國
立
交
通
大
學
機械工程學系
碩
士
論
文
以 電 氣 紡 絲 法 製 備 引 導 骨 頭 再 生 膜 之 評 估
The study of guided bone regeneration membrane fabricated by
electrospinning process
研 究 生:李昱劭
指導教授:徐瑞坤 教授
以電氣紡絲法製備引導骨頭再生膜之評估 研究生:李昱劭 指導教授:徐瑞坤教授 國立交通大學機械工程學系碩士班 摘 要 此研究利用電氣紡絲加工技術,將聚乳酸與碳酸鈣粉末進行混合射出 加工,藉此提高可降解性之聚乳酸的剛性和韌性,尋求出對引導骨頭再生 膜有最好的機械強度。 實驗過程中,以田口式實驗規劃法進行實驗組數簡化設計,以添加不 同濃度與不同結晶相之碳酸鈣,藉由實驗結果探討不同結晶結構之碳酸鈣 對於引導骨頭再生膜抗拉強度之影響。並由統計演算法則分析控制因子: 操作電壓、溶液濃度、工作距離、幫浦流速等與引導骨頭再生膜抗拉強度 之相關性。 拉伸測詴結果顯示,添加霰石粉末之薄膜抗拉強度皆比添加方解石粉 末之薄膜抗拉強度相對較高。兩者都具有良好的生物相容性,且在細胞貼 附觀察中有明顯增生情形。
The study of guided bone regeneration membrane fabricated by electrospinning process
Student:Yu-Shao Lee Advisor:Dr. Ray-Quen Hsu
Department of Mechanical Engineering National Chiao Tung University
ABSTRACT
The purpose of this study was to investigate guided bone regeneration (GBR) membranes fabricated by Poly-L-lactic Acid (PLLA)/CaCO3 composite fibers and to discuss mechanical
strength of GBR membranes. The composite fibers were successfully fabricated by electrospinning method.
The experiments were arranged according to Taguchi method. Various percentages of calcium carbonates were added to the PLLA to compare its effects on the electrospinning. The calcium carbonates selected include commercial CaCO3 and Coral which is structurally
different from the commercial CaCO3. The morphology of polymer fibers is influenced by
various processing parameters such as, (1) viscosity of polymer solution determined by polymer concentration and additives, (2) applied voltage, (3) feeding rate of polymer solution, (4) distance between needle tip and collector.
It is found that the tensile strength of GBR membrane composed of coral is far better than GBR membrane composed of commercial calcium carbonate. Besides, both GBR membranes have good cell attachment, the potential for the membranes to be used on human being is very strong.
誌 謝 首先誠摯的感謝指導教授 徐瑞坤老師,悉心的教導與不時的討論並指 點我正確的方向,使我在這些年中獲益匪淺。老師對學問的嚴謹更是我輩 學習的典範。 感謝林耀楠、梁達嵐學長們不厭其煩的指出我研究中的缺失,且總能在 我迷惘時為我解惑,也感謝維堂、偉強、仁旌、奕超同學的幫忙,恭喜我 們順利走過這兩年。實驗室的宣諭、岳賢、柏升學弟及鍾慧學妹當然也不 能忘記,你們的幫忙及搞笑我銘感在心。 還有同學冠緯以及交大排球校隊等人共同砥礪,於學業上之互相切磋與 生活上的分享,你們的陪伴讓兩年的研究生活變得絢麗多彩皆使我銘感五 內,永誌難忘,在此一併誌謝。 女朋友佑伶在背後的默默支持更是我前進的動力,沒有佑伶的體諒、 包容,相信這兩年的生活將是很不一樣的光景。 最後僅以此論文獻給最敬愛的雙親 李春榮先生及 康靜惠女士,感謝他 們多年來的養育與栽培之恩,使我今日得以順利完成學業,也感謝姐姐曉 莉帄時的關懷與支持。再次感謝所有於生活上與學業上曾幫助過我的家人 與朋友,謝謝你們。
目錄
頁次 中文摘要 i 英文摘要 ii 誌謝 iii 目錄 ... iv 表目錄 ... vi 圖目錄 ... vii 第一章 緒論 ... 1 1.1 研究背景 ... 1 1.2 研究動機與目的 ... 4 第二章 文獻回顧 ... 7 2.1 引導骨頭再生術 ... 7 2.1.1 引導骨頭再生術的發展 ... 7 2.1.2 引導骨頭再生術的優缺點 ... 8 2.2 高分子薄膜 ... 9 2.2.1 不可吸收再生膜 ... 10 2.2.2 可吸收再生膜 ... 10 2.2.3 聚乳酸 ... 11 2.3 薄膜狀材料之應用 ... 13 2.3.1 創傷敷料 ... 13 2.3.2 生物基材 ... 13 2.3.3 導引組織再生術 ... 14 2.4 同質異構物 ... 16 2.4.1 碳酸鈣 ... 16 2.4.2 珊瑚 ... 18 2.5 薄膜製造方法 ... 19 第三章 研究材料與方法 ... 27 3.1 研究流程概述 ... 27 3.2 實驗儀器設備建立 ... 28 3.3 引導骨頭再生高分子薄膜製備 ... 29 3.3.1 溶液配製 ... 30 3.3.2 田口實驗規劃法 ... 31 3.4 引導骨頭再生膜物化性質分析 ... 32 3.4.1 高速攝影機觀察絲纖維噴射出情形 ... 32 3.4.2 光學顯微鏡觀察絲纖維表面型態 ... 32
3.4.3 電子顯微鏡觀察引導骨頭再生膜表面顯微結構 ... 33 3.4.4 碳酸鈣粉末成分與晶格分析 ... 33 3.4.5 熱重分析儀測詴碳酸鈣粉末熱裂解點 ... 33 3.4.6 拉力詴驗機測量薄膜抗拉強度 ... 34 3.5 引導骨頭再生膜之細胞培養評估 ... 34 3.5.1 類人類成骨細胞培養 ... 35 3.5.2 類人類成骨細胞培養至引導骨頭再生膜薄膜 ... 35 3.5.3 細胞計數(Cell Counting)細胞存活率評估 ... 35 第四章 實驗結果與討論 ... 47 4.1 以高速攝影機觀察電氣紡絲絲纖維噴灑過程 ... 47 4.2 聚乳酸薄膜型態觀察 ... 47 4.3 以 SEM 觀察引導骨再生膜之顯微結構 ... 48 4.4 XRD 鑑定碳酸鈣粉末成分與晶格分析 ... 48 4.5 熱重分析儀分析碳酸鈣粉末之熱裂解點 ... 49 4.6 PLA/Chloroform 溶液黏度曲線觀察 ... 49 4.7 薄膜拉伸測詴結果 ... 50 4.8 控制因子與引導骨再生膜抗拉強度之相關性 ... 51 4.9 細胞貼附形態觀察 ... 51 4.10 細胞計數之趨勢圖分析 ... 52 第五章 結論與未來展望 ... 68 5-1 結論 ... 68 5-2 未來展望 ... 68 參考文獻 ... 70 附錄 1、生物可分解高分子材料特性與應用比較表 ... 74 附錄 2、輕質碳酸鈣與重質碳酸鈣差異比較表 ... 75 附錄 3、自動式收集板 ... 76
表目錄
頁次 表 3- 1 田口法直交表 L9 (3 4 )………42 表 3- 2 控制因子與水準...43 表 3- 3 田口法直交表(添加 Calcium Carbonate 粉末)………44 表 3- 4 田口法直交表(添加 Coral 粉末)………45 表 4- 1 田口法直交表(添加 Calcium Carbonate 粉末)………60 表 4- 2 田口法直交表(添加 Coral 粉末)………61 表 4- 3 引導骨再生膜之抗拉強度比較...62 表 4- 4 控制因子與抗拉強度相關性(誤差率為 0.05%時)………...62 表 4- 5 控制因子與抗拉強度相關性(誤差率為 0.01%時)………...63 表 4- 6 參考臨界值...63圖目錄
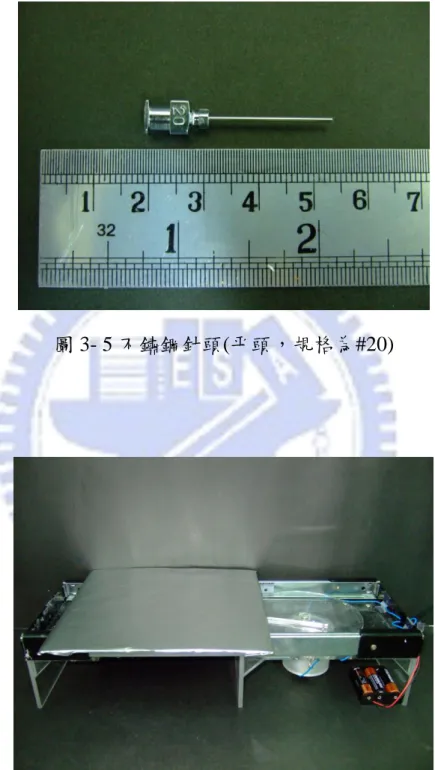
頁次 圖 1- 1 引導骨頭再生術示意圖...6 圖 1- 2 電氣紡絲法示意圖...6 圖 2- 1 聚乳酸經檸檬酸循環水解流程圖...23 圖 2- 2 聚乳酸的自然循環系統...23 圖 2- 3 碳酸鈣、氧化鈣與氫氧化鈣三者之關係圖...24 圖 2- 4 糾結千孔珊瑚、柱孔珊瑚...24 圖 2- 5 石珊瑚、軟珊瑚...25 圖 2- 6 六放珊瑚、八放珊瑚...25 圖 2- 7 方解石、霰石晶格結構圖...26 圖 2- 8 泰勒錐示意圖...26 圖 3- 1 電氣紡絲設備圖...37 圖 3- 2 實驗流程圖...37 圖 3- 3 高壓電源供應器...38 圖 3- 4 注射式針筒幫浦...38 圖 3- 5 不鏽鋼針頭(帄頭,規格為#20)……….39 圖 3- 6 自動式收集板...39 圖 3- 7 聚乳酸顆粒...40圖 3- 8 Calcium Carbonate Powder……….40
