國立交通大學
工業工程與管理學系碩士班
碩士論文
彩色濾光片內製廠之主生產排程建構機制
之設計
The Design of Master Production Scheduling Mechanism
for In-house Color Filter Plant
研 究 生: 李偉誠
指導教授: 鍾淑馨 博士
彩色濾光片內製廠之主生產排程建構機制之設計
The Design of Master Production Scheduling Mechanism
for In-house Color Filter Plant
研 究 生:李偉誠 Student:Wei-Cheng Li 指導教授:鍾淑馨 博士 Advisor:Dr. Shu-Hsing Chung
國 立 交 通 大 學 工 業 工 程 與 管 理 學 系
碩 士 論 文
A Thesis
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Industrial Engineering July 2008
Hsinchu, Taiwan, Republic of China
I
彩色濾光片內製廠之主生產排程建構機制之設計
研究生:李偉誠 指導教授:鍾淑馨 博士 國立交通大學工業工程與管理學系碩士班摘
要
彩色濾光片為薄膜電晶體液晶顯示器之關鍵零組件,近年因面板需求 增加,使得 TFT-LCD 公司在成本考量之下亦開始自行設置彩色光片內製 廠;彩色濾光片內製廠與協力廠間設有外包產品之種類及數量限制。為解 決內製廠之排程問題,及內製與外包產品之決策問題,本文探討彩色濾光 片之主生產排程規劃問題。於流程式生產特性下,考量訂單交期、順序相 依之設置時間、機台產能與製程規格能力限制、光罩之數量限制、以及與 協力商制定之外包條件下,提出「主生產排程建構機制」,提供管理者作 為規劃之參考。 本機制應用滾動排程之概念,依各筆訂單交期為界設定規劃區間,以 進行分段求解。首先考量機台產能、可用外包數量、以及光罩之數量是否 足以負荷總體訂單之需求,並根據初估結果判別需求屬於淡、旺季之情 境。接續針對各情境建構對應之整數規劃模式搭配產出規劃流程,以極小 化自製及外包成本為目標,規劃出各產品別於各機台之生產順序、開始加 工時點與生產數量、光罩配置方式、及交予外包商生產之各期產品種類與 數量。 驗證結果顯示,於淡、旺季之情境下,各機台皆以最小設置時間進行 排程,以充分利用機台與光罩產能,並且挑選出最適之委外加工之產品種 類及數量,以符合各需求情境之限制。整體而言,本文所發展之模式可提 供實務資訊予以管理者制定委外產品決策、各種物料確切備料時點之依 據,並給予下層生產控制單位明確之生產排程及光罩配置方式。 關鍵詞:彩色濾光片內製廠、薄膜電晶體液晶顯示器、流程式生產、順序 相依之設置時間、整數規劃、滾動排程、光罩資源The Design of Master Production Scheduling Mechanism
for In-house Color Filter Plant
Student:Wei-Cheng Li Advisor:Dr. Shu-Hsing Chung
Department of Industrial Engineering and Management National Chiao Tung University
Abstract
Color Filter (CF) is a critical component of TFT-LCD (Thin Film Transistor-Liquid Crystal Display) panel. The increasing demand of panel leads to the economic scale for building an in-house CF plant in these days. For an in-house CF plant, its outsourcing firms set the constraints about product types and amount for outsourcing. To solve the in-house CF plant scheduling problem, and to determinie in-house manufacturing and outsourcing amount problem, this thesis focuses on the in-house CF plant, and proposed a mechanism regarding to master production schedule (MPS). It is a flow shop scheduling problem with considerations order’s due date, sequence dependent setup time, machine capacity, machine dedication, reticle resources, and outsourcing constraints contracted with suppliers.
This mechanism applies the concept of rolling horizon planning, setting the length of a planning interval by the first due day among orders so as to solve the problem part by part. We first consider the capacity of machines, outsourcing amount, and reticle resources to see if their supply can bear the aggregate demand of orders. According to the estimation, we can recognize current demanding belongs to the environment of slack season or rush season, then using the corresponding integer programming model that matched with a output planning procedure for achieving minimum manufacturing and outsourcing cost. This procedure thus generates the production sequence on each machine, releasing time and the production amount for each product type, the schedule of each reticle, and the the product types and amount for outsourcing.
III
Experimental studies reveal that each machine was scheduled with minimum setup time to make full use of capacity and reticles in both rush and slack seasons. Besides, this mechanism considers the demand season to select the most suitable product type and amount for outsourcing. Consequently, the mechanism proposed in this thesis can provide practical information for manager to make outsourcing decision, for determining exact arrival time of each kind of material, and for detail production and reticle scheduling to shop floor control.
