國立交通大學
材料科學與工程研究所
碩士論文
三點彎曲方式量測陽極氧化鋁模板機械性質與破斷面分析之研究
A Study on Mechanical Properties and Fractography of Anodic
Aluminum Oxide Template by Three-point Bending Test
研究生:羅文翔
指導教授:朝春光 博士
劉增豐 博士
三點彎曲方式量測陽極氧化鋁模板機械性質與破斷面分析之研究
A Study on Mechanical Properties and Fractography of Anodic
Aluminum Oxide Template by Three-point Bending Test
研究生:羅文翔 Student:Wen-Shiang Luo 指導教授:朝春光 博士 Advisor:Chuen-Guang Chao 劉增豐 博士 Tzeng-Feng Liou 國立交通大學 材料科學與工程學系 碩士論文 A Thesis
Submitted to Department of Materials Science and Engineering College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master
in Materials Science and Engineering 2007
Hsinchu, Taiwan, Republic of China
誌謝
能夠完成此篇論文,首先要感謝指導教授朝春光老師,從大學做專題研究開始受老 師的教導,雖然老師當時在國外,但是每次meeting 的越洋電話總是讓我印象深刻,即 使是做專題的我,老師也會記得詢問我的進度。之後順利的進入研究所,繼續在老師的 指導之下做研究,學到很多解決問題的方式,也了解到同樣的問題會有許多不同的解 法,在碩士班的這兩年中非常受到老師的照顧,很感謝老師對我的肯定,更感謝老師肯 讓我順利的畢業,甚至為我特地提早安排一場口試。希望老師能少生氣多照顧身體,感 謝老師。 其次要感謝實驗室的蓉萱學姊,學姐和老師一樣從我做專題時就開始指導我,常常 一起討論實驗方法,指導我實驗的方向,幫忙檢閱我的報告投影片以及一些實驗數據, 能有博班學姐的帶領,讓我在研究方面輕鬆許多。 很重要的人是在我身邊支持我的女朋友庭寧,常常催我去做實驗或是寫報告,我的 論文能夠提早寫完都是庭寧的嚴格督促,有時候實驗不順或是心情煩悶,庭寧也幾乎成 為我的出氣筒,真的很感謝他的支持與鼓勵。 默默給我幫助的人就是我的爸媽,從小到大都很支持我的決定,當初能夠上台大的 研究所而放棄,爸媽也能接受我的決定,剛開始做我的論文題目時,老爸還幫我做了一 個簡易的夾具,雖然沒有正式用到,但真的很感謝老爸的幫忙。 今年要跟我一起畢業的清陽和欣君,以及學弟妹仕漢、大緯、郁祥和筱媛,還有叛 逃去清大的銘鶴,感謝這幾年來的愉快相處,能夠在同一個實驗室也很有緣分,希望大 家都能順利畢業。 跟我一起讀材料系也一起升上來念材料所的同學們,大學和研究所得相處時間很快 就過去了,之後就真的要各分東西,朝各自的目標努力,希望以後還能在職場上相會。 我很珍惜過去的點點滴滴,大學和研究所的生活能夠有這群同學真的很快樂,希望大家 都能有美好的未來。摘要 本研究以三點彎曲方式探討陽極氧化鋁AAO 機械性質,深入瞭解 AAO 的不對稱結構對材料強度的影響,並觀察AAO 的破斷面。製程採用 99.7% 的鋁片,並以0.3M 草酸作為陽極處理溶液。操作條件為溫度 20℃及電壓 40V,以兩階段的成長方式製備 AAO。第一部份控制 AAO 成長時間,研究 厚度以及孔洞對機械性質的影響,結果發現:試片擺放方式不同機械性質 會改變。多孔表面以及試片中的孔隙會降低試片的強度,但卻可以提高AAO 的可撓性。阻障層可以承受彎曲試驗的張應力,提高應力強度。陽極處理 時間12 小時,厚度為 79.31μm 的 AAO 試片有最大彎曲應力 324.85Mpa。 第二部分以擴孔探討孔隙率對機械性質的影響。結果發現:符合一般大尺 寸塊材的特性,孔隙率越高使得彎曲應力以及彎曲係數越低,孔隙率51.7% 厚度為56.93μm 的 AAO 試片,有最低的彎曲應力 47.67Mpa。第三部分去 除阻障層探討阻障層對機械性質的影響。結果發現:阻障層遭蝕刻開孔之 後使得強度下降,阻障層由原本的緻密結構變為39.6%孔隙率,使得彎曲應 力由263.08MPa 下降至 140.44MPa。最後,以 SEM 進行破斷面分析發現: AAO 仍然屬於脆性破斷,破斷穿過晶胞中央且出現階梯層狀結構。藉由迴 歸分析得知:厚度40 至 80μm 左右、孔隙率 19.6%至 51.7%左右的 AAO 試 片機械性質,當多孔面受壓應力時,彎曲應力為σ =53.74−413.60p+4.83h,
h p 0.07 27 . 496 65 . 292 − + = σ ,彎曲係數E =70.54−199.10p+0.83h,σ 為彎曲應力 (MPa)、E 為彎曲係數(GPa)、h 表示厚度(μm)而 p 表示孔隙率。
Abstract
In this research, mechanical properties of Anodic Aluminum Oxide(AAO) were measured by three-point bending test. This study was for understanding the influence of asymmetric structure of AAO on material strength, and investigating the fractography of AAO. The materials were aluminum films which purity was 99.7%. Aluminum films were anodized by two-step process at 40V in 0.3M oxalic acid electrolyte at 293K. First, the anodization time of AAO was controlled to research the influence of the thickness and pores on mechanical properties. The findings were the different displacements of the samples affected mechanical properties. Pores in the samples reduced the strength of the samples, but they enhanced the flexibility of AAO. Barrier layers could sustain the tensile stress of the bending test and enhance the bending strength. The AAO samples which the anodization time was 12 hours and the thickness was 79.31μm had the highest bending strength as 324.85MPa. Second, the porosity was controlled by the pore widening process to study the influence of the porosity on mechanical properties. The results matched the character of the large scale bulk materials. The higher AAOs had porosity, the lower their bending strength and modulus were. The AAO samples which porosity was 51.7% and the thickness was 56.93μm had the lowest bending strength as 47.67MPa. Third, removing barrier layers was controlled to research the influence of barrier layers on mechanical properties. The consequences were that barrier layers removed made the strength to be lowered. When barrier layers were changed from the dense structure to have the porosity as 39.6%, the bending strength was reduced from 263.08MPa to 140.44Mpa. Finally, the fractography analysis by scanning electron microscope(SEM) was found that the fracture type of AAO sample was brittle fracture. The fracture passed through