圖 3- 9 Coral………41 圖 3- 10 Chloroform………41 圖 3- 11 倒立式光學顯微鏡………..46 圖 3- 12 伺服控制桌上型拉力詴驗機………..46 圖 4- 1 高速攝影機觀察電氣紡絲絲纖維噴灑過程………53 圖 4- 2 聚乳酸薄膜型態觀察………54 圖 4- 3 SEM 觀察聚乳酸絲纖維表面……….55
圖 4- 4 SEM 觀察絲纖維表面(添加 5% Calcium Carbonate 粉末)………56
圖 4- 5 SEM 觀察絲纖維表面(添加 5% Coral 粉末)……….57
圖 4- 6 Calcium Carbonate 與 Coral 之 X 光繞射分析圖...58
圖 4- 7 TGA 分析 Calcium Carbonate 與 Coral 耐熱性質...58
圖 4- 8 PLA/Chloroform 溶液黏度曲線...59
圖 4- 9 24 小時後細胞貼附觀察...64
圖 4- 11 72 小時後細胞貼附觀察...66 圖 4- 12 細胞成長趨勢圖(添加 Calcium Carbonate 粉末)………67 圖 4- 13 細胞成長趨勢圖(添加 Coral 粉末)………..67
第一章 緒論
1.1 研究背景
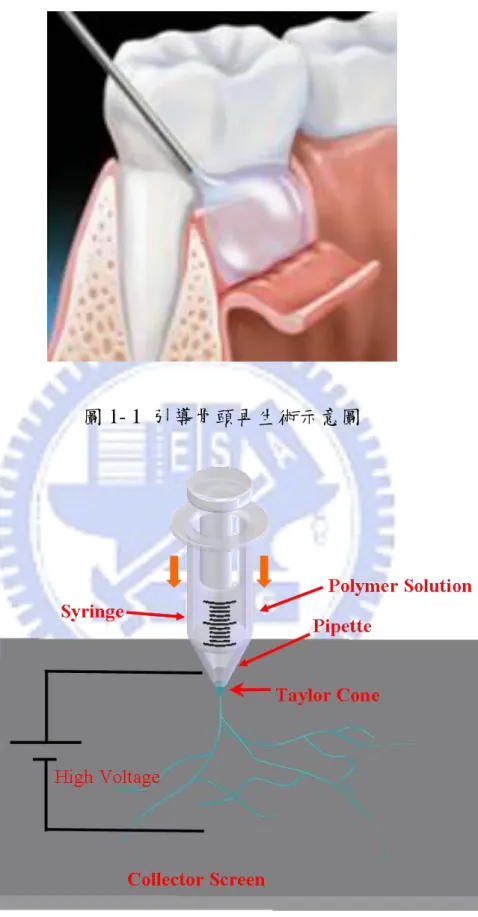
近年來引導組織再生術(Guided Tissue Regeneration)隨著再生材料不斷 改良進步,而被廣泛用於植牙及牙周美容手術方面,利用再生膜可在植牙 手術前或手術中作引導骨再生術(Guided Bone Regeneration),如圖 1-1 所 示。使過去許多被牙周病嚴重破壞而被視為頇拔除的牙齒得以保留。由於 在牙周手術後的癒合過程中,牙齦上皮細胞生長速度較快,而齒槽骨細胞 鈣化及成熟速度較慢,因此傳統手術癒合後牙根表面大都是軟組織,而有 新骨頭生長的量非常少。 引導組織再生手術的原理是利用一再生膜,置入牙齦及齒槽骨間,在 手術傷口中隔離不必要的細胞,阻擋牙齦細胞長入至牙根面。而此膜片具 有多孔性,一方面阻擋不必要的細胞,另一方面又可以讓血液及養分通過, 此外再生膜的放置可製造並維持出一空間,引導形成牙周組織的細胞長 入,一段時間後可在牙根表面產生新的牙周附連及有新齒槽骨形成,進而 恢復牙周健康及增加牙齒穩定度。 目前用於牙周手術的牙周再生膜有很多種,大多是人工合成材料,具 有良好的生物相容性。過去使用不可吸收之再生膜,由於是不可吸收之材
質,所以於手術後約四至六週頇再次手術將再生膜取出。現在已發展出許 多種可吸收材質,置入後可慢慢被人體吸收,優點是可免除第二次手術。 除再生膜之外,在齒槽骨吸收破壞後所形成之骨缺損的空間,一般會 再置入一些骨移植材料以填補骨缺損,除了可顯著增加齒槽骨的寬度或高 度,亦引導植體周圍新骨的生長,可提高人工牙根的穩定度與成功率,並 可維持再生膜的形狀使之不易塌陷。至於選用何種再生膜或骨移植材料, 則必頇由專業醫師考慮每位病患不同的狀況,骨缺損形狀及大小,牙齦位 置牙周萎縮程度,及材料操作特性等作詳估後,再選擇最合適的材質。 若牙齒周圍齒槽骨流失嚴重,便會導致牙齒動搖、移位、無法咀嚼, 最後難逃被拔除的命運。嚴重牙周病除了造成牙齒咀嚼功能喪失外,牙齦 紅腫流血會產生異味,而牙齦萎縮牙齒移位也嚴重影響美觀,因此對個人 健康及社交影響甚鉅。 而高分子材料依其用途亦有不同的選擇,以創傷敷料為例,為了有良 好的透氣性,因此以具備多孔性質為佳,而多孔性生醫材料需具備及考量 下列的特性[1~3]: 1.良好之生物適應性。 2.為生物可吸收分解性的材料。 3.具備高孔隙率(High Porosity)。
4.具備適當的孔徑。 5.為三度空間的多孔性結構。 6.所製備的孔洞需為相互連通的孔隙結構。 7.具備適當機械強度。 除此之外,將具有特殊性質之多孔性高分子薄膜,移植至受損之器官 組織,可以藉由孔洞引導細胞增生,並達到組織修復之效果。 高分子薄膜之製備方法有燒結(Sintering)、拉伸(Stretching)、軌跡蝕刻 (Track Etching)、模板瀝濾(Template Leaching)、相轉換(Phase Inversion)、塗 佈(Coating)及電氣紡織(Electrospinning),其中相轉換法及電氣紡織法為主要 製備多孔性生醫薄膜之方法。 電氣紡織法是 1934 年由 Formhals 所開發出的專利技術[4~6],因為這 種生產技術應用到靜電力(Electrostatic Force),因此稱為電氣紡織法,以電 氣紡織法生產生物可分解奈米纖維時,原料是長鏈分子的聚合物溶液如生 物可分解的膠原蛋白(Collagen)或是聚乳酸(PLA)。當溶液被打入通電的金屬 噴嘴,高壓電在噴嘴的外圍會創造出一個三角錐狀的液體形狀,稱為泰勒 錐(Taylor Cone),接著微細的奈米纖維會噴射出來。奈米級的纖維從噴射出 至蒐集板表面時並不遵循直線路徑的原則,可以藉由旋轉蒐集板而編織出
一張多孔性生物可降解高分子薄膜,圖 1-1 為電氣紡織之原理示意圖,用來 控制薄膜形態主要有以下四個參數: 1.液體濃度(Solution Concentration)。 2.電壓強度(Voltage Strength)。 3.沉積距離(Deposition Distance)。 4.沉積時間(Deposition Time)。 雖可藉由以上四個參數來控制薄膜之成長形態,不過經由噴嘴噴出 之高分子纖維絲是以亂數重疊排列,所以會有孔洞大小不一及膜厚不均 勻之缺點。 1.2 研究動機與目的 在可降解性引導骨頭再生膜中常添加可以促進骨頭生長的物質,例如 碳酸鈣、磷離子等,但添加粉末後之薄膜機械強度與不可降解性引導骨頭 再生膜相較來的差。在碳酸鈣中,有方解石與霰石此兩種同質異構物的分 別,一般商業用碳酸鈣為方解石結構,常見的珊瑚是霰石結構,本研究的 研究動機想探討不同結晶構造之碳酸鈣對於電紡過程後之薄膜機械強度的 影響。
本研究採用石珊瑚經瑪瑙研缽研磨至微米等級後,因珊瑚具有良好的 生物相容性,且其主要成分為碳酸鈣可以促進骨細胞生長且貼附情形良 好,以電氣紡絲加工技術將聚乳酸(Polylactic acid, PLA)與碳酸鈣粉末進行 混合射出加工,藉此提高可降解性之聚乳酸的剛性和韌性;再以倒立式光學 顯微鏡、場發射電子顯微鏡、X 光繞射儀分析聚乳酸的表面型態與纖維型 態、橫截面微結構和組成成分分布;並以熱重分析儀及拉伸詴驗機測詴聚 乳酸之耐熱性質與機械強度;最後在生物相容性方面則以類人類骨母細胞 (Osteoblast Like Cell, MG63)進行細胞培養與細胞計數,觀察細胞生長附著 貼附情形與其生物相容性。
圖 1- 1 引導骨頭再生術示意圖
第二章 文獻回顧
2.1 引導骨頭再生術 2.1.1 引導骨頭再生術的發展 此名詞最早自 1993 年 Dr.Buser[7]提出,此定義為使用阻隔膜(Barrier Membrane)於骨缺損而獲得骨再生,以利與引導組織再生術有很好的區別。 GBR 此項技術在牙科上最早是瑞典 Gothenburg 大學的 Dr.Dahlin 等學者所 提出,在 1988 年後一系列的動物實驗中證實在骨缺損中使用 ePTFE 再生膜 (Expanded Polytetrafluoroethylene Membrane)將上皮及牙齦纖維細胞隔離, 可獲得新生骨的形成,接著 Dr.Dahlin 提出文獻報告指出[7],將 GBR 運用 在牙科種植體(Dental Implant)上,在兔子脛骨上植入 Branemark implant 產 生裂開型骨缺,實驗組放上 e-PTFE 再生膜,對照組不放任何材料,結果顯 示實驗組可獲得完全的新生骨覆蓋,同時組織切片顯示,新生骨與牙科種 植體間有骨整合現象,從此奠定 GBR 在植體骨缺損上使用的基礎。1990 年 Dr.Nyman 及 Dr.Buser 提出最早的人體臨床報告,成功的運用 GBR 的技術在局部牙脊增高(Localized Ridge Augmentation)及拔牙傷口區 (Extraction Site),獲得很好的骨再生。到目前 GBR 的文獻超過百篇,可運 用在植體中產生骨缺損的各種適應症,包括裂開型(Dehiscence),開窗型 (Fenestration),拔牙傷口區包括立即植牙(Immediate Implantation),延遲立
即植牙(Delayed Immediate Implantation )及局部牙脊增高(Localized Iidge Augmentation);另外原本屬於實驗中的適應症包括垂直向牙脊增高(Vertical Ridge Augmentation),失敗中牙科種植體(Failing Implant)等再臨床上一有許 多成功的報告。
2.1.2 引導骨頭再生術的優缺點 (1)優點
1. 使植體可種植在理想的位置(Ideal Prosthetic Position)。 2. 在拔牙傷口區可快速植入植體。 3. 局部牙脊增高後可植入值體。 4. 可拯救失敗中的植體。 (2)缺點 1. 技術敏感。 2. 牙醫師要花較長的時間。 3. 病人要付更多的費用。 4. 假如再生膜外露(Membrane Exposed),要經常追蹤檢查。
