quality of the device depends on bonding parameters. In this thesis, acoustic emission technology was used to real-time monitor the stress wave signals suddenly released from stick and slip of the capillary tool on the contact surfaces. The contact force induced by the tool on the bond pad was measured by piezoelectric force sensor.
The weld time takes several to tens milliseconds during the ultrasonic welding process. The bonding wire of greater diameter requires higher power output and longer duration. The larger normal contact force on the bond pad due to application of the capillary tool, the greater friction will be yielded. More energy is essentially transferred into welding energy for wire bond, plastic deformation of the free air ball and bond pad, as well as acoustic emission energy. High-frequency acoustic emission signals have been found in some specimens in accordance with the spectra carried out by short time Fourier transform. Unfortunately, no defects were observed in the small amount of specimens by using focused ion beam technique and scanning electronic microscope. Further specimens are needed to assure validity of acoustic emission monitoring. Experimental evidence indicates that acoustic emission energy could be a notable index for quality assessment. Successful wire bonds usually appear in case
that the acoustic emission energy is in the range of 6 to 12 (mV)2 sec and occupies 10%
energy delivered by the transducer.
誌謝
非常感謝指導教授 尹慶中博士在這兩年的碩士生涯求學過程中,不 僅在學業上給予細心指導與栽培,在待人處事方面,也時常給予提點,學 習如何與廠商或業者溝通,使得研究能順利進行,完成論文。同時感謝楊 哲化老師、廖駿偉老師及鄭泗東老師特地撥冗擔任口試委員,給予學生研 究上的建議與指證,使論文能更加充實與完整。 感謝非破壞實驗室裡的大家。感謝許世明學長,時常提醒我們什麼時 間點,該做什麼事。感謝溫子逵學長,在研究遇到困難時給予適時的協助。 感謝學長姐吳旻修、李劭遠、梁均帆與郇心慧,在課業與研究上的建議。 感謝同學黃仲平、李柏勳及吳雨倩在這兩年的研究所生活中,彼此互相鼓 勵與協助。感謝學弟妹陳勁希、羅憶青、彭鈺原及張維霖的幫助與分享。 特別感謝佶品電子公司黃厚勝老闆與員工麻雀小姐,使得實驗能順利完成。 最後,感謝家人耐心的支持與鼓勵,感謝女友在求學過程中,一路的 陪伴,讓我無後顧之憂的順利完成學業。在此祝福所有愛我及我愛的人一 切都能順利及平安! 僅以此論文 獻給父母、朋友及關心我的人目錄
摘要 ... i 目錄 ... iv 表目錄 ... vi 圖目錄 ... viii 第一章 緒論 ... 1 1.1 研究背景 ... 1 1.2 研究目的 ... 2 1.3 文獻回顧 ... 3 1.3.1 打線製程文獻 ... 3 1.3.2 訊號處理分析文獻 ... 4 1.4 研究內容 ... 5 第二章 理論分析 ... 7 2.1 音洩訊號 ... 7 2.2 訊號處理分析 ... 8 2.2.1 短時傅立葉轉換 ... 8 2.2.2 小波轉換 ... 10 2.2.3 高頻訊號模擬與分析 ... 12 第三章 實驗結果與討論 ... 13 3.1 打線原理 ... 13 3.2 實驗架構 ... 14 3.2.1 鋁線實驗架構 ... 15 3.2.2 金線實驗架構 ... 153.3 力感測器 ... 16 3.4 實驗試片與參數設定 ... 17 3.4.1 鋁線實驗 ... 17 3.4.2 金線實驗 ... 17 3.5 音洩訊號能量 ... 19 3.6 手動鋁打線機台實驗結果 ... 19 3.6.1 打線力道 ... 19 3.6.2 超音波功率 ... 20 3.6.3 音洩訊號特徵分析 ... 21 3.7 手動金打線機台實驗結果 ... 22 3.7.1 超音波功率與音洩訊號能量 ... 22 3.7.2 LED接合結果 ... 25 第四章 結論與未來展望 ... 28 4.1 結論 ... 28 4.2 未來工作展望 ... 28 參考文獻 ... 30 附表 ... 32 附圖 ... 59
表目錄
表 1 陶瓷基板鍍銅之不同金打線參數拉力測試 ... 32 表 2 陶瓷基板鍍銅之超音波功率參數設定... 33 表 3 LED超音波功率參數設定 ... 34 表 4 鋁打線參數對應之音洩訊號能量 ... 34 表 5 有接線時不同組別參數的十次音洩訊號能量大小及平均 ... 35 表 6 有接線時不同組別參數的十次音洩訊號能量大小及平均 ... 36 表 7 沒有接線時不同組別參數的十次音洩訊號能量大小及平均 ... 37 表 8 沒有接線時不同組別參數的十次音洩訊號能量大小及平均 ... 38 表 9 第一點ball bond接合編號g組的 10 次拉力測試強度 ... 39 表 10 第一點(ball bond)接合不同超音波功率參數的拉力測試強度 ... 40 表 11 LED一號試片的實驗的結果分析表 ... 41 表 12 LED二號試片的實驗的結果分析表 ... 42 表 13 LED三號試片的實驗的結果分析表 ... 43 表 14 LED四號試片的實驗的結果分析表 ... 44 表 15 LED五號試片的實驗的結果分析表 ... 45 表 16 LED六號試片的實驗的結果分析表 ... 46 表 17 LED七號試片的實驗的結果分析表 ... 47 表 18 LED八號試片的實驗的結果分析表 ... 48 表 19 LED九號試片的實驗的結果分析表 ... 49 表 20 LED十號試片的實驗的結果分析表 ... 50 表 21 LED十一號試片的實驗的結果分析表 ... 51 表 22 LED十二號試片的實驗的結果分析表 ... 52表 23 LED十三號試片的實驗的結果分析表 ... 53 表 24 LED十四號試片的實驗的結果分析表 ... 54 表 25 LED十五號試片的實驗的結果分析表 ... 55 表 26 LED十六號試片的實驗的結果分析表 ... 56 表 27 LED十七號試片的實驗的結果分析表 ... 57 表 28 LED十八號試片的實驗的結果分析表 ... 58
圖目錄
