國 立 交 通 大 學
材 料 科 學 與 工 程 學 研 究 所
碩 士 論 文
ZA85 鎂合金經等通道轉角擠型後顯微組織與機械性
質改善之研究
A Study on the Improvement of Microstructures and
Mechanical Properties of Mg Alloy (ZA85) by Equal
Channel Angular Extrusion
研 究 生:林哲毅
指導教授:劉增豐 教授
朝春光 教授
ZA85 鎂合金經等通道轉角擠型後顯微組織與機械性質改善之研究
A Study on the Improvement of Microstructures and Mechanical Properties of Mg Alloy (ZA85) by Equal Channel Angular Extrusion
研 究 生:林哲毅 Student:Che-Yi Lin
指導教授:劉增豐 教授 Advisor:Dr. Tzeng-Feng Liu 朝春光 教授 Dr. Chuen-Guang Chao
國 立 交 通 大 學 材料科學與工程學研究所
碩 士 論 文
A Thesis
Submitted to Department of Materials Science and Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Materials Science and Engineering July 2009
Hsinchu, Taiwan, Republic of China
誌謝
隨著此篇論文的出爐,代表著碩士班兩年的生涯也告一段落,在這段 期間首先要感謝朝春光教授與劉增豐教授的諄諄教誨,在不斷地討論過程 中指引我實驗的方向並給予許多建議,在此致上由衷的感謝與敬意。另外 也感謝師大的郭金國學長提供一個很好的鎂合金熔煉場所,才使得本實驗 能順利進行。 在實驗室的成員中最要感謝的莫過於是蔡浩然學長,從我碩一剛進實 驗室開始便是共患難的夥伴,熔煉設備的組裝到熔煉製程參數的設定等皆 是我們辛苦了好久才有現今的成果,在實驗以及論文上也給予我很多的指 導與鼓勵。此外,也要感謝王承舜大學長,在繁忙的工作之餘仍不厭其煩 地給我很多的協助。感謝實驗室的助理楊雅聿小姐幫忙處理實驗室的帳務 以及雜事,讓我可以將時間充分地利用在研究以及實驗上。感謝段逸軒、 林志龍、張凱明、黃世陽、王浩仰、陳柏至、蘇祥溢、陳永昌、林欣龍學 長們給予課業上以及研究上的建議以及協助;感謝陳佑慈、劉亮延、邱柏 叡以及林鵬實驗室的張瀠芳與梁茹夢同學們的幫忙和陪伴,讓我這兩年的 研究所生活更加多采多姿;當然也要感謝碩一學弟張鈞富、林晟毅、薛力 銘、王喬立以及專題生李孝謙與馬浩忠,諸多細節的幫忙亦讓我銘謝在心。 最後,最要感謝的莫過於是我的父母,在我遇到挫折時給我鼓勵與支 持,且提供我衣食無虞的研究所生活,讓我能毫無後顧之憂地專注於研究 上,另外也感謝妹妹精神上的支持,在此,謹以此文獻給我摯愛的家人。ZA85 鎂合金經等通道轉角擠型後顯微組織與機械性
質改善之研究
學生:林哲毅 指導教授:劉增豐 博士
朝春光 博士
國立交通大學 材料科學與工程研究所碩士班中文摘要
本實驗係以重力澆鑄法製成 ZA85 (Mg-8wt%Zn-5wt%Al) 鎂合金鑄 錠,獲得平均晶粒大小約為150μm。使用 EDS 進行成份分析,主要析出 相經由XRD 證實為 τ-Mg32(Al,Zn)49,並無β-Mg17Al12相析出。接著將實驗 合金經ECAE 製程後,以 OM、SEM 觀察顯微組織的變化,並以洛氏硬度 計以及拉伸試驗機探討其常溫和高溫機械性質。 研究結果顯示,高溫下對 ZA85 鎂合金進行 ECAE,使晶粒細化的機 制為動態再結晶。在較高溫的250℃下進行 ECAE,經過兩次擠型後平均 晶粒尺寸可細化至13.5μm,然而,進一步的擠型至四次後,晶粒因為溫度 效應而成長至19.7μm;在較低溫的 180℃進行 ECAE,則不會有晶粒成長 的現象,經過六次擠型後可將晶粒細化至4.2μm。 ZA85 鎂合金的室溫、高溫強度以及延性皆會隨著 ECAE 次數的增加 而明顯提升,本實驗在180℃進行六次 ECAE 後,可獲得最佳的性質:硬 度值由N=0 的 HRB 19 增加至 HRB 46。常溫拉伸性質的部分,最大抗拉長率由2.3%增加至 6.4%。高溫拉伸性質的部分,100℃的最大抗拉強度由 139MPa 增加至 318MPa;降伏強度由 94MPa 增加至 197MPa;伸長率由 3.9%增加至 14.6%,200℃的最大抗拉強度由 105MPa 增加至 249MPa;降
A Study on the Improvement of Microstructures and
Mechanical Properties of Mg Alloy (ZA85) by Equal
Channel Angular Extrusion
Student:Che-Yi Lin Advisor:Dr. Tzeng-Feng Liu
Student:Che-Yi Lin Advisor:Dr. Chuen-Guang Chao Department of Materials Science and Engineering
National Chiao Tung University
Abstract
In this research, the effect of equal channel angular extrusion (ECAE) on microstructures and mechanical properties of as-cast magnesium alloy ZA85 (Mg-8wt%Zn-5wt%Al) with the initial grain size of about 150μm was investigated. Energy dispersive system (EDS) was used for chemical composition analysis. The second phase of as-cast ZA85 alloy confirmed by x-ray diffraction pattern (XRD) was mainly τ-phase (Mg32(Al,Zn)49), instead of β-phase (Mg17Al12). The microstructures were examined by optical microscopy (OM) and scanning electron microscopy (SEM). Rockwell Indenter and Instron 8501 were used for mechanical tests.
During ECAE process, the mechanism of grain refinement was dynamic recrystallization. At higher ECAE temperature such as 250℃, the average grain size was reduced to 13.5μm by two-passes. However, with the further passes up to four, the average grain size was increased to 19.7μm due to the grain growth of high temperature effect. On the other hand, at lower ECAE temperature such as 180℃, the grains were refined significantly from 150μm to 4.2μm by six-passes.
Both the strength and ductility of ZA85 alloy could be remarkably improved by ECAE process. The best parameter of this research was ECAE at 180℃ through six-passes. The hardness of as cast alloy was promoted from HRB 19 up to HRB 46. The UTS and YS at room temperature were increased from 175MPa and 131MPa to
402MPa and 281MPa, respectively. The elongation was also increased from 2.3% to 6.4%. At high temperature tensile tests, the UTS, YS and elongation at 100℃ were increased from 139MPa, 94MPa and 3.9% to 318MPa, 197MPa and 14.6%, respectively. The UTS, YS and elongation at 200℃ were increased from 105MPa, 74MPa and 5.1% to 249MPa, 162MPa and 28.5%, respectively.
