第三章 研究方法與實施
本研究除了透過文獻探討對接合結構的影響因素加以了解分 析之外,為了確實求證指接榫的實用價值性,其中又以結構本身受 外力之作用時所產生之抗彎破壞試驗為主要之研究,觀察並紀錄其 結構破壞之變化,作為本研究之理論基礎,再以統計分析法進行分 析,以了解材料硬度對結構強度影響的相關性。本研究實施流程,
如圖 3-1 所示。
研 究 目 的
設 定 方 針 研
究 目 標
擬 定 目 標 擬 定 計 畫
文 獻 探 討
確 定 研 究 方 法
選 擇 及 發 展 研 究 工 具
榫 接 試 件 製 作
實 驗 取 樣
資 料 整 理
資 料 分 析
撰 寫 論 文 研 究 動 機
圖 3-1 研究實施流程圖
第一節 研究架構
本研究以三組不同樹種及硬度之材料,製作一字形榫接試件進 行結構破壞實驗為主,一字形榫接試件經材料試驗機抗彎破壞後所 得最大抗拒為本研究之依變項。透過 SPSS 統計軟體的分析,藉以 了解各組試件間抗彎強度之差異,並分析不同變項對一字形榫接的 影響及其相關程度。研究架構如圖 3-2 所示。
指 接 試件
抗 彎 強度 分析 比 較 楓
木
黑 胡 桃
栓 木
不 同 硬 度
不 同 硬 度
不 同 硬 度
圖 3-2 研究架構
第二節 研究項目與樣本
壹、研究項目
為使本研究的成果具體化,將榫接結構實驗結果分六步驟分析:
一、將各組材料硬度值列表說明。
二、將各組抗彎破壞強度列表說明。
三、分析不同樹種其材料硬度是否有顯著差異。
四、以變異數分析不同硬度對抗彎強度是否有顯著差異。
五、分析不同樹種對抗彎強度是否有顯著差異。
六、以多元逐步迴歸對三組不同硬度之材料接合強度進行預測值 分析,使未來指接榫更能掌握材料因素對接合強度有更佳的 預測能力,其迴歸方程式如下:
原始分數迴歸方程式:Yhat=a+b1x1+b2x2+….+bnxn
標準化分數迴歸方程式:Zhat=a+β1z1+β2z2+….+βnzn
式中 Y:依變項(指接榫接合強度) a:常數
b1,b2,….bn-1,bn:各項迴歸係數 β1,β2…………迴歸係數
貳、選取樣本
本研究採用實驗研究法,選定之木材分別為楓木、黑胡桃及栓 木,因木材為非均質材料,為求試件含水率及材料性質一致,因此,
選擇經過人工乾燥完成且含水率 12﹪的進口材料,實驗期間力求保 持一致。本研究結構指接榫試件材料為長 250mm、寬 47mm、厚 27mm
二支為一組(如圖 3-3 所示),試件共分三種不同硬度之材料,製成 20 組指接榫結構體,共計 60 組,為本研究之樣本即為母群體。
250 mm 500 mm
47 mm27 mm
圖 3-3 試件設計圖(劉慶郡繪製)
第三節 研究工具
本研究所使用的主要研究工具可分為試件製作工具及檢測、分 析工具二大部份。
壹、試件製作工具
一、手壓鉋機(Jointer)-鉋削試件之基準面、邊成為直角參考面。
二、平鉋機(Planer)-鉋削試件之寬厚度,基本要求公差為±0.1
㎜。
三、懸臂鋸機(Radial Arm Saw)-鋸切試件長度,公差為±0.5
㎜。
四、半自動縱剖鋸機(Rip Saw)-鋸切試件之等寬寬度,公差為±
0.1 ㎜。
五、立軸機(Shaper)-製作試件之指接榫,公差為±0.1 ㎜。
貮、檢測及統計分析工具
一、 以材料硬度實驗機進行硬度實驗,且採用中國國家標準木材 硬度試驗法編號 CNS 460 號,其實驗法敘述如下:
(一)、指接試件硬度實驗前畫線作業且各實驗面至少測定 3 個。
(如圖 3-4 所示)
圖 3-4 指接試件硬度實驗前畫線作業(劉慶郡拍攝)
(二)、正面硬度值測試(如圖 3-5 所示)
1.直徑 10 ㎜鋼球壓入木材中 2.鋼球壓入深度大約 0.32 ㎜ 3.
