國立臺灣大學工學院機械工程學系 碩士論文
Department of Mechanical Engineering College of Engineering
National Taiwan University Master Thesis
雙軸拉伸試驗夾治具機構與試片形狀之優化設計
Optimized Designs of Experimental Apparatus and Specimens Geometry for Biaxial Tensile Test
顏暄明
Hsuan-Ming Yen
指導教授:李貫銘 博士 Advisor: Kuan-Ming Li, Ph.D.
中華民國 104 年 7 月
July, 2015
誌謝
首先感謝恩師李貫銘教授在我碩士生涯兩年內給予細心的指導,讓我在研究 領域以及待人處事上皆有不少的成長,並且針對本文不厭其煩的指正與討論,使 本論文可以順利完成,在此表示由衷的敬意及感謝。
感謝台灣大學陳復國教授、交通大學洪景華教授及中山大學黃永茂教授於百 忙之中參加學生論文口試,並且提供寶貴的建議與指正,使本論文更加完善。同 時感謝楊宏智教授平時在研究上給予意見以及生活上各方面的見解,讓我獲益不 淺。
感謝模具設計實驗室信良學長與梓豪學長在研究上之協助、同窗柏銓提供實 驗方面的協助,以及蔡恆光博士於實驗設計方面所提供之幫忙,同時感謝台灣大 學材料系林新智教授實驗室提供的 MTS 機台。
感謝實驗室鍾姊在碩士期間協助我處理生活以及實驗室方面的大小事宜,同 時感謝學長王嘉、威穎、貫深、繼文、伯恂、冠杰、嘉澔、曜誌,同窗建為、孟 修、昭揚、宗陽、珉豪、佳勳、正國、政勳、念庭、俊傑、治育,以及學弟妹孟 捷、昱廷、黃門、佩津、士溥,讓我在碩士期間過得充實與多采多姿,祝福大家 未來都能順利以及心想事成。
最後感謝我的家人在我求學生涯中給予我的肯定、鼓勵以及陪伴,讓我可以 無憂無慮的完成碩士學業,往前踏出人生的下一步。
暄明 2015 于台大椰林
摘要
車體輕量化是國際間各大汽車廠努力之目標。為兼顧生產成本以及達成車輛 輕量化之目標,汽車結構件使用先進高強度鋼板已成為國際車廠的共同趨勢。但 因鋼板強度之提升,沖壓成形更加困難,且側壁外開、側壁捲曲等缺陷亦更加嚴 重。對於高強度鋼板之沖壓成形問題,國際間產學研各界已紛紛投入高強度鋼板 之材料模型研究,其中包含考慮材料包辛格效應之加工硬化準則及考慮雙軸向受 力行為之降伏準則,藉由瞭解材料之塑性變形特性,提升高強度鋼板沖壓成形特 性分析與回彈預測之能力。
加工硬化準則方面,本實驗室已完成建立先進高強度鋼板之 Yoshida-Uemori 材料模型參數。因此本研究的重點為建立適用於先進高強度鋼板雙軸受力下之降 伏準則。首先,改良雙軸夾治具機構之設計,使其可用於建立目前汽車結構件冷 沖壓強度最高之 1180 級鋼的降伏準則。此雙軸夾治具的另一個特色是可用於單 軸單動式材料試驗機,適合產業界的需求。而在雙軸試片方面,由於目前並無雙 軸拉伸試片形狀與尺寸之規範。因此,本研究針對文獻中使用之雙軸試片配合本 研究開發之雙軸夾治具機構之作動方式進行優化,並設計出最符合本研究之十字 形溝槽試片。完成雙軸夾治具機構之改良與雙軸試片設計後,根據實驗數據建立 有限元素分析所需之各降伏準則材料模型參數。最後,結合考慮包辛格效應之 Yoshida-Uemori 材料模型與文獻中常見之降伏準則,進行基礎載具沖壓成形模擬 分析與實驗,其結果顯示 Yld2000-2d 降伏準則結合 Yoshida-Uemori 材料模型,
可有效提升先進高強度鋼板於沖壓成形模擬之回彈預測準確性。
關鍵字:先進高強度鋼板、材料模型、降伏準則、雙軸拉伸試驗、
雙軸拉伸試片、有限元素法分析
Abstract
Because design for lightweight automobiles becomes a major goal for vehicle manufacturers, the use of advanced high strength steels in automobile structural parts manufacture becomes a trend. In order to improving CAE simulation accuracy of stamping processes, recent researches focus on the development of advanced high strength steel material models, taking Bauschinger effect and yield criteria under biaxial stress into consideration. With better understanding of material behaviors during plastic deformation, accurate springback prediction can be achieved.
The Yoshida-Uemori model, which considers the Bauschinger effect, for advanced high strength steels was established in our lab. This research aims at exploration of the biaxial tensile test for advanced high strength steels. Thus, a complete material model for advanced high strength steels can be established. In this study, the apparatus for biaxial tensile test is improved. With the design of low friction in this apparatus, it is able to perform the biaxial tensile test of 1180Y steels. As for the specimen for the biaxial tensile test, standards for specimen shape and dimension are not available.
Therefore, the specimen geometry is also designed in this research.
After the improved biaxial tensile test apparatus is established, the biaxial tensile tests for advanced high strength steels, including grades of 590Y, 780Y, 980Y and 1180Y, are carried out. The parameters for different yield criteria are obtained based on experimental results. Combining the Yoshida-Uemori model and various yield criteria, CAE simulations for V-bending and U-hat stamping are carried out. The comparison of CAE simulations and experimental results shows that the combination of Yld2000-2d yield criterion with Yoshida-Uemori model is most appropriate in springback prediction of stamping advanced high strength steels.
Key words:advanced high strength steel, material model, yield criterion, biaxial tensile test, biaxial specimen, finite element analysis.
I
目錄
目錄... I 圖目錄... IV 表目錄... IX
第一章 緒論... 1
1.1 前言 ... 1
1.2 研究動機與目的 ... 4
1.3 文獻回顧 ... 6
1.4 研究方法與步驟 ... 9
1.5 論文總覽 ... 10
第二章 先進高強度鋼板材料模型之探討... 12
2.1 材料包辛格效應 ... 12
2.1.1 先進高強度鋼板之包辛格效應 ... 13
2.2 材料加工硬化準則之探討 ... 15
2.2.1 等向加工硬化準則之探討 ... 16
2.2.2 動態加工硬化準則之探討 ... 17
2.2.3 混合型加工硬化準則之探討 ... 18
2.2.4 Yoshida-Uemori 材料模型之探討 ... 19
2.2.4.1 Yoshida-Uemori 材料模型之材料加工硬化模式 ... 20
2.2.4.2 Yoshida-Uemori 材料模型各項參數之探討 ... 23
2.3 材料降伏準則之探討 ... 28
2.3.1 等向性降伏準則之探討 ... 28
2.3.2 Hill 48 降伏準則之探討 ... 30
2.3.3 Hill 90 降伏準則之探討 ... 34
2.3.4 Barlat 89 及 Barlat91 降伏準則之探討 ... 37
2.3.5 Yld2000-2d 降伏準則之探討 ... 39
