國 立 交 通 大 學
機 械 工 程 學 系
碩士論文
平板式熱管微流道液壓成形之研究與熱性能測試
Study on The Hydroforming of Microchannels for Flat
Heat Pipe and Thermal Performance Test
研究生:王榆文
指導教授: 洪景華 教授
中華民國 一百零二年 七月
平板式熱管微流道液壓成形之研究與
熱性能測試
Study on The Hydroforming of Microchannels for Flat
Heat Pipe and Thermal Performance Test
研 究 生:王榆文 Student: Yu-Wen Wang 指導教授:洪景華 教授 Advisor: Dr. Ching-Hua Hun
國 立 交 通 大 學 機 械 工 程 學 系
碩 士 論 文
A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
July 2013
Hsinchu, Taiwan, Republic of China
i
平板式熱管微流道液壓成形之研究與熱性
能測試
研究生:王榆文 指導教授:洪景華國立交通大學機械工程學系
摘要
本研究運用實驗室所研發之高液壓成形試驗機,成形出寬度比傳 統沖壓製程更細小之微流道,以應用於平板式熱管之毛細結構中。研 究中使用材料為厚度 0.15mm 之銅(C1100)薄板,進行液壓成形平板式 熱管微流道之研究。同時利用有限元素模擬軟體 Abaqus/Standard 針 對熱管微流道之液壓成形進行數值模擬分析,匯入材料試驗所得到銅 之材料參數,考量模具幾何與其它邊界條件,來建立有限元素模型, 並與實驗結果比較,驗證此模型之準確性。 經由有限元素模型預測微流道之成形性,在不同成形壓力下,實 際成形出所需之各種微流道尺寸,將成形完之試片作為毛細組織,組 裝成一平板式熱管,並在真空環境中填入水為工作流體進行熱性能測 試,探討在不同的微流道深度、熱管填充率及熱管工作角度下,對於 平板式熱管的熱傳性能之差異性。 關鍵字:液壓成形,平板式熱管,毛細結構,成形性,有限元素ii
Study on The Hydroforming of Microchannels for
Flat Heat Pipe and Thermal Performance Testing
Student: Yu-Wen Wang Advisor: Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
In this study, a high-pressure hydroforming apparatus with a maximum working pressure of 250MPa was used to fabricate the wick structures for the flat heat pipe. Copper sheets (C1100) with a thickness of 0.15 mm were tested in the hydroforming experiment. Simultaneously, finite element analysis (Abaqus / Standard) was used to analyze the hydroforming process numerically, and this research compared the results of simulation and hydroforming experiments to verify the accuracy of the finite element model. Subsequently, this finite element model was used to predict the formability, and dimensions of formed microchannels using difference working pressures. A flat heat pipe was assembled with hydroformed microchannels and filled with water as working fluid in a vacuum environment. Them, thermal performance experiments were conducted using different dimensions of microchannels, different amount of working fluid, and different inclination angles.
Keywords: Hydroforming, Flat Heat Pipe, Wick Structures, Formability, Finite Element Analysis
iii
致謝
兩年的時間過得很快,碩士生涯很順利的結束了,首先誠摯的感 謝指導教授洪景華老師。老師細心的指導使我在兩年的研究所期間獲 益良多,不時的討論並指點我正確的方向,給予專業上的寶貴意見。 此外,老師對學問的嚴謹還有為人與處事態度更是我學習的典範。 本論文的完成特別感謝口試委員徐瑞坤老師、林聰穎老師、以及 陳申岳老師在口試時給予指教並提供寶貴意見,使得論文更加完善。 感謝實驗室的大家,兩年的日子裡有大家的陪伴。首先感謝志嘉 學長在研究中給予的指導,不厭其煩的指出我研究中的缺失,且能提 供良好的建議為我解惑,並不辭辛勞地協助我做實驗,陪伴我完成論 文,也感謝洪榮崇大學長在我的研究上給予的許多協助與建議。感謝 彥彬、麒禎、銘傑、志傑、璟璿、蘭芳等學長姐在研究中給予的指導 與意見,感謝一起奮鬥的同學,可愛又細心的文玉,不時的提醒我許 多事情,默默的幫我處理了許多事情;正斌和毅恆是紓壓的好夥伴, 研究之餘的娛樂有你們陪伴,感謝學弟妹宛伶、東祐、逸翔、祺津協 助處理實驗室的大小事。 最後感謝父母無怨無悔的付出,栽培我念到碩士,並給我支持與 鼓勵。也謝謝所有關心我、鼓勵我的家人與朋友。有你們才能有這本 論文的誕生。謝謝你們。iv 目錄 摘要 ... i Abstract ... ii 致謝 ... iii 目錄 ... iv 圖目錄 ... viii 表目錄 ... xii 第一章 緒論... 1 1.1 簡介 ... 1 平板式熱管介紹 ... 1 高液壓微成形技術 ... 5 1.2 文獻回顧 ... 5 1.3 研究動機與目的 ... 8 1.4 研究方法 ... 9 1.5 論文架構 ... 10 第二章 熱管之基礎理論 ... 11 2.1 熱管作動原理 ... 11 2.2 熱管作動範圍與熱傳極限 ... 13 熱管作動範圍 ... 13 毛細極限(Capillary Limit) ... 14
v
沸騰極限(Boiling Limit) ... 15
飛濺極限(Entrainment Limit) ... 16
蒸汽壓極限(Vapor Pressure Limit) ... 16
冷凝極限(Condenser Limit) ... 16 2.3 熱管性能評估 ... 16 第三章 材料性質與實驗 ... 18 3.1 實驗目的 ... 18 3.2 實驗理論 ... 18 彈性係數與指數定律 ... 18 薄殼理論 ... 19 3.3 實驗方法 ... 22 3.4 實驗結果 ... 26 第四章 液壓成形實驗與模擬 ... 28 4.1 實驗機台與模具介紹 ... 28 高液壓成形機台 ... 28 模具設計 ... 30 量測儀器 ... 33 4.2 有限元素模型 ... 33 有限元素模型之基本假設 ... 34