平均壓入速度每分鐘 0.5 ㎜。
圖 3-5 以萬能實驗機進行硬度實驗(劉慶郡拍攝)
(三)、端面硬度值測試(如圖 3-6 所示)
圖 3-6 端面硬度值測試(劉慶郡拍攝)
二、微電腦萬能材料試驗機進行破壞實驗,且採用中國國家標準 試驗法編號 CNS 456 號,其實驗法敘述如下:(如圖 3-7 所 示)
使用前述各種木材加工機製成一形指接榫試件後,配合夾具 將試件夾持於微電腦萬能材料試驗機上進行抗彎破壞實驗。破壞速 度設定為 20mm/min 觀察並紀錄其結構破壞之變化,求取最大荷重 值,以探討不同硬度對指接榫結構強度之影響,並加以分析研究。
圖 3-7 微電腦萬能材料試驗機(劉慶郡拍攝)
參、SPSS for Windows10.0 版統計軟體
為使本研究的成果具體化,將經由微電腦萬能材料試驗機抗彎 破壞試驗所得之數據資料,以 SPSS for Windows10.0 版統計軟體進 行分析,以科學、客觀之立場,解釋、闡明統計數字所代表的意義。
第四節 實驗方法與程序
本研究之實驗方法可分為備料階段、加工階段、膠合階段、抗 彎強度試驗階段等四個階段實施,各階段流程詳述如下:
壹、備料階段
一、實驗場地
本研究實驗場地採用密閉式之場所。(如圖 3-8 所示)
圖 3-8 實驗場地(劉慶郡拍攝)
二、實驗材料
本研究採用實驗研究法,由於木材為非均質材料,為求試件含 水率及材料性質一致,因此,選擇經過人工乾燥完成且含水率 12﹪
的同一批材料。(如圖 3-9 所示)
圖 3-9 試件毛料之樣品(劉慶郡拍攝)
三、備料
實驗材料先經半自動縱剖鋸機取得所需寬度。操作過程需全 程掌控其精密度與公差範圍,並以游標卡尺量取試件木材鋸切後 之精密度,確認在公差範圍內始得以採用。(如圖 3-10、3-11 所 示)
圖 3-10 使用自動縱開鋸機備製材料寬度(劉慶郡拍攝)
圖 3-11 備料端面尺寸示意圖(劉慶郡繪製)
四、鉋削基準面及直角邊
為確保材料的方正,所有材料必須經過手壓鉋機進行基準面及 直角邊的鉋削。使用手壓鉋機之前必須將導板調整至與床台呈 90 度直角,鉋削完成的材料立刻以紅藍色筆劃上記號以資識別,並作 為後續作業之基準。(如圖 3-12、3-13 所示)
圖 3-12 使用手壓鉋機鉋削基準面及直角邊(劉慶郡拍攝)
圖 3-13 鉋削材料示意圖(劉慶郡繪製)
五、鉋削厚度
經過手壓鉋機鉋削基準面及直角邊的材料,必須利用平鉋機鉋 削所需厚度。操作時應將色筆劃上記號的面朝下邊緊貼床台面,以 確保材料方正性。(如圖 3-14、3-15 所示)
圖 3-14 使用平鉋機鉋削材料厚度(劉慶郡拍攝)
圖 3-15 材料厚度示意圖(劉慶郡繪製)
六、定寬度
經過平鉋機鉋削材料所需厚度,必須利用圓鋸機鋸切材料寬 度。操作時應使用推桿,以確保操作者之安全性。(如圖 3-16、
3-17 所示)
圖 3-16 使用圓鋸機鋸切材料寬度(劉慶郡拍攝)
圖 3-17 材料寬度示意圖(劉慶郡繪製)
七、定長度
使用懸臂鋸機將材料鋸切成試件所需之長度。操作過程需全 程掌控其精密度與公差範圍,並以游標卡尺量取每試件木材之鋸 切後精度確認在公差範圍內始得以採用。(如圖 3-18、3-19 所示)