2.3.6 適用之降伏準則探討 ... 42
第三章 雙軸拉伸夾治具機構之改良... 45
3.1 現有雙軸夾治具機構介紹 (第一版) ... 46
3.1.1 現有雙軸夾治具機構之缺陷 ... 51
3.1.2 現有雙軸夾治具之優化與 CAE 分析 ... 55
3.1.2.1 拉伸桿簡易外形變化與一體化設計之探討 ... 55
3.1.2.2 拉伸桿鳩尾槽造型參數之探討 ... 58
3.1.2.3 圓柱叉銷式拉伸桿 ... 62
3.1.2.4 優化雙軸夾治具探討之小結 ... 65
3.2 改良之雙軸夾治具機構介紹(第二版) ... 66
3.2.1 改良前後雙軸夾治具之差異 ... 66
3.2.2 改良之雙軸夾治具機構 CAE 分析 ... 68
3.3 雙軸夾治具機構製作、測試與改良 ... 71
3.3.1 雙軸夾治具機構之製作 ... 72
3.3.2 雙軸夾治具機構拉伸測試 ... 75
3.3.3 雙軸夾治具機構之修正與改良 ... 78
第四章 雙軸拉伸試片設計與分析... 83
4.1 雙軸拉伸試片之設計目標 ... 83
4.2 雙軸拉伸試片優化設計與 CAE 分析 ... 84
4.2.1 雙軸拉伸試片之不對稱設計與 CAE 分析 ... 87
4.2.1.1 不對稱試片設計之溝槽寬度 CAE 分析 ... 88
4.2.1.2 不對稱試片設計之溝槽數目 CAE 分析 ... 94
4.2.1.3 不對稱試片設計之溝槽數目與寬度搭配之 CAE 分析 ... 98
4.2.1.4 不對稱試片設計結論 ... 102
III
4.3 雙軸向拉伸試片受力方式之探討 ... 107
第五章 先進高強度鋼板雙軸降伏準則材料參數建立... 109
5.1 雙軸向拉伸試驗之執行 ... 109
5.1.1 雙軸實驗分析之方法 ... 109
5.1.2 雙軸向拉伸試驗之量測 ... 113
5.1.3 雙軸夾治具機構之摩擦力探討與試驗 ... 115
5.1.4 雙軸向拉伸試驗 ... 124
5.2 探討適合先進高強度鋼板在雙軸受力下之降伏準則 ... 128
5.3 CAE 降伏準則材料參數之建立 ... 131
第六章 先進高強度鋼板材料模型應用與驗證... 133
6.1 V 型載具模擬分析與實驗驗證 ... 134
6.2 U 型帽狀載具模擬分析與實驗驗證 ... 136
第七章 結論與未來展望... 139
7.1 結論 ... 139
7.2 未來展望 ... 140
參考文獻... 141
圖目錄
圖 1. 1 先進高強度鋼板使用成長趨勢圖[2] ... 2
圖 1. 2 先進高強度鋼板使用於車體結構件示意圖[3] ... 2
圖 1. 3 常見回彈種類示意圖[4] ... 3
圖 1. 4 彈性恢復示意圖[5] ... 3
圖 2. 1 包辛格效應示意圖[30] ... 13
圖 2. 2 先進高強度鋼板 590Y 之拉伸與壓縮實驗曲線[6] ... 13
圖 2. 3 不同等級鋼板和應變範圍之包辛格指數[6] ... 14
圖 2. 4 材料受力加工硬化示意圖... 15
圖 2. 5 等向加工硬化準則降伏面之變化... 16
圖 2. 6 動態加工硬化準則降伏面之變化... 17
圖 2. 7 混合型加工硬化準則降伏面之變化... 18
圖 2. 8 Y-U model 之材料變形與受力過程[31] ... 19
圖 2. 9 雙降伏面示意圖... 20
圖 2. 10 塑性應變時 Y-U model 降伏面之變形模式[31] ... 21
圖 2. 11 彈性回復與反向壓縮時 Y-U model 降伏面變形模式[31] ... 22
圖 2. 12 Y-U model 之材料拉伸-壓縮過程第一階段 A→B ... 23
圖 2. 13 270 級軟鋼與 590 級高強度鋼彈性回復之差異[4] ... 24
圖 2. 14 不同應變範圍之彈性回復楊氏係數[4] ... 24
圖 2. 15 Y-U model 之材料拉伸-壓縮過程第三階段 D→E ... 25
圖 2. 16 Y-U model 之材料拉伸-壓縮過程第三階段 C 處 ... 26
圖 2. 17 不同 C 值之 𝜎𝐵(𝑡) 與 𝜎𝐵0(𝑡) 比值-反向壓縮應變關係圖[4] ... 26
圖 2. 18 Y-U model 之材料拉伸-壓縮過程第三階段 C→D→E... 27
圖 2. 19 不同 h 值與實驗曲線之比較圖[4] ... 27
圖 2. 20 von Mises 與 Tresca 降伏準則之降伏面[32] ... 29
圖 2. 21 不同 r 值之 Hill 48 降伏面[7] ... 31
圖 2. 22 不同 r0之 Hill 48 降伏軌跡[7] ... 32
圖 2. 23 不同 r90之 Hill 48 降伏軌跡[7] ... 33
圖 2. 24 形狀係數 m 對降伏軌跡形狀之影響[7] ... 36
圖 2. 25 雙軸拉伸試驗下之降伏面對應區域[27] ... 43
圖 2. 26 Hill 48 與 Barlat 91 不同平均 r 值之降伏面比較[7] ... 44
圖 3. 1 雙軸拉伸試驗機台示意圖[24] ... 45
圖 3. 2 MTS 810 材料試驗機 ... 46
圖 3. 3 雙軸拉伸機構示意圖[6] ... 47
圖 3. 4 雙軸向機構力量分配構想圖[6] ... 47
圖 3. 5 夾治具機構實際之固定狀況[6] ... 48
V
圖 3. 6 簡化後之模座 CAD 圖形(第一版)[6] ... 48
圖 3. 7 雙軸夾治具機構(第一版)模擬之邊界條件 ... 49
圖 3. 8 雙軸夾治具機構(第一版)模擬分力示意圖 ... 50
圖 3. 9 雙軸夾治具機構(第一版)架設於 MTS 810 材料試驗機 ... 51
圖 3. 10 拉桿斷裂圖... 51
圖 3. 11 拉伸桿 CAD 圖形(第一版) ... 52
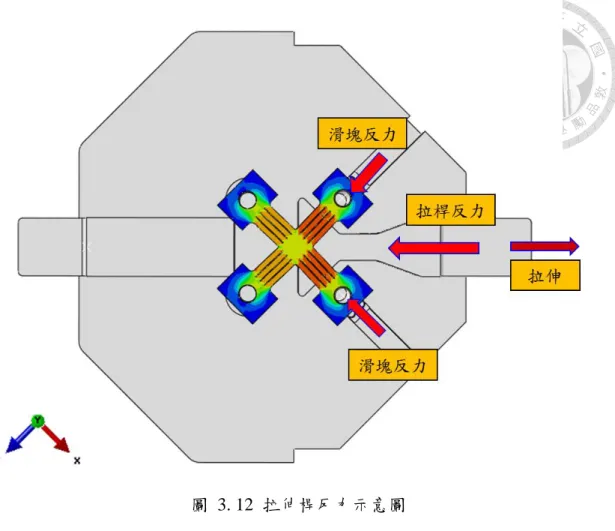
圖 3. 12 拉伸桿反力示意圖... 53
圖 3. 13 拉伸桿拉伸 980 級鋼板之受力分析... 54
圖 3. 14 拉伸桿簡易外形設計與一體化示意圖... 55
圖 3. 15 拉伸桿局部加厚之模擬分析... 56
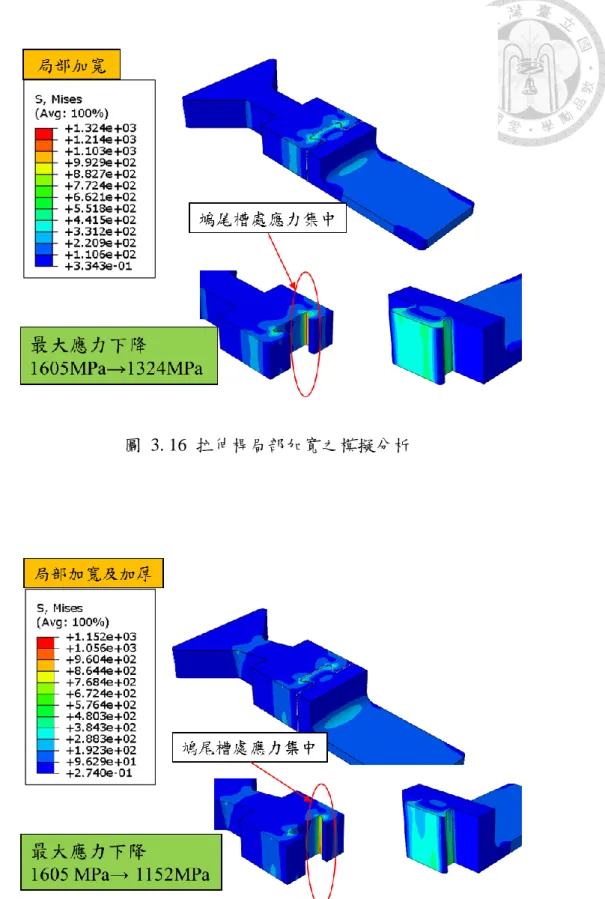
圖 3. 16 拉伸桿局部加寬之模擬分析... 57
圖 3. 17 拉伸桿局部加寬及加厚之模擬分析... 57
圖 3. 18 一體化拉伸桿之模擬分析... 58
圖 3. 19 拉伸桿鳩尾槽造形附近之應力分佈... 59
圖 3. 20 鳩尾槽外側結構補強... 59
圖 3. 21 鳩尾槽外側結構補強之模擬分析... 60
圖 3. 22 拉伸桿改變 R 角趨勢圖 ... 60
圖 3. 23 拉伸桿 R 角處肉厚改變示意圖 ... 61
圖 3. 24 R 角肉厚增加-最大應力趨勢圖... 61
圖 3. 25 圓柱叉銷式拉桿示意圖... 62
圖 3. 26 圓柱叉銷式拉伸桿受力分析... 63
圖 3. 27 模擬雙軸拉伸 980 級鋼板時圓柱叉銷式拉桿受力分析... 63
圖 3. 28 模擬雙軸拉伸 1180 級鋼板時圓柱叉銷式拉桿受力分析 ... 64
圖 3. 29 模擬雙軸拉伸試驗時圓柱之受力分析... 64
圖 3. 30 雙軸夾治具機構拉伸力示意圖... 66
圖 3. 31 滑塊作動時所受之合力共線... 67
圖 3. 32 優化後之雙軸夾治具機構(第二版) ... 68
圖 3. 33 優化後之模具受力分析(第二版) ... 68
圖 3. 34 優化後之模座受力分析(第二版) ... 69
圖 3. 35 優化後之拉伸桿受力分析(第二版) ... 69
圖 3. 36 優化後之滑塊受力分析(第二版) ... 70
圖 3. 37 優化後之夾治具機構拉伸雙軸試片之受力狀況... 70
圖 3. 38 第二版之拉伸桿 CAD 圖形 ... 72
圖 3. 39 第二版之滑塊 CAD 圖形 ... 73
圖 3. 40 第二版之滑塊 CAD 圖形 ... 73
圖 3. 41 MTS 810 材料試驗機夾頭偏轉問題 ... 74
圖 3. 42 原先使用之支撐背板... 74
圖 3. 43 旋轉平台與 L 形支架 ... 75
圖 3. 44 拉伸桿與試片架設於模座... 76
圖 3. 45 齒痕夾片與圓形墊圈... 76
圖 3. 46 第二版雙軸夾治具機構組裝完成圖... 76
圖 3. 47 第二版雙軸夾治具機構架設於 MTS 810 機台 ... 77
圖 3. 48 雙軸夾治具機構(第二版)拉伸測試 ... 78
圖 3. 49 雙軸夾治具機構(第二版)測試之試片扭轉 ... 79
圖 3. 50 雙軸夾治具機構(第二版)於模擬中滑塊旋轉之問題 ... 79
圖 3. 51 雙軸夾治具機構(第二版)於模擬中試片扭轉之問題 ... 80
圖 3. 52 擋板設計之 CAD 圖 ... 80
圖 3. 53 雙軸夾治具機構(第二版)裝置擋板示意圖 ... 81
圖 3. 54 雙軸夾治具機構(第二版)設置擋板後滑塊無旋轉 ... 81
圖 3. 55 雙軸夾治具機構(第二版)設置擋板後試片無扭轉 ... 82
圖 3. 56 優化後之第二版夾治具機構... 82
圖 4. 1 雙軸試片適合量測之區域... 83
圖 4. 2 舊版雙軸試片設計 CAD 圖 ... 84
圖 4. 3 試片拉伸之邊界條件... 85
圖 4. 4 先進高強度鋼(590Y 與 1180Y)剪應力之比較 ... 85
圖 4. 5 先進高強度鋼(590Y 與 1180Y)均勻應變之比較 ... 86
圖 4. 6 先進高強度鋼(590Y 與 1180Y)應力分佈之比較 ... 86
