國 立 交 通 大 學
機械工程學系
碩 士 論 文
複合材料三明治翼型結構之分析與製作
Analysis and Manufacture of Composite Sandwich
Wing Structure
研 究 生:楊欣翰
指導教授:金大仁
複合材料三明治翼型結構之分析與製作
Analysis and Manufacture of Composite Sandwich
Wing Structure
研 究 生:楊欣翰 Student:Shin-Han Yang
指導教授:金大仁 博士 Advisor:Tai-Yan Kam
國 立 交 通 大 學
機 械 工 程 學 系
碩 士 論 文
A Thesis
Submitted to Department of Mechanical Engineering
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
in
Mechanical Engineering
July 2007
Hsinchu, Taiwan, Republic of China
複合材料三明治翼型結構之分析與製作
研究生:楊欣翰 指導教授:金大仁 博士 國立交通大學機械工程研究所 摘要 本文重點分兩部份,第一部份為複合材料三明治翼型結構的研製,其 中包括成型方法的選擇、心材發泡的調配、葉片接頭的製作及玻璃纖維外 殼的成型。並使用內置空心巴爾莎木結構梁的方式來減重、強化,並考慮 到施工方便以及更接近中大型的風力葉片結構,使用分段接合的方式來延 長製作,各段之間由ㄧ連續的纖維與發泡成型出的矩形梁來串接,因此內 部有實體結構的力而非單由膠合來連接。第二部份針對製作出的三明治翼 型結構,使用複合材料三明治梁板的理論來分析,建立 ANSYS 有限元素分 析模型。文中討論二維建模與三維建模的優缺點,並由此建構一分段接合 的複合材料三明治翼型結構模型。最後經由ㄧ系列的測試方法,準確量出 柔軟易碎的發泡材料其材料常數,並由實際製作出的三明治翼型結構作撓 度試驗,由實驗的結果以及材料力學公式來驗證有限元素分析模型的準確 性,以利未來藉由驗證後的模型改進設計。Analysis and Manufacture of Composite Sandwich
Wing Structure
Student : Shin-Han Yang Advisor : Dr. Tai-Yan Kam
Department of Mechanical Engineering National Chiao Tung University
ABSTRACT
Two major parts are included in the thesis. The first part is about the manufacture of composite sandwich-type wing-shaped structure, including the selection of foaming methods, the mixture process of foam materials of the core, the fabrication of the blade joints, and the formation of the glass fiber shell. Balsa wood beam is adopted in making the wing structure to reduce the weight and increase the strength of the wing structure. In order to assemble middle-to-large-scaled wind power structure conveniently, the wind blade is composed of two segments rather than just one single structure. A rectangular beam is used to connect the two segments. Therefore, the two segments are not only joined by adhesive force but also the mechanical force. The second part is about the modeling of the wing structure using the Finite Element Software ANSYS. The theory of sandwich plate is adopted to analyze the sandwich wing-shaped structure. The advantages and disadvantages of the 2D and 3D models are also studied, which are used to construct the segmented structure. Finally, a series of tests are conducted, such as measuring the material constants of the foam material, the flexural testing of the structure, etc. The correctnesses of the FEA model and the formulas of the mechanics of material are verified by the experimental results.
誌謝 在碩士班求學生涯中,充滿的許多難忘的回憶,首先要感謝指導教授 金大仁博士對我在課業及研究上的細心指導與諄諄教誨,讓我培養出正確 的求學態度,順利完成本篇論文,在此獻上誠摯的謝意。 感謝我的父母從小到大對我無微不至的照顧,父母及兄妹的支持與鼓 勵,成為我生活上的最大精神支柱,讓我順利無憂的完成碩士班學業。還 要感謝偉芬學姊、清榮學長、志明學長、昌毅學長、于昇學長、崧任學長、 建郎學長、維成學長、加融學長及耀文學長在課業、研究及生活上的種種 指導與協助,以及同窗好友慶博、建勳、哲瑋的互相切磋與勉勵,使我求 學過程中不感孤單,另外也要感謝學弟魁原、永立、國真、聖傑在各方面 的幫忙,尤其感謝學弟榕崧幫助,並要感謝所有幫助過我的人,最後僅將 本文獻給我的家人、師長與朋友。 欣翰 2007.7 于交大
目錄 中文摘要 ………. i 英文摘要 ………. ii 誌謝 ………. iii 目錄 ………. iv 表目錄 ………. vi 圖目錄 ………. vii 一、 緒論………. 1 1-1 前言………. 1 1-2 文獻回顧………. 2 1-3 本文研究方向………. 3 二、 複合材料三明治梁板的基本原理………. 5 2-1 多層一階剪變形理論………. 5 2-1-1 位移與應變………. 5 2-1-2 應力與應變關係………. 7 2-2 有限元素法的理論...…………...………. 10 2-3 複合材料三明治梁的撓度公式………. 14 三、 複合材料三明治翼型結構之設計………. 16 3-1 三明治翼型結構之基本設計……… 16 3-1-1 成型方法之選擇………. 16 3-1-2 心材的選擇……….……… 17 3-1-3 葉片接頭製作……….……… 19 3-1-4 玻璃纖維外殼的成型方式………. 20 3-2 三明治翼型結構之減重及接合機構設計………. 21 3-2-1 三明治翼形結構的減重………. 21 3-2-2 接合機構的設計………. 22 3-2-3 三明治翼形結構的延長………. 23 四、 有限元素模型分析………. 24 4-1 三明治翼型結構之有限元素分析………. 24 4-1-1 二維 ANSYS 有限元素分析……….………. 24 4-1-2 三維 ANSYS 有限元素分析……….………. 27 4-2 內含接合機構三明治翼型結構之有限元素分析………. 30 五、 複合材料三明治翼型結構之製作………. 32 5-1 接合機構製作………. 32 5-2 發泡的成型... 33 5-3 玻璃纖維外殼的成型………. 35
5-4 分段之間的接合………. 37 六、 撓度實驗與運轉測試………. 38 6-1 心材發泡材料常數之量測………. 38 6-1-1 梁的撓曲實驗………. 38 6-1-2 板的撓曲實驗……….………. 39 6-1-3 梁的扭轉實驗………. 40 6-1-4 ANSYS 有限元素分析驗證………..………. 41 6-2 三明治翼型結構之撓度實驗與分析………. 42 6-2-1 撓度實驗程序………. 42 6-2-2 三明治翼型結構之實驗與分析結果………. 43 6-3 三明治翼型結構在風力機上之運轉測試………. 46 6-3-1 葉片裝置角之選擇………. 46 6-3-2 雙葉片之風力機構架組裝及測試………. 47 七、 結論與未來展望………. 48 7-1 結論………. 48 7-2 未來展望………. 48 參考文獻 ………. 50
