Institute of Materials Science and Engineering, National Chiao Tung University, 1001 Ta-Hsueh Road, Hsinchu 30050 Taiwan
(Received April 11, 1997) (Accepted October 17, 1997)
Introduction
Application of diamond films to improve wear and erosion resistance of the cemented carbide tools has aroused a wide attention and interest. The pity, however, is that even up to the present day, restriction due to inadequate adhesion still remains the main problem yet to be solved. The efforts for this purpose include the surface Co removal (1,2), surface roughening to promote mechanical interlocking (3,4), diamond powders polishing to promote diamond nucleation (5,6), and the interlayer incorporation as buffer layer (7,8), et al. The main reasons for inadequate adhesion are the followings: the Co (acting as binder) in the cemented carbide substrate can inhibit diamond nucleation and growth by inducing carbonization of film building precursor and consuming the carbon species on the substrate surface (9 –13); the existence of the larger film internal stress, which is mainly from thermal stress and intrinsic stress, can cause film failure (14 –16).
The purpose of this study was to design a new process to enhance the adhesion of the films by sintering Ti and micro-diamond powders on the substrate surface to act as interlayer materials to minimize the internal stress of the films, to form a strong chemical bonding among film, interlayer and substrate, and to promote the diamond nucleation through micro-diamonds as seeding germination.
Experimental Details
The type K10 carbide inserts were used as the substrate for this experiment. The Ti and the micro-diamond powders were commercial grade, where diamond powders were fabricated by a high temperature and high pressure process. The substrate (WC 1 5;6% Co) was first polished with diamond cloth, and then were applied an uniformly distributed micro-diamonds layer on the surface by immersing in a alcohol solution with dispersing micro-diamonds (1;2mm in diameter). The substrate was further applied a layer of Ti powders (;50mm in diameter), and then sintered under a pressure of
;6Kg/cm2
at 850 °C for 30 minutes in a reduced atmosphere of Ar1 3% H2. The sintered specimens
were then scratched to get rid off the loosely bonded powders, and polished with diamond polishing cloth. Diamond film deposition on the sintered specimens was carried out with a 5 KW microwave plasma chemical vapor deposition system with hydrogen and methane as the sources gases. The deposition conditions were: CH4/H2518/300 (sccm), microwave power 5 2.5KW, total pressure 5 70
torr, 880 °C, and 3 h. The film and the interface structure were characterized by SEM, Raman, Cathodoluminescence(CL) spectroscopy and EPMA. The possible interactions among Ti, Co, micro-diamond powders and WC were simulated and examined with the differential thermal analyzer (DTA). The adhesion of the diamond films was evaluated qualitatively by cutting with a low speed diamond saw at a cutting speed around 150 m/min to examine the amount of the delaminated film area.
Results and Discussion
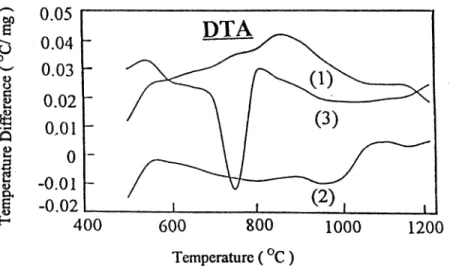
Fig. 1 shows DTA curves for three different mixtures of powders. Curve 3 in Fig. 1 is for the mixture of Co and micro-diamonds, which signifies a great interaction between them, as evidenced by an obviously endothermic peak around 760 °C. This is in agreement with the previous study that Co in the WC/Co substrates has a detrimental effect on diamond nucleation (1,2,11,12,13). Curve 1 in Fig. 1 indicates that Ti can have a broad temperature range to react with diamond powders or carbon in WC to form TiC, as evidenced by a broad exothermic peak around 850 °C in Fig. 1 and four TiC peaks in Fig. 2 for XRD of diamond film deposited by the new process.
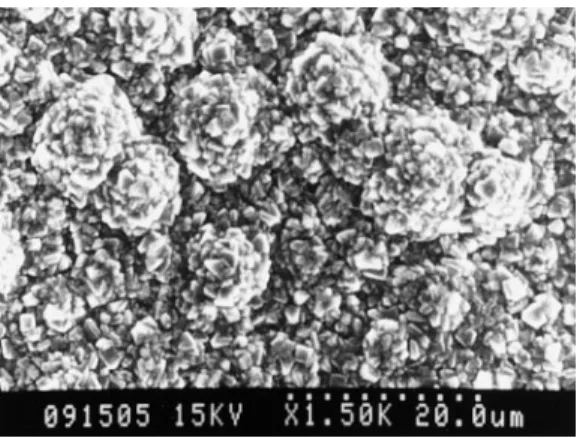
The SEM morphology and corresponding CL image for the sintered specimen before diamond deposition are shown in Figs.3(a) and 3(b), respectively. The brighter areas in Fig. 3(b) signify the areas with a strong CL signal from diamond powders. Figs. 4 and 5 show typical morphologies of diamond films deposited by this new process and the conventional process, respectively. For a conventional process, surface etching before diamond deposition to remove Co near the substrate surface is generally required. It is noted a much better diamond crystal quality for this new process, as also evidenced by a sharper Raman peak around 1332 cm21in Fig. 6. It is known that the origins of the stress are mainly from the thermal stress and the intrinsic stress, and a greater non-diamond carbon content in diamond crystals, i.e., a poorer diamond quality will result in a greater intrinsic stress in the films (12). Therefore, the films deposited by the present new process will be subjected to a much less residual stress than by the conventional process.