圖 4. 7 雙軸雙動專用機台之拉伸方式... 87
圖 4. 8 雙軸試片非對稱之受力示意圖... 88
圖 4. 9 分別探討固定端與拉伸端溝槽參數示意圖... 88
圖 4. 10 改動固定端溝槽寬度之剪應力變化... 89
圖 4. 11 改動固定端溝槽寬度之均勻應變區域變化 ... 90
圖 4. 12 改動固定端溝槽寬度之應力分佈變化... 90
圖 4. 13 改動拉伸端溝槽寬度之剪應力變化... 91
圖 4. 14 改動拉伸端溝槽寬度之均勻應變區域變化... 92
圖 4. 15 改動拉伸端溝槽寬度之應力分佈變化... 92
圖 4. 16 固定端溝槽寬度 0.2mm 及拉伸端溝槽寬度 0.8mm 之受力分析 ... 94
圖 4. 17 改動拉伸端溝槽數目之剪應力變化... 95
圖 4. 18 改動拉伸端溝槽數目之均勻應變區域變化... 95
圖 4. 19 改動拉伸端溝槽數目之應力分佈變化... 96
圖 4. 20 改動固定端溝槽數目之剪應力變化... 96
圖 4. 21 改動拉伸端溝槽數目之均勻應變區域變化... 97
圖 4. 22 改動拉伸端溝槽數目之應力分佈變化... 97
圖 4. 23 固定 3 溝且拉伸 5 溝:改動拉伸端溝槽寬度之剪應力變化... 98
圖 4. 24 固定 3 溝且拉伸 5 溝:改動拉伸端溝槽寬度之均勻應變區域變化... 99
圖 4. 25 固定 3 溝且拉伸 5 溝:改動拉伸端溝槽寬度之應力分佈變化... 99
VII
圖 4. 26 固定 3 溝且拉伸 5 溝:改動固定端溝槽寬度之剪應力變化... 100
圖 4. 27 固定 3 溝且拉伸 5 溝:改動固定端溝槽寬度之均勻應變區域變化.... 100
圖 4. 28 固定 3 溝且拉伸 5 溝:改動固定端溝槽寬度之應力分佈變化... 101
圖 4. 29 固定 3 溝且寬度 0.2mm 搭配拉伸 5 溝且寬度 0.5mm 之受力分析 ... 102
圖 4. 30 A、B 及 C 試片之剪應力比較 ... 103
圖 4. 31 A、B 及 C 試片之均勻應變區域比較 ... 104
圖 4. 32 A、B 及 C 試片之應力分佈比較 ... 104
圖 4. 33 數據擷取之位置... 105
圖 4. 34 A、B 及 C 試片黏貼應變規區域之剪應力比較 ... 105
圖 4. 35 A、B 及 C 試片黏貼應變規區域之應力比較 ... 106
圖 4. 36 A、B 及 C 試片黏貼應變規區域之應變比較 ... 106
圖 4. 37 雙軸夾治具機構作動方式與試片受力情形... 107
圖 4. 38 試片四端拉伸之應力分佈... 108
圖 4. 39 相同試片規格拉伸不同材料時應變規黏貼位置不同... 108
圖 5. 1 模擬雙軸拉伸時應力、應變數據讀取位置... 110
圖 5. 2 模擬試片雙軸拉伸之邊界條件... 110
圖 5. 3 等效塑性功換算示意圖... 112
圖 5. 4 不同塑性應變之 von Mises 降伏面與對應之雙軸降伏應力[7] ... 113
圖 5. 5 應變規黏貼於雙軸試片之位置示意圖... 114
圖 5. 6 機台總拉伸力量轉換分力示意圖... 114
圖 5. 7 試片軸向應力之計算方式... 115
圖 5. 8 夾治具機構之主要摩擦區域... 115
圖 5. 9 軸試片架設於夾治具之模擬分析情形與邊界條件... 116
圖 5. 10 雙軸試片與單軸試片... 117
圖 5. 11 雙軸夾治具機構架設雙軸及單軸試片示意圖 ... 117
圖 5. 12 雙軸夾治具機構之摩擦力量測方法... 119
圖 5. 13 雙軸夾治具摩擦力試驗(單軸試片拉伸) ... 120
圖 5. 14 兩片單軸試片架設於夾治具機構組合示意圖... 121
圖 5. 15 雙軸夾治具機構拉伸兩片單軸試片之摩擦試驗... 121
圖 5. 16 雙軸夾治具摩擦力曲線(材料:590 級先進高強度鋼) ... 122
圖 5. 17 雙軸夾治具摩擦力曲線(材料:780 級先進高強度鋼) ... 122
圖 5. 18 雙軸夾治具摩擦力曲線(材料:980 級先進高強度鋼) ... 123
圖 5. 19 雙軸夾治具摩擦力曲線(材料:1180 級先進高強度鋼) ... 123
圖 5. 20 不同鋼種拉伸過程中摩擦係數之變化... 124
圖 5. 21 雙軸夾治具架設與校正... 125
圖 5. 22 雙軸向拉伸實驗數據(590 級先進高強度鋼) ... 126
圖 5. 23 雙軸向拉伸實驗數據(780 級先進高強度鋼) ... 126
圖 5. 24 雙軸向拉伸實驗數據(980 級先進高強度鋼) ... 127
圖 5. 25 雙軸向拉伸實驗數據(1180 級先進高強度鋼) ... 127
圖 5. 26 降伏面驗證(590Y 先進高強度鋼) ... 128
圖 5. 27 降伏面驗證(780Y 先進高強度鋼) ... 129
圖 5. 28 降伏面驗證(980Y 先進高強度鋼) ... 129
圖 5. 29 降伏面驗證(1180Y 先進高強度鋼) ... 130
圖 6. 1 V 型彎曲實驗模具及板材尺寸示意圖 ... 133
圖 6. 2 U 形帽狀引伸成形實驗模具及板材尺寸示意圖 ... 133
圖 6. 3 V 形彎曲之側壁外開示意圖 ... 134
圖 6. 4 U 形帽狀引伸成形之側壁捲曲示意圖 ... 134
圖 6. 5 V 型載具之回彈模擬與實驗結果(590Y 先進高強度鋼) ... 135
圖 6. 6 V 型載具之回彈模擬與實驗結果(780Y 先進高強度鋼) ... 135
圖 6. 7 V 型載具之回彈模擬與實驗結果(980Y 先進高強度鋼) ... 136
圖 6. 8 V 型載具之回彈模擬與實驗結果(1180Y 先進高強度鋼) ... 136
圖 6. 9 U 形帽狀載具之回彈模擬與實驗結果(590Y 先進高強度鋼) ... 137
圖 6. 10 U 形帽狀載具之回彈模擬與實驗結果(780Y 先進高強度鋼) ... 137
圖 6. 11 U 形帽狀載具之回彈模擬與實驗結果(980Y 先進高強度鋼) ... 138
圖 6. 12 U 形帽狀載具之回彈模擬與實驗結果(1180Y 先進高強度鋼) ... 138
IX
表目錄
表 2. 1 不同鋼種之包辛格指數... 15
表 2. 2 Hill 48 降伏準則之模擬需求參數及實驗表 ... 33
表 2. 3 Hill 90 降伏準則之模擬需求參數及實驗表 ... 36
表 2. 4 Barlat 89 與 91 降伏準則之模擬需求參數及實驗表 ... 38
表 2. 5 Yld200-2d 降伏準則之模擬需求參數及實驗表 ... 42
表 3. 1 拉伸桿總拉力及滑塊分力(第一版) ... 49
表 3. 2 不同強度之鋼板拉伸時拉桿受力分析... 54
表 3. 3 拉桿設計修改後之最大應力... 58
表 3. 4 拉伸桿優化之整理... 65
表 3. 5 拉伸桿總拉力及滑塊分力(第二版) ... 71
表 4. 1 改變溝槽寬度之變化... 93
表 4. 2 改變溝槽數目之變化... 98
表 4. 3 固定端 3 溝槽及拉伸端 5 溝槽:改變溝槽寬度之變化... 101
表 4. 4 原始試片與優化試片之參數... 103
表 5. 1 夾治具機構拉伸雙軸試片時摩擦係數與力量增量之關係... 118
表 5. 2 夾治具機構拉伸單軸試片時摩擦係數與力量增量之關係... 118
表 5. 3 新舊夾治具機構拉伸各等級鋼料之摩擦係數估算... 123
表 5. 4 Hill48 降伏準則模擬參數 ... 131
表 5. 5 Hill90 降伏準則模擬參數 ... 131
表 5. 6 Barlat 91 降伏準則材料參數 ... 132
表 5. 7 Yld2000-2d 降伏準則模擬參數 ... 132
第一章 緒論
鋼鐵工業為國家工業建設與發展之基本工業,和汽車、營造、航空、機械、
電機、國防等具有高度相關,因此被稱為工業之母。目前全球交通運輸以汽車為 大宗,鋼鐵佔汽車自重之 60%-85%,是汽車工業的基本結構材料。由於科技的進 步與環保節能減碳的需求上升,汽車結構件走向輕量化及高強度的趨勢發展,因 此帶動輕金屬與先進高強度鋼板的應用與發展。汽車結構件雖能使用鋁合金與鎂 合金等輕金屬,但因材料價格昂貴,使汽車生產之成本上升,因此國內外各大汽 車廠目前仍以使用價格較為便宜之先進高強度鋼板為主。
鋼板因強度之提升使材料之延伸率下降,且在沖壓過程中更易產生回彈、破 裂、皺褶等缺陷,因此國際間產學各界皆致力於先進高強度鋼板成形性之研究。
1.1 前言
因為地球暖化的問題日益嚴重以及能源短缺和環保議題逐漸被人們重視,如 何減少能源的浪費和二氧化碳的排放已成為現在大家所關注的重點。而全球交通 工具以汽車為最大宗,在燃油方面約有百分之七十消耗在車體重量上,根據研究 [1]指出車輛減重 10%時燃油可節省 3%~7%,如能使車體輕量化,便能達到節能 減碳之目標。因此車體輕量化是國際間各大車廠正積極努力的目標,且為因應逐 年嚴苛的汽車碰撞安全規範,車體輕量化之同時也需兼顧強度之提升。為達成此 目的,汽車結構件雖能使用鋁合金與鎂合金等輕金屬,但以經濟效應而言,鋁合 金與鎂合金之成本較高,因此使用更高強度之鋼板來減少板材之厚度變成為國際 間各大車廠之發展趨勢,而鋼板強度與鋼板厚度之關係如經驗公式 (式 1.1) 所 示。
2 𝑡2
𝑡1 = √𝜎𝜎𝑦1
𝑦2 (式 1.1)
由 (式 1.1) 以知道板材厚度與降伏強度之平方根成反比,當鋼板強度提升 一倍時,鋼板之厚度可以減少 1/3,由世界汽車鋼鐵協會所發表之內容指出先進 高強度剛在 2020 年時將達到每台車使用 200 公斤,是 2009 年的三倍,如圖 1.