the middle of the cell and the step layers were found. Mechanical properties of AAO samples which the thickness was about 40 to 80μm and the porosity was about 19.6% to 51.7% could be calculated by the regress analysis. When the porous layer was under compression stress, the bending strength was
h p 4.83 60 . 413 74 . 53 − + =
σ and the bending modulus
was . When the barrier layer was under compression stress, the bending strength was
h 54 . p E =72.47−144.93 +0 h p 0.07 27 . 496 65 . 292 − + =
σ and the bending modulus was E =70.54−199.10p+0.83h. Here, σ was bending strength(MPa), E
目錄 中文摘要 ……… I 英文摘要 ……… III 目錄 ……… V 表目錄 ……… VIII 圖目錄 ……… IX 一、 緒論……… 1 1.1. 研究背景……… 1 1.2. 研究動機……… 2 二、 文獻回顧……… 3 2.1. 鋁的電解拋光及陽極處理……… 3 2.2. AAO 的形成機制……… 5 2.3. 三點彎曲測試……… 7 2.4. AAO 的機械性質……… 8 三、 實驗方法……… 18 3.1. 實驗流程圖……… 18 3.2. AAO 製備……… 19 3.3. AAO 後續處理……… 21 3.3.1 擴孔處理……… 21
3.3.2 去除阻障層……… 21 3.4. 微拉力試驗機與夾具……… 22 3.5. 三點彎曲試驗……… 23 3.6. 影像分析……… 24 四、 結果與討論……… 32 4.1. 顯微結構……… 32 4.1.1 陽極處理時間與顯微結構……… 32 4.1.2 擴孔與顯微結構……… 33 4.1.3 去除阻障層與顯微結構……… 34 4.1.4 孔係率量測……… 34 4.2 厚度與孔洞對 AAO 機械性質的影響……… 36 4.2.1 多孔面受壓應力……… 37 4.2.2 阻障層受壓應力……… 39 4.2.3 彎曲應力與彎曲係數……… 39 4.2.4 破裂機制……… 43 4.2.5 破斷面分析……… 45 4.3 擴孔處理對 AAO 機械性質的影響……… 47 4.3.1 多孔面受壓應力……… 48 4.3.2 阻障層受壓應力……… 48
4.3.3 彎曲應力與彎曲係數……… 49 4.3.4 破斷面分析……… 50 4.4 去除阻障層對 AAO 機械性質的影響……… 51 4.4.1 多孔面受壓應力與阻障面受壓應力……… 51 4.4.2 彎曲應力與彎曲係數……… 52 4.4.3 破斷面分析……… 53 4.5 迴歸分析……… 54 五、 結論……… 87 參考文獻……… 89
表目錄 表2.1 不同的陽極處理溶液對 AAO 孔洞間距的影響……… 12 表3.1 微拉力試驗機規格……… 25 表4.1 AAO 試片製程參數列表……… 57 表4.2 試片 N1(厚度 39.93μm 孔隙率 19.6%)的孔徑大小以及孔洞比例 57 表4.3 試片 N1 至 N14 的三點彎曲應力值以及彎曲係數值……… 58 表4.4 不同方式製備氧化鋁,以及不同機械性質測試方式得到的應力以及 楊氏係數值……… 60 表4.5 一般陶瓷材料的典型破斷行為……… 61
圖目錄 圖2.1 AAO 的結構圖……… 13 圖2.2 三種陽極處理溶液,孔距與操作電壓的關係圖……… 13 圖2.3 數種陽極處理溶液,孔距與陽極處理電壓的關係圖……… 14 圖2.4 陽極處理時,阻障層中的離子移動情形……… 14 圖2.5 阻障層中,鋁離子以及氧離子的移動以及反應……… 15 圖2.6 氧化鋁生成過程中,電流的分佈情形……… 15 圖2.7 一般材料的應力應變圖……… 16 圖2.8 (a)三點彎曲與(b)四點彎曲示意圖……… 16 圖2.9 未處理以及熱處理後的陽極氧化鋁 FTIR 分析圖……… 17 圖2.10 以三點彎曲測試及拉伸測試得到的 AAO 破斷應力值………… 17 圖3.1 電解拋光示意圖……… 26 圖3.2 陽極處理所使用的模具……… 26 圖3.3 陽極處理裝置示意圖……… 27 圖3.4 AAO 製備示意圖,(a)拋光過後的鋁片,(b)第一次陽極處理,(c)除去 第一次生成的AAO,(d)第二次陽極處理,(e)去除多餘鋁基板,(f)擴 孔處理,(g)去除阻障層……… 27
圖3.5 MTS Tytron 250 系統以及 TestStar IIs 系統……… 28
圖3.7 三點彎曲夾具示意圖,(a)放置試片端,(b)施力端……… 29 圖3.8 三點彎曲夾具裝置於微拉力試驗機……… 30 圖3.9 (a)阻障層受壓應力,(b)多孔面受壓應力……… 30 圖3.10 AAO 試片擺放示意圖,(a)將試片斜靠於夾具上,(b)移動可動端至兩 夾具無縫隙,(c)俯視夾具與試片的擺放位置……… 31 圖4.1 陽極處理得到的 AAO 試片,(a)AAO 試片以及尚未去除的鋁基版, (b)AAO 試片……… 62 圖4.2 試片 N1(厚度 39.93μm 孔隙率 19.6%)的多孔面 SEM 照片,(a)高倍率 圖,(b)低倍率圖……… 63 圖4.3 試片 N1(厚度 39.93μm 孔隙率 19.6%)的阻障層 SEM 照片……… 63 圖4.4 理想的單一晶胞 AAO 結構示意圖,每個六角形結構為單一晶胞 ……… 64 圖4.5 試片 N3(厚度 56.93μm 孔隙率 22.7%)的多孔面 SEM 照片,(a)高倍率, (b)低倍率……… 64 圖4.6 試片 N5(厚度 69.29μm 孔隙率 27.2%)的多孔面 SEM 照片,(a)高倍率, (b)低倍率……… 65 圖4.7 試片 N8(厚度 79.31μm 孔隙率 35.4%)的多孔面 SEM 照片,(a)高倍率, (b)低倍率……… 65 圖4.8 試片 N9(孔隙率 23.9%)的多孔面 SEM 照片,(a)高倍率,(b)低倍
率……… 66 圖4.9 試片 N10(孔隙率 32.6%)的多孔面 SEM 照片,(a)高倍率,(b)低倍 率……… 66 圖4.10 試片 N11(孔隙率 51.7%)的多孔面 SEM 照片,(a)高倍率,(b)低倍 率……… 67 圖4.11 試片 N11(孔隙率 51.7%)的阻障層 SEM 平面圖……… 67 圖4.12 試片 N12(多孔面孔隙率 25.0%,阻障層孔隙率 19.7%)的 SEM 照片 (a)多孔面,(b)阻障層……… 68 圖4.13 試片 N13(多孔面孔隙率 26.7%,阻障層孔隙率 25.5%)的 SEM 照片 (a)多孔面,(b)阻障層……… 68 圖4.14 試片 N14(多孔面孔隙率 27.4%,阻障層孔隙率 39.6%)的 SEM 照片 (a)多孔面,(b)阻障層……… 69 圖4.15 試片 N1(厚度 39.93μm 孔隙率 19.6%)的孔徑分布圖,縱軸為孔洞數 量,橫軸為孔徑大小(單位 nm)……… 69 圖4.16 試片 N8(厚度 79.31μm)的剖面示意圖,用於量測試片厚度…… 70 圖4.17 相當大的彎曲程度仍不發生破斷的 AAO 試片……… 70 圖4.18 試片 N3(厚度 56.93μm 孔隙率 22.7%)的力-變位量關係圖,縱軸為外 力,橫軸為變位量……… 71 圖4.19 試片 N6(厚度 73.73μm 孔隙率 30.2%)至 N8(厚度 79.31μm 孔隙率
35.4%)的力-變位量關係圖,縱軸為外力,橫軸為變位量……… 71 圖4.20 阻障層受壓應力時,試片破斷形貌,單一破斷線位於試片中央 ……… 72 圖4.21 試片 N1(厚度 39.93μm 孔隙率 19.6%)、N3(厚度 56.93μm 孔隙率 22.7%)、N5(厚度 69.29μm 孔隙率 27.2%)及 N8(厚度 79.31μm 孔隙 率 35.4%)的力-變位量關係圖,縱軸為外力,橫軸為變位量,都是 阻障層受壓應力……… 72 圖4.22 試片 N1(厚度 39.93μm 孔隙率 19.6%)至 N8(厚度 79.31μm 孔隙率 35.4%)多孔面受壓應力時,彎曲應力對厚度關係圖……… 73 圖4.23 試片 N1(厚度 39.93μm 孔隙率 19.6%)至 N8(厚度 79.31μm 孔隙率 35.4%)阻障層受壓應力時,彎曲應力對孔隙率關係圖………… 73 圖4.24 (a)試片表面的裂縫量化分析圖[63],(b)XRD 分析 AAO……… 74 圖4.25 試片 N8(厚度 79.31μm 孔隙率 35.4%)的破裂邊緣,受張應力的阻障 層平面圖,(a)低倍率,(b)高倍率……… 75 圖4.26 試片 N8(厚度 79.31μm 孔隙率 35.4%)的破裂縱剖面圖,(a)整個破斷 面的完整圖,(b)靠近多孔面的部分,(c)較高倍率的影像,(d)更高 倍率的影像……… 75 圖4.27 試片 N1(厚度 39.93μm 孔隙率 19.6%)的破斷平面圖,(a)多孔面的破 斷邊緣,(b)更高倍率,(c)阻障層的破斷邊緣,(d)阻障層的破斷邊