總目錄
誌謝……… I 中文摘要……… 英文摘要……… 總目錄……… 表目錄……… 圖目錄……… II IV VI IX X 第一章 前言……… 1 第二章 文獻回顧……… 3 2-1 鎂合金(Magnesium Alloys) ……… 3 2-1-1 鎂的來源與冶煉……… 3 2-1-2 鎂合金的簡介……… 3 2-1-3 鎂合金的優異特性及未來運用潛力……… 4 2-1-4 高溫鎂合金的發展……… 6 2-2 等通道轉角擠型(ECAE)……… 7 2-2-1 ECAE 原理……… 7 2-2-2 ECAE 模角效應……… 8 2-2-3 ECAE 擠型路徑……… 9 2-2-4 ECAE 擠型成功條件……… 10 2-2-5 ECAE 製程的優勢……… 2-3 鎂合金的變形機制……… 2-3-1 低溫下的變形機制……… 2-3-2 高溫下的變形機制……… 12 12 12 132-3-3 動態再結晶(DRX)的機制……… 2-3-4 鎂合金 ECAE 的晶粒細化機制……… 13 14 第三章 實驗方法……… 37 3-1 實驗流程……… 37 3-2 合金熔煉與試棒製備……… 38 3-3 模具與加溫系統……… 38 3-4 等通道轉角擠型……… 38 3-5 測試及分析……… 39 3-5-1 合金成份分析……… 39 3-5-2 合金析出相分析……… 39 3-5-3 光學顯微鏡( Optical Microscopy )金相觀察……… 39 3-5-4 掃描式電子顯微鏡分析(SEM) ……… 40 3-5-5 晶粒尺寸及晶粒分佈狀態分析……… 40 3-5-6 硬度測試……… 40 3-5-7 拉伸測試……… 40 第四章 結果與討論……… 44 4-1 ZA85 鎂合金之成份及析出相分析……… 44 4-1-1 合金成份分析……… 44 4-1-2 合金析出相分析……… 44 4-2 擠型後材料之巨觀與微觀分析 ……… 45 4-2-1 試棒材料分析……… 45 4-2-2 擠型次數的影響……… 45 4-2-3 擠型溫度的影響……… 47 4-2-4 ECAE 對於析出相的影響……… 49 4-3 機械性質分析 ……… 50
4-3-1 硬度分析……… 50
4-3-2 常溫拉伸實驗……… 51
4-3-3 高溫拉伸實驗……… 53
第五章 結論……… 95
表目錄
表 2-1 鎂合金常見的添加元素 ……… 15 表 2-2 鍛造用鎂合金與鑄造用鎂合金機械性質的比較 ……… 15 表 2-3 金屬合金的密度與比強度之比較表 ……… 16 表 2-4 鎂合金與工程塑膠的機械性質及物理性質之比較 ………… 16 表 2-5 純鎂與 Mg-0.6%Zr 鑄造材及經擠型後的擠型材,在相同 ECAE 擠型條件下進行擠型之比較……… 31 表 4-1 EDS 第一擇區的成分重量百分比與原子百分比 ……… 54 表 4-2 EDS 第二擇區的成分重量百分比與原子百分比 ……… 55 表 4-3 EDS 第三擇區的成分重量百分比與原子百分比 ……… 56 表 4-4 ZA85 鎂合金合金成份一覽表……… 57 表 4-5 EDS 於基地上擇點的成分重量百分比與原子百分比 ……… 58 表 4-6 EDS 於析出物上擇點的成分重量百分比與原子百分比 …… 59 表 4-7 不同擠型溫度及不同擠型次數的平均晶粒大小 ……… 82 表 4-8 不同擠型溫度及不同擠型次數的硬度值 ……… 87 表 4-9 常溫機械性質 ……… 89 表 4-10 本實驗的 ZA85 與 AZ 系列鎂合金的室溫性質比較………… 89 表 4-11 100℃高溫機械性質 ……… 93 表 4-12 200℃高溫機械性質 ……… 93 表 4-13 本實驗的 ZA85 與常見的耐熱型鎂合金之高溫性質比較…… 94圖目錄
圖 2-1 AS21 鎂合金顯微組織……… 17 圖 2-2 AE42 鎂合金顯微組織……… 17 圖 2-3 AE42、AS41、AE41、AZ91 鎂合金潛變曲線圖……… 18 圖 2-4 Mg-Zn-Al 三元相圖……… 19 圖 2-5 AJ43 鎂合金顯微組織……… 20 圖 2-6 AE42、Mg-Al-Sr 與 Mg-Al-Sr-Ca 合金潛變曲線圖………… 20 圖 2-7 Mg-Zn-Al-Ca-Re 合金顯微組織……… 21 圖 2-8 AS41、AE42 與 Mg-Zn-Al-Ca-Re 合金潛變曲線圖………… 21 圖 2-9 等通道轉角擠型模具示意圖 ……… 22 圖 2-10 三種等通道轉角擠型模式與應變量 ……… 23 圖 2-11 不同內側交角Φ與外側弧角Ψ與等效應變量的關係圖 …… 24 圖 2-12 等通道轉角擠型的不同擠型路徑 ……… 25 圖 2-13 不同擠型路徑對單位元素變形之影響 ……… 26 圖 2-14 AZ31 於 150℃進行八次 ECAE 後的顯微組織……… 27 圖 2-15 商用純 Ti 在 325℃下,以不同的擠型速率進行 ECAE……… 28 圖 2-16 4340 Steel 在 325℃下,以不同的擠型速率進行 ECAE…… 29 圖 2-17 銅在相同擠型溫度下,以不同的擠型速率進行 ECAE……… 29 圖 2-18 AZ31 鎂合金在不同擠型溫度以及擠型速率下進行 ECAE… 圖 2-19 鎂單晶底面滑移與非底面滑移之臨界剪應力……… 圖 2-20 週期性動態再結晶……… 圖 2-21 連續性動態再結晶……… 圖 2-22 AZ31 鑄造材經一次 ECAE 後之顯微組織 ……… 圖 2-23 AZ31 鑄造材經四次 ECAE 後之顯微組織 ……… 30 32 33 34 35 36圖 3-1 熔煉設備示意圖 ……… 圖 3-2 等通到轉角擠型模具剖面圖 ……… 42 43 圖 3-3 拉伸試片示意圖 ……… 43 圖 4-1(a) ZA85 鎂合金的二次電子影像(第一擇區)……… 54 圖 4-1(b) EDS 第一擇區 peak 強度分佈圖……… 54 圖 4-2(a) ZA85 鎂合金的二次電子影像(第二擇區)……… 55 圖 4-2(b) EDS 第二擇區 peak 強度分佈圖……… 55 圖 4-3(a) ZA85 鎂合金的二次電子影像(第三擇區)……… 56 圖 4-3(b) EDS 第三擇區 peak 強度分佈圖……… 56 圖 4-4(a) ZA85 鎂合金的二次電子影像(於基地上擇點) ……… 58 圖 4-4(b) EDX 於基地上擇點 peak 強度分佈圖……… 58 圖 4-5(a) ZA85 鎂合金的二次電子影像(於析出物上擇點) ………… 59 圖 4-5(b) EDX 於析出物上擇點 peak 強度分佈圖……… 59 圖 4-6 ZA85 鎂合金的 XRD 圖……… 60 圖 4-7 ECAE 前後試棒形狀的變化……… 61 圖 4-8 ECAE 擠型一次時,試棒變形示意圖……… 62 圖 4-9(a) ZA85 鎂合金的顯微組織,低倍率……… 63 圖 4-9(b) ZA85 鎂合金的顯微組織,高倍率……… 圖 4-10 ZA85 鎂合金鑄造材的晶粒面積比分佈圖 ……… 63 64 圖 4-11(a) 180℃,N=1 時的顯微組織,低倍率……… 65 圖 4-11(b) 180℃,N=1 時的顯微組織,高倍率……… 65 圖 4-12 180℃,N=1 時之二次電子影像……… 66 圖 4-13(a) 180℃,N=2 時的顯微組織,低倍率……… 67 圖 4-13(b) 180℃,N=2 時的顯微組織,高倍率……… 67 圖 4-14 180℃,N=2 時之二次電子影像……… 68
圖 4-15(a) 180℃,N=4 時的顯微組織,低倍率……… 69 圖 4-15(b) 180℃,N=4 時的顯微組織,高倍率……… 69 圖 4-16 180℃,N=4 時之二次電子影像……… 圖 4-17(a) 180℃,N=6 時的顯微組織,低倍率……… 圖 4-17(b) 180℃,N=6 時的顯微組織,高倍率……… 70 71 71 圖 4-18(a) 180℃-ECAE 的晶粒面積比分佈圖,N=1……… 72 圖 4-18(b) 180℃-ECAE 的晶粒面積比分佈圖,N=2……… 72 圖 4-18(c) 180℃-ECAE 的晶粒面積比分佈圖,N=4……… 圖 4-18(d) 180℃-ECAE 的晶粒面積比分佈圖,N=6……… 圖 4-19 180℃-ECAE 不同擠型次數的各種大小晶粒面積比分佈 … 72 72 73 圖 4-20 220℃,N=1 時的顯微組織……… 74 圖 4-21 220℃,N=2 時的顯微組織……… 74 圖 4-22 220℃,N=4 時的顯微組織……… 75 圖 4-23(a) 220℃-ECAE 的晶粒面積比分佈圖,N=1……… 76 圖 4-23(b) 220℃-ECAE 的晶粒面積比分佈圖,N=2……… 76 圖 4-23(c) 220℃-ECAE 的晶粒面積比分佈圖,N=4……… 圖 4-24 220℃-ECAE 不同擠型次數的各種大小晶粒面積比分佈 … 76 77 圖 4-25 250℃,N=1 時的顯微組織……… 78 圖 4-26 250℃,N=2 時的顯微組織……… 78 圖 4-27 250℃,N=4 時的顯微組織……… 79 圖 4-28(a) 250℃-ECAE 的晶粒面積比分佈圖,N=1……… 80 圖 4-28(b) 250℃-ECAE 的晶粒面積比分佈圖,N=2……… 80 圖 4-28(c) 250℃-ECAE 的晶粒面積比分佈圖,N=4……… 圖 4-29 250℃-ECAE 不同擠型次數的各種大小晶粒面積比分佈 … 80 81 圖 4-30 不同擠型溫度與不同擠型次數和平均晶粒大小的關係…… 82