圖 1.1 拉力測試機 ... 59 圖 2.1 (1)文獻[7]定義的duration長度;(2)本研究定義duration長度 ... 60 圖 2.2 振幅 0.15 伏與 0.1 伏的高斯脈波波形與快速傅立葉轉換結果 ... 61 圖 2.3 兩個高斯脈波相加之後的(a)時域波形與(b)快速傅立葉轉換的頻譜 62 圖 2.4 短時傅立葉轉換示意圖 ... 63 圖 2.5 圖 2.3 所示訊號的(a)短時傅立葉轉換與(b)小波轉換後的灰階圖 .... 64 圖 2.6 短時傅立葉轉換,時間與頻率解析度的示意圖 ... 65 圖 2.7 不同分析時窗函數長度的短時傅立葉轉換的結果 ... 66 圖 2.7 不同分析時窗函數長度的短時傅立葉轉換的結果,過長的分析時窗 函數長度,反而彼此互相干涉 ... 67 圖 2.8 小波轉換頻率與時間解析度的示意圖,頻率與時間的解析度可以隨 著所需分析的頻率變動而變動 ... 68 圖 2.9 於 0.06 秒處引進振幅 0.1 V、頻率 220 kHz的高斯脈波 ... 69 圖 2.10 (a)原始鋁打線音洩訊號與(b)加入高頻高斯脈波之音洩訊號波形 .. 69 圖 2.11 (a)原始的鋁打線音洩訊號與(b)參雜有高頻高斯脈波的音洩訊號細 部放大圖。由細部波形特徵,無法判別兩者的差異性 ... 70 圖 2.12 經快速傅立葉轉換之(a)原始音洩訊號頻譜與(b)參雜高斯脈波的音 洩訊號頻譜圖,無法有效分辨兩者的差異性 ... 71 圖 2.13 經短時傅立葉轉換之(a)原始音洩訊號頻譜與(b)參雜高頻高斯脈波 的音洩訊號頻譜,可以辨別兩者的差異性 ... 72 圖 3.1 熱超音波接合形式示意圖 ... 73 圖 3.2 超音波接合形式示意圖 ... 73圖 3.3 鋁打線機鋼嘴與金打線機陶瓷嘴結構示意圖 ... 74 圖 3.4 鋁打線機打線參數調整模組 ... 74 圖 3.5 金打線機參數調整模組 ... 75 圖 3.6 打線機工作示意圖 ... 76 圖 3.7 鋁線打線機夾持基座 ... 76 圖 3.8 改良之鋁打線夾持基座 ... 77 圖 3.9 鋁打線實驗即時監測系統示意圖 ... 77 圖 3.10 金打線機夾持基座 ... 78 圖 3.11 熱電偶裝置的工作原理示意圖 ... 78 圖 3.12 改良後之金打線夾持基座 ... 79 圖 3.13 金線實驗架構即時監測示意圖 ... 79 圖 3.14 荷重元 ... 80 圖 3.15 壓電式力感測器(PCB Piezotronics,型號 208C01) ... 80 圖 3.16 鋁線實驗-AlN陶瓷基板 ... 81 圖 3.17 金線實驗-AlN陶瓷基板 ... 81 圖 3.18 金線實驗-LED ... 82 圖 3.19 不同的LED結構型態示意圖 ... 82 圖 3.20 鋁打線之第一點wedge bond接合的(a)荷重元訊號、(b)音洩訊號及 (c)FFT頻譜 ... 83 圖 3.21 鋁打線之第二點wedge bond接合的(a)荷重元訊號、(b)音洩訊號及 (c)FFT頻譜 ... 84 圖 3.22 壓電式力感測器響應與鋁打線音洩訊號 ... 85 圖 3.23 (a)第一點與(b)第二點wedge bond接合過程之力感測器訊號 ... 85
圖 3.24 功率參數為(a) 2.0 單位及(b) 2.4 單位(可以將導線與金屬墊接合參數 設定)所產生的打線音洩訊號 ... 86 圖 3.24 (續)功率參數為(c) 2.6 單位及(d) 2.8 單位之打線音洩訊號 ... 87 圖 3.25 音洩訊號先後的三個波形特徵 ... 88 圖 3.26 圖 3.25 之初始階段的音洩訊號(a)波形放大圖及(b)FFT頻譜 ... 88 圖 3.27 圖 3.25 之振盪區段音洩訊號(a)波形放大圖及(b)FFT頻譜 ... 89 圖 3.28 圖 3.27 之音洩訊號局部放大圖,依發生時間排序(a)、(b)、(c) .... 90 圖 3.28 (續)圖 3.27 之音洩訊號局部放大圖,依發生時間排序(d)、(e) ... 91 圖 3.29 圖 3.25 結束區段的音洩訊號(a)波形放大圖及(b)FFT頻譜 ... 92 圖 3.30 打線功率參 2.4 單位之(a)音洩訊號及(b)STFT時頻域灰階圖 ... 93 圖 3.31 圖 3.30 之音洩訊號經(a)STFT、(b)小波轉換之倍頻諧波振幅 ... 94
圖 3.32 不同超音波功率參數對應的(a) ball bond及(b) wedge bond音洩訊號能 量 ... 95
圖 3.33 陶瓷嘴不穿線時,金打線機台超音波參數設定對應的(a) ball bond及 (b) wedge bond之音洩訊號能量 ... 96
圖 3.34 金打線機台之音洩訊號能量比例關係(a) ball bond及(b) wedge bond . ... 97 圖 3.35 以不同的超音波功率參數(a) 2.7 單位、(b) 3.5 單位及(c) 3.8 單位之 打線接合FAB SEM照片(視角 45 度) ... 98 圖 3.35 續 ... 99 圖 3.36 正常打線接合的LED照片 ... 99 圖 3.37 LED十四號試片剖面的SEM照片 ... 100 圖 3.38 聚焦離子束切割LED十四號試片後的上視SEM照片 ... 101 圖 3.39 LED十四號試片切割後的剖面SEM照片(切割深度 6.74μm) ... 101
圖 3.40 LED十七號試片剖面的SEM照片 ... 102 圖 4.1 市售音洩感測器(型號SE150-M)的剖面示意圖 ... 103
第一章 緒論
1.1 研究背景
積體電路(簡稱 IC)的封裝接合方式大致可分為打線接合、捲帶式接合 及覆晶接合等,目前以打線接合佔最大比例,其製程技術最為成熟,成本 也較為低廉。打線接合依打線機之能量產生方式的不同,可以區分為熱超 音波接合(thermosonic bonding)及超音波接合(ultrasonic bonding)。前者所形 成之接合形式稱為球接合(ball bond) ,後者所形成的接合稱為楔接合(wedge bond)。常用的打線材料為金線、鋁線及銅線,銅線的材質雖然較硬,惟其 優異的導電、導熱性質,逐漸受到重視。 打線機的打線參數包括超音波功率及振盪時間等,並不是一套很精準 的調整參數,尤其是超音波功率參數,同一個功率刻度下所產生的超音波 能量不是很穩定的輸出。在面對少量多樣的 IC 晶片樣本時,常常需要尋找 最佳的接合參數,卻沒有一套標準的檢測方法,通常由專業的打線人員, 經驗判別接合結果的好壞。 金線打線的接合效果穩定性高、可靠度佳、導電性及延展性皆有相當 好的表現,封裝技術也發展得相當穩定成熟。由於國際金價一度走高,在 成本考量的衝擊下,使得封裝業者不得不考量材料成本較為低廉的銅打線 製程[1]。 銅的導電性及導熱性比金好,但是相較於金,其質地較硬,延展性也 較差,使得銅打線接合如遇到所設計的 IC 線路複雜或接腳緊密的情況下, 會發生接合上的困難,另一方面也可能會對 IC 基板或元件造成細微的破壞
[2]。經過了二十多年的投資與努力,銅打線製程相對於整體的打線製程所 佔的比例已經慢慢的增加。
1.2 研究目的
金打線技術雖然已經穩定成熟,但是其可靠度及耐久性仍然有進步的 空間,而目前一般電子打線公司,在進行打線封裝時,並沒有一套可行的 檢測裝置,打線完成後,僅能測試打線接合的好壞,即測試接合的金屬線 拉伸強度大小,拉力測試裝置如圖 1.1 所示,接點拉伸強度依據所採用的線 徑尺寸而定,拉力需大於 5 克,甚至是 7 克重,才能算是一個成功的接合。 此外,並沒有進一步去檢測金屬線與 IC 元件或金屬墊的接觸良寙,電子產 品的可靠度及耐久性與此接觸面的情況息息相關。 有關打線製程監測的文獻大多是將感測器與超音波換能器結合,稱為 智慧換能器(smart transducer)[3][4],所偵測的是致動的動態響應。本研究將 感測器將光電元件置於載板下,直接偵測超音波換能器給予載板的能量大 小,還能偵測超音波換能器鋼嘴與光電元件金屬墊摩擦產生的音洩訊息。 欲使打線製程參數量化,有必要以音洩感測器或力感測器監測打線接 合時過程中,超音波換能器引致的音洩訊號打線時間與力道大小。一般進 行打線接合的電子公司,在接獲訂單、委託時,需要先針對各組打線參數 對應的拉伸強度進行測試,根據拉力測試結果選擇最適當的參數,進行打 線接合。然而,在金屬線接合成功之後,沒有進一步的檢測。試片裂縫的 生成,更遑論製程參數的優化。本研究希望透過實驗系統的協助,即時監 測出打線接合引致的音洩訊號特徵,瞭解量化的音洩特徵與接合良窳的關 係。1.3 文獻回顧
1.3.1 打線製程文獻