The interface structures and the corresponding W and Ti line scanning are shown in Figs. 7(a), 7(b) and 7(c), respectively, where three obvious layers in Fig. 7(a) are corresponding to diamond film, Ti interlayer and the WC/Co substrate. Where the original micro-diamond particles can not be identified,
Figure 1. DTA curves for interactions of different mixtures of powders at a heating speed of 20°C/min: (1) Ti 1 WC 1 micro-diamonds, (2) WC1 Co 1 micro-diamonds, (3) Co 1 micro-diamonds.
IMPROVEMENT OF DIAMOND FILM ADHESION
and no micro-voids at the interface can be seen, which are often found in regular diamond films deposited by the other deposition processes. Both W and Ti line scanning in Fig. 7 show obvious inter-diffusion phenomena of these two metal elements. A higher Ti concentration at the interface between diamond film and Ti interlayer is in agreement with TiC formation, as shown in Fig. 2. These features in figures seem to conform to the conditions of a good film adherence. In summary, Ti interlayer is essentially to act as a metal binder to fill up the space between diamond powders to form a metal-matrix composite material. The composite material is expected to be an effective buffer layer to minimize the thermal stress of the films, and the embedded and emerged micro-diamonds will be an effective seeds to enhance diamond nucleation. The composite material is also taken the advantages of Ti metal to form a strong TiC bonding with diamond film and the substrate to increase the film adherence. A better film bonding can be expected.
Figure 2. Typical XRD pattern of diamond films deposited by this new process.
The adhesion of diamond films deposited by the new process and the conventional process was evaluated qualitatively by cutting the specimens with a diamond saw. The typical morphologies after cutting test are shown in Figs. 8(a) and 8(b) for the film deposited by the conventional process and the new process, respectively. The dark areas in the figures are diamond films remaining on the substrate after cutting, and the white line is the cutting line of diamond saw. It is obvious that there are much more delaminated areas in Fig. 8(a) for films deposited by the conventional process, so it is noted a much better adhesion for the insert deposited by this process.
Conclusions
Diamond films were deposited on the cemented WC15;6 % Co substrates by a new process, where micro-diamonds and Ti powders were sintered on the substrate surface before diamond film deposition. From the experimental results, the following conclusions can be drawn: A much better adhesion can be achieved for WC/Co tools deposited by this new process. Main contributions for a good film adhesion are: (1) Ti interlayer forming a strong TiC bonding with diamond film and the substrate, (2) Ti interlayer acting as an effective buffer layer to minimize thermal stress of the film, (3) micro-diamonds acting as an effective seeding germination for diamond nucleation, to promote the diamond quality, and so to minimize the intrinsic internal stress of the films.
Figure 4. Typical morphology of diamond films deposited by this new process.
Figure 5. Typical morphology of diamond films deposited by the conventional process.
IMPROVEMENT OF DIAMOND FILM ADHESION
Figure 6. Typical Raman pattern comparison for diamond films deposited by: (a) the conventional process, and (b) this new process.
Acknowledgments
This work was supported by the National Science Council of Taiwan under the contract NO. NSC86-2221-E009-041.
References
1. J. Oakes, X. X. Pan, R. Haubner, and B. Lux, Surf. Coat. Technol. 47, 600 (1991). 2. H. Suzuki, H. Matsubara, and N. Horie, J. Jpn. Soc. Powder Metall. 33, 262 (1986). 3. X. C. He, Z. M. Zhang, H. S. Shen, and G. Y. Li, Diamond Relat. Mater. 5(1), 83 (1996). 4. K. Shibuki, M. Yagi, K. Saijo, and S. Takatsu, Surf. Coat. Technol. 36, 295 (1988). 5. E. Molinari, R. Polini, and M. Tomellini, Appl. Phys. Lett. 61(11), 1287 (1992). 6. W. S. Yang and J. H. Je, J. Mater. Res. 11(7), 1787 (1996).
7. I. Yu. Konyashin, Surf. Coat. Technol. 71, 277 (1995).
8. E. R. Kupp, W. R. Drawl, and K. E. Spear, Surf. Coat. Technol. 68/69, 378 (1994).
9. J. L. Chen, T. H. Huang, F. M. Pan, C. T. Kuo, C. S. Chung, and T. S. Lin, Surf. Coat. Technol. 54/55, 392 (1992). 10. C. T. Kuo, T. Y. Yen, T. H. Haung, and S. E. Hsu, J. Mater. Res. 5(11), 2515 (1990).
11. B. S. Park, Y. J. Baik, K. R. Lee, K. Y. Eun, and D. H. Kin, Diamond Relat. Mater. 2, 912 (1993). 12. S. Kaijo, M. Yagi, K. Shibiki, and S. Takatau, Surf. Coat. Technol. 47, 646 (1991).
13. T. H .Huang, C. T. Kuo, C. S. Chang, C. T. Kao, and H. Y. Wen, Diamond Relat. Mater. 1, 594 (1992). 14. C. T. Kuo, C. R. Lin, and H. M. Lien, Thin Solid Films, 290 –291, 254 (1996).
15. D. Schwazbach, R. Haubner, and B. Lux, Diamond Relat. Mater. 3, 757 (1994). 16. S. J. Bull and A. Matthews, Diamond Relat. Mater. 1, 1049 (1992).
Figure 8. Morphologies of the films after cutting test for films deposited by: (a) conventional process, and (b) this new process.
IMPROVEMENT OF DIAMOND FILM ADHESION