圖 4-31 ZA85 析出相之二次電子影像 ……… 83 圖 4-32(a) 220℃,N=1 時之二次電子影像,被剪切的析出相……… 84 圖 4-32(b) 220℃,N=1 時之二次電子影像,未被剪切的析出相…… 84 圖 4-33(a) 220℃,N=2 時之二次電子影像,1000 倍……… 85 圖 4-33(b) 220℃,N=2 時之二次電子影像,3000 倍……… 85 圖 4-34 220℃,N=4 時之二次電子影像……… 86 圖 4-35 不同擠型溫度及不同擠型次數與硬度值的關係……… 87 圖 4-36(a) 在不同溫度下經 ECAE 後,於常溫下進行拉伸實驗所得 到的最大抗拉強度與擠型次數的關係圖 ……… 圖 4-36(b) 在不同溫度下經 ECAE 後,於常溫下進行拉伸實驗所得 到的降伏強度與擠型次數的關係圖 ……… 88 88 圖 4-36(c) 在不同溫度下經 ECAE 後,於常溫下進行拉伸實驗所得 到的伸長率與擠型次數的關係圖 ……… 88 圖 4-37 ZA85 鎂合金,N=0 的機械性質 ……… 90 圖 4-38(a) 在不同溫度下經 ECAE 後,於 100℃下進行拉伸實驗所 得到的最大抗拉強度與擠型次數的關係圖 ……… 圖 4-38(b) 在不同溫度下經 ECAE 後,於 100℃下進行拉伸實驗所 得到的降伏強度與擠型次數的關係圖 ……… 91 91 圖 4-38(c) 在不同溫度下經 ECAE 後,於 100℃下進行拉伸實驗所 得到的伸長率與擠型次數的關係圖 ……… 91 圖 4-39(a) 在不同溫度下經 ECAE 後,於 200℃下進行拉伸實驗所 得到的最大抗拉強度與擠型次數的關係圖 ……… 圖 4-39(b) 在不同溫度下經 ECAE 後,於 200℃下進行拉伸實驗所 得到的降伏強度與擠型次數的關係圖 ……… 92 92
圖 4-39(c) 在不同溫度下經 ECAE 後,於 200℃下進行拉伸實驗所
第一章 前言
鎂合金為實用結構材料中比重最低的金屬(比重約為1.79),僅為鋁合 金的三分之二,且具有高比強度,因此在應用上可以達到輕量化的目的。 此外,鎂在自然界中的蘊藏量豐富,具易回收、環保效益、散熱性能佳、 電磁遮蔽效應高、制震性佳等優點,因此在 3C 產業輕、薄、短、小的需 求下,鎂合金得以取代部分鋁合金和工程塑膠。此外在汽車工業、航太工 業、民生機械方面,鎂合金的運用也愈來愈廣,成為近年來最具潛力的輕 金屬合金。 在汽車工業的應用方面,由於輕量化的需求,AZ 和 AM 系列鎂合金 在內構件與車體等低溫零件絕大部份可以取代鋁合金,然而,在工作溫度 可能超過200oC 的引擎與傳動組件的部份,大多數的商用鎂合金其不良的 抗潛變特性便阻礙了高溫環境下的應用,因此高溫鎂合金亦是目前鎂合金 發 展 的 重 點 之 一 。 傳 統 商 用 AZ 系 列 鎂 合 金 的 主 要 析 出 相 為 β 相 (Mg17Al12),熔點較低,為一高溫不穩定相,具有差的高溫性質,因此便發 展出 ZA 系列高鋅鎂合金,其主要的析出相為 Mg32(Al, Zn)49,熔點較 β-Mg17Al12 高,可提升合金的高溫性質。另外亦可添加微量稀土元素或是 鈣元素等其他合金元素來改善高溫性質,但是由於稀土元素過於昂貴,且 在熔煉和持溫過程很容易消耗,不易保持固定比例的成份;至於鈣元素的 添加亦會增加熱裂的情況,上述缺點在在都限制了其發展性。 鎂合金在工業上大多以鑄造方式為主,其中以壓鑄法為主要的成型方 式,然而,鎂合金的晶體結構為六方最密堆積結構(Hexagonal Close Packed, HCP),在室溫下加工因滑移系統不足,導致塑性變形能力太差,加工成型 性不佳,因此,若能改善鎂合金的強度或延展性,便能在應用上具商業價值。一般而言,晶粒細化為改善金屬材料的強度與延展性的方法之一,常 見的晶粒細化方法有機械合金法(Mechanical Alloying)、熱機處理(Thermo Mechanical Processing)、快速凝固(Rapid Solidification Processing)、物理氣 相沉積(Physical Vapor Deposition)、扭轉應變(Torsion Straining)、往覆式擠 型(Reciprocating Extrusion)以及等通道轉角擠型(Equal Channel Angular Extrusion, ECAE,或稱 Equal channel Angular Pressing, ECAP)等。以上各式 方法雖都可以製造細晶的結構,但是某些製程非常繁複 (機械合金法、熱 機處理、快速凝固) 或是無法製作塊材 (物理氣相沉積、扭轉應變),故目 前文獻中以往覆式擠型及等通道轉角擠型的製程對材料晶粒細化有較佳 的效果。
ECAE 是由前蘇聯學者 Segal 於 1995 年所發展出來的一種變形方式, 利用純剪應力(Pure Shear Stress)使材料經過一等截面積的通道,具有均勻 的結構與性質,且擠型前後的截面積不變,所以可以進行重複擠型,累積 大量的應變量,進而得到次微米級(Sub-micrometer)甚至奈米級(Nanometer) 晶粒,另外ECAE 亦具有所需的壓力較小、成本低、能獲得特殊的機械性 質像是超塑性等優點。 目前已經有許多針對 AZ 系列鎂合金藉由 ECAE 來改善顯微組織以及 機械性質的研究,相較之下,具有更佳的高溫性質之 ZA 系列鎂合金,由 於更難成功擠型 ECAE,目前並沒有看到相關的文獻,因此選用 ZA85 這 個合金成份比例做為本實驗用合金。另外,本實驗所使用的 ZA85 鎂合金 鑄錠為使用重力澆鑄法製成,平均晶粒尺寸超過100μm 以上,且晶界上不 連續的析出相亦相當粗大,因此本研究希望能利用 ECAE 製程改善 ZA85 鎂合金的顯微組織以及機械性質,探討擠型次數以及擠型溫度對於晶粒細 化、析出相大小以及機械性質的影響。
第二章 文獻回顧
2-1 鎂合金 (Magnesium Alloys) 2-1-1 鎂的來源與冶煉 鎂為實用結構材料中比重最低的金屬,其元素密度只有1.74g/cm3,且 在地表中的含量約為2.5%,僅次於氧、矽、鋁、鐵、鈣、鈉與鉀等元素, 排名第八位,天然含鎂的礦石有光鹵石(Carnallite, MgCl2‧KCl‧6H2O)、菱鎂 礦(Magnlsite, MgCO3) 、 白 雲 石 (Dolomite, MgCO3‧CaCO3) 及 滑 石
(H2Mg3(SiO3)4)等,鎂離子也是海水中的重要成分,含量約為 0.13%,因此 鎂元素可以說是取之不盡。 一般提煉鎂分為電解法及熱還原法[1],電解法是先以菱鎂礦進行熱分 解,然後加焦炭進行氯化得到氯化鎂,或是將海水中的氯化鎂或氧化鎂提 出,再通過電解含氯化鎂的熔融鹽而得到金屬鎂;熱還原法則是以氧化鎂 加入碳或矽等元素當還原劑,在高溫低壓的環境下還原成鎂蒸氣,再冷卻 使鎂蒸氣凝結而得。 1808 年英國化學家戴維(H. Davy)用熔融電解法首先製得金屬鎂,1828 年法國科學家比西用金屬鉀還原熔融的無水氯化鎂而得到純鎂,科學家漸 漸地瞭解鎂的性質,而直至本世紀初才開始生產實用鎂金屬。 2-1-2 鎂合金的簡介
鎂合金是在1909 年,由德國 I. G. Farben Industrie A. G.的 G. Elektron
創製,為著名的Elektron 合金,即是 Mg-Al-Zn 系列或 Mg-Mn 系列合金,
活性極高,因此當時鎂合金並未被廣泛利用。二次大戰後,因為材料純度 的提升、耐蝕性能的改善以及表面處理技術的提升,才漸漸開發出鑄造性 較優良的鎂合金。 鎂合金可以添加的合金元素很多,如表 2-1 所示,而主要添加的元素 方面:鋁和鋅的添加可以產生固溶強化與析出強化,以強化鎂基地,鋁與 鎂反應形成β-Mg17Al12相;鋅與鎂反應主要形成MgZn 相,均對鎂基地有 析出強化的效果;另外,錳的添加可以吸附鎂熔煉時所產生的鐵、鈷、鎳、 銅等雜質,這些雜質與鎂化學電位不同,如果散佈在鎂基地中會與鎂產生 伽凡尼腐蝕(Galvanic Corrosion)[2],造成耐蝕性大幅降低;至於鋯的添加 可細化鑄造組織,因為AlZr 的析出可抑制鎂合金晶粒在高溫下的成長;稀 土元素(RE)的添加則可提升鎂合金的高溫抗潛變性質,使其可應用在較高 溫的環境中。因此,添加不同的合金元素於鎂基地中,搭配不同的製程方 式,可以改善鎂合金的強度、延性、抗潛變、抗磨耗,甚至物理性質等[3]。 鎂合金的製造方式與鋁合金類似,均分為鑄造用以及鍛造用材料。目 前鎂合金大多使用壓鑄法製成,因其具有優異的流動性,使得在鑄造薄件 或是複雜的零件時鎂湯可以完全的填充,且其比熱也較一般金屬低,可增 加鑄造生產的速率,另外,鎂與鐵的溶解度亦相當低,因此可以減少脫模 卡料的問題[4]。在鍛造用鎂合金方面,由於鎂的六方最密堆積結構(HCP) 造成室溫下變形不易,導致加工困難,因此鎂合金採用的是熱加工的方式 鍛造,於再結晶溫度以上大約是300℃~500℃的溫度範圍透過擠製、壓延、 熱鍛的方式加工成形。在機械性質方面,鍛造用鎂合金比鑄造用鎂合金優 異,如表 2-2 所示,但是因為成本以及技術問題較難克服,因此在使用量 上還是以鑄造用鎂合金較多。 2-1-3 鎂合金的優異特性及未來運用潛力 鎂合金的密度約為1.79g/cm3,僅為鋁合金(約 2.7 g/cm3)的三分之二,