vi 建立模型 ... 34 4.3 有限元素模擬結果與實驗驗證 ... 36 4.4 小結 ... 43 第五章 熱管之熱性能實驗 ... 44 5.1 熱管設計與製作 ... 44 密閉容器 ... 44 容器組裝與氣密性 ... 45 工作流體選用與填充 ... 47 5.2 實驗設備 ... 48 5.3 熱管性能測試步驟 ... 52 5.4 實驗結果 ... 53 不同流道深度之熱性能比較 ... 53 不同填充率之熱性能比較 ... 57 不同熱管工作角度之熱性能比較 ... 61 第六章 結論與未來工作 ... 63 6.1 結論 ... 63 6.2 未來工作 ... 64 參考文獻 ... 65 附錄 A 平板式熱管之設計規格圖 ... 68
vii
viii 圖目錄 圖 1.1 傳統一維熱管[2] ... 2 圖 1.2 平板式熱管[3] ... 3 圖 1.3 毛細結構示意圖(一維熱管)[4] ... 4 圖 1.4 氣體流道(左)、中間隔板(中)及液體流道(右)[5] ... 6 圖 1.5 流道截面幾何外型[5] ... 7 圖 1.6 毛細流道尺寸示意圖[6] ... 8 圖 2.1 傳統一維熱管示意圖[8] ... 12 圖 2.2 平板式熱管示意圖[9] ... 13 圖 2.3 平板式輻射狀熱管[4] ... 13 圖 2.4 熱管作動範圍之三相圖[10] ... 14 圖 3.1 薄球殼上的應力與應變狀態 ... 20 圖 3.2 決定應力-應變關係曲線之流程 ... 22 圖 3.3 MTS-810 拉伸試驗機 ... 23 圖 3.4 拉伸試驗試片尺寸圖(mm) ... 24 圖 3.5 銅拉伸試驗試片配置圖 ... 24 圖 3.6 液壓膨脹實驗配置(油壓及夾具系統)[16] ... 25 圖 3.7 液壓膨脹實驗配置(閉迴路控制系統)[16] ... 25 圖 3.8 液壓膨脹試片示意圖[16] ... 25
ix 圖 3.9 單軸拉伸實驗之結果 ... 26 圖 3.10 雙軸液壓膨脹實驗之結果 ... 27 圖 4.1 高液壓壓床 ... 29 圖 4.2 高液壓機台工作原理圖 ... 29 圖 4.3 高液壓壓床工作區 ... 30 圖 4.4 現成模具實體圖 ... 31 圖 4.5 詳細模具之流道尺寸(mm) ... 31 圖 4.6 熱管微流道模具實體圖 ... 32 圖 4.7 詳細模具之流道尺寸(mm) ... 32 圖 4.8 雷射位移感測實體圖 ... 33 圖 4.9 板件網格劃分圖 ... 35 圖 4.10 剛性模具幾何設定 ... 36 圖 4.11 初步液壓實驗成形之銅板 ... 37 圖 4.12 等效塑性應變分布模擬結果 ... 38 圖 4.13 初步實驗之銅板流道輪廓量測圖 ... 38 圖 4.14 實驗與模擬輪廓比較圖 ... 39 圖 4.15 不同壓力成形之熱管微流道 ... 40 圖 4.16 壓力 60MPa 成形之流道輪廓量測圖 ... 40 圖 4.17 壓力 80MPa 成形之流道輪廓量測圖 ... 41
x 圖 4.18 壓力 100MPa 成形之流道輪廓量測圖 ... 41 圖 4.19 壓力 60MPa 之等效塑性應變分布模擬結果 ... 42 圖 4.20 壓力 80MPa 之等效塑性應變分布模擬結果 ... 42 圖 4.21 壓力 100MPa 之等效塑性應變分布模擬結果 ... 42 圖 5.1 平板式熱管組成圖 ... 45 圖 5.2 組裝完成之平板式熱管 ... 46 圖 5.3 真空幫浦與真空度計 ... 47 圖 5.4 熱管真空度 ... 47 圖 5.5 熱管量測架設示意圖 ... 49 圖 5.6 實際裝置照片 ... 49 圖 5.7 電源供應器 ... 50 圖 5.8 恆溫冰水機 ... 50 圖 5.9 冷卻銅塊 ... 51 圖 5.10 絕熱棉包覆圖 ... 51 圖 5.11 不同流道深度熱管蒸發段與冷凝段之溫度差對輸入功率關 係圖(30%填充率) ... 54 圖 5.12 不同流道深度熱管蒸發段與冷凝段之溫度差對輸入功率關 係圖(50%填充率) ... 55 圖 5.13 不同流道深度熱管蒸發段與冷凝段之溫度差對輸入功率關
xi 係圖(70%填充率) ... 55 圖 5.14 不同流道深度熱管蒸發段溫度對輸入功率關係圖 ... 56 圖 5.15 不同流道深度熱管蒸發段溫度對輸入功率關係圖 ... 56 圖 5.16 不同流道深度熱管蒸發段溫度對輸入功率關係圖 ... 57 圖 5.17 不同填充率熱管蒸發段與冷凝段之溫度差對輸入功率關係 圖(深度 0.074mm) ... 58 圖 5.18 不同填充率熱管蒸發段與冷凝段之溫度差對輸入功率關係 圖(深度 0.131mm) ... 59 圖 5.19 不同填充率熱管蒸發段與冷凝段之溫度差對輸入功率關係 圖(深度 0.148mm) ... 59 圖 5.20 不同填充率熱管蒸發段溫度對輸入功率關係圖 ... 60 圖 5.21 不同填充率熱管蒸發段溫度對輸入功率關係圖 ... 60 圖 5.22 不同填充率熱管蒸發段溫度對輸入功率關係圖 ... 61 圖 5.23 不同工作角度下熱管蒸發段溫度量測圖 ... 62 圖 A.1 上蓋板 ... 68 圖 A.2 中間框架 ... 69 圖 A.3 下底座 ... 70 圖 B.1 流道幾何及網格劃分圖 ... 71 圖 B.2 不同流道深度水流位移量對時間關係圖 ... 72
xii
表目錄
表 4.1 壓力 40MPa 之實驗流道深度與模擬深度 ... 39
1
第一章 緒論
1.1 簡介
隨著半導體業的蓬勃發展,使得電腦的性能不斷的提升,跟隨而 來的便是因晶片操作消耗功率所產生的溫度問題,晶片的操作溫度若 過高將造成熱阻影響內部資料的運算,降低電腦的處理性能。貼附熱 管於晶片上,藉由工作流體的相變化傳遞極高的熱量,將可降低晶片 的操作溫度,並可大幅的提升運算速度,及避免晶片因高溫而燒毀。 此外在 LED 的發展上,散熱也是相當重要的,發光時所產生的 熱量對於 LED 本身會產生很大的影響,不僅會影響 LED 的發光效率 及使用的壽命,還會改變其發射波長,因此利用熱管散熱的技術是極 為重要性的一項研究。平板式熱管介紹
熱管又稱為熱的超導體(Super Conductor),其特點為藉由工作流 體相變化所吸收或釋放的潛熱,而能於小溫差下快速輸送大量的熱量, 熱管運用範圍相當廣泛,最早期運用於太空領域,現早已普及運用於 各式熱交換器、冷卻器、天然地熱引用等,擔任起快速熱傳導的角色, 更是現今電子產品散熱裝置中最普遍高效的導熱元件。2 傳統常用散熱元件之材料為鋁,其熱傳導率為 237 W mK-1,質輕 並具有高延展性,但隨著散熱需求之大幅提高,銅已逐漸取代鋁成為 散熱元件之主流材料。銅具有絕佳之延展性以及熱傳導特性,其熱傳 導率為 398 W mK-1,僅次於銀(420 W mK-1)。而傳統一維熱管(圖 1.1) 其所量得之熱傳導率則為 3524~25685 W mk-1,約為銅的 9~64 倍[1]。 但是由於管狀熱管不易貼附於熱源之上,進而導致其接觸部分產生熱
阻抗過高的情況,而沒有上述缺點的平板式熱管(Flat Heat Pipe)設
計將能提供更佳的散熱需求。
圖 1.1 傳統一維熱管[2]
3 積可以完全貼附在熱源上(圖 1.2),因此有助於在熱傳過程中,保有散 熱元件之均溫性以及降低散熱元件底部的熱阻,而提高散熱性能[2]。 圖 1.2 平板式熱管[3] 熱管在熱量傳遞過程中,毛細組織(Wick)占有一重要地位,乃 是因為當熱管內部汽化凝結後之工作液體,藉由毛細組織之毛細力來 驅動液體回流至熱端,帶走熱量降低熱端溫度。而熱管毛細結構大致 可分為溝槽式(Groove)、網格式(Mesh)以及粉末燒結式(Sintered Porous),如圖 1.3 所示。
4 圖 1.3 毛細結構示意圖(一維熱管)[4] 目前市售用於晶片散熱之熱管形式,大部分都是燒結式與溝槽式 兩類結構,燒結式熱管約占了熱管產品 80%以上,燒結式熱管數量遠 遠多於溝槽式熱管,造成市面上燒結式熱管普遍的原因為熱管應用時, 大都有熱管折彎及放置角度的需要,而這也是溝槽式熱管所面臨的問 題,在有彎曲及放置角度大的時候,其性能會大幅的下降,當然燒結 式熱管也會受影響,只是沒有溝槽式下滑的這麼嚴重。 綜合比較此三種毛細結構,網格式雖然不受限於熱管幾何尺寸, 可彈性的裁剪應用,但是也因為其毛細力為之中最差的,以致在高熱 量的情況下未能有效利用;燒結式由於抵抗重力效果好、本身材料穩 定性佳,但也因為大都是金屬粉末燒結,反覆使用會有氧化問題的存 在,且成本也高於其他兩種毛細結構;溝槽式為了解決在熱管彎曲及 放置角度大的時候,其性能會大幅的下降的問題,所使用的溝槽尺寸 需更細微,因此目前受限於加工條件的因素及為了成形出細微尺寸之