緣,可以看到孔洞露出……… 76 圖4.28 試片 N3(厚度 56.93μm 孔隙率 22.7%)可能的多孔層破裂起點,(a) 大型空孔缺陷,(b)缺陷放大圖,(c)另一個可能破裂起點……… 77 圖4.29 試片 N5(厚度 69.29μm 孔隙率 27.2%)的破斷面分析圖,(a)多孔面的 破斷邊緣,(b)阻障層的破斷邊緣,(c)破斷剖面圖靠近多孔面部分, (d)破斷剖面圖靠近阻障層部分……… 78 圖4.30 試片 N8(厚度 79.31μm 孔隙率 35.4%)的破斷平面圖,為阻障層的破 斷邊緣……… 78 圖4.31 試片 N9(孔隙率 23.9%)至 N11(孔隙率 51.7%)以及對照組 N3(孔隙率 22.7%)的力-變位量關係圖,多孔面受壓應力……… 79 圖4.32 試片 N9(孔隙率 23.9%)至 N11(孔隙率 51.7%)以及對照組 N3(孔隙率 22.7%)的力-變位量關係圖,阻障層受壓應力……… 79 圖4.33 彎曲應力與孔隙率的關係圖,分為多孔面受壓應力與阻障層受壓應 力兩種……… 80 圖4.34 彎曲係數與孔隙率的關係圖,分為多孔面受壓應力與阻障層受壓應 力兩種……… 80 圖4.35 試片 N9(孔隙率 23.9%)的破斷面 SEM 圖,(a)縱剖面靠近多孔的部 分, (b)多孔面的平面圖……… 81 圖4.36 試片 N10(孔隙率 32.6%)的 SEM 圖,(a)縱剖面圖,靠近多孔面,(b)
多孔面破斷邊緣,(c)多孔面破斷邊緣,更高倍率,(d)可能的破裂起 點……… 81 圖4.37 試片 N11(孔隙率 51.7%)的 SEM 圖,(a)多孔面的破斷邊緣,(b)更高 倍率,(c)另一處破斷邊緣,(d)阻障層的破斷邊緣,(e)縱剖面圖,靠 近多孔端,(f)縱剖面圖,靠近阻障層……… 82 圖4.38 去除阻障層後,彎曲應力與阻障層孔隙率關係圖……… 83 圖4.39 去除阻障層後,彎曲係數與阻障層孔隙率關係圖……… 83 圖4.40 試片 N12(多孔層孔隙率 25.0%,阻障層孔隙率 19.7%)的破斷面 SEM 圖,(a)多孔面的破斷邊緣,(b)更高倍率的破斷邊緣,(c)阻障層的破 斷邊緣,(d)低倍率的阻障層破斷邊緣,(e)靠近多孔表面的破斷縱剖 面……… 84 圖4.41 試片 N13(多孔層孔隙率 26.7%,阻障層孔隙率 25.5%)的破斷面 SEM 圖,(a)阻障層的破斷邊緣,(b)多孔面的破斷邊緣,(c)多孔面的縱剖 面圖……… 85 圖4.42 試片 N14(多孔層孔隙率 27.4%,阻障層孔隙率 39.6%)的破斷面 SEM 圖,(a)阻障層的破斷邊緣,(b)阻障層的縱剖面破斷邊緣,(c)多孔面 的縱剖面破斷邊緣……… 86
一、 緒論 1.1 研究背景 近幾年來,學術界以及業界熱衷奈米尺度的研究,過去一般尺度的材 料特性已經有很多相關的研究和實驗。但隨著尺寸縮小至奈米級,有許多 新的特性陸續被研究開發,且和一般所熟悉的特性不同。由於尺寸縮小引 起表面積的增大,以及量子穿隧效應的發現,使得奈米材料在物理以及化 學性質方面,具有與一般塊材不同的性質,因此吸引許多人的投入研究。 常見的奈米材料,如:零維的量子點(quantum dot)、一維的奈米線 (nanowire)、二維的量子井(quantum well),都是熱門的研究課題,研究範圍 不外乎光學、電學、熱學甚至機械性質,常見的製備量子點方法如:化學 溶膠(Chemical colloidal method)法[1]、自組裝(Self-assembly method)法[2], 並且將量子點應用在光學以及電學方面的研究[3,4]。奈米線的製備則有使 用物理方式進行的VLS(Vapor-Liquid-Solid)法[5,6]、電化學方式的電鍍 (Electroplating)法[7]、以及常見的溶膠凝膠(Sol-Gel)法[8],而奈米線的應用 也在半導體以及光電元件有不錯的發展[9,10]。 無論是製備量子點或是奈米線,都有學者研究採用陽極氧化鋁做為模 板輔助[11,12],由於陽極氧化鋁具有特殊的多孔直圓柱結構,尺度為奈米 級,製程容易且低成本[13],做為模板對於奈米線以及量子點的分散性以及 排列性很有幫助,因此逐漸受到採用。早於50 多年前有人開始研究陽極氧
化鋁[14],陽極氧化鋁的結構以及製程已經有相當多的文獻[15-18]。除了先 前提到的製備奈米線與量子點的應用之外,也被用於燃料電池[19],奈米碳 管製備[20],或是將陽極氧化鋁當作媒介,成長出矽與二氧化鈦的多孔結構 [21,22],應用層面相當廣泛。 氧化鋁屬於陶瓷材料,常應用在耐磨耗、耐腐蝕零件或是醫療方面 [23,24]。但陶瓷材料的缺點為韌性差、延展性不良且易碎,使得陶瓷材料 在工業界的應用受到很大的侷限。不過陽極氧化鋁模板屬於奈米尺度的陶 瓷材料,機械性質方面的特性可能與大尺寸氧化鋁塊材不同,若可降低或 去除原有的陶瓷材料缺點,勢必能提高奈米陶瓷的應用價值。 1.2 研究動機 模板除了形狀結構之外,更重要的是模板本身的強度,也就是機械性 質。了解陽極氧化鋁模板的機械性質有助於後續的各種應用。此外,得知 陽極氧化鋁的機械性質更能夠和一般的塊材氧化鋁做比較,並進一步了解 陶瓷材料在奈米尺度下特性的差異。因此我的研究乃針對陽極氧化鋁進行 三點彎曲測試,改變陽極氧化鋁不同的製程參數以及後續處理,利用測得 的彎曲應力以及楊氏係數值,了解陽極氧化鋁的機械性質,並且進行破斷 面分析。希望這些機械性質的研究能夠對陽極氧化鋁的應用有幫助。
二、 文獻回顧 2.1 鋁的電解拋光以及陽極處理 生成陽極氧化鋁的原料基板為鋁薄片,由於陽極氧化鋁的厚度約為微 米級[25],因此基板的厚度通常約為毫米或是微米級便足夠。過厚的鋁基板 會使後續製程難以為繼。而鋁基板的純度並無嚴苛要求。一般純度99.7% 的鋁基板便可[26]。除此之外,鋁基板表面的平整度也會影響後續陽極氧化 鋁的製作,一般鋁基板會經由機械研磨對表面做初步的處理,再進一步使 用電解拋光達到最佳的平整度。將鋁片置放於陽極,利用電化學的方式使 得陽極溶解,以便表面平整。鋁的電解拋光反應式如下[27]: − + + → Al e Al 3 3 (1) − − → + + + OH Al O H O e Al 6 3 6 2 2 3 2 (2) − − → + + e O H O OH 2 4 4 2 2 (3) H. Masuda 針對鋁進行電解拋光,採用過氯酸以及酒精的混和溶液[28], 在10℃以及短時間 4 分鐘的條件下達到電解拋光的效果,電解拋光後的鋁 試片,表面呈現鏡面光澤,比機械研磨後的試片更適合作為成長陽極氧化 鋁的基板。 整個陽極處理的裝置和電解拋光類似。最大差別在於反應的溶液,同樣 鋁片都置放於陽極,因此會氧化。陽極的鋁(Al)會失去電子(e-)形成鋁離子 (Al3+),陰極的氫離子(H+)則會得電子形成氫氣(H2),接下來會在陽極的鋁板 上產生一層很薄的Al2O3,肉眼不能看出明顯的結構。但 F. Keller 最先研究
這層很薄的氧化鋁[14]:在電子顯微鏡觀察之下,這層很薄的氧化鋁並非是 完全的緻密結構,而是具有多孔結構的特殊構造,由於這層氧化鋁是由鋁 的陽極處理而產生,我們稱這種氧化鋁為”陽極氧化鋁”(Anodic Aluminum Oxide),簡稱為 AAO。AAO 的結構如圖 2.1 所示[18]。表層為有規律的多 孔結構,每一個孔洞所在的位置為一個六角形晶胞,孔洞延伸至底部轉變 為緻密的氧化鋁,一般稱為阻障層(Barrier Layer)。阻障層之下就是未反應 的鋁,一般AAO 的厚度約為微米級。因成長時間以及陽極處理溶液的不同 而有所改變。此外電壓以及溫度也會影響,孔徑則為奈米級,孔徑大小也 受時間、溶液、電壓和溫度的影響。 鋁的陽極處理溶液主要分為三種:硫酸(H2SO4)、草酸(H2C2O4)、磷酸 (H3PO4)。這三種酸所製作出的 AAO 各有不同的特性[16,18,28],也有研究 使用混合酸以及有機酸製作AAO[29,30],將其歸納整理成表 2.1,可以發 現:陽極處理溶液對AAO 結構影響很大。硫酸和草酸的操作電壓較低而且 有較小的晶胞,可以生成尺度較小的孔洞。磷酸及有機酸需要的電壓較高, 溫度較低,但可以生成較大的孔洞。孔洞的大小依據後續的應用進行選擇。 以製作奈米線為例,奈米線的直徑受到AAO 的孔徑大小影響,因此一般細 的奈米線選擇以硫酸製作的AAO 為模板,較粗的奈米線會選擇以磷酸作為 AAO 的陽極處理溶液。此外,以磷酸作為陽極處理溶液可以做出厚度薄且 孔洞大的AAO,可縮短奈米線的長度[31]。在這些陽極處理溶液中,從表
2.1 無法看出各種酸的關連性,但根據 Ono 和 Li 兩篇研究發現[30,32],AAO 孔與孔的距離和陽極處理的電壓呈現線性關係,如圖2.2 和 2.3 所示。各種 陽極處理溶液,以及操作電壓高低不同,整體的線性關係均約為每提高1V 便可以加大2.5nm 的孔間距[30,32]。這表示在特定陽極處理溶液的電壓範 圍內,電壓越小所生成的孔間距也越小,因此有研究以硫酸當作陽極處理 溶液做出了低電壓且低孔間距的AAO[33]。 2.2 AAO 的形成機制 根據F. Li 等人的研究[34],將整個 AAO 的成長流程以反應方程式的方 式敘述如下。首先,陽極的鋁片會丟失電子而產生鋁離子,同時鋁離子會 往金屬以及氧化層的介面移動。 − + + → Al e Al(s) 3 (oxide) 3 (4) 在陽極處理溶液與氧化層之間,產生水的分解反應,形成氧離子,並往金 屬以及氧化層的介面移動,進一步形成氧化鋁。 ) ( 2 ) ( ) ( 2 3 3/2 2 / 3 H Ol → H+ aq + O −oxide (5) − + + + → + H O Al O H e Al 3 2 6 6 2 2 2 3 (6) 同時陽極處理溶液中也會產生帶負電的陰離子,取代氧離子和鋁離子結合 形成化合物,造成AAO 的污染或是形成雜質,UMIST 實驗室已做過不少 這方面的研究[35]。一般常使用的三種陽極處理溶液都會有這種現象。 ) ( ) ( 2 ) (aq SO oxide H aq HSO4− → 4 − + + (7)