圖 3-18 使用懸臂鋸機鋸切實驗材料所需長度(劉慶郡拍攝)
圖 3-19 材料長度示意圖(劉慶郡繪製)
八、試件樣材編碼
針對試件之不同樹種,分類為三種,並分別編號紀錄,並以 阿拉伯數字做為編號之基本識別符號。(如圖 3-20 所示)
圖 3-20 材料依不同樹種分類編號(劉慶郡拍攝)
九、完成試件備料
完成楓木、黑胡桃、栓木等三種不同材質材料的備料工作(如 圖 3-21 所示),並迅速以 PVC 透明塑膠裹覆包裝,以防止回潮現 象。(如圖 3-22 所示)
圖 3-21 完成試件之備料(劉慶郡拍攝)
圖 3-22 透明塑膠裹覆包裝(劉慶郡拍攝)
貳、加工階段
一、製作指接榫
使用立軸機製作指接榫頭及榫孔,茲將操作及調整過程說明 如下:
(一)安裝指接刀具。(如圖 3-23 所示)
(二)刀具高度符合榫孔位置。
(三)材料以工模夾具固定後進刀鉋削。
(四)調整刀具高度符合榫頭位置。
(五)榫頭材料以工模夾具固定後進刀鉋削。
二、指接刀具
圖 3-23 實驗用指接榫刀具(劉慶郡拍攝)
三、以立軸機安裝可調節式實驗用指接榫刀具,工作時以立軸機 配合工模製作榫接。(如圖 3-24 所示)
圖 3-24 材料以工模夾具固定後進刀鉋削(劉慶郡拍攝)
四、指接榫試件樣品
將試件以兩支為一組,分別加以編號註明榫頭及榫孔,作為 分析榫接結構強度影響程度之依據。(如圖 3-25 所示)
四、試件樣品組裝
將完成之試件樣品試組,以便上膠接合處理。(如圖 3-26、3-27 所示)
圖 3-26 試件樣品組裝(劉慶郡拍攝)
圖 3-27 指接榫試件示意圖(劉慶郡繪製)
參、膠合階段
本研究之膠合劑採用德國 RAKOLL 公司生產之高強度結構醋 酸乙烯膠。此膠為傢俱生產工廠膠合榫接之專用膠。茲將膠合過程 說明如下:
一、榫頭及榫孔採取浸膠方式佈膠,浸入時間為 50 秒(如圖 3-28、
3-29 所示)。
二、將外溢之膠合劑以微濕之抹布擦拭乾淨。
圖 3-28 榫頭佈膠示意圖(劉慶郡繪製)
圖 3-29 榫頭及榫孔採取浸膠方式佈膠(劉慶郡拍攝)
三、以鐵夾配合扭力扳手將指接榫夾持密合(如圖 3-30 所示)。為 了使膠合劑得到充分的乾燥,使膠合層擁有一定結構強度,以 塑膠袋包裝套封放置 20 天。(如圖 3-31 所示)。
圖 3-30 鐵夾配合扭力扳手將指接榫夾持密合(劉慶郡拍攝)
圖 3-31 塑膠袋包裝套封(劉慶郡拍攝)
肆、製作夾具階段
為使指接榫之抗彎試驗標準化,因此必須針對微電腦萬能材料 試驗機之夾頭及試件型式進行夾具設計(如圖 3-32 所示)。夾具製 作時,利用銑床、鑽孔機、電焊機及螺絲攻加工,完成的夾具。(如 圖 3-33 所示)
圖 3-32 試驗夾具之示意圖(劉慶郡繪製)
圖 3-33 試驗夾具之外觀(劉慶郡拍攝)
第五節 抗彎破壞試驗階段