5 溝槽所面臨之高成本,量產難度高等問題。因此本研究欲利用高液壓 成形,來解決目前傳統溝槽式毛細結構成形製程的一些限制及缺點。 溝槽式毛細結構製程為金屬滾壓成形或是金屬切削成形,成形之溝槽 寬 度 ( 大 於 0.2mm) 均 遠 大 於 網 格 式 或 粉 末 燒 結 式 ( 寬 度 約 0.04-0.15mm) ,很難成形出寬度微小之溝槽,導致其熱傳效果較低,而雖 然微放電加工與半導體製程可成形出良好的溝槽,但有加工成本偏高 和量產難度高等缺點。
高液壓微成形技術
高液壓微成形技術的工作原理是利用高壓流體作為介質,利用壓 縮流體特有的等向性(Isotropic),在板件上施加均勻的壓力以達到加 工的目的,與傳統的沖壓技術相比,沖壓加工時所施加的力並非均勻, 因此在同一成品上成形結果在不同位置會有所差異,又傳統的沖壓技 術在上下模具與板件之間會有很大的摩擦力,導致需要施加的力也會 遠大於高液壓成形,而高液壓能提供一均勻壓力,使其成形結果擁有 良好的均勻性以及較大之成形深度。本實驗室已建立一高液壓成形機 台,能夠產生高達 250MPa 之液壓,可用於微流道成形之用。1.2 文獻回顧
熱管能有效解決元件散熱之問題,因此針對熱管的相關研究不曾6 間斷,而且蓬勃發展,屢屢創新。以下將對熱管的研究做一整理陳述, 而本研究之重點放在平板式之微尺寸熱管、及平板式熱管之毛細微流 道的幾何尺寸,以文獻回顧為基礎參考依據,做更進一步之研究與分 析。 Kang 等人[5]利用半導體製程技術在矽晶片上蝕刻出輻射狀溝槽, 如圖 1.4 所示。其氣體及液體流道之截面積為梯型(圖 1.5),其中液體 流道形狀在靠近中心部之流道寬度為 150μm,底部寬度為 500μm。選 用去離子水為工作流體,並討論在不同的工作流體填充率(30%、53%、 70%)下熱管之效能,其結果為 70%填充率之微熱管其蒸發段與冷凝 段溫差為 47℃較其他填充率有較好之均熱能力。 圖 1.4 氣體流道(左)、中間隔板(中)及液體流道(右)[5]
7 圖 1.5 流道截面幾何外型[5] Lips 等人[3]在銅板上加工出深度為 400 μm 與寬度為 400 μm 之 毛細微流道,並留有高度 2mm 給蒸汽流動的空間,如圖 1.2 所示, 使用之工作流體為甲醇,討論在不同的熱傳量及不同的填充率下,因 流體沸騰造成熱管效率的影響情形,其結果顯示在高的填充率下,熱 傳量高使流體沸騰的現象並不影響熱管之效率,但在低的填充率下, 流體沸騰的現象使得蒸發段工作流體供應不足,而造成乾燒影響熱管 效能。 Chou 等人[6]在矽板上加工出四種不同截面尺寸的寬度(W)及深 度(D),分別為 100μm、150μm、200μm 及 250μm,其共有 16 組流道 尺寸,如圖 1.6 所示。其研究選用水當作工作流體,討論在不同的流 道深寬尺寸及工作角度 0∘、45∘及 90∘下,毛細結構是否能順利作用傳 輸流體,結果發現在工作角度 0∘下每個尺寸的毛細結構皆能順利作用,
8 但於工作角度為 90∘時,因重力的影響導致寬度大(200μm 及 250μm) 的這兩組尺寸,所配合之深度較淺的毛細結構失效,無法順利傳輸流 體。結論為寬度較小及深寬比值較大之毛細結構有較好的傳輸效果。 圖 1.6 毛細流道尺寸示意圖[6] Cao 和 Gao [7]以放電加工的方式在銅上製造了兩個平板式熱 管,其流道幾何尺寸分別為 7 × 2.8 × 82mm 及 7 × 2 × 80mm,而內 部所使用的工作流體為水,測試結果流道幾何尺寸 7 × 2 × 80mm 的 熱管有較好的效能,其最大的熱傳量約 40W 而最大的熱通量可達 20W cm-2。
1.3 研究動機與目的
相較於其他傳統微成形製造技術,高液壓微成形包含了下列優勢 (1)高深寬比:利用高液壓成形所得之深寬比高於傳統沖壓成形之 結果。(2)均勻之工作壓力:液壓具有等向性,因此四面八方所受到 的壓力是一致的。(3)單一模仁:與傳統沖壓成形相比,由於只需一9 個模仁減小了摩擦所造成之影響,因此降低了對材料流動的影響。 因此,本研究欲將此技術應用於平板式熱管之毛細結構中,藉此 成形出寬度比傳統製程更細小之微流道,且與半導體製程技術,放電 加工技術相比,能降低製造熱管微流道之成本,提升生產效率,提高 成品精度等。 同時,由文獻所整理的結果,毛細結構之幾何尺寸對於熱管運作 效能的關係,是比較少討論到的,因此本研究亦將利用高液壓成形出 不同幾何深度的微流道並探討其熱效能。
1.4 研究方法
本研究將分為兩個部分,第一個部分為高液壓成形之實驗,第二 個部分為組裝平板式熱管的熱性能測試。 在第一部份高液壓之成形,考慮銅具有絕佳之熱傳導特性,亦具 有高延展性,本研究將使用銅作為液壓成形之材料,並考慮到熱管內 部需真空,板材強度不可太弱,不可選用太薄之板材,故選用厚度為 0.15mm 之銅板作為成形之板件。首先利用現有的模具做初步的高液 壓實驗取得實驗數據,之後根據實驗製程建立一套有限元素分析模型, 並將模擬結果與實驗數據比較,驗證此有限元素模型之合理性。在建 立此合理之有限元素模型之後,可預測在不同幾何尺寸模具下板件之 成形性,以助於本研究設計出平板式熱管所需之微流道,並實際成形10 出所需之流道尺寸。 在研究之第二部分,將高液壓成形出之微流道,組裝成平板式熱 管,因為考慮到水與熱管材質銅不會發生反應,且針對 CPU 晶片與 LED 燈之散熱,水為符合其作動溫度範圍(30∘C~200∘C)之工作流體, 因此選用水做為工作流體,並探討在不同高液壓成形之微流道幾何深 度,組裝出平板式熱管的熱傳性能差異性,並實驗測試此平板式熱管 工作流體填充率及工作角度的影響。
1.5 論文架構
本論文共分為六章,先就本研究進行背景介紹後,將分為: (第二章)熱管之基礎理論:介紹熱管作動原理。 (第三章)材料性質與試驗:取得銅之材料性質。 (第四章)液壓成形實驗與模擬:有限元素模型與液壓實驗結果驗 證,並成形出平板式熱管所需之微流道。 (第五章)熱管之熱性能實驗:介紹熱性能實驗設備及熱管的設計 組裝,並做熱管微流道深度、填充率及工作角度之實驗 性能結果比較。 (第六章)結論與未來工作11
第二章 熱管之基礎理論
本章中將介紹熱管之主要構造、作動原理以及熱管的優良特點, 並作傳統熱管與平板式熱管之比較,另外介紹熱管的作動範圍與熱傳 限制,最後說明熱管性能評價的方法。2.1 熱管作動原理
熱管是一種具有高導熱性能的元件,藉由內部工作流體吸收熱量 後,產生相變化來作為熱的傳遞,可以在很小的溫度差產生極大的熱 傳量,且無須外部供給任何的動力就能夠運作,因此又號稱為熱之超 導體。 傳統熱管的構造主要包含三大部分,分別為密閉容器(Container)、 毛細管結構與工作流體(Working Fluid),熱管作動條件主要是在真空 的環境下,因此需要一良好的密閉空間,毛細結構應為易傳輸工作流 體之構造,而工作流體應選用與熱管本體材質相容且作動溫度範圍相 符 之 流 體。 而就功 能 而 言, 其容器 又 可 分為 三個區 域 , 蒸發 段(Evaporator Section)、絕熱段(Adiabatic Section)以及冷凝段(Condenser
Section)所構成。其作動原理為容器的蒸發段受熱,內部毛細構造中的
工作流體吸收熱量而產生相變化,由液態轉變為汽態,其所產生的蒸
12 釋放吸收之潛熱並凝結回復成工作流體,接著藉由毛細構造之毛細力 將工作流體送回到蒸發段,如此不斷的重複熱輸送循環,傳統一維熱 管構造及作動示意如圖 2.1 所示。 平板式熱管的構造與傳統的管型熱管相似,同樣包含了一金屬的 密閉容器,毛細構造以及工作流體,且作動原理也與傳統熱管相同, 兩者最大的不同在平板式熱管有別於傳統熱管一維熱流之熱傳,其底 部具有較大面積可以完全貼附在熱源上,因此有助於在熱傳過程中, 保有散熱元件之均溫性以及降低散熱元件底部的熱阻,而提高散熱性 能,如圖 2.2 所示。 平板式輻射狀熱管之構造與傳統管式熱管相似,兩者最大差異在 於輻射狀平板熱管為三維流動,即是輻射狀熱傳輸,因此平板式輻射 狀熱管可藉由此方式,將小面積之高熱通量快速擴散到大面積,以達 到均熱之效果,其構造與工作原理如圖 2.3 所示。 圖 2.1 傳統一維熱管示意圖[8]