) ( ) ( 2 ) (aq HPO oxide H aq PO H2 4− → 4 − + + 4 2 4 2 (8) ) ( ) ( 2 ) (aq C O oxide H aq O HC − → − + + (9) 除了氧化鋁的生成反應之外,也伴隨著溶解的反應,形成的氧化鋁還會再 被溶液溶解。 ) ( 2 ) ( 3 ) ( ) ( 3 2 3 3/2 2 / 1 Al O s + H+ aq →Al +aq + H Ol (10) 最後在陰極會產生氫氣,並完成整個反應的循環。 ) ( 2 ) ( 3 3/2 3H+ aq + e− → H g (11) 關於這些離子的移動,以圖2.4 做說明[15],鋁離子從金屬中產生之後,往 陽極處理溶液中移動,陰離子則反方向往金屬與氧化物的交界處移動,同 時氧化物與溶液的交界處伴隨著溶解反應。另一篇研究[36]也說明了離子的 移動以及結合,如圖2.5 所示:圖中的 A 處表示氧化鋁溶解,B 處表示鋁離 子以及氧離子的移動,C 處表示在阻障層靠近金屬的部分以及靠近溶液的 部分皆可能生成氧化鋁。 然而,離子的移動以及阻障層的形成,不能解釋AAO 的結構為何如此 特殊以及如何產生多孔結構。首先J. P. O’Sullivan [15]以電流密度的方式解 釋孔洞生成的原因,如圖2.6 所示,由起初均勻的電流分佈(a),轉變為非均 勻的電流分佈(b,c),電流集中之處會有較厚的氧化層產生,逐漸穩定之後電 流轉為集中在較薄的孔洞發生處(d),而趨於穩定。 之後他人陸續的研究則提出了不同的觀點與想法,O. Jessensky [13]以應
力的方式解釋AAO 結構的特殊性,解釋如何生成這種規則有序的多孔結 構,他認為在金屬以及氧化物的介面之處有應力產生,迫使氧化鋁形成六 角形的多孔結構,應力產生的原因是鋁轉變成氧化鋁的同時,體積會增大 兩倍,但受限於氧化鋁產生的位置是在金屬與氧化鋁的交界處,體積的受 限促使氧化鋁只能往上下發展,附近相鄰的晶胞會因為應力平衡形成六角 形的形狀,最後生成如圖2.1 所示的結構。 2.3 三點彎曲測試 量測機械性質的方式有許多種,如:拉伸、衝擊、疲勞、潛變、耐磨耗、 硬度以及彎曲測試等等,一般的材料會選擇拉伸的方式,以簡單的拉伸測 試量測材料的拉伸強度、最大應力、應變以及楊氏係數,如圖2.7 所示,一 般中等延展性金屬會有頸縮破斷的現象發生,而高延展性的高分子會有很 大的應變量,至於低延展性的脆性陶瓷材料會在最大荷重時破斷。因為往 往在擺放試片的過程中,很容易產生裂紋或是破壞,故脆性材料很難以夾 具夾緊的方式進行拉伸試驗,脆性材料會選擇以彎曲試驗的方式進行機械 性質的量測。 彎曲試驗主要分為三點彎曲以及四點彎曲,如圖2.8 所示,三點彎曲採 用兩端點以及另一側中央施加外力,使得試片產生彎曲並斷裂,可測得斷 裂發生時的彎曲應力以及楊氏係數。根據過去學者的公式演算[37],得到三 點彎曲的最大彎曲強度 2 2 3Fl = σ (12)
三點彎曲的彎曲係數為 I kl E 48 3 = (13) 其中σ 為彎曲應力、 為施加的外力、 為兩支點間的距離、 為試片的寬 度、 為試片的厚度、 F l b d E為彎曲係數、k為彎曲試驗中力-變位量的斜率、I 為試片的慣性力矩(Moment of Inertia),針對長方形試片I等於 12 3 bd 。因此利 用式(11)以及(12)可以很方便的計算試片受三點彎曲試驗時所得到的彎曲應 力以及彎曲係數。 2.4 AAO 的機械性質 G. Alcalá 等人[38]最早針對奈米級陽極氧化鋁(AAO)進行機械性質研 究,他們使用奈米硬度量測[39]的技術,得到 AAO 的奈米硬度值以及楊氏 係數,引導了後續學者對AAO 的機械性質研究,他們的研究中厚度為 500 奈米的AAO,約有 7.0GPa 的硬度值並且楊氏係數為 122GPa。硬度值明顯 低於藍寶石(sapphire)的 26GPa[40],至於楊氏係數值 γ-Al2O3為 387GPa,藍
寶石(α- Al2O3)為 433GPa,約為 AAO 的三倍。關於楊氏係數值的降低,Alcalá
認為是空氣中的水汽以及AAO 上殘留的水分造成的影響。此外,G. Alcalá 也針對鋁基材對AAO 奈米硬度的影響進行研究[41],發現探針若深入超過 試片的10%厚度,會使得硬度值受到鋁基版的影響。
P. Gu 與 H. Miao 等人以不同的方式測量 AAO 的機械性質[42,43],他們 以鼓膜法(bulge test)配合 ESPI(electronic speckle pattern interferometry)觀察 系統,測出AAO 的楊氏係數,得到比一般氧化鋁低的楊氏係數,和其他學
者的奈米硬度研究吻合,提供了不一樣的方式量測奈米尺度薄膜的機械性 質。
Z. Xia 等人[44]針對 AAO 的奈米硬度量測做了更深入的探討,不僅從 AAO 的表面進行奈米硬度量測,也從試片的剖面分段量測硬度值,除此之 外,以熱處理的方式使AAO 從非晶質轉變為結晶相,並進行硬度量測,結 果發現未處理的AAO,硬度值為 5.2GPa,楊氏係數為 140GPa,經由熱處 理至650℃後,硬度值提升至 6.3GPa,但楊氏係數值變化不大。作者以 FTIR(Fourier transform infrared)分析圖,解釋 AAO 的水分子經由熱處理後 減少許多,如圖2.9 所示[44],波長 3500cm-1處即是 OH-離子,熱處理後波 強度下降許多,波形也較不明顯,表示水分子除去不少,作者認為AAO 中 的水分子對硬度值的影響很大。此外,從SEM(Scanning electron microscope) 觀測,發現AAO 的多孔面因為受到探針擠壓,產生了剪應力變形以及破 壞。進一步研究證實先前提出的水分子影響效應,水分子的確對機械性質 有影響。 K. Gall 等人[45]利用製程的改變,使得 AAO 孔徑從 35nm 變化至 75nm, 並將孔隙率從10%變化至 45%,從改變 AAO 的結構觀察是否會對機械性質 造成影響。同樣將試片分成非晶質以及結晶相的AAO,結果發現結晶相 α-Al2O3的AAO,提高了楊氏係數值以及硬度值。降低孔隙率也會達到同樣 的效果。此外,AAO 阻障層面比多孔面具有較高的硬度值以及楊氏係數值。
值得一提的是,這位作者採用三點彎曲測試進行機械性質比較,結果發現 三點彎曲測得的楊氏係數值和阻障層面受到奈米硬度測試,所得到的楊氏 係數值類似,而且不管以多孔面或是阻障層面當作三點彎曲的拉應力承受 面,都會有相同的楊氏係數值(誤差 5%以內)。 S.H. Ko 等人[46,47]以奈米硬度測試探討 AAO 的機械性質,並且將孔隙 率的變化增加,更詳盡的得到硬度與孔隙率的關係以及楊氏係數與孔隙率 的關係。他們研究結果中孔隙率增大時,楊氏係數以及硬度值皆會降低, 並且呈現線性關係。此外, S.H. Ko 認為熱處理造成 AAO 的機械性質差異, 是因殘留應力的釋放,並且利用公式推導出殘留應力值。作者認為在AAO 的製作過程中有殘留應力的產生,可由熱處理達到釋放應力的效果,這和 水分子去除的理論[44]不相同。 J. H. Jeon 等人[48]利用微影製程[49]的方式將 AAO 製備成細長的試 片,並且以拉伸測試、AFM(Atomic force microscope)探針彎曲測試、以及 三點彎曲測試量測AAO 的機械性質,結果發現不管是彎曲測試或是拉伸測 試,都會得到相近的楊氏係數值,約40GPa 左右,然而破斷應力值則如圖 2.10 所示[48],粗黑線表示阻障層的位置,阻障層受張應力時,破斷應力值 和拉伸試驗相同,但當阻障層受壓應力,即試片反置卻會得到較高的破斷 應力,這和奈米硬度的研究相似,AAO 阻障層的硬度值會和多孔面不同 [45]。作者對於應力差異的解釋為阻障層受張應力時,由於阻障層有許多缺
陷,使得破裂容易從缺陷處產生並進行傳遞,使破斷容易發生,因此降低 了破斷強度。 綜合上述幾位學者的研究,可以發現針對AAO 的機械性質研究仍侷限 於奈米硬度居多,而三點彎曲的研究仍沒有非常詳細。此外,大尺寸塊材 99%氧化鋁的應力值約 352MPa、楊氏係數值約 370GPa[50],和上述所有研 究相比,AAO 的值明顯比理論值低,而 AAO 結構的特殊性是否會對機械 性質造成影響,仍需要更進一步的研究。
表2.1 不同的陽極處理溶液對 AAO 孔洞間距的影響
Anode voltage Pore interval
(Cell diameter) Reference 硫酸 (sulfuric acid) 25V 65nm [18] 草酸 (oxalic acid) 40V 100nm [16] 磷酸 (phosphoric acid) 195V 500nm [28] 硫酸/草酸 1:1 36V 73nm [29] 丙二酸 (malonic acid) 120V 300nm [30] 酒石酸 (tartaric acid) 195V 500nm [30]