在 1990 年,Khoury et al. [1] 曾分析了打線封裝製程使用金線與銅線接 合結果的差異性,根據各種不同接合條件的測試結果,發現銅打線是一項 可以投資發展的技術,其可靠度有機會與金打線相比擬,甚至是超越的。 在 2002 年,Chu et al. [3] 曾將壓電陶瓷感測器放置於打線機換能器內 部,稱之為智慧型超音波換能器(smart ultrasonic transducer)。超音波能量部 份傳遞至換能器尖端的毛細管或楔型塊,使金屬導線與金屬墊接合;部份 剩餘能量留在換能器內。壓電感測器負責偵測打線過程中剩餘的能量訊 號,根據擷取的訊號包絡線,辨識各種可能發生的接合情形。Chu et al. [4] 於 2003 年改良原先的設計,將三個相同的壓電感測器,分別放置於打線機換 能器的前、中與後段,探討感測器位置對於偵測各種參數靈敏度的影響, 研究發現三種位置對不同的參數都有很好的靈敏度表現,比較結果顯示, 將感測器安裝於後段位置為最佳的選擇。 在 2005 年,Jeng et al. [13] 進行打線的實驗與理論研究,探討接合時 間、預壓、預熱溫度與超音波能量大小的影響,以及金屬線徑與剪力大小 彼此間的關係。研究指出打線接合時,金屬線實際與金屬墊的接觸面積大 小,而此實際的接觸面積提供了真正的焊接點,是能量傳入能量的區塊, 當傳入的能量達到飽和後,多餘的輸出能量可能會破壞結構的完整性,降 低了抗剪強度。 Yan et al. [6] 曾於 2009 年針對超音波換能器進行相關研究,發現其振 動的特性是相當複雜的,指出軸向振動為其主要的振動模式,另外對整個接合系統屬於有害的高階彎曲模態也會發生此工作頻率範圍內,只要被激 發的有害模態響應夠小,仍然可以構成一套好的接合系統。透過這項研究, 可以找到一個最合適的超音波換能器應用於打線接合系統上。 Shan et al. [7] 在 2009 年時,實驗測試傳統的鋁線接合在鋁墊上並計算 超音波功率的輸出大小,推導出超音波打線接合的摩擦功率公式,並有助 於了解接合過程表面的接觸情形,並期望超音波摩擦功率有可能成為超音 波打線的一項控制參數。 於 2010 年,馮武衛等人 [11] 完成了接合系統超音波換能器訊號的擷 取,分析訊號與接合品質的關係,超音波振盪訊號經 Hilbert 轉換,可獲得 訊號的包絡線。分析各階段訊號變化的特徵,透過實例比對,可分辨出有 效接合、根部脫落接合與無導線接合的差異,驗證方法的有效性。 Chen et al. [2] 在 2011 年,曾利用有限元素分析,比較銅線與金線在 LED 元件上接合的差異,結果顯示銅線接合時之金屬墊與歐姆接觸層的應 力及應變都會比金線接合大很多。由於銅的質地較金硬,使用銅打線接合 時,打線參數的設定上要更為謹慎,避免造成元件不必要的破壞。
1.3.2 訊號處理分析文獻
小波(wavelet)函數的觀念,早在 1952 年開始萌芽,直到了 1982 年才應 用至工程問題的發展上。Kronland-Martinet et al. [7] 於 1987 年,利用先前 的小波函數觀念,發展出一套小波轉換系統,是一種可由尺度參數任意分 割訊號,並將訊號做時頻域轉換的方法。 在進行音洩監測實驗時,背景的環境噪音有時會大到無法辨識原始的 音洩訊號。雖然可以透過濾波的技術,將噪音去除,但是對於原始的音洩訊號本身也會產生不小的影響。在 2008 年,Rao 與 Subramanyam [8] 將小 波轉換技術應用於有噪音影響音洩訊號分析,曾比較幾個有代表性的參考 特徵與實驗分析結果,具有很強的相關性。 在 2009 年,Sifuzzaman et al. [9] 研究了傅立葉轉換與小波轉換的差 異,兩種轉換方法的主要區別是小波轉換同時萃取了時間與頻率特徵,但 是傅立葉轉換只有萃取頻率特徵。雖然短時傅立葉轉換(short-time Fourier transform, STFT)一樣也能萃取時間及頻率,但是有時候在解析度上會出問 題,小波轉換則能免除此問題。最後再透過實驗,驗證小波轉換是一種可 靠度比傅立葉轉換更好的時頻域轉換分析方法。 2011 年時,Gao 與 Yan [8] 分別介紹三種不同訊號處理分析方法的演 變過程,從傅立葉轉換的開始,演變成短時傅立葉轉換,再進化到小波轉 換的過程,清楚說明三種不同訊號處理方法的差異性及原理。
1.4 研究內容
本研究將發展一套監測打線機製程的音洩量測系統,分別在鋁打線機 及金打線機實際安裝測試,並透過各種不同的設計實驗,驗證此套系統的 有效性。 本文共四章。第一章介紹研究背景與文獻回顧;第二章介紹音洩訊號 及訊號處理方法,分別為快速傅立葉轉換、短時傅立葉轉換與小波轉換, 並利用此三種訊號分析的方法,辨別音洩訊號夾雜其它高頻訊號時,是否 可以輕易的將之辨別出來;第三章為實驗部分,解釋金/鋁手動打線機的原 理及差異性,並進行實際的音洩監測實驗與結果討論,由此套監測系統,可獲得基本及高階的時諧特徵與頻率大小對時間的關係,並證明此系統的 有效性;第四章為結論與未來展望。
第二章 理論分析
2.1 音洩訊號
一般機械在正常情況下工作時,擷取所產生的雜音及振動訊號,進行 快速傅立葉轉換,其頻譜訊號特徵是很穩定的。如果機械在不正常的狀態 下運轉,其頻譜特徵與正常情況就會產生差異性,透過此差異性則可以得 知機械本身的健康狀態。機器運轉所發出振動訊號及環境雜音,固然可以 提供給我們一些運轉的資訊,這些資訊也會夾雜一些不需要的訊息,這些 多餘的訊號不易分離,也會使我們無法判別整個機械的狀況。 聲音訊號是可以在離振動源足夠遠的地方,藉由麥克風量測而得,這 個方法即使在溫度或濕度極高的狀態下,亦不受限制,是振動感測器所辦 不到的,另外對於量測得到的訊號,也可以很輕易的把不要的資訊從中踢 除[5],對於整體機械運作的情況監測,有很大的幫助。 音洩(acoustic emission)是材料內部相變化或應力狀態改變,瞬間釋放出 的能量,通常以應力波方式向外傳遞。音洩是一種被動、全域的非破壞檢 測技術,通常用以監測待測物體內部缺陷的成長或應力的瞬間變化。打線 製程包括超音波換能器、金屬導線與金屬墊的接觸、摩擦、接合,甚至是 塑性變形皆會釋放出(約 20 kHz-1MHz 範圍)音洩波。本研究將音洩探頭以 耦合劑黏置於封裝之 IC 元件或載板下方,偵測超音波換能器尖端的毛細管 (或楔型塊)夾持之金屬導線對於接點剪切摩擦釋放之音洩訊號,音洩波以徹 體波(bulk waves)形式,直接傳遞至下方的音洩探頭,避免可能的頻散波傳。 打線製程的操作頻率(50-120 kHz)[6]恰巧落在習用音洩檢測的頻率範圍,經過實際測試,所整合之音洩量測系統可以偵測超音波換能器尖端之金屬導 線與接點的滯滑(stick-slip)及銲接接合釋放之音洩訊號。 本研究採用 Vallen AMS3 系統有關音洩訊號能量定義,將訊號的電壓值 平方後,對時間的積分,用以表示超音波能量參數設定的大小,定義如下: 2 Energy =
∫
y dt (2.1) 其中,y表示音洩訊號的振幅,能量單位為(mV)2 sec。本研究定義音洩訊號 的振盪時間(duration)為超音波換能器開始振動釋放的音洩訊號時間點至結 束的時間點,此兩處時間差即為振盪時間(圖 2.1),並以此段時間內,(2.1) 式的積分結果為音洩訊號能量大小。2.2 訊號處理分析
2.2.1 短時傅立葉轉換
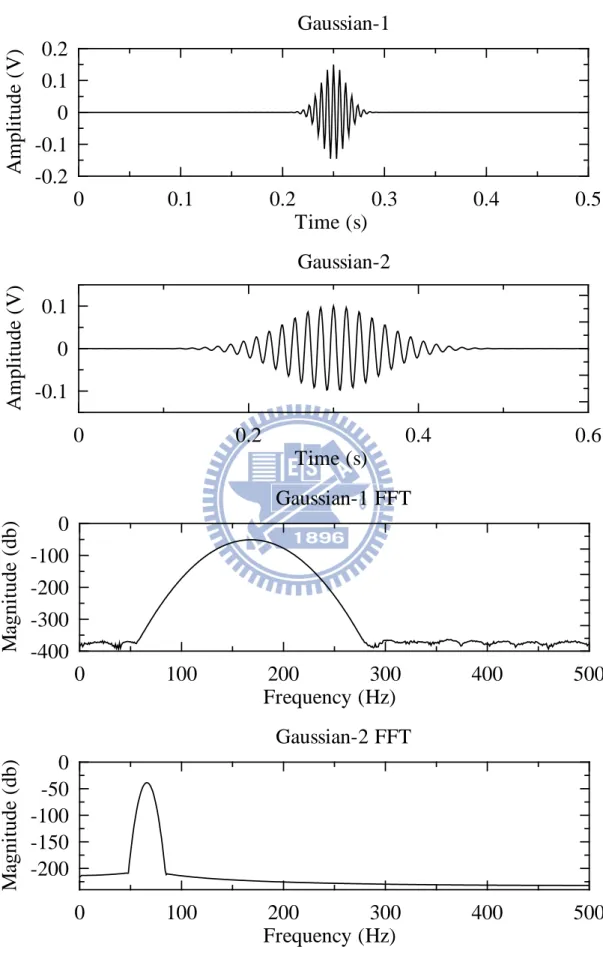
進行一般工程研究時,在處理訊號的頻譜分析,經常採用快速傅立葉 轉換(fast Fourier transform, FFT)的訊號處理方法,將時域訊號轉換至頻域, 以得知此系統訊號的頻率響應,是一種非常普遍且快速的方法。參考圖 2.2 所示,將兩組振幅為 0.15 V 與 0.1 V 的高斯脈波,分別進行快速傅立葉轉 換,0.15 V 的頻率為 168 Hz,而 0.1 V 的頻率為 66Hz。若將兩組高斯脈波 相加(圖 2.3),再經過快速傅立葉轉換,在頻率 66 Hz 及 168 Hz 處,會出現 明顯的頻率響應。 透過快速傅立葉轉換,我們可以知道訊號在那幾個特定頻率有明顯的 響應,此特定頻率之訊號發生的時間點卻無法由快速傅立葉轉換得知。必須 透 過 其它 訊 號處 理 方 法才 能 得知 , 例 如 :短 時傅立 葉 轉 換 (short-time Fourier transform, STFT)。 短時傅立葉轉換源自於快速傅立葉轉換,其方法是將全部的訊號劃分 為許多相同長度大小的片段,每一個小片段都視為一個穩定訊號,再對此 小片段做傅立葉轉換。傅立葉轉換與短時傅立葉轉換的數學表示式如下: ( ) ( ) i t F ω f t e dtω ∞ −∞ =
∫
(2.2) ( , ) ( ) ( ) exp( ) t STFT τ ω =∫
f t g t−τ −i t dtω (2.3) 其中,g(t)為時窗函數(window function)。由式(2.2)可以得知,傅立葉轉換方 法的時間選取範圍是訊號發生的整體時間,所以對於特定頻率響應發生的 時間點,是無法得知的。由式(2.3)可以明顯看出,短時傅立葉轉換將訊號 切割成相同長度大小的小片段,再與時窗函數相乘做傅立葉轉換,並利用 時間延遲(time shift)參數τ,重新定義出時間軸,如圖 2.4 所示。時窗函數 類型與訊號長度的選擇,都會影響訊號轉換後的結果。 一般而言,若所分析的訊號為一個暫態訊號時,則選擇高斯時窗 (Gaussian window)為分析之時窗函數,若所分析的訊號為一個窄頻且任意的 訊號時,則可以選擇 Hanning window 或 Hamming window 為時窗函數,本 研究所使用的短時傅立葉轉換分析,皆是以高斯時窗函數。回至前述快速傅立葉轉換的例子,若改用短時傅立葉轉換及高斯時窗 予以分析,結果如圖 2.5 所示。在時間 0.25 秒處出現一個約 168 Hz 的頻率 響應,時間 0.3 秒處有一個約 68 Hz 的頻率響應。利用此訊號處理方法,可 以輕易的分辨出各頻率發生的時間,以及頻譜強度所對應的時間點。