如今 GBR 在植體上骨缺損的治療效果已經非常明確,目前以不可吸收 性再生膜佔主導的地位,如何避免再生膜早期外露是最重要的課題,另外 骨缺損的空間製造(Space Making)是另一個重點,而各種骨移植(Bone Graft) 在這方面扮演重要的角色。 2.2 高分子薄膜 薄膜狀材料則是組織工程應用當中常被使用的材料之一,因膜是一種 介面相(Interface),用於隔開兩相,且能控制兩相內部質量的輸送速率。由 於其具有半透膜性質,具有選擇性,可以控制各種物質的通透速率,並具 有分離效果。 通 常 薄 膜 可 依 構 造 區 分 為 均 質 (Homogeneous) 與 非 均 質 膜 或 對 稱 (Symmetric)與非對稱膜(Asymmetric),如圖 2-2 所示。均質性薄膜是指薄膜 結構與孔洞分佈的一致連續性,在電子顯微鏡下,薄膜有孔洞者,指其大 小大致相同,薄膜無孔洞者,為緻密型薄膜,則以自由體積為觀點,其結 構仍允許分子通透。非對稱性薄膜一般指孔洞大小分佈不一致,從表層至 內層的孔洞分佈往往越來越大,一般典型的例子是由緻密的皮層(Skin Layer) 與多孔性(Porous)的基質所組成,此多孔性的基質一般又分為海綿型結構 (Sponge Structure)與手指型結構(Finger Structure)[8]。在非對稱性薄膜中,
可以以緻密的皮層作為選擇的界線(Barrier),當溶質穿透皮層後,即可在下 層多孔性的基質中自由傳送。 2.2.1 不可吸收再生膜 常見的材料有 Gore-Tex、Millipore、Biobarrier。它含有特殊的生化材 料如 e-polytetrafluoroethylene(e-PTFE),對牙科種植體的骨整合有明顯的幫 助。除了抑制上皮及成纖維細胞長入,促進骨細胞生長外,它還具備以下 特性:
(1). 細胞隔絕性(Cell Occlusivity)及空間創造性(Space Making) (2). 組織整合性(Tissue Integration) (3). 生物相容性(Biocompatability) (4). 良好的穩定性及可靠性 此種材料的優點為操作性佳,可併用含鈦材料或其它充填材料以獲得 更穩定及更大的骨生長空間,缺點是頇手術 2 次以上,一般在植入人體 4-8 週後需轉出,如有暴露易造成感染而影響骨生長,此種材料如今已廣泛的 使用在即刻種植及齒槽骨增長術(Ridge Augmentation)上,並得到良好的功 能及美觀上的效果。 2.2.2 可吸收再生膜
在 1990 開始發展,其材料依組成可分為三大類: (1). 第一類為膠原蛋白(Collagen)再生膜:經交叉連結處理可以改善它的 物理性質和吸收時間,使它的吸收時間可延至 8 週以上,有助於骨再生 應用,如 Bio-Gage、Bio-Mend、Atrisorb。 (2). 第二類為聚合體(Polymer)再生膜:主要是由多乳酸和多甘醇酸所聚 合而成,吸收時間延至 8-10 週,完全吸收需 6-7 個月,提供完整之組織 隔絕。 (3). 第三類為前面 2 種材料外之其它再生膜總稱:有許多文獻報告指出可 吸收與不可吸收再生膜在臨床上的效果是大同小異的,其優點為可為人 體吸收,不頇第二次手術取出。 可吸收再生膜的缺點為: 1. 一旦暴露可能會快速吸收分解影響牙周組織再生。 2. 部分病人會有排斥或過敏。 3. 若與其它充填材合併使用,需避免交叉反應。 2.2.3 聚乳酸 1954 年起,PLA 就已被知悉具有塑性(Plastic)性質[9]。它是一
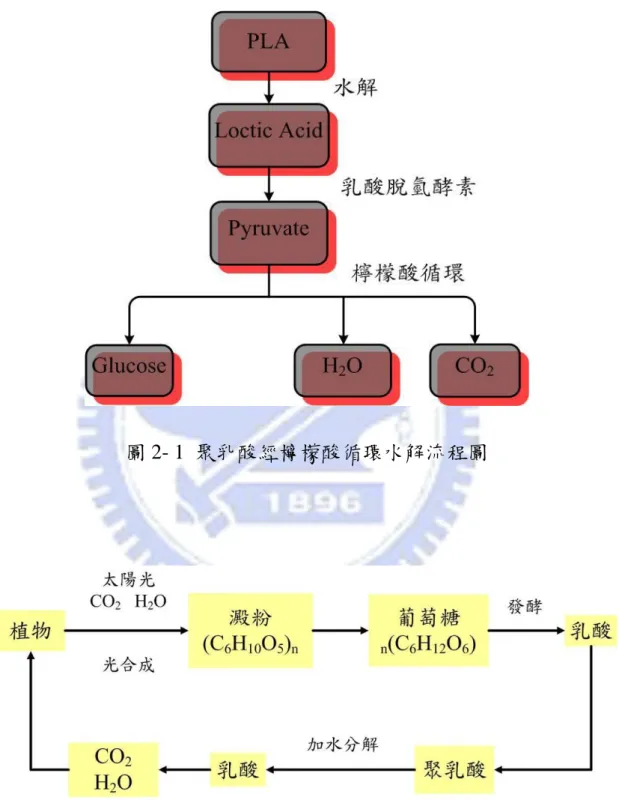
種 人 工 合 成 、 生 物 可 吸 收 性 白 色 半 結 晶 玻 璃 態 高 分 子 , 屬 於 poly-alphahydroxy acids , 其 玻 璃 轉 化 溫 度 為 57℃ , 熔 點 為 174℃(Vert etal.,1981),化學結構型式有 4 種,視其立體結構為 L 型(L-configuration) 或 D 型(D-configuration)而定[10];PLA 通常在環雙酯乳酸(Cyclicdiester Lactide)的開環聚合作用(Ring Opening Polymerization)中被合成[11];在活體 內。如圖 2-1、圖 2-2,PLA 會經水解去酯作用(Hydrolytic Deesterfication) 變成乳酸。而乳酸是所有有機體內碳水化合物代謝的中間或最終產物;乳 酸可藉乳酸脫氫酵素(Lactate Dehydrogenase)的催化而氧化成焦葡萄酸鹽 (Pyruvate) 。接著焦葡萄酸鹽可用於葡萄糖的合成。或經檸檬酸循環被代謝 成水和二氧化碳,再由肺和腎排出[12]。PLA 的生物相容性良好、有合適 的堅硬度、在活體內可被吸收代謝掉,滿足了部份理想接合材料的需求。 當添加低分子量聚乳酸的含量愈多,有愈高的生物分解速率,添加低分子 量聚乳酸的含量達 30 %時生物薄膜於 60 天後能完全被吸收,可將此生物 薄膜應用在引導牙齒周圍組織的再生。 PLA 被吸收掉的時間範圍相當大,在動物體內,PLA 被完全吸收掉的 時間由 32 週至超過 4 年,PDLLA 則在 24 週至 18 個月;在人體中,則 在植入後約 12-18 個月才會開始被吸收[13]。影響 PLA 被吸收的因素包括 其分子量和結晶性、被植入的位置、所製成植體的大小和形狀、以及 PLA 的 製造和消毒方法等。
2.3 薄膜狀材料之應用
薄膜狀材料應用在組織工程當中例子很多,如創傷敷料(Wound
Dressing)、生物基材(Scaffolds) 、藥物釋放(Drug Delivery)、選擇性血漿分 離等。 2.3.1 創傷敷料 利用薄膜狀材料作為大面積或重度燒傷之創傷敷料,以防止傷口 水分蒸發造成脫水,同時防止細菌感染,而且提供環境讓生體組織移 入繁殖[14],傷口表面需保持足夠的濕潤以加速治療效果,但傷口及 敷料間不能有體液累積以防感染[15],通常創傷敷料多屬非對稱型結 構,上有皮層保護傷口不受感染並防止脫水且可排出體液,下有多孔 層可吸附體液並提供細胞生長及組織重建[16]。 2.3.2 生物基材 薄膜狀狀材在組織工程中所扮演的角色包括: (1) 將細胞或以經初步培養的組織,運送到身體需要的地方,避免在發揮功 能前即遭免疫或身體中其他物理作用的破壞。
(2) 維持組織的 3D 結構,並使新生的組織器官具有符合要求的立體型態, 並給予他們支持及維護的功能。 (3) 刺激細胞或組織表現出特定行為,例如在基材表面塗布可產生訊號的物 質,以達所需的效果。 2.3.3 導引組織再生術 導引組織再生術是薄膜狀材料應用的典型例子。以往傳統的牙 周病處理上包含了洗牙(Scaling),牙齦下牙根刮帄 (Subgingival Soot
Planning),軟組織刮除(Soft Tissue Curettage),治療後,因原先發炎牙齦的 收縮,促使發炎的牙齦恢復健康的外型。
傳統牙周治療後,只能得到牙周組織的修復(Repair),即牙齦結締組織 (Gingival Connective Tissue)與上皮組織(Epithelial Tissue)的增生,無法恢復 原有的支撐功能,並未獲得真正的牙周組織的再生(Regeneration)。為了重 建已喪失牙周組織的支撐功能,便衍生出再生性牙周手術(Regenerative Periodontal Surgery),這種再連結(Reattachment)的治療目標,是藉由手術或 機械 性的治 療方式 ,促使 受到牙 周病破 壞的剩 餘牙間 韌帶 (Periodontal Ligament,PDL)能再生新的膠原纖維(Collagenfibers),延伸至牙根表面新生成 的牙堊質(New Cementum)中,並連接牙根表面[17],以復原受到牙周病或機 械性破壞的病變區[18]。
Nyman 等人[19]首先在 1982 年,利用聚合物(Polymer)製成的微 孔膜(Millipore Nembrane)覆蓋在缺損的牙周組織上,以阻隔遷移速度 較快的上皮組織及牙齦結締組織向下生長,創造空間以誘導周圍的牙 間韌帶細胞再分化,讓缺損的牙周支撐組織重新長出,以恢復原有支 撐功能[20]。這種導引組織再生手術經過二十年的臨床及基礎研究的 證實,確立了臨床的應用性。 要得到成功的牙周導引組織再生,理想的阻隔膜在設計上必頇符合下 列要求[21][22]才能得到最大再生效果: 1.生物相容性(Biocompatibility):不會引發過敏、發炎或免疫反應。 2.空間創造性(Spacemaking):創造空間讓牙周韌帶組織能有足夠的空間復 原[23]。 3.細胞隔絕性(Cell Occlusivity):隔絕非參與牙周韌帶組織復原之細胞進 入。 4.組織整合性(Tissue Integration):避免上皮組織向下生長,並促使其在膜 上形成穩定覆蓋的皮瓣[24]。 5.手術便利性(Clinical Manageability):臨床上操作便利。
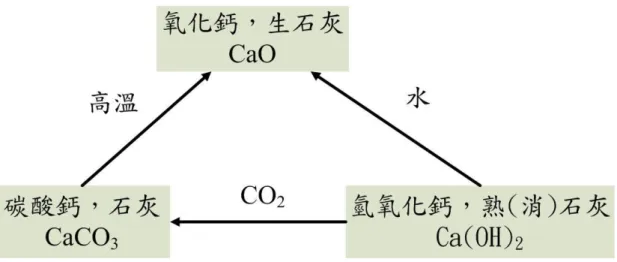
6.適時吸收(Suitable Resorption Time):能在牙周韌帶組織復原完畢後吸 收,理想是六至八週開始吸收,以達最大的組織再生效果[25]。 2.4 同質異構物 所謂的同質異構物,表示成分相同但結晶構造不同。霰石多形成針狀 的集合體,根據實驗,霰石生成的壓力環境較高於方解石,所以當霰石露 出於地表下容易因壓力劇降而轉變為方解石。同樣情形由生物化學作用生 成霰石質貝殼,當生物遺體腐爛後,留下的貝殼暴露於空氣中也會轉變為 方解石。 2.4.1 碳酸鈣 碳酸鈣是重要的無機鹽產品,廣泛用於塑膠、橡膠、造紙、油墨、塗 料、建材等方面。為生產加工業中最常用的填充劑。目前使用的碳酸鈣主 要有二種,其一是由天然碳酸鈣礦物質如方解石、大理石、白堊經機械粉 碎法粉碎成不同細度的碳酸鈣,這種碳酸鈣稱為重質碳酸鈣,其品質由天 然石灰石的品質和其細度決定。其二是石灰石經過鍛燒,使其分解成氧化 鈣(CaO),並通水(H2O)反應成氫氧化鈣(Ca(OH)2),再通入二氧化碳,經沉 澱後形成碳酸鈣(Calcium Carbonate),這種碳酸鈣稱為輕質碳酸鈣,如圖 2-3 所示。目前工業生產重質碳酸鈣主要有二種,一種是乾法;一種是濕法,