1 所示。而在圖 1. 2 可以看出日系車款在高剛性鋼板的使用比例由 40% 增加至 60%,因此可以推估先進高剛強度鋼板將成為汽車結構件之主要材料。
圖 1. 1 先進高強度鋼板使用成長趨勢圖[2]
圖 1. 2 先進高強度鋼板使用於車體結構件示意圖[3]
先進高強度鋼板在沖壓成形過程中,除了成形困難外,容易因為延伸率較低 而產生破裂之情形,且因為降伏強度的提升使回彈之現象更為嚴重,造成實際成 品與預期成品有幾何造型與尺寸方面的差異,而常見的回彈種類有:側壁外開
(springback) 、側壁捲曲 (side-wall curl) 與扭曲 (distortion) 等,如圖 1. 3 所 示。回彈屬於材料彈塑性變形之自然現象,在材料加工至塑性變形後,再卸載必 定會產生彈性回復之現象,便是所謂之回彈,如圖 1. 4 所示。
圖 1. 3 常見回彈種類示意圖[4]
圖 1. 4 彈性恢復示意圖[5]
側壁外開 側壁捲曲
θ
扭曲
4
過去所使用的一般傳統強度鋼板在塑性變型後亦會產生回彈之現象,但因其 強度不高而使回彈之現象較不嚴重,只要將模具透過修模後,便可解決回彈之問 題。但因先進高強度鋼板強度提升使包辛格效應影響越明顯、降伏強度較高、延 伸率較低及板材厚度降低等情況下,板材成形時更易產生破裂與回彈之現象,且 較不易解決,因此先進高強度鋼板之回彈現象為目前國際間各大汽車廠與板金模 具沖壓廠積極解決之問題,同時也吸引國際間各學術與研發單位紛紛投入研究先 進高強度鋼板成形特性,使其成為板金成形研究之熱門主題。
1.2 研究動機與目的
在成形過程中,先進高強度鋼板之受力情形和材料之硬化特性都將影響其成 形後的結果,其中包含回彈、皺褶及破裂等問題,因此瞭解先進高強度鋼板之材 料特性便極其重要。而先進高強度鋼板具有高降伏點以及低延伸率之材料特性,
且材料之加工硬化及降伏特性也與傳統低強度軟鋼有所不同,在經過產學研各界 之研究發現,先進高強度鋼板與傳統低強度軟鋼之材料塑性變形特性確實存在明 顯之差異性,導致傳統低強度鋼板之成形分析模式及模具設計方式已無法用於高 強度鋼材之分析與設計上,甚至連目前已相當成熟之電腦輔助工程(Computer- Aided Engineering,CAE)有限元素軟體分析技術亦無法精準分析出先進高強度 鋼板在沖壓過程之回彈預測。因此,在先進高強度鋼板之成形問題上,國際間產 學研各界已紛紛投入先進高強度鋼板之材料模型研究,其中包含板材包辛格效應 (Bauschinger effect)之加工硬化準則以及多軸受力情況下之降伏準則,期望藉由 材料之塑性變形特性,掌握先進高強度鋼板在沖壓成形特性與回彈預測之能力。
在先進高強度鋼之材料模型研究方面,因板材於沖壓成形過程中,是屬於多 軸向之受力與變形行為,塑性變形之正確性需仰賴使用適當之降伏準則來界定板 材之塑性變形行為。所以,國際間產學研各界除針對材料之反覆拉伸-壓縮特性、
反覆彎曲(bending and unbending)特性及包辛格效應進行研究外,亦開始針對先進
高強度鋼板於沖壓成形過程中所受之多軸向受力行為與塑性變形機制進行探討,
而其中最具代表性之研究即為先進高強度鋼板之雙軸拉伸塑性變形特性研究,包 含板材的降伏準則與異向性,因此本研究將針對先進高強度鋼板沖壓成形之雙軸 拉伸塑性變形特性進行研究,完整建立出先進高強度鋼板沖壓成形之材料模型。
在加工硬化準則方面,本實驗室已建立 1180Y 先進高強度鋼之 Yoshida- Uemori 材料模型(簡稱 Y-U model)參數。而在降伏準則方面,一般單軸拉伸試驗 所取得之應力-應變曲線只能確保降伏準則在單軸受力情況下之正確性,對於多 軸向之受力行為,目前國際間產學研各界傾向使用雙軸向拉伸試驗,探討適用於 先進高強度鋼板雙軸受力下之降伏準則。本研究對於雙軸拉伸塑性變形特性之探 討,先設計板材雙軸向拉伸試驗之平台,其中包含雙軸拉伸機台之開發與雙軸拉 伸試片之設計。在雙軸拉伸機台方面,目前美、日、歐等先進國家多採用雙軸向 拉伸試驗專用之設備進行雙軸拉伸試驗,機台方面均具備兩軸向之動力驅動源與 控制機構,但此設備價格極為昂貴,多在 25 萬美金以上,並不適用於汽車廠及 模具廠。因此,針對工業界常見之 MTS 單軸向拉伸試驗機,蔡恆光[6]設計開發 出可產生雙軸向作動之機構,以及可夾持並拉伸雙軸向試片之夾治具,以達到雙 軸拉伸之效果。但雙軸夾治具機構仍有改善之空間,因此本研究針對可用於單軸 拉伸機台之雙軸夾治具機構進行改良,同時針對林宜蔚[7]所設計之雙軸試片進 行優化,使其用適於 1180 級之先進高強度鋼,再實際執行雙軸拉伸試驗,藉此 探討適合描述先進高強度鋼板在雙軸受力下之塑性變形行為的降伏準則,同時建 立 CAE 模擬分析所需之各降伏準則的材料參數,並將其應用於基礎載具回彈之 模擬分析,並與實驗值比對驗證,藉此比較採用不同降伏準則其模擬分析之準確 性,以評估最適合使用於先進高強度鋼板成形模擬分析之降伏準則。
本研究主要之目的即是完成雙軸拉伸試驗與降伏準則之探討,將先進高強度 鋼之包辛格效應與適用之降伏準則進行整合,建立完整之材料模型與與 CAE 模 擬參數,提升 CAE 模擬分析對於先進高強度鋼板於回彈與破裂預測之準確度,
同時提升國內汽車產業開發先進高強度鋼板沖壓成形技術之分析與設計能力。
6
1.3 文獻回顧
近年來鋼種之鋼強度與輕量化逐漸受到產業界之重視,使先進高強度鋼板之 用量提升,除產業界以外,學術單位對於先進高強度鋼板之材料特性與應用也有 深入之研究。
在設計產品時,大多數廠商已配合有限元素法軟體輔助設計,在沖壓成形模 具設計方面,利用模擬取得板件成形後之結果,掌握可能之成形缺陷,並改善此 問題,大量節省開模之成本與時間。因此,有限元素軟體模擬沖壓成形之準確度 扮演重要之角色,但影響分析結果之原因相當複雜,其中在模擬使用之各項設定 參數即是許多學研單位著重之項目。
在有限元素模擬沖壓成形回彈現象方面,Thomas 等[8]曾以 PAM-STAMP 與 FAST-FORM3D 進行金屬沖壓成形分析,並整理歸納出最適當之參數設定與模擬 分析模式,此外亦針對半球引伸及圓杯引伸實驗,探討使用不同板材與壓料力之 成形性。Panthi 等[9]藉由板件沖壓模擬分析中獲得之回彈率,探討板件厚度方向 及模面圓角半徑所對應之應力分佈,以及其分別對於回彈現象之影響,最後與實 際實驗之結果比對驗證。Noels 等[10]為了達到能夠準確模擬沖壓成形之目的,
希望以顯式演算法分析沖壓的過程,另外使用隱式演算法計算回彈釋放的階段,
因此針對分析軟體發展顯、隱式演算法自動轉換機制,以及轉換中邊界條件之定 義準則。Banua 等[11]為了使板金沖壓模具的設計成本降低,以及提高載具開發 的時效性,曾採用動態隱式之有限元素軟體進行板件沖壓成形之回彈預測分析,
發現可提升模擬分析之準確性。Wagoner 和 Li[12]探討板件沖壓之模擬分析中,
殼元素厚度方向之積分點數目對於回彈現象之影響,並且與實際沖壓之結果比對 驗證。Song 等[13]針對深抽造型之成形,以有限元素法軟體輔助分析,探討板件 厚度方向應力差與回彈現象之關係,並且訂定最佳之設計方法。
除了模擬參數、分析模式與演算法之外,在材料模型方面,包括材料降伏準 則及加工硬化準則之差異,皆對於有限元素 CAE 模擬分析有很大的影響。在材
料降伏準則方面,早期的降伏準則理論有 1864 年之 Tresca 降伏準則、1913 年之 von Mises 降伏準則等。Suh 等[14]探討 Hill 與 Barlat 降伏準則的差異性,說明 Barlat 降伏準則需要三個方向的正向應力及剪應力分量,使其在預測異向性材料 之變形行為較 Hill 降伏準則更為準確。Wang 和 Lee[15]探討在使用 Hill 48 及 Hill 90 兩種不同降伏準則下,比較圓杯引伸模擬結果之差異性,並利用成形極限曲 線判斷破裂現象。Ahn 等[16]利用圓杯引伸進行試驗與模擬分析,比較在使用 Hill 48 及 Barlat 兩種不同降伏準則下,進行沖頭成形力、破裂預測的比對驗證,結果 顯示 Barlat 的模擬結果較為準確。Vegter 等[17]針對降伏準則與加工硬化準則,