此外,其比強度較鋁合金高,僅次於鈦合金,如表 2-3 所示,其比強度甚 至比一些塑膠基複合材料高,且塑膠材料的剛性遠低於鎂合金,如表2-4[5] 所示。此外,鎂合金的熱傳導率都塑膠材料高,而且還可回收再生。鎂合 金的抗震能力也比其他金屬合金要優異[6],因此可運用在避震器、氣動工 具以及防震的高靈敏儀器等。因此,近年來鎂合金已逐漸取代部分鋁合金 與工程塑膠。綜合上述鎂合金主要的優點有: (a)低密度、高比強度。 (b)機械加工性佳、尺寸穩定性高。 (c)熱傳導率高且耐熱。 (d)電磁遮蔽效應高。 (e)制震性、吸水性佳。 (f)鑄造性高。 (g)易回收,具環保效益。 缺點為: (a)六方最密堆積結構(HCP),室溫塑性變型能力差。 (b)抗氧化性差,須做表面改質。 (c)活性極高,加工時的切屑與粉末以及熔煉過程中易與大氣中的氧反 應而燃燒,操作與保存均需注意。 鎂合金在市場上的運用潛力是無限的,不論在3C 產品、汽機車工業、 航太國防亦或是民生機械產業均有很大的市場。近年來,表面處理技術的 提升,能有效改善鎂合金的抗氧化性,因此,如何改善鎂合金的塑性變形 以及高溫抗潛變能力,以促使鎂合金的應用更加廣泛,是當今熱門的發展 方向。
2-1-4 高溫鎂合金的發展
1960 年德國的 Volkswagen 汽車公司與 Dow Chemical、Norsk Hydro
及 Hanover 大學合作,開發出最早的高溫鎂合金 AS41,其應用在該公司 汽車的曲軸箱上,藉由微細針棒狀組織Mg2Si 取代共晶 β-Mg17Al12在晶界 析出的穩定相而獲得良好的耐潛變效果,如圖 2-1 所示[7-9],隨後發表的 AS21 有更好的抗潛變特性,但鋁含量降低導致鑄造性能變差。進入 1970 年代以後,有兩種組成差異較大的高溫鎂合金相繼被提出,一種是改良壓 鑄AZ 鎂合金的 AE 系列,另一種是 ZA 系列的高鋅鎂合金,前者是 Dow Chemical 在鎂合金中加入稀土族混合金屬(Mischmetal)的實驗結果,並提
出AE21 及 AE42 名稱,文獻指出與稀土元素有關的介金屬化合物 Al11(RE)3
同樣在晶界形成高溫穩定相,如圖 2-2 所示,但比 AS 系列鎂合金更具耐
潛變性質[10-12],AE42 鎂合金在 150oC、50MPa 的抗潛變能力甚至高於
AS41 一倍,且遠高於 AZ91 五倍之多,如圖 2-3 所示。不過由於稀土元素 價格昂貴,且在熔煉和持溫過程很容易消耗,不易保持固定比例的成份,
導致 AE 系列鎂合金未被用於零件量產;高鋅鎂合金則是由 NL Industries
發表包括 ZA124、ZA102、AZ88 及 AZ55 的研究,其中 ZA124 與 AS41
耐潛變性質相當,但耐蝕性與流動性更好,而 ZA102 加上 0.3%的鈣後, 其耐蝕性質更與 AS21 相當[13,14],不過根據文獻指出,鈣的添加會形成 低熔點的共晶 Mg-Al-Zn-Ca 相,造成使用溫度不能大於 175℃[15]。高鋅 鎂 合 金 主 要 的 析 出 相 為 高 溫 較 穩 定 的 Mg32(Al,Zn)49 相 , 並 不 會 有 β-Mg17Al12相的析出[16],此結果亦可由 Mg-Zn-Al 相圖得知,如圖 2-4 所 示,因此,高鋅鎂合金相較於AZ 系列或 AM 系列的鎂合金有較好的高溫 性質。高鋅鎂合金雖具有優異的性質但卻未被商業化,主要原因是鋅的添 加量若過多,會降低合金的延性[17],且由於鋅的比重較大,亦會使合金 的比重增加。1990 年代以後,高溫鎂合金可說是進入群雄割據的時代,不
僅鎂合金供應商在發展高溫鎂合金,各大汽車廠也在發展自己的高溫鎂合 金,Hydro 公司在 AS 鎂合金中加入少量的稀土元素,目的在加強 AS21 的耐蝕性但抗潛變性不變;近期研究發現,用價格便宜的鹼土金屬(Ca 和 Sr)代替價格較昂貴的稀土金屬能獲得相似的高溫強化效果[18-20],藉高溫
穩定相在晶界析出,如圖2-5 所示,獲得的耐潛變性能遠高於 AE42,如圖
2-6 所示。Dead Sea 公司和 Honda 車廠則以 Ca 取代部份的 Re 成為
Mg-Al-Ca-Re 合金,而 Anyanwu 等人[21]進一步指出 Al11La3散佈在晶界與
晶粒內,而Al2Ca 則在晶界上析出阻礙晶界滑移,如圖 2-7 所示,導致抗
潛變性能有加乘效果,由圖 2-8 潛變曲線圖得知其抗潛變性能優於 AE42
和AS41。
2-2 等通道轉角擠型 (Equal Channel Angular Extrusion, ECAE)
對於大部分的金屬材料而言,塑性變形可以有效改變材料的結構與性 質,如滾軋、鍛造、擠製等,這些方法皆是利用重複施予大量應變來達到 改變性質的目的。但在重複施與大量應變的同時,材料的形狀也會不斷地 改變,變形所需的應力也不斷提高,因此對於模具的要求亦相對增加,造 成生產成本過高,而且當對材料有要求特別的結構或性質時,如超微細晶 粒等,上述的製程並無法達到要求,因此便有等通道轉角擠型(ECAE)製程 的發展,以解決材料在塑性變形上的問題。 2-2-1 ECAE 原理 ECAE 是由前蘇聯科學家 Segal 所發展出來的變形方式[22,23],透過 純剪應力(Pure Shear Stress)的方式可以產生很大的變形量。ECAE 的原理
是將試棒放入一個具有兩個等截面通道的模具中,且通道內側交角為Φ,
另外一個通道,由於通道交角處構成一剪平面,因此當試棒通過通道交角 時以純剪應力方式變形,且材料的截面積並不會改變,所以便可利用重複 進行擠型的方式進而累積大量的應變。進行ECAE 有許多變形參數,例如 模角效應、擠型路徑、擠型次數、擠型溫度、擠型速率等皆會影響材料的 微觀組織。 2-2-2 ECAE 模角效應 ECAE 模具設計中,假設摩擦力為 0,針對不同模具外側弧角 Ψ,大 致可分為三種模型[24],如圖 2-10(a)-(c)所示,不同 Ψ 角,當試棒經過通 道轉角時,產生的剪應變量與通道內側交角Φ 的關係可利用數學公式推導 出。如下所示: (a) Ψ=0o時, 2 2cotΦ = γ ,其中γ 為剪應變量 (b) Ψ=180o-Φ,γ =Φ (c) 0o <Ψ<180o-Φ, ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+Ψ Ψ + ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+ Ψ = 2 2 csc 2 2 cot 2 γ 因此,當試棒通過模具通道內側交角為 Φ,外側弧角為 Ψ 時,每擠型 一道所得到的剪應變量為 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+Ψ Ψ + ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ +Ψ = 2 2 csc 2 2 cot 2 γ ,此外,由塑性 力學理論,等效應變量εeq可表示為: 2 / 1 2 2 2 2 2 2 3 2 2 ⎥ ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ + + + + + = zx yz xy z y x eq γ γ γ ε ε ε ε ………(1)
且由於ECAE 過程中,試棒是受到純剪應變,因此將 代入式(1),得到等效應變量與模角間的關係可表示為: 0 = = = = = y z yz zx x ε ε γ γ ε 3 2 2 csc 2 2 cot 2 ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+ Ψ Ψ + ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+Ψ = eq ε ………(2) 因此,經過N 次擠型後,總累積的等效應變量與模角的關係為: ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ +Ψ Ψ + ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+Ψ = 3 2 2 csc 2 2 cot 2 ,total N eq ε ………(3) 圖 2-11 為擠型一次,不同 Φ、Ψ 角與等效應變量的關係圖[25],當 Φ 角由90o增加到120o(Ψ 角為 0o),等效應變量大約從 1.2 降至 0.67;如果固 定Φ 角(90o),增加 Ψ 角至 30o,等效應變量大約從1.2 降至 1 左右,因此 影響等效應變量重要的關鍵在於 Φ 角,增加 Φ 角會造成等效應變量大幅 下降。 2-2-3 ECAE 擠型路徑 ECAE 擠型過程中,不同擠型路徑會使材料在每次擠型間,變形發生 在試棒不同的剪平面上,造成不同的微結構發展。Segal[26]及 Iwahashi 等 人[27]根據每次擠型之間試棒翻轉角度不同,將路徑分為路徑 A、路徑 B、 路徑C 三種,而路徑 B 又可再細分為路徑 BA及路徑BC,如圖2-12 所示。 (a)路徑 A:每次擠型之間,試棒不旋轉,保持原方位放入模具後進行