表 目 錄 表3-1 NACA4415 原始資料點位置………...……….. 52 表3-2 發泡添加物之比較……... 52 表4-1 材料常數列表……….……… 53 表6-1 發泡梁的撓曲實驗……….……..……….. 53 表6-2 施力於中心的矩形板其撓度因子與長寬比之關係... 54 表6-3 發泡板的撓度實驗……….……… 54 表6-4 發泡梁的扭轉實驗………...……….. 55 表6-5 純三明治翼型結構撓度實驗及分析結果... 55 表6-6 兩段式三明治翼型結構撓度實驗及分析結果….……… 56
圖 目 錄 圖2-1 多層一階剪變形位移場示意圖(三層)………. 57 圖2-2 複合材料積層板之主軸與材料座標系統………. 57 圖2-3 複合材料積層板沿厚度方向之合力與合力矩………. 58 圖2-4 元素座標系統………. 58 圖2-5 截面中性軸計算……….. 59 圖2-6 fortran 程式計算中性軸位置……….………. 59 圖2-7 fortran 程式解三明治結構撓度示意圖……….…. 59 圖3-1 模具的上模………..………... 60 圖3-2 模具的下模………. 60 圖3-3 NACA4415 原始資料點位置………....………. 61 圖3-4 先作外殼再發發泡的作法………. 61 圖3-5 此作法的缺陷………. 61 圖3-6 恆溫恆溼機………. 62 圖3-7 文中使用的發泡劑……….………… 62 圖3-8 發泡填充物之添加………. 63 圖3-9 發泡尚未完全硬化成型即拆模導致發泡日後變形…………. 63 圖3-10 葉片接頭成品………. 64 圖3-11 接頭於模具內部之定位器………. 64 圖3-12 接頭定位器與模具的結合………. 65 圖3-13 抽真空導致變形………. 65 圖3-14 內部較軟的發泡受熱變形融化………. 66 圖3-15 接頭與纖維的結合………. 66 圖3-16 兩段葉片之間接合的示意圖……….…… 67 圖3-17 減重及接合機構成品……….……… 67 圖3-18 板狀結構使用的材料……….……… 68 圖3-19 第二段三明治翼型結構製作……….… 68 圖3-20 接合及實驗時使用的夾具……….… 69 圖4-1 ANSYS 元素 shell91 示意圖……….. 69 圖4-2 二維ANSYS 有限元素模型撓度分析……….…..……… 70 圖4-3 ANSYS 元素 solid95 示意圖…..……… 70 圖4-4 ANSYS 元素 shell99 示意圖…..……… 71 圖4-5 由solidworks 繪圖軟體取得簡化模型之資料點位置…….…. 71 圖4-6 三維ANSYS 有限元素模型撓度分析………..………. 72 圖4-7 接合機構模型..………...……… 72 圖4-8 發泡材料心材模型………. 73
圖4-9 玻璃纖維面板模型………. 73 圖4-10 ANSYS 有限元素模型(具兩段式接合)撓度分析….……...…. 74 圖5-1 烤箱……….… 74 圖5-2 方形砂紙機..………..…. 75 圖5-3 空洞中填入巴沙木塊以防受壓變形………. 75 圖5-4 用一般布料墊厚導致的缺陷….…... 76 圖5-5 玻璃纖維外殼成型步驟疊層順序示意圖……….… 76 圖5-6 真空幫浦... 77 圖5-7 前段三明治翼型結構成品……….…… 77 圖5-8 第二段三明治翼型結構成品……….… 78 圖5-9 貼上塑膠布防止後續步驟遭到發泡沾污………... 78 圖5-10 發泡放入注射筒再用矽膠槍填入連接機構………….……… 79 圖5-11 兩段接合後靜置半天以上………... 79 圖5-12 熱壓機………. 80 圖5-13 兩段式接合三明治翼型結構成品……….………… 80 圖6-1 發泡梁的撓曲曲線……….……… 81 圖6-2 發泡板之製具………. 81 圖6-3 Navier’s method 解平板受力之撓度………….……...….……. 82 圖6-4 發泡板之撓曲曲線………. 82 圖6-5 發泡梁之扭轉曲線………. 83 圖6-6 ANSYS 驗證發泡梁撓度試驗……….…….………. 83 圖6-7 ANSYS 驗證發泡矩形板撓度試驗……….……..……… 84 圖6-8 宏達拉伸試驗機測試程式………. 84 圖6-9 宏達拉伸試驗機控制面板………. 85 圖6-10 三明治翼型結構撓度試驗架設……….……… 85 圖6-11 撓度試驗測試結果………. 86 圖6-12 純三明治翼型結構撓度試驗施力點及邊界條件….………… 86 圖6-13 純三明治翼型結構撓度實驗與分析結果………. 87 圖6-14 兩段接合之三明治翼型結構撓度試驗施力點及邊界條件…. 87 圖6-15 兩段接合三明治翼型結構撓度實驗與分析結果………. 88 圖6-16 三明治翼型結構有限元素分析截面圖………. 88 圖6-17 葉片示意圖(a)葉片裝置角 β(b)受風產生之升力與阻力……. 89 圖6-18 產生之旋轉作用力……….… 89 圖6-19 風與葉片的關係……….…… 90 圖6-20 CL、CD與α的關係... 90 圖6-21 雙葉片風力機架構運轉測試………. 91
第一章 緒論 1-1 前言 面對每年電力需求上昇,符合環保需要(二氧化碳與溫室效應問 題),兼顧經濟成長、以及環境保護永續發展等方面的問題,開發乾 淨且充沛的電源已成為我國在能源政策上的一項重要議題。石化燃料 為我國目前能源供應上的主要來源,但因全球暖化速度加快、環保意 識的抬頭,使各國在 1997 年簽訂京都協議書,提出對於各國降低二 氧化碳的排放量要求,這項協議使國內的能源供應將面臨著許多挑 戰。擴大核能的使用雖可有助於解決能源的供應問題,但核廢料處理 的問題卻變得更為棘手。現行的核電廠除役後,如何尋求替代能源將 是一大難題,另對於集中式電力供應系統,在容易發生地震、颱風等 自然災害的國內而言,若繼續興建大型電廠,將大大降低了區域電力 供應的自主性與彈性。因此面對石化燃料及核電的環保問題,國際能 源的價格波動,以及能源來源的不確定性,為求獲得充足的能源及提 供穩定的供電,發展乾淨的再生能源,便成為一深具重要性、急迫性 的課題。有見及此,我國近年正大力推動再生能源的開發,並正在離 島及本島沿岸興建大批風力發電機。但目前我國所安裝的風力發電機 均為外國製造,將來在保養及維護上都可能成為一需克服的問題。 風力發電最大的成本花費,不外乎就是土地,大型的風力發電 機,因為氣流的影響,在主要風向上,兩風力機的距離必須在 5~9 倍的葉片直徑,在垂直主要風向上,兩風力機的距離約是 3~5 倍的葉 片直徑,因而小型風力機在土地設置成本上佔有絕對的優勢。小型的 風力機可大量的應用在社區或偏遠地區,社區可組織能源合作社,甚
蘭、德國也極其活躍,在偏遠地區只需利用 1%的土地面積設置,其 餘用於農業、畜牧、生質能源植物等等,如此更能大幅提升單位土地 面積能源生產量,可自給自足電力,也可保有完善的土地資源環境, 更可在沿海區域建構,將漁業轉為風力產業。 風力發電機的設計和製作方法已相當成熟,唯掌握其生產技術, 則需作深入研究和持續的開發。本文的目的是開發小型風力發電機用 的複合材料風力葉片的製造技術,藉此建立製作小型複合材料風力發 電機的能力,並提供維修大型風力發電機元件所需的經驗及技術。 1-2 文獻回顧
在分析平板的理論方面,從古典板理論(Classical Plate Theory, 簡稱 CPT)[1]改進而成的古典積層板板理論(Classical Plate Laminated Theory)[2、3],對於複合材料薄板的力學分析已經可以得到很不錯的 結果,但由於此理論忽略了側向剪應力的影響,而複合材料沿纖維方 向的楊氏係數(Young’s modulus)比側向的剪力模數(Shear modulus)高 很多,側向因受剪力而變形就要考慮,所以古典板理論並不適合分析 厚板。因此,Mindlin[4]提出了一階剪變形理論(The First-order Shear Deformation Theory,簡稱 FSDT),首先將側向剪力的影響加以考慮, 但是因為假設側向剪力分布為常數,並不符合實際的情況;於是 Whitney[5、6]提出了剪力修正係數來校正。之後,學者又提出了各 種高階剪變形的理論,以改進古典板理論的缺點並提高理論與實際的 精確值,不過由於其計算上比較複雜又常適用於寬厚比小於 15 的平 板上,所以暫時不考慮。
在研究三明治板的文獻有許多,Reissner[7]推導 governing eqn. 應用在小變形、等向性的三明治板,文獻假設面層像薄膜,而且忽略