修改了有限元素法分析軟體所需之材料模型,並且以實驗比較其所提出的材料模 型與原始模型之差異,並且驗證修改後之材料模型,在預測成形方面之準確率較 高。
材料模型除了探討降伏準則理論之外,在加工硬化準則方面亦有許多之研究。
對於高強度鋼板材料而言,其包辛格效應會隨著材料強度的提升而越明顯,此現 象已成為建立 CAE 模擬沖壓成形技術時,必須考慮到的一項重要因素。Geng 等 [18]設計一簡單的反覆彎曲實驗設備,並研究三種汽車車身用合金材料的循環負 載情況,其結果表示考慮包辛格效應是不可或缺的。Gau 和 Kinzel[19]指出在沖 壓過程中,板件是經歷往覆式的變形,因此為了能夠準確地預測回彈現象,而必 須考慮包辛格效應對於應力的影響,並且在等向硬化、動態硬化、平面應變以及 試驗觀察的基礎上,提出了新的硬化法則,使其可更準確地分析回彈現象。
Yoshida 等[20]從引伸實驗過程中發現板件歷經母模圓角彎曲與反彎曲後板件回 彈過程發生在提前產生的二次降伏(re-yielding)階段,而會造成此種現象則是導因 於包辛格效應的影響,之後研究學者也發現包辛格效應主要兩個明顯的特性為包 辛格瞬間軟化現象(transient softening)與永久軟化現象(permanent softening)。
Yoshida 也針對中碳鋼跟 DP600 進行反覆循環拉伸-壓縮之實驗與研究,其研究 內容包含包辛格的特性、加工遲滯現象、穩態循環下應力與應變振幅之關係及楊 氏係數於彈性回復階段的改變。目前現 有考慮包辛格效應之材料模型,以
8
Yoshida-Uemori model(Y-U model)最具代表性,由於 Y-U model 是屬於雙降伏面 的硬化模式(two-surface modeling)並且是建立在 von Mises 降伏方程式上,因此該 模型之加工硬化準則是結合等向硬化準則與動態硬化準則的一種混合型硬化準 則。Zhao 和 Lee[21]利用三種不同的加工硬化準則進行三點反覆彎曲的 CAE 模 擬分析,其結果指出使用等向及動態加工硬化準則皆無法準確描述包辛格效應,
而使用混合等向及動態加工硬化準則可較準確地預測包辛格效應。Jiang[22]利用 三點反覆彎曲實驗觀察鋁及高強度低合金鋼之包辛格效應,並根據實驗結果計算 材料之楊氏係數及摩擦係數,應用於模擬分析中。而本實驗室已建立 1180Y 先 進高強度鋼之 Y-U model 材料模型參數。
在雙軸拉伸試驗方面,目前常被使用的雙軸拉伸方法屬於雙軸雙動之驅動系 統,Makinde 等[23]設計之雙軸拉伸機台,是由兩兩相對共四根液壓缸組成,其 中兩相對之液壓缸連結到共同的液壓管路,以確保相同之液壓壓力,每對液壓缸 的壓力是獨立地由伺服控制,其中兩個致動器被使用在兩軸向上,以確保拉伸時,
試片中心不會移動。Kuwabara 等[24]設計一集電弓型之連桿機構,可使十字形試 片中心可以維持在設備的中央。蔡恆光[6]透過 MTS 單軸拉伸試驗機搭配雙軸夾 治具機構進行雙軸拉伸試驗。
而在用於雙軸向拉伸實驗之試片設計方面,由於目前對於十字形試片的幾何 外形尚無明確之設計規範可供參考,因此,許多研究紛紛針對此部分進行分析與 探討。Hayhurst[25]研發雙軸拉伸潛變斷裂試驗機台,並提出一種十字形試片,中 央方形區域均勻減薄且臂上開設許多溝槽之造型。此減少厚度之試片在加工方面 較為困難且價格昂貴,此外對於量測區域準確應力的決定也很困難。Muller 和 Pohlandt[26]利用有限元素法軟體,針對均勻厚度之十字形試片幾何造型進行最 佳化設計,並指出決定十字形試片有效截面積有一定的困難度。Kuwabara 等[24]
在十字形試片臂上各開設七條溝槽,並針對冷軋、低碳鋼板進行雙軸拉伸實驗。
Geiger 等[27]根據有限元素法之分析,建議在十字形試片的每個臂上切六個溝槽。
Ikeda 和 Kuwabara[28]提出一種用於平面應變拉伸的試片,試片每個臂上開設溝
槽,並以最小的應力量測誤差決定溝槽數量和溝槽頂端導角直徑的最佳組合。
Hanabusa 等[29]針對臂上開設溝槽之十字形試片進行有限元素分析,並與實驗值 比較,決定出適合量測應力及應變的位置。林宜蔚[7]針對試片幾何外形及試片溝 槽參數進行探討,發現拉伸臂設置溝槽可有效降低中央量測區域之剪應力及增加 均勻應變之範圍,找出最適於拉伸 590 級先進高強度鋼板之雙軸試片。
綜合上述文獻回顧可知目前對於板件沖壓成形、先進高強度鋼板之材料模型 與有限元素模擬預測沖壓回彈之研究已有許多之文獻發表,但針對單軸拉伸設備 進行雙軸拉伸實驗、適合量測之雙軸試片造型與針對現有降伏準則適用性之完整 探討則尚不完備,因此,本研究將探討先進高強度鋼板考慮包辛格效應配合使用 不同降伏準則對於 CAE 模擬分析的影響性。
1.4 研究方法與步驟
先進高強度鋼板之非等向性動態加工硬化現象較一般鋼板更為明顯外,亦是 影響回彈之重要因素。因此,在加工硬化準則方面,使用本實驗室已建立 1180Y 先進高強度鋼之 Y-U model 參數。
在先進高強度鋼板降伏準則探討中,本研究為確認先進高強度鋼所適用之降 伏準則,首先探討不同降伏準則理論(Hill 48、Hill 90、Barlat 及 Yld2000-2d)之特 性,並歸納不同理論中所需要使用之材料參數及其對應之材料實驗方法。在雙軸 拉伸試驗建立之部分,本研究利用現有之 MTS 810 單軸向拉伸試驗機台進行雙 軸拉伸試驗,雙軸拉伸機構方面則參考蔡恆光[6]之研究,利用可沿機台夾頭單一 方向位移之拉伸桿帶動兩個滑塊位移之機構設計方式,產生兩軸向拉伸之效果,
而本研究則針對林宜蔚[7]之研究進行雙軸夾治具機構之優化與改良,使得改良 後之雙軸夾治具機構,用於雙軸拉伸實驗時更穩定耐用且夾治具機構作動時之摩 擦力降低。在雙軸試片設計方面,由於目前國內外並無相關試驗之規範可供參考,
且雙軸試片大小受限於本研究之夾治具機構,因此在雙軸試片外型設計方面,本
10
研究採用林宜蔚[7]之雙軸試片規格進行優化設計,並找出最適合本研究進行雙 軸拉伸試驗之試片規格。同時本研究在進行雙軸拉伸試驗之建立與試片設計時,
均配合有限元素 CAE 軟體進行模擬分析,以確保設計之目標是否達成。在改良 夾治具機構設計中,利用有限元素軟體進行夾治具機構作動之分析,以達到單軸 拉伸驅動雙軸拉伸之效果,並確認滑塊分力轉換之正確性、夾治具機構整體的摩 擦力對雙軸試片受力之影響及評估摩擦係數之方法。而在雙軸試片優化設計方面,
本研究亦利用有限元素法軟體輔助雙軸試片之設計,確保雙軸拉伸時,黏貼應變 規區域之剪應力極小、所量測之兩垂直方向正向應力為主應力且量測區域為均勻 應變分佈。
完成上述實驗規劃後,進行雙軸夾治具機構之摩擦力試驗與雙軸試片優化驗 證,確定改良後之夾治具機構摩擦力下降與優化之雙軸試片中央量測區域為均勻 變形後,便可實際執行雙軸拉伸試驗,並根據實驗結果決定適合描述先進高強度 鋼板在雙軸受力下之塑性變形行為的降伏準則,同時建立不同降伏準則所需之雙 軸拉伸實驗參數。最後結合降伏準則與動態加工硬化準則(包辛格效應)之完整材 料模型,應用於基礎成形載具之回彈與破裂之有限元素 CAE 模擬分析,並與實 驗值比對驗證,藉此比較採用不同降伏準則其模擬分析之準確性,以評估最適合 使用於先進高強度鋼板回彈模擬分析之降伏準則,並提升有限元素模擬沖壓成形 之準確性。
1.5 論文總覽
本論文內容共分為七章,以下依章節依序簡述本論文之內容:
第一章為緒論,首先介紹先進高強度鋼板的背景與應用,以及目前應用方面 所面臨的問題,再提出本論文之研究動機與目的,並整理歸納先進高強度鋼板先 前之研究現況與相關之文獻回顧,最後則簡要敘述本論文之研究方法與步驟。
第二章為先進高強度鋼板材料模型之探討,本章針對材料模型之加工應化準 則與降伏準則進行探討,首先瞭解先進高強度鋼板之包辛格效應,並介紹不同種
類之加工應化準則,同時瞭解 Y-U model 及其參數取得之方法,接著同時探討 CAE 分析板金成形時常用之降伏準則,得知塑性應變比值對降伏面之影響性,
並整理出不同降伏準則所需進行之實驗及取得之參數。