下一次擠型。 (b)路徑 BA:第一次擠出的試棒先以順時針或逆時針旋轉90o,進行第 二次擠型,擠出後的試棒再朝原來的反方向轉 90o後,再 進行下一次擠型,依此類推。 (c)路徑 BC:每次擠製型之間,試棒皆以同一方向旋轉90o。 (d)路徑 C:每次擠型之間,試棒皆以同一方向旋轉 180o。 因此,不同的擠型路徑,變形會發生在試棒不同的剪平面上,改變擠 型路徑,會使前一次擠型的變形由於下一次擠型時剪平面的改變,而產生 不同的顯微組織。由圖2-13 所示[26],使用路徑 A 擠製時,每擠型一次, 試棒就被剪切一次,因試棒未翻轉任何角度,所以在接下來的擠型過程 中,被剪切後的角度會愈來愈小,可得到薄板狀的組織;使用路徑 BA 進 行擠型,由於試棒是在特定兩個面翻轉,因此經過多次擠型後,會使材料 愈不均勻;使用路徑BC擠型,材料每經過四次擠型會恢復原先的cubic 形 狀,也就是說每擠四次為一個循環,而此路徑可使材料晶粒細化且可最快 得到等軸晶[27];使用路徑 C 進行擠型,每次擠型間試棒旋轉 180o,也就 是說每擠兩次為一個循環,會恢復原來的 cubic 形狀,利用此路徑擠型亦 可得到等軸的晶體結構。 2-2-4 ECAE 擠型成功條件 在 ECAE 擠型的過程中,會產生大量的應變,因此擠型溫度、擠型速 率以及初始的晶粒大小是影響擠型成功與否的關鍵因素。鋁合金由於是面 心立方結構(Face Centered Cubic, FCC),在室溫下即具有多達 12 組滑移系 統,因此在室溫下即可成功進行擠型[28,29],從實驗結果亦可發現,晶粒 尺寸隨擠型溫度的增加而愈大,其形狀亦會愈趨等軸晶。然而,鎂合金為
六方最密堆積結構(HCP),在低溫下滑移系統很少,因此在大部分的研究
中發現,鎂合金的擠型溫度需大於 200℃以避免斷裂或是裂縫的產生
[30-32],K. Xia 等人[33]利用 50MPa 背向壓力(back pressure)抑制裂縫的成
核及成長,可成功在 150℃的溫度下擠型 AZ31 鎂合金八次,平均晶粒尺 寸可小至1μm,如圖 2-14 所示。 在擠型速率的部份,Semiatin 等人[34]將商用純 Ti 和 4340 Steel 在相 同擠型條件下進行 ECAE,他們發現當擠型速率愈快,試棒愈容易產生破 裂,如圖2-15 與圖 2-16 所示。Segal[35]將銅分別以 0.25mm/s 以及 25mm/s 的擠型速率,在相同擠型溫度下以路徑 BA進行 ECAE 三次,可發現當擠 型速率太快時,材料容易發生不均勻變形,如圖2-17 所示。Kang[36]等人 認為擠型溫度亦會影響擠型速率,他們分別以150℃、200℃以及 250℃進 行 ECAE,發現擠型溫度愈高,便可以愈快的速率成功地擠型而不會產生 破裂,如圖2-18 所示。 初始晶粒大小亦會影響是否能成功進行 ECAE 擠型,Matsubara 等人 [37]使用純鎂與 Mg-0.6%Zr 鑄造材,初始晶粒大小分別為 1.4mm 和 70μm, 以Φ 角為 90o、Ψ 角為 20o的模具,路徑BC進行擠型,結果純鎂僅能在350℃ 的擠型溫度下擠型一次,而Mg-0.6%Zr 鑄造材也只能在 300℃的擠型溫度 下擠型一次,進一步的擠型都將造成試棒的破裂;如果在ECAE 擠型前先 經過一般擠型(Extruded),可大幅降低純鎂與 Mg-0.6%Zr 鑄造材的晶粒尺 寸,分別約為 55μm 和 11μm 左右,在相同擠型條件下,純鎂可以成功地 在300℃的擠型溫度下進行 ECAE 擠型兩次,而 Mg-0.6%Zr 鑄造材亦能在 300℃的擠型溫度下成功擠型四次,因此經過一般擠型(Extruded)過後的試 棒,能在較低的溫度下ECAE 較多的次數,如表 2-5 所示。Matsubara 等人 [38]使用初始晶粒大小為 50μm 的 Mg-9%Al 鑄造材,以 Φ 角為 90o、Ψ 角 為20o的模具,控制擠型溫度為 200℃,擠型速率為 8mm/s,選擇路徑 BC 進行擠型,結果發現擠型一次後試棒即產生裂痕,但是如果在ECAE 擠型
前先經過一般擠型(Extruded),晶粒尺寸減小至約 12μm,在相同擠型條件 下可以成功擠型兩次。 綜觀上述的研究結果,可以發現,提高擠型溫度可以增加擠型速率; 擠型前先藉由其他製程適當細化晶粒後,可以降低擠型溫度或是增加擠型 速率,因此要能成功進行ECAE 擠型,擠型溫度、擠型速率以及初始晶粒 大小這三者是息息相關。 2-2-5 ECAE 製程的優勢 ECAE 製程可使材料產生大量塑性變形,進而達到非常小的晶粒,並 可使微結構緻密化[39],近年來 ECAE 製程無論在鋁合金[40]或是銅合金 [41]的運用上均有很優異的特性,如機械性質等,主要的原因是 ECAE 製 程具有下列優勢: (a)均勻的結構與性質。 (b)擠型時所需壓力較小。 (c)擠型一次即可得到大量變形。 (d)多次擠型可累積大量應變。 (e)特殊的機械性質。 (f)成本低。 2-3 鎂合金的變形機制 2-3-1 低溫下的變形機制
鎂合金為六方最密堆積結構(Hexagonal Close Packed, HCP),在低溫下
面滑移的prism slip 及 pyramidal slip 滑移系統,如圖 2-19 所示[42]。然而, basal slip 僅能提供三組獨立的滑移系統,當 basal slip 無法提供足夠的變形
時,例如當 c 軸承受拉應力或壓應力的時候,此時便容易出現變形雙晶
(Deformation Twin)以提供足夠的變形。
2-3-2 高溫下的變形機制
隨著變形溫度的升高,鎂合金除了basal slip 外,有機會啟動 prism slip
及pyramidal slip 以提供變形,但這並不是高溫下主要的變形機制,主要的 機制為動態再結晶的產生。鎂合金因為在變形過程中缺乏足夠的滑移系 統,造成材料內部變形不均勻,所以在高溫變形的過程當中,為了降低差 排在材料內部所儲存的應變能,因而啟動了動態再結晶的機制。 2-3-3 動態再結晶(Dynamic Recrystallization, DRX)的機制[43] 動態再結晶為在加工的過程中即發生再結晶的現象,其與靜態再結晶 相同,均需經過成核然後成長。在加工的過程中累積至一定的應變能時, 材料為了降低差排在材料內部儲存的應變能,因而產生動態再結晶且發生 在晶界處、變形帶、雙晶等應變能變化較大的地方,降低材料內部的差排 密度,使得材料內部發生局部軟化的現象。動態再結晶依成核與成長所需 的應變能大小,可分為週期性動態再結晶與連續性動態再結晶(連續性指 的是成核與成長為連續的過程,非一般所稱的continuous recrystallization)。 當成核所需的應變能大於成長所需的應變能時,為週期性動態再結 晶。在加工的過程中,應變能累積達到成核所需的應變能時,動態再結晶 便開始成核成長,造成差排密度下降而產生軟化現象,然而當成長過程結 束後,加工所累積的應變能小於下一次成核所需的應變能,不足以發生動 態再結晶,造成差排密度開始上升而產生加工硬化,當再次累積足夠的成
核所需應變能時,動態再結晶又再次成核成長,如此不斷地循環進行,因 此,在應力-應變曲線圖上會出現加工硬化與動態再結晶所造成的軟化交 替的週期,如圖2-20 所示。 反之,當成核所需的應變能小於成長所需的應變能時,為連續性動態 再結晶。在加工的過程中,應變能累積達到成核所需的應變能時,動態再 結晶便開始成核成長,造成差排密度下降,然而在成長過程結束前,加工 所累積的應變能已經達到足夠下一次的成核所需的應變能,因此動態再結 晶又再次的成核成長,如此不斷地循環進行,所以在應力-應變曲線圖上 會有加工硬化與動態再結晶所造成的軟化達到穩定的現象,即應力為一穩 定值,如圖2-21 所示。 2-3-4 鎂合金 ECAE 的晶粒細化機制 Janecek 等人[44]認為鎂合金 ECAE 的晶粒細化機制是由動態再結晶所 造成。他們用初始晶粒尺寸為 380μm 的 AZ31 鑄造材,在Φ角為 90o、Ψ 角為 0o 的模具以路徑 BC 進行擠型,擠型溫度為 200℃,擠型速率則為 15mm/min。在經過一次擠型後,材料內部為一典型的大量變形結構,且在 晶粒內部有很高密度的差排,如圖2-22 所示。當進一步擠型至四次後,顯 微結構由約 1~3μm 的較大晶粒與約 500~800nm 的較細晶粒所組成,且部 分晶粒內沒有差排存在,而某些晶粒內則可以很明顯看到許多差排的存 在,如圖 2-23 所示。因此,Janecek 等人認為在剛開始的變形過程中,會 產生差排且聚集在大晶粒內,而這些差排藉由堆積形成差排牆,進而累積 應變能,當進一步進行擠型時,累積的應變能足夠在差排密度高的地方產 生動態再結晶,產生細小的晶粒而達到晶粒細化的目的,且在發生動態再 結晶的地方,差排密度亦大幅下降。
表2-1 鎂合金常見的添加元素
AM Magnesium-Aluminum-Manganese without Zinc 鎂鋁錳
AZ, ZA Magnesium-Aluminum-Manganese with Zinc 鎂鋁錳鋅
K Magnesium-Zirconium 鎂鋯
ZK Magnesium-Zinc- Zirconium without Rare Earths 鎂鋅鋯
ZE, EZ Magnesium-Zinc- Zirconium with Rare Earths 鎂鋅鋯稀土
HK Magnesium-Thorium- Zirconium without Zinc 鎂釷鋯