了中心層平行面層的應力。從此,許多文獻也在三明治板的理論慢慢 的變化。後來 Liaw 及 Little[8]根據 Reissner 理論解出了多層三明治 結構彎曲的問題。Azar[9]延伸 Liaw 及 Little 的結果來討論非等向性 面層。O’Connor[10]提出用有限元素來分析三明治結構,他用平面彈 性元素來構建中心層,樑元素來構建面層。
風力發電機的基本構造在[11]有進一步的介紹。在風力機所使用 的葉片製造及設計方面,Babu 等人[12]利用多準則決策分析方法 (Multiple Attribute Decision Making,簡稱 MADM),對風力葉片中所 使用的材料,進行有系統的選擇。Jureczko 等人[13]利用多準則最佳 設計的方法來設計風力機葉片。Bechly 及 Clausen[14]利用有限元素 分析方法對 2.5 公尺長的玻璃纖維複合材料風力機葉片分析其彎曲、 扭轉撓度、自然頻率等力學行為。Clausen 及 Wood[15]對功率達到 50kw 以上的小型風力機比較其性能、材料及製造方法。 1-3 本文研究方向 風力機所受的風速是最重要的考量,而影響風力機可行的最主要 條件也就是風的環境,有效吹風期是指能夠被風力機轉換成電能的風 速,通常啟動風速大概在 3m/s,額定風速大約在 12m/s 左右,因而需 要的結構是輕而強,在低風速下能啟動,在高風速下能抗風力;複合 材料因質輕強度高,具有耐疲勞及腐蝕等優點,極適合用來製作風力 機的葉片,故此本文旨在利用纖維複合材料與發泡材料製作複合材料 三明治式葉片以達到輕而強及耐候的要求。 翼型屬於較為複雜曲線,不利於金屬的切削加工,反而適合用複 材的模壓或射出等加工技術來成形,對於小型風力機而言,材料取得 容易、製程方便、成本低廉,是非常重要的選擇項目。應用複合材料
發泡三明治式結構來製作葉片,可降低成本及簡化製程,因為採用發 泡當心材,可在模具內發泡,不需額外的加工道次,減少許多的時間, 在外層蒙上複合材料,可大大提升葉片的機械強度,而又仍具有質輕 的優勢。因此本文將採用玻璃纖維複合材料面板與發泡材料心材來製 作本文中葉片的主結構。 本文中翼形結構全長 100 公分是由兩段具等斷面葉片組成,而兩 段葉片之間的接合是靠一內部條狀接頭連接而成,如此分段式設計可 降低模具成本和簡化製作程序,有利於未來製作較大型的翼形結構。 該翼形結構經風吹運轉測試証明可有效運轉,並有質量輕強度高的特 性,具潛力作為風力機之葉片。 本文經由初步設計製作的翼型結構,藉由拉伸試驗機台來測試實 際葉片的結構強度,藉此以獲得可靠的實驗數據以驗證有限元素分析 模組的正確性。經理論與實驗驗證過的有限元素分析模組,將有利於 未來利用最佳化設計來修正我們的結構設計。
第二章 複合材料三明治梁板的基本原理 2-1 多層一階剪變形理論 複合材料三明治板其面板與心材間材料性質差異性很大,面板是 由不同纖維方向的複合材料積層板所組成,因此面板與心材在同一方 向的勁度有很大的差異,所以複合材料三明治板沿整個厚度方向的位 移並不如一階剪變形位移場理論所假設的整個板厚度為一斜率相同 的直線,故將整個複合材料三明治板的每一層當作一個一階剪變形的 位移場,並考慮每一層與層之間位移的連續性(如圖 2-1)。 2-1-1 位移與應變 多層一階剪變形理論是將複合材料三明治層板的每一層當作一 個一階剪變形的平板來分析。假設層板任一層的位移場為 ) M , , 2 , 1 i ( ) y , x ( w ) y , x ( w w ) y , x ( z ) y , x ( v v ) y , x ( z ) y , x ( u u ) i ( ) i ( 0 ) i ( ) i ( y ) i ( ) i ( 0 ) i ( ) i ( x ) i ( ) i ( 0 ) i ( " = = = φ + = φ + = (2-1) 其中, 、 、 分別為任一層在參考座標中x、y、z 上之 位移分量,而 )、 )、 分別代表任一層之層板中間面在方向x、 y、z 上之位移量, 、 則分別代表為任一層垂直於x、y 軸之截 面的旋轉量。 ) i ( u v(i) w(i) i ( 0 u (i 0 v (i) 0 w ) i ( x φ (i) y φ 本文中將層數設為三層,如圖2-1 所示,上、下層為玻璃纖維, 中間層為發泡材料,依據式(2-1),並考量每一層於交界面上的位移 必須連續,可得每一層的位移場為
) y , x ( w ) y , x ( w w ) y , x ( z ) y , x ( v v ) y , x ( z ) y , x ( u u ) 1 ( ) 1 ( ) 1 ( y ) 1 ( ) 1 ( 0 ) 1 ( ) 1 ( x ) 1 ( ) 1 ( 0 ) 1 ( = = φ + = φ + = (2-2a) ) y , x ( w w z t 2 1 t 2 1 v z v v z t 2 1 t 2 1 u z u u ) 2 ( ) 2 ( y ) 2 ( ) 2 ( y ) 2 ( ) 1 ( y ) 1 ( ) 1 ( 0 ) 2 ( y ) 2 ( ) 2 ( 0 ) 2 ( ) 2 ( x ) 2 ( ) 2 ( x ) 2 ( ) 1 ( x ) 1 ( ) 1 ( 0 ) 2 ( x ) 2 ( ) 2 ( 0 ) 2 ( = φ + φ + φ + = φ + = φ + φ + φ + = φ + = (2-2b) ) y , x ( w w z t 2 1 t 2 1 v z v v z t 2 1 t 2 1 u z u u ) 3 ( ) 3 ( y ) 3 ( ) 3 ( y ) 3 ( ) 1 ( y ) 1 ( ) 1 ( 0 ) 3 ( y ) 3 ( ) 3 ( 0 ) 3 ( ) 3 ( x ) 3 ( ) 3 ( x ) 3 ( ) 1 ( x ) 1 ( ) 1 ( 0 ) 3 ( x ) 3 ( ) 3 ( 0 ) 3 ( = φ + φ − φ − = φ + = φ + φ − φ − = φ + = (2-2c) 其中t(i)為第i 層厚度。 應變可表示為:
[ ]
( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) i i x i y z i i xy xz i i yz i i u x v y w z u v y x u w z x v w z y ε ε ε ε ε ε ε ⎧ ∂ ⎫ ⎪ ∂ ⎪ ⎪ ⎪ ⎪ ∂ ⎪ ⎪ ⎧ ⎫ ∂ ⎪ ⎪ ⎪ ⎪ ⎪ ∂ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ∂ ⎪ ⎪ ⎪ ⎪ ⎪ =⎨ ⎬ ⎨= ⎬ ∂ ∂ ⎪ ⎪ ⎪ + ⎪ ⎪ ⎪ ⎪ ∂ ∂ ⎪ ⎪ ⎪ ⎪ ⎪ ∂ ∂ ⎪ ⎪ ⎪ ⎪ ⎩ ⎭ + ⎪ ∂ ∂ ⎪ ⎪ ⎪ ∂ ∂ ⎪ + ⎪ ⎪ ∂ ∂ ⎪ ⎩ ⎭ i=1,2,3 (2-3) 其中 、 、 x ε εy εz為參考座標中x、y、z上之應變, 為參考座 標中x、y上之剪應變, 為參考座標中y、z上之剪應變, 為參考 座標中x、z上之剪應變。 xy ε yz ε εxz2-1-2 應力與應變關係 考慮一個單層複合材料板,在材料主軸方向的應力與應變關係可 以表示如下: (2-4) ⎪ ⎪ ⎪ ⎭ ⎪ ⎪ ⎪ ⎬ ⎫ ⎪ ⎪ ⎪ ⎩ ⎪ ⎪ ⎪ ⎨ ⎧ γ γ γ ε ε ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = ⎪ ⎪ ⎪ ⎭ ⎪ ⎪ ⎪ ⎬ ⎫ ⎪ ⎪ ⎪ ⎩ ⎪ ⎪ ⎪ ⎨ ⎧ τ τ τ σ σ σ 12 13 23 2 1 66 55 44 33 23 13 23 22 12 13 12 11 12 13 23 3 2 1 0 Q 0 0 0 0 0 0 Q 0 0 0 0 0 0 Q 0 0 0 0 0 0 Q Q Q 0 0 0 Q Q Q 0 0 0 Q Q Q 下標1、2代表主軸方向,也就是各層纖維的方向,而 為彈性 係數,其定義如下: ij Q Δ ν ν − = 3 2 32 23 11 E E 1 Q Δ ν ν + ν = Δ ν ν + ν = 3 1 13 32 12 3 2 23 31 21 12 E E E E Q Δ ν ν + ν = Δ ν ν + ν = 2 1 23 12 13 3 2 32 21 31 13 E E E E Q Δ ν ν − = 3 1 31 13 22 E E 1 Q Δ ν ν + ν = Δ ν ν + ν = 3 1 13 21 23 3 1 31 12 23 23 E E E E Q Δ ν ν − = 2 1 21 12 33 E E 1 Q 23 44 G Q = 、 、 13 55 G Q = Q66 =G12 其中 3 2 1 13 32 21 23 32 31 13 21 12 E E E 2 1−ν ν −ν ν −ν ν − ν ν ν = Δ (2-5)