阻障層
圖2.1 AAO 的結構圖[18]
圖2.3 數種陽極處理溶液,孔距與陽極處理電壓的關係圖[30]
Al
阻障層
溶液
C C A B 圖2.5 阻障層中,鋁離子以及氧離子的移動以及反應[36] 圖2.6 氧化鋁生成過程中,電流的分佈情形[15]
圖2.7 一般材料的應力應變圖
(a) (b) 圖2.8 (a)三點彎曲與(b)四點彎曲示意圖
圖2.9 未處理以及熱處理後的陽極氧化鋁 FTIR 分析圖[44]
阻障層
阻障層
三、 實驗方法 3.1 實驗流程圖 陽極處理時間 擴孔處理 去除阻障層 三點彎曲測試 FESEM 多孔面受壓應力 阻障層受壓應力 FESEM 彎曲應力及 楊氏係數 陽極氧化鋁AAO 製備
3.2 AAO 製備 使用純度99.7%的鋁薄片作為製備 AAO 的原料,鋁薄片厚度約 0.35mm。鋁片處理方式為先進行機械研磨,將鋁片表面平坦化,使用砂紙 依序為400 號、800 號、1200 號、1600 號以及 2000 號。將研磨完畢的鋁片 進行電解拋光處理,電解拋光裝置圖如圖3.1 所示,將鋁片置放於模具中並 擺放於陽極,陰極使用白金片,電解拋光溶液為過氯酸、單丁醚乙二醇以 及乙醇的混合溶液,電解拋光的溫度固定為12℃,操作電壓為 40V,反應 過程中以手動方式去除試片表面的氣泡以及生成物,使用滴管吹氣以保持 試片表面乾淨,反應時間約10 分鐘,即可得到表面平整呈現鏡面的鋁薄片。 鋁片處理完畢之後進行AAO 的製備,為了後續機械性質實驗的需要, 必須將AAO 試片固定尺寸,因此設計特殊的模具,如圖 3.2 所示。在模具 上開六個形狀大小一樣的長方形孔洞,孔洞處即溶液與鋁片反應生成AAO 之處,使得AAO 試片長寬固定為 30mm 與 9mm,厚度隨反應時間變化。 製備AAO 的陽極處理裝置圖如圖 3.3 所示,將置於模具中的鋁片擺放在陽 極,陰極採用白金片,以攪拌器攪動溶液,控制速率為800rpm,陽極處理 溶液採用草酸(H2C2O4),濃度控制在 0.3M,並以水浴的方式將陽極處理溶 液擺放於水槽中。整個冷卻水系統採用冰水機以及兩個小型馬達,以冰水 機控制反應溫度為20℃,並利用馬達循環帶動水槽以及冰水機中的水,使 得陽極處理溶液的溫度保持一定。陽極處理的電壓為40V,與一般的 AAO
製程條件相似[51]。陽極處理的方式採用兩階段方法[52],先將鋁片進行第 一次陽極處理,時間固定為1 小時,接著除掉表面生成的氧化鋁,再進行 第二次的陽極處理。在兩階段的過程中,利用鉻酸與磷酸的混合溶液[53] 去除初步生成的氧化鋁,溫度控制在60℃,侵蝕反應時間為 3 小時,而鉻 酸與磷酸並不會對鋁片造成侵蝕反應,關於兩階段陽極處理的示意圖如圖 3.4(a)-(d)所示,第一次生成的氧化鋁表面起伏較大且大小孔洞不一,因此通 常會將第一次生成的氧化鋁去除,留下鋁的規則排列圖樣(pattern),利用這 些圖樣,使得第二次陽極處理可以生成更佳的AAO 結構。第二次陽極處理 時間控制在5 至 12 小時,以 1 小時為間隔,共 8 種不同反應時間,再分別 進行後續機械性質實驗。 經過兩次陽極處理的AAO 仍然在鋁基版上,因此接下來必須將 AAO 與鋁基版分離,利用氯化銅(CuCl2)溶液中的銅離子與鋁片進行置換反應, 使得鋁與AAO 完成分離,反應式如下 Cu Al Cu Al 3 2 3 2 + 2+ → 3+ + (14) 由於銅離子只與鋁反應,因此AAO 中的氧化鋁並不會受到影響,仍然保持 原本的結構與形貌,如圖3.4(e)所示。未生成 AAO 的鋁基版部分則會全部 反應成為銅的顆粒,去除鋁基的過程中由於反應會產生熱能,會使得溶液 以及試片溫度上升,必須利用水浴的方式將溶液溫度維持在20℃以下,以 防止高溫使得AAO 產生變化。經過去除鋁基的 AAO 即完成 AAO 試片的 製備,最後利用丙酮CO(CH3)2清洗試片,並使用超音波震盪去除污染物吸
附。
利用場發射掃瞄式電子顯微鏡FESEM(Field Emission Scanning Electron Microscopy),JEOL JSM-6500 以及 JSM-6700 觀察 AAO 的表面形貌並測量 試片的厚度值。 3.3 AAO 後續處理 去除鋁基後的AAO,再去除阻障層以及擴孔處理,改變 AAO 的結構, 然而兩種處理方式所控制的參數不同,以進行後續機械性質的比較。 3.3.1 擴孔處理 固定第二次陽極處理時間,選用陽極處理7 小時的 AAO 試片,將去鋁 完畢的AAO 浸泡在 5 wt.%磷酸(H3PO4)中,控制反應溫度為 20℃,將 AAO 孔洞的部分與溶液接觸,並且保護阻障層不受溶液侵蝕,使得孔洞邊緣產 生侵蝕溶解,造成AAO 的孔洞變大,並且改變 AAO 的孔隙率,擴孔處理 的時間分為20 分、40 分以及 60 分。擴孔處理的示意圖如圖 3.4(f)。 3.3.2 去除阻障層 同樣固定第二次陽極處理時間,選用陽極處理7 小時的試片,將去鋁完 畢的AAO 浸泡在 5 wt.%磷酸(H3PO4)中,控制反應溫度為 60℃,利用高溫 的方式去除緻密的阻障層,反應中保護AAO 孔洞表面減少與溶液接觸,破 壞緻密的阻障層使得AAO 試片由單面具有孔洞變為孔洞貫穿,反應時間分 為8 分鐘、12 分鐘以及 16 分鐘。去除阻障層的示意圖如圖 3.4(g)。
3.4 微拉力試驗機與夾具
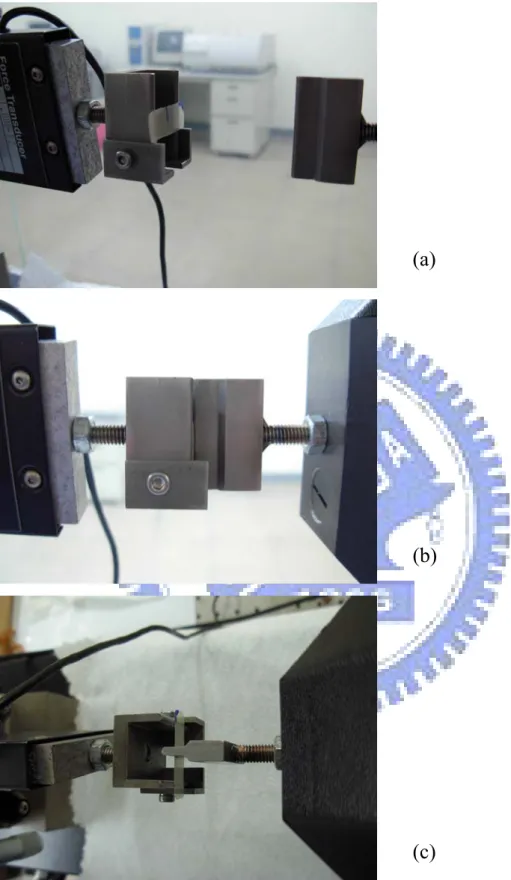
三點彎曲實驗採用MTS(Microforce Testing System) Tytron 250 微拉力試 驗機,如圖3.5 及 3.6 所示[54]。在圖 3.6 中,右方為可動端,可由人為以 及機台控制,左方為固定端,並且將荷重元掛載於此處。這台微拉力試驗 機主要為小尺度的微小力量以及微小位移的測量,可以進行動態以及靜態 的微小力學實驗,與一般的大位移以及大力量機台不同,微拉力試驗機的 荷重元上限為50N,只能測量 50N 以下的力學實驗,很適合做為奈米級以 及微米級材料的機械性質量測機台,微拉力試驗機的規格如表3.1 所示,量 測下限為10-4mm 及 10-3N。由於實驗為微力測試,故機台置放在光學桌上, 避免震動對實驗結果造成影響,並使用塑膠罩隔絕空氣流動,避免空調的 空氣流動造成實驗誤差。 由圖3.6 得知微拉力試驗機為水平操作,因此三點彎曲試驗的夾具也必 須水平移動,然而一般的三點彎曲測試為垂直移動造成試片彎曲[55],故必 須設計專屬的夾具。本實驗所用的夾具如圖3.7 所示,夾具材質為不鏽鋼, 設計以簡單輕便為目的,將夾具簡化以減輕重量,避免夾具過重造成力矩, 影響微拉力試驗機的精準度,圖3.7(a)為夾具的放置試片端,設計突出的載 台讓試片能夠直立擺放,載台上方為三點彎曲的兩支點端,兩支點距離為 20mm,每個支點的曲率半徑為 1mm,支點與夾具底部的距離為 10mm,表 示三點彎曲的最大彎曲變位量為10mm,並在夾具後方焊上 M8 尺寸的螺
絲,旋緊於微拉力試驗機上,圖3.7(b)為夾具的施力端,同樣曲率半徑為 1mm,施力端與放置試片端的夾具高度皆為 30mm,施力端後方仍是焊上 M8 螺絲旋緊於機台上。 3.5 三點彎曲試驗 根據ASTM 規範 C1161,將 AAO 試片設計為長 30mm 寬 9mm 厚度依 照製程不同而變化,夾具兩支點距離20mm(低於試片長 30mm),夾具高度 30mm 為試片寬度三倍以上。三點彎曲試驗的操作步驟為: 1. 將微拉力試驗機開啟並換上三點彎曲試驗專屬夾具,如圖 3.8 所示, 將夾具的施力端掛載於機台右方可動端,機台的左方荷重元處則裝 置夾具的試片端,並確定兩端等高。 2. 開啟操作程式,機台歸零校正並檢查有無異常狀況。 3. 將 AAO 試片擺放於夾具上,以斜靠的方式擺放,擺放方式為兩種: AAO 多孔面受壓應力以及阻障層受壓應力,如圖 3.9 所示。 4. 控制機台可動端,移動至試片表面,以緩慢移動的方式將試片推正, 如圖3.10 所示,目測夾具與試片間無空隙,並且機台無測量到外力, 確保三點彎曲試驗之前,夾具未施加外力於試片。 5. 操作程式設定參數,以位移(displacement)模式操作,位移上限 10mm,實驗時間 1000sec,得到前進速率(crosshead speed)為 0.01mm/sec,三點彎曲的應變率(strain rate)為ε' = 6ds2 ,其中ε' 為應變
率、d為試片厚度、s為前進速率、L為兩支點距離。以厚度為50μm 的試片為例,應變率約1.5*10-4(1/sec)。 6. 開始進行三點彎曲試驗,試片破斷後蒐集破片。 7. 每一種試片的測試數量為 6 至 10 片,以取平均的方式計算彎曲應力 以及彎曲係數。並且以FESEM 觀察試片的破斷面。 3.6 影像分析 除了表面形貌的差異,為了更進一步了解不同製程的AAO 試片孔洞變 化,利用影像分析軟體Image Pro Plus 6.0 計算 AAO 試片的孔隙率,以量化 的方式比較AAO 的孔洞大小差異。計算的方式是以 SEM 圖作分析,由於 AAO 的阻障層厚度很薄約數十奈米[56],與整體試片厚度相比只佔了百分 之一不到,因此可以將AAO 試片視為直通管忽略阻障層,方便孔隙率的計 算,以AAO 表面的孔洞 SEM 圖計算圖片中孔洞佔的比例,代表整體 AAO 的孔隙率。
表3.1 微拉力試驗機規格[54] MTS tytron 250 Orientation Horizontal Displacement Max. 100mm Min. 10-4mm Load Max. 50N Min. 10-3N Frequency UP to 50Hz