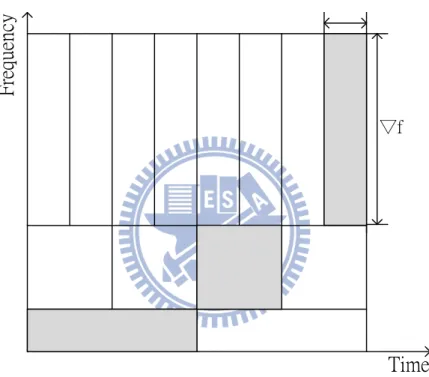
一旦分析時窗函數類型選定之後,時窗函數的長度,也會影響分析效 果的好壞。當頻率解析度越來越好時,時間的解析度會越來越差;反之, 頻率解析度越來越差時,時間的解析度會越來越佳,頻率及時間的解析度 乘積規則如下[8]: 1 4 f τ π ∆ ⋅ ∆ ≥ (2.4) 其中,Δτ與Δf 分別表示時間與頻率的解析度,定義如下: 2 2 2 2 ( ) ( ) g d g d τ τ τ τ τ τ ∆ =
∫
∫
(2.5) 2 2 2 2 ( ) ( ) f G f d f f G f d f ∆ =∫
∫
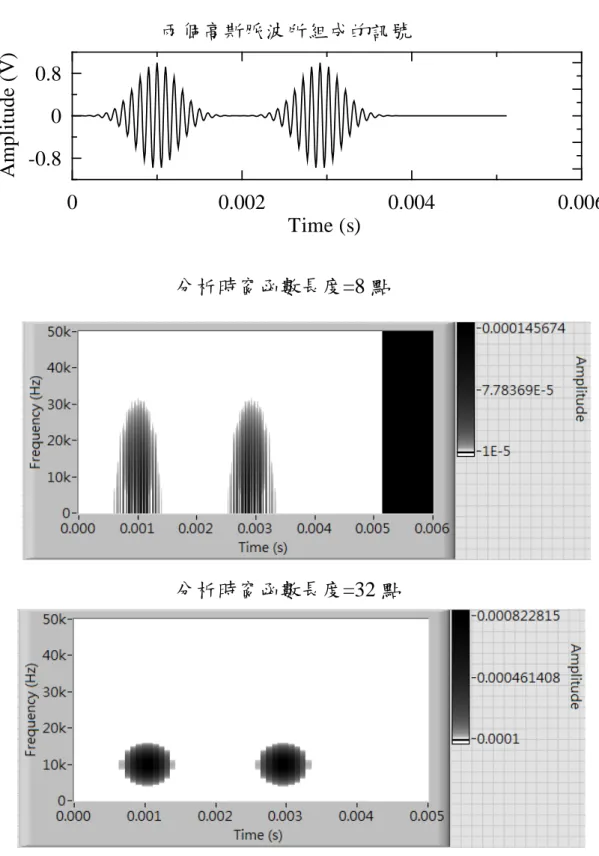
(2.6) 此處,G(f)為時域訊號 g(t)對應的頻域響應。 選定時窗函數類型之後,頻率與時間的相對解析度也就固定了,如圖 2.6 所示,若所選擇的時窗函數越長,頻寬越窄,因此頻率解析度好,時間 解析度相對不好。反之,當所選擇的時窗函數越短,頻寬會越寬,時間的 的解析度好,但是頻率解析度就相對不好。參考圖 2.7 所示,以短時傅立葉 轉換處理兩個頻率皆為 10k Hz 的高斯脈波組成的訊號,隨著分析時窗函數 的長度越來越長,時間解析度越來越差,頻率解析度則越來越好。所以必 須審慎的選擇適合的時窗函數長度,才能同時兼顧頻率與時間軸的解析度。2.2.2 小波轉換
小波轉換具有正交性,適用於暫態與連續訊號的展開,是一種經常採 用的時頻譜分析處理方法。小波轉換以特定的核函數與暫態訊號做交互相 關性運算(cross-correlation),此核函數又稱為母小波(mother wavelet),轉換 後的結果可以將訊號中與母小波相似性質的成分萃取出來,最常與此轉換 做比較的時頻域轉換方法為傅立葉轉換與短時傅立葉轉換[9]。 短時傅立葉轉換方法是將時窗函數內的時域訊號做傅立葉轉換,但是 時窗函數出現的頻率是固定的,因此限制了時頻域的解析度。若是時窗的 長度可以隨著分析的頻率改變(圖 2.8),那麼便可以突破此限制,因此應運 而生小波轉換[10]。
小波轉換一般可分為兩大類,分別為離散小波轉換(discrete time wavelet transform,DWT)與連續小波轉換(continuous wavelet transform,CWT)。本 研究採用連續小波轉換,其表示式如下: * 0 1 ( , ) ( ) (t b) CWT a b f t dt a a ψ ∞ − =
∫
(2.7) 其中, ( )ψ t 表示母小波函數,上標*代表共軛複數, a 代表時間變數的尺度 係數(scaling factor),b代表時間延遲。母小波的週期隨著參數a值變大而增 加,變小而減少,因此參數a為頻率與時間解析度的參數。常見的母小波函 數有高斯脈波、墨西哥帽以及 Morlet 函數等,本研究將以高斯脈波函數為 母小波函數,其數學表示式如下: 2 0 /2 ( )t eiωte t ψ = − (2.8) 其中, 6 0 5.3 10 rad/sec ω = × ,尺度係數 a 與小波轉換之頻率 f 的關係為 0 / 2 = f ω π ,f 為訊號欲萃取之頻率。 a以小波轉換重新處理圖 2.3 所示的例題,與短時傅立葉轉換結果比較, 結果如圖 2.5 所示,灰階圖清楚地顯示兩者都能獲得某個特定頻率訊號發生 的時間。但是不論是頻率或時間的解析度而言,小波轉換比短時傅立葉轉 換的處理效果好。
2.2.3 高頻訊號模擬與分析
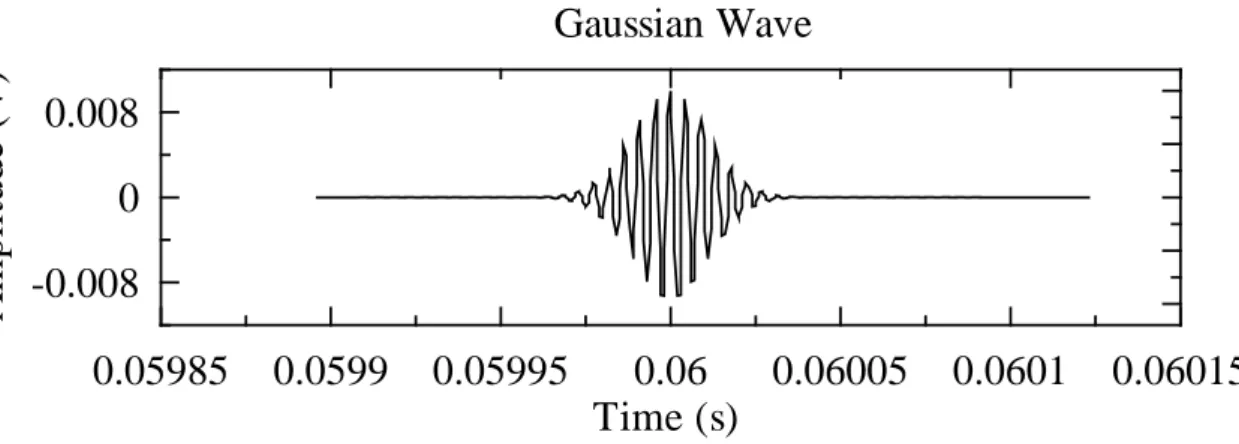
將振幅大小 0.01 V,頻率 220k Hz 的高斯脈波(圖 2.9)作為模擬訊號, 加入手動的鋁線機台實驗所獲得的真實音洩訊號(圖 2.10)。測試上述兩種訊 號處理方法,是否能夠辨別模擬之高頻音洩訊號。乍看圖 2.10 所示的波形 無法有效辦別高斯脈波訊號。然而進一步由細部的波形特徵(圖 2.11),亦無 法區別,高斯脈波訊號發生的時間,經快速傅立葉轉換處理(圖 2.12),仍然 是無法成功的檢出。最後透過短時傅立葉轉換,選擇資料長度 1024 點之高 斯時窗函數,終於成功地辨識參雜有高斯脈波(圖 2.13),在頻率 220 kHz 附 近清晰出現異於高階諧波的頻譜響應。 短時傅立葉轉換可以從超音波打線的音洩訊號中,判別是否存在高頻 訊號,雖然短時傅立葉轉換的時頻域解析度不如小波轉換,就其結果與處 理速度而言,已經可以滿足本研究之需求。之後的音洩訊號分析都會優先 採用短時傅立葉轉換,達到即時監測之目的。第三章 實驗結果與討論
3.1 打線原理
載板與光電元件的金屬墊之間需藉金屬導線導通電路, 一個完整的打 線程序有兩個熔接點。一般而言,打線機的功率輸出系統可分為兩類,分 別為熱超音波(thermosonic)與超音波(ultrasonic)。圖 3.1 為熱超音波打線接 合的結果示意圖,所產生的第一點接合稱之球接合(ball bond),接合方式是 先經由放電過程,使金屬線末端形成球狀(free air ball,簡稱 FAB),再與金 屬墊接點接合。第二點的接合行為稱之為楔接合(wedge bond),此點接合不 需要先行放電產生 FAB。圖 3.2 為超音波打線接合的結果示意圖,兩個熔 接點的接合行為皆為楔接合。 熱超音波打線機台用來夾持金屬線的毛細管稱為陶瓷嘴,常用的金屬 導線為金線與銅線。超音波打線機用來夾持金屬線的楔形工具稱為鋼嘴, 常用的導線為金線與鋁線。陶瓷嘴與鋼嘴(圖 3.3)在結構上有些許的不同, 熱超音波的打線效率較高,適合價值較高且需要較佳可靠度的產品。反之, 當產品相對價值較低,不需要太好的可靠度時,則會選擇超音波打線進行 金屬導線的接合。 本研究借用佶品電子的手動鋁打線機台(SPB-U601-10G)與金打線機台 (SPB-S668),超音波換能器的共振頻率皆為 63 kHz。在進行打線接合前, 先調整打線參數,再行接合動作。鋁打線手動屬於超音波打線機,有兩種 參數需調整(圖 3.4),分別為超音波功率大小與超音波振動時間,其中超音 波功率的調整並不是線性輸出,當參數設定在 2.0 單位時,所輸出的功率並 不等於設定 1.0 單位時的兩倍,當參數設定在最大功率 10.0 單位時,功率輸出大約是 2.5 瓦。金打線機台屬於熱超音波打線機,除了超音波功率與 超音波振動時間參數之外,還有放電結球的大小及加熱溫度(圖 3.5)。超音 波功率的參數調整也不是線性輸出,在機台出廠時,最大的功率輸出與鋁 線一樣設定為 2.5 瓦。放電結球的參數設定,在於控制 FAB 的大小,但是 在一般的手動機台上,不是調整此參數控制結球的大小,而是利用金屬線 的線尾間接影響 FAB 的大小。舉例來說,假設放電結球大小的參數設定為 3 個刻度,只要把每次的線尾都留一樣長,其結球大小就會比較一致。如果 只固定結球大小參數,而不控制線尾的長短,那麼比結球刻度參數設定還 長的線尾,則其結球大小仍與設定刻度一樣。若線尾長度比結球刻度參數 設定還短,則放電結球後的 FAB 就會比較小,造成結球大小的不均。另外 一項加熱溫度參數則是控制夾持基座的表面溫度,因為熱超音波機台之金 屬線放電結球及進行打線接合時,光電元件必須要有對應的溫度,才比較 不容易有接合不佳、拉力不足甚至接合失敗的情形發生。 除了參數設定的不同,超音波打線與熱超音波打線系統的最佳接合距 離也不同,接合距離是指鋼嘴或陶瓷嘴至夾持基座上的光電元件高度。因 為超音波換能器是藉凸輪的帶動而運動,因此在某個特定接合距離時,會 有最佳的接合表現。基座與夾持的元件高度在 42 mm 時,是超音波打線系 統的最佳接合距離,熱超音波打線系統的最佳接合距離是基座與夾持元件 的高度差 84 mm。
3.2 實驗架構
本研究開發的封裝打線參數即時音洩監測系統包含三個部份:音洩感 測器及荷重元、高解析度之 NI PXIe-5122 示波器卡及 LabVIEW 圖形化程式。圖 3.6 所示為本研究的構想示意圖,與 Chu et al. [3][4]為打線機開發之 智慧型超音波換能器有別。習用的封裝打線機包含超音波換能器致動模組 及光學檢測系統,在打線接合時,可透過光學檢測系統,選擇欲進行打線 的熔接點位置。
3.2.1 鋁線實驗架構
手動鋁打線機台的夾持基座總高度大約為 42mm (圖 3.7),其基座的設 計較為簡單,僅提供元件適當的高度及夾持。本研究改良後的夾持基座設 計如圖 3.8 所示,將音洩及力感測器整合於夾持打線元件的基座內。實驗系 統示意圖如圖 3.9 所示,不僅直接偵測金屬導線與接點滯滑及銲接接合釋放 的音洩訊號,還可量測打線的正向力。透過 LabVIEW 圖形化介面,同步分 析音洩訊號的時域及頻域特徵。音洩感測器的頻率範圍為 20k-1M Hz,梁型 荷重元的頻寬僅 100 Hz 左右,靈敏度為 3.33 volts/kg,最大負荷為 3 kg。3.2.2 金線實驗架構
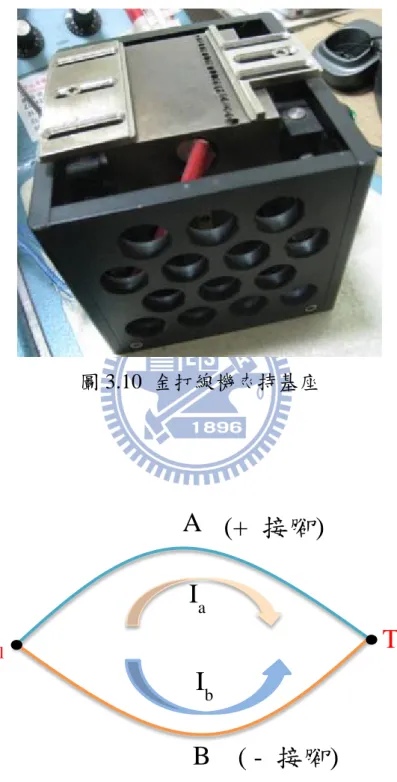