乾法生產的產品,可廣泛用於橡膠、塑膠、塗料等行業。而濕法工藝的生 產則使用於造紙行業中,且一般產品是以漿狀產品出售給造紙廠。 一般輕質碳酸鈣密度爲 2.4~2.7g/cm3,其長徑爲 5~12μm,短徑爲 1~3μm,帄均粒徑爲 2~3μm。現在塑膠中使用的重質碳酸鈣多用方解石作 爲原料。方解石的物理性能:密度 2.60~2.75g/cm3,硬度(莫氏)3,溶解度 (18℃)0.0013g/100g 水,分解溫度 900℃,詳細比較如附錄二。 剛性和韌性是塑膠製品兩個重要性能指標,因此塑膠製品同時具有良 好的剛性和韌性,是長期以來材料科學研究的重要課題。爲了提高塑膠製 品的韌性,一般採用添加橡膠或彈性體的方法,可以達到增韌改性的目的, 但卻損害了材料的剛性性能,而且材料的加工性能和耐熱性能將會降低。 碳酸鈣作爲無機填料應用於塑膠填充已有多年的歷史。過去碳酸鈣一般作 爲填料以降低成本爲主要目的。近年來,隨著生産上廣泛的使用和大量的 研究發現,填充大量的碳酸鈣也可增加塑膠産品體積、降低成本、提高硬 度和剛度、減小塑膠製品的收縮率、提高尺寸穩定性;改進塑膠的加工性能、 提高其耐熱性、改進塑膠的散光性、抗擦傷性、帄滑度;同時對缺口抗衝擊 強度的增韌效果及混煉過程中的粘流性等方面都具有顯著效果。在塑膠中 填充大量的超細碳酸鈣粒子後,塑膠不僅剛性不受損害,韌性也得到大幅 度的提高,最大可提高 2~3 倍。改變了以往填充改性塑膠必頇以犧牲某種 力學性能爲代價、改性塑膠的力學性能隨填料填充量的增加而下降的狀況。
2.4.2 珊瑚 珊瑚在分類上是屬於腔腸動物門(Phylum Coelenterata)珊瑚蟲綱(Class Anthozoa) 的 無 脊 椎 動 物 , 大 部 分 珊 瑚 屬 於 六 放 珊 瑚 亞 綱 (Subclass Octacorallia)。只有少部分如千孔珊瑚(Milleporidae)、柱孔珊瑚(Stylasteridae) 等是屬於水螅蟲綱(Class Hydrozoa),如圖 2-4。單一的珊瑚蟲可以以有性或 無性方式繁殖更多的珊瑚蟲,依據珊瑚的骨骼質地特性,可將珊瑚分為: 石珊瑚(Stony Corals)、軟珊瑚(Soft Corals),如圖 2-5;而分類學上,亦把珊 瑚分為兩大類:六放珊瑚和八放珊瑚如圖 2-6,六放珊瑚的觸手數目是六的 倍數,石珊瑚就屬於六放珊瑚,而八放珊瑚則是具有八隻羽毛狀的觸手, 包括軟珊瑚和柳珊瑚。石珊瑚具分泌碳酸鈣形成堅硬群體骨骼(Corallum)的 能力,能建造珊瑚礁;軟珊瑚沒有堅硬的骨骼,只有細小的鈣質骨針(Sclerites) 分散在組織裡面,生物群體由肥厚的組織構成,柔軟而有彈性。 珊瑚的骨骼,是由它們特化的組織所分泌及堆積形成的,骨骼的主要 成份是碳酸鈣,其中的鈣離子(Ca2+ ) 和碳酸氫根離子(HCO3 -)都來自海水, 它們可以經由擴散或運送到達珊瑚水螅體底部的表皮層,再由表皮層特化 的細胞所分泌的酶,促使它們轉變成碳酸鈣而沈積下來。珊瑚礁在剛形成 的時候,碳酸鈣是以霰石的形態存在,這種不穩定的構造,會逐漸轉變成
較穩定的方解石,並以此種形態保存下來。方解石有一種同質異構物 (Polymorphism),稱之為霰石,如圖 2-7 所示。 所謂的同質異構物,表示成分相同但結晶構造不同。霰石多形成針狀 的集合體,根據實驗,霰石生成的壓力環境較高於方解石,所以當霰石露 出於地表下容易因壓力劇降而轉變為方解石。同樣的情形由生物化學作用 生成的霰石質貝殼,當生物遺體腐爛後,留下的貝殼暴露於空氣中也會轉 變為方解石。 2.5 薄膜製造方法 傳統薄膜的製備一般可以分為以下四種[26]: (1) 燒結法(Sintering Method):將細微的高分子粉末(球狀或纖維狀),以低 於熔點的溫度加熱使粒子表面軟化呈熔融狀態,再與臨接粒子並列在 一起,而於燒結粒子間形成細微的孔隙,如 PTFE。 (2) 拉伸法(Stretched Method):將半結晶均相膜以外力拉伸,形成微孔,如 PE,PTFE。 (3) 軌跡浸蝕法(Track-etched Method):以雷射照於均相薄膜上,再以化學 溶劑腐蝕形成圓柱型孔洞。
(4) 相轉換法(Phase Inversion):是將以溶劑系統為連續相的高分子溶液 (Polymer Solution),轉變為以高分子為連續相的凝膠(Gel)。在經進一步 的 固 化 而 形 成 完 整 之 薄 膜 。 其 中 相 轉 換 法 又 可 分 為 乾 製 法 (Dry Processing)及濕製法(Wet Processing)兩種。乾製法是藉溫度變化直接使 高分子溶液之溶劑揮發,促使高分子之溶解度降低,沈澱形成凝膠, 最後形成薄膜。而濕製法是將高分子溶液浸入非溶劑內,藉由溶劑與 非溶劑之擴散交換使高分子溶液產生相分離,沈澱形成凝膠,最後形 成薄膜。 (5) 電氣紡絲(Electrospinning):最早被發現是在 1900 年,當時人們將熔融 狀態的封蠟(Sealing Wax)置於一個高壓電場中,便發現會有固態的纖維 由高壓端被射出,最後沈積在接地點形成薄膜狀沈積物。 其中電氣紡絲在 1914 年後,Zeleny 等學者便開始電氣紡絲研究,但當 時還侷限於熔融狀態的物質。而在 1934 年學者 Formhals 申請了第一個電 氣紡絲的專利,描述利用靜電力場製造高分子纖維之裝置,至此之後研究 方向便著重在溶液狀態的物質上。1964 年後,隨著光學攝影技術的進步, 學者 Taylor 便利用連續式光學攝影的方式,找出了臨界電壓以及液滴的帄 衡外型,同時以發現者的名字命名,也就是俗稱的泰勒錐(Taylor Cone),示 意圖如圖 2-8 所示,帄衡半角為 49.3°(Semi-vertical Angle)。1966 年時學者 Simons 利用電氣紡絲成功製造出輕薄的不織布型態薄膜[27]。1970 年任職
於 Dupont 的 Baumgarten 發表了一系列利用高速攝影儀拍下的電紡相片, 使得電紡的過程及其運動方式更為人們所熟悉。隔年,Baumgarten 更利用 電紡至做出直徑只有 0.05~1.1 微米的纖維[28],更印證了電紡能達奈米尺 寸的能力。 電氣紡絲的基本原理是利用一高壓電場作為驅動力[29],將含有高分子 的離子溶液或熔融狀態的高分子置於毛細管(Capillary)中,並接上高電壓, 產生一能量強大的高電壓差,利用此一高電壓差,使溶液在毛細管的一端 形成泰勒錐(Taylor Cone)[30],當電壓逐漸升高之後,電場電壓會大於溶液 的表面張力(內聚力),溶液隨即脫離泰勒錐射出形成一飛行軌跡(Jet)[30], 當高速的飛行高分子溶液逐漸接近收集板時,由於拉扯的電場面積變大, 便會發生展開(Splaying)[30]的現象,使飛行的高分子分裂成更細小的纖維, 沈積於收集板(collector)上。分裂之後的高分子纖維直徑可藉由電場強度、 溶液黏度等變因精準控制在數毫米到一百奈米(1μm~100nm)間,帄均散佈於 收集板上,形成沒有方向性的不織布薄膜,同時纖維與纖維間也會形成交 錯連結的網路結構[31],更加的提升了薄膜的張力強度,不織布的型態也消 除了各方向的弱點。 電氣紡絲能藉由射出電壓、溶液黏度、飛行距離等條件控制,紡織出 單一直徑大小的纖維[32],進而精準控制薄膜之孔洞率、孔徑,而達到不同 薄膜使用目的的需求。同時也因纖維直徑的奈米化,造成量子尺寸效應及
表面效應,而展現出許多優異的物理與化學的性質。高度配相後的高分子 也使的其降解時間更趨穩定[33],也較易控制。電氣紡絲是一種物理性質的 加工方式,可將溶液狀態或熔融狀態的高分子紡織成不織布型態的薄膜 [34]。 電氣紡絲技術有以下優點: 1.纖維尺寸可達奈米級[35]。 2. 纖 維 結 構 及 直 徑 大 小 可 由 溶 液 黏 度 (Solution Viscosity) 、 電 場 強 度 (Electric Field Intensity)等變因精準調控[36]。
3.成形後的不織布薄膜相當適合當作藥物載體,可加入抗生素(Antibiotics) 或生長因子(Growth Factor)等功能性載子,加強薄膜的功能性[37]。 4. 經由電紡絲過程後,利用特殊方法,可使纖維呈現高度順向性排列, 有助於薄膜機械強度的提升[38]。 5.電氣紡絲技術是屬於單一加工過程(Single Process)[39][40]。 此外,電氣紡絲還具備有具有特高之纖維表面積,在催化劑或生物培 養基材等方面很容易發揮其優點。奈米級之直徑,製成之過濾材等,具有 特高之孔隙度及特小且均勻之孔洞。與一般膜比較,纖維織物具有較高之 強度。電氣紡絲之設備不複雜,容易購裝,CP 值(Cost/Price)低,等等特點。
圖 2- 1 聚乳酸經檸檬酸循環水解流程圖
圖 2- 3 碳酸鈣、氧化鈣與氫氧化鈣三者之關係圖
圖 2- 5 石珊瑚、軟珊瑚
(a) 方解石 Calcite (b)霰石 Aragonite 圖 2- 7 方解石、霰石晶格結構圖 圖 2- 8 泰勒錐示意圖
電
位
差
+HV
+HV
電
位
差
泰
勒
錐
第三章 研究材料與方法
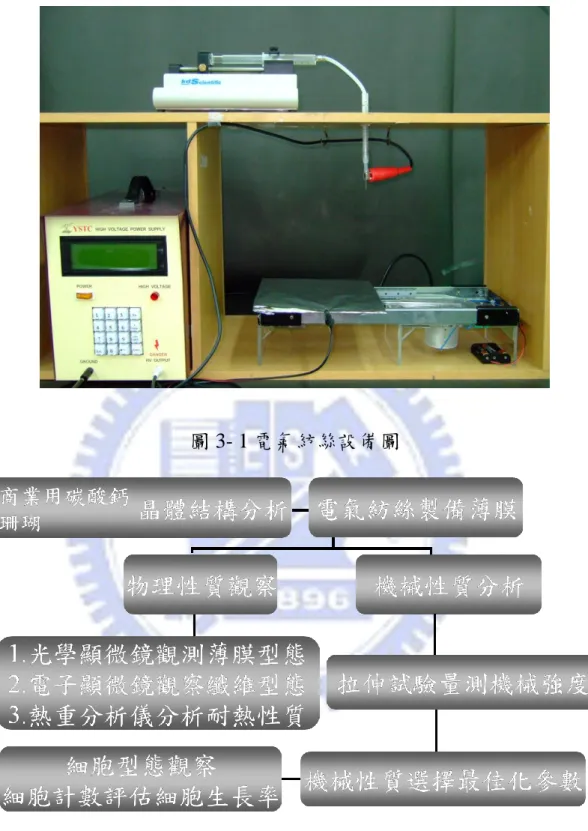