第三章為雙軸拉伸夾治具機構之改良,首先瞭解 MTS 單軸拉伸試驗機台配 合雙軸夾治具機構之作動方式達成拉伸雙軸試片之效果,接著透過模擬分析瞭解 現有雙軸夾治具機構拉伸雙軸試片時損壞之問題,並提出改善之方法與模擬分析,
解決雙軸夾治具機構損壞之問題,再來針對雙軸夾治具機構拉伸雙軸試片時摩擦 力過大的問題進行機構之改良與模擬分析。最後,針對改良後之雙軸夾治具機構 進行製作、測試及修正,使修正後之雙軸夾治具機構在進行雙軸拉伸試驗時更為 穩定與安全,並適用於雙軸拉伸 1180 級之先進高強度鋼板。
第四章為雙軸拉伸試片設計與分析,首先瞭解雙軸拉伸試片之設計目標,接 著針對現有之雙軸試片進行優化之設計,同時以 CAE 模擬雙軸拉伸之情況,最 後決定出最適合本實驗之雙軸拉伸試片。
第五章為先進高強度鋼板雙軸降伏準則材料參數建立,本章將實際執行雙軸 拉伸實驗,取得雙軸拉伸之數據,並整理實驗數據以找出最適合描述高強度鋼板 在雙軸受力下之降伏準則,同時建立各降伏準則於 CAE 分析時,所需數入之材 料參數。
第六章為先進高強度鋼板材料模型應用與驗證,本章首先結合考慮包辛格效 應與不同降伏準則之材料模型,進行基礎載具之成形模擬分析,並與實驗結果比 對驗證其厚度與回彈量。
第七章為結論,主要針對本研究各項研究之成果進行最後之統整與說明。
12
第二章 先進高強度鋼板材料模型之探討
對於先進高強度鋼板(590Y、780Y、980Y 及 1180Y 等)進行有限元素法 CAE 分析模擬沖壓與回彈預測模擬參數方面,國內外已有許多研究文獻針對沖壓速度、
積分點數目、板件與模面網格尺寸大小、回彈演算法、計算精度及加速運算法等 進行研究,然而從實驗數據與上述之模擬設定參數,對於先進高強度鋼板在有限 元素 CAE 模擬分析板金沖壓成形與回彈預測方面仍有一定之誤差,在國際間產 學各界之研究發現先進高強度鋼板之包辛格效應比傳統低強度鋼板明顯,且適合 使用之降伏準則也可能不同。因此,為了提升 CAE 模擬分析之準確性,除考慮 上述之模擬參數設定外,也需針對完整之材料模型進行探討,其中包含材料的方 向性、材料加工硬化準則之不同以及降伏準則之差異性等方面。因此本研究將針 對材料模型中考慮包辛格效應之加工硬化準則與異向性降伏準則進行探討,找出 最適用於先進高強度鋼板之降伏準則。
2.1 材料包辛格效應
一般而言,材料之應力應變曲線可由單軸向拉伸試驗或壓縮試驗得到,除了 在壓縮試驗所取得的應變範圍較大外,單軸拉伸與壓縮所取得之應力應變曲線大 多具有一致性。但因為連續進行上述兩種試驗時,如先將材料進行單軸拉伸至塑 性變形後,將機台拉伸試片之力量釋放後,再反向進行壓縮後,使材料受到先拉 伸然後壓縮的變形行為,根據許多研究文獻指出材料原本之拉伸降伏強度(𝜎𝑠)會 大於後面反向壓縮之降伏強度(𝜎′𝑠),如圖 2. 1 所示,反之先進行壓縮至塑性變 形再進行拉伸結果亦然。此材料經過拉伸與壓縮變型後二次降伏點下降之現象稱 為包辛格效應。
圖 2. 1 包辛格效應示意圖[30]
2.1.1 先進高強度鋼板之包辛格效應
多數材料中皆可見到包辛格效應對材料之影響,但因其表現包辛格效應之程 度卻有所不同,因此本節將針對不同等級之先進高強度鋼板在單軸拉伸與壓縮變 形後所產生的包辛格效應程度進行探討。
本研究參考蔡恒光[6]利用台灣大學工學院固力聯合實驗室之 MTS 810 材料 試驗機先將鋼板拉伸至塑性變形後,將機台進行負載洩壓至零後,再將鋼板反向 壓縮至塑性變形之階段,即可看出材料之包辛格效應如圖 2. 2 所示。
圖 2. 2 先進高強度鋼板 590Y 之拉伸與壓縮實驗曲線[6]
14
由圖 2. 2 中可以看出材料之包辛格效應包含二次降伏點下降(𝜎𝑟)、瞬間包辛 格效應(A 處)、永久軟化(B 處)及加工遲滯現象(C 處)。
板材受包辛格效應影響之程度以包辛格指數(Bauschinger ratio)進行探討,而 包辛格指數定義為二次降伏點之改變量對一次塑流應力之比值,如(式 2.1)所示。
Bauschinger ratio =𝜎2𝜎𝑓−𝜎𝑟
𝑓 (式 2.1)
利用(式 2.1)可以將不同材料受包辛格效應下之程度加以量化,由式中可以 看出當板材反向壓縮之降伏點為𝜎𝑟 = −𝜎𝑓時,則 Bauschinger ratio = 1 代表材 料沒受到包辛格效應之影響,而當 Bauschinger ratio 越小時則可知道反向壓縮 時二次降伏點與拉伸時之塑流應力差異值越大,即為材料所受包辛格效應越為明 顯。
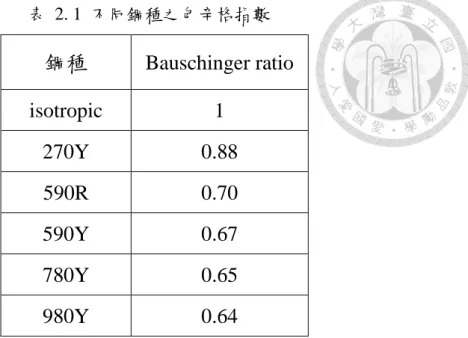
蔡恒光[6]亦針對 270 級軟鋼與先進高強度鋼板(590R、590Y、780Y 及 980Y) 進行不同應變範圍的 Bauschinger ratio 探討,發現 270 級軟鋼在應變量增加的 情況下Bauschinger ratio 逐漸下降且收斂於 0.88 左右,而在 590R 高強度鋼板則 收斂於 0.7 左右,如圖 2. 3 所示。將圖 2. 3 所示之收斂值整理於表 2. 1,可知 強度越高之鋼種,包辛格效應越明顯。
圖 2. 3 不同等級鋼板和應變範圍之包辛格指數[6]
表 2. 1 不同鋼種之包辛格指數
鋼種 Bauschinger ratio
isotropic 1
270Y 0.88
590R 0.70
590Y 0.67
780Y 0.65
980Y 0.64
2.2 材料加工硬化準則之探討
材料受到力的過程中達到降伏應力後便會進入塑性變形,也就是永久變形,
一般而言金屬材料在進入塑性變形後會產生加工硬化之現象,材料之強度會有提 升的情形產生,如圖 2. 4 所示,因此需透過加工硬化準則來描述材料發生塑性 變形後降伏應力改變之方式。而一般加工硬化準則大致可分為等向加工硬化準則 (Isotropic hardening) 、 動態 硬 化準則 (Kinematic hardening) 及混合 型 硬化 準則 (Mixed isotropic-kinematic hardening),本節將針對三種加工硬化準則進行探討。
圖 2. 4 材料受力加工硬化示意圖
16
2.2.1 等向加工硬化準則之探討
過去考慮材料加工硬化會將拉伸及壓縮視為大小相同而正負不同之曲線,而 以此為基礎之加工硬化理論為等向加工硬化理論,其理論針對材料進入塑性區域 後,初始降伏面之中心點位置不變,而降伏面隨著應力上升而均勻膨脹不產生變 形或中心點移動,如圖 2. 5 所示。
圖 2. 5 等向加工硬化準則降伏面之變化
由圖 2. 5 中可知,初始降伏面為 von Mises 降伏面,當材料受力至 𝜎2 = 𝐾1 時材料開始產生降伏,此時材料降伏點在初始降伏面上,而當材料繼續受力至塑 性應力為 𝜎2 = 𝐾2 時,降伏面會均勻的膨脹且降伏點會為於新的降伏面上,此 時材料若受到彈性回復後,新的 von Mises 降伏面便為硬化降伏面,當材料繼續 受到反向壓縮時,材料需受力至 𝜎2 = −𝐾2 之應力,材料才會再次發生降伏,由 此可看出二次降伏點大小並無改變,因此 Bauschinger ratio = 1 ,所以等向加 工硬化準則無法表現出大部份材料所具有之包辛格效應。由於等向加工硬化準則 無考慮包辛格效應之影響,因此後續又發展出不同的加工硬化準則。
2.2.2 動態加工硬化準則之探討
動態加工硬化準則為 Prager 於 1995 年提出,其理論為材料受應力至初始降 伏後材料開始進入塑性區域,初始降伏面之大小及形狀不變,但中心點會移動如 圖 2. 6 所示。
圖 2. 6 動態加工硬化準則降伏面之變化
在圖 2. 6 中初始降伏面為 von Mises 降伏面,材料在拉伸至初始降伏點時位 於初始降伏面上,當材料繼續受到塑性應力至 𝜎2 = 𝜎𝐴 時,降伏面之中心會移 動而降伏面之形狀與大小則維持不變。此時材料受到彈性回復後,新的 von Mises 降伏面為硬化降伏面,而當材料繼續受到反向壓縮時,材料需受力至 𝜎2 = 𝜎𝐵 時 才會再次產生降伏,其中 𝜎𝐴 > |𝜎𝐵| ,由此結果可以看出材料之包辛格效應。動 態加工硬化準則雖然能看出材料之包辛格效應,但描述材料真實受力情形並不完 整,因此各研究單位尚在研究等向加工硬化及動態加工硬化的混合型加工硬化準 則,希望可以完整描述材料之受力行為。