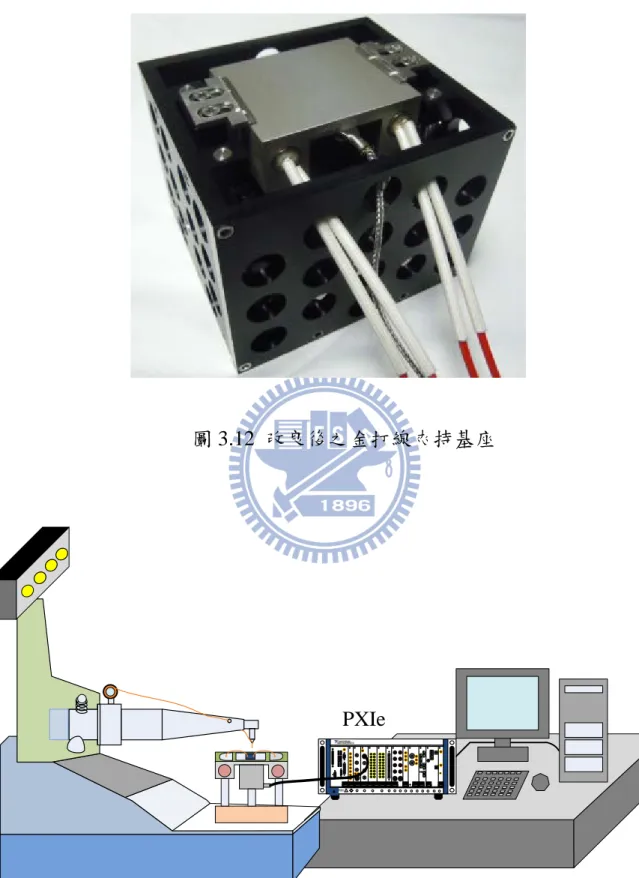
手動金打線機台的夾持基座總高度大約為 84 mm (圖 3.10),基座不僅 提供元件適當的高度及夾持功能外,還多一項加熱的功能,被夾持元件的 溫度與 FAB 的溫度差異不要太大,接合效果更佳。市售廠商的夾持基座將 加熱管置於加熱板內升高溫度,並以 K-type 的熱電偶(thermo-couple)偵測加 熱板溫度,進行溫度迴授控制。 熱電偶的工作原理,是利用兩種均質的金屬導體(A、B),製作成封閉 迴路(圖 3.11),當兩接合點之溫度分別為T1與T2時,若: T1 > T2 時,則迴路產生順時針電流Ia; T1 = T2 時,則迴路無電流產生; T1 < T2 時,則迴路產生逆時針電流Ib。 此效應稱為熱電效應或 Seebeck effect。 本研究改良設計之夾持基座如圖 3.12 所示,加熱板下方置放兩個加熱 管,採用 K-type 的熱電偶偵測加熱板溫度。並將耐高溫的音洩感測器以高 溫耦合劑黏貼於加熱板下方,音洩波直接以徹體波型式傳遞至感測器,避 免可能的頻散波傳發生,實驗架構如圖 3.13 所示。本項實驗的夾持基座加 熱板已經固定,因此不再採用力感測器偵測接合時的打線力道大小。
3.3 力感測器
本研究採用懸臂梁式荷重元(load cell)及壓電式力感測器量測超音波換 能器的毛細管尖端施予接點之正向力。前只如圖 3.14 所示,其懸臂梁末端 的上方為載盤與音洩感測器。荷重元是一種可以將機械力轉換成電壓訊號 的裝置,以半橋(half bridge)或全橋(full bridge)聯接之應變規(strain gauges) 量測外力負載產生的應變,荷重元的量測頻寬主要取決於應變規的動態響 應。本文採用之荷重元僅能量測低頻的動態訊號,受力後,電壓訊號增加, 並發生振盪,取振盪訊號的峰值為打線時的正向力;外力移除後,電壓回 復為零。 本研究採用的壓電式力感測器如圖 3.15 所示,型號為 208C01(PCB Piezotronics),靈敏度約 1.102 V/Kg,可承受之靜態拉力與壓力大小皆為 27.55 Kg。於打線接合時,偵測而得之訊號發生振盪,取其振盪訊號之平均 值為打線力道大小。3.4 實驗試片與參數設定
3.4.1 鋁線實驗
實驗所用的試片為鍍30μm 銅與 0.5μm 銀的 AlN 陶瓷基板(圖 3.16),鋁 線線徑 1.25 mil,其中 mil 為長度單位,1 mil 等於千分之一英吋。手動鋁 打線機台的工作頻率約為 63 kHz,經由佶品電子公司專業打線人員測試調 整,接合第一點的超音波功率設定為 2.0 單位、超音波振動時間為 20 ms, 第二點的超音波功率設定為 1.65 單位、超音波振動時間為 20 ms,能夠成 功地將線徑 1.25mil 的鋁線接合至陶瓷基板的金屬墊上。本研究以此設定參 數為基準,將超音波功率參數分別往上或往下調整,探討參數變異引致打 線過程音洩訊號的變化。
3.4.2 金線實驗
實驗採用的試片為鍍上銅金屬膜的 AlN 陶瓷基板(圖 3.17),金線的線徑 為 1.0 mil,手動之金打線機台的工作頻率同樣為 63 kHz,本實驗打線接合 過程皆由佶品電子公司專業的打線人員操作。實驗前,先進行參數的設定 與拉力大小的測試,測試過程先設定幾組打線參數,每組打線參數皆打 10 條金屬線於陶瓷基板上,再測試其拉力大小。對於金打線機台而言,打線 人員在測試拉力時,會在第二點 wedge bond 接合位置,再補上 ball bond 的 FAB,目的是確保足夠強度,拉力測試結果如表 1 所列。接合的第一點 ball bond 之超音波功率設為 2.2 單位,超音波振動時間為 35 ms,第二點 wedge bond 的超音波功率設為 2.7 單位,超音波振動時間為 35 ms 時,會有不錯的接合強度。之後,進行音洩監測實驗時,以表 1 為依據,往上及往下調 整超音波功率參數大小(表 2),探討所產生的音洩訊號變化。 金打線實驗所採用之另外一種試片為 LED,如圖 3.18 所示,已經由專 業技術人員將 LED 晶粒黏貼至基板上,圖 3.18 的中間矩形即為 LED 晶粒。 由製程上的差異,LED 晶粒可分為水平式、覆晶式及垂直式三種結構 (圖 3.19) [11]。 傳統的 LED 晶粒為水平式結構,通常以藍寶石為基板磊晶而成,散熱 效果較差。銲墊在同一個平面上,會損失較多的發光面積,但是其製程技 術最為純熟,成本也最低廉。為了改善共平面銲墊而減少發光面積的問題, 發展出覆晶式(flip chip)結構,運用取代基板(submount)的技術,將原本的水 平式結構上下顛倒,銲墊與取代基板直接接合,此接合點又稱為銲錫凸塊 (solder bump),覆晶結構的光取出量遠較水平式結構高,取代基板也可以換 成散熱性較佳的材料,改善原本藍寶石基板散熱不佳的問題。但是整體的 晶粒面積與厚度都增加不少,造成後續的封裝與應用相當不便,製程上也 相對麻煩,此技術慢慢沒落了;垂直式結構發展的概念,源自於水平式結 構,藍寶石基板本身不能導電,必須在 GaN 上以乾蝕刻製作電極,進而影 響發光面積的大小。如果藍寶石基板可以換成導電材料,便可以製作出垂 直式 LED 晶粒結構,又稱薄膜氮化鎵(thin GaN LED)。垂直式 LED 的發光 面積大,封裝較為簡易,基板的導電與導熱性都相當好,但是製程技術最 為複雜與困難,成本也相對較高。 本實驗採用的 LED 晶粒為水平式結構,先經佶品電子公司的專業打線 人員測試後,決定打線接合參數,第一點 ball bond 的超音波接合功率為 2.4 單位,超音波振動時間為 35 ms,第二點 wedge bond 的超音波功率設定為 1.7 單位,超音波振動時間為 35 ms 時,導線的拉力強度為 7 g 到 10 g 之間。
之後的音洩監測實驗以此參數設定為依據,將第一點 ball bond 的超音波功 率設定往上增加,其餘參數設定皆不變(表 3),探討打線過程是否會有異於 諧波頻率的音洩訊號發生,該音洩與晶粒損壞可能相關。
3.5 音洩訊號能量
改變超音波功率參數設定會影響超音波換能器的輸出能量,能量傳遞 至三個部分,分別為打線接合、金屬線與墊的塑性變形及剩餘能量,後者 以彈性波形式傳遞至音洩感測器。本研究將打線參數的超音波功率設定 值,換算成音洩訊號能量的大小,並以音洩訊號能量為其指標,計算方法 如式(2.1),只計算超音波換能器振動時,所產生之音洩訊號。3.6 手動鋁打線機台實驗結果
3.6.1 打線力道
圖 3.20 及圖 3.21 所示分別為第一點 wedge bond 及第二點 wedge bond 接合時的荷重元與音洩訊號及其頻譜。由荷重元的訊號響應,發現其動態 響應慢,測得訊號時,打線之音洩訊號已經結束,不符合實驗的需求。換 句話說,以荷重元量測打線力道,無法給予正確的響應值。 本實驗另外採用一款壓電式力感測器(PCB Piezotronics,型號 208C01) 在實驗室的手動鋁打線機上測試。實驗裝置如同荷重元實驗,將音洩感測 器設於力感測器上方,同時偵測打線接合時產生的音洩訊號及打線力道, 實驗結果如圖 3.22 所示。當音洩感測器與力感測器同時監測時,打線力道 的量測值會太小,無法獲得打線力道參數正確大小,但是可以發現,力感
測器的訊號結束前,有一個很大的負值出現,究其原因發現訊號擷取時不 該與 AC 耦合,應該與 DC 耦合。 如果捨棄同時監測的目的,只用力感測器裝置來偵測打線力道大小是 可行的,經由實際測試並將訊號放大十倍與 DC 耦合,結果如圖 3.23 所示, 取其超音波換能器振動時的力感測器振盪訊號之平均值,第一點與第二點 wedge bond 接合的平均值皆約 0.2 V,打線力道約 18 至 19 克之間。
3.6.2 超音波功率
根據已知可以打線接合的參數設定,將第一點 wedge bond 的超音波功 率設為 2.4 單位、超音波振動時間為 20 ms,以第二點的超音波功率 1.65 單 位、超音波振動時間 20 ms 為基準,分別將第一點的功率往上或往下調整, 固定時間參數,功率參數分別為 2.0、2.4、2.6 及 2.8 單位,探討不同的超 音波功率設定對打線音洩訊號的影響,結果如圖 3.24 所示。單從打線音洩 訊號的波形,很難判斷出不同功率參數對應的音洩訊號差異。根據(2.1)式 音洩訊號能量的定義,計算出不同超音波功率參數設定所產生的音洩能量 大小,其結果如表 4 所列,可以得知 (1) 打線之音洩訊號能量小時,可以接合成功,代表大部分輸出的能量 傳遞至銲接點上。然而音洩訊號能量小並不能保證可以接合成功。 (2) 接合所需之打線製程參數與元件表面狀態息息相關。 (3) 若音洩訊號能量落在 70~130(mV)2sec之間,金屬線可以接合至金屬 墊上。 因為變動第一點參數設定的關係,我們已經無法將金屬線第一點 wedge bond 接合至金屬墊上,因此不再探討第二點 wedge bond 的打線接合。3.6.3 音洩訊號特徵分析