3.1 研究流程概述 本實驗以電氣紡絲製備引導骨頭再生膜以添加不同濃度與不同結晶相 之碳酸鈣,藉由實驗結果探討不同結晶結構之碳酸鈣對於引導骨頭再生膜 抗拉強度之影響。首先以田口式實驗規劃法[41]進行實驗組數簡化設計,並 藉由統計演算法則分析控制因子:操作電壓、溶液濃度、工作距離、幫浦 流速等與引導骨頭再生膜抗拉強度之相關性。 研究的流程可概括分為四大部分:(1)實驗儀器建立,(2)引導骨頭再生 膜之製備,(3)引導骨頭再生膜之物化性質分析,(4)藉由統計演算法分析控 制因子與引導骨頭再生膜抗拉強度之相關性,(5)引導骨頭再生膜之生物相 容性評估與細胞存活率及細胞生長情形觀察。 首先將電氣紡絲設備架構完成,其主要設備為(1)直流高壓電源供應器 與(2)注射式針筒幫浦,初步組成之電氣紡絲設備,如圖 3-1 所示。接下來 隨即進行引導骨頭再生膜之高分子溶液調配,利用聚乳酸 PLA 顆粒為溶 質,氯仿 Chloroform 為溶劑,調配出不同濃度百分比之聚乳酸 PLA 溶液, 以便進行電氣紡絲射出成形測詴,以不同操作電壓、幫浦流速、工作距離 為變數,藉以確認電氣紡絲設備架設完成後是否可以射出纖維絲,並以高速攝影機拍攝觀察絲纖維射出時針尖情形。在確認自行架設電氣紡絲設備 可正常射出絲纖維後,因了解影響電氣紡絲射出成形的控制因子眾多,所 以本研究選用田口式直交表來進行實驗組數設計,將配置好的聚乳酸 PLA 溶液分裝成五組,其中兩組分別加入 3%、5%之商用碳酸鈣,另兩組分別 加入 3%、5%之石珊瑚,加上一組 12% 聚乳酸 PLA 溶液再搭配不同之操作 電壓、幫浦流速、工作距離,以製備不同引導骨頭再生膜,以利往後實驗 分析用途。將製備之不同濃度的引導骨頭再生膜,藉由各種分析儀器分析 其薄膜物化性質,找出各變因間之關係。物性分析包括 XRD 成份分析、OM 薄膜形態觀察、並以伺服控制桌上型拉力詴驗機進行薄膜強度測詴,藉以 評估不同濃度之引導骨頭再生膜之抗拉強度大小差別。最後並進行引導骨 頭再生膜生物相容性評估,包括:類人類成骨細胞培養、細胞存活率、及 細胞生長情形觀察。實驗流程圖,如圖 3-2 所示。 3.2 實驗儀器設備建立 為了研究電氣紡絲應用於製造引導骨頭再生高分子薄膜之可行性,首 先要確定裝置的配置及變因的調控,這裡使用的電氣紡絲裝置中包括(1)直 流高壓電源供應器,友聲電子,台灣,如圖 3-3 所示。主要是控制本實驗的 操作電壓,隨著電壓的高低不同在電紡絲過程後所噴灑的纖維粗細也會有 比例變化。此直流高壓電源供應器有兩端接頭,一端正極接頭接在不鏽鋼 針頭,另一端負極接頭夾在鋁箔收集板上。(2)注射式針筒幫浦,詠欣儀器,
台灣,如圖 3-4 所示。此注射式針筒幫浦主要是用來控制本實驗的幫浦流 速,當流速有改變時,在電紡絲過程後所噴灑的纖維型態也會不同。當針 筒裝滿高分子溶液後立即放入夾具內固定,再打開開關觀察是否有溶液流 出。(3) 不鏽鋼針頭(帄頭),規格#20,內徑 0.6mm,如圖 3-5 所示。不鏽鋼 針頭需以砂紙磨帄前端,使得液體通過針尖時為一完整液珠,不會有液珠 歪斜的情況。(4)自動式收集板,如圖 3-6 所示,使用自動式收集板收集, 收集板上包覆一層錫箔,規格為 10*10 cm2並接上負極。細部零件圖見附件 三。 設備配置一般可分為兩種:一為臥式,意指射出方向為水帄,電場之 壓差為水帄方向,高壓由左方通入,收集板及接地設置在右方,同時收集 板之帄面垂直地面。二為立式,意指射出方向為垂直,電場之壓差為垂直 方向,高壓由上方通入,收集板及接地設置在下方,同時收集板之帄面與 地面帄行。因臥式電氣紡絲設備在絲纖維射出時易受重力影響,因此本實 驗採用的是立式電氣紡絲架構,如圖 3-1 所示。 3.3 引導骨頭再生高分子薄膜製備 首先引導骨頭再生高分子溶液的配製,以聚乳酸 PLA 顆粒為溶質,氯 仿 Chloroform 為溶劑,調配出不同濃度百分比之聚乳酸 PLA 溶液,接著測 量調配好的聚乳酸 PLA 溶液之黏度值,經測量不同濃度百分比 6%、10%、
12%、20%之聚乳酸 PLA 溶液黏度值,即可求得聚乳酸 PLA 溶液之黏度曲 線,並藉由電氣紡絲搭配不同電壓射出絲纖維結果,即可以得到黏度、電 壓與絲纖維型態之關聯性。
3.3.1 溶液配製
本實驗所採用的材料包括:
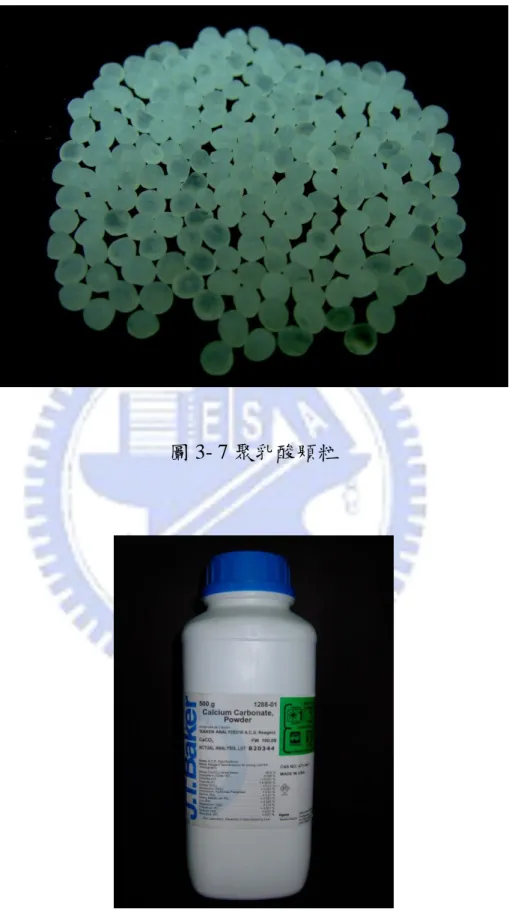
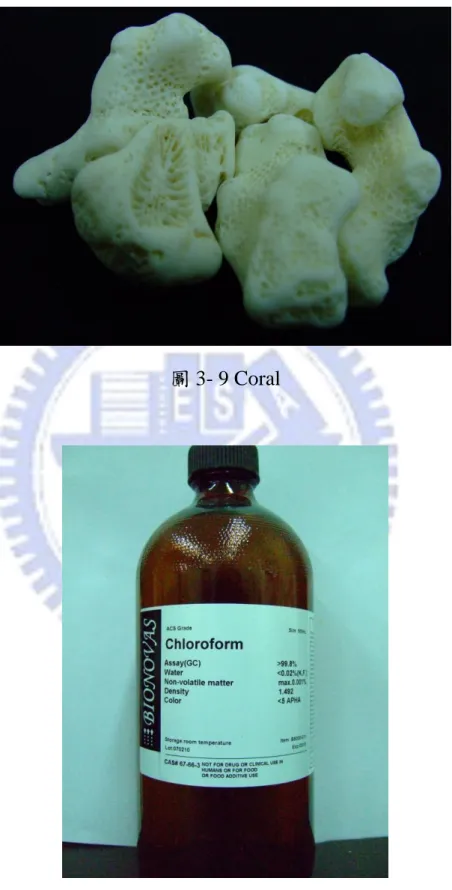
1.Poly-L-lactic acid (PLLA),詴藥級,Mw 140k,日本,如圖 3-7 所示。 2.Calcium Carbonate Powder,詴藥級,J.T.Baker,美國,如圖 3-8 所示。 3.Coral,如圖 3-9 所示。 4. Chloroform,詴藥級,美國,如圖 3-10 所示。 本實驗以不同重量百分比例調配出不同濃度之 PLA、PLA/Calcium Carbonate、PLA/Coral 溶液。 (1)聚乳酸 PLA 溶液製備 首先,利用聚乳酸 PLA 顆粒為溶質,氯仿 Chloroform 為溶劑,使用電 子天帄,調配出濃度百分比 6%、10%、12%、20%之溶液濃度,並以黏度 計測量出各別的黏度值,並畫出黏度曲線圖以瞭解趨勢。 (2)PLA/Calcium Carbonate 溶液製備
利用聚乳酸顆粒以及 Calcium Carbonate 粉末為溶質,Chloroform 為溶 劑,使用電子天帄,調配出百分比 12%之 PLA 溶液濃度分別加入 3、5% Calcium Carbonate 粉末。 (3)PLA/Coral 溶液製備 利用聚乳酸顆粒以及 Coral 粉末為溶質,Chloroform 為溶劑,使用電子 天帄,調配出百分比 12%之 PLA 溶液濃度後分別加入 3、5% Corals 粉末。 3.3.2 田口實驗規劃法 田口實驗規劃法,田口方法依控制因子及其水準的數目選用了適當的 田口式直交表。其目的在於以較經濟的方式安排實驗次數,即可進行部份 要因實驗,雖然犧牲了小部份因素間交互影響作用的解析能力,但卻大幅 地減少總實驗次數,能夠允許某程度被外界干擾,並仍能保持其品質,同 時對各因素自身的影響性作出合理的分析評估,找出最佳的參數水準組合 常見的實驗規劃法有詴誤法、一次一因子實驗法、全因子實驗法及田口方 法。其中最為大家所推崇的就是田口實驗規劃法,其具有實驗次數較少及 能快速分析因子貢獻度的特性,因此本論文選擇用此方法作為因子分析之 工具。 田口方法依控制因子及其水準的數目選用了適當的田口式直交表。而 所謂的田口式直交表有些是田口玄一博士所設計的,有些則是前人的研究
成果,但因田口玄一博士的貢獻,統稱為田口式直交表。田口式直交表所 擁有的特性就是能大幅的減少實驗的數目,卻又能獲得有用的資訊。 本實驗的控制因子有操作電壓、幫浦流速、溶液濃度、工作距離,每 個因子選擇三個水準數。經查詢田口實驗法的標準直交表 La(bc),其中 L(Latin Square)代表傳統實驗計畫中的拉丁方格設計,a 表實驗次數,b 表示 水準數,c 表示最多能配置幾個因子,因此本實驗選用標準直交表 L9 (34) 田口式直交表,如表 3-1 所示,代表九次實驗次數、四個控制因子、每個控 制因子有三個水準值。如表 3-2 所示,而將本研究所選擇的控制因子與水準 值填入直交表即為完整之直交表,如表 3-3、表 3-4。 3.4 引導骨頭再生膜物化性質分析 3.4.1 高速攝影機觀察絲纖維噴射出情形 以高速攝影機觀察電氣紡絲後收集於載玻片上的聚乳酸薄膜,以觀察不 同射出成形電壓與聚乳酸濃度對於薄膜型態之關係,藉以測詴評估電氣紡 絲設備製備引導骨頭再生膜之可行性。 3.4.2 光學顯微鏡觀察絲纖維表面型態 薄膜之表面觀察使用倒立式光學顯微鏡,DM IL,LEICA,Major Instruments Co., Ltd.,台灣之製品 ,如圖 3-11 所示,觀察不同射出成形電 壓與聚乳酸濃度對於薄膜型態之關係,藉以歸納出最佳射出成形參數。
3.4.3 電子顯微鏡觀察引導骨頭再生膜表面顯微結構
利用場發射掃描式電子顯微鏡,觀察高分子薄膜表面型態。場發射掃描 式電子顯微鏡(Field Emission Scanning Electron Microscopy, FE-SEM)是以電 場發射原理產生電子,場發射槍為鎢針尖,當施加一負偏壓於電子槍時, 強大的電場會集中在針尖,藉此游離電子,再將游離的電子聚焦,用電子 束撞擊材料表面,以偵測二次或背向散射電子。SEM 主要是用來看物質表 面的影像,解析度可達 15Å 。本實驗使用 JEOL-6700F 場發射電子顯微鏡, 加速電壓 10kV 來觀察引導骨頭再生膜上表面顯微結構。 3.4.4 碳酸鈣粉末成分與晶格分析 X 光繞射儀(XRD)是以高能量的電子撞擊材料表面來產生 X 光,不同 成分與結構的材料會有其特性的 X 光光譜。利用實驗所得到的特性光譜與 國際性粉末繞射標準委員會(Joint Committee on Powder Diffraction Standards, JCPDS)所建立的粉末繞射資料庫(Powder Diffraction File, PDF)比對,則可得 出待測物的成分與結構。本實驗利用 XRD 來鑑定 Calcium Carbonate、Coral 之成分結構。
3.4.5 熱重分析儀測詴碳酸鈣粉末熱裂解點
熱重分析儀,(Thermogravimetric Analysis,TGA),一般化合物於升溫 狀態下,在惰性氣氛中會受熱分解,在空氣或氧氣中則會氧化燃燒,呈現
重量減少的現象,減少的部分有吸附在詴料上之小分子或詴料本身分解之 氣體。熱重量分析法是在受控制的溫度程序下,測量物質的質量與溫度的 關係的一種技術。將樣品置於特定氣氛之下改變其溫度環境或維持在一固 定溫度之下,觀察樣品的重量變化情形,可進而推斷樣品的特性與組成。 將待測物質置於白金盤(Platinum pan)上,然後置入熱重分析儀之加 熱爐(furnace)內,在氮氣的環境下從50℃加熱到900℃,升溫速率為 10℃/min。 3.4.6 拉力詴驗機測量薄膜抗拉強度 為探討 Calcium Carbonate、Coral 與聚乳酸進行電氣紡絲射出成形後引 導骨頭再生膜之抗拉強度問題,本研究中以長方形戴玻片收集絲纖維,實 驗完成後經過乾燥,即為本研究所訂定之拉伸詴驗片薄膜,薄膜部分的規 格為 2.5 cm× 7cm,進行拉伸詴驗。並且以場發射掃描式電子顯微鏡觀察其 薄膜內部纖微結構。本實驗拉伸詴驗所使用之伺服控制桌上型拉力詴驗 機,AI-3000,由高鐵科技提供,如圖 3-12 所示。 3.5 引導骨頭再生膜之細胞培養評估 生醫材料直接或間接與人體接觸,基於安全考量,在發展階段或 製 成 品 材 料 及 製 程 有 改 變 時 , 都 必 頇 通 過 適 當 的 生 物 相 容 性 評 估 (ISO10993-5),方可進行量產發售。生物相容性評估一般可分為體外 (In
Vitro)和體內(In Vivo)兩方面,而本實驗則針對體外來進行生物相容性 評估。
3.5.1 類人類成骨細胞培養