因為複合材料是由不同角度的層板疊合而成,所以必須將主軸方 向的材料性質,轉換至層板的座標 x-y 方向,如圖2-2所示。則在 材料主軸座標系的構成方程式 (Constitutive equation) 為:
{ }
σ =[ ]
Q{ }
ε (2.6) 展開寫成 ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ γ γ γ ε ε ⋅ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ σ σ σ σ σ σ xy xz yz y x 66 36 26 16 55 45 45 44 36 33 23 13 26 23 22 21 16 13 12 11 xy xz yz z y x 0 Q 0 0 Q Q Q 0 Q Q 0 0 0 0 Q Q 0 0 0 Q 0 0 Q Q Q Q 0 0 Q Q Q Q 0 0 Q Q Q (2-7) 其中 4 22 2 2 66 12 4 11 11 Q C 2(Q 2Q )C S Q S Q = + + + Q (Q Q 4Q )C S Q (C4 S4) 12 2 2 66 22 11 12 = + − + + 2 23 2 13 13 Q C Q S Q = + 4 22 2 2 66 12 4 11 22 Q S 2(Q 2Q )C S Q C Q = + + + 2 13 2 23 23 Q C Q S Q = + Q33 =Q33 (2-8) 3 66 22 12 3 66 12 11 16 (Q Q 2Q )C S (Q Q 2Q )CS Q = − − + − + Q (Q Q 2Q )CS (Q Q 2Q )C3S 66 22 12 3 66 12 11 26 = − − + − + Q36 =(Q13 −Q23)CS Q (Q Q 2Q 2Q )C S Q (C4 S4) 66 2 2 66 12 22 11 66 = + − − + + 2 55 2 44 44 Q C Q S Q = + 2 44 2 55 55 Q C Q S Q = + Q45 =(Q55 −Q44)CS C =cosθi , S=sinθi而主軸方向與 x-y 方向夾角為 θ(如圖2-2),對整個複合材料 積層板而言,必須考慮各單層板之應力沿厚度方向積分,可得複合 材料積層板的合力與合力矩,如圖2-3所示,其結果如下:
(
)
(
)
∑∫
∑∫
∑∫
∑∫
∑∫
= = = = = + + + + + κ + ε = κ + ε = σ = σ σ = κ + ε = κ + ε = σ = N 1 n z z 0 j ij 0 j ij 0 j 2 0 j n ij N 1 n z z n i i N 1 n z z n yz n xz y x N 1 n z z 0 j ij 0 j ij 0 j 0 j n ij N 1 n z z n i i 1 n n 1 n n 1 n n 1 n n 1 n n D B dz z z Q zdz M dz ) , ( ) Q , Q ( B A dz z Q dz N (2-9) 其中∑
∫
∑
∫
∑
∫
= + − = + − = + − − = = − = = − = = N 1 n 3 n 3 1 n n ij h/2 h/2 2 n ij ij N 1 n 2 n 2 1 n n ij h/2 h/2 n ij ij N 1 n n 1 n n ij h/2 h/2 n ij ij ) z (z Q 3 1 dz z Q D ) z (z Q 2 1 zdz Q B ) z (z Q dz Q A (2-10) (i,j=1,2,6) 其中 為第 n 層板之表面到中心面的距離, (i,j=1,2,6)分別代表拉伸、偶合、彎曲勁度矩陣(Extensional Stiffness Matrix、
Coupling Stiffness Matrix、Bending Stiffness Matrix),將合力及合力 矩寫成矩陣形式如下: n z Aij,Bij,Dij ⎪ ⎪ ⎪ ⎪ ⎭ ⎪⎪ ⎪ ⎪ ⎬ ⎫ ⎪ ⎪ ⎪ ⎪ ⎩ ⎪⎪ ⎪ ⎪ ⎨ ⎧ + + ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = ⎪ ⎪ ⎪ ⎪ ⎭ ⎪⎪ ⎪ ⎪ ⎬ ⎫ ⎪ ⎪ ⎪ ⎪ ⎩ ⎪⎪ ⎪ ⎪ ⎨ ⎧ x y, y x, y y, x x, x 0, y 0, y 0, x 0, 66 26 16 66 26 16 26 22 12 26 22 12 16 12 11 16 12 11 66 26 16 66 26 16 26 22 12 26 22 12 16 12 11 16 12 11 6 2 1 3 2 1 θ θ θ θ v u v u D D D B B B D D D B B B D D D B B B B B B A A A B B B A A A B B B A A A M M M N N N (2-11)
2-2 有限元素法的理論 一般而言,解析解顯示系統內任一點的精確行為,而數值近似解 只存在於分離的不連續點,我們稱之為節點上。有限元素法是將模型 利用節點分成有限數目的區域(元素),根據個別元素所受的外力等 影響,配合形狀函數,列出其位移及變形的方程式,再組合聯立計算 原本整體的位移及變形,以取得整體的數值近似解。 有限元素法一般分為三個階段及七個步驟: I.前處理階段 1.建立並分離解域成為有限元素;即將問題細分為節點與元素。 2.假設一個形狀函數代表一個元素的物理行為,則一個近似連續 函數就是代表一個元素的解。 本文中使用的元素為一三維八個節點的二次四邊形殼層元素,其 自 由 度 包 含 位 移 自 由 度 與 旋 轉 自 由 度(RDOF, rotational degrees of freedom),並且包含側向剪變形(SD, shear deflections),其位移函數與 形狀函數的關係如下所示: 1, 1, 8 8 , 0 2, 2, 1 1 , 0 3, 3,
1
2
r i i i i x i i i i i r i i i y i i i iu
u
a b
t
dr
v
Ni v
N
a b
t
dr
w
w
a b
θ
θ
= =⎡
⎤
⎧ ⎫
⎧ ⎫
⎧
⎫
⎪ ⎪
=
⎪ ⎪
+
⎢
⎥
⎪
⎪
⎨ ⎬
⎨ ⎬
⎢
⎥
⎨
⎬
⎪ ⎪
⎪ ⎪
⎢
⎥ ⎩
⎪
⎪
⎭
⎩ ⎭
⎩ ⎭
⎣
⎦
∫
∑
∑
∫
(2-12) 其中, i u , ,vi wi為節點i的位移 r為厚度座標 i t 為節點i的厚度{ }
a 為s 方向的單位向量{ }
b 為元素平面上的單位向量並與{ }
a 向量垂直 , x i θ 為節點i 相對於向量{ }
a 的旋轉角, y i θ 為節點i 相對於向量
{ }
b 的旋轉角 元素座標系統如圖2-4 所示 形狀函數Ni如下所示: 1(1 )(1 )( 1) 4 i N = −s − − − −t s t 1(1 )(1 )( 1) 4 j N = +s −t s t− − 1(1 )(1 )( 1) 4 k N = +s +t s+ −t 1(1 )(1 )( 1) 4 l N = −s + − + −t s t (2-13) 1(1 2)(1 ) 2 m N = −s − t 1(1 )(1 2) 2 n N = +s − t 1(1 2)(1 ) 2 o N = −s + t 1(1 )(1 2) 2 p N = −s − t 3.為一個元素發展其方程式。 將有限元素問題公式化一般而言有:(1)直接公式法;(2)最小 總位能法;(3)殘值權重法。在此使用最小總位能法來為步驟 1.中所 分格出的其中任一個元素發展其方程式。 考慮任一單層複合材料層板,應變能可表示為: ( ) 1 ( ) ( ) 2 e T e e e e i i V d ⎡σ ⎤ ⎡εi ⎤ e Λ =∫
Λ =∫
⎣ ⎦ ⎣ ⎦dV i =1,2,3 (2.14) 應用上式與(2.3)、(2.6)以及(2.12)式,可求得 ( ) 1 e Λ 、 及 ,複 合材料層板彎曲的應變能為: ( ) 2 e Λ ( ) 3 e Λ 3 ( )e ( ) Λ =∑
Λe (2.15)每一層板外力所作的功 ( )e 為: W 8 ( ) ( ) ( ) 1 1 e j j W F a = =
∑
j j u (2.16) 其中,j為元素的節點編號,aj為與此節點鄰接的元素個數。 單一複合材料層板元素的位能Π為應變能與外力所作的功之差 值: ( )e ( )e ( ) W Π = Λ − e e (2.17) 對一個具n個元素和m個節點所組成的系統其總位能為: ( ) ( ) ( ) 1 1 1 ( ) 1 1 n n n e e e e e n m e i i e i W F u = = = = = Π = Π = Λ − = Λ −∑
∑
∑
∑
∑