Keywords: In-house Color Filter plant, TFT-LCD, Flow shop, Sequence dependent setup time, Integer programming, Rolling horizon planning, Reticle resource
誌謝
「恭喜畢業!」,口試委員帶著笑容對我說著,握住的手為這一切增添 些真實感;回到 MB519 坐了下來,在混亂的思緒沉澱後,才意識到…我 真的完成口試了!意謂著一年的辛苦終於到此告一段落,也為求學生涯劃 下休止符。 730 天的碩士生活,17520 小時的青春日誌,曾幾何時…我在南尞的沙 灘奔跑嘻鬧、在阿里山看著微弱的日出、在壘球場做個揮灑汗水的陽光男 孩、在電腦前為中華隊吶喊、在管二某間教室參加無厘頭的型男比賽、在 貢寮海邊伴隨著音樂細數天上的星星、在蘭嶼海裡讚嘆大自然的奧妙、也 曾在 Word 文字海中思索著字串的排列組合,陪伴我渡過這些時光的,是 研究室的學長姐、同學及學弟妹、同年級的同儕、同屋簷下的好室友們、 以及我的家人及鍾老師。因為你們…讓我的碩士生活充滿了歡笑與汗水。 你們都是我的貴人、損友、戰友,在各方面都影響我甚多,在此不免 俗套的感謝大家。謝謝(有省道極速傳說的)威良學長提供這題目,並不厭 其煩地指導我,適時地指引正確的方向,希望學長能適時放鬆身心,過度 工作及研究可是會累壞身體的;至於大師兄平哥(不能幫學長抓電影了,真 可惜啊!),從升碩一的暑假就在友達接受您的照顧,您說的字字句句我可 都銘記在心,也帶給我們清新、健康、專業的工工壘球隊,希望平哥能早 日發紅色炸彈給我們,再忙都會搭高鐵過去參加;感謝東錡學長(他特別交 代一定要把他放入誌謝)講解滾動、凍結排程、以及數學模式之設計,沒有 你本論文難以如期完成,希望東哥能在愛情及事業兩得意;感謝于婷學 姐、俊穎學長於研究及日常上的照顧與幫助、元銘學長及愉翔學長(別再染 指無辜女性了)適時的挖苦我、以及蕙純學姐、孟儒學長、Bo 姐、好人耀 陛學長平日的關心,還有與碩一學弟妹─阿派、凱欣、耗子、金佩佩的相 處,有了你們的陪伴…是我來交大的福氣。 至於研究室同袍們。給朱阿苗:雖然你是平日最愛挖苦我的人,但我 一點都不會放在心上,絕對不會到處跟別人說你工數三修、以及做系統安 全助教只負責關門(當老師點名點到他時,還說不要把助教吵醒,他可能昨 天晚上很累)等事蹟,希望你桃花運能持續長長久久,別在研究所前就用光 了!給蝦公子 Poe:要留意電視上播放越南情緣的資訊,有尬意耶就快打V 電話過去吧!如果我們倆喜歡上同一個,我會讓給你這好哥們的。希望下 次聽到你的消息,就是你交了人生中第二個女朋友(別再說跟第一任女友牽 手及互踩腳的事蹟了) !給高額頭迪喬:雖然你人生已經了無遺憾,但髮 事問題還是要注意一下,改天跟Poe 還有我一起去史雲遜吧(看三人有沒有 團報價)!希望你日後變成大老闆時,記得給小弟我一個機會。給愛跳肚皮 舞的小潔:在邊跳舞邊想論文之際,別忘了管好你們家的待線課長,不然 待線小妹個個年輕貌美,只要是男人都難以招架!希望你近期發紅色炸彈 時,別忘了我們這些同窗損友!給流星Boy 盧宅昇:自從你留下「流星的 定義:也許是…想要“留住你的心”吧?」的經典名言,你在我們心目中的 地位,已經不可同日而語!感謝你從寫論文(1%)、看八卦版(49%)、說秉 爺壞話(50%)中抽空出來,適時的陪我打電動擔誤我研究進度,沒有你的 陪伴,我想我能早六個月畢業吧! 感謝金城二路的好室友們─最愛客家人的黃金單身漢阿睪、腳骨很軟 Q的大頭阿舍、身材苗條?的賢妻良母Ming、以及科技新貴宅男學長,一 起醉過、一起買菜煮飯、一起衝浪、一起看星光大道,每當我在拖著疲憊 身心從Lab 回家,看到你們開心的模樣、聽到你們逗趣的垃圾話,總是讓 我一掃疲勞及憂慮,開心的出門面對每天的挑戰。並謝謝我在台南的家人 ─嘮叨的老爸、體貼的老媽、快樂夫妻檔姐夫與老姐、以及可愛的型男外 甥銓銓,每當我回到台南,總是能吃到滿桌的飯菜、感受到滿滿的溫暖, 讓我無後顧之憂在新竹打拼!最後感謝我的指導老師─鍾老師,逐字逐句 的修正文句與邏輯、反覆挑戰方法論及核心概念、不厭其煩地指導論文方 向,讓我從第一章的跌跌撞撞到口試時的滿滿信心,一切背後的推手都是 出自於老師。所謂一本好論文的產生,背後總有嚴格的指導老師,少了老 師您的指導,這本論文就少了專業、堅持、以及完整性,感謝老師兩年在 日常生活及學術上的照顧與歷練,讓大家渡過了愜意且充實的碩士生活。 希望老師在繁忙的學術研究中多抽空運動,健康的身體才是最重要的。 轉眼瞬間…兩年的時光過去了!新竹的強風依舊,但前往下一站的我 們已不再是剛進碩一的小毛頭。不管未來的我以什麼姿態生活著,都不會 忘記在交大的每一刻、每個人;帶著兩年的回憶與收穫,展開新的旅程! 偉誠 於交大 2008/8/31
目錄