13 圖 2.2 平板式熱管示意圖[9] 圖 2.3 平板式輻射狀熱管[4]
2.2 熱管作動範圍與熱傳極限
熱管作動範圍
儘管熱管具有良好的熱傳效率,但也並非可無限制的傳送熱能。 熱管也是要在一定的條件下才能作動,其作動溫度範圍取決於封入的14
工作流體種類,且必須是液相與汽相共存的範圍內,如圖 2.4 所示,
其作動範圍介於三相點(Triple Point)到臨界點(Critical Point)之間。
圖 2.4 熱管作動範圍之三相圖[10] 討論熱管的傳熱效率時,必須先瞭解熱管在不同參數情況下之極 限。可能限制熱管熱傳輸之物理的極限包含毛細極限、沸騰極限、飛 濺極限、蒸汽壓極限與冷凝極限的影響。熱傳極限可以是上述任何一 種限制,其隨著熱管形狀與尺寸、工作流體、毛細結構與操作溫度之 不同而變化,下面將簡單介紹各項操作極限。
毛細極限(Capillary Limit)
毛細極限是傳統熱管與微熱管中主要的操作界限。熱管內之毛細 結構主要在使冷凝段的工作流體能夠留回到蒸發段, 而特定的毛細 結構所能提供的毛細壓力梯度是有限的,因此工作流體循環回流到蒸 發段的能力是有限的。15 一般毛細限制在作動溫度低的熱管是最常見的,隨著熱管的熱傳 輸量的增加,工作流體的質量流率也需要隨之增加,但如果超過毛細 結構的傳輸能力,在超過此熱負荷的情況下,工作流體無法足夠的傳 回蒸發段,便會在毛細結構內發生乾燥現象(Dry-out),甚至有時候會 發生熱管燒損(Burn-out),此稱為毛細極限。而對毛細結構輸送工作流 體的毛細力(Δ𝑃𝐶)有三種阻力,分別為毛細結構內液體流動的總壓降 (Δ𝑃𝑙)、蒸汽流動的總壓降(Δ𝑃𝑣)以及重力所導致的位能差造成的壓力 (Δ𝑃𝑔),要維持熱管正常運作必須滿足式 2.1。 Δ𝑃𝐶 ≥ Δ𝑃𝑙 + Δ𝑃𝑣 + Δ𝑃𝑔 (2.1)
沸騰極限(Boiling Limit)
當熱傳量增加的情況下,沸騰會發生在毛細結構內,使得毛細結 構與管壁界面處之工作流體因達到飽和溫度而產生沸騰汽泡,汽泡大 小達臨界脫離汽泡徑時將離開傳熱面並將熱量帶走,但毛細結構會妨 礙汽泡的脫離,導致傳熱面與毛細結構間產生了熱阻非常大的膜狀 (Film)蒸汽層,故管壁之溫度因無法藉由汽泡帶離而上升,且汽泡妨 礙工作流體流回到蒸發段,造成乾燒及熱管燒損,此種現象稱為沸騰 極限。16
飛濺極限(Entrainment Limit)
當熱傳輸量增加使蒸汽流速大過於界限值時,在液體與氣體界
面的蒸汽流所產生的剪應力大於把流體保持於毛細結構之表面張
力,因而導致液滴飛散造成返回蒸發段的工作流體不足。
蒸汽壓極限(Vapor Pressure Limit)
又稱為黏滯極限,由於熱管在低於正常操作溫度下作動時,因 為熱傳量不足,蒸發段幾乎不作動,因此蒸發段之蒸汽流非常的小 而受到本身黏滯力的影響,造成蒸汽流停滯,故會受到此限制。
冷凝極限(Condenser Limit)
若熱管發生冷凝端凝結效率低於汽化效率時,此時的熱傳能力亦 會受到限制。當冷凝端之工作流體的凝結效率不好時,會造成熱管毛 細結構無法提供充足的工作流體回到蒸發段,降低熱管應有的效能, 此外若熱管內的初始真空度不好而存在太多一般的空氣時,也會降低 熱管內的冷凝效果。2.3 熱管性能評估
熱管主要指標性之性能測試大致可分為熱傳量、溫度差及熱阻抗 三種。熱傳量是熱管操作中所能輸入熱量的多寡也就是𝑄𝑚𝑎𝑥,溫度差17 則是在一定輸入功率時最高溫與最低溫之溫差,熱阻抗 R 定義為溫 度差∆T 與輸入熱量 Q 之比值,如式 2.2。 R = ∆𝑇 𝑄 (2.2) 以實驗測試來評估熱管的效能時,溫度差與熱阻抗為最常用之指 標。故藉由量測並計算最熱端與最冷端之壁面溫度差∆T 和輸入熱量 Q 的比值求得熱阻值,做為熱管性能之主要指標,熱阻抗越小表示熱 管性能越好,越能有效傳遞熱量。同時,當系統操作在穩態下時,蒸 發段之溫度高低也是一項重要的參考性質,有效的熱管能降低蒸發段 的溫度。 藉由了解熱管之主要構造及作動原理,還有熱管的作動範圍與熱 傳限制,有助於我們設計熱管,設計時注意工作流體的選用是否適合 熱管的作動溫度範圍,且可盡量避免造成上述之熱傳限制,其中較重 要的即為毛細結構的尺寸設計。
18
第三章 材料性質與實驗
3.1 實驗目的
本研究將對於平板式熱管微流道之液壓成形進行分析,因此首先 透過材料試驗求得我們所需要的厚度 0.15mm 之銅板材彈性係數、真 實應力-應變曲線,用以了解此材料特性,並做為後續有限元素分析之 材料輸入依據。實驗除了使用單軸拉伸試驗,另外也進行雙軸液壓膨 脹實驗,液壓膨脹實驗的雙軸應力狀態,更適合於薄板金屬成形時的 真實應力狀態,亦可與單軸拉伸試驗互相驗證。3.2 實驗理論
彈性係數與指數定律
由單軸拉伸試驗可得到材料之真實應變與機台拉伸力,透過換算 可以得到材料的工程應力,但在後續在模擬過程中,則是需要真實應 力/真實應變數據,透過式 3.1 換算可以得到所要的數據,但此公式僅 適用於材料未發生頸縮前之均勻變形,當頸縮發生之後已不再適用, 因此將不考慮頸縮後之數據。 σT = σ(1 + ε) (3.1) εT = ln(1 + ε) (3.2)19 其中 𝜎𝑇:真實應力(MPa)、𝜀𝑇:真實應變、 σ:工程應力(MPa)、ε:工程應變 將取得的真實應力/應變曲線取其彈性區域進行迴歸分析以取得 材料的彈性係數E。求得彈性係數之後,將材料之真實應力/真實應 變曲線利用(式3.2)扣除前段彈性部份,進而繪出材料真實應力/塑 性應變曲線,再找出一指數定律(Power Law)(式3.3)與其趨近, 可利用此指數定律有效表示材料的機械性質[11]。 σT = K(εTP)n + σy (3.3) 其中,𝜀𝑇𝑃:真實塑性應變、𝜎 𝑦:初始降伏應力、K, n:常數。
薄殼理論
液壓膨脹實驗為一等雙軸應力狀態下的拉伸實驗,利用理論分析 與實驗量測,取得其應力-應變關係曲線。薄殼理論針對於薄板材料, 在限制住薄板邊緣的情況下,假設薄板受液壓膨脹變形後為薄球殼 (球殼半徑必須大於 10 倍厚度, ρ≧10t )的情況下,可以忽略其彎曲應 力(bending stress)與厚度方向之應變,即薄板上的應力狀態可以平面 應力表示。 因此薄殼理論可以應用於薄板之液壓膨脹球殼,並取得其應力、 幾何與壓力關係[12]:20 t P 2 2 1 1
(3.4) 其中1與2為薄殼面上的主應力、
1與
2為曲面上的曲率半徑、 t 為薄殼厚度、p 為液壓壓力。 由於膨脹球殼的對稱性,並且塑性變形不會改變體積,所以球殼 圓頂上的應力與應變為: 應力:12,3 0 (3.5a) 應變:
1
2, 1 0 3 ln( ) 2 t t (3.5b) 其中
1,
2,
2為主應力,1,2,3為主應為變,t0薄板初始厚度,t 為圓 頂厚度。 其薄殼應力與應變狀態如圖 3.1 所示: 圖 3.1 薄球殼上的應力與應變狀態 所以式 3.4 可以表示成: t p 2 2 1 (3.6) 根據 von Mises 對等效應力的定義[13]:21
2 1 3 2 3 2 2 2 1 3 2
(3.7) 2 3 2 2 2 13
2
帶入式 3.5 與式 3.6 可以得到圓頂上的等效應力
與等效應變
: t p 2 (3.8) ln( ) 0 3 t t
(3.9) 由式 3.8 與式 3.9,可以得知為了取得應力-應變關係,需要三個 變數[14,15]:(a) 液壓壓力 P;(b) 即時的曲率半徑 ρ;(c) 即時的圓 頂厚度 t。其中曲率半徑與圓頂厚度的即時量測較為不易,若為了即 時量測到此兩變數,則需要使用的量測設備會過於複雜,並且會導致 成本過高。因此本研究是利用分析方法來求得曲率半徑與圓頂厚度, 並即時量測較易取得的壓力與膨脹高度(h),再帶入式 3.8 與式 3.9, 取得應力-應變關係曲線,其流程如圖 3.2。22 圖 3.2 決定應力-應變關係曲線之流程
3.3 實驗方法