本研究抗彎破壞試驗係用正修技術學院工程中心經國家實驗室 認證(CNAL)認可的編號 0844 之萬能拉伸試驗機(如圖 3-34 所示), 符 合 ISO/IEC 170255 之 要 求 。 指 接 試 件 之 破 壞 速 度 設 定 為 20mm/min,抗彎破壞期間對於每一試件之破壞情形加以觀察、拍攝 並記錄其最大荷重值。
圖 3-34 將試件夾持於試驗機上破壞(劉慶郡拍攝)
第六節 資料整理
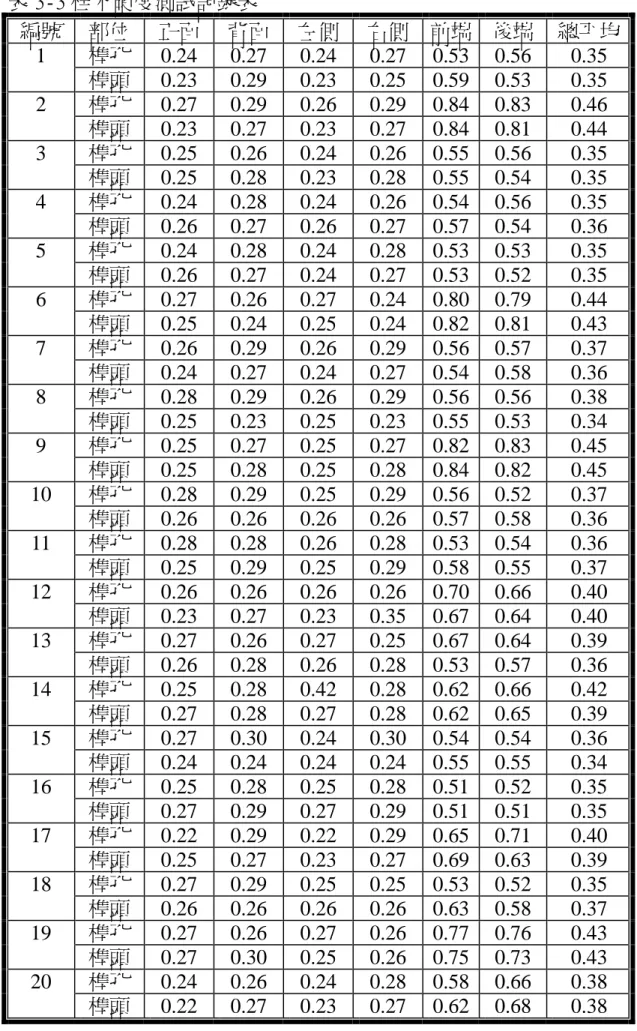
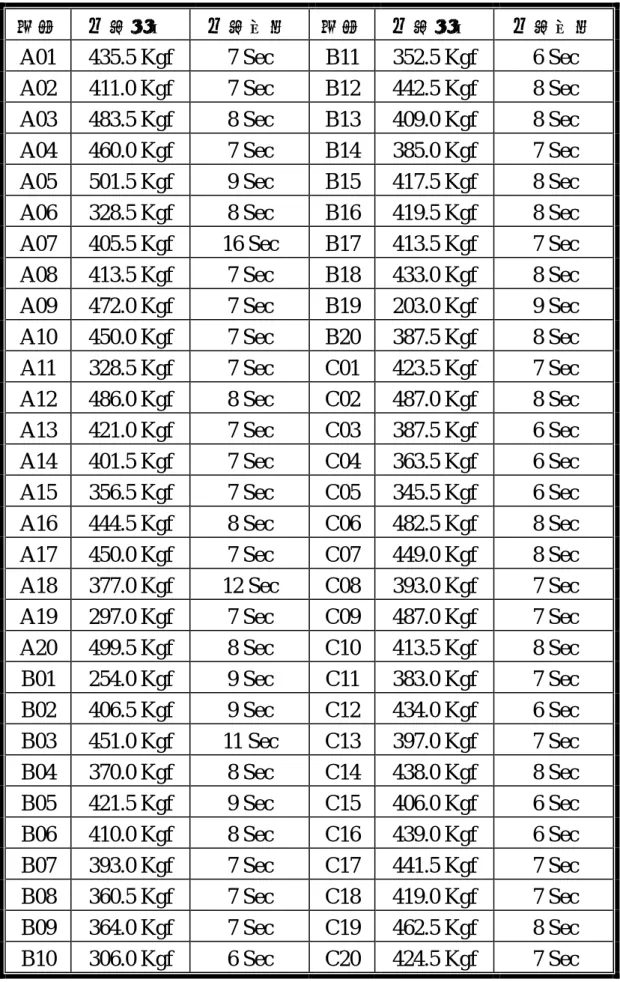
本研究於試件備料階段對各組試件材料之面、邊、端等六個面 之硬度分別進行硬度測試工作,為本研究之自變項(如表 3-1、3-2、
3-3 所示),各組試件經萬能材料實驗機抗彎破壞後,獲得各組試件 之抗彎強度(如表 3-4 所示),為本研究之依變項。利用 SPSS 統計 軟體以平均數、變異數分析法、皮爾遜積差相關、逐步迴歸進行分 析研究,並以科學、客觀之立場,解釋、闡明統計數字所代表的意 義。
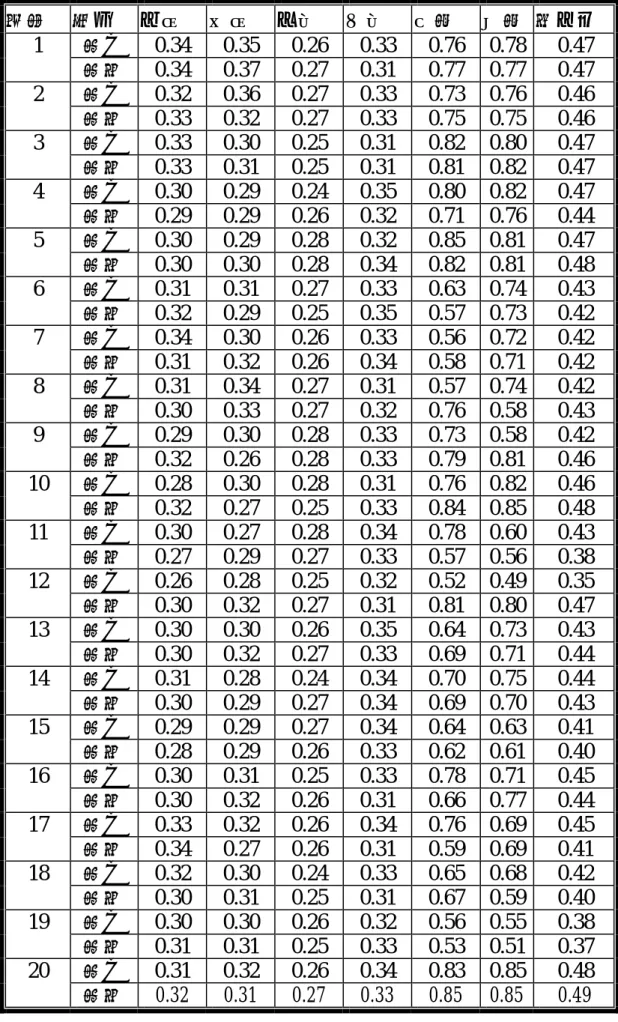
表 3-1 胡桃木硬度測試記錄表
編號 部位 正面 背面 左側 右側 前端 後端 總平均 榫孔 0.34 0.35 0.26 0.33 0.76 0.78 0.47 1
榫頭 0.34 0.37 0.27 0.31 0.77 0.77 0.47 榫孔 0.32 0.36 0.27 0.33 0.73 0.76 0.46 2
榫頭 0.33 0.32 0.27 0.33 0.75 0.75 0.46 榫孔 0.33 0.30 0.25 0.31 0.82 0.80 0.47 3
榫頭 0.33 0.31 0.25 0.31 0.81 0.82 0.47 榫孔 0.30 0.29 0.24 0.35 0.80 0.82 0.47 4
榫頭 0.29 0.29 0.26 0.32 0.71 0.76 0.44 榫孔 0.30 0.29 0.28 0.32 0.85 0.81 0.47 5
榫頭 0.30 0.30 0.28 0.34 0.82 0.81 0.48 榫孔 0.31 0.31 0.27 0.33 0.63 0.74 0.43 6
榫頭 0.32 0.29 0.25 0.35 0.57 0.73 0.42 榫孔 0.34 0.30 0.26 0.33 0.56 0.72 0.42 7
榫頭 0.31 0.32 0.26 0.34 0.58 0.71 0.42 榫孔 0.31 0.34 0.27 0.31 0.57 0.74 0.42 8
榫頭 0.30 0.33 0.27 0.32 0.76 0.58 0.43 榫孔 0.29 0.30 0.28 0.33 0.73 0.58 0.42 9
榫頭 0.32 0.26 0.28 0.33 0.79 0.81 0.46 榫孔 0.28 0.30 0.28 0.31 0.76 0.82 0.46 10
榫頭 0.32 0.27 0.25 0.33 0.84 0.85 0.48 榫孔 0.30 0.27 0.28 0.34 0.78 0.60 0.43 11