摘 要... I ABSTRACT... II 誌謝...IV 目錄...VI 圖目錄... VII 表目錄...VIII 符號一覽表...X 第一章、緒論...1 1.1、研究背景與動機...1 1.2、研究目的...6 1.3、研究範圍與限制...6 1.4、研究方法與流程...8 第二章、文獻回顧...10 2.1、彩色濾光片製程介紹...10 2.2、彩色濾光片生產規劃問題...12 2.3、順序相依的整備時間相關文獻...15 2.4、考量附屬資源之相關研究...18 2.5、滾動排程之相關文獻...24 第三章、模式建構...26 3.1、問題描述與假設...26 3.2、系統分析與架構...30 3.2.1、整體系統架構...30 3.2.2、解題之設計理念...33 3.3、產能初估模組...48 3.3.1、瓶頸工作站產能推估機制...49 3.3.2、光罩個數推估機制...54 3.4、主生產排程規劃模組...56 第四章、實例驗證...80 4.1、系統環境說明...80 4.1.1、生產環境資料...80 4.1.2、生產規劃假設...84 4.2、產能初估模組之執行過程...84 4.2.1、瓶頸工作站產能推估機制...84 4.2.2、光罩個數推估機制...88 4.3、主生產排程規劃模組之執行過程...91 4.4、成效分析...122 第五章、結論與未來研究方向...127 5.1、結論...127 5.2、未來研究方向...128 附錄...133VII
圖目錄
圖1-1TFT-LCDY 型上下游生產模式[36] ...1 圖1-22004-2009 年全球彩色濾光片產值[34] ...3 圖1-3 面板廠之彩色濾光片內製、外包比例(修改自[12]) ...4 圖1-4 本文研究範圍...7 圖1-5 研究步驟及流程...9 圖2-1 彩色濾光片製造流程圖[21]...10 圖2-2TFT-LCDI 型及 Y 型上下游生產模式[29]...12 圖3-1 彩色濾光片之淡、旺季產能規劃...27 圖3-2 多規格CF 換線種類說明[22] ...28 圖3-3 整體架構流程圖...32 圖3-4 外包數量限制式說明圖(依交期間的時間差距分配) ...37 圖3-5 外包數量限制式說明圖(依各期之需求數量分配) ...38 圖3-6 自製、外包及未排入產品之規劃順序-1 ...39 圖3-7 自製、外包及未排入產品之規劃順序-2 ...39 圖3-8 機台產能與交期關係圖...40 圖3-9 「變動規劃週期」與「滾動排程」概念說明...41 圖3-10 外包縮減範圍說明圖...44 圖3-11 規劃範圍示意圖...45 圖3-12 備料完成時間相同,訂單交期不同之情境-1 ...46 圖3-13 備料完成時間相同,訂單交期不同之情境-2 ...46 圖3-14 備料完成時間不同,訂單交期相同之情境...47 圖3-15 備料完成時間不同,訂單交期不同之情境...47 圖3-16 產能初估模組流程圖...48 圖3-17 瓶頸工作站產能推估機制流程圖...49 圖3-18 光罩個數推估機制流程圖...54 圖3-19 主生產排程規劃模組流程圖 ...57 圖3-20 規劃範圍訂定機制流程圖...60 圖3-21 暫存條件二示意圖...72 圖3-22 暫存條件三示意圖...73 圖3-23 暫存條件四示意圖...73 圖4-1 求解範圍(TMIN=1, TMAX=1)結果之甘特圖...95 圖4-2 求解範圍(TMIN=2, TMAX=2)結果之甘特圖...98 圖4-3 求解範圍(tMIN=3, tMAX=3)結果之甘特圖….……….100 圖4-4 求解範圍(tMIN=3, tMAX=3)結果之甘特圖(加入外包種類縮減)…………...103 圖4-5 求解範圍(TMIN=4, TMAX=4)結果之甘特圖...106 圖4- 6 規劃幅度 28 天之規劃結果(Case1~5)………..108 圖4- 7 規劃幅度 28 天之規劃結果(Case6)………..111 圖4-8 淡季情境:對L=1 求解範圍(TMIN=1, TMAX=1)結果之甘特圖 ...115 圖4-9 淡季情境:對 l=2 求解範圍(tMIN=1, tMAX=1)結果之甘特圖……….118 圖4- 10 淡季情境:規劃幅度 28 天之規劃結果………121表目錄
表1-1TFT-LCD 製程四大類別比較[本文整理] ...2 表1-2 內製與外售型彩色濾光片廠商[本文整理]...3 表1-3 小尺寸及中大尺寸產品說明[本文整理]...5 表2-1CF 相關文獻整理表[22]...14 表2-2 整備時間文獻整理[22] ...17 表2-3 考量副資源限制之排程文獻[22] ...23 表3-1 換線種類對應產品種類表...35 表3-2 換線時間示意表...35 表3-3 光罩、機台及可加工產品種類闗係表...67 表3-4 四暫存條件之 FNEW期數更新方法...74 表4-1 各產品別之規格、加工時間及成本對應表...81 表4-2 換線時間說明...81 表4-3 產品別換線時間表(單位:分鐘) ...82 表4-4 光罩與可搭載機台之關係表...83 表4-5 各機台相關資訊...83 表4-6 訂單資訊...83 表4-7 求算閒置產能天數及各期換線估算值...85 表4-8 瓶頸產能初估模式執行結果 ...87 表4-9 產品別規劃幅度內之自製總數量及加工時間總和...88 表4-10 各種類光罩A最少需求數量估算結果...90 表4-11 相關參數之求算結果...92 表4-12STEP1-8 判別結果 ...93 表4-13 規劃範圍相關資訊...93 表4-14 求解範圍(TMIN=1, TMAX=1)之訂單資訊 ...94表4-15 求解範圍(TMIN=1, TMAX=1)之規劃結果(附錄 A-1) ...94
表4-16 計算暫存期數FNEW=1 之過程...96