HZ, ZH Magnesium-Thorium- Zirconium with Zinc 鎂釷鋯鋅
QE Magnesium-Silver- Zirconium with Rare Earths 鎂銀鋯稀土
QH Magnesium-Silver- Zirconium without Rare Earths 鎂銀鋯
WE Magnesium-Yttrium-Rare Earth- Zirconium 鎂釔稀土鋯
ZC Magnesium-Zinc-Copper- Manganese 鎂鋅銅錳
表2-2 鍛造用鎂合金與鑄造用鎂合金機械性質的比較
成型法 Press Forging Thixomolding 或 Die
Casting
材質 AZ91 AZ91
抗拉強度 (MPa) 350 240
降服強度 (MPa) 270 160
表2-3 金屬合金的密度與比強度之比較表 材料 密度(g/ cm3) 降服強度/密度 抗拉強度/密度 鎂合金 1.8 7.1~11 17 鋁合金 2.8 11 11~18 鈦合金 4.5 13~27 17~29 特殊鋼 7.8 6.4~15 8.9~20 碳鋼 7.8 3.5~7.6 6.1~10 銅合金 8.6 2.3~ 4.7~ 特殊銅合金 8.6 2.9~5.8 4.7~8.1 表2-4 鎂合金與工程塑膠的機械性質及物理性質之比較[5] 性質 AZ91D PET 30%Glass PBT 30%Glass Nylon 30% Poly Carbonate 密度 (g/ cm3) 1.81 1.61 1.72 1.38 1.23 降 服 強 度 (MPa) 160 152 117 172 抗 拉 強 度 (MPa) 204 193 172 193 104 伸長率(%) 3.0 4.5 3.0 6.0 彈 性 模 數 (GPa) 45.0 8.3 10.3 8.9 6.7 比強度 100 107 77 141 102 吸水性(%) nil 0.05 0.07 0.70 熱 傳 導 率 (W/mK) 51.00 0.28 0.29 0.33 0.20 熔點(℃) 598 260 260 260 熱 膨 脹 係 數(μm/m) 26.0 76.5 25.0 34.5 比剛性 100 7.8 24 26
圖2-1 AS21 鎂合金顯微組織,藉由微細針棒狀組織 Mg2Si 取代共晶
β-Mg17Al12在晶界析出的穩定相而獲得良好的耐潛變效果[7]。
圖2-2 AE42 鎂合金顯微組織,介金屬化合物 Al11(RE)3在晶界形成高溫
圖2-3 AE42、AS41、AE41、AZ91 鎂合金潛變曲線圖,AE42 鎂合金在
150oC、50MPa 的抗潛變能力高於 AS41 一倍,且遠高於 AZ91 五
圖2-4 Mg-Zn-Al 三元相圖,高鋅鎂合金主要的析出相為 Mg32(Al,Zn)49 相,並不會有β-Mg17Al12相的析出[16]。
圖2-5 AJ43 鎂合金顯微組織,藉高溫穩定相 Al4Sr 在晶界析出以改善抗
潛變性質[18]。
圖2-6 AE42、Mg-Al-Sr 與 Mg-Al-Sr-Ca 合金潛變曲線圖,AJ42、AJ43、
圖2-7 Mg-Zn-Al-Ca-Re 合金顯微組織,形成 Al11La3散佈在晶界與晶粒
內,同時有 Al2Ca 在晶界上析出阻礙晶界滑移[21]。
圖2-8 AS41、AE42 與 Mg-Zn-Al-Ca-Re 合金潛變曲線圖,Mg-Al-Ca-Re
圖2-9 等通道轉角擠型模具示意圖,通道內側交角為 Φ,外側弧角為 Ψ, 在擠型的過程中,利用衝頭將此試棒擠入另外一個通道[22]。
圖2-10 三種等通道轉角擠型模式與應變量,(a) Ψ=0o時, 2 2cotΦ = γ , (b) Ψ=180o-Φ,γ =Φ, (c) 0o <Ψ<180o-Φ, ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+Ψ Ψ + ⎟ ⎠ ⎞ ⎜ ⎝ ⎛Φ+ Ψ = 2 2 csc 2 2 cot 2 γ [24]。
圖2-11 不同內側交角Φ與外側弧角Ψ與等效應變量的關係圖,影響等效 應變量重要的關鍵在於 Φ 角,增加 Φ 角會造成等效應變量大幅 下降[25]。
圖2-12 等通道轉角擠型的不同擠型路徑,路徑 A:每次擠型間試棒不旋
A C
轉,路徑 B :每次擠型間,試棒朝反方向旋轉 90o,路徑B :每
次擠型間,試棒朝同一方向旋轉 90o,路徑C:每次擠型間,試
圖2-13 Segal 等人認為不同擠型路徑對單位元素變形之影響,路徑 A 可
得薄板狀組織,路徑 BA會使材料愈不均勻,路徑BC可使材料晶
粒細化且可最快得到等軸晶,路徑 C 亦可得到等軸的晶體結構 [26]。
圖2-14 AZ31 鎂合金以 150℃的擠型溫度進行八次 ECAE 後的顯微組織 示意圖,平均晶粒大小約為 1μm[33]。
圖2-15 商用純 Ti 在 325℃的擠型溫度下,以不同的擠型速率進行
圖2-16 4340 Steel 在 325℃的擠型溫度下,以不同的擠型速率進行
ECAE,結果顯示擠型速率愈快,試棒愈容易產生破裂[34]。
圖2-17 銅在相同擠型溫度下,分別以(a)0.25mm/s,(b)25mm/s 擠型速率
進行 ECAE,可發現當擠型速率太快時,材料容易發生不均勻變 形[35]。
圖2-18 AZ31 鎂合金在不同擠型溫度以及擠型速率下進行 ECAE,擠型 溫度:(a)150℃,(b)200℃,(c)250℃,當擠型溫度愈高,便可以 愈快的速率成功地擠型而不會產生破裂[36]。
表2-5 純鎂與 Mg-0.6%Zr 鑄造材及經擠型後的擠型材,在相同 ECAE 擠 ,經過擠型後的試棒可以在較低的 ECAE,表中 X 表示成功的擠型且試棒表 沒有裂縫;A表示試 出現裂縫;B則表示試棒破裂,擠 [37]。 型條件下進行擠型,結果發現 溫度下進行較多次數的 面 棒表面 型失敗
圖2-19 鎂單晶底面滑移與非底面滑移之臨界剪應力,在室溫下,主要啟
動的滑移系統為basal slip,隨著變形溫度的升高,有機會啟動非
圖2-20 週期性動態再結晶;當成核所需的應變能大於成長所需的應變能 時,為週期性動態再結晶,在應力-應變曲線圖上會出現加工硬 化與動態再結晶所造成的軟化交替的週期[43]。
圖2-21 連續性動態再結晶;當成核所需的應變能小於成長所需的應變能 時,為連續性動態再結晶,在應力-應變曲線圖上會有加工硬化 與動態再結晶所造成的軟化達到穩定的現象,即應力為一穩定值 [43]。
圖2-22 AZ31 鑄造材經一次 ECAE 後之顯微組織,材料內部為一典型的 大量變形結構,且在晶粒內部有很高密度差排的存在,(a)差排: b=[1210]、g=[1011]、(b)次晶粒:b=[1210]、g=[1010] [44]。
圖2-23 AZ31 鑄造材經四次 ECAE 後之顯微組織;初始晶粒尺寸為 380μm,在Φ角為 90o、Ψ 角為 0o的模具以路徑BC進行擠型, 擠型溫度為200℃,擠型速率則為 15mm/min。在經過四次擠型 後,顯微結構由約 1~3μm 的較大晶粒與約 500~800nm 的較細 晶粒所組成,且部分晶粒內沒有差排存在,而某些晶粒內則可 以很明顯看到許多差排的存在[44]。
第三章 實驗方法
3-1 實驗流程 ZA85 鎂合金熔煉 (Mg – 8wt%Zn – 5wt%Al) ECAE 試片製備 (17x17x60mm) ECAE 製程 (N=0, 1, 2, 4, 6) 擠型溫度:180, 220,250℃、擠型速率:1~2mm/min、Route BCXRD, EDS, OM, SEM
機械性質實驗
硬度實驗 (HRB, 荷重 100kgf) 拉伸實驗 (RT, 100, 200℃)
應變速率:1x10-3
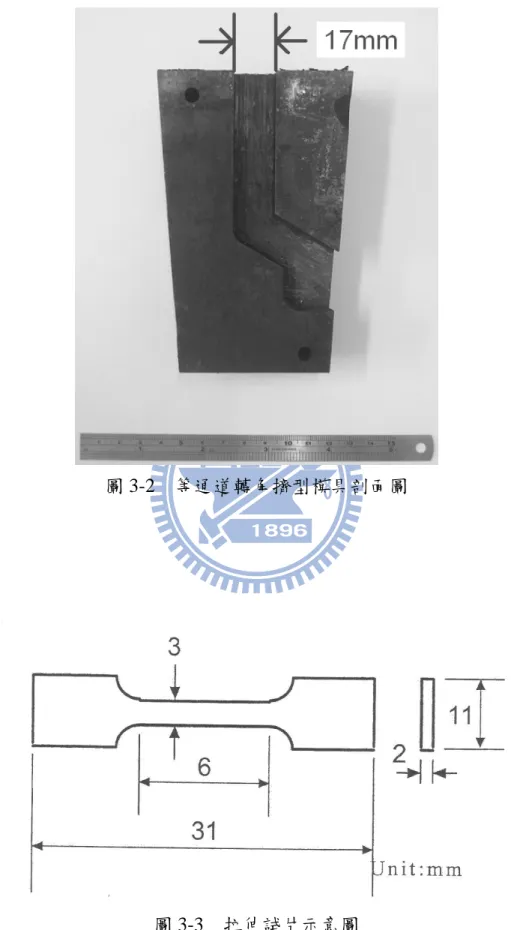
3-2 合金熔煉與試棒製備 將鎂、鋅、鋁錠(純度皆大於 99.98%)放入不鏽鋼坩鍋中,重量百分比 依序為 87wt%、8wt%、5wt%,使用電阻式加熱爐進行 ZA85 鎂合金熔煉, 如圖 3-1 所示。由於鎂活性很大,因此過程中需通以 SF6保護爐氣以隔絕 空氣,於 720℃持溫 10 分鐘並充分攪拌後以重力澆鑄法進行鑄造。將鑄錠 藉由鋸床切割成適當大小,再經铣床加工形成截面積為 17mm x 17mm、高 度為 60mm 的 ECAE 試棒。 3-3 模具與加溫系統 等通道轉角擠型模具系統可分為內套模、外套模、底座以及加熱系 統,內套模以兩個模子組成,採用對半模設計,兩模具之間以插銷固定, 則模具內形成一 120o的等通道轉角,通道截面積為 17x17mm2,如圖 3-2 所示。內外套模以 4o傾角相接,此可使內外套模於擠型過程中愈壓愈緊而 不致產生鬆動或滑動。加熱系統則套在外套模之外,加熱時可使整個模具 一起升溫。為了方便擠型過程中模具的裝卸,加熱系統與外套模為可拆式 組合設計。熱電偶則插入內模具並置於通道轉角附近,如此可提高溫度量 測的準確性。 3-4 等通道轉角擠型 本實驗係以 50 噸之萬能試驗機為擠壓機,將模具放置於萬能試驗機 上進行擠型,試棒尺寸為 17x17x60mm3,等通道轉角擠型模具的內側交角 Φ為 120o。擠型溫度為 180o C、220oC 及 250oC,擠型速度則控制在 1~2mm/min,擠型方式採用路徑 BC以獲得細小的等軸晶,擠型次數 N=1、 N=2、N=4、N=6。