榫頭 0.27 0.29 0.27 0.33 0.57 0.56 0.38 榫孔 0.26 0.28 0.25 0.32 0.52 0.49 0.35 12
榫頭 0.30 0.32 0.27 0.31 0.81 0.80 0.47 榫孔 0.30 0.30 0.26 0.35 0.64 0.73 0.43 13
榫頭 0.30 0.32 0.27 0.33 0.69 0.71 0.44 榫孔 0.31 0.28 0.24 0.34 0.70 0.75 0.44 14
榫頭 0.30 0.29 0.27 0.34 0.69 0.70 0.43 榫孔 0.29 0.29 0.27 0.34 0.64 0.63 0.41 15
榫頭 0.28 0.29 0.26 0.33 0.62 0.61 0.40 榫孔 0.30 0.31 0.25 0.33 0.78 0.71 0.45 16
榫頭 0.30 0.32 0.26 0.31 0.66 0.77 0.44 榫孔 0.33 0.32 0.26 0.34 0.76 0.69 0.45 17
榫頭 0.34 0.27 0.26 0.31 0.59 0.69 0.41 榫孔 0.32 0.30 0.24 0.33 0.65 0.68 0.42 18
榫頭 0.30 0.31 0.25 0.31 0.67 0.59 0.40 榫孔 0.30 0.30 0.26 0.32 0.56 0.55 0.38 19
榫頭 0.31 0.31 0.25 0.33 0.53 0.51 0.37 榫孔 0.31 0.32 0.26 0.34 0.83 0.85 0.48 20
榫頭 0.32 0.31 0.27 0.33 0.85 0.85 0.49
表 3-2 楓木硬度測試記錄表
編號 部位 正面 背面 左側 右側 前端 後端 總平均 榫孔 0.33 0.26 0.33 0.26 0.56 0.55 0.38 1
榫頭 0.28 0.26 0.28 0.26 0.57 0.55 0.36 榫孔 0.28 0.23 0.28 0.23 0.58 0.67 0.38 2
榫頭 0.28 0.22 0.28 0.22 0.60 0.66 0.38 榫孔 0.27 0.25 0.27 0.25 0.82 0.85 0.45 3
榫頭 0.26 0.26 0.26 0.26 0.80 0.82 0.44 榫孔 0.26 0.24 0.26 0.24 0.60 0.66 0.38 4
榫頭 0.29 0.23 0.29 0.23 0.63 0.70 0.40 榫孔 0.29 0.24 0.29 0.24 0.61 0.60 0.38 5
榫頭 0.28 0.25 0.28 0.25 0.64 0.61 0.38 榫孔 0.29 0.25 0.29 0.25 0.64 0.65 0.40 6
榫頭 0.28 0.26 0.28 0.26 0.63 0.64 0.39 榫孔 0.26 0.26 0.26 0.26 0.66 0.65 0.39 7