本研究之拉伸試驗係採用 MTS-810 萬能拉伸試驗機(圖 3.3), 並使用延伸計夾持於試片之均勻變形區域,以量測軸向應變值。實驗 所使用之延伸計為 MTS 公司製造,型號為 632.26F-30。23 圖 3.3 MTS-810 拉伸試驗機 拉伸試驗試片之尺寸係依照 ASTM-E8M 之規範所決定,然而考 慮原始試片取得因素,故將試片大小依原始試片尺寸做等比例縮小, 拉伸試片尺寸如圖 3.4 所示。另外,考慮銅板之異向性,規劃了三種 方向之拉伸試片,其配置如圖 3.5 所示。本實驗在常溫下進行,並設 定拉伸速率為 0.02 mm s-1,將試片拉伸至斷裂,設定擷取器之擷取速
率為 50 times s-1以紀錄拉伸試驗機上荷重元(Load Cell)所量測之荷
24 圖 3.4 拉伸試驗試片尺寸圖(mm) 圖 3.5 銅拉伸試驗試片配置圖 另外利用本實驗室陳[16]已建立之液壓膨脹實驗設備,進行雙軸 試驗,其油壓設備、夾具系統及控制系統如圖 3.6 及圖 3.7 所示,試 片的幾何尺寸如圖 3.8 所示。
25
圖 3.6 液壓膨脹實驗配置(油壓及夾具系統)[16]
圖 3.7 液壓膨脹實驗配置(閉迴路控制系統)[16]
26
3.4 實驗結果
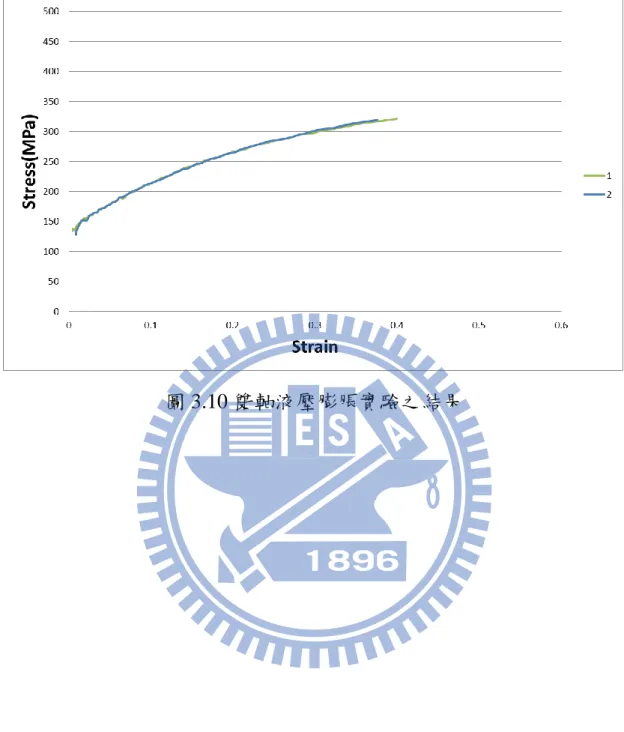
單軸拉伸實驗針對同一薄板,考慮銅板的方向性,由滾軋方向為 基準,做 0 度、45 度與 90 度三種方向的拉伸試片,單實軸拉伸實驗 結果如圖 3.9 所示。觀察各方向所得的拉伸曲線只有稍微不同,可視 為實驗操作上之誤差。因此由結果可知,其試片並無明顯的異向性存 在,後續將不考慮板材之方向性。 雙軸液壓膨脹實驗,做了兩組試片,其應力-應變曲線如圖 3.10 所示,與單軸拉伸實驗的結果有一致性。由兩實驗得知銅板之降伏強 度為 150MPa,楊氏係數為 113GPa,而利用指數定律擬合單軸拉伸的 曲線如圖 3.9,將擬合的材料曲線代入有限元素軟體 Abaqus/Standard, 建立合理之有限元素模型,以做後續之分析。 圖 3.9 單軸拉伸實驗之結果27
28
第四章 液壓成形實驗與模擬
由於液壓成形的過程中,不同的模具輪廓設計與不同之成形壓力, 會影響板材之成形性,因此適當的設計能提高其材料成形性,使得工 件能夠作較大的變形行為。因此本章將建立一套有限元素分析模型來 預測板材之成形性,並透過驗證後之模型設計出平板式熱管所需微流 道之模具,並實際成形出微流道以供本研究組裝出平板式熱管。4.1 實驗機台與模具介紹
高液壓成形機台
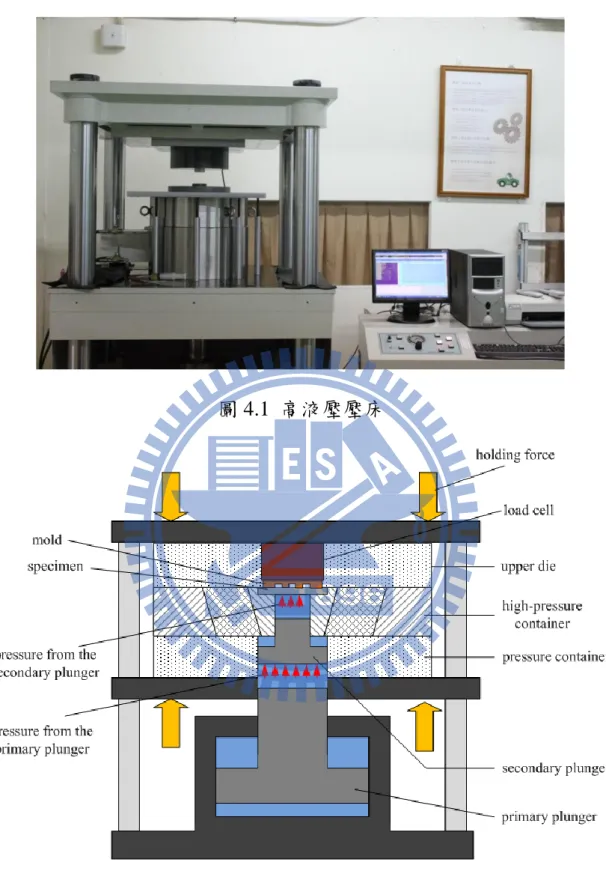
為了成形出平板式熱管微流道,並驗證液壓成形有限元素模擬之 可行性,本研究利用勤益科技大學精密成形與模擬實驗室之高液壓成 形機台進行實驗,機台主要部件如圖 4.1 中所示,藉由下方壓力元件 進行增壓並推動擠桿使上方壓力元件內之高壓流體受一高壓並對工 件施加一均勻之壓力,如圖 4.2。實驗時將板件放置於工作平台上如 圖 4.3 中,藉由下方平台上升,施予負載,使成形區域進行密封,接 著推動擠桿,產生高壓使試片成形,成形完成之後壓力卸除。29
圖 4.1 高液壓壓床
30 圖 4.3 高液壓壓床工作區
模具設計
本研究使用了兩個不同幾何設計之微流道,一是為了初期驗證有 限元素模擬模型之準確性,利用本實驗室現有之模具(圖 4.4),整體微 流道結構面積為 40mm × 40mm,流道寬 W=0.75mm,流道間距 S=0.75mm,流道深度 H=0.75mm,導圓角 R=0.2mm,模具尺寸如圖 4.5 所示。31 圖 4.4 現成模具實體圖 圖 4.5 詳細模具之流道尺寸(mm) 後續為了能夠透過液壓成形出所需之熱管毛細結構,因此參考 Chou 等人[6]的研究尺寸作為依據,設計出平板式熱管之微流道模具, 其材料為工具鋼 SKD61,模具平面面積為 40mm × 40mm 而有微流道 結構面積為 20mm × 40mm。文獻中,可順利傳輸工作流體之最終流
32 道尺寸為流道寬度 0.2mm,深度 0.1mm 之微流道。欲成形出此流道 尺寸,並考慮銅板材厚度為 0.15mm,利用驗證過之有限元素模型預 測板件成形性後,設計出之模具尺寸如圖 4.6 及圖 4.7 所標示,流道 寬 W=0.5mm,流道間距 S=0.5mm,流道深度 H=0.2mm,導圓角 R=0.1mm。 圖 4.6 熱管微流道模具實體圖 圖 4.7 詳細模具之流道尺寸(mm)
33
量測儀器
為了量測液壓實驗後之板件流道深度,本研究以 KEYENCE 公 司的 CMOS 雷射位移感測器(型號為 LK-H020),搭配螺桿定位平台, 以每秒抓取 1000 個資料點,並同時前進 0.6mm 的速度掃過板件上的 每一個流道,以量測其表面輪廓,其重複精度為±0.02%,圖 4.8 為雷 射位移感測實體圖。 圖 4.8 雷射位移感測實體圖4.2 有限元素模型
本 研 究 採 用 有 限 元 素 軟 體 ABAQUS 進 行 有 限 元 素 分 析 。 ABAQUS 是一套功能強大的工程模擬軟體,具有整合式與自動化的 前後處理器與解析功能,提供一非常直覺的介面,最符合設計人員、 設計工程師及分析工程師的需求。其支援多項元素分析類型與材料性34 質,可進行線性與非線性的問題分析,並且在模擬中,ABAQUS 能夠 自動調整時間增量(Time Increment)與收斂公差,讓模擬結果更為準 確及效率。
有限元素模型之基本假設
本研究之有限元素分析,將建立在以下幾個基本假設之上進行設 定: (1) 假設板材之變形可視為平面應變,並視板材為一均質且具 等向性性質之彈塑性(elasto-plastic)材料。 (2)不考慮模具的變形,將其定義為剛體(rigid body)。 (3)不考慮液壓成形機台之機械耗功。 (4)液壓室壓力考慮為均壓作用於板件。 (5)不考慮液壓油洩漏問題所造成的液壓室壓力變化。建立模型
依照高液壓成形實驗之模具與金屬板件,因流道於長度方向沒有 幾何之差異和為降低模擬之時間,假設金屬在流道長度方向無變形行 為,故取流道長度上之中央位置,作一垂直流道長度方向之截面,建 立出二維平面應變的模型。金屬板件使用 2D Deformable Solid,因不 考慮模具之變形,故將模具視為一剛體。元素選擇方面視為平面應變35 問題,所以使用 CPE4R 二維四邊形元素,網格劃分如圖 4.9 所示。接 觸設定方面,金屬板件與剛性模具間設定為庫倫摩擦係數 0.2[17]。邊 界條件設定,金屬板件之左右兩側皆在水平自由度上設定為 0;剛性 模具,則在水平及鉛直方向之自由度皆設定為 0。施力條件設定:在 金屬板件上設定一均勻壓力。 圖 4.9 板件網格劃分圖 剛性模具幾何上,建立時流道寬 W、流道間距 S、流道深度 H 和 導圓角 R 都與先前介紹的實際模具尺寸一樣,包括本實驗室現有之 模具及平板式熱管之微流道模具,而模擬的流道數量簡化為五個流道, 如圖 4.10。
36 圖 4.10 剛性模具幾何設定 金屬板件之材料性質由第三章所得之試驗結果,應用指數定律擬 合塑性階段之真實應力-應變曲線,作為有限元素模擬時,金屬板材之 材料性質設定值。
4.3 有限元素模擬結果與實驗驗證
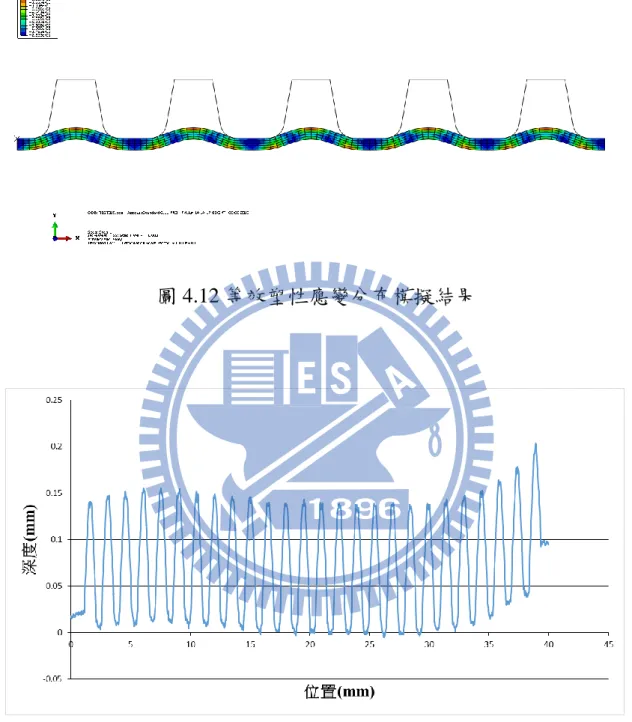
初步實驗使用高液壓機台壓力為 40MPa 來成形,模具為本實驗 室現成之剛性模具,使用厚度為 0.15mm 之銅板,一共進行三次實驗, 得到結果後接續以雷射位移感測器對已成形銅板之表面進行量測,以 求得實驗成形板件流道之輪廓與深度,後續將進一步驗證有限元素模 型之準確性,其成形後之試片如圖 4.11 所示。37 圖 4.11 初步液壓實驗成形之銅板 有限元素模擬結果如圖 4.12,圖為等效塑性應變分布結果,應變 最大值為 0.148,成形深度取板件垂直方向位移最大值為 0.143mm, 而使用雷射位移感測器量測銅板的結果如圖 4.13 所示,由圖中可看 出每個流道的深度差異不大,顯示液壓成形有好的均勻性,量測所得 到支平均流道深度與模擬比較,結果整理如下表 4.1,模擬所得之結 果與實驗結果相當接近,其結果與實驗平均值誤差僅 3.7%。另一方 面將流道輪廓放大與模擬的輪廓比較,如圖 4.14 所示實驗與模擬的 輪廓相當接近,綜合以上深度與輪廓的比較,可認定本研究所建立之 模型應為一合理可用之有限元素模型。