圖 3.25 所示為典型的打線音洩訊號波形,無論超音波能量參數的大, 每組音洩訊號,皆會呈現三個波形訊號。一開始出現一個小波形,接著中 間出現較大、較長的波形,到最後結束時則會出現一個小尾巴形狀的波形, 分別將這三個波形命名為初始(start)、振盪(vibration)與結束(end)。由初始區 段波形放大圖與快速傅立葉轉換頻譜(圖 3.26),可以看出此段波形頻率響應 平坦,此段波形肇因於此刻超音波換能器上的鋼嘴,剛開始敲擊金屬墊, 超音波換能器尚未開始產生振動,等待一段時間至穩定後,超音波換能器 才開始振動產生振盪區段的波形(圖 3.27),有關打線製程的研究[3][12]大多 探討訊號的包絡線特徵。本研究將探討該段波形變化的特性,由圖 3.27 所 示的 FFT 頻譜明顯出現超音波打線機工作頻率(63 kHz)的倍頻,推測超音波 換能器的鋼嘴壓著金屬導線與金屬墊發生摩擦運動,並有滯滑現象產生。 將振盪區段的音洩訊號分成 5 個小區段(A)~(E)放大檢視(圖 3.28),發現不管 是第一點 wedge bond 接合或是第二點(wedge bond)接合的音洩訊號,波形依 序出現平滑曲線,齒狀波形,齒狀波形特徵會逐漸不明顯,直到超音波換 能器停止振動。結束區段的波形及頻譜,如圖 3.29 所示,此段訊號已經沒 有明顯的頻率響應,顯示超音波換能器已經離開元件之接觸面,打線程序 完成。 檢視音洩訊號,振盪區間的 A 區段,每個波形的重複週期約為16μs, 頻率為 62.5 kHz,恰好為打線機的工作頻率。齒狀波形漸漸發生於 B 區段, 忽大忽小的波形循環時間大約為8μs,頻率為 125k Hz,約為打線機工作頻 率的兩倍頻。 利用短時傅立葉轉換的時頻域分析容易的檢視出整體音洩訊號於振盪區段波形特徵,即為換能器振動時所產生的音洩訊號,其灰階圖如圖 3.30 所示,只有在此區間出現在打線機工作頻率(63 kHz)的倍頻處,有明顯的頻 率響應。 圖 3.31 所示為利用小波轉換將音洩訊號的 1st、2nd及 3rd 的諧波振幅提 取出來,與短時傅立葉轉換處理方法做比較,兩者處理的結果差異不大。 LabVIEW程式計算時間上,小波轉換大約需要半小時至數小時不等,短時 傅立葉只需要數秒的處理時間,因此之後的訊號處理都將以短時傅立葉轉 換為主要考量。 由以上音洩訊號的分析結果,可以獲得一個結論,超音波打線的機制, 是超音波換能器下方的鋼嘴先敲擊元件表面,此時換能器固定機構產生些 微的上下振盪,待微小振盪趨緩之後,超音波換能器才會開始軸向振動。 在此階段金屬導線獲得超音波換能器振動時輸出的能量,銲接至元件上。 銲接完成後,超音波換能器停止軸向振動,但整個機構仍會有剩餘的微小 振盪產生。直至振盪停止後,超音波換能器下方的鋼嘴離開元件表面,整 個打線接合工作才算完成。
3.7 手動金打線機台實驗結果
3.7.1 超音波功率與音洩訊號能量
本實驗採用表面鍍有金屬墊之 AlN 陶瓷基板為金打線基板,量測不同 參數設定條件所釋放的音洩訊號能量,實驗的差異在於陶瓷嘴穿線與否。 透過(2.1)式,計算不同超音波功率參數設定下的音洩訊號能量大小。依據表 1 所列佶品公司專業打線人員的參數測試結果,決定音洩監測實驗的參 數設定範圍,設定參數如表 2 所列。 打線機的超音波功率輸出表現很不穩定的,即使在同一組超音波功率 參數設定下,所輸出的功率不完全相同。因此在同一組超音波功率參數的 設定下,以十次音洩訊號能量的平均值作為參考。 表 5 及表 6 所列為陶瓷嘴穿上金線的情形下,不同超音波功率參數設 定所得到 ball bond 與 wedge bond 的十次音洩訊號能量大小及平均值,表 7 及表 8 所列則是在陶瓷嘴沒有穿線的情形下,不同超音波功率參數設定所 得到 ball bond 與 wedge bond 的十次音洩訊號能量大小及平均值。由上述的 四個表中,可以發現超音波換能器的功率輸出真的很不穩定。也因為如此, 打線機操作人員會在操作過程時,先測試出一組最容易接合成功的參數 後,再一邊打線接合,一邊做微調超音波打線參數,如果使用不同的打線 機台,則打線接合參數的設定也會不相同,即某組參數可以在甲機台接合 成功,並不表示此組參數在乙機台上也會接合成功。 打線公司對於少量多樣的接單方式,必須先測試出適合的打線參數, 再進行接合。而此時,其實不知道真實的拉力強度。從表 5 所列的 g 組可 以發現,此組的音洩訊號能量大小較其他組穩定很多,沒有太大差異。拉 力測試結果如表 9 所列,發現每一次打線接合結果,拉力強度都大於 5 克 的標準值。因此若在進行合適超音波參數的拉力測試時,同時進行音洩監 測,並計算音洩訊號能量的區間值。之後的打線接合,當音洩訊號能量的 計算值與區間值有明顯的差異時,則可以明確的判定此次接合強度不佳, 應立即重新打線,進而確保每一條金屬導線,拉力強度都是很好的。 最後,將每一組超音波功率參數與量測的平均音洩訊號能量繪製成 圖,比較陶瓷嘴沒有穿線及穿線情形的差異。圖 3.32 所示為陶瓷嘴穿線情
形下,不同超音波功率設定對應的音洩訊號平均能量曲線,不管是第一點 ball bond 接合或是第二點 wedge bond 接合,有機會接合成功的音洩訊號能 量都比較小,此特性與先前鋁打線機台的實驗結果相吻合,但是音洩訊號 能量小,仍無法保證接合成功。 打線的過程包括導線與金屬墊的接觸、摩擦、接合,甚至是塑性變形, 每一項變化都會釋放出音洩波。本研究考慮陶瓷嘴不穿線的情形下,以音 洩訊號能量大小(EAE)作為指標(圖 3.33)。超音波打線機的輸出功率(EAE), 會消耗至三個地方,分別是焊接接合所需(Ebond)、導線或金屬墊產生塑性變 形(Eplastic)及音洩感測器(EAE'),以數學式子表示如下:
' AE bond plastic AE E =E +E +E (3.1) 將等號兩邊同時除以EAE,整理可得 ' 1 plastic AE bond AE AE AE E E E E = − E − E (3.2) 接著運用陶瓷嘴穿線及沒有穿線的實驗結果,探討音洩訊號能量的比 例關係(圖 3.34)。若將打線接合的結果區分成三類,分別為接合失敗、成功 與拉力強度減少。當超音波功率參數設定在 2 單位以下時,輸出的能量較 小,幾乎無法被接合點熔接時所吸收,大部分的能量(20~90%)都直接傳遞 至音洩感測器上,此時熔接點的接合情形是失敗或是假焊(毫無拉力)的狀 態,這說明了為何音洩訊號能量小卻不能保證成功的原因。當超音波功率 參數設定在 2~3 單位之間,音洩訊號能量比例大約在 10 %左右,打線接合 成功的比例相當高,接合完成後的拉力測試強度也符合標準,在此範圍可 以找到一組最適合的打線參數。當超音波功率參數越來越大時,雖然音洩 訊號能量比例也在 10 %左右,但是拉力測試強度反而下降,其原因是過多
的能量輸入,造成金屬線發生塑性變形,放電結球生成的 FAB 被陶瓷嘴壓 扁,使接合效果變差[13]。本研究對不同的超音波功率參數打線接合的 FAB 進行 SEM 觀察,結果如圖 3.35 所示。當超音波功率參數設定在 2.7 、3.5 與 3.8 單位時,FAB 的最大寬度分別為 79.688、86.602 與 91.992 μm,隨 著超音波功率參數增大,FAB 被壓得越來越扁,影響接合的品質。 最後,利用表 5 所列的每一組超音波功率參數,重新進行打線接合及 拉力測試。為了確保所測得的拉力強度為第一點 ball bond 的接合強度,在 每次接合完成後的第二點 wedge bond 位置補上一個 ball bond,結果列於表 10,實驗之初,曾在同一片陶瓷基板上反覆打線接合,表面金屬膜可能不 如開始時那麼的完整,拉力強度些微降低,但是仍能可以看出,編號 f、g 與 h 組(超音波功率設定在 2.0 至 3.0 單位)的拉力強度大於 5g,超音波功率 參數在此範圍外,打線接合較容易失敗。當第二點 wedge bond 的接合不佳 時,手動金打線機台可以曾補一個 ball bond 加強拉力強度,故不再多加以 探討。 根據表 5 所列,可以選擇音洩訊號能量差異較小的g組打線參數,做為 接合時的基準參數。當音洩訊號能量比例在 10%左右且音洩訊號能量約為 6 到 12 (mV)2 sec時,打線接合效果相當成功。故音洩訊號能量可以做為超音 波打線是否成功接合的指標,屬於一種非破壞檢測的方式,不像拉力強度 測試後,金屬線會斷掉,不堪繼續使用。安裝方式也較smart transducer[3][4] 簡易許多,訊號不會受超音波換能器致動所影響。
3.7.2 LED 接合結果