Al Pt 圖3.1 電解拋光示意圖 Electrolyte 2.5cm Holder 圖3.2 陽極處理所使用的模具
電源供應 攪拌器 冷卻水系統 Al Pt 水 陽極處理溶液 圖3.3 陽極處理裝置示意圖 (g) (a) (d) (b) (e) (c) (f) 圖3.4 AAO 製備示意圖,(a)拋光過後的鋁片,(b)第一次陽極處理,(c)除去 第一次生成的AAO,(d)第二次陽極處理,(e)去除多餘鋁基板,(f)擴孔處理, (g)去除阻障層
圖3.5 MTS Tytron 250 系統以及 TestStar IIs 系統[54]
固定端 可動端
(a) 載物台 10mm 20mm (b) 2.5cm 圖3.7 三點彎曲夾具示意圖,(a)放置試片端,(b)施力端
圖3.8 三點彎曲夾具裝置於微拉力試驗機
(a) (b)
(a)
(b)
(c)
圖3.10 AAO 試片擺放示意圖,(a)將試片斜靠於夾具上,(b)移動可動端至兩 夾具無縫隙,(c)俯視夾具與試片的擺放位置
四、 結果與討論 4.1 顯微結構 根據製程以及後續處理的參數不同,將AAO 試片分列,如表 4.1 左半 部所示,N1 至 N8 為改變第二次陽極處理時間,從 5 小時至 12 小時,以一 小時的間隔作為參數變化,N9 至 N11 為擴孔處理的時間變化,擴孔時間分 別為20 分、40 分以及 60 分,N12 及 N14 為去除阻障層的時間變化,去除 阻障層的時間分別為8 分、12 分以及 16 分。 圖4.1(a)為陽極處理完畢後的 AAO 試片,多餘的鋁基材尚未去除,圖 4.1(b)則是去除鋁基後的 AAO 試片,試片右上角的標記,作為多孔面以及 阻障層的區分,中央的標記則是三點彎曲試驗所需要的施力標記點。 4.1.1 陽極處理時間與顯微結構 圖4.2 為試片 N1(厚度 39.93μm 孔隙率 19.6%)的多孔面 SEM 照片,可 以看出多孔特性,並且在某些大孔洞附近會有附屬的小孔洞產生,這是因 為鋁片並未經過退火處理,晶粒大小不一,產生的AAO 孔洞也會因此有大 小孔的差異。圖4.3 為試片 N1(厚度 39.93μm 孔隙率 19.6%)的阻障層 SEM 照片,阻障層位於AAO 的底部,每一個區塊代表每個晶胞的所在位置,每 個晶胞是由孔洞、孔壁以及阻障層所構成,如圖4.4 所示。理想的晶胞為六 角形,中心有孔洞,底部有緻密的阻障層。圖4.5 至圖 4.7 為試片 N3(厚度 56.93μm 孔隙率 22.7%)、N5(厚度 69.29μm 孔隙率 27.2%)、N8(厚度 79.31μm
孔隙率35.4%)的多孔面 SEM 照片,N3 為陽極處理 7 小時、N5 為 9 小時、 N8 為 12 小時,可以很明顯發現隨著陽極處理時間的增長,AAO 的孔洞會 變大,表示時間增長會使得陽極處理溶液持續侵蝕AAO 試片表面,而 AAO 的生成則是在鋁基版以及氧化鋁的交界面,會影響AAO 的厚度。 4.1.2 擴孔與顯微結構 圖4.8 為試片 N9(孔隙率 23.9%)的多孔面 SEM 照片,N9(孔隙率 23.9%) 試片陽極處理時間為7 小時並且擴孔處理 20 分,與同樣陽極處理時間 7 小 時的N3(孔隙率 22.7%)試片相比較,從 SEM 照片中看出並未有很明顯的孔 洞擴大效果,表示擴孔時間仍可繼續加長。圖4.9 為試片 N10(孔隙率 32.6%) 的多孔面SEM 照片,擴孔的效果已經展現,孔洞變大且孔壁變薄,孔洞形 狀更趨向圓形,表面形貌比未經過擴孔處理的試片更佳。圖 4.10 為試片 N11(孔隙率 51.7%)的多孔面照片,孔洞顯得更大但卻發生孔壁消失的現 象,由於擴孔處理是利用溶液侵蝕氧化鋁使孔壁變薄,突顯出孔洞變大, 但孔壁消失的現象表示擴孔處理已經到達極限,使得孔壁過度侵蝕並且完 全分解,相鄰的晶胞因為孔壁分解而變成相鄰孔洞相接,已經開始破壞AAO 的結構。圖 4.11 為試片 N11(孔隙率 51.7%)的阻障層 SEM 照片,這張圖可 以證明擴孔處理的製程條件對AAO 試片阻障層的影響並不大,即使多孔面 已經遭受到嚴重侵蝕,阻障層仍維持原本的緻密性,沒有明顯的大孔洞。 擴孔處理的AAO 試片,藉由微觀結構觀察,發現擴孔可以使得多孔的表面
孔洞變大,但不影響阻障層的形貌。 4.1.3 去除阻障層與顯微結構 圖 4.12 為試片 N12(阻障層孔隙率 19.7%)的多孔面以及阻障層 SEM 照 片,從圖4.12(b)明顯看出阻障層已去除變為開孔,使得 AAO 變為表面以及 底層皆為開孔的狀態,破壞原本的結構。擴孔處理以及去除阻障層皆使用 磷酸作為反應溶液,但擴孔處理對阻障層的影響卻不明顯,主要是因為反 應溫度以及試片與溶液的接觸面,擴孔處理的反應溫度為 20℃,去除阻障 層則為 60℃,高溫會使得反應速度提高[57],提升磷酸溶液分解氧化鋁的 速率,另一方面擴孔處理時主要將AAO 多孔面與溶液接觸,減少阻障層與 溶液接觸,而去除阻障層時則相反。因此去除阻障層只需要 8 分鐘即可達 到阻障層開孔的效果,而擴孔處理則需要60 分鐘使多孔面出現孔壁消失。 圖4.13 為試片 N13(阻障層孔隙率 25.5%)的多孔面以及阻障層 SEM 照片, 試片 N13(阻障層孔隙率 25.5%)的處理時間較 N12(阻障層孔隙率 19.7%) 長,使得阻障層的孔洞更大,且晶胞的形狀更明顯。圖4.14 為試片 N14(多 孔面孔隙率27.4%,阻障層孔隙率 39.6%)的 SEM 照片,阻障層的開口已經 大於多孔面。 4.1.4 孔係率量測 以試片N1(厚度 39.93μm 孔隙率 19.6%)以及圖 4.2 為例子說明,利用分 析軟體將每一個孔洞編號並計算出每個孔洞直徑(diameter)以及每個孔洞佔
整體的比例(pore ratio),pore ratio 的計算方式是計算單一孔洞佔整張 SEM 圖的面積比例,所有孔洞的總和即是孔隙率,如表4.2 所示,共有 236 個孔 洞,孔徑範圍從 20.88nm 至 53.91nm,這是由於試片表面有大小不一的孔 洞,造成範圍變化很大,平均值為40.24nm 表示試片 N1 的平均孔徑大小, 而在孔洞比例(pore ratio)一欄中可以看出最小的孔洞比例為 0.02%而最大為 0.14%,236 個孔洞總和為 19.19%,表示這個試片的孔隙率為 19.19%,而 每一種試片會採用三張不同的SEM 圖進行孔隙率的計算,取平均值得到平 均孔隙率。另外影像分析軟體也可以將孔徑大小作成長條圖的分布,如圖 4.15 所示,可以看出孔徑大小主要分布在 40 幾奈米。 AAO 厚度量測採用 SEM 拍攝整體試片厚度,將試片以剖面的方式拍 攝,採用低倍率擷取影像並將影像用分析軟體量測厚度,如圖 4.16 所示, 為試片N8(厚度 79.31.μm)的低倍率剖面示意圖。 將試片N1 至 N8 不同陽極處理時間的 AAO 進行孔隙率的計算以及厚度 的量測,如表4.1 所示,試片 N1(陽極處理時間 5 小時)為最低的厚度 39.93μm 且孔隙率也為最低的19.6%,而試片 N8(陽極處理時間 12 小時)則具有最高 的厚度值79.31μm 以及最高的孔隙率 35.4%,隨著陽極處理時間的增長, 厚度會隨之增大,表示反應時間越久AAO 厚度越厚,但孔隙率則是隨著時 間增長而增大,所以孔壁會相對變薄,同樣由之前的SEM 圖可以觀察到這 種現象。
試片N9 至 N11 的孔隙率量測如表 4.1 所示,並且與同樣陽極處理 7 小 時的試片N3(厚度 56.93μm 孔隙率 22.7%)進行比較。首先,厚度變化不大, 因此將擴孔處理視為不會影響到AAO 的厚度,更方便進行比較。其次,孔 隙率受到擴孔處理的影響,N9(擴孔 20 分)孔隙率為 23.9%高於 N3(未擴孔) 的22.7%,而 N10(擴孔 40 分)以及 N11(擴孔 60 分)各具有更高的孔隙率 32.6%以及 51.7%,N11 試片雖然只有陽極處理 7 小時,但是經由擴孔處理 可以造成孔隙率大於N8 試片(陽極處理 12 小時,孔隙率 35.4%),表示即使 試片厚度不厚,可以利用擴孔處理達到所需的孔洞大小。 試片N12 至 N14 的孔隙率計算如表 4.1 所示,試片 N12 反應時間 8 分 鐘即可達到阻障層開孔,多孔層孔隙率為25.0%且阻障層孔隙率為 19.7%, 多孔面在溶液中浸泡也會受到些許侵蝕。當到達反應時間16 分鐘時,試片 N14 阻障層的孔洞大小已經超越多孔面的孔洞,多孔面的孔隙率為 27.4%而 阻障層的孔隙率高達39.6%。 4.2 厚度與孔洞對機械性質的影響 由於製程的不同會造成AAO 試片有不一樣的參數變化,因此將機械性 質的討論分成三大類,第一類為 N1 至 N8 試片,討論厚度以及孔洞兩者同 時變化對機械性質的影響;第二類為N9 至 N11 試片,討論擴孔處理只改 變孔隙率這個參數對機械性質的影響;第三類為N12 至 N14 試片,討論破 壞阻障層造成雙邊開孔對AAO 機械性質的影響。每一種試片的測試數量為