38
圖 4.12 等效塑性應變分布模擬結果
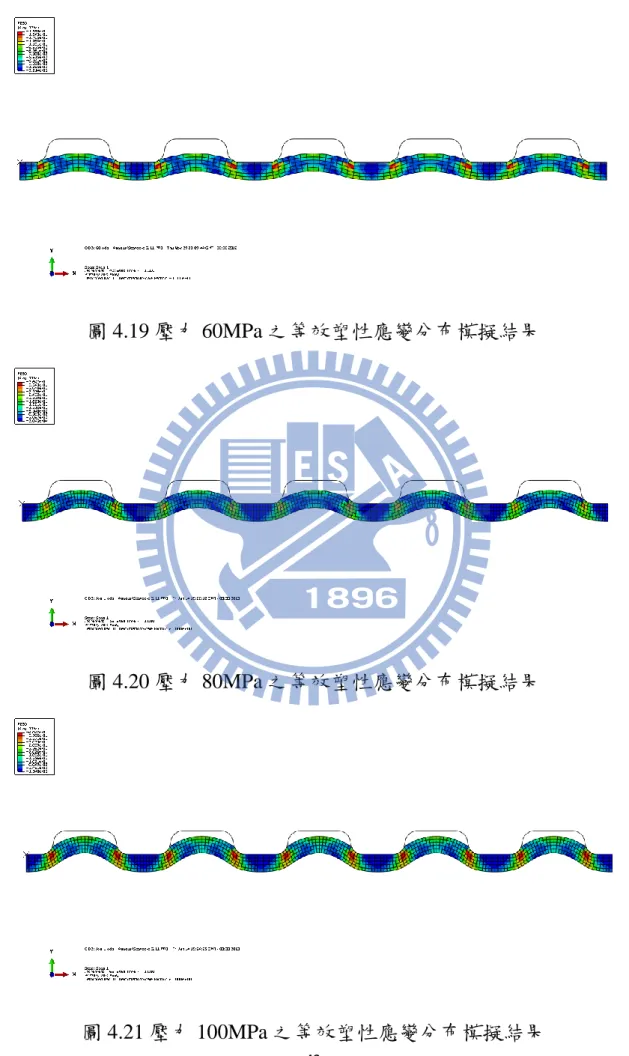
39 圖 4.14 實驗與模擬輪廓比較圖 表 4.1 壓力 40MPa 之實驗流道深度與模擬深度 編號 實驗深度 模擬深度 #1 0.139(mm) 0.143(mm) #2 0.132(mm) #3 0.142(mm) 做完初步成形驗證實驗之後,接著成形出平板式熱管所需之微流 道,使用高液壓機台壓力分別為 60MPa、80MPa 及 100MPa 來成形, 每一個壓力進行三次實驗,實驗結果一樣使用雷射位移感測器對成形 銅板之表面進行量測。成形之板件如圖 4.15,量測結果如圖 4.16、圖 4.17 及圖 4.18,壓力分別為 60MPa、80MPa 與 100MPa,一樣可以看 出液壓成形出來的各個流道深度差異不大,有很好的均勻性。而有限 元素模擬 60MPa、80MPa 及 100MPa 的壓力成形結果,深度分別為 0.081mm、0.123mm 及 0.158mm,等效塑性應變分布圖分別如圖 4.19、 圖 4.20 及圖 4.21,應變最大值分別為 0.168、0.364、0.404。完整的實
40 驗數據與模擬結果整理如下(表 4.2),有限元素模擬預測銅板成形的 深度與實驗結果相當接近,因此再次驗證本研究所建立之有限元素模 型的合理性,且成形出的微流道幾何符合本研究之需求。 圖 4.15 不同壓力成形之熱管微流道 圖 4.16 壓力 60MPa 成形之流道輪廓量測圖
41
圖 4.17 壓力 80MPa 成形之流道輪廓量測圖
42
圖 4.19 壓力 60MPa 之等效塑性應變分布模擬結果
圖 4.20 壓力 80MPa 之等效塑性應變分布模擬結果
43 表 4.2 不同壓力成形之實驗流道深度與模擬深度 壓力 模擬深度 實驗深度 誤差 60MPa 0.081(mm) #1 0.080(mm) 6.58% #2 0.074(mm) #3 0.073(mm) 80MPa 0.123(mm) #1 0.125(mm) 2.44% #2 0.122(mm) #3 0.131(mm) 100MPa 0.158(mm) #1 0.148(mm) 8.44% #2 0.146(mm) #3 0.140(mm)
4.4 小結
本章利用液壓成形機台進行實驗,成功驗證了本研究所建立之有 限元素模型,另一方面利用不同的成形壓力,成形出不同深度之平板 式熱管微流道,並且經由量測確認各個微流道的差異性不大,可供平 板式熱管使用,後續將利用本章成形出之微流道,組裝平板式熱管做 熱性能實驗。44
第五章 熱管之熱性能實驗
本研究應用高液壓技術成形出平板式熱管之毛細結構,而欲了解 此平板式熱管之實際效能,則需建置熱管測試實驗設備,並將成形出 之不同深度微流道完成組裝,注入工作流體,透過此熱性能實驗探討 不同工作流體填充率、深度微流道及工作角度之熱管效能。5.1 熱管設計與製作
熱管有許多不同的型式,基本上是由工作流體、密閉容器和毛細 結構三要素所構成,本研究使用液壓成形之微流道做為熱管毛細結構, 因此此性能實驗的重點在密閉容器的設計與容器的真空度,以及工作 流體的選用與填充。密閉容器
本研究之平板式熱管由四部分組成,分別為上蓋板、中間框架、 液壓成形之微流道及下底座,如圖 5.1。上蓋板材料使用壓克力,中 間框架及下底座皆使用純銅作為材料,容器尺寸設計時需配合液壓成 形之微流道分布面積 20mm × 40mm,因此尺寸設計為 30mm × 50mm, 並於容器四周配置 6 個直徑 2mm 的螺孔,作為各部分組合之用,各 部分的詳細尺寸請見附錄 A。其中上蓋板上攻有直徑 10mm 的螺牙, 並鎖入可供抽氣之閥門。中間框架厚度為 0.5mm,中間切去與微流道45 分布面積 20mm × 40mm 相同之面積。下底座的正中央利用銑床銑出 面積為 20mm × 40mm 深度為 0.2mm 的溝槽,作為置入液壓成形微流 道之結構,並鑽有直徑為 1.6mm 的圓孔,使下底座能放置熱電偶以 量取溫度。 圖 5.1 平板式熱管組成圖
容器組裝與氣密性
首先,於加工完成的上蓋板、中間框架、下底座與液壓成形之微 流道,組裝接觸部分皆塗上真空膠,增加其氣密性,並在下底座置入 微流道的溝槽內塗上散熱膏,使下底座和微流道銅板能夠緊密接觸, 順利的導熱。使用的散熱膏工作溫度-30°C~180°C,熱傳導率>4.6 W mk-1。最後將這四部份元件依序堆疊並對準螺孔,鎖上直徑 2mm 鋼 質螺栓,如圖 5.2,如此便完成平板式熱管容器之組裝,組裝完成後 將液壓成形之微流道銅板多餘的地方切除,以利實驗的進行。46 圖 5.2 組裝完成之平板式熱管 組裝好之平板式熱管需確認內部容器的氣密性,利用上蓋板上的 閥門接上真空幫浦(圖 5.3)抽真空,內部壓力由真空計顯示可抽至 8.5x10-2torr,如圖 5.4,接著關閉熱管上蓋板之閥門使容器內維持真 空。因無法直接量得容器內部壓力,使用間接的方式以確認其氣密性。 關閉幫浦之後因真空計接至熱管之間的管路會洩漏氣體,使壓力緩緩 上升,首先確認管路的洩漏速度,因此先關閉熱管的閥門,經過測試 在靜置 48 小時之後,壓力上升至 9.4torr,另一個為管路加熱管的洩 漏速度,維持熱管的閥門為開的,使熱管與管路是開通的,一樣靜置 48 小時後,壓力讀出為 9.2torr,由洩漏的速度來看,氣體的洩漏處應 是集中在管路之間,熱管本體有好的氣密性,可提供一個良好的密閉 空間。
47 圖 5.3 真空幫浦與真空度計 圖 5.4 熱管真空度
工作流體選用與填充
工作流體的選用需考慮熱管的用途、操作溫度、管容器與毛細結 構的相容性等條件。本研究選用純水(RO 逆滲透純水機取得)為工作 流體,因為水與熱管材質銅不會發生反應,會與熱管材質產生化學反 應的材質是不能採用的,會降低熱管的壽命,且針對 CPU 晶片與 LED 燈之散熱,水為符合其操作溫度範圍之工作流體,選擇在操作溫度範48 為內之流體,才能使其順利在熱管內部進行蒸發與凝結。 工作流體的填充率,先利用計算可得知熱管內部容積,以深度 0.148 mm 之流道為例,流道容積約為 59.2 mm3,氣體間隙容積為 400 mm3,接著依照不同的填充率計算出需要填入水的量,以填充率 30% 為例,所需填入水的量為總容積 459.2 × 30% 約為 137.8 mm3。本研 究將針對 30%,50%與 70%之三種填充率來討論。填充的方法,先利 用上蓋板上的閥門接上真空幫浦抽氣,待真空度達 8.5x10-2 torr 以下 時,將準備注入流體之細針插入抽氣軟管中,接著關閉真空幫浦並鬆 開細針軟管之開關使水導入熱管中,最後關閉上蓋板上的閥門,使其 內部產生一個密閉狀態,就完成熱管的填充工作。
5.2 實驗設備
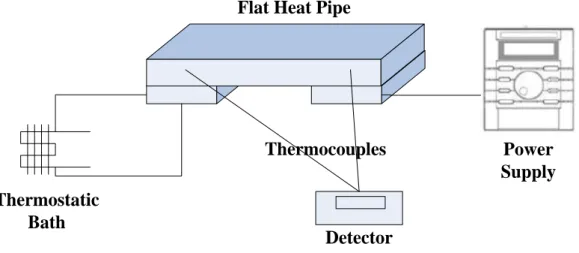
實驗設備為進行熱管性能實驗時所需的加熱系統、冷凝系統及數 據截取系統,主要架構是使用電源供應器接加熱片提供熱源,接著使 用恆溫冰水機做散熱,並使用熱電偶量測溫度,整體量測架設示意圖 如圖 5.5,實際裝置照片如圖 5.6。以下詳細說明各設備的規格與型號。49 Power Supply Thermostatic Bath Detector Thermocouples Flat Heat Pipe
圖 5.5 熱管量測架設示意圖 圖 5.6 實際裝置照片 加熱片使用頂赫興業軟質矽膠電熱片,面積大小為 10mm × 20mm,電阻值為 7.7Ω,並使用電源供應器調整電壓,來控制加熱片 輸出功率。電源供應器(PSH-3610A)輸出電壓範圍 0~36V,精度 0.005V, 最大作業頻率 6.7Hz,如圖 5.7。
50 圖 5.7 電源供應器 冷凝系統使用哈柏精密工業有限公司恆溫冰水機(圖 5.8)連接冷 卻銅塊,將銅塊中間挖空讓恆溫冰水機的冷卻水流入來進行冷卻,冷 卻銅塊的尺寸為 15mm × 15mm × 30mm,中間挖空的部分為一直徑 10mm 的圓孔,如圖 5.9。 圖 5.8 恆溫冰水機