圖 3.36 為正常打線接合後的 LED 接合情況,先前的實驗都只在表面鍍上金屬膜的陶瓷基板打線,進行音洩監測實驗。本項實驗選擇 LED 打線, 條件貼近於一般光電元件的打線接合情形。打線製程由金打線發展至銅打 線製程時,因為銅本身質地較硬,容易造成元件的破壞。藍光 LED 晶粒具 有一層 GaN 磊晶層,進行銅打線接合時的接觸摩擦容易造成此磊晶層產生 細微裂紋破壞,釋放出高頻的音洩訊號。目前,銅打線機台的普及率還不 是很高,本研究鑒於金打線接合類似銅打線接合行為,調整超音波功率參 數值大於一般金打線接合條件,期望產生使 GaN 磊晶層發生細微裂紋而釋 放出高頻音洩訊號的實驗條件。 一般正常的 LED 打線接合之超音波功率參數大小,約在 2.0 到 3.0 unit 之間,依照佶品公司專業的打線人員實際測得適合的超音波功率參數大 小,再慢慢往上調整第一點(ball bond)的超音波參數如表 3 所列,希望在超 音波功率輸出越來越大情況下,造成 LED 元件細微裂紋的生成與延展的可 能。 所有超音波功率調整參數所對應的實驗結果列於表 11~表 28,音洩訊 號的振幅大小會與 LED 元件與音洩感測器的距離有關,故本項實驗只分析 訊號的頻譜圖。實驗時只控制元件在可以被音洩感測器接收到訊號的範 圍,音洩訊號的振幅可能會有大有小。根據表 11~表 28 所列短時傅立葉轉 換的頻譜分析歸納出有三種可能的結果。第一種為音洩訊號的頻率響應只 在打線機共振頻率(63 kHz)的倍頻處發生(表 12);第二種則是除了在打線機 共振頻率(63 kHz)的倍頻處有響應發生外,在頻率大約 150 kHz 處亦有響應 發生(表 13),因為實驗所使用的音洩感測器的共振頻率為 150 kHz;第三種 則是除了打線機共振頻率(63 kHz)的倍頻與 150 kHz 處,還有其他比較高頻 的響應發生。例如 LED 十四號試片,表 24 所列在頻率 400 至 450 kHz 的範 圍,有明顯與前兩種實驗結果不一樣的頻率響應發生。LED 十七號試片,
表 27 所列結果則是頻率響應明顯與前兩種實驗的結果有很大差異,推測有 此種特性頻譜響應的 LED 試片可能有細微裂紋發生於 GaN 磊晶層,釋放出 高頻的音洩波。本研究針對此兩種情形的 LED 晶粒進行聚焦離子束(focused ion beam, FIB)實驗,檢視晶粒是否有細微裂紋生成的現象。
進行 FIB 實驗時,必須確認實驗試片是否為導電性材料,本實驗之 LED 含部分不導電物質,將 LED 十四號及十七號試片原本的接合金屬線拔除 後,表面鍍上一層約幾十奈米厚的鉑金屬,採用聚焦離子束於 LED 晶粒上 表面的法線方向發射離子,在打線的球接合位置切割試片,再以 SEM 拍攝 剖面的照片,聚焦離子束的發射方向與 SEM 拍攝的角度相差 52 度,LED 十四號試片的剖面拍攝結果如圖 3.37 所示,積層結構分別為鉑、電極、GaN 磊晶層與藍寶石基板。檢視 GaN 磊晶層並無裂縫的生成,離子束所切割的 平面如圖 3.38 所示,當切割的厚度約 6.74 µm 時,可以看到藍寶石基板結 構(圖 3.39)。LED 十七號試片剖面的 SEM 照片如圖 3.40 所示,GaN 磊晶層 結構也沒有發現有細微裂縫的生成。實驗結果可能的原因有二:第一種可能 是因為無法確認裂縫發生的正確位置,聚焦離子束切割的剖面沒有裂縫通 過;第二種可能為磊晶層根本沒有裂縫的生成。金線的質地軟與延展性佳, 久元電子公司所提供 LED 晶粒產品的可靠度與品質已經相當良好,在此雙 重條件下,欲使 LED 晶粒發生細微裂縫並延展的機會不高, 所以 LED 晶 粒視片可能沒有裂縫。造成頻譜響應上有其他明顯響應的原因可能是實驗 系統不正常的高頻振動,不是打線接合時,鋼嘴於 LED 表面摩擦所造成的 高頻訊號。若透過光學干涉儀非接觸量測超音波換能器的響應,有機會判 斷此高頻訊號的成因。
第四章 結論與未來展望
4.1 結論
本研究成功開發出一套即時音洩監測系統,在手動的鋁打線與金打線 機台上,量測超音波換能器下方的鋼嘴或陶瓷嘴與光電元件接觸摩擦產生 的音洩訊號,並可分析出基本及高階的諧波特徵。音洩訊號能量可以做為 打線接合成功與否的一項指標,在陶瓷基板的金打線實驗中,當音洩訊號 能量比在 10%左右,而且每次音洩訊號能量變動不大的情況下,所對應的 超音波功率參數,可以作為調整打線參數的依據,提高產品良率。如果音 洩訊號能量突然小於 6 (mv)2 sec或是大於 12 (mv)2sec的情形,即可判定該次 接合可能有問題,必須重新打線接合,以確保接合的品質,提高接合的可 靠度與耐久性。另外,打線公司在交件時,亦能提供客戶一項量化的數據, 說明每一次打線接合的品質是有保障的。 金打線 LED 實驗中的高頻異常訊號試片,經 FIB 的檢驗方式,雖然無 法立即確認裂縫生成與否,但仍不排除有裂縫存在,可透過修正實驗方式, 協助判斷裂縫生成位置,如利用奈米壓痕儀(nanoindenter)於實驗試片下方, 製造一處微小的缺陷,不僅增加打線機打線接合時,接觸摩擦試片造成此 缺陷細微裂縫延展,釋放出高頻音洩波的機會,還能有效判斷裂縫生成的 位置。未來欲發展的銅打線製程可在本研究發展之即時監測系統的協助 下,即時檢測出有問題的元件,適時淘汰。4.2 未來工作展望
本研究已經充分證實音洩訊號能量可以作為打線接合好壞的一項指標,但是此項參數卻與打線接合點至音洩感測器的距離有關,當兩者越近, 接收到的音洩訊號振幅會越大,音洩訊號能量也會變大;反之,距離越遠, 接收到的振幅會越小,音洩訊號能量也會變小。本研究為了不讓此因素, 影響音洩實驗的結果,每次實驗的打線接點都位於音洩感測器的中心位置 處。 目前實驗採用市售的音洩感測器,直徑大小約 17 mm,不會影響結果 的實驗範圍大約為直徑 12 mm 左右,相對於批次打線的光電元件而言,能 檢測的面積範圍太小,未來可以自製感測器的方式,增加檢測的面積,提 高此監測系統的實用性。圖 4.1 所示為市售音洩感測器的剖面示意圖,緩衝 層推測應為軟木塞,而軟木塞中間即為壓電片所擺放的位置,與背襯厚度 比約為 1:1,未來將參照此結構的比例分配方式,選用鎢粉與環氧樹酯的混 合為自製感測器的背襯材料,製造較大面積的音洩感測器,增加監測範圍, 去除感測距離對音洩訊號能量大小估算的影響。
參考文獻
[1] S. Khoury, D. J. Burkhard, D. P. Galloway and T. A. Scharr (1990), “A comparison of copper and gold wire bonding on integrated circuit devices,” IEEE Transactions on Components, Hybrids, and Manufacturing Technology, Vol. 13, No. 4, pp. 673-681.
[2] Z. Chen, T. Liu and S. Liu (2011), “Comparison of the copper and gold wire bonding processes for LED packaging,” Journal of Semiconductors, Vol. 32, No. 2, 024011.
[3] P. W.-P. Chu, H.-L. Li , H. L.-W. Chan, K. M.-W. Ng, P. C.-K. Liu (2002), “Smart ultrasonic transducer for wire-bonding applications,” Material
Chemistry and Physics, 75, pp. 95-100.
[4] P. W.-P. Chu, C.-P. Chong, H. L.-W. Chan, K. M.-W. Ng, P. C.-K. Liu (2003), “Placement of piezoelectric ceramic sensors in ultrasonic wire-bonding transducers,” Microelectronic Engineering, 66, pp. 750-759. [5] S. V. Subba Rao and B. Subramanyam (2008), “Analysis of acoustic
emission signals using wavelet transformation technique,” Defence Science
Journal, Vol. 58, No. 4, pp. 559-564.
[6] T. H. Yan, W. Wang, X. D. Chen, Q. Li and C. Xu (2009), “Design of smart ultrasonic transducer for interconnecting machine application,”
Sensors, 9, pp. 4986-5000.
[7] A. Shan, H. Gaul,and M. Schneider-Ramelow (2009), “ Ultrasonic friction power during Al wire wedge-wedge bonding,” Journal of Applied Physics, 106, 013503.