6 至 10 片,以取平均的方式計算彎曲應力以及彎曲係數。 三點彎曲的受力方式有兩種,在實驗方法中已經有提到,如圖3.9 所 示,分為阻障層受壓應力以及多孔面受壓應力。 4.2.1 多孔面受壓應力 首先討論多孔面受壓應力的情況,針對N1 至 N8 試片以多孔面受壓應 力做三點彎曲時,發現試片有不同的現象發生,N1(厚度 39.93μm 孔隙率 19.6%)至 N4(厚度 66.31μm 孔隙率 26.0%)試片的可撓度很大,能夠承受應 力至很嚴重的變形量也不發生破斷,如圖4.17 所示,三點彎曲試驗已經到 達夾具的最底部,AAO 試片仍完整,而且當夾具移開之後,AAO 試片可以 恢復至原本平坦的形狀,並沒有發生任何的變形。由一般的材料機械性質 可以知道,當外力移去之後,試片可以恢復成零應變量的狀態,表示試片 呈現彈性變形[58]。但是必須要注意到一點,圖 4.17 的試片變位量到達 10mm,且三點彎曲的支點已經嚴重偏移,支點偏移會造成機台測到的應力 值下降,以試片N3(厚度 56.93μm 孔隙率 22.7%)的力-變位量關係圖做說明, 如圖4.18 所示,試片 N3 多孔面受到壓應力時,變位量到達 10mm 仍不會 發生破斷,但是變位量約4mm 之後可以發現曲線斜率開始下降趨於水平, 約5 至 6mm 左右到達最大外力值,最後外力值下降,但是試片並未破斷, 所以表示這並不是塑性變形,是支點移動造成機台測到的外力值下降。 至於試片N6(厚度 73.73μm 孔隙率 30.2%)至 N8(厚度 79.31μm 孔隙率
35.4%)和先前討論的狀況不同,試片會發生破斷,同樣比較力-變位量關係 圖,如圖4.19 所示,試片 N6(厚度 73.73μm 孔隙率 30.2%)破斷時的變位量 高達7mm,表示有發生支點偏移,但是試片仍無法承受目前的外力,導致 發生破裂;而試片N7(厚度 76.87μm 孔隙率 31.9%)以及 N8(厚度 79.31μm 孔 隙率35.4%)幾乎是在彈性變形區域中發生破斷,雖然兩者的變位量皆有超 過4mm,但是從力-變位量的圖觀察可以發現,支點雖然有發生些許偏移, 但是外力的持續上升已經到達試片的臨界點,使得破斷發生,曲線也幾乎 是線性關係,非常符合脆性材料的應力-應變曲線圖。 然而試片N5(厚度 69.29μm 孔隙率 27.2%)正好介在未破斷以及破斷兩 種現象之間,實驗結果發現部分試片具有高的變位量仍不破斷,但另外一 部份的試片則有類似試片N6(厚度 73.73μm 孔隙率 30.2%)的破斷模式,支 點偏移之後才產生破斷。 綜合上述的發現,未破斷或是支點偏移後才破斷的試片N1(厚度 39.93μm 孔隙率 19.6%)至 N6(厚度 73.73μm 孔隙率 30.2%)具有不錯的可撓 度,可以承受6mm 以上的變形量,推測是由於試片的厚度較薄(由表 4.1 得 知厚度約74μm 以下),使得 AAO 具有與一般大尺度陶瓷材料不同的可撓 性;而N7(厚度 76.87μm 孔隙率 31.9%)以及 N8(厚度 79.31μm 孔隙率 35.4%) 試片則與一般的脆性材料相似,線性的力-變位量關係圖。但是除了厚度變 化之外,N1 至 N8 試片仍有一項參數在變化,就是孔隙率,為了確定孔隙
率是否造成破斷的影響,必須藉由擴孔處理的實驗進一步驗證。 4.2.2 阻障層受壓應力 先前的討論都是圖3.9 的多孔面受壓應力,接下來為試片反置,討論阻 障層受壓應力的情況。結果和先前完全不同,試片N1 至 N8 全部都會破斷, 而且都只有一條破斷線,位於試片的中央,如圖4.20 所示,表示應力集中 於破斷線上。除此之外,從圖4.21 力-變位量的關係圖觀察,發現幾乎所有 試片皆為線性的曲線,原則上為越厚的試片變位量越小且外力越大,反之 越薄的試片變位量越大且外力越小,所以N8(厚度 79.31μm 孔隙率 35.4%) 試片只需要極少的變位量即可發生破斷,符合一般的陶瓷材料特性,而 N1(厚度 39.93μm 孔隙率 19.6%)試片厚度最薄,所以可撓度高,變位量甚至 超過4mm 到達支點移動區域,不過整體仍是線性的曲線。另一個現象是, 這幾個試片的曲線越接近破斷點,所測到的外力數值都會上下起伏,表示 破斷發生前試片有發生變化,可能為試片變形造成數值浮動。 4.2.3 彎曲應力與彎曲係數 三點彎曲的量測結果如表4.3 所示,當多孔面受壓應力時,N1 至 N8 試 片所測到的彎曲應力值呈現遞增的情形,從N1(厚度 39.93μm 孔隙率 19.6%) 的194.43MPa 遞增至 N8(厚度 79.31μm 孔隙率 35.4%)的 324.85MPa,表示 不同陽極處理時間所生成不同厚度以及孔洞大小的AAO,會對彎曲應力造 成影響,以N8(厚度 79.31μm 孔隙率 35.4%)試片為例,陽極處理時間最長
使得厚度最厚且孔隙率最大,測得的彎曲應力值大於其他較短陽極處理時 間的AAO 試片,因此可以推測厚度或是孔隙率對彎曲應力有一定的影響。 而阻障層受壓應力時,彎曲應力有兩個不同點發生,首先彎曲應力不再隨 陽極處理時間遞增,而有些微下降的趨勢,由N1(厚度 39.93μm 孔隙率 19.6%) 的189.90MPa 下降至 N8(厚度 79.31μm 孔隙率 35.4%)的 127.46MPa,其次 阻障層受壓的彎曲應力皆小於多孔面受壓,例如N5(厚度 69.29μm 孔隙率 27.2%)試片阻障層受壓應力時測到 175.48MPa,小於多孔面受壓應力的 277.26MPa,相同的試片當阻障層受壓應力時會測到較低的應力值,這個結 果和之前的J. H. Jeon 等人[48]所做的研究相反,J. H. Jeon 的實驗結果顯示 阻障層受壓應力所測到的彎曲應力約230MPa,大於多孔面受壓應力的 160MPa,他認為原因是因為阻障層此時正受到張應力,阻障層有許多的缺 陷使得破裂容易產生,下一節會針對這個現象進行討論。 三點彎曲實驗的彎曲係數如表4.3 所示,彎曲係數的變化範圍在 65 至 80GPa,不管是哪種受力方式都落在這段區間,不受試片擺放方式的影響, 而且陽極處理時間對彎曲係數的影響也不大,看不出明顯的趨勢,表示AAO 試片的厚度以及孔隙率甚至結構的差異對彎曲係數的影響並不明顯,需要 更進一步的研究。 針對本實驗的結果,與其他不同製程的氧化鋁進行比較,如表4.4 所示 [38,44,45,48,50,59-62,],可以發現製程不同對氧化鋁的機械性質影響很大,
不一樣的製程會產生不同的機械性質,而且機械性質的測量方式也會影響 到所測得的結果,奈米硬度以及三或四點彎曲得到的結果也有差異,不管 是彎曲應力或是楊氏係數,數值變動相當大。即使同樣是由陽極處理製備 的 AAO,機械性質的測量結果也會有所不同。AAO 為非晶質(amorphous) 的氧化鋁,與一般塊材或是其他製程中的結晶態氧化鋁不同,再加上AAO 中有雜質的影響,使得機械性質會低於理論值許多,即使將AAO 進行熱處 理變為結晶態,對 AAO 的強度提昇仍是有限的[45]。一般塊材的楊氏係數 值約 370GPa[50],任何不同製程的氧化鋁皆無法到達理論值的大小。奈米 級尺度對機械性質產生的影響可以由AAO 明顯的觀察到,至於孔係率對機 械性質的影響,利用下一個部分擴孔處理的研究可以得到結果。 針對本實驗彎曲應力的現象,提出以下的理論作解釋,首先多孔面受壓 應力且阻障層受張應力時,如圖3.9(b)所示,N1(厚度 39.93μm 孔隙率 19.6%) 至N8(厚度 79.31μm 孔隙率 35.4%)試片彎曲應力有遞增的現象。一般的陶 瓷材料抗拉強度低於抗壓縮強度[23],因此三點彎曲的破裂決定起點通常都 是受拉應力的面,當受拉應力的表層無法承受更大的應力時,就會產生破 斷,所以當試片擺放方式如圖3.9(b),阻障層受張應力為破裂決定處,之前 的討論有提到N1(厚度 39.93μm 孔隙率 19.6%)至 N6(厚度 73.73μm 孔隙率 30.2%)試片可撓度不錯,有很大的變形量甚至造成支點偏移,這表示這些 試片可以利用試片產生彎曲變形減低彎曲應力的提升,而阻障層的緻密結
構仍然可以承受此時的彎曲應力,但隨著試片厚度提升至N7(厚度 76.87μm 孔隙率31.9%)以及 N8(厚度 79.31μm 孔隙率 35.4%)的程度時,厚度提升導 致可撓度降低,因此不能再藉由試片變形降低彎曲應力的提升,所以彎曲 應力值提升至阻障層的承受極限值之後,破斷便從阻障層發生,這就造成 了越厚的AAO 試片有越高的彎曲應力值,同時可以用之前討論的圖 4.19 來佐證,厚度較厚的試片N8(厚度 79.31μm 孔隙率 35.4%)有較高的外力值, 但變位量卻低於其他試片,可撓度降低造成應力值提升以及變位量下降。 因此當阻障層受張應力時,試片的厚度影響可撓度以及彎曲應力值的大 小。因此做出彎曲應力與厚度的關係圖,如圖4.22,當阻障層受拉應力, 試片厚度的影響比多孔層的孔洞重要,呈現線性正相關。 接著討論試片反置如圖3.9(a)的情況,阻障層受壓應力且多孔面受張應 力,此時破裂決定的平面為多孔面,試片N1(厚度 39.93μm 孔隙率 19.6%) 至N8(厚度 79.31μm 孔隙率 35.4%)反應出的彎曲應力值卻不如先前討論, 反而呈現下降的趨勢,以先前的圖4.20 以及 4.21 做解釋,所有試片都是脆 性破斷,試片隨著應力增加而變形,到達極限便發生破斷,沒有發生支點 偏移,可撓度也較低,原因就是受張應力的多孔層,多孔層和阻障層不同, 多孔層具有無數的小孔洞,孔洞的數量及面積遠大於阻障層表面的缺陷, 因此多孔層為了抵抗張應力只能依靠薄弱的孔壁,很明顯多孔層無法像阻 障層利用緻密的結構抵抗張應力,而且此時受壓應力為阻障層,阻障層為