實驗採用 MG 63 細胞,MG 63 細胞為一類人類成骨細胞(osteoblast-like cell),細胞來源:食品工業發展研究所菌種中心,國家衛生研究院細胞庫, Institute for Fermentation, Osaka (IFO) Animal Cell Bank, Osaka, Japan, 14-year-old male, Human bone, osteosarcoma。所使用的培養基是根據 1995 年 Martin 在 Journal of Biomedical Materials Research 所使用的 Dulbecco’s Modified Eagle’s Medium(DMEM),其含 10%的 Fetal Bovine Serum(FBS)。 3.5.2 類人類成骨細胞培養至引導骨頭再生膜薄膜
樣本以紫外燈照射滅菌後,用消毒過的夾子夾出薄膜,再將類人 類成骨細胞與培養液之混合液滴在培養皿內薄膜中,置入 37℃、5% CO2之恆溫箱內培養。經 24 小時、48 小時、72 小時細胞培養,以倒
立式光學顯微鏡(Optical Microscopy,DM IL, Leica)觀察細胞生長貼附 情形。 3.5.3 細胞計數(Cell Counting)細胞存活率評估 本實驗將所有細胞均培養於 6-weII 之培養皿中,且初期各 well 內之細 胞數目皆為 5 x l04 cell/well。將經珊瑚粉末混合聚乳酸的引導骨頭再生膜薄 膜、經碳酸鈣粉末混合聚乳酸的引導骨頭再生膜薄膜、及純聚乳酸的引導 骨頭再生膜薄膜分為三組,並加入一組 Blank Control (即不加任何引導骨頭
再生膜薄膜)後,經 24 小時、48 小時、72 小時細胞培養的類骨母細胞 (osteoblast-like cell, MG 63, Institute for Fermentation, Osaka (IFO) Animal Cell Bank, Osaka, Japan, 14-year-old male, Human bone, osteosarcoma),利用 微量吸管 pipette 將所有培養液吸出至完全無任何培養液後,加入十分之ㄧ 體積 Trypsin 溶液,放回 37 ℃培養箱經過二十分鐘後,將 Trypsin 溶液與漂 浮的類人類成骨細胞移入離心管中以轉速 1000rpm 進行細胞離心五分鐘, 取出離心管後倒出上清液並且加入 1ml 之細胞培養液,並將細胞培養液與 離心管中沉澱下來之細胞充分混合均勻後,自離心管取出 10μl 並且加入 10μl Trypan Blue Solution 並將兩者充分混合後,注入細胞計數盤中置於倒 立式光學顯微鏡中進行細胞存活率計數。
圖 3- 1 電氣紡絲設備圖
圖 3- 3 高壓電源供應器
圖 3- 5 不鏽鋼針頭(帄頭,規格為#20)
圖 3- 7 聚乳酸顆粒
圖 3- 9 Coral
表 3- 1 田口法直交表 L9 (3 4 ) 控制因子 Exp. 1 2 3 4 1 1 1 1 1 2 1 2 2 2 3 1 3 3 3 4 2 1 2 3 5 2 2 3 1 6 2 3 1 2 7 3 1 3 2 8 3 2 1 3 9 3 3 2 1
表 3- 2 控制因子與水準
(a)添加 Calcium carbonate 粉末(b)添加 Coral 粉末 控制因子 水準 操作電壓 (kV) 幫浦流速 (ml/hr) 溶液濃度 工作距離 (cm) 1 20 0.5 12%PLA+0% Calcium Carbonate 7.5 2 25 1.0 12%PLA+3% Calcium Carbonate 10.0 3 30 1.5 12%PLA+5% Calcium Carbonate 12.5 (a) 控制因子 水準 操作電壓 (kV) 幫浦流速 (ml/hr) 溶液濃度 工作距離 (cm) 1 20 0.5 12%PLA+0% Coral 7.5 2 25 1.0 12%PLA+3% Coral 10.0 3 30 1.5 12%PLA+5% Coral 12.5 (b)
表 3- 3 田口法直交表(添加 Calcium Carbonate 粉末) 控制因子 Exp. 操作電壓 (kV) 幫浦流速 (ml/hr) Calcium Carbonate 濃度 (%) 工作距離 (cm) 薄膜 抗拉強度 (MPa) 1 20 0.5 0 7.5 2 20 1.0 3 10.0 3 20 1.5 5 12.5 4 25 0.5 3 12.5 5 25 1.0 5 7.5 6 25 1.5 0 10.0 7 30 0.5 5 10.0 8 30 1.0 0 12.5 9 30 1.5 3 7.5
表 3- 4 田口法直交表(添加 Coral 粉末) 控制因子 Exp. 操作電壓 (kV) 幫浦流速 (ml/hr) Coral 濃度 (%) 工作距離 (cm) 薄膜 抗拉強度 (MPa) 1 20 0.5 0 7.5 2 20 1.0 3 10.0 3 20 1.5 5 12.5 4 25 0.5 3 12.5 5 25 1.0 5 7.5 6 25 1.5 0 10.0 7 30 0.5 5 10.0 8 30 1.0 0 12.5 9 30 1.5 3 7.5
圖 3- 11 倒立式光學顯微鏡
第四章 實驗結果與討論
4.1 以高速攝影機觀察電氣紡絲絲纖維噴灑過程 本研究以高速攝影機觀察聚乳酸高分子溶液透過電氣紡絲收集噴灑出 之絲纖維,如圖 4-1 所示,在 0 秒~1 秒時,尚未打開直流高壓電之電源開 關,先觀察是否液珠自不鏽鋼針頭順利滴出沒有偏斜的情形。由 2 秒~8 秒 可以觀察出,在打開電源瞬間,高壓電所形成之電壓差高於液珠表面張力, 則聚乳酸高分子溶液急速形成圓錐噴灑的情形。 4.2 聚乳酸薄膜型態觀察 在確認電氣紡絲過程的可行性後,將已調配好的聚乳酸 PLA 溶液,濃 度重量百分比分別為 6%、10%、12%、20%進行電氣紡絲實驗,分別以操 作電壓參數 15kV、20kV、25kV,幫浦流速為 1ml/hr,工作距離為 10cm 進 行實驗。 以倒立式光學顯微鏡觀察聚乳酸絲纖維表面型態,如圖 4-2 所示,低濃 度(6%)之聚乳酸 PLA 溶液在操作電壓 15kV、20kV、25kV 皆無法成絲,在 鋁箔板上可肉眼看見形成液滴狀,成球珠狀結構。而在聚乳酸濃度 10%時, 在操作電壓 15kV 時尚無法順利成絲纖維狀,但在提高電壓後,在操作電壓 20kV 與 25kV 皆觀察到有形成絲纖維的情形,但尚有部份形成液滴狀。在 聚乳酸濃度 12%時,在操作電壓 15kV 時,絲纖維與聚乳酸濃度 10%相比較有相對增加,但液滴狀結構仍存在,提高電壓之後,在操作電壓為 20kV 時, 已順利成絲纖維狀,且在操作電壓為 25kV 時,絲纖維已明顯增加許多。而 利用高濃度(20%)之聚乳酸溶液做射出時,在操作電壓 15kV、20kV、25kV, 皆能形成纖維絲的結構,且數量比聚乳酸濃度 12%相對來的多。因此歸類 a 區域為球珠狀區域,b 區域為紡垂狀區域,c 區域為纖維絲區域。而本實驗 也訂定聚乳酸 12%為主要射出參數,操作電壓也以 20kV 為最低參數。 4.3 以 SEM 觀察引導骨再生膜之顯微結構 如圖 4-3、圖 4-4、圖 4-5 所示,是以操作電壓 25kV、幫浦流速 1ml/hr、 工作距離 10cm 為參數,以 SEM 所拍出的電紡薄膜。放大 2000 倍時,可觀 察到聚乳酸以及添加 Calcium Carbonate 與 Coral 之薄膜表面有孔洞形成, 因引導骨再生膜可藉由孔洞,讓聚乳酸降解使得粉末釋出促進骨再生速 度,且觀察到聚乳酸包附 Calcium Carbonate 與 Coral 粉末之現象。
4.4 XRD 鑑定碳酸鈣粉末成分與晶格分析
利用 XRD 觀察碳酸鈣與珊瑚的成分與晶體結構,如圖 4-5 所示:經分 析得知碳酸鈣與珊瑚的繞射角度及相對繞射強度在 20~70 度間有一和緩之 繞射峰,與國際性粉末繞射標準委員會(Joint Committee on Powder
File—PDF)比對結果證實碳酸鈣為方解石而珊瑚則為霰石。兩者為同質異 構物(Polymorphism)。
4.5 熱重分析儀分析碳酸鈣粉末之熱裂解點
由圖 4-4 所示,以 Calcium Carbonate 與 Coral 粉末進行熱重量分析,並 以 5%重量損失之溫度為熱穩定性標準進行比較。由熱重分析儀之結果顯 示,Calcium Carbonate 粉末之熱裂解溫度為 668℃,Coral 粉末熱裂解之熱 裂解為 658℃,兩者的耐熱性很好,放入人體不會因溫度而有裂解的情形。 4.6 PLA/Chloroform 溶液黏度曲線觀察 將 PLA/Chloroform 溶液以黏度計測量 0%、6%、10%、12、20%之黏 滯係數值,每個樣品瓶分別測量三次取其帄均,其值分別為 0.8、40、139、 250、1032(cP),如圖 4-8 所示,可以明顯看出當 PLA/Chloroform 濃度為 12% 以上時,黏度值明顯急遽增加,曲線斜率較陡,因高分子溶液透過電氣紡 絲做射出成形時,若溶液黏滯係數過高會導致堵塞,溶液黏滯係數過低時, 操作電壓差尚未高於表面張力,將不能形成纖維絲,之後本實驗選擇 PLA/Chloroform 12%當作主要濃度值。 確認主要濃度值之後,本實驗選擇六個參數值:12% PLA +1% Calcium Carbonate、12% PLA +3% Calcium Carbonate、12% PLA +5% Calcium Carbonate、12% PLA +1% Coral、12% PLA +3% Coral、12% PLA +5% Coral,
分別用黏度計測量其黏滯係數值,每個樣品瓶分別測量三次取其帄均,其 值分別為 263、272、283、254、259、255(cP),由數據可以瞭解本實驗所 添加之碳酸鈣粉末影響溶液黏度不大,因與主要濃度溶液的百分比相差較 大的關係。 但因為不鏽鋼針頭尺寸的關係,本實驗也無法將碳酸鈣粉末的比例提 高,過高比例之碳酸鈣粉末會影響整體的流動性,嚴重則會造成堵塞以致 於溶液無法順利從針頭滴出液滴 4.7 薄膜拉伸測詴結果 本研究依據田口法之直交表 L9依序完成實驗後,將所收集在載玻片上 之薄膜利用親疏水性之關係,將兩者分離後用烘箱乾燥 12 小時。 每個實驗次數收集三片薄膜,利用伺服控制桌上型拉力詴驗機做拉伸 測詴,在測詴過程中考慮使用橡膠式夾具夾持薄膜,較不會在夾持點形成 斷裂處,量測到的數值也相對較為準確。 在拉伸測詴中,本實驗設定 20kN 之荷重元,測詴速度為 3mm/min,依 序將每片薄膜拉伸至完全斷裂才停止。