表4-17 求解範圍(TMIN=2, TMAX=2)之訂單資訊 ...97
表4-18 求解範圍(TMIN=2, TMAX=2)之規劃結果(附錄 A-2)...97
表4-19 求解範圍(TMIN=3, TMAX=3)之訂單資訊 ...99
表4-20 求解範圍(TMIN=3, TMAX=3)之規劃結果(附錄 A-3)...99
表4-21 求解範圍(TMIN=3, TMAX=3)之外包種類縮減規劃結果(附錄 A-4)...102
表4-22 求解範圍(TMIN=4, TMAX=4)之訂單資訊 ...104
表4-23 求解範圍(TMIN=4, TMAX=4)之規劃結果(附錄 A-5)...104
表4-24 求解範圍(TMIN=4, TMAX=4)之訂單資訊(扣除未滿足數量)...105
表4-25 求解範圍(TMIN=4, TMAX=4)之規劃結果(附錄 A-6)...105
表4-26 求解範圍(TMIN=5, TMAX=5)之訂單資訊 ...106
表4-27 求解範圍(TMIN=5, TMAX=5)之規劃結果(附錄 A-7)...107
表4-28CASE4 訂單資訊(各筆訂單皆於期初備料完成) ...109
表4-29CASE4 相關參數之求算結果...109
表4-30 備料時點為0,求解範圍(TMIN=1, TMAX=5)之規劃結果(附錄 A-8 及 A-9) ...110
表4-31 淡季情境之訂單資訊...112
表4-32 求算各期換線估算值...112
表4-33 相關參數之求算結果...113
IX
表4-35 淡季情境:對L=1 求解範圍(TMIN=1, TMAX=1)之訂單資訊 ...114
表4-36 淡季情境:對L=1 求解範圍(TMIN=1, TMAX=1)之規劃結果(附錄 A-10) ...115
表4-37 淡季情境:對L=2 求解範圍(TMIN=1, TMAX=1)之訂單資訊 ...117
表4-38 淡季情境:對L=2 求解範圍(TMIN=1, TMAX=1)之規劃結果(附錄 A-11)...117
表4-39 淡季情境:對L=3 及 4 求解範圍(TMIN=2, TMAX=3)之訂單資訊 ...120
表4-40 淡季情境:對L=3 及 4 求解範圍(TMIN=2, TMAX=3)之規劃結果(附錄 A-12) 120 表4-41 規劃範圍(3,3)之求解過程指標 ...123
表4-42 各機台於各規劃週期之光罩配置表 ...124
表4-43 各機台於各規劃週期之總換線時間(秒) ...124
表4-44 產品A 之備料完成時間...125
符號一覽表
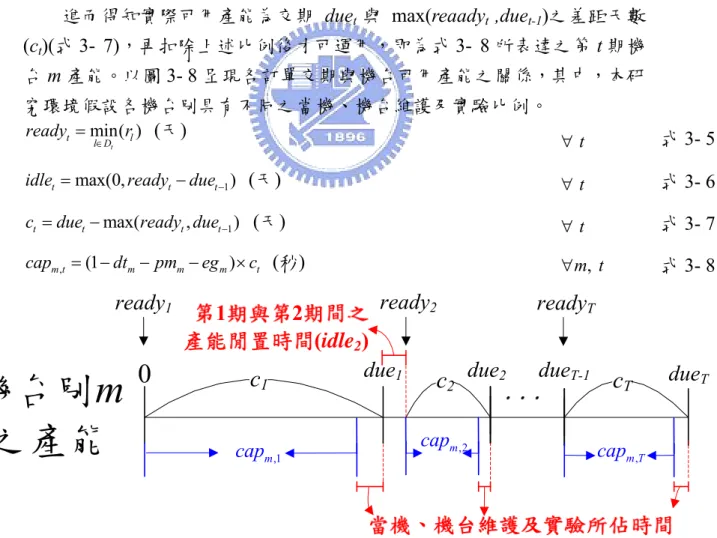
解題設計理念符號說明: 符號下標 a : 產品之光罩種類,a=1, 2,..., A。 i : 產品種類編號,i=0,1, 2,..., I 。 i=0 表該機台目前並無任何產品裝載於上。 l : 訂單編號,l=1, 2,..., L m : 瓶頸工作站 RGB 之機台別,m=1, 2, , L M 。 p 規劃範圍之序號,p=1,2,…,P。 t : 變動規期週期之期數,t=0, 1, 2, …, T。 集合 Dt : 交期隷屬 duet之訂單編號集合。 參數 ct : 「第 t 期之交期」與「極大化 readyt及第 t-1 期之交期」之時 間差距(天)。 capm,t : 機台 m 在第 t 個規劃週期內之可用產能(扣除當機、維護、實 驗比例之後) (秒)。 coi : 委外製造產品種類 i 所需之單位成本(元)。 comm.,t : 機台 m 於規劃週期 t 的完工時間(天)。 cxi : 自製產品種類 i 所需之單位成本(元)。 czi : 未排入產品種類 i 所懲罰之單位成本(元)。 di,l : 產品種類 i 在訂單編號 l 內之目標需求量(片)。 dtm : 機台 m 的當機比率。 duet : 第 t 個規劃週期截止之時間(天)。 egm : 機台 m 執行工程實驗耗用產能的比率。 fOLD : 前次求解範圍中滿足暫存條件之最大期數(期)。 fNEW : 本次求解範圍中滿足暫存條件之最大期數(期)。 idlet : 第 t-1 期與第 t 期之間之產能閒置時間(天) lower diff o : 各期至少須配置外包數量之總和與整個規劃幅度所訂定外包 合約下限之差距(片)。XI upper diff o : 各期至多可配置外包數量之總和與整個規劃幅度所訂定外包 合約上限之差距(片)。 olower : 外包商依合約承包的產品數量下限(片)。 olower(l) : 訂單編號 l 至少須提供外包商之外包數量下限(片)。 oupper : 外包商依合約承包的產品數量上限(片)。 oupper(t) : 外包商在規劃週期 t 內至多能提供之外包數量上限(片)。 pmm : 機台 m 之維修保養時間比率。 pti : 產品別 i 於各機台的單位加工時間(秒)。 rl : 訂單編號 l 之備料完成時間(天)。 readyt : 所有交期為 due 之訂單中,最早備料完成時間(天) reticlea : 第 a 種光罩之需求個數(個)。 st : 交期 duet與duet-1間之時間差距(天)。 tMIN : 求解範圍內之最小期數(期)。 p MIN t : 第p 個規劃範圍內之最小期數(期)。
tMAX : 求解範圍內之最大期數(tMAX≧tMIN) (期)。