緻密結構,沒有孔洞提供變形的空間,阻礙試片的變形,所以試片在很低 的變位量便發生破斷,而且陽極處理時間越長使得孔洞越大且孔壁越薄, 導致N7(厚度 76.87μm 孔隙率 31.9%)以及 N8(厚度 79.31μm 孔隙率 35.4%) 試片可以承受的應力值更低,即使前面討論到的厚度可以使應力值快速提 升,但是多孔的特性以及阻障層妨礙變形使得試片無法繼續承受更大的應 力,提早發生破斷,因此N1(厚度 39.93μm 孔隙率 19.6%)至 N8(厚度 79.31μm 孔隙率35.4%)試片的彎曲應力值才會發生遞減的現象。因此圖 4.23 將彎曲 應力與試片孔隙率做圖,當多孔面受張應力,孔洞的大小影響試片的彎曲 應力值,呈現遞減的情況。 4.2.4 破裂機制 最後討論相同試片以不同的擺放方式會得到不一樣的彎曲應力值,多孔 面受壓應力會比阻障層受壓應力有更大的彎曲應力值,也就是和先前研究 相反的現象。將一般陶瓷材料的破斷行為整理成表4.5[63],很明顯可以看 出AAO 屬於線性彈性破斷機制(linear elastic fracture mechanics),而這種破 斷機制是由Inglis 以及 Griffith 在 1913 年以及 1920 年提出的[63-65],Griffith 利用圖4.24(a)推導出材料的破裂強度 2 / 1 ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ = a E s f γ α σ (15) 其中σf 是破斷應力、α 是常數隨缺陷的形狀而改變、a則是破裂裂縫的半長 度、E是楊氏係數而γs是表面能(surface energy)。式(15)是很重要的結果,
由這個式子可以看出σf 受到楊氏係數 E 以及γs與 的影響,只要左半部的a f σ 能夠超過右半部的值,試片便會發生破斷。 此破裂機制必須用於線性彈性變形的材料,由圖4.24(b)的 XRD 量測得 之AAO 為非晶質材料,無塑性變形的影響,因此上述破裂機制可以用於解 釋多孔表面所造成的影響。 利用這個式子可以解釋本實驗的結果,之前有提到表4.3 可以看出不管 是何種受力方式的AAO 試片,都有類似的楊氏係數值,因此 E 的影響並不 大,其次多孔層有相當多高密度的孔洞,每一個孔洞都可以作為破裂的起 點,與阻障層相比,即使阻障層有缺陷存在,仍然少於多孔層的孔洞,因 此當多孔面受張應力時,試片的 值會較大,這樣的結果使得破斷應力a σf 會 較低,表示不需要很大的應力就可以達到試片破斷的目的。 此外AAO 試片多孔層以及阻障層的鍵結方式也有不同,過去的研究發 現[66-68]AAO 的多孔層會受到陽極處理溶液的影響,會有溶液的陰離子或 是水中的氫氧根離子取代原本的氧離子與鋁離子鍵結,這是因為多孔層是 與溶液接觸的表面,而阻障層位在氧化鋁與鋁的介面,不會受到溶液的污 染,因此阻障層是緻密的氧化鋁結構。再加上多孔層與阻障層受蝕刻的反 應速度不同,多孔層很容易受到蝕刻的影響,反應的時間很短即可以達到 蝕刻的效果,這就表示多孔層的雜質污染使得鍵結強度不高,容易斷鍵達 到蝕刻的目的,可以說明多孔層的γs會低於阻障層,多孔層比阻障層更容
易破壞鍵結,所需要的破壞應力σf 會較低。而在本實驗中去除阻障層的步 驟,利用保護多孔層的方式,將試片的多孔層減少接觸反應溶液,以阻障 層為主要接觸溶液的區域,因此去除阻障層時,可以降低對AAO 結構的破 壞,多孔表面參與反應較少。 這一部分的研究結果可以得知AAO 的不對稱結構使得機械性質產生差 異,即使是相同參數的試片,不同的受力方式會有不同的實驗結果,彎曲 應力會受到厚度與孔隙率的影響,彎曲係數也會受到影響,但是趨勢並不 明顯。 試片N1 至 N8 以不同方式擺放試片,當多孔面受壓應力時,試片變位 量比多孔面受張應力還高,如圖4.19 與 4.21 所示,表示多孔面可以作為提 高可撓度的功用,但是卻不能承受張應力;阻障層可以承受張應力,但是 受壓應力時會阻礙變形;厚度越薄可撓度越佳,例如試片N1(厚度 39.93μm 孔隙率19.6%)的高變位量,厚度越厚可承受應力值越大,例如試片 N8(厚 度79.31μm)多孔面受壓應力時,彎曲應力 324.85MPa 高於試片 N1(厚度 39.93μm)的 194.43MPa。 4.2.5 破斷面分析 為了更進一步了解AAO 的破裂情形,以 SEM 觀察試片破斷面的結構, 主要分為兩種方式,第一種是試片表面的觀察(plane view),觀察試片破裂 處的多孔面以及阻障層,了解破裂的形貌是否有任何變化產生,第二種是
試片剖面的觀察(cross-section view),觀察破裂發生處的縱剖面。 針對多孔面受壓應力的部分,N1(厚度 39.93μm 孔隙率 19.6%)至 N6(厚 度73.73μm 孔隙率 30.2%)為不會破斷的試片,在三點彎曲實驗之後試片會 恢復至原本的形貌,並沒有捲曲變形現象發生,而以SEM 觀察也未發現三 點彎曲支點施壓造成任何變形,不管是多孔面或是阻障層都找不到被支點 施壓變形的跡象。而N7(厚度 76.87μm 孔隙率 31.9%)以及 N8(厚度 79.31μm 孔隙率35.4%)試片會發生破斷,以 N8 試片的破斷面分析做解釋,圖 4.25 為阻障層的破斷邊緣平面圖,阻障層受到張應力的影響是破裂發生的起 點,圖中箭頭所指處為一可能的破斷起始點,阻障層剝落露出內部的多孔 結構,圖4.26 為破斷面的縱剖面圖,圖 4.26(a)很明顯可以看出試片為脆性 破斷,左半邊為靠近多孔表面的部分,AAO 的孔洞比較筆直,右半邊的部 分靠近阻障層比較紊亂,將倍率放大觀察多孔面的區域,如圖4.26(d)所示, 多孔面並沒有因為受到壓應力產生嚴重變形,仍然維持原本的多孔特性。 而阻障層受壓應力時,先前的討論得知N1 至 N8 試片皆會發生破斷, 因此挑出N1(厚度 39.93μm 孔隙率 19.6%)、N3(厚度 56.93μm 孔隙率 22.7%)、N5(厚度 69.29μm 孔隙率 27.2%)及 N8(厚度 79.31μm 孔隙率 35.4%) 試片的破斷面進行分析,圖4.27 為試片 N1(厚度 39.93μm 孔隙率 19.6%)的 破斷面分析,圖4.27(a)很明顯看出破斷裂紋穿過六角形晶胞並將其分為兩 部分,裂紋並不一定會沿著六角形晶胞壁的界面破斷,圖4.27(b)的高倍率
影像更明顯看出上述的現象。而受到壓應力的阻障層,如圖4.27(c)及(d)所 示,可以看出破裂線也沒有沿著晶胞壁前進,符合多孔面的現象,在(b)以 及(d)圖中可以發現破斷面有些許的層狀現象,可以觀察到下層的孔洞出 現,這就表示破斷發生時,裂縫的前進並不會順著單一晶胞從多孔面往阻 障層延伸,理想的破斷延伸如圖4.4 的示意圖所示,從試片多孔面觀察並不 會發現下方的層狀結構,且剖面圖會觀察到筆直的孔洞,但從實驗結果發 現平面SEM 圖可以觀察到下層的孔洞,表示裂縫的前進並非筆直延伸。 圖4.28 為試片 N3(厚度 56.93μm 孔隙率 22.7%)的可能破斷起點 SEM 圖,在多孔層的破斷線上可以發現有較大的缺陷存在,由於AAO 為非晶質 材料,沒有晶界的缺陷,因此一般破斷都會由孔洞缺陷發生。圖4.29 為試 片N5(厚度 69.29μm 孔隙率 27.2%)的破斷面,和其他試片的特徵一樣,圖 4.29(a)多孔面的破斷邊緣,裂縫穿過晶胞,圖 4.29(b)阻障層呈現不規則破 裂,破斷邊緣呈現階梯狀,圖4.29(c)及(d)縱剖面圖的不連續管壁也可以驗 證階梯狀結構。圖4.30 為試片 N8(厚度 79.31μm 孔隙率 35.4%)的破斷邊緣 SEM 圖,為阻障層的破斷邊緣,破斷邊緣仍然是不規則的,也可以看出有 階梯狀的破斷。 4.3 擴孔處理對機械性質的影響 為了確定孔隙率對機械性質的影響,針對N3(孔隙率 22.7%)試片進行擴 孔處理,產生N9(孔隙率 23.9%)至 N11(孔隙率 51.7%)不同條件的 AAO 試

![圖 2.1 AAO 的結構圖[18]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8038577.161768/30.892.141.666.100.1114/圖21AAO的結構圖18.webp)
![圖 2.3 數種陽極處理溶液,孔距與陽極處理電壓的關係圖[30]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8038577.161768/31.892.133.679.149.1104/圖23數種陽極處理溶液孔距與陽極處理電壓的關係圖3.webp)

![圖 2.9 未處理以及熱處理後的陽極氧化鋁 FTIR 分析圖[44]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8038577.161768/34.892.130.659.107.1051/圖29未處理以及熱處理後的陽極氧化鋁FTIR分析圖44.webp)
![表 3.1 微拉力試驗機規格[54] MTS tytron 250 Orientation Horizontal Displacement Max. 100mm Min](https://thumb-ap.123doks.com/thumbv2/9libinfo/8038577.161768/42.892.128.698.158.383/表31微拉力試驗機規格54MTStytron25OrientationHorizontalDisplacementMax1mmMin.webp)
![圖 3.5 MTS Tytron 250 系統以及 TestStar IIs 系統[54]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8038577.161768/45.892.129.749.108.1116/圖35MTSTytron25系統以及TestStarIIs系統54.webp)