(2.18) 對一個穩定的系統而言,最小總位能法即是當位移於平衡情況 下,系統的總位能值是最小的,即: ( ) 1 ( ) 1 1 0 n m e i i e i i i i n m e i e i i F u u u u F u = = = = ∂Π ∂ ∂ = Λ − ∂ ∂ ∂ ∂ = Λ − = ∂∑
∑
∑
∑
1 (2.19) 由上式可得 ( ) 1 1 n m e i e i i F u = = ∂ Λ = ∂∑
∑
(2.20) 因此我們可先對一個元素發展其方程式,求得單一元素的勁度矩 陣與負載矩陣: ( )e ( )e{
( ) i K u u ∂ ⎡ ⎤ Λ = ⎣ ⎦ ∂}
e i=1,2,3,…,8 (2.21) 1{
( )e i i F F a ⎧ ⎫ = ⎨ ⎬ ⎩ ⎭}
i=1,2,3,…,8 (2.22) 其中,i為元素的節點編號,ai為與此節點鄰接的元素個數。 4.組合多個元素來呈現整個問題,以建構總體的勁度矩陣及總體負載矩陣。 組合(2.21)、(2.22)式的個別元素其勁度矩陣與負載矩陣,並由上 述(2.20)式的最小總位能原理,可以得到系統的總體勁度矩陣與總體 負載矩陣的關係式如下:
[ ]
{ }
(
( ))
{ }
(
{ }
( ))
{ }
(2.23) 1 1 n n e e i i K u K u F F = = ⎡ ⎤ =∑
⎣ ⎦ =∑
= 可將上式的負載矩陣{ }
F 區分為反作用力矩陣{ }
R 與額外負載矩 陣{ }
Fext 如下所示:{ }
R =[ ]
K{ } { }
u − Fext (2.23) 上式的物理意義為{
反作用力}
=[
結構勁度 位移]
{
} {
− 負載}
(2.24) 5.施加邊界條件、初始條件以及負載。即是在上述的(2.23)式中, 依據實際的模型邊界條件與受力狀況,直接賦予其值以符合其實際狀 況,並減少所需求解的方程式數目。 II.求解階段 6.同時求解一組代數方程式以獲得節點的解。即是從步驟 5.中減 少所剩下來未求解的(2.23)式聯立方程式,求解其位移矩陣{ }
u ,由此 獲得總體位移矩陣的實際數值,即得知所有節點的位移值。 III.後處理階段 7.由求解的結果獲得其它所需的資訊,例如應力、應變等等。 2-3 複合材料三明治梁的撓度公式 為了方便解析解的驗證,本文中橫斷面皆採同一形狀與大小的翼型,因此除了使用有限元素分析模組外,尚可使用材料力學的撓度公 式驗證有限元素解的準確性,對於截面沿縱長改變的情況則需使用分 段積分的方式求得解析解。 由於本文中所使用的材料在同一截斷面中,剛性的差異很大,又 為非對稱結構,所以使用材料力學的公式計算截面中性軸位置時,必 須乘上材料的軸向剛性作為加權,如圖2-5、式 2-25、2-26 所示 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ =
∑
∫
∑
i i i i i i A E xdA E X (2-25) ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ =∑
∫
∑
i i i i i i A E ydA E Y (2-26) 因此將整個三明治翼型結構斷面切成數個小塊的四邊形與三角 形來計算,如圖2-6 所示。由於四邊形的計算簡單且有規律性,且三 角形可視為一邊為 0 的四邊形處理,因此適合寫成 fortran 程式來簡 化計算,只要輸入各面積的四個點位置及其材料常數,就能得到三明 治結構斷面的中性軸位置。 將各塊面積對中性軸的慣性矩與其軸向剛性乘積加總,即可求出 截面的彎曲剛度 、∑
。各塊面積對中性軸的慣性積與其剛 性乘積加總,即可求出截面的∑
i xi iI E i yi iI E∑
i xyi iI E 。 接著利用莫爾氏圓可以求出主慣性矩∑
i iI E 1、∑
i iI E 2以及主軸線 夾角θP∑
=∑
+∑
+∑
−∑
+∑
i i xyi i i i yi i xi i i yi i i xi i iI EI E I EI EI E I E 1 ( ) 2 ( )2/4 ( )2 (2-27)∑
=∑
+∑
−∑
−∑
+∑
i i xyi i i i yi i xi i i yi i i xi i iI E I E I EI EI EI E 2 ( ) 2 ( )2/4 ( )2 (2-28) 2 / ) ) /( 2 ( tan 1 −∑
∑
−∑
= − i i i yi i xi i xyi i p E I EI E I θ (2-29) 即可使用懸臂梁撓度公式= 3/(3
∑
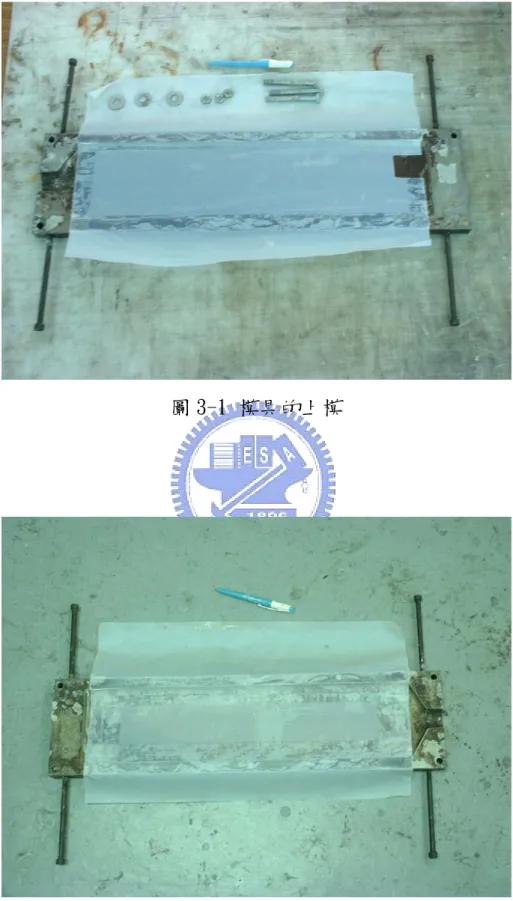
) i k i k k PL EI w (2-30) 算出施力P在主軸線方向上的撓度w1及w2,其合成撓度即為三明治結 構的總撓度w 2 2 2 1 w w w= + (2-31) 再算出其向下分量即為實驗所量測的向下撓度wP,如圖 2-7 所示。第三章 複合材料三明治翼型結構之設計 3-1 三明治翼型結構之基本設計 三明治結構(sandwich structure)是由一層或多層高強度、高剛 性的面板(face)黏附於一層或多層低密度、柔軟的心材(core)所 構成。面板提供主要承受負載的能力,而心材擔任面板之間負載傳遞 的工作。三明治結構具有以下的優點:(1)在相同重量下有較大的彎 曲勁度(2)有較佳的隔熱隔音效果;(3)有較高的衝擊強度;(4) 可減輕結構的總重量。由於複合材料具有高比強度、比剛性的性質, 若以複合材料作為三明治板的面板更能突顯其優點。 因此選擇三明治結構作為主結構來減輕重量並充分利用面板的 強度,並基於成本的考量,心材使用強度較強的發泡材料製作,面板 採用玻璃纖維預浸材來蒙皮。 在製作此複合材料三明治翼型結構前,須先備妥模具,本文所使 用的模具(如圖 3-1、圖 3-2),其內部的縱長為 50 ㎝,寬 13 ㎝,最 大厚度為 1.95 ㎝,其翼剖面使用的是 NACA 4415,如圖 3-3 所示, 表 3-1 為 NACA 4415 的詳細尺寸。 3-1-1 成型方法之選擇 一開始試做的時候,是先用內部充氣袋的方式撐開玻璃纖維預浸 材,作出玻璃纖維的外殼,內部再填充發泡成型(如圖 3-4)。此作法 的優點在於外殼表面十分光滑漂亮,而且內部的發泡能夠使得三明治 結構的面板和心材能夠緊密的結合沒有縫隙,但是卻很難掌控翼型尾 端處的成型。往往不是尾端呈現圓滑狀(即氣袋無法充到翼型尾端較 尖銳的部份),就是模具壓到玻纖外殼,以至於需要再度裁切多餘的
部份,如此一來非但容易對已做好的玻纖外殼作出破壞,也會造成尾 端處的玻纖外殼不為連續的纖維所構成,降低外殼的強度(如圖 3-5)。此一作法要做到完善需要較高的技巧性,做出的產品往往也不 一致。 因此決定製作中最主要的兩大流程: (1) 先由發泡成型當作玻璃纖維外殼的內模 (2) 再將玻纖預浸材貼於發泡表面烤出外殼 此流程不但能夠做出漂亮的尾端,整體形狀符合預期,而且玻璃纖維 外殼部分一體成型沒有缺口,然而玻纖與發泡之間較不貼合為其缺 點,改善的方法為加入在成型後的發泡表面加以拋平、修補以及在熱 烤的過程中抽真空的步驟。 3-1-2 心材的選擇 心材具有兩大功用,一為分離上下表面並抵抗垂直於表面的變 形,二為提供某種程度的剪力剛性沿著垂直於表面的平面。因此必須 選擇強度適當的心材使得表面不至於受到較大的風壓時便產生變 形,並且能夠適當的傳遞應力至面板。 發泡材料具有防水、隔熱、抗酸鹼等高耐候性,為振動的優良吸 收體,於強度與重量之間的調配、取捨相當靈活,因此適用於設置在 戶外並且對重量十分要求的風力機葉片。 發泡的種類繁多,必須從中選擇強度、重量皆適當,並且在操作 上符合製程的產品。一開始使用市面上最容易得到,用來填補房屋漏 水的發泡填縫劑,此發泡劑雖不需調配、且重量較輕,然而缺點為須 與空氣接觸才可硬化,無法於密閉的模穴中使用;並且經過恆溫恆溼 機(如圖 3-6)的環境測試結果,高溫之下會產生變形,於要加熱達
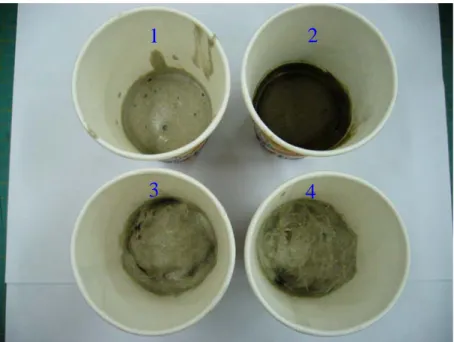
130 度的玻纖外殼熱硬化製程中不適合使用。嘗試結果決定使用樹酯 發泡劑(如圖 3-7),此發泡劑為三劑式發泡劑,其優點為 (1)強度、重量適中 (2)方便任意調配,添加填充物、強化劑 (3)不需與空氣接觸即可成型 (4)成型後的成品較均質,容易作分析並掌控其產品的良率 (5)耐得住高溫,於熱烤過程中不會融化、變形。 此發泡劑在調配時尚有相當之流動性,因此嘗試添加填充劑以達 到減重、強化的效果。在此嘗試巴爾沙木粉、海藻粉、短玻璃纖維來 比較其成型後的密度、強度、操作性以及成型所需時間(見圖 3-8、表 3-2),巴沙木粉因為容易吸收液體,導致流動性太低無法操作,以及 將部分發泡C劑吸收而使其無法充分反應,因此密度以及操作性皆最 差。而短玻璃纖維則因為容易糾結在一起而操作性欠佳,但是強度很 強。相較之下添加海藻粉則有較原發泡比重低、強度高的優點,並且 有加速發泡反應的效果。 在實際製作三明治翼型結構的過程中發現,原發泡在成型過程 中,如硬化時間不足即拆模(即硬化時間不足一天),成品仍會緩慢 的反應,導致成品稍微變形,即使隨即蒙上玻璃纖維外殼,日久也會 導致產品表面的凹陷,如圖 3-9 所示。而添加海藻粉則完全改善此缺 點,只須半天的時間即充分的反應,經過長時間放置也不會變形,又 有上述各優點。在經過嘗試其配比的結果,發現添加佔總重約 8﹪~ 10﹪左右的海藻粉其流動性仍在可以操作的範圍,而且較原發泡重量 稍減、強度稍微提升,因而採用海藻粉為發泡添加物。