p MIN t : 第p 規劃範圍之最大期數(期)。 決策變數 Oi,t : 產品種類 i 於第 t 期外包之數量(片)。 Xi,m,t : 於第 t 期內,產品別 i 在機台 m 上的加工數量(片)。 Zi,t : 於第 t 期內,產品種類 i 未能滿足需求之數量(片)。 βi,i',m,t : 0-1 變數,表示跨期時是否由生產產品 i 轉為生產產品 i’,第 t-1 期期末及第 t 期期初於機台 m 上產品間的加工順序關係。 若產品i’接續於產品 i 之後加工則為 1,若無此順序關係為 0。 γi,i',m,t : 0-1 變數,表示第 t 期內之換線情況,於機台 m 上產品間的加 工順序關係,若為產品i’接續於產品 i 之後加工則為 1,若無 此順序關係為0。 瓶頸工作站產能推估機制之符號說明: 集合 It : 訂單交期為 duet之所有產品別集合。 begin t I : 包含產品別 0 並隸屬於規劃週期 t 之所有產品別集合。
參數 cEST : 表執行瓶頸產能初估模式後,外包累積數量之狀態,若大於 外包合約下限則為1,反之則為 2。 cabi,m : 二元參數。表製程規格能力,當產品種類 i 可在機台 m 進行 加工時為1,反之為 0。 capm : 機台 m 在規劃幅度內之可用產能(扣除當機、維護、實驗之後) (秒)。 di : 產品種類 i 在規劃幅度內之目標需求量(片)。 h : 排程之規劃幅度(天)。
mtbfm : 機台 m 之平均失效間隔時間(mean time between failure) (hr.)。
mttrm : 機台 m 之平均修復時間(mean time to repair) (hr.)。
mtbpmm : 機台 m 之平均維修間隔時間(mean time between PM) (hr.)。
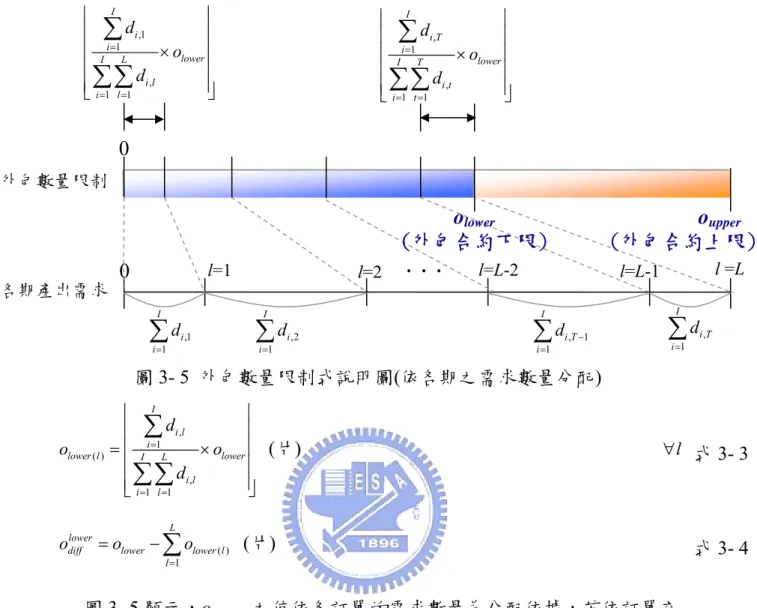
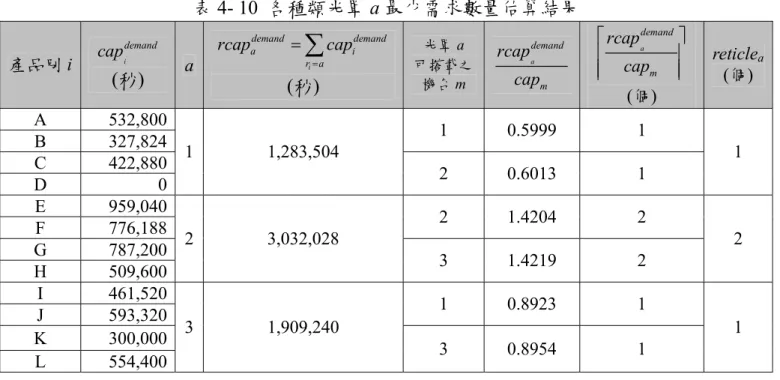
mttpmm : 機台 m 之平均維修時間(mean time to PM) (hr.)。 pti : 產品別 i 於各機台的單位加工時間(秒)。 setupt : 規劃週期 t 之換線時間總和初估。 begin st : 期初(t=1)之單次換線所需的平均時間(秒)。 t st : 各期之單次換線所需的平均時間(秒)。(t=2,3,…, T) u : 機台的利用率上限。 決策變數 Oi : 規劃幅度內,產品種類 i 委外加工之數量(片)。 Xi,m : 規劃幅度內,產品別 i 在機台 m 上的加工數量(片)。 Zi : 規劃幅度內,產品種類 i 未能滿足需求之數量(片)。 光罩個數推估機制符號說明: 集合 Ma : 可搭載光罩 a 之機台集合。 參數 i demand cap : 於「瓶頸工作站產能推估機制」求解後,規劃幅度下產品 i 之產能需 求加工時間總和(秒)。 a demand rcap : 於「瓶頸工作站產能推估機制」求解後,在規劃幅度下,隸屬光罩種 類a 之所有產品 i 之產能需求加工時間加總(秒)。
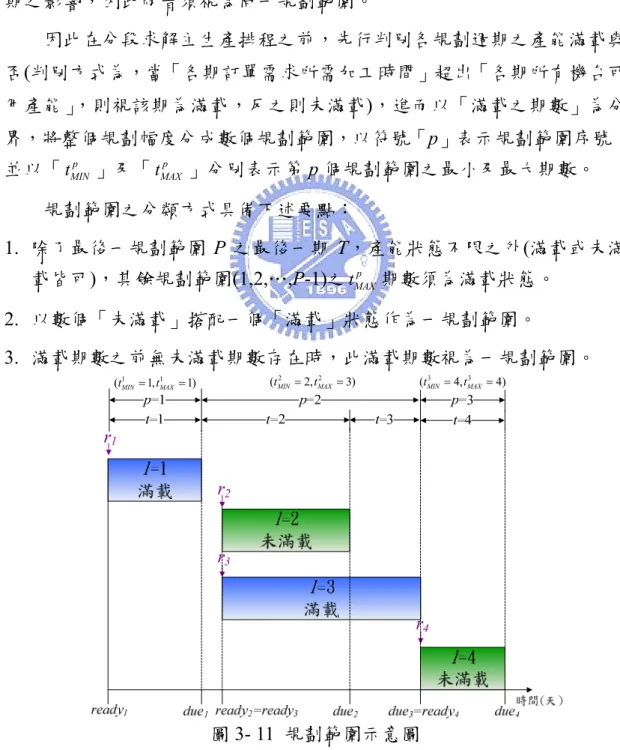
XIII esti : 於「瓶頸工作站產能推估機制」求解後,於所有機台加工之產品 i 數 量總合(片)。 rti : 產品 i 所用之光罩種類。 主生產排程規劃模組符號說明: 集合 Lt : Rt與Ot交集之補集合,即為未規劃之訂單編號集合。 Ot : 訂單交期於 duet(含)以後之所有待規劃訂單集合。 Rt : 備料完成時間於 readyt(含)以前之所有待規劃訂單集合。 Tp : 第 p 個規劃範圍中,所包含之規劃週期之集合。。 參數 cMPS : 暫存解中的外包數量總和大於外包合約下限,cMPS即為1;然而, 當求解至最後一期T,暫存解中的外包數量總和小於等於外包合約 下限,cMPS即為2。 comm.,t : 機台 m 於第 1 期至第 t 期累積之完工時間(天)。 , result m t com : 機台 m 於第 t 期之規劃結果完工時間(秒),已扣除當機、維護及實 驗之比例。 demandt : 第 t 期之訂單需求加工時間(含蓋加工及換線時間)(秒)。 ltempm,l : 訂單編號 l 於機台 m 之列入暫存解產能。 n : 作為檢視他期與第 tMIN 期備料完成時間之用,n=1 表 tMIN+1 之期數,以此類推。 , temp i t O : 於第 t 期中,已列入暫存解之產品別 i 委外生產數量(片)。 Q : 極大之數值(Positive number)。 MIN t ready : 交期大於 duet的所有訂單之備料完成時間最小值(天)。 s : 0-1 參數,若求解過程中已執行過「外包種類縮減機制」,即 為1;反之則為 0。 tempm,t : 機台 m 於規劃週期 t 已列入暫存解之產能(秒)。