擠型流程為: 1. 將內模具的通道均勻噴灑氮化硼( BN )以達到潤滑的效果。 2. 將試棒以鐵氟龍膠布包覆,減少摩擦。 3. 加熱模具至 180oC、220oC 或 250oC。 4. 將試棒及衝頭依序放入通道內並預熱 5 分鐘。 5. 以萬能試驗機擠壓衝頭至衝頭長度的一半。 6. 取出衝頭並放入墊塊。 7. 將衝頭放入並將試棒擠出。 8. 稍微研磨試棒。 9. 重複以上的步驟,以路徑 BC進行所需擠型次數。 3-5 測試及分析 3-5-1 合金成份分析 將 ZA85 鑄錠取三處不同位置適當大小之試片,利用 X-光能量散佈分 析儀( Energy Dispersive System, EDS )進行合金元素含量之分析。
3-5-2 合金析出相分析 利用 X-光能量散佈分析儀針對析出相進行定性半定量的分析。此外, 利用 XRD 鑑定析出相的結構,使用 Cu 靶材,以每分鐘 5 度的速率進行範 圍為 20~90 度的偵測,並以 MDI Jade 5.0 軟體進行比對。 3-5-3 光學顯微鏡( Optical Microscopy )金相觀察 將 ZA85 鑄錠及經過等通道轉角擠型 N=1、N=2、N=4、N=6 之試片 切割成適當大小,以碳化矽( SiC )砂紙依序由#180、#240、#400、#600、
#800、#1200、#1500、#2000 號研磨後,再以氧化鋁懸浮液( Al2O3 ) 1.0μ m、0.3μm 及 0.05μm 進行拋光,接著將試片置入丙酮( Acetone )中以超 音波震盪器震 5 分鐘將試片表面的雜質去除掉,再浸泡入乙醇中,之後以 腐蝕液( 3ml 冰醋酸 + 5ml 去離子水 + 1g 苦味酸 + 35ml 乙醇 )腐蝕試 片,腐蝕時間為 5 秒鐘,最後再以大量的乙醇沖洗試片以稀釋腐蝕液並將 之吹乾。利用光學顯微鏡觀察晶粒與析出物的尺寸及分佈狀態。
3-5-4 掃描式電子顯微鏡分析( Scanning Electron Microscopy, SEM )
SEM 試片製備方式與光學顯微鏡試片相同。利用 Hitachi JSM 6500F 型掃描式電子顯微鏡觀察經過 ECAE 後顯微組織的變化。 3-5-5 晶粒尺寸及晶粒分佈狀態分析 本實驗之平均粒徑大小採用截距法求得,並配合 Image-Pro 影像分析 軟體以求數據之準確性;而晶粒分佈狀態同樣是以 Image-Pro 影像分析軟 體進行分析。 3-5-6 硬度測試
利用 Future Tech FR-3 洛氏硬度計(Rockwell Indenter),並採用 B 尺度 (HRB)量測材料的硬度值。試驗荷重為 100kgf,每一試片測 12 點,扣除最 大和最小兩點後取 10 點做平均值,以了解 ZA85 鎂合金經過等通道轉角擠 型後硬度的變化。
3-5-7 拉伸測試
N=2、N=4、N=6 及未擠型的試片分別加工成板狀的拉伸試片,如圖 3-3 所示。拉伸溫度為室溫拉伸以及 100℃和 200℃高溫拉伸。 在高溫拉伸實驗的部份,於 Instron 8501 拉伸試驗機上架一高溫爐, 並設置獨立 K-type 熱電偶貼近試片平行部量測溫度,使試片能在 100o C 及 200oC 的高溫環境下進行拉伸測試,待試片升溫至設定溫度後持溫 10 分鐘 後開始實驗。控制應變速率為 1x10-3 /s,以求得最大抗拉強度(UTS)、降伏 強度(YS)與延伸率(elongation),探討經過等通道轉角擠型後與未經擠型的 ZA85 鑄造材的室溫及高溫機械性質並比較之間的差異。
圖 3-2 等通道轉角擠型模具剖面圖
第四章 結果與討論
4-1 ZA85 鎂合金之成份及析出相分析
4-1-1 合金成份分析
以重力澆鑄法製成的 ZA85(Mg-8wt%Zn-5wt%Al)鎂合金鑄錠,利用 X-光能量散佈分析儀( Energy Dispersive System, EDS )進行合金元素含量
之分析,圖4-1 到圖 4-3 為任意選取鑄錠上三個區域進行 EDS 分析,表 4-1 到表 4-3 分別為三個擇區的成分重量百分比與原子百分比,經平均後得 ZA85 鎂合金成份如表 4-4 所示,各項成分均在誤差範圍內。 4-1-2 合金析出相分析 圖 4-4 為檢視基地上的 EDS 擇點分析,表 4-5 則為此擇點的成分重量 百分比與原子百分比,可發現在基地上僅有Mg 固溶少量的 Al,完全沒有 Zn 的存在,表示 Zn 都在析出物內。圖 4-5 為檢視析出相上的 EDS 擇點分 析,表4-6 則為此擇點的成分重量百分比與原子百分比,因此可從 EDS 的 結果知道,析出相為一富Zn 的相。再進一步藉由 X-ray 來確定析出相的結 構,如圖 4-6 所示,除了 α-Mg 基地的 peak 外,析出相的 peak 皆為 Mg32(Al,Zn)49,這也符合 Mg-Zn-Al 相圖(圖 2-4)所示,當合金成份為 Mg-8wt%Zn-5wt%Al 時,主要的析出相為 Mg32(Al,Zn)49。
4-2 擠型後材料之巨觀與微觀分析 4-2-1 試棒材料分析 如圖 4-7 所示,試片經由 ECAE 後,巨觀形狀變化與文獻[45,46]對鋁 合金和黏土模擬所做的結果相同。當N=1 時,試棒受到壓縮應力,且試棒 前端為自由端,不受力而變形,因此成三角狀。試棒末端的形狀也略成三 角形,原因是當試棒通過轉角而只剩末端部分在轉角處時,因整個試棒已 不受轉角所束縛,試棒可以自由落下,因此末端也成三角狀,如圖 4-8 所 示,且試棒末端在ECAE 過程中未受到剪應力所影響,僅受到擠型時的壓 縮應力作用。 另外,因為第一次擠型後,通過開口時會有彈性變形的回彈現象,造 成試棒截面積稍微膨脹,導致試棒與模具尺寸不合,因此在下一次擠型之 前,需先稍微研磨試棒以恢復原本尺寸,亦可消除表面刮痕。 4-2-2 擠型次數的影響 圖 4-9 為 ZA85 鎂合金經由重力澆鑄法製程之顯微組織,從圖中可看 到有明顯氣孔、縮孔等鑄造缺陷存在,此原因是本實驗採用重力澆鑄法, 因此在鑄造的過程中有許多空氣被捲入熔湯中,且由於鑄錠內外冷卻速率 不均而造成這些鑄造缺陷,平均晶粒大小約為 150μm,圖 10 為利用影像 分析軟體計算所得到的晶粒面積比分佈圖。 經 180℃等通道轉角擠型一次後,如圖 4-11(a)所示,可發現大晶粒的 尺寸並無太大改變,但由於在擠型過程中遭受剪應變,因此晶粒不再為等 軸晶,而有明顯的方向性,長軸方向平行擠型方向,另外亦可看到少許氣 孔及縮孔的存在。更進一步以較大的倍率觀察,如圖4-11(b)所示,可發現 有許多無方向性的小晶粒,這些小晶粒是在變形過程當中,因為溫度以及
形變的效應而產生的動態再結晶現象。由圖中可知,生成的新晶粒大多分 布在原先的晶界上,因晶界是差排聚集之處,一般來說,動態再結晶是發 生在差排密度高的地方,因此這些新的再結晶晶粒會在此生成,從 SEM 的結果可以看出,這些晶粒的平均晶粒大小約為 2μm 左右,如圖 4-12 所 示。 再進一步經 180℃等通道轉角擠型第二次後,如圖 4-13 所示,可發現 大晶粒亦有明顯方向性,長軸方向平行擠型方向,且仍有少許縮孔,但氣 孔已幾乎看不見。另外小晶粒個數與只經過一次ECAE 相比明顯增加,這 是因為經過兩次ECAE 後,累積了更大的應變量,因此提升了動態再結晶 的驅動力,使得動態再結晶的程度增加,而這些動態再結晶晶粒的平均粒 徑大小同樣約為2μm 左右,如圖 4-14 所示。 整體而言,在 180℃下經過 ECAE 兩次後大晶粒還是佔整個材料的大 部分,根據文獻[47,48]指出,鋁合金在室溫環境下經過一次 ECAE 後,平 均晶粒尺寸已明顯變小,在經過兩次擠型後甚至小於1μm,但鎂合金並沒 有此現象,這是因為兩者的晶粒細化機制不同。鋁合金ECAE 的晶粒細化 機制是藉由擠製次數的增加而累積等效應變量,使差排堆疊形成差排牆, 而這些低角度的邊界會逐漸轉變成高角度的邊界,最後發展成晶粒晶界而 產生晶粒細化;而鎂合金ECAE 的晶粒細化機制主要是靠動態再結晶,在 擠型的過程中,累積的應變能足夠在差排密度高的地方產生動態再結晶, 產生細小的晶粒而達到晶粒細化的目的,且在發生動態再結晶的地方,差 排密度亦大幅下降。 圖 4-15 為在 180℃下經過 ECAE 四次的顯微組織,可以發現動態再結 晶的程度更加明顯,而顯微組織的分布也較前兩次擠型為均勻,但是仍有 許多大晶粒的存在,不過大晶粒的尺寸有明顯變小,且也比較趨於等軸 晶,這是因為本實驗採用路徑 BC 進行擠型,每次擠型間試棒朝同一方向 旋轉 90o,也就是說每擠四次為一循環,因此在擠完四次後,晶粒會回復
到原本 cubic 的形狀,此外,從圖上亦看不到任何氣孔以及縮孔等鑄造缺 陷的存在。動態再結晶所產生的晶粒由於擠製溫度較低,因此其大小並沒 有明顯的變化,如圖 4-16 所示,平均粒徑大小同樣約為 2μm 左右,因此 在180℃進行 ECAE 並不會造成這些小晶粒的成長。 更進一步經 180℃等通道轉角擠型到六次後,如圖 4-17 所示,可得到 更為均勻的顯微組織,相較於經過四次擠型,大晶粒的分佈明顯更少且尺 寸也小很多,顯示更進一步的擠型可使顯微組織更佳均勻,且動態再結晶 所產生的小晶粒亦不會有成長的現象。 圖 4-18 為使用影像分析軟體計算在 180℃下分別經過 ECAE(a)一次、 (b)兩次、(c)四次以及(d)六次的晶粒面積比分佈圖,並將之整理於圖 4-19, 橫軸為晶粒粒徑大小區間,縱軸為每個粒徑大小區間所佔的面積百分比。 從分佈圖上可以看到,小晶粒(粒徑大小小於 10μm 的晶粒)所佔的面積比 隨著擠型次數的增加而增加,ECAE 一次後,晶粒尺寸小於 10μm 的晶粒, 其所佔的面積比約為1.7%左右,而 ECAE 兩次後增加到 12.4%左右,ECAE 四次後,所佔的面積則增加至約為58%,當經過 ECAE 六次後,則進一步 增加至80%左右,且這些小晶粒並無明顯產生晶粒成長的現象。另外,較 大的晶粒所佔的面積比也隨著擠型次數的增加而有明顯減少,顯示顯微組 織隨著擠型次數的增加愈趨均勻。 因此,從顯微組織可以判定,利用ECAE 製程,可以藉由動態再結晶 的機制而達到晶粒細化的效果,且動態再結晶的程度會隨著擠型次數的增 加而增加,此外,ECAE 製程亦可消除鑄造的缺陷,如氣孔與縮孔等,而 本實驗於180℃下經過 ECAE 六次後可獲得最均勻且緻密的顯微組織。 4-2-3 擠型溫度的影響 圖 4-20 到圖 4-22 分別為 220℃下,ECAE 擠型一次、兩次、四次的顯