3-1-3 葉片接頭製作 葉片與風力機轉軸處相接的接頭,基於更換與維修葉片的方便, 因此選擇螺栓而不用膠合的方式來與轉軸相接。然而金屬材料的比重 甚大,因此如何於此處降低重量,並且在金屬接頭與葉片之間要如何 結合才不會浪費金屬接頭強度為其重點。 1、接頭的製作及改進 剛開始使用一般的牙條來製作,並在深入發泡的螺牙處纏上數條 長玻璃纖維束並打上死結,並使玻璃纖維束能夠深入一整個葉片,這 樣做有幾個好處:一、使得沒有玻纖外殼覆蓋的接頭處不會輕易被拉 斷,或者是螺栓輕易被拖出,因為將玻璃纖維埋在整個葉片縱長使得 螺栓與整個葉片發泡材料之間的膠合面積增大很多;二、使得葉片的 抗彎強度有所提升,因為就像複合材料一樣,將發泡劑視成母材,而 玻璃纖維紗束則扮演著強化纖維的角色,另有更貼合的比喻如同鋼筋 混凝土(發泡劑扮演混凝土,玻璃纖維紗束猶如鋼筋);三、使得牙 條與葉片間存在著機械力而不止於膠合力,因為纏繞於牙條上的玻纖 由於發泡劑的膠合而硬化,並卡在螺紋與螺紋間而產生機械力。 但是鑒於此一作法亦有兩個壞處:一、接頭本身的重量太重,因 為需要纏繞的牙條長度部分要夠長,才足以綁住適量的玻纖紗束; 二、纏繞時容易因為玻纖紗束本身的彈性而鬆脫,不但增加施工的難 度,而在發泡劑未乾前鬆脫更會使得成效不彰。因此做出以下改善: 一、將牙條用車床鑽成中空,中間填以發泡減重。二、車掉原本纏繞 處的螺紋,改以橫向穿孔的方式,讓玻纖直接穿過以拉住接頭(如圖 3-10 所示)。此一作法省去纏繞的麻煩與弊病,也不需太長的牙條來 製作,較先前作法減少此作法接頭一倍以上的重量。
2、接頭於模具內之定位: 由於發泡材料在成型的過程會由模具內向外推擠,因此接頭必須 有定位的裝置來固定其位置與角度。如接頭位置不對將使接頭沒有足 夠厚度的發泡材料包覆,使得接頭容易損壞;如接頭角度不對將使葉 片整體產生傾角,減低三明治結構作為葉片應有的功能。 因此設計一方便拆模的定位器結合於原本的模具上,如圖 3-11、 3-12 所示。前檔板的功能為固定接頭的位置、傾角,並且使得溢流出 來的發泡不會包覆到將與轉子接合部分的螺紋。並且由於溢流出來的 發泡,在前擋板與模具之間的厚度如果太大,會造成修掉多餘發泡時 的困擾,因此前擋板與上檔板之間的接合機構必須適當的控制此一厚 度(約在 2 ㎜左右)。而上檔板的功能在於經由接合機構,將前擋板 固定於模具上。 然而考慮到此定位器的多次使用性,因此設計成可以在拆模時先 拆除上檔板及接合機構,再以旋出的方式將前擋板拆除,否則在拆模 時會因為前、上檔板被以 90 度角的方向鎖定而導致無法拆模。 3-1-4 玻璃纖維外殼的成型方式 在發泡成型完成後即進行玻璃纖維外殼的成型,而在加熱成型玻 纖外殼時,玻纖與發泡之間使用何種方式來施壓,使兩者之間黏合度 佳又能保持其翼形為考量的重點。 一開始嘗試使用抽真空加壓的方式使兩者黏合,直接在玻纖外包 覆真空袋,再置於模具內加熱。抽真空有助於吸出預浸材之間的空氣 與多餘的膠,並會施加壓力於玻纖表面,由內部的發泡材料當內模來 成型出玻纖外殼。 此作法雖然簡便,但是本實驗使用的發泡材料有加高溫時會較為
柔軟的特性,直至冷卻後才會回復。因此在加高溫的情況下,抽真空 的壓力會導致發泡材料凹陷而些微變形(如圖 3-13)。 因此改為在模具與玻纖之間墊上一層軟硬適中的棉布來施壓,並 將真空袋包覆於模具外層抽真空的方式。此法成型出的表面較為平 滑,並且由於發泡在加高溫時會較柔軟,模具加壓使發泡表面稍微變 形,使得玻纖與發泡之間更為貼合,將前述的缺點轉變為優點。 3-2 三明治翼型結構之減重及接合機構設計 考量葉片截面中心的部份較不受力,為了輕量化的目的必須將其 做成中空或是使用更輕量的材料來填補。並且限於人力與模具的重 量,以致於較長的風力葉片無法一體成型,需要分段進行製作,再加 以拼接組裝。因此考量如何使葉片更輕而不損及功能,並且作縱長方 向的接合為本節所探討的重點。 3-2-1 三明治翼形結構的減重 由於在彎曲時,表面承受較大的應力,因此在內部較不受力的部 份,考慮使用更輕量的發泡材料做成多重心材結構,或者用巴爾莎木 做成的中空盒子來填補。一開始用預先成型好的PU發泡來填補,由 於其質量極輕,易切割的優點,因此在製作上十分容易,只要照著翼 剖面來切割,再放入模具內發泡即可成型出質量輕的葉片。但是此種 發泡不耐高溫,約在 80℃左右就會融化、變形,實作中發現只要外 層強度較高的發泡厚度不足,成型的葉片表面便會凹下去,如圖 3-14 所示。直接於恆溫恆溼機中觀察加熱中的此種發泡,檢討原因可能 是:發泡在變形的過程中,體積逐漸縮小,但是仍然有一定的強度, 假如外層發泡厚度不足,兩發泡的接合面就會因為黏合力而隨著內層
為改善此現象,只有另尋加熱至 130℃仍不會變形的巴爾莎木來 作長方形中空內殼。此內殼雖然比前述發泡材料重了一倍,卻能順利 改善此現象,並且強度比發泡材料強(見表 4-1),具有強化整體強度 的效果。然而在其外層仍須足夠厚度的發泡來增加強度,因此在成型 發泡心模過程,須將芭爾莎木在底部用小塊巴爾莎木墊高約 2mm 左 右,使外部有足夠發泡材料包覆並與纖維外殼黏結。 3-2-2 接合機構的設計 為了延伸葉片的長度,考慮如何在截面積小的葉片中,放入可以 接合的機構而盡量不使用金屬結構。因為使用金屬結構,適必將原重 量增加許多,而且金屬接合機構位於整個葉片的中段,局部大質量將 造成相當大的質量慣性矩導致葉片的轉速降低,如用螺絲鎖合也會破 壞纖維外殼的強度。然而只靠兩葉片表面間的膠合強度是不夠的,因 此將先前穿過接頭的纖維,同樣用巴爾莎木空殼將其密封起來,避免 在發泡成型過程中沾到膠(如圖 3-15),待發泡硬化後便有尚未硬化 的纖維,與一中空的管道,在製作第二段葉片時,只需用巴爾莎木空 殼同樣作一中空的管道,在兩者的玻纖外殼成型後,將未沾到發泡的 纖維穿過兩者之間的管道並拉緊後,注入發泡硬化,即可將兩者接 合。減重及接合機構的示意圖及成品如圖 3-16、圖 3-17 所示。 雖然使用此接合機構已有足夠的能力承受彎矩,但表面為整體結 構撓曲時承受應力最大的地方,如為小型風力機所使用的葉片,為提 升抗撓強度,仍可在接合處表面取一小段長度,貼上事先熱壓好的玻 璃纖維來進行層狀搭接。只有表面搭接的接合強度仍然不夠,而且所 使用的樹酯質脆而容易損壞,和內部接合機構並用才有足夠的抗撓安 全係數。然而在製作較大的翼型結構時,隨著葉片尺寸的增大,表面
搭接的厚度、難度及成本也會隨之提升。 考慮此種作法在抗扭矩方面的能力,只有表面的搭接與連接管道 來承受將相當不足,為增強抗扭轉的能力,因此需要一平板狀的接合 機構。在此使用背包的扣環(如圖 3-18),將其兩端分別放入各段的 接合面,接合時在內部塗上些許發泡,即可承受數公斤至數十公斤的 力,並且重量很輕。但是因為此種塑膠耐不住 130 度的高溫,因此必 須避過玻纖殼成型的過程,作法為在製作發泡時,先用一包滿鐵氟龍 的方形發泡填塞在尾端,發泡成型後將其取出,即形成一空洞。待玻 纖外殼成型完畢後,將扣環尾端綁上些許玻纖束以增強扣環和周圍發 泡的接合,再塞入空洞中並注入發泡成型。 3-2-3 三明治翼形結構的延長 第二段三明治翼形結構,甚至於第三段三明治翼形結構的製作方 式,只要在原來的模穴內放置事先做好的翼形結構前一小段,並預留 發泡溢流的通道(如圖 3-19 所示),再用定位器將之固定住,其他部 分皆如第一段翼形結構的製作方式即可完成。 然而在兩段之間接合時,注入連接管道以及板狀結構周圍的發泡 在成型時會以一不小的力向外推擠,如果沒有適當的夾具將兩段挾持 定位住,則接合出的葉片將不呈一直線。但是用一般的金屬夾具如C 型夾,挾持時很容易將發泡與玻纖外殼之間的膠合破壞掉,因此設計 一夾具如圖 3-20 所示。其中防撞泡棉的軟硬適中,並且可以大面積 的挾持住翼型結構而不致滑移,也不會對成品造成破壞,挾持的效果 優於數個C型夾同時挾持。
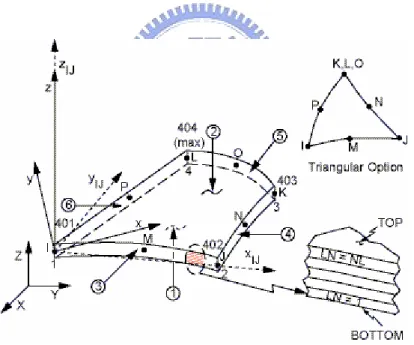