, , temp i m t X : 於第 t 期之機台 m 中,已列入暫存解之產品別 i 生產數量(片)。 決策變數 BGi,m,t : 0-1 變數,於第 t 期的期初,機台 m 上是否排定加工產品別 i, 若是為1,反之為 0。 FGi,m,t : 0-1 變數,於第 t 期的期末,機台 m 上是否排定加工產品別 i, 若是為1,反之為 0。 αi,m,t : 0-1 變數,在第 t 期內,若光罩配置於機台 m 使得產品種類 i 可進行加工時為1,反之為 0。 , , a m t δ : 0-1 變數,在第 t 期內,若光罩 a 配置於機台 m 時為 1,反之 為0。 ωi,m,t : 0-1 變數,在第 t 期內,若產品 i 於機台 m 上生產時為 1,反 之為0。 外包種類及數量限制符號說明: 參數 onumber : 當累計之外包數量超出外包下限時,爾後若須外包,每種產品 之外包數量不得小於此數值。 otype : 當累計之外包數量超出外包下限時,爾後各期之外包種類總和 不得超出此數值。 決策變數
OYi,t : 0-1 變數,若產品 i 於第 tMIN 期至第 tMAX 之間具備外包數量
( MAX , MIN t i t t t Y =
∑
>0)為 1,反之為 0。Yi,t : 0-1 變數,若產品 i 於第 t 期具備外包數量(Oi,t >0)時為 1,反之
1
第一章、緒論
1.1、研究背景與動機
薄膜電晶體液晶顯示器(Thin Film Transistor-Liquid Crystal Display, TFT-LCD)的產業製程可分成四大類別(陣列、彩色濾光片、組立及模組組 立),前段生產薄膜電晶(TFT)的陣列(Array)製程以及彩色濾光片(Color Filter;CF)製程,再以中段的組立(Cell)製程完成液晶顯示器面板,最後由 模組組立(Module)將 LCD 面板與其它零組件(偏光板、驅動 IC、背光模組 等)組合成成品(圖 1-1)。 圖1-1 TFT-LCD Y 型上下游生產模式[36] 在TFT-LCD 進行生產規劃時,以陣列及組立為主要規劃對象,而 CF 被視為組立製程的關鍵來料。由於陣列、組立、彩色濾光片以及模組組立 製程四者的生產形態、製程特性及規劃目標不同(如表 1-1),因此產生了相 當 複 雜 的 生 產 排 程 規 劃 問 題 。 其 中 ,CF 排 程 問 題 之 相 關 文 獻 ([30][31][32][35])相對少於陣列及組立製程,因此本文將針對 CF 製程的生 產規劃問題進行探討。 陣列製程 (Array Process) 彩色濾光片 (Color Filter) 組立製程 (Cell Process) 模組組立製程 (Module Process)
表1-1 TFT-LCD 製程四大類別比較[本文整理] Array (陣列製程) CF (彩色濾光片) Cell (組立製程) Module (模組組立製程) 生 產 型 態 z 產能導向 z 存貨型生產 z 產能導向 z 存貨型生產(中、大尺寸) z 訂單型生產(小尺寸) z 產能導向 (需兼顧物料) z 存貨型生產 z 物料導向 z 訂單型生產 製 程 特 性 z 回流生產 (5~7 次) z 具有共用機台 特性 z 更換不同光罩、光阻液 及玻璃尺寸會產生設置 時間 z 流程式生產(皆為序列 機台) z 不同工作站批量大小 不一 z TFT 及 CF 需同步進行 貼合 z 滿足顧客不同 原物料需求 目 標 z 最大化機台利 用率 z WIP Balance z 減少換線次數(集批生 產) z 最大化機台利用率 z 滿足出貨計量 由上述的 TFT-LCD 製程說明中,得知彩色濾光片和薄膜電晶呈現一 比一的搭配關連。換言之,CF 產線設置與產能規劃都和陣列製程之生產 有著高度的連動性,為了達到同步之目的,一個好的主生產排程規劃結果 是必要的。此外,CF 為 TFT-LCD 五大關鍵零組件(玻璃基板、彩色濾光片、 偏光板、驅動IC、背光模組)之一,其材料成本約佔整塊面板的兩成左右(僅 次於背光模組之成本),再加上產線投資成本高昂,故 CF 在 TFT-LCD 供 應鏈中扮演舉足輕重角色,如何規劃其排程將成為不斷料的重點。 彩色濾光片可藉由液晶旋轉的透光轉換特性,讓背光模組的光線能由 特定的R、G、B(紅、綠、藍,簡稱 RGB)三原色區域透出,使得最終產品 的顯示器面板能呈現我們希望的顏色。由ITIS 產業觀察報導[34]中指出, 2005 年全球彩色濾光片市場規模為 7,297 百萬美元(圖 1-2)較 2004 年的 5,700 百萬美元成長了 28%,主要成長力道來自於大型 TFT-LCD 面板的需 求。2005 年第三季 TV 專用 TFT-LCD 面板的產量逐漸擴大,因而直接帶 動 TV 專用彩色濾光片的需求,預計未來全球彩色濾光片產值將以年複合 成長率12.37%(2005~2009 年)持續成長。
3 $0 $5,000 $10,000 $15,000 產值 $5,700 $7,297 $7,796 $8,576 $9,524 $11,325 2004 2005 2006 2007 2008 2009 圖1-2 2004-2009 年全球彩色濾光片產值[34] 彩色濾光片廠依銷售模式,可分為垂直整合內製廠(簡稱 CF 內製廠) 與專業外售廠(簡稱 CF 專業廠)兩大類(如表 1-2)。早期 TFT-LCD 與 CF 由 於專業分工而分屬不同產業,近年因為TFT-LCD 需求增加,使得自製 CF 開始具經濟規模,因此TFT-LCD 公司在成本考量之下亦開始自行設置 CF 生產線,以供應公司內部的需求。現今全世界前七大主要 TFT-LCD 廠商 的CF 自製率約在七成左右,不足部分再向 CF 專業廠購買;因此在自製率 高比例成長趨勢之下,本文選定CF 內製廠做為研究的探討對象。 表1-2 內製與外售型彩色濾光片廠商[本文整理] 型態 內 容 廠 商 內製型 自給自足型,生產之產品提供 給自家使用,不對外銷售,僅 在產能不足部分再向外售型 CF 廠訂製。 國內:統寶、群創、瀚宇彩晶、華映、奇美 電子、友達 國外:Sharp、Toshiba、Hitachi、Torisan、LG Philips、Samsung 彩 色 濾 光 片 專業 外售型 獨立的 CF 製造廠,生產之產 品主要外售給面板廠使用。 國內:和鑫光電、展茂光電、達虹科技、台 灣凸版(已於 2006 年被友達併購) 國外:凸版印刷(Toppan)、大日本印刷(DNP)、 東麗、STI(住友轉投資)、ACTI(三菱及 旭硝子合資) 單位:百萬美元