微組織,與 180℃,N=1、2、4 相比可發現,在相同的擠型次數下,擠型 溫度較高,動態再結晶的程度也比較高,因而產生較多的細晶粒。不過, 這些動態再結晶所產生的新晶粒,在ECAE 兩次後,由於擠型溫度較高的 關係,已有些許晶粒成長的現象,此結果也可由晶粒面積比分佈圖來證 實,如圖4-23 及圖 4-24 所示。晶粒尺寸介於 10~20μm 之間的晶粒所佔的 面積從一次擠型後的1.5%左右增加至 14.5%。當 ECAE 四次後,大部分的 晶粒皆已成長至10~20μm 之間,約佔全部面積的 44%。 將溫度提高至250℃進行 ECAE,圖 4-25 到圖 4-27 分別是經過一次、 兩次、四次擠型的顯微組織,可以發現因為擠型溫度更高的關係,在經過 一次擠型後,由動態再結晶所產生的晶粒已有明顯成長的現象,晶粒尺寸 介於10~20μm 之間的晶粒已佔全部面積的 16.2%左右,如圖 4-28(a)所示。 經過兩次擠型後更增加至35%左右,且原先已成長的晶粒在第二次擠型的 過程中亦會繼續成長,因此晶粒尺寸介於20~30μm 之間的晶粒所佔的面積 也從一次擠型後的 14.2%增加至兩次擠型後的 18%左右,如圖 4-28(b)所 示。當經過四次擠型後,晶粒尺寸介於20~30μm 之間的晶粒所佔的面積已 增加至38%左右,如圖 4-28(c)所示,相關資料亦整理於圖 4-29。 另外,從圖4-22 及圖 4-27 可以發現,分別在 220℃以及 250℃下擠型 四次後,其顯微組織的均勻性皆比180℃下擠型相同次數(如圖 4-15(b)所示) 要好,此結果亦可由晶粒面積比分佈圖來證實,如圖 4-18(c)、圖 4-23(c) 以及圖 4-28(c)所示。此外,在 220℃下擠型四次後發現,並無大於 70μm 的大晶粒存在,然而在 250℃下擠型四次後,已有些許晶粒成長至 100μm 左右。 上述的現象,是因為鎂合金的滑移系統較少,因此在較低溫擠型時, 差排可滑移的數量比較少,當提高擠型溫度時,一些非基底面(Non-Basal Plane)的滑移系統所需的應力值降低,因此可以有較多的差排開始滑移, 而在差排滑移的同時發生動態再結晶的現象,造成細晶粒的增多;另外,
鎂合金在高溫下也較容易發生動態再結晶,形成較多的細晶粒,而在較低 的溫度時,動態再結晶不易發生,容易殘留較多大的晶粒。 利用影像分析軟體計算以不同擠型溫度與不同擠型次數進行 ECAE, 得到的平均晶粒大小如圖4-30 所示,詳細數據則列於表 4-7。從結果可以 發現,擠型溫度愈高,在較少的擠型次數便可得到相當程度的晶粒細化效 果,在 220℃擠型一次平均粒徑便從擠製前的 150μm 細化至 19.2μm;在 250℃擠型一次更可以細化至 16.1μm。但是由於擠型溫度較高,在擠型的 過程中,同時會發生晶粒成長的現象,因此在 220℃進行擠型,晶粒細化 率隨著擠型次數增加而趨緩;250℃擠型至四次反而使得平均粒徑成長至 19.7μm。而在較低溫的 180℃進行擠型四次,可將晶粒細化至 7.5μm,擠 型六次則可進一步細化至4.2μm。 從上述的結果可以發現,擠型溫度亦是影響晶粒大小的關鍵因素。雖 然在較高溫的 220℃以及 250℃下進行擠型,能在較少的擠型次數下,獲 得較均勻的顯微組織,但動態再結晶所形成的細晶粒會因為溫度太高而有 成長的現象;而在較低溫的180℃下進行擠型,並不會有晶粒成長的現象, 因此可將平均晶粒大小細化至5μm 以下。 4-2-4 ECAE 對於析出相的影響 圖 4-31 為 ZA85 鎂合金的二次電子影像,由於本實驗用合金採用重力 澆鑄法鑄造而成,因此析出相皆相當粗大,且以不連續的方式在晶界上析 出。 在 220℃下擠型一次後,如圖 4-32(a)所示,因為在擠型的過程中,試 棒受到剪應力的作用,因此部份粗大析出相已被剪切成較小的析出相,但 是仍有未遭受剪切的粗大析出相存在,如圖4-32(b)所示。在 220℃下擠型 兩次後,如圖4-33(a)所示,析出相碎裂的程度更大,且這些碎裂的析出相
分佈與經過一次擠型後的相比,較為均勻。然而在 220℃下更進一步擠型 四次後,如圖4-34 所示,析出相碎裂的程度與經過兩次擠型的差不多但分 佈更為均勻,顯示更進一步的擠型對於剪切析出相並無太大的效果,推測 原因可能是經過兩次擠型後,大部分的析出相尺寸皆已小至 20μm 以下, 因此要再進一步的剪切可能需累積更大的應變量。 值得一提的是,從圖4-33(a)中亦可看到經過剪切後碎裂的析出相,其 表面是較圓滑的,以更大的倍率來觀察,如圖4-33(b)所示。理論上如果是 經過剪切後碎裂的析出物,其形狀應為不規則狀,表面也不會是圓滑的, 這是因為本實驗擠型速率較慢,在高溫環境下的時間較長,因為要降低表 面能,因此造成析出相的表面較為圓滑。 從上述的結果可以發現,ECAE 製程可以藉由擠型過程中的剪應力作 用達到碎裂粗大析出相的目的,且隨著擠型次數的增加亦可增加析出相分 佈均勻的程度。另外在擠型過程中,因為擠型速率較慢,在高溫環境的時 間較長,造成析出相的表面較為圓滑。 4-3 機械性質分析 4-3-1 硬度分析 圖 4-35 為不同擠型溫度及不同擠型次數與硬度值的關係,詳細的硬 度值列於表4-8。從結果可發現,在 180℃下進行 ECAE,硬度值會隨著擠 型次數而增加,擠型前的硬度為 HRB 19,經過四次擠型後硬度可增加至 HRB 43,經過六次擠型後則可進一步增加至 HRB 46;在 220℃下進行 ECAE 也有相同的趨勢,經過四次擠型後硬度也可增加至 HRB 34;然而較 高的擠型溫度250℃下,雖然前兩次的擠型會使硬度值增加至 HRB 31,但 是當進一步擠型到四次時,硬度值反而下降至HRB 27。
上述結果可由 Hall-Petch eq. [49]來印證,如式 4-1 所示: H=H0+kHd-1/2………式4-1 其中H 為硬度;d 為平均粒徑;kH為常數。從此方程式可得知,當平均粒 徑d 愈小,硬度值 H 會愈大。利用差排堆積理論來解釋,大晶粒在晶界處 差排堆積的數目多,因此在晶界處的應力集中大,而小晶粒在晶界處差排 堆積的數目較少,在晶界處的應力集中較小,所以,基本上晶粒愈小,材 料硬度愈大。 在 180℃以及 220℃下進行 ECAE,平均晶粒大小隨著擠型次數的增加 而減小,如圖4-30 所示,因此硬度值皆會隨著擠型次數的增加而增加,且 在同樣擠型至四次後,在較低溫的 180℃進行 ECAE,所得到的硬度值比 在 220℃進行 ECAE 為高,這也是因為在 180℃擠型四次後,平均晶粒大 小已小至7.5μm 左右,比在 220℃擠型四次後的 9.7μm 要來得小;至於在 250℃進行擠型時,由於擠型溫度較高,當擠型至四次後,晶粒已有明顯 的成長,而導致硬度的下降。 4-3-2 常溫拉伸實驗 圖 4-36(a)(b)分別為在不同溫度下經 ECAE 後,於常溫下進行拉伸實 驗所得到的最大抗拉強度(UTS)以及降伏強度(YS)與擠型次數的關係圖, 圖 4-36(c)則為伸長率與擠型次數的關係圖,詳細的拉伸數據列於表 4-9。 從實驗結果可以發現,在常溫下拉伸性質的趨勢與硬度是相似的,在擠型 溫度為 180℃以及 220℃的狀態下進行擠型,最大抗拉強度以及降伏強度 皆會隨著擠型次數的增加而上升;至於在擠型溫度為 250℃的狀態下,因 為溫度較高,造成晶粒在擠型過程中有很明顯的成長現象,因此在經過四 次擠型後,反而造成強度的下降。 未經擠型的 ZA85 鎂合金在常溫下的抗拉強度約為 175MPa,分別在

![圖 2-2 AE42 鎂合金顯微組織,介金屬化合物 Al 11 (RE) 3 在晶界形成高溫 穩定相,比 AS 系列鎂合金更具耐潛變性質[10]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8008525.160320/33.892.232.703.231.589/鎂合金顯微組織介金屬化合RE在晶界形穩定相比系列鎂合金更具耐.webp)
![圖 2-10 三種等通道轉角擠型模式與應變量,(a) Ψ=0 o 時, 2cot Φ 2γ= , (b) Ψ=180 o -Φ,γ =Φ, (c) 0 o <Ψ<180 o -Φ, ⎟ ⎠⎜⎞⎝⎛Φ+ΨΨ⎟+⎠⎜⎞⎝⎛Φ+Ψ=2cot22csc22γ [24]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8008525.160320/39.892.173.740.201.900/三種等Φγ=ΦcΨlt⎜⎞⎝⎛Φ+ΨΨ⎟+⎠⎜⎞⎝⎛Φ+Ψ.webp)