第四章 有限元素模型分析 本章先從不含接合機構的三明治翼形結構建立有限元素分析模 型。利用有限元素分析軟體 ANSYS,分別建立二維以及三維的有限 元素分析模型,比對其準確度,並比較模型建立的優劣處,從中選擇 較適合的模型來進一步分析結構較複雜的內含接合機構的三明治翼 形結構。 4-1 三明治翼型結構之有限元素分析 由於內含接合機構的三明治翼型結構不論在實際結構上以及 ANSYS 有限元素模型分析上,都較一般三明治翼型結構複雜許多。 因此將實際結構作相當的簡化來模擬之,確認 ANSYS 模型分析一般 三明治翼型結構的可靠性後,再於4-2 節進一步模擬實際結構的行為。 本中使用二維的有限元素模型和三維的有限元素模型各有其優 點和缺點,雖然兩者皆可得到相當準確的答案,但是當模型如 4-2 節 中進一步複雜化時,兩者間的困難處會有顯著的不同,因此在 4-2 節 中將會對其做比較,並在 4-2 節中使用較適合的模型來分析加上接合 機構的翼型結構。 4-1-1 二維 ANSYS 有限元素分析 元素的選擇:在二維的層板元素中,較適合拿來分析三明治結構 的元素為 shell91,其元素的定義見圖 4-1。因為在 ANSYS 裡適合模
擬疊層結構的元素shell99、shell91、solid46 與 solid191 中,由於 solid 元素已屬於三維的模型建構方式,而且本文的三維模型也不適合使用
素各疊層四個角落的厚度所以也無法使用,然而 shell91 可以在元素 各疊層的四個角落皆設定不同的厚度,符合本文中發泡厚度改變的情 況,因而選用之。 在有限元素分析套裝軟體ANSYS 中,一個問題的描述與分析步 驟也與第二章中的有限元素分析流程一樣,分解為三個階段。分析的 步驟如下: I.前處理階段(PREP7) 1. 新增元素形式 shell91(關閉三明治選項):在 ANSYS 中的操作為 Preprocessor → Element type,再選擇 shell91 元素,並將其 KEYOPT(11) 定義為節點位於疊層最底部。 因為三明治選項的限制條件為心材的厚度需為總厚度的 5/6 以 上,而本模型在部分區域其厚度無法達到此條件,因此須關閉之。將 元素定義為節點位於疊層最底部是為了讓模型由底部往上疊層,如此 元素之間各層的高度才能夠控制,如定義節點位於平均高度上,則模 型的實際截面輪廓將是對稱於中心面,而且各層在相鄰元素之間並不 連續,導致重大的錯誤。
2. 新 增 實 體 常 數 : 在 ANSYS 中的操作為 Preprocessor → Real constant。 實體常數為定義元素幾何、實體…等特性的參數,在此必須定義 數個實體常數,因為在三明治結構橫剖面上,每一分段皆有著不同的 疊層厚度(如圖2-6),因此隨著模型截面上分格的越密,所需的實體 常數就需定義越多。並且在此的每一個實體常數下,需多設定第一個 疊層為空氣,因為各元素為由下往上疊層,而三明治結構的底部並不 為水平,因此為了控制其高度,必須多加一強度極低的空氣層疊。 3. 新增材料常數:在 ANSYS 中的操作為 Preprocessor → Material
Props → Material Models,接著定義空氣、面板、心材的材料常數(見 表4-1)。
4. 建構模型:在ANSYS 中的操作為 Preprocessor → Modeling,並定 義各實體常數所代表的面積。
5. 將面積黏在一起:在 ANSYS 中的操作為 Preprocessor → Modeling → Operate → Booleans → Glue → Areas ,此動作為將各面積結合為 同一結構體。
6. 分格:在 ANSYS 中的操作為 Preprocessor → MeshTool,並設定各 面積所用的元素形式、實體常數、材料性質以及元素的座標軸向,接 著設定各線段分格的長度,並進行整體模型元素的分格。
7. 設定邊界條件(懸臂梁):在 ANSYS 中的操作為 Preprocessor → Loads →Define Loads → Apply → Structural → Displacement → On Nodes,將固定端的節點全部自由度皆限制住。
8. 施加外力於中性軸上:在 ANSYS 中的操作為 Preprocessor → Loads →Define Loads → Apply → Structural → Force/Moment → On Nodes,再將外力施加於 2-3 節中所找出的中性軸位置的節點上。 II.求解階段(SOLUTION)
9. 求解:在 ANSYS 中的操作為 Solution → Solve → Current Ls。 III.後處理階段(POST1)
10. 查看撓度值:在 ANSYS 中的操作為 General Postproc →Plot Results →Contour Plot →Nodal Solu,再選 DOF Solution →Translation USUM,即可繪出撓曲圖形,並將最大撓度列示於圖上(如圖 4-2 所 示)。
在本章中的 ANSYS 分析步驟,與第二章中所提到的有限元素法
步驟 1.的解域分離過程,相當於本節步驟 4.、5.、6.的建構實體及 分格過程;步驟2.、3.的假設形狀函數,並為元素發展方程式過程, 相當於本節步驟 1.、2.、3.的定義元素形式及各項參數的過程,定 義了元素形式,則決定了使用的形狀函數以及元素的控制方程式,定 義材料常數及實體常數,則決定元素方程式中的各項參數值;步驟 4.的組合多個元素以呈現問題的過程,則在做完本節步驟 6.分格實體 過程後,系統將自動完成;步驟 5.的施加外力及邊界條件的過程,相 當於本節中的步驟 7.、8.。在 SOLUTION 求解處理器(solution processor)中,步驟 6.的求解聯立方程式以獲得節點解的過程,則在
本節步驟9.中,ANSYS 會依據在 PREP7 中的設定自動完成。在 POST1
一般後處理器(general postprocessor)中,步驟 7.的獲得其它資訊的過 程,則在本節步驟 10.中,ANSYS 會依據所選定的項目列示或顯示分 析結果。 4-1-2 三維 ANSYS 有限元素分析 元素的選擇:三維的有限元素模型雖然可以使用具疊層設定的 solid46 與 solid191 來處理,但是由於此方法雖然可以在元素內部設定 各層疊層的厚度,可是基本上的問題和二維模型所用的元素 shell91 一樣,當元素截面一改變厚度,就必須新增實體常數。如此一來非但 二維的元素存在的問題沒有解決,反而增加三維元素在模型建立較複 雜、分格處理繁瑣、網格建立不均勻等等問題,所以將不使用三維的 疊層元素來分析。 在此使用solid 元素來模擬心材,並在其外蒙上一層 shell 元素面 板的方式來模擬三明治結構的行為。內部的心材結構由基本的solid45 或是solid95 來模擬,面材的疊層殼結構由 shell99 來處理,然而為了
配合面材與心材之間的節點數,所以心材必須選用有 20 個節點數的 solid95 來模擬,因為 solid95 的每個面皆有 8 個節點(如圖 4-3 所示) 與shell99 的 8 個節點數一樣(如圖 4-4 所示),如此面板與心材才可 使用共同的節點,兩者之間才可黏合在一起,因此不選用更簡單的 solid45 元素來分析。 此法由於內部的心材元素不需設定截面的幾何條件,所以將斷面 一改變就必須增加實體常數的缺點完全改善了。而且蒙皮使用 shell 疊層元素而不使用 solid 元素則可以大大減少元素的數量以及網格的 密度。因為蒙皮具有疊層的性質,如不使用疊層元素將會增加與疊層 數相同倍數的元素個數。但是如用具疊層的 solid 元素如 solid46 與 solid191 來模擬,雖然不會有前述缺點,但是由於面層相對於心材而 言相當的薄,如果使用 solid 元素來模擬,為了配合心材的節點數, 則面板元素的形狀將會變得極薄,導致元素的分析不準確。為了使元 素的分析能夠準確,解決的辦法只有將面板分格的設定變細,但是如 此一來將會導致網格的密度過大,總元素數量太大而難以分析。因此 選用solid95 與 shell99 的組合方式來模擬較為恰當。 分析的步驟如下:
1. 新增元素形式:在 ANSYS 中的操作為 Preprocessor → Element type,接著選擇 solid95 元素,設為 1 號元素形式。再選擇 shell99 元
素,設為 2 號元素形式,並將其 KEYOPT(11)定義為節點位於疊層最 底 部 。 接 著 同 樣 選 擇 shell99 元素,設為 3 號元素形式,並將 KEYOPT(11)定義為節點位於疊層最頂部。 其中 2 號元素形式為心材上方的面板,3 號元素形式為心材下方 的面板。因為在心材上方的蒙皮為由其與心材之間的介面往上疊層, 如果選擇節點位於平均高度上,則面板與心材的形狀會互相重合,且
各層的高度也會發生錯誤,所以需定義為節點位於疊層最底部。同理 下方的蒙皮也要做同樣的處理,將元素定義為節點位於疊層最頂部。 2. 新增實體常數:在 ANSYS 中的操作為 Preprocessor → Real constant。在此設定元素形式 2 以及元素形式 3 的 shell99 元素,其疊 層數目以及各疊層的角度、材料常數編號、厚度。