[8] R.X. Gao and R. Yan (2011), Wavelets: Theory and Applications for Manufacturing, Springer Science Business Media, LLC, Ch.2.
[9] M. Sifuzzaman, M.R. Islam and M.Z. Ali (2009), “Application of wavelet transform and its advantages compared to fourier transform,” Journal of
Physical Sciences, Vol. 13, pp. 121-134.
[10] R. Kronland-Martinet, J. Morlet and A. Grossmann (1987), “Analysis of sound pattern through wavelet transforms,” International J. of Pattern
Recognition and Artificial Intelligence, Vol. 1, No. 2, pp.97-125.
[11] 劉如熹 (2012), 白光發光二極體製作技術-由晶粒金屬化至封裝, 二版, 全華書局:新北市, ch.3.
[12] 馮武衛, 孟慶豐, 謝友柏 (2010), “利用壓電換能器信號檢測引線鍵合
質量,”西安交通大學學報, 第 44 卷, 第 9 期.
[13] Yeau-Ren Jeng and J.Y. Chen (2005), ”On the microcontact mechanism of thermosonic wire bonding in microelectronics: saturation of interfacial phenomena,” Tribology Transactions, 48, pp. 127-132.
[14] G. Harman (2010), Wire Bonding in Microelectronics, McGraw-Hill, New York.
[15] 劉建昇 (2006), 數位訊號處理-LABVIEW & 生醫訊號, 宏友圖書,台北 市 2006.
附表
表1 陶瓷基板鍍銅之不同金打線參數拉力測試 組別 1 2 3 接合點 1 2 1 2 1 2 power (unit) 1.5 2.0 2.2 2.7 2.7 3.2 time (ms) 35 35 35 35 35 35 平均拉力 5~6 g 5~7 g 5~7 g 拉力不足 有 1 條 2g 無 無 註:(1) 接合點 1 為 ball bond,接合點 2 為 wedge bond (2) 平均拉力測試,測試 10 條接合線的拉力
(3) 拉力不足的形情不列入平均拉力的計算
表2 陶瓷基板鍍銅之超音波功率參數設定
組別 ball bond wedge bond
a 1.0 1.5 b 1.3 1.8 c 1.5 2.0 d 1.7 2.2 e 1.9 2.4 f 2.2 2.7 g 2.4 2.9 h 2.7 3.2 i 3.0 3.5 j 3.2 3.7 k 3.5 4 l 3.8 4.3 註: (1) 超音波功率參數單位為 unit (2) 設定值為 10.0 unit 時,有最大輸出功率 2.5 瓦 (3) 有底線之數字表示經專業打線操作人員拉力測試過的參數 (4) ball bond 與 wedge bond 的超音波振動時間設定皆為 35 ms
表3 LED 超音波功率參數設定
註:當 power=10 unit 時,有最大功率輸出 2.5 瓦
表4 鋁打線參數對應之音洩訊號能量
power(unit) time= 18 ms time= 20 ms
2.0 119, 149, 174 2.4 131 96 , 69, 89, 59, 135 2.6 141, 156 2.8 118, 310 註: 組別 A B C D E F
ball bond power (unit) 2.4 2.7 3.0 3.3 3.6 4.0 time (ms) 35 35 35 35 35 35
wedge bond power (unit) 2.7 2.7 2.7 2.7 2.7 2.7 time (ms) 35 35 35 35 35 35
組別 G H I J K L
ball bond power (unit) 4.4 4.8 5.2 6.5 7 8 time (ms) 35 35 35 35 35 35
wedge bond power (unit) 2.7 2.7 2.7 2.7 2.7 2.7 time (ms) 35 35 35 35 35 35
(1) 音洩訊號能量的單位為(mV)2sec (2) 有底線之數字表示無法有效接合
表5 有接線時不同組別參數的十次音洩訊號能量大小及平均 組別 a b c d e f 1 1.85 7.82 18.9 1.22 8.32 19.61 2 5.79 7.22 16.6 11.06 11.03 7.13 3 3.33 3.54 2.26 3.46 8.25 6.39 4 5.03 2.80 8.56 2.37 22.23 4.72 5 6.80 2.97 9.39 2.64 18.94 3.91 6 5.86 8.70 18.96 8.29 3.95 4.61 7 3.34 8.23 6.89 1.02 11.09 4.20 8 2.74 7.52 12.75 5.09 9.74 1.70 9 3.39 7.34 5.45 3.45 12.62 7.57 10 X 5.54 3.93 53.10 16.55 9.58 平均 4.24 6.17 10.37 9.17 12.27 6.94 註:值為第一點(ball bond)的音洩訊號能量大小,單位為 (mv)2 sec 組別 g h i j k l 1 6.73 7.96 3.03 13.17 20.18 15.39 2 6.50 7.60 3.37 6.44 12.64 13.52 3 9.56 4.46 3.87 5.82 19.07 14.75 4 9.08 5.91 9.64 13.48 13.15 18.07 5 10.01 4.79 2.18 9.11 23.10 19.94 6 10.42 3.84 5.29 11.67 46.38 18.31 7 10.18 6.36 4.87 9.53 5.64 24.54 8 11.18 4.71 7.02 12.64 6.57 26.68 9 11.69 6.15 5.39 11.29 6.66 16.34 10 10.75 5.50 8.51 18.01 6.05 59.76 平均 9.61 5.73 5.32 11.11 15.94 22.73
表6 有接線時不同組別參數的十次音洩訊號能量大小及平均 組表 a b c d e f 1 11.15 1.01 3.82 5.67 37.06 93.69 2 6.57 1.17 2.38 7.31 12.94 158.59 3 13.39 2.33 1.84 18.15 40.43 29.95 4 12.74 1.65 5.15 2.02 29.85 16.07 5 10.65 3.35 1.52 7.41 29.09 44.83 6 12.02 1.95 2.80 4.09 11.29 17.49 7 9.39 2.90 1.42 12.94 18.63 26.10 8 9.06 4.90 1.61 4.72 26.68 66.39 9 3.58 5.29 1.17 5.60 57.52 23.99 10 X 6.12 1.56 19.78 18.60 13.63 平均 9.84 3.06 2.33 8.77 28.21 49.07 註:值為第二點(wedge bond)的音洩訊號能量大小,單位為 (mv)2 sec 組表 g h i j k l 1 9.96 5.02 13.48 14.14 24.23 35.37 2 10.26 9.03 17.18 13.34 17.97 63.12 3 11.10 4.15 15.91 13.53 29.33 24.93 4 13.64 15.14 6.75 17.32 23.27 26.68 5 11.69 8.36 23.25 22.57 23.07 52.45 6 13.97 14.66 10.62 19.56 21.70 38.32 7 15.71 13.58 19.63 50.99 15.39 33.70 8 13.09 10.31 23.35 60.27 15.45 41.96 9 11.21 9.88 9.05 38.12 16.09 29.68 10 8.76 7.53 9.83 21.50 10.38 43.01 平均 11.94 9.77 14.91 27.13 19.69 38.92
表7 沒有接線時不同組別參數的十次音洩訊號能量大小及平均 組別 a b c d e f 1 2.96 6.89 30.40 15.81 70.04 91.43 2 6.00 11.28 19.64 14.62 89.25 175.04 3 5.59 13.23 8.68 11.17 114.70 242.50 4 2.90 22.29 10.03 8.44 111.24 83.96 5 6.18 7.49 11.81 26.22 143.03 112.19 6 4.34 6.09 14.78 21.77 68.58 131.52 7 5.36 9.79 7.40 40.97 111.49 176.04 8 2.92 4.30 7.78 43.00 86.07 297.33 9 3.45 3.10 5.74 31.80 87.49 315.64 10 3.34 11.34 8.81 38.87 107.76 347.96 平均 4.30 9.58 12.51 25.27 98.96 197.36 註:值為第一點(ball bond)的音洩訊號能量大小,單位為 (mv)2 sec 組別 g h i j k l 1 75.02 134.60 48.65 119.15 559.97 618.70 2 27.62 74.09 93.68 285.11 329.65 797.50 3 87.29 165.38 109.90 245.96 509.00 1195.56 4 54.15 105.00 179.36 251.69 583.23 1025.91 5 93.87 136.85 173.30 358.44 590.12 850.27 6 50.43 161.33 211.00 317.33 569.75 776.91 7 55.21 104.71 123.93 286.82 476.91 897.83 8 115.78 68.10 193.86 219.30 444.43 910.18 9 61.02 117.24 210.85 211.63 258.28 866.73 10 71.54 236.03 197.78 236.55 376.98 969.72 平均 69.19 130.33 154.23 253.20 469.73 890.93
表8 沒有接線時不同組別參數的十次音洩訊號能量大小及平均 組別 a b c d e f 1 7.43 22.58 28.48 33.57 143.36 201.03 2 16.49 26.53 24.38 39.12 123.03 282.30 3 12.18 33.41 26.01 33.75 117.48 122.65 4 12.25 34.97 40.07 28.85 130.73 123.14 5 17.42 11.50 33.37 42.29 118.36 112.09 6 6.41 17.62 41.83 59.19 70.31 133.44 7 10.46 48.03 27.82 36.23 110.64 91.50 8 10.76 8.37 26.58 33.17 70.15 97.30 9 12.30 7.49 24.32 34.88 113.45 79.93 10 10.19 33.36 23.93 57.83 119.19 103.14 平均 11.59 24.39 29.68 39.89 111.67 134.65 註:值為第二點(wedge bond)的音洩訊號能量大小,單位為 (mv)2 sec 組別 g h i j k l 1 106.37 306.00 233.16 385.86 1303.26 1264.97 2 68.93 239.99 235.40 517.21 1279.63 1460.02 3 249.49 259.43 177.07 272.119 1094.14 1518.59 4 127.40 228.90 304.25 592.549 1028.01 1415.42 5 139.71 313.10 266.49 448.2734 1173.59 1746.13 6 137.77 346.93 272.31 399.98 1310.76 2052.06 7 102.48 314.24 291.16 409.878 1302.90 2123.02 8 121.28 206.68 321.86 360.15 1395.09 2187.53 9 133.89 344.49 283.12 281.83 520.82 2200.16 10 93.89 230.43 386.81 502.58 689.03 2267.66 平均 128.12 279.02 277.16 417.04 1109.73 1823.56
表9 第一點 ball bond 接合編號 g 組的 10 次拉力測試強度
次數 1 2 3 4 5
拉力(g) 6 5.5 9 6.5 6
次數 6 7 8 9 10