51 圖 5.9 冷卻銅塊 溫度數據量測使用熱電偶(K-type thermocouple)插入熱管底座設 計的插孔,以截取溫度數據。而絕熱方面,使用絕熱棉將熱管外圍包 覆起來,與外界隔絕,將熱損失降至最低以減少實驗誤差,如圖 5.10。 圖 5.10 絕熱棉包覆圖
52
5.3 熱管性能測試步驟
本研究將進行不同填充率、不同流道深度及不同工作角度之平板 式熱管性能測試。熱阻值為單位熱傳量下蒸發段與冷凝段溫度差,因 此需量測出蒸發段溫度及冷凝段溫度並記錄輸入功率之值,為了確保 量測不同熱管性能的條件皆相同,每次實驗皆依照下列量測步驟: (1) 將加熱片及冷卻銅塊緊密貼合於熱管上,確保熱量的傳遞。 加熱片及冷卻銅塊外面和絕熱部分再以絕熱棉包住,使熱 量損失減至最少。 (2) 用水平儀確定熱管是否水平放置 (3) 將加熱片連接電源供應器,冷卻銅塊連至恆溫冰水機,並 將熱電偶插入下底座插孔。 (4) 打開恆溫冰水機,調整溫度維持 25°C。調整電源供應器輸 入功率,本實驗功率由 2W 開始記錄,每次增加 2W 的輸 入功率,直到 30W,每次增加輸入功率後,等到系統到達 穩態後記錄熱電偶量得之數據,再繼續增加輸入熱量的瓦 數,判斷到達穩態的條件為五分鐘內溫度訊號不再變化。 (5) 待測試完成紀錄每個功率之溫度數據後,更換測試熱管, 重複以上步驟。53
5.4 實驗結果
熱性能實驗針對不同填充率(30%、50%、70%)、不同流道深度 (0.074mm、0.131mm、0.148mm)及不同工作角度(-90∘~90∘),進行測試, 使用熱阻抗為熱性能評估的主要指標,其次為判斷蒸發段之溫度高低, 看熱管能否有效的降低蒸發段的溫度,最後探討熱管工作角度對熱性 能之影響。不同流道深度之熱性能比較
圖 5.11、圖 5.12 及圖 5.13 分別為 30%、50%及 70%的填充率, 去測試不同流道深度的熱性能,實驗數據作蒸發段與冷凝段之溫度差 對輸入功率的關係圖,圖中可發現 30%、50%及 70%三種填充率都有 一致的結果,可歸納出流道深度越深,蒸發段與冷凝段之溫度差越小, 表示熱管之熱阻越小,熱管均熱效果越好。其中深度為 0.131mm、 0.148mm 這兩組結果差異不大,推論是由於液壓壓力 80MPa 及 100MPa 成形出的這兩個深度僅差 0.017mm,對熱管整體系統並無太 大的影響,而 60MPa 成形出深度較淺的 0.074mm,就可看出其效能 差於微流道深度較深的熱管。另外一個評估的指標為蒸發段之溫度高 低,如圖 5.14、圖 5.15 及圖 5.16,一樣得到相同的趨勢,微流道深度 越深,蒸發段的溫度降得越低,熱管效能較好。結果可知微流道深度54 越深,毛細結構所產生的毛細力越大,傳輸工作流體的速率越高,對 此結果我們做了簡單的毛細模擬,模擬微流道的深度對傳輸流體速率 的影響,其模擬的結果跟實驗的趨勢是符合的,詳細的模擬如附錄 B 所示。 圖 5.11 不同流道深度熱管蒸發段與冷凝段之溫度差對輸入功率關係 圖(30%填充率)
55
圖 5.12 不同流道深度熱管蒸發段與冷凝段之溫度差對輸入功率關係
圖(50%填充率)
圖 5.13 不同流道深度熱管蒸發段與冷凝段之溫度差對輸入功率關係
56
圖 5.14 不同流道深度熱管蒸發段溫度對輸入功率關係圖
(30%填充率)
圖 5.15 不同流道深度熱管蒸發段溫度對輸入功率關係圖
57 圖 5.16 不同流道深度熱管蒸發段溫度對輸入功率關係圖 (70%填充率)
不同填充率之熱性能比較
為了比較不同填充率之熱性能,圖 5.17、圖 5.18 及圖 5.19 分別 為流道深度 0.074mm、0.131mm 及 0.148mm,去測試不同填充率的熱 性能,將實驗數據作成蒸發段與冷凝段之溫度差對輸入功率的關係圖, 圖中可發現三種流道深度有一致的結果,填充率 70%的熱阻抗最小, 熱管傳熱效果最好,然後填充率 50%次之,最後是填充率 30%。另外 圖 5.17、圖 5.18 及圖 5.19 中都有一組真空的數據及一組全充滿水的 數據,純真空無填充工作流體的數據,可對照熱管無作用時的效能, 而全充滿水的數據可看出其效能與全真空無作用時的效能差異不大, 可見全充滿水的熱管無法順利的運作,其原因為充滿水的熱管無法藉58 由水的相變化來傳熱,有此兩組對照數據,可確定在 30%、50%及 70% 的填充率下,熱管是藉由填充水的相變化順利的運作。 熱管內工作流體之填充率是決定熱管熱性能的重要因素之一,工 作流體的填充率會存在一個最佳值或範圍,本研究所設計的平板式熱 管經由測試之後,在填充率 70%時有較好的熱效能。另外一個評估的 指標為蒸發段之溫度高低,如圖 5.20、圖 5.21 及圖 5.22,一樣得到相 同的結果,填充率 70%的熱管蒸發段的溫度降得最低,填充率 50%次 之,最後是填充率 30%。 圖 5.17 不同填充率熱管蒸發段與冷凝段之溫度差對輸入功率關係圖 (深度 0.074mm)
59
圖 5.18 不同填充率熱管蒸發段與冷凝段之溫度差對輸入功率關係圖
(深度 0.131mm)
圖 5.19 不同填充率熱管蒸發段與冷凝段之溫度差對輸入功率關係圖
60
圖 5.20 不同填充率熱管蒸發段溫度對輸入功率關係圖
(深度 0.074mm)
圖 5.21 不同填充率熱管蒸發段溫度對輸入功率關係圖
61 圖 5.22 不同填充率熱管蒸發段溫度對輸入功率關係圖 (深度 0.148mm)
不同熱管工作角度之熱性能比較
實驗最後探討熱管工作角度對熱性能的影響,取上述測試性能最 佳之熱管(流道深度 0.148mm,填充工作流體 70%)來討論,實驗時將 輸入功率固定為 30W,接著調整熱管工作角度,範圍從-90∘到 90∘, 每次調整工作角度 10∘(工作角度 0∘為水平放置,角度負值代表蒸發段 高於冷凝段),並記錄其實驗數據。實驗結果如下圖 5.23,圖為熱管在 不同工作角度下,蒸發段溫度量測的結果,並有一組真空填充率為 0% 當做對照,圖中可知熱管在工作角度為-30∘以下時,工作流體受重力 影響[18],無法藉由毛細流道傳輸回蒸發段,熱管即失去作用;另一 方面在工作角度為正值時,熱管有比水平放置時有更好的熱性能,因62 隨著角度增加,重力的影響有助於工作流體流回蒸發段,而在熱管工 作角度 40∘以上時,熱管性能不再受重力增加而增加傳熱效果。文獻 上測試了不同燒結長度對不同測試傾角的熱管效能,亦可看到熱管受 重力的影響而影響其熱性能[18]。 圖 5.23 不同工作角度下熱管蒸發段溫度量測圖
63
第六章 結論與未來工作
6.1 結論
本研究成功利用高液壓成形技術,應用於平板式熱管毛細結構之 生產,改善目前傳統溝槽式毛細結構成形製程的一些限制與缺點,並 設計一平板式熱管可配合高液壓成形之毛細結構,成功組裝後測試其 效能,驗證此技術之可行性。 液壓成形所得之實驗數據結果,與有限元素之模擬結果十分接近, 故判定所建立之模型應有足夠準確性來描述成形過程,可成功的預測 板件之成形性。 組裝平板式熱管,選用水做為工作流體,並以 30%、50%、70% 之填充比例,進行工作流體之填充與封裝,架設一套熱性能實驗設備 進行測試,實驗測試結果如下: 70%填充率之平板式熱管,不管在何種流道深度下,皆較其他兩 個填充率具有較好之均熱能力,有效的藉由相變化將熱量帶走。另外 液壓成形出之毛細結構越深,均熱能力越好,在不同的填充率下都可 得到此結果,顯示成形出之毛細結構深度越深,越能順利的傳遞工作 流體,有效的提升熱管性能。經由實驗數據計算,本研究性能最佳之 平板式熱管,為流道深度 0.148mm 填充工作流體 70%之熱管,熱阻 抗為 0.34 K W-1,經換算可得熱傳導率為 891 W mK-1,與銅熱傳導率64 398 W mK-1相比約為 2.2 倍。
6.2 未來工作
(1) 液壓成形實驗利用不同壓力,來成形出不同流道深度之熱管 微流道,皆使用相同之模具,後續將可製作新模具,改變模具微 流道數量或是改變模具上微流道的結構面積(目前為 20mm × 40mm),以求達到更好的熱效能。 (2) 本實驗使用之液壓成形模具,是為了成形平板式熱管微流道 而設計,後續也可針對平板式輻射狀熱管來設計模具,而成形出 平板式輻射狀熱管所需之毛細結構,亦可探討其熱管之熱性能, 與平板式熱管做比較。 (3) 本研究使用銅為材料,搭配水為工作流體,由前人文獻可得 知還有其他材質可使用,可考慮使用鋁來成形毛細結構,發展鋁 製微熱管,利用鋁的特性搭配新的工作流體,或許可發展出更佳 的散熱熱管。65