3. 新增材料常數:在 ANSYS 中的操作為 Preprocessor → Material Props → Material Models,接著定義面板、心材的材料常數,如表 4-1 所示。 4. 建立keypoints:在ANSYS中的操作為輸入K,NPT,X,Y,Z指令,建構 各keypoint座標,其中NPT為keypoint編號。其座標點位置由所使用的 翼形NACA4415 所決定(如表 3-1、圖 3-3 所示),先在solidworks繪圖 軟體中繪出其幾何形狀,再由線段來簡化其模型,並將其旋轉到實驗 施作的角度,再標出各點座標輸入ANSYS中,如圖 4-5 所示。 5. 建立體積:在ANSYS中的操作為輸入V,P1,P2,P3,P4,P5,P6,P7,P8 指 令建構各體積,如體積不為四邊棱柱體,而為三角棱柱體,則不需輸 入P7、P8。
6. 將心材黏在一起:在 ANSYS 中的操作為 Preprocessor → Modeling → Operate → Booleans → Glue → Volumes ,此動作為將各體積結合 為同一結構體。
7. 將面板黏在一起:在 ANSYS 中的操作為 Preprocessor → Modeling → Operate → Booleans → Glue → Areas,再選擇各面板所處的面積使 之相結合,此動作為將各面板結合為同一結構體。
8. 分格:在 ANSYS 中的操作為 Preprocessor → MeshTool,並設定各 體積、面積所選用的元素形式、實體常數、材料性質以及元素的座標 軸向,接著設定各線段分格的長度,並進行體積及面積元素的分格。
在此可看出面板面積與心材體積為共用同一個平面,因此其在分格後 的分格數以及節點位置必定相同,所以在元素選用時必須選擇具有相 同面節點數的shell99 以及 solid95 元素。
9.~11. 同 4-1-1 節中的步驟 7.~9.。
12. 查看撓度值:在 ANSYS 中的操作為 General Postproc →Plot Results →Contour Plot →Nodal Solu,再選 DOF Solution →Translation USUM,即可繪出撓曲圖形,並將最大撓度列示於圖上(如圖 4-6 所 示)。 4-2 內含接合機構三明治翼型結構之有限元素分析 由4-1 節中可看出三維有限元素模型非但有較容易改變網格密度 的優點(因為只需設定兩個面板的實體常數),實際上其解的收斂速 度也比二維有限元素模型快速。 然而二維有限元素模型也有其優點,諸如大幅簡化模型的複雜 度,實體模型建構容易,以及網格的建立簡單、形狀規律。在本節分 析的模型中,三維模型將面對長短線段間網格密度如何分配的問題, 為了使得網格形狀不至於過度狹長無法分析,勢必增加網格的數量, 並且必須逐一線段分配其密度。 但是由於二維有限元素模型在作收歛的過程需要重新建立面積 模型及實體常數極為繁瑣,在不知收斂所需的網格密度下,反而較三 維有限元素模型來得麻煩。而且與 2-3 節中所使用的 Fortran 程式以 及實際實驗結果比較起來,三維模型有較高的準確性,所以在本節中 將使用三維的有限元素模型來分析。 分析的步驟如下: 1.~2. 同 4-1-2 節中的步驟 1.~2.。
3. 新增材料常數:在 ANSYS 中的操作為 Preprocessor → Material Props → Material Models,接著定義玻纖、發泡、空洞……等材質的
材料常數,如表4-1 所示。 4.~7. 建構模型:基本作法同 4-1-2 節中的步驟 4.~7.。但是必須將 各體積、面積細分成玻纖、發泡、空洞、巴沙木、纖維加發泡、板狀 結構等不同材質,如圖 4-7、圖 4-8、圖 4-9 所示。由於板狀結構與巴 沙木空盒相接處的截斷面不同,將導致板狀結構體積在分格時內部有 節點,造成無法分格的情形,因此在各個變斷面之間必須將各體積分 割成同一個大小。
8. 分格:在 ANSYS 中的操作為 Preprocessor → MeshTool,並設定各 體積、面積所選用的元素形式、實體常數、材料性質以及元素的座標 軸向,接著設定各線段分格的長度,並進行體積及面積元素的分格。 由於各線段之間長短差距很大,因此必須在各截面之間,逐條線設定 其分格數,如分格數不均勻將導致無法進行分格的動作。
9.~11. 同 4-1-1 節中的步驟 7.~9.。
12. 查看撓度值:在 ANSYS 中的操作為 General Postproc →Plot Results →Contour Plot →Nodal Solu,再選 DOF Solution →Translation USUM,即可繪出撓曲圖形,並將最大撓度列示於圖上(如圖 4-10 所示)。
第五章 複合材料三明治翼型結構之製作 本章將介紹複合材料三明治翼形結構的製作流程:(1)製作接 合機構(2)成形發泡(3)玻纖蒙皮(4)分段接合。 5-1 接合機構製作 製作流程如下: (1) 將 M20 尺寸的牙條用切削機切成 4 ㎝。 (2) 用車床鑚一直徑 14 ㎜的中空部分。 (3) 車掉尾端 2 ㎝的牙。 (4) 改用鑚床在步驟(3)車平的部份中心處用 8 ㎜鑚頭橫向鑽 穿。 (5) 將步驟(4)的圓孔用銼刀修圓角,以免邊緣太過尖銳於後 續製作過程將玻纖紗束割斷,成品如圖 3-10 所示。 (6) 剪每段長約 110 ㎝的玻纖紗束數段,使其穿過接頭橫向的 孔。 (7) 將玻纖紗束穿過接頭處塗上少許發泡劑,以保護纖維不在 後續的製作過程中被拉斷。 (8) 使用發泡劑將步驟(2)的圓孔填補以防止三明治結構製作 時,溢流的發泡沾污螺牙阻礙鎖合,並將接頭與轉子連接 的那面用膠帶貼住。 (9) 用 2mm 厚巴爾沙木製作一 3.5cmx1.2cmx45cm 的中空方 盒 A,以及一 2.5cmx1.2cmx49.5cm 的中空方盒 B,並切 一 3.5cmx1.2cmx4.5cm 的 PU 發泡板。 (10) 在巴爾沙木盒隙縫塗上防漏的膠,並將步驟(9)製作的三
者黏合如圖 3-16 所示。 (11) 將玻纖紗束兩端等長對折,穿過中空方盒 B,一端用混好 的發泡劑封住,另一端用裁好的 PU 發泡板塞住。 (12) 將其以倒吊的方式靜置半天以上,讓發泡材料硬化。倒吊 的目的在於使得沾有發泡的纖維在硬化時能沿著三明治結 構的縱向成型。施工完的成品如圖 3-15 所示。 5-2 發泡的成型 在連接機構製作完成後即可展開發泡成型的步驟,如下: (1) 將 5-1 步驟(8)的接頭膠帶撕掉,穿過一片挖有直徑 21 ㎜的鐵氟 龍,再旋入接頭定位器的前擋板處。在此使用的鐵氟龍為阻擋 定位器被發泡材料黏住,以防造成拆模時無法將定位器卸下的 情況發生,如圖 3-12 所示。 (2) 裁剪 50 ㎝ × 20 ㎝的鐵氟龍兩張,用雙面膠分別貼於上下模的 直線段上,以助於拆模,如圖 3-1、3-2 所示。此處的鐵氟龍可 以重複使用,但是如果鐵氟龍表面有破洞則一定要更換或用膠 帶貼補,因為發泡材料會滲入鐵氟龍的後面造成鐵氟龍鼓起, 導致成型出來的成品有凹痕。黏貼時也必須注意鐵氟龍的縱長 前後端的邊界必須牢牢貼住模具表面,假如有縫隙也會導致發 泡材料的滲入。因為發泡材料的黏性很強,一般脫模臘仍無法 輕易將成品離模,發泡材料又容易碎裂,因此使用鐵氟龍在於 防止難以拆模或發泡材料在拆模時斷裂的情形發生。 (3) 在未貼附鐵氟龍的模具表面塗上一層均勻的脫模臘,使得發泡 材料在未貼附鐵氟龍的表面不會在拆模時破損。 (4) 準備一容量適中(至少有 500 ㏄以上的容量),適於攪拌的容
中,直接於模具中攪拌會使接近模具表面的發泡材料沒有均勻 混合,導致硬化不完全,表面容易剝落,玻纖外殼和發泡之間 容易分離。而並且攪拌時容易搓破鐵氟龍,導致前述凹痕的狀 況發生。 (5) 調配發泡A、B、C三劑(如圖 3-7)以 100:50:3 的重量比 混合,並添加佔其總重約 8﹪海藻粉。使用前先將A劑放入烤 箱(如圖 5-1)以 60 度 C 的溫度加溫,以使原本黏稠的A劑能順 利攪勻。再將A劑懸浮的部份與沉澱的部份充分混合均勻之 後,取出 250 克置於攪拌容器中。再倒入 7.5 克的 C 劑與之均 勻攪拌,接著倒入 125 克的 B 劑再度攪拌均勻。最後混入 30 克的海藻粉,均勻攪拌直至顏色變為深綠色並且看不到海藻粉 顆粒為止。 (6) 在與接頭連接的玻璃纖維束與巴爾沙木盒上,均勻的塗布先前 混合好的發泡劑,並將其放置於下模的模穴中。此步驟的目的 為避免使部分的纖維束因為沒有沾到膠而尚失其強度,雖然發 泡在成型的過程中會緩慢向外溢流,但是仍有遭到其他玻纖束 阻擋的死角,造成內部纖維未沾到膠的可能。 (7) 在下模的模穴中平均倒入混合好的發泡劑,將上模蓋上,再把 定位器的上檔板用連接機構將其與前擋板結合。 (8) 由下往上鎖上模具角落的螺栓,與上檔板鎖住的螺栓必須先穿 過鐵氟龍上事先挖好的圓孔,再穿過上檔板將整個定位器的位 置與角度鎖住,如圖 3-12 所示。此處的螺栓必須先用手將其旋 緊,再用板手將其鎖至模具間沒有縫隙為止。假如先單獨將一 個角落用板手鎖緊,則對角線的模具將會些微翹起,容易從此 處的隙縫溢流發泡,也會造成發出來的成品厚度上的誤差。