榫頭 0.28 0.26 0.28 0.26 0.65 0.66 0.40 榫孔 0.27 0.26 0.27 0.26 0.64 0.64 0.39 8
榫頭 0.27 0.23 0.27 0.23 0.61 0.67 0.38 榫孔 0.27 0.22 0.27 0.22 0.60 0.65 0.37 9
榫頭 0.28 0.22 0.28 0.22 0.59 0.65 0.37 榫孔 0.28 0.24 0.28 0.24 0.60 0.64 0.38 10
榫頭 0.30 0.25 0.30 0.25 0.59 0.64 0.39 榫孔 0.28 0.26 0.28 0.26 0.60 0.64 0.38 11
榫頭 0.29 0.27 0.29 0.27 0.61 0.63 0.39 榫孔 0.29 0.27 0.29 0.27 0.81 0.80 0.45 12
榫頭 0.29 0.26 0.29 0.26 0.82 0.81 0.46 榫孔 0.30 0.26 0.30 0.26 0.67 0.68 0.41 13
榫頭 0.29 0.25 0.29 0.25 0.65 0.69 0.40 榫孔 0.27 0.24 0.27 0.24 0.63 0.70 0.39 14
榫頭 0.27 0.24 0.27 0.24 0.66 0.73 0.40 榫孔 0.27 0.24 0.27 0.24 0.71 0.75 0.41 15
榫頭 0.27 0.22 0.27 0.22 0.74 0.76 0.41 榫孔 0.32 0.25 0.32 0.25 0.67 0.69 0.41 16
榫頭 0.30 0.25 0.30 0.25 0.71 0.69 0.42 榫孔 0.29 0.25 0.29 0.25 0.63 0.66 0.39 17
榫頭 0.28 0.25 0.28 0.25 0.62 0.64 0.39 榫孔 0.27 0.26 0.27 0.26 0.79 0.78 0.44 18
榫頭 0.28 0.25 0.28 0.25 0.77 0.77 0.43 榫孔 0.28 0.25 0.28 0.25 0.52 0.50 0.35 19
榫頭 0.28 0.28 0.28 0.28 0.52 0.52 0.36 榫孔 0.28 0.24 0.28 0.24 0.62 0.64 0.38 20
榫頭 0.27 0.23 0.27 0.23 0.64 0.66 0.38
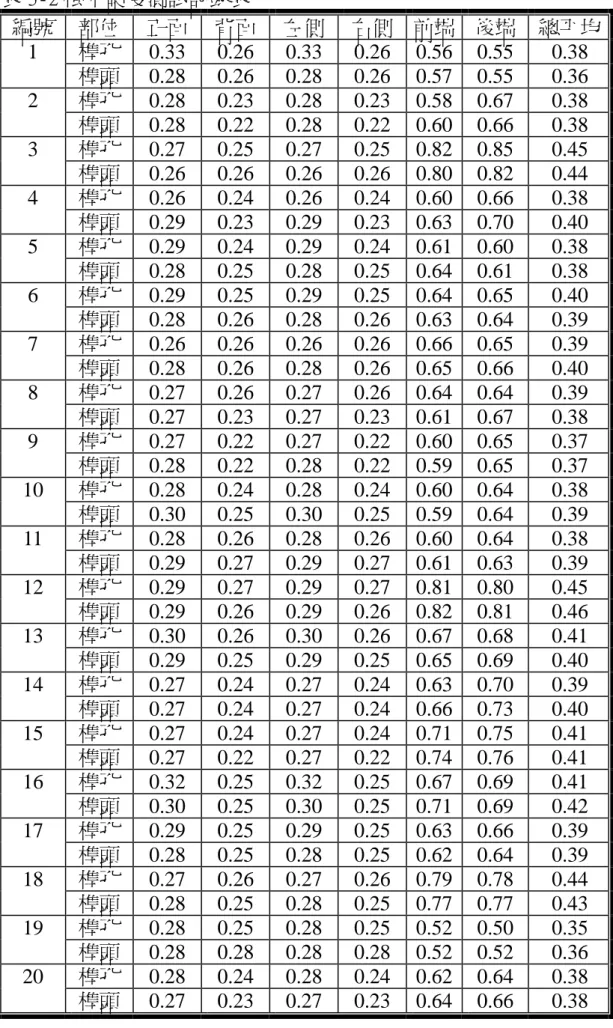
表 3-3 栓木硬度測試記錄表
編號 部位 正面 背面 左側 右側 前端 後端 總平均 榫孔 0.24 0.27 0.24 0.27 0.53 0.56 0.35 1
榫頭 0.23 0.29 0.23 0.25 0.59 0.53 0.35 榫孔 0.27 0.29 0.26 0.29 0.84 0.83 0.46 2
榫頭 0.23 0.27 0.23 0.27 0.84 0.81 0.44 榫孔 0.25 0.26 0.24 0.26 0.55 0.56 0.35 3