18
2.2.3 混合型加工硬化準則之探討
加工硬化準則中除了動態加工硬化準則外,另一個可以描述出材料包辛格效 應之加工硬化準則為混合型加工硬化準則,混合型加工硬化準則結合了等向加工 硬化準則與動態加工硬化準則,其理論建立在結合了降伏面形狀與大小會改變且 降伏面之中心點會移動的假設上,當材料進入塑性變形後,初始降伏面大小與形 狀會產生改變,且中心點會移動,如圖 2. 7 所示。
圖 2. 7 混合型加工硬化準則降伏面之變化
在圖 2. 7 中,初始降伏面為 von Mises 降伏面,當材料受應力到達初次降伏 後,材料點位於初始降伏面上,當材料繼續受到塑性應力時,降伏面之大小與形 狀會改變且降伏面之中心會移動,當材料受塑性應力至 𝜎2 = 𝜎𝐴 時,材料點會 位於硬化降伏面上,此時若材料受到彈性回復後,新的 von Mises 降伏面為硬化 降伏面,當材料繼續受反向壓縮時,需受到 𝜎2 = 𝜎𝐵 之應力才會再次降伏,其中 𝜎𝐴 > |𝜎𝐵| ,因此混合型加工硬化準則也能表現出材料之包辛格效應。
2.2.4 Yoshida-Uemori 材料模型之探討
Yoshida 和 Uemori[31]在 2002 年提出了 Yoshida-Uemori 材料模型(簡稱 Y-U model)用以描述板金沖壓時受反復拉伸與壓縮應力的材料變形與受力行為,其過 程如圖 2. 8 所示。
圖 2. 8 Y-U model 之材料變形與受力過程[31]
圖 2. 8 中描述了材料先受到應力拉伸至塑性變形區(a-c),再洩壓使材料彈 性回復(c-d)後並且反向壓縮(d-e-g)的材料變形與受力之情形。
Y-U model 為目前最常被用來進行板金沖壓模擬分析的加工硬化準則,因此 本節後續將探討 Y-U model 之理論基礎、材料加工硬化之方式以及探討 Y-U model 中各向參數代表之意義與如何取得。
20
2.2.4.1 Yoshida-Uemori 材料模型之材料加工硬化模式
Yoshida-Uemori model (Y-U model)是一種雙降伏面之硬化模式(two-surface modeling),此材料模型是混合型硬化準則的其中一種 如圖 2. 9 所示。
圖 2. 9 雙降伏面示意圖
Y-U model 之降伏面為 von Mises 降伏面,其降伏面分別由圖 2. 9 中之動態 降伏面 f (內圓)及等向邊界降伏面 F (外圓)組成。Y-U model 的理論中,動態降伏 面 f 之形狀與大小不產生改變、圓心會產生移動,而等向邊界降伏面 F 之大小會 產生改變,而圓心不會移動。動態降伏面 f 與等向邊界降伏面 F 之降伏方程式分 別為 (式 2.2) 及 (式 2.3) 所式。
: 0
2
3
2
s s Y
f
(式 2.2)
:
0 23 2
s s B R
F
(式 2.3)(式 2.2)為動態降伏面之降伏方程式,其中 S 為 deviatoric stress,α 為動態降 伏面 f 的 back stress,動態降伏面之半徑為 Y;而 (式 2.3)為等向邊界降伏面 F 之 降伏方程式,其中 β 為等向邊界降伏面的 back stress , B+R 則為最初降伏面 大小。
起初當材料發生初次降伏時,材料點位於動態降伏面 f 上,而在材料繼續受 到塑性應力產生塑性變形時,動態降伏面 f 會在等向邊界降伏面 F 內部移動,如 圖 2. 10 所示。
圖 2. 10 塑性應變時 Y-U model 降伏面之變形模式[31]
在圖 2. 10 中,當材料點同時位於動態降伏面 f 與等向邊界降伏面 F 時,等 向邊界降伏面 F 會開始逐漸擴大。而當材料開始產生彈性回復時,材料點會沿原 路徑返回如圖 2. 11 所示。
22
圖 2. 11 彈性回復與反向壓縮時 Y-U model 降伏面變形模式[31]
在圖 2. 11 中,材料點受到反向壓縮而再次碰到動態降伏面 f 之邊界點 (d 點) 時,材料發生再次降伏(二次降伏點),而 j 點為等向邊界降伏面 F 之二次降伏點,
且由圖 2. 11 中可以看出 𝜎𝐵(𝑡) 即可代表材料包辛格效應二次降伏點的改變量。
而在材料發生再次降伏時,動態降伏面 f 會持續在等向邊界降伏面 F 內部移動,
直到材料點再次同時位於動態降伏面 f 與等向邊界降伏面 F 時,等向邊界降伏面 F 才會再次擴大產生二次加工硬化。
在 2.1.1 節中所描述,完整材料之包辛格效應包含經歷二次降伏點下降、瞬 間包辛格效應、永久軟化以及加工遲滯等現象。在 Y-U model 中,動態降伏面 f 可描述材料二次降伏點下降以及瞬間包辛格效應,動態降伏面 f 與等向邊界降伏 面 F 之關聯性則可以描述二次加工硬化與加工遲滯之現象。
2.2.4.2 Yoshida-Uemori 材料模型各項參數之探討
Y-U model 中包含九個材料參數分別為 Y、𝑅𝑠𝑎𝑡、m、b、B、C、h、𝐸𝑎及𝜉,
其中 Y 為初始降伏強度、m 為等向硬化速率材料參數、b 為邊界動態硬化穩態 值、𝑅𝑠𝑎𝑡為邊界等向硬化穩態參數、B 為初始邊界降伏參數值、C 為瞬間包辛格 效應動態硬化速率參數、h 為限制非等向硬化區域參數、𝐸𝑎為應變無窮大楊氏係 數穩態參數、𝜉為楊氏係數收斂速度材料參數。上述之材料參數需經由反覆拉伸 與壓縮穩態(應變範圍達 10%以上)之實驗來取得完整包辛格效應之變形行為,之 後搭配 Y-U model 之理論方程式進行曲線擬合( curve fitting )取得。
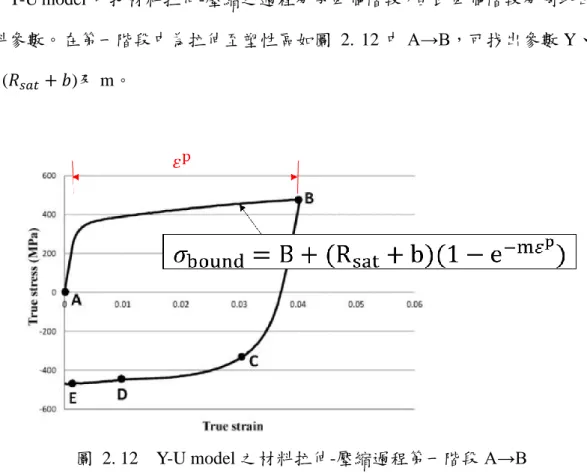
Y-U model 中把材料拉伸-壓縮之過程分成四個階段,由此四個階段分別取出 材料參數。在第一階段中為拉伸至塑性區如圖 2. 12 中 A→B,可找出參數 Y、
B、(𝑅𝑠𝑎𝑡+ 𝑏)及 m。
圖 2. 12 Y-U model 之材料拉伸-壓縮過程第一階段 A→B
在第一階段中,必須先找出材料的初始楊氏係數 𝐸0 ,接著將楊氏係數 𝐸0 之斜率向右偏移應變量 0.002 與曲線相交找出初始降伏強度 Y,之後搭配 (式 2.4) 之方程進行實驗數據的曲線擬合( curve fitting )得出 B、(𝑅𝑠𝑎𝑡+ 𝑏)及 m 三項參數。
24
𝜎𝑏𝑜𝑢𝑛𝑑 = 𝐵 + (𝑅𝑠𝑎𝑡+ 𝑏)(1 − 𝑒−𝑚𝜀𝑝) (式 2.4)
由文獻可知先進高強度鋼板在彈性回復之階段會明顯的沿著非線性曲線進 行彈性回復,如圖 2. 13 所示。
圖 2. 13 270 級軟鋼與 590 級高強度鋼彈性回復之差異[4]
由圖 2. 13 中可見 270 級軟鋼在彈性回復時 𝐸𝑓 與初始楊氏係數 E 一樣,但 590 級高強度鋼板之楊氏係數𝐸𝑓 與初始楊氏係數 E 並不相同,而是非線性之曲 線。此外透過反覆拉伸與壓縮之實驗可以發現,在不同應變範圍下彈性回復之楊 氏係數隨著應變增加而變小且收斂於一定值,如圖 2. 14 所示,而 𝐸𝑎 與 𝜉 值 則由 (式 2.5) 取得。
圖 2. 14 不同應變範圍之彈性回復楊氏係數[4]
𝐸 = 𝐸0− (𝐸0− 𝐸𝑎)[1 − 𝑒−𝜉𝜀𝑝] (式 2.5)
在第三階段中可以利用反向壓縮塑性變形區域的 D 至 E 之曲線擬合,透過 延長曲線至拉伸應變量時再配合實驗找出等向硬化二次降伏點後取得 𝜎𝐵0(𝑝) ,如 圖 2. 15 所示,再配合 (式 2.6) 找出參數 b。
圖 2. 15 Y-U model 之材料拉伸-壓縮過程第三階段 D→E
𝜎𝐵0(𝑝) = 2𝑏(1 − 𝑒−𝑚𝜀𝑝) (式 2.6)
最後搭配第一階段使用之 (式 2.4) 得到之 𝑅𝑠𝑎𝑡+ 𝑏 ,找出 𝑅𝑠𝑎𝑡 之值。在 第三階段之 C 處為瞬間包辛格階段,如圖 2. 16 所示,可找出參數 C。
26
圖 2. 16 Y-U model 之材料拉伸-壓縮過程第三階段 C 處
在圖 2. 1 中,透過反向壓縮的塑性應變區域 D 至 E 擬合曲線可以得到 𝜎𝐵(𝑡) , 此為擬合曲線與實際曲線之差值,由 (式 2.7)可以發現 C 為一不固定之參數。
𝜎𝐵(𝑡)≈ 2𝑎𝑒−𝐶𝜀𝑝,𝑎 = 𝐵 + 𝑅 − 𝑌,𝑅 = 𝑅𝑠𝑎𝑡(1 − 𝑒−𝑚𝜀𝑝) (式 2.7)