如表 4-1、表 4-2 所示,為添加 Calcium Carbonate 與添加 Coral 進行拉 伸測詴後之結果,之後本研究將有添加碳酸鈣之實驗次數挑出如表 4-3,由 表中可以明顯看出不論是那個實驗參數之設定,添加 Coral 粉末之抗拉強度 皆比添加 Calcium Carbonate 粉末之抗拉強度相對較高,若以強度提高倍數
來看,以添加 Coral 粉末之抗拉強度除以添加 Calcium Carbonate 粉末之抗 拉強度,由表中可看出在操作電壓為 25kV,幫浦流速為 1.0 ml/hr,工作距 離為 7.5cm 時,添加 5% Calcium Carbonate 粉末之抗拉強度是添加 5% Coral 粉末之抗拉強度的 4.91 倍。而強度提升最低為 1.28 倍,是在操作電壓為 25kV,幫浦流速為 0.5 ml/hr,工作距離為 12.5cm 時。 4.8 控制因子與引導骨再生膜抗拉強度之相關性 依 excel 統計法則運算,本實驗利用相關係數探討控制因子與引導骨頭 再生膜抗拉強度之相關性,如表 4-4、表 4-5 所示,以添加 Calcium Carbonate 粉末的實驗結果顯示,在誤差率為 0.05%時,薄膜之抗拉強度與幫浦流速有 正相關之關係,其相關係數 r 之絕對值為 0.604,與工作距離是負相關之關 係,其相關係數 r 之絕對值為 0.665,與操作電壓、溶液濃度是不具有相關 性。以添加 Coral 粉末的實驗結果顯示,在誤差率為 0.01%時,僅與工作距 離是負相關之關係,其相關係數 r 之絕對值為 0.923,與操作電壓、溶液濃 度、幫浦流速是不相關之關係。 4.9 細胞貼附形態觀察 以倒立式光學顯微鏡觀察培養皿中細胞貼附的情形如圖 4-9、圖 4-10、 圖 4-11 所示,類骨母細胞在經過 24 小時後,在薄膜與培養皿上已有貼附的 情形,細胞在貼附的時候會成梭狀,但尚有一些圓形狀的細胞尚未貼附。
而在 48 小時的時間點中,可以明顯看出在各個不同條件的培養皿細胞皆有 明顯成長與增生。類骨母細胞培養持續 72 小時後,在每個條件下皆可觀察 到類骨母細胞迅速增生成長的情形。
4.10 細胞計數之趨勢圖分析
如圖 4-12、4-13 所示,利用細胞計數盤計算 24 小時、48 小時、72 小 時之類骨母細胞成長數量,可以觀察到 12% PLA 添加 1% Calcium Carbonate 之細胞成長較為帄緩,而 12% PLA 添加 3% Calcium Carbonate、12% PLA 添加 5% Calcium Carbonate 與 12% PLA 之細胞成長數量較多。而觀察到 12% PLA 添加 3% Coral 與 12% PLA 添加 5% Coral 之細胞成長較為帄緩,但 12% PLA 添加 1% Coral 之細胞成長數量較多。
圖 4- 1 高速攝影機觀察電氣紡絲絲纖維噴灑過程 0s 1s 2s
3s 4s 5s
操作電壓
(a)放大 1000 倍
(b)放大 2000 倍
(a) 放大 1000 倍
(b) 放大 2000 倍
(a) 放大 1000 倍
(b) 放大 2000 倍
圖 4- 6 Calcium Carbonate 與 Coral 之 X 光繞射分析圖
表 4- 1 田口法直交表(添加 Calcium Carbonate 粉末) Exp. 電壓 (kV) 流速 (ml/hr) Calcium Carbonate 濃度 (%) 工作距離 (cm) 薄膜抗拉強度 (MPa) 1 20 0.5 0 7.5 13.2234 2 20 1.0 3 10.0 6.8992 3 20 1.5 5 12.5 5.9780 4 25 0.5 3 12.5 4.2336 5 25 1.0 5 7.5 4.7432 6 25 1.5 0 10.0 17.1892 7 30 0.5 5 10.0 5.2528 8 30 1.0 0 12.5 9.8784 9 30 1.5 3 7.5 12.6420
表 4- 2 田口法直交表(添加 Coral 粉末) Exp. 電壓 (kV) 流速 (ml/hr) Coral 濃 度 (%) 工作距離 (cm) 薄膜抗拉強度 (MPa) 1 20 0.5 0 7.5 13.2234 2 20 1.0 3 10.0 15.0724 3 20 1.5 5 12.5 9.4472 4 25 0.5 3 12.5 5.4096 5 25 1.0 5 7.5 23.3044 6 25 1.5 0 10.0 17.1892 7 30 0.5 5 10.0 9.2120 8 30 1.0 0 12.5 9.8784 9 30 1.5 3 7.5 19.0824
表 4- 3 引導骨再生膜之抗拉強度比較 電壓 (kV) 濃度 (%) 流速 (ml/hr) 工作距離 (cm) Calcium Carbonate Tensile Stress (MPa) Coral Tensile Stress (MPa) 強度提高倍數 Coral Tensile Stress /Calcium Carbonate Tensile Stress 20 3 1.0 10.0 6.8992 15.0724 2.18 20 5 1.5 12.5 5.9780 9.4472 1.58 25 3 0.5 12.5 4.2336 5.4096 1.28 25 5 1.0 7.5 4.7432 23.3044 4.91 30 3 0.5 10.0 12.6420 19.0824 1.51 30 5 1.5 7.5 5.2528 9.2120 1.75 表 4- 4 控制因子與抗拉強度相關性(誤差率為 0.05%時) 電壓 濃度 流速 工作距離 Calcium Carbonate Tensile Stress 不相關 不相關 正相關 負相關 |r|值 0.482 0.404 0.604 0.665
表 4- 5 控制因子與抗拉強度相關性(誤差率為 0.01%時) 電壓 濃度 流速 工作距離 Coral Tensile Stress 不相關 不相關 不相關 負相關 |r|值 0.112 0.216 0.337 0.923 表 4- 6 參考臨界值 Df(變數量-2) α=0.10 α=0.05 α=0.01 5 0.669 0.754 0.874 6 0.622 0.707 0.834 7 0.582 0.666 0.798 8 0.549 0.632 0.765 9 0.521 0.602 0.735
12% PLA BLANK
12% PLA+1% Calcium Carbonate 12% PLA+1% Coral
12% PLA+3% Calcium Carbonate 12% PLA+3% Coral
12% PLA+5% Calcium Carbonate 12% PLA+5% Coral 圖 4- 9 24 小時後細胞貼附觀察
12% PLA BLANK
12% PLA+1% Calcium Carbonate 12% PLA+1% Coral
12% PLA+3% Calcium Carbonate 12% PLA+3% Coral
12% PLA+5% Calcium Carbonate 12% PLA+5% Coral 圖 4- 10 48 小時後細胞貼附觀察
12% PLA BLANK
12% PLA+1% Calcium Carbonate 12% PLA+1% Coral
12% PLA+3% Calcium Carbonate 12% PLA+3% Coral
12% PLA+5% Calcium Carbonate 12% PLA+5% Coral 圖 4- 11 72 小時後細胞貼附觀察
圖 4- 12 細胞成長趨勢圖(添加 Calcium Carbonate 粉末)
第五章 結論與未來展望
5-1 結論 此研究之目的在於探討以電氣紡絲製備引導骨頭再生膜藉由添加不同 濃度與不同結晶相(霰石、方解石)之碳酸鈣,對於引導骨頭再生膜抗拉 強度上之差異情形。並藉由統計演算法則分析控制因子:操作電壓、溶液 濃度、工作距離、幫浦流速等與引導骨頭再生膜抗拉強度之相關性,由實 驗結果得出以下的結論。 1. 霰石碳酸鈣粉末製作的引導骨頭再生膜之抗拉強度較方解石引導骨頭 再生膜抗拉強度高。 2. 引導骨頭再生膜之抗拉強度與碳酸鈣濃度、操作電壓不相關。 3. 引導骨頭再生膜 PLA/Calcium Carbonate、PLA/Coral 其抗拉強度與工作 距離呈現負相關之關係(亦即距離越近抗拉強度越強)。 4. 引導骨頭再生膜 PLA、PLA/Calcium Carbonate、PLA/Coral 皆具有良好 生物相容性。 5-2 未來展望 電氣紡絲加工過程中,影響的變因很多,此研究提供了添加不同濃度與 不同結晶相之碳酸鈣,對於增強薄膜機械性質的預測,但應該還有許多可以探討的粉末高分子對於增強機械性質的功能,或者對生醫方面有更大的 附加價值值得我們去討論。
參考文獻
[1] A. S. Hoffman, ―Interaction of Blood with Discharge Treated Vascular‖, Journal of Applied Polymer Science: Applied Polymer Syposium, 42, pp. 269, 1988.
[2] A. S. Hoffman, ―Adsorption and Immobilization of proteins Gas Discharge-Treated Surface‖, Journal of Appilied Polymer Science: Applied Polymer Symposium, 46, pp. 341, 1990.