榫頭 0.25 0.28 0.23 0.28 0.55 0.54 0.35 榫孔 0.24 0.28 0.24 0.26 0.54 0.56 0.35 4
榫頭 0.26 0.27 0.26 0.27 0.57 0.54 0.36 榫孔 0.24 0.28 0.24 0.28 0.53 0.53 0.35 5
榫頭 0.26 0.27 0.24 0.27 0.53 0.52 0.35 榫孔 0.27 0.26 0.27 0.24 0.80 0.79 0.44 6
榫頭 0.25 0.24 0.25 0.24 0.82 0.81 0.43 榫孔 0.26 0.29 0.26 0.29 0.56 0.57 0.37 7
榫頭 0.24 0.27 0.24 0.27 0.54 0.58 0.36 榫孔 0.28 0.29 0.26 0.29 0.56 0.56 0.38 8
榫頭 0.25 0.23 0.25 0.23 0.55 0.53 0.34 榫孔 0.25 0.27 0.25 0.27 0.82 0.83 0.45 9
榫頭 0.25 0.28 0.25 0.28 0.84 0.82 0.45 榫孔 0.28 0.29 0.25 0.29 0.56 0.52 0.37 10
榫頭 0.26 0.26 0.26 0.26 0.57 0.58 0.36 榫孔 0.28 0.28 0.26 0.28 0.53 0.54 0.36 11
榫頭 0.25 0.29 0.25 0.29 0.58 0.55 0.37 榫孔 0.26 0.26 0.26 0.26 0.70 0.66 0.40 12
榫頭 0.23 0.27 0.23 0.35 0.67 0.64 0.40 榫孔 0.27 0.26 0.27 0.25 0.67 0.64 0.39 13
榫頭 0.26 0.28 0.26 0.28 0.53 0.57 0.36 榫孔 0.25 0.28 0.42 0.28 0.62 0.66 0.42 14
榫頭 0.27 0.28 0.27 0.28 0.62 0.65 0.39 榫孔 0.27 0.30 0.24 0.30 0.54 0.54 0.36 15
榫頭 0.24 0.24 0.24 0.24 0.55 0.55 0.34 榫孔 0.25 0.28 0.25 0.28 0.51 0.52 0.35 16
榫頭 0.27 0.29 0.27 0.29 0.51 0.51 0.35 榫孔 0.22 0.29 0.22 0.29 0.65 0.71 0.40 17
榫頭 0.25 0.27 0.23 0.27 0.69 0.63 0.39 榫孔 0.27 0.29 0.25 0.25 0.53 0.52 0.35 18
榫頭 0.26 0.26 0.26 0.26 0.63 0.58 0.37 榫孔 0.27 0.26 0.27 0.26 0.77 0.76 0.43 19
榫頭 0.27 0.30 0.25 0.26 0.75 0.73 0.43 榫孔 0.24 0.26 0.24 0.28 0.58 0.66 0.38 20