參考文獻
[1] R. Hopkins, A. Faghri and D. Khrustalev," Flat Miniature Heat Pipe with Micro Capillary Grooves," Journal of Heat Transfer 121(1999) 102-109.
[2] 陳柏源,銅散熱元件之MIM製程及散熱性質研究,國立台灣大學
材料科學與工程研究所,民國94年6月。
[3] S. Lips, F. Lefèvre and J. Bonjour, " Nucleate boiling in a flat grooved heat pipe," International Journal of Thermal Sciences 48(2009) 1273– 1278.
[4] 潘文勤,平板式輻射狀熱管之研製與性能評估,國立中央大學機
械工程學系,民國97年7月。
[5] S. Kang, S. Tsai and H. Chen," Fabrication and test of radial grooved micro heat pipes," Applied Thermal Engineering 22(2002) 1559-1568. [6] Y. Chou, Y. Chen and S. Kang, "Study of Evaporation Phenomena in
Micro Channels," Proceedings of the 1st IEEE International Conference on Nano/Micro Engineered and Molecular Systems, January 18 – 21(2006).
[7] Y. Cao, M. Gao, "Experiments and Analyses of Flat Miniature Heat pipes, "Journal of Thermophysics and Heat transfer, Vol. 11, No. 2,Aril-June(1997).
[8] L. L. Vasiliev,” Heat pipes in modern heat exchangers,” Applied Thermal Engineering 25 (2005) 1-19.
66
carbon nano tube based wick structure for heat pipes/vapor chamber," 23th Annual IEEE Semiconductor Thermal Measurement and Management Symposium, Semi-Therm Proceedings (2007) 102-104. [10] 陳泓志,輻射狀微流道熱管之研製,淡江大學機械工程學系,民
國90年。
[11] 林樹均、葉均蔚、劉增豐、李勝隆,『材料工程實驗與原理』,
初版,全華,1990。
[12] Z. Marciniak, J.L. Duncan and S.J. Hu." Mechanics of Sheet Metal Forming," Second edition, Butterworth-Heinemann, 2002.
[13] A. A. Kruglov, F. U. Enikeev and R. Ya. Lutfullin," Superplastic forming of a spherical shell out a welded envelope," Materials Science and Engineering A323 , pp.416–426, 2002.
[14] M. Koç , E. Billur and Ö . Cora," An experimental study on the comparative assessment of hydraulic bulge test analysis methods," Journal of Materials & Design, Volume 32, Issue 1, pp.272-281, 2011. [15] G. Gutscher, H. Wu, G. Ngaile and T. Altan," Determination of flow stress for sheet metal forming using the viscous pressure bulge (VPB) test," Journal of Materials Processing Technology Volume 146, Issue 1, pp.1-7, 2004.
[16] 陳彥佑,金屬薄板液壓膨脹實驗結合成形極限之設備研發與研究,
國立交通大學機械工程學系,民國101年。
[17] Y. Liu, L. Hua, "Fabrication of metallic bipolar plate for proton exchange membrane fuel cells by rubber pad forming," J. Power
67
Sources 195 (2010) 3529–3535.
[18] 許智穎,燒結與溝槽式複合毛細結構微熱管之製造與實驗研究,
68
附錄 A 平板式熱管之設計規格圖
69
70
71
附錄 B 毛細作用之模擬分析
本研究採用模擬軟體 ANSYS FLUENT 進行分析,欲模擬在不同 流道幾何下毛細作用的程度,判斷方式為模擬水受毛細力而在流道中 流動的速度。流道外型完全依照實際成形出之流道來建立模型,流道 的長度為 10mm,網格劃分如圖 B.1。使用二相流模型,氣相流體性 質設定為氣態水,密度為 0.5542(kg/m3),黏滯係數為 1.34e-5(kg/ms), 液相流體性質設定為液態水,密度為 998.2(kg/m3),黏滯係數為 1.003e -3(kg/ms),兩相初始位置為液態水充滿流道入口處 1mm,其餘為氣態 水。接觸設定方面,在兩相接觸面表面張力設定為 0.073(N/m),與壁 面的接觸角設定為 45 度。邊界條件之設定則是將入口處速度設定為 0,出口壓力設定為一大氣壓。 圖 B.1 流道幾何及網格劃分圖72
模擬結果如圖 B.2 所示,圖中為三種流道深度(0.074mm、0.131mm、
0.148mm),流道中水流動的位移量對時間的關係圖,結果可知微流道
深度越深,所產生的毛細力越大,水流動的速度越快。

![圖 1.1 傳統一維熱管[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8433249.181345/16.892.137.721.444.1046/圖11傳統一維熱管2.webp)
![圖 2.4 熱管作動範圍之三相圖[10] 討論熱管的傳熱效率時,必須先瞭解熱管在不同參數情況下之極 限。可能限制熱管熱傳輸之物理的極限包含毛細極限、沸騰極限、飛 濺極限、蒸汽壓極限與冷凝極限的影響。熱傳極限可以是上述任何一 種限制,其隨著熱管形狀與尺寸、工作流體、毛細結構與操作溫度之 不同而變化,下面將簡單介紹各項操作極限。 毛細極限(Capillary Limit) 毛細極限是傳統熱管與微熱管中主要的操作界限。熱管內之毛細 結構主要在使冷凝段的工作流體能夠留回到蒸發段, 而特定的毛細 結構所能](https://thumb-ap.123doks.com/thumbv2/9libinfo/8433249.181345/28.892.152.763.227.803/三相圖不同化下面將簡單介紹各項操作極限毛細極限Capillary而特定所能.webp)
![圖 3.6 液壓膨脹實驗配置(油壓及夾具系統)[16]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8433249.181345/39.892.146.749.115.398/圖36液壓膨脹實驗配置油壓及夾具系統16.webp)