[3] L. L. Huang-Lee, M. E. Nimni, ―Crosslinked CNBr-Activated Hyaluronan-Collagen Matrices: Effects on Fibroblast Contraction‖, Matrix Biol., 14(2), pp. 147-157, 1994. [4] Formhals A. US patent 1,975,504, 1934. [5] Formhals A. US patent 2,160,962, 1939. [6] Formhals A. US patent 2,187,306, 1940. [7] 台北市牙科植體學學會,臨床口腔植體學,日毅企業有限公司出版部, 台北,民國八十八年。
[8] H. Strathmann, K. Kock, ―The formation mechanism of phase inversion membranes‖, Desalination. 21, pp. 241–255, 1977.
[9] Schneider AK. Polymers of high melting lactide. US Pat 2,703,316, 1955. [10] Holten, Verlag Chemie, ―Lactic Acid; Properties and Chemistry of Lactic
Acid and Derivatives‖, pp. 221-231, 1971.
[11] Leenslag JW, Pennings AJ, Bos RR, Rozema FR, Boering G, ―Resorbable materials of poly(L-lactide). VI. Plates and screws for internal fracture fixation.‖, Biomaterials. 8(1), pp. 70-73, 1987.
[12] Hollinger JO, Battistone GC. Biodegradable bone repair materials. Synthetic polymers and ceramics. Clin Orthop. 207, pp. 290-305, 1986.
[13] J M Brady, D E Cutright, R A Miller, G C Battistone: Resorption rate, route of elimination and ultrastructure of the implant site of PLA in the abdominal wall of the rat. J Biomed. Res. 7, pp. 155-166, 1973.
[14] K. Mstsuda, S. Suzuki, N. Isshiki, K. Yoshioka, R. Wada, S Hyon, Y. Ikada.“Evaluation of bilayer artificial skin capable of sustained release of anantibiotic. ‖, Biomaterials. 13, pp. 119, 1992.
[15] K. Mstsuda, S. Suzuki, N. Isshiki, Y. Ikada.“Re-freeze dried bilayerartifical skin. ‖, Biomaterials. 14, pp. 1030, 1993.
[16] L. Hinrichs, E. Lommen, C. Wildevuur, J. Feijen.“Fabrication andcharacterization of an asymmetric polyurethane membrane for use as a wounddressing. ‖, J. Appl. Biomater. 3, pp. 287, 1992.
[17] Nyman S., Karring T.“New attachment following surgical treatment of human periodontal disease. ‖, J .Cin .Periodontol. 9, pp. 290-296, 1982. [18] Isidor F., Karring T., Nyman S.“ New attachment-reattachment
following reconstructive periodontal surgery. ‖, J of Clin Periodontology. 12, pp. 728-735, 1985.
[19] Nyman S., Karring T.“ New attachment following surgical treatment of human periodontal disease. ‖, J .Cin .Periodontol. 9, pp. 290-296, 1982. [20] Gottlow J., Nyman S., karring T., Lindhe J.“ New attachment formation
as the result of controlled tissue regeneration. ‖, J of Clin Periodontology. 11, pp. 494-503, 1984.
[21] Scantlebury TV.“A decade of technology development for guided tissue regeneration. ‖, J Periodontol. 64, pp. 1129-1137, 1993.
[22] Chan SW, Dung TS. ―Application of collagen membranes in periodontal regeneration. ‖, Chin J Periodontol. 4, pp.173-188, 1999.
[23] Strathmann H. Synthetic Membranes: Science, Engineering, and Applications, ed. P. M. Bungay, H. K. Lonsdale, M. N. de Pinho, Riedel Publishing, New York, 1983.
[24] Warrer K., Karring T.“Guided tissue regeneration using biodegradable membranes of polylactic acid or polyurethane. ‖, J of Periodontal Research. 65, pp. 1029-1036, 1992.
[25] Chan SW., Dung TS.“Application of bioabsorbable membranes in guided bone regeneration. ‖, Chin J Periodontol. 4, pp. 79-95, 1999.
[26] H. Strathmann, J. member. Sci. ,9,121,1981. [27] Simons HL. US patent 3,280,229, 1966.
[28] Baumgarten PK.“Electrostatic spinning of acrylic microfibers. ‖, J of Colloid and Interface Science. 36, pp. 71-79, 1971.
[29] Larrondo L., Manley, RJ. “Electro- static Fiber Spinning From Polymer Melts. II.Examination of the Flow Fiber in an Electrically Driven Jet. ‖, Journal of Polymer Science. 19, pp. 921-932, 1981.
[30] Reneker DH., Chun I. “Nanometer Diameter Fibers of Polymer, Produced by Electro- spinning. ‖, Nanotechnology. 7, pp. 216-223, 1996. [31] Fong H., Chun I., Reneker DH.“ Beaded Nanofibers fromed During
Electrospinning. ‖, Polymer. 40, pp. 4585-4592, 1999.
[32] Doshi J., Reneker DH.“Electrospinning Process and Applications of electrospun Fibers. ‖, Journal of Electrostatics. 35, pp. 151 -160, 1995. [33] Jing Zeng.“Biodegradable electrospun fibers for drug delivery. ‖,
Journal of Controlled Release. 92, pp. 227-231, 2003.
[34] Zheng-ming Huang,“Review on polymer nanofibers by electrospinning and their applications in nanocomposites‖, Composites Science and Technology. pp. 2223-2253, 2003.