榫頭 0.22 0.27 0.23 0.27 0.62 0.68 0.38
表 3-4 實驗材料抗彎強度負荷表
編號 抗彎強度 抗彎時間 編號 抗彎強度 抗彎時間 A01 435.5 Kgf 7 Sec B11 352.5 Kgf 6 Sec A02 411.0 Kgf 7 Sec B12 442.5 Kgf 8 Sec A03 483.5 Kgf 8 Sec B13 409.0 Kgf 8 Sec A04 460.0 Kgf 7 Sec B14 385.0 Kgf 7 Sec A05 501.5 Kgf 9 Sec B15 417.5 Kgf 8 Sec A06 328.5 Kgf 8 Sec B16 419.5 Kgf 8 Sec A07 405.5 Kgf 16 Sec B17 413.5 Kgf 7 Sec A08 413.5 Kgf 7 Sec B18 433.0 Kgf 8 Sec A09 472.0 Kgf 7 Sec B19 203.0 Kgf 9 Sec A10 450.0 Kgf 7 Sec B20 387.5 Kgf 8 Sec A11 328.5 Kgf 7 Sec C01 423.5 Kgf 7 Sec A12 486.0 Kgf 8 Sec C02 487.0 Kgf 8 Sec A13 421.0 Kgf 7 Sec C03 387.5 Kgf 6 Sec A14 401.5 Kgf 7 Sec C04 363.5 Kgf 6 Sec A15 356.5 Kgf 7 Sec C05 345.5 Kgf 6 Sec A16 444.5 Kgf 8 Sec C06 482.5 Kgf 8 Sec A17 450.0 Kgf 7 Sec C07 449.0 Kgf 8 Sec A18 377.0 Kgf 12 Sec C08 393.0 Kgf 7 Sec A19 297.0 Kgf 7 Sec C09 487.0 Kgf 7 Sec A20 499.5 Kgf 8 Sec C10 413.5 Kgf 8 Sec B01 254.0 Kgf 9 Sec C11 383.0 Kgf 7 Sec B02 406.5 Kgf 9 Sec C12 434.0 Kgf 6 Sec B03 451.0 Kgf 11 Sec C13 397.0 Kgf 7 Sec B04 370.0 Kgf 8 Sec C14 438.0 Kgf 8 Sec B05 421.5 Kgf 9 Sec C15 406.0 Kgf 6 Sec B06 410.0 Kgf 8 Sec C16 439.0 Kgf 6 Sec B07 393.0 Kgf 7 Sec C17 441.5 Kgf 7 Sec B08 360.5 Kgf 7 Sec C18 419.0 Kgf 7 Sec B09 364.0 Kgf 7 Sec C19 462.5 Kgf 8 Sec B10 306.0 Kgf 6 Sec C20 424.5 Kgf 7 Sec