因此透過將反向壓縮 D 至 E 段的擬合曲線延長至拉伸應變量後與實驗搭配 找出等向硬化之二次降伏點,由此可得 𝜎𝐵0(𝑝) 及 𝜎𝐵0(𝑡) ,再以 𝜎𝐵(𝑡) 與 𝜎𝐵0(𝑡) 的比值 跟反向壓縮之應變以不同 C 值繪圖如圖 2. 17 所示
圖 2. 17 不同 C 值之 𝜎𝐵(𝑡) 與 𝜎𝐵0(𝑡) 比值-反向壓縮應變關係圖[4]
再將實驗數據之 𝜎𝐵(𝑡) 與 𝜎𝐵0(𝑡) 比值-反向壓縮應變關係與圖 2. 17 進行比較找 出 C 值,而 C 值越大代表動態硬化速率越快,則材料之軟化現象越不明顯。
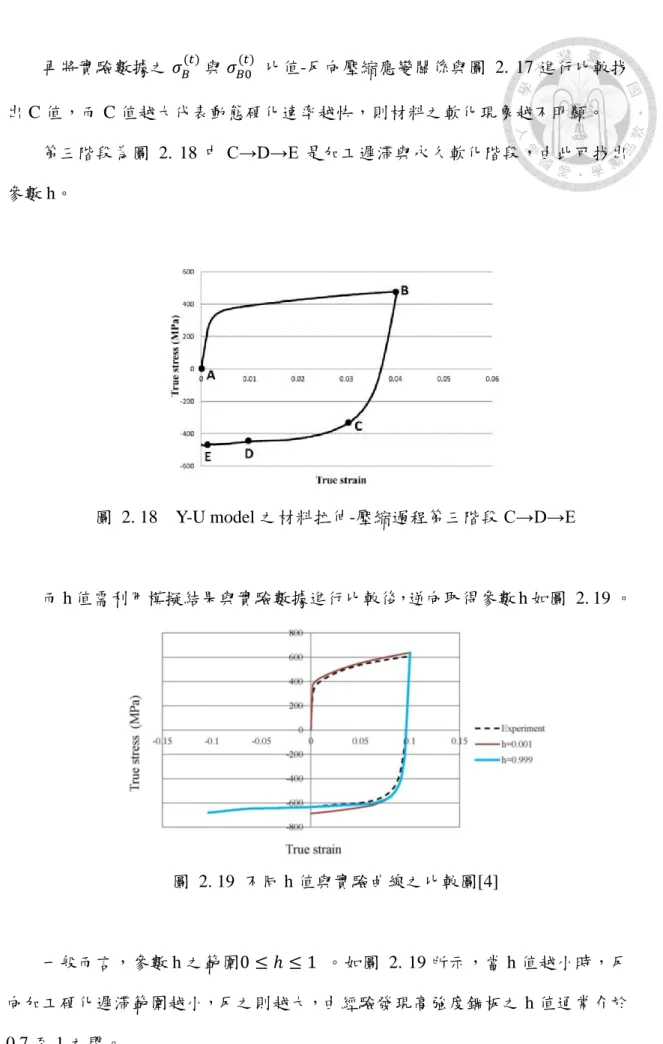
第三階段為圖 2. 18 中 C→D→E 是加工遲滯與永久軟化階段,由此可找出 參數 h。
圖 2. 18 Y-U model 之材料拉伸-壓縮過程第三階段 C→D→E
而 h 值需利用模擬結果與實驗數據進行比較後,逆向取得參數 h 如圖 2. 19 。
圖 2. 19 不同 h 值與實驗曲線之比較圖[4]
一般而言,參數 h 之範圍0 ≤ ℎ ≤ 1 。如圖 2. 19 所示,當 h 值越小時,反 向加工硬化遲滯範圍越小,反之則越大,由經驗發現高強度鋼板之 h 值通常介於 0.7 至 1 之間。
28
2.3 材料降伏準則之探討
完整材料模型理論的建構可有效提升有限元素法軟體模擬與預測,而模擬中 所需輸入之參數直接影響了模擬預測之精準度,因此於模擬中輸入正確之材料性 質數據為獲得最佳模擬結果的基本需求。完整材料模型中包含了基礎材料性值如 材料密度、蒲松比、楊氏係數等、材料加工硬化準則與材料降伏準則,一般而言 上述之基本材料性質多為固定值,而本研究已於 2.2 節中完成材料加工硬化準則 之探討,故本節中將針對材料降伏準則進行探討。降伏準則用於瞭解材料在塑性 應變時的受力情形,因此在利用材料模型理論進行分析前,本研究將針對 CAE 模擬板金沖壓成形時,常用之降伏準則進行探討,其中包含等向性降伏準則、Hill 48、Hill 90 與 Barlat 91 及 Yld2000 等異向性降伏準則。
2.3.1 等向性降伏準則之探討
早期使用之降伏準則只是用於等向性材料,最被廣泛使用於等向性材料的習 準則為 von Mises 降伏準則及 Tresca 降伏準則。von Mises 降伏準則之觀點以最 大應變能著手,描述材料內部變形之應變能達到某一鄰界值時即會產生降伏,其 降伏方程式如 (式 2.8) ;而 Tresca 降伏準則為最大剪應力之觀點,當材料所受 之最大剪應力達某一數值時,材料即會產生降伏。如 (式 2.9) 所示。
(𝜎1− 𝜎2)2+ (𝜎2− 𝜎3)2+ (𝜎3− 𝜎1)2 = 2𝑌2 (式 2.8) 𝜎1 − 𝜎3 = 𝑌 (式 2.9)
由 (式 2.8)中可以看出 von Mises 降伏準則同時考慮材料點的三個主應力值,
當三個主應力差值的平方等於兩倍降伏強度的平方時材料開始發生降伏,而 Tresca 降伏準則僅考量材料點中最大主應力及最小主應力的差值 Y,當 Y 等於
降伏強度時,材料開始發生降伏。如圖 2. 20 所示,分別將 von Mises 降伏準則 與 Tresca 降伏準則同時繪於 𝜎1 及 𝜎2 的座標軸上可以得到此兩種降伏準則的降 伏面(yielding surface),其中 𝜎0 為材料初始降伏點。
圖 2. 20 von Mises 與 Tresca 降伏準則之降伏面[32]
由圖 2. 20 中可以看出 von Mises 降伏準則與 Tresca 降伏準則在在單軸拉伸 或壓縮之情況下針對材料降伏的預測結果相同,但在雙軸受力的情況下 Tresca 降 伏準則預測材料降伏則比 von Mises 降伏準則來得早。
von Mises 降伏準則之觀點以能量為基礎且同時考量三個主應力值的影響,
相較於 Tresca 降伏準則而言較為完整,故 von Mises 降伏準則較常被使用於討論 等向性之材料
30
2.3.2 Hill 48 降伏準則之探討
Hill[33]於 1948 年提出 Hill 48 降伏準則,為二階之降伏準則,可用於描述材 料之異向性性質,其中 Hill 48 降伏準則結合等向硬化準則,是目前模擬分析板 金沖壓成形中最常被使用的材料模型,其降伏方程式如 (式 2.10) 中所示。
2𝑓(𝜎𝑖𝑗) = 𝐹(𝜎22− 𝜎33)2+ 𝐺(𝜎33− 𝜎11)2+ 𝐻(𝜎11− 𝜎22)2
+2𝐿𝜎232+ 2𝑀𝜎312+ 2𝑁𝜎122 = 1 (式 2.10)
在 (式 2.10) 中 F、G、H、L、M 及 N 為描述異向性的材料參數,而將 (式 2.10) 轉換成薄板平面應力的形式 (𝜎33= 𝜎31= 𝜎23 = 0;𝜎11≠ 0;𝜎22≠ 0;𝜎12 ≠ 0) ,則降伏方程式可以簡化成 (式 2.11) 。
2𝑓(𝜎𝑖𝑗) = (𝐺 + 𝐻)𝜎112 − 2𝐻𝜎11𝜎22+ (𝐻 + 𝐹)𝜎222 + 2𝑁𝜎122 = 1
(式 2.11)
在 (式 2.11) 中材料之參數 F、G、H 及 N 可以塑性應變比值 r-value 的方式 表示,如 (式 2.12) 之關係。
𝑟0 = 𝐹𝐺 ; 𝑟90 = 𝐻𝐹 ; 𝑟45=𝐹+𝐺𝑁 −12
(式 2.12)
塑性應變比值 r-value 為材料拉伸時候,寬度方向的塑性應變與厚度方向的 塑性應變之比值 (𝜀𝜀𝑤
𝑡) ,r-value 表示出當材料深引伸時材料防止厚度變薄的能力,
當 r-value 值越大時,厚度方向的塑性應變越小,可使更多的材料引伸進入模內,
同時 r-value 越大可以降低引伸區域中側壁變薄的速度,有助於材料的引伸,而
![圖 2. 20 von Mises 與 Tresca 降伏準則之降伏面[32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9606897.632797/44.892.140.792.103.668/圖22vonMises與Tresca降伏準則之降伏面32.webp)
![圖 2. 23 不同 r 90 之 Hill 48 降伏軌跡[7] 使用 Hill 48 降伏準則時所需要之材料性質參數及實驗如表 2. 2 所示。 表 2. 2 Hill 48 降伏準則之模擬需求參數及實驗表 Hill 48 降伏準則 模擬所需之材料參數 楊氏係數、蒲松比、材料密度、 單軸拉伸之應力應變曲線、 塑性應變指數 ( r 0 、 r 45 、 r 90 ) 取得參數所需之材料實驗 單軸拉伸實驗、塑性應變指數實驗](https://thumb-ap.123doks.com/thumbv2/9libinfo/9606897.632797/48.892.220.780.104.591/不同降伏軌跡使用降伏準則時所需要之材料性質參數及實驗模擬所.webp)
![圖 2. 25 雙軸拉伸試驗下之降伏面對應區域[27] 對異向性材料來說,塑性應變比值 r 值越高時可以代表材料受拉伸時抗減薄 之能力越強,使成形性提升不易破裂。同時,r 值也會影響降伏面之形狀與大小, 在圖 2](https://thumb-ap.123doks.com/thumbv2/9libinfo/9606897.632797/58.892.296.784.121.472/雙軸拉伸試驗下之降伏面對應區對異向性材料來說塑性應變比值值越.webp)
![圖 2. 26 Hill 48 與 Barlat 91 不同平均 r 值之降伏面比較[7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9606897.632797/59.892.235.767.154.567/圖226Hill48與Barlat91不同平均r值之降伏面比較7.webp)
![圖 3. 3 雙軸拉伸機構示意圖[6]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9606897.632797/62.892.145.790.106.418/圖33雙軸拉伸機構示意圖6.webp)