目前在5 代線1以上的彩色濾光片,多數廠商的內製比例幾乎都超過六 成。從圖 1-3 中得知,內製比例最高者分屬台灣、韓國之面板廠,而奇美 電子(CMO)及 LG Philips(LPL)都有 90%以上的 CF 自製率。此外,為了因 應淡、旺季的需求變動,除了部份數量自行生產之外,其餘需求則以外包 彈性滿足,因此自製及外包具有一定的數量關係。由圖中可看出依據各家 公司自身的產能水準,不足產能再以外購做彈性的調整。在部份內製、部 份外包之策略下,彩色濾光片內製廠會產生自製及外包數量、種類的決策 問題。 圖1-3 面板廠之彩色濾光片內製、外包比例(修改自[12]) 面板尺寸的大小反應出不同的產品特性,生產所需的世代技術也不同 (表 1-3)。由於早期 TFT-LCD 小尺寸面板之需求量不具經濟規模量,因此 對應之彩色濾光片之需求以跟 CF 專業廠購買為主。近年來隨著消費市場 的需求增加,TFT-LCD 各世代廠的產能亦不斷進行擴充,因此在降低成本 的考量之下,開始自行設置 CF 生產線或透過併購的方式,以取得小尺寸 廠所需要的產能。由於今日 CF 廠須同時供應不同小尺寸世代廠之需求, 因此內製廠生產線亦設計成具備可生產數個玻璃尺寸規格的能力。反觀中 大尺寸之產品種類(尺寸及規格)較少,單一種產品之需求量也較多,使得中 大尺寸CF 廠的生產規劃難度也較小尺寸 CF 廠來的簡單,因此本文選定小尺寸 為研究對象。 1 不同世代廠以玻璃尺寸大小作區分,5 代廠的玻璃尺寸為 1100mm×1300mm。
5 表1-3 小尺寸及中大尺寸產品說明[本文整理] 尺寸 主要生產世代 產品用途 生產型態 產品特性 小尺寸 (指對角線尺寸 10 吋以下) G 4.5 以下 (玻璃規格:730mm*920mm) 手持式消費性電子 產品 訂單型生產 z 生命週期短 z 需求少量多樣 中大尺寸 (10 吋以上) G 5 以上 (玻璃規格:1100mm*1300mm) z 中尺寸:PC、NB z 大尺寸:TV 存貨型生產 z 生命週期較長 z 需求多量少樣 CF 本身製程雖為流程式生產方式,但其中小尺寸面板少量多樣的產品特 性,卻引發CF 廠複雜的換線問題。於製程中,玻璃尺寸、光罩、光阻液的不同 皆會造成額外的換線時間,構成一複雜的多規格換線順序相依問題;再者,小尺 寸面板為訂單型生產,多樣的產品種類造成對應之需求數量較小,細小的需 求遍佈於各個交期之中。面對複雜且多規格的訂單如果規劃不佳,將會造 成大量的換線損失。除此之外,若機台設備足夠,卻無相對應之光罩可供 加工,則浪費了瓶頸機台產能,因此光罩與機台的配置亦為重要之排程課 題。而CF 本身製程特性為流程式生產,如何安排其排程來減少換線時間,視為 本研究的目標。 依上述背景說明中得知,在小尺寸面板的彩色濾光片內製廠會有下列 之問題:(1)自製、外包的數量及種類決策問題、(2)多規格的換線順序相依 問題、(3)附屬資源(光罩)與機台配置問題,以上這些課題皆為實務上排程之困 難點,並且在 CF 相關文獻中尚未有研究探討過;有鑑於此,誘發吾人做 此研究主題之動機。
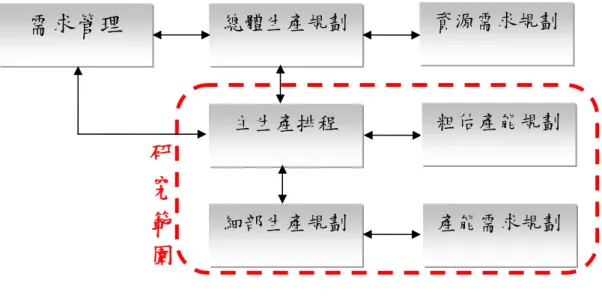
1.2、研究目的 基於上述背景與動機,本文目的為協助彩色濾光片廠,在面對少量多樣的 產品訂單時,如何在多規格的換線時間下,建構出一完善之主生產排程。以 極小化各種產品之生產成本,決定自製及外包之產品種類及數量,有效解決CF 廠生產規劃與排程問題。若排程結果無法滿足產出需求,須回饋上層接單 規劃人員,以回覆顧客無法滿足之需求。為達上述之目的,本研究將分成 下列兩模組: (1) 產能估算模組 此模組首先檢視規劃幅度內組立製程預定需求量,在不考慮設置時間 下,初步估算瓶頸工作站、外包產能上限及光罩個數是否足夠,以此檢驗 預訂的產出目標是否合理可行。 (2) 主生產排程規劃模組 在經過「產能估算模組」針對產出需求初步估算後,本模組對此產出 需求,考量廠內現有的瓶頸機台產能、產品製程資訊,依據各訂單交期及 搭配附屬資源光罩的限制下,設計一整數線性規劃模式,建構出瓶頸機台 的投料計劃。 1.3、研究範圍與限制 本文考慮多規格換線,以極小化各種產品之生產成本為目標,發展一「彩 色濾光片內製廠之主生產排程建構機制」,並且依據組立製程階段彙整之 訂單,針對瓶頸機台產能及外包的產能上限及下限,建構出一完善的主生 產排程,以利後續細部生產排程運作之進行。因此本文研究範圍在主生產 排程及細部生產規劃階段,如圖1-4 所示。
7
圖1-4 本文研究範圍
為了有效詮釋研究主題與降低研究環境之複雜度,本文做了以下 之假設與限制:
(1) 本文研究之 CF 內製廠為訂單式生產(Make To Order, MTO)之生 產型態。 (2) 廠內只俱備生產小尺寸彩色濾光片之能力(G 4.5 廠以下)。 (3) 產品的製程資訊已知。 (4) 已知組立製程之訂單需求、交期時間。 (5) 各批訂單中各產品於瓶頸工作站之備料完成時點已知。 (6) 各機台擁有不同製程規格能力(可搭載光罩種類相異)。 (7) 多規格的換線時間為已知。 (8) 各機台別之維修保養比例、當機比例與加工時間皆為已知。 (9) 製程相當穩定,不考慮重工或報廢之情形。 (10) 所有的機台(序列機台)同一時間內只處理一個產品。 (11) 不允許所生產之產品交期延誤。 (12) 現有光罩個數為已知。 (13) 旺季時,外包商不接受少量之外包訂單(每種委外加工產品具有最少數 量之限制);反觀淡季則無此限制。
需求管理
總體生產規劃 資源需求規劃 主生產排程 粗估產能規劃 細部生產規劃 產能需求規劃研
究
範
圍
1.4、研究方法與流程 為了達成前述之研究目的,本文之研究方法擬採用下列執行步驟,如 圖1-5。其執行方法如下說明之: (1) 文獻探討 以前述的研究動機與目的為依據,蒐集並整理國內外相關文獻,以構 建本文之研究架構。 (2) 問題定義與分析 就本文所欲探討之主題進行深入的剖析,針對小尺寸彩色濾光片內製 廠之生產特性及面臨的問題,進行適當的定義及分析。 (3) 模式建構 根據彩色濾光片廠之特性,分別以「產能估算模組」及「主生產排程 規劃模組」兩階段進行CF 廠之主生產排程規劃,並完成本文所欲達到之 目標。 (4) 實例驗證 收集相關資料並輸入至本文建構之模式中,以驗證本文所提出之產出 規劃模式之可行性與成效,並以甘特圖來評估結果是否達到預期的目標。 (5) 結論與未來研究方向 依據本文之研究結果提出適當的結論,檢討缺失之處並提供未來可繼 續深入研究之議題與建議。
9
第二章、文獻回顧
本文針對彩色濾光片內製廠之生產特性,在已知組立段需求資訊(數 量、種類、交期),考量外包合約上限及下限、附屬資源(光罩)加工限制、 以及多規格的設置時間,並結合滾動排程之概念,提出一套完善的主生產 程規劃系統。針對本文之特性,文獻探討將分成以下部份進行: (1) 彩色濾光片製程介紹 (2) 彩色濾光片生產規劃問題 (3) 順序相依的整備時間相關文獻 (4) 考量附屬資源之相關研究 (5) 滾動排程之相關文獻 2.1、彩色濾光片製程介紹 彩色濾光片的製程為流程式生產,主要可以分為幾個大項:鉻(Cr)製 程、黑色矩陣(Black Matrix, BM)製程、三原色(RGB)製程、氧化銦錫導電 玻璃(Indium Tin Oxide, ITO)製程、間隔物(spacer)製程及最終檢查;示意如圖2-1。 光阻塗佈 Photoresist Coating 曝光 Exposuring 顯影 Developing 後製烘烤 Postbaking R G B 三 色 塗 佈 氧化銦錫導電 玻璃(ITO)製程 黑色矩陣製程 Black Matrix 鉻(Cr)製程 玻璃基板 間隔物(spacer) 製程 最終檢查 (Final inspection) 三原色(RGB)製程 圖2-1 彩色濾光片製造流程圖[28]
11 以下分別對6 道主要製程進一步說明[28]: (1) 鉻製程 將鉻以真空濺鍍的方式渡在玻璃基板上成為鉻玻璃。 (2) 黑色矩陣製程 以鉻玻璃為起始物,利用光微影(photolithography)製程以得到保護 膜,再經過蝕刻製程以得到圖樣,最後將保護膜去除(resist stripping)即可 得到鉻圖案,以完成黑色矩陣製程。黑色矩陣在彩色濾光片內的主要功能 有二種,一為提供對比防止漏光,另一為產生光電流。其要求的特性有遮 光性、無缺陷、低反射性及均一性等,目前一般使用的還是以金屬材料為 主,其中鉻及其氧化物為目前最常用的材料。 (3) 三原色製程 首先以著色材料分散在感光性樹脂中,在紫外線照射下經過光反應而 硬化,做反覆的塗佈、曝光、顯影及烘烤等步驟,將分別形成紅、綠、藍 三色的長條形陣列;而某些彩色濾光片會在此製程後另外進行保護膜的塗 佈(over coat)。 (4) 氧化銦錫導電玻璃製程 在真空環境下施加電場,使特殊氣體衝擊ITO 靶材的表面,使之濺鍍 到彩色層上而堆積成膜。 (5) 間隔物製程 加入間隔物於上下兩基板中間減少漏光或顏色不均等缺陷的發生。 (6) 最終檢查 最後在經過均勻、外觀及厚度等品管檢驗後加以包裝出貨。 由流程圖及說明中可得知,RGB 製程為彩色濾光片生產流程中之瓶 頸,製程中須對同一片玻璃重覆進行三次之加工(RGB 三色),因此導致(相 較於其它製程)最長之加工時間,加工前之換線時間還受不同產品規格(光 阻液、玻璃規格、光罩)所影響,如何有效減少換線時間即為生產排程之重 點。
2.2、彩色濾光片生產規劃問題 TFT-LCD I 型與 Y 型生產模式
謝氏[36]提出一可適用於商用先進生產規劃與排程(Advanced Planning and Scheduling, APS)系統架構之 TFT-LCD 產業特性之生產規劃流程;於文
中探討I 型(不包含彩色濾光片製程)與 Y 型(包含彩色濾光片製程)兩種生產 模式的規劃,如圖2- 2 所示: I 型生產模式將彩色濾光片視為採購件,其設定為軟性限制(soft constraint),意即當彩色濾光片的庫存量不足以提供組立製程使用時,系統 依舊安排組立製程之生產,同時產生彩色濾光片淨需求之進料報表。規劃 時由模組組立段之需求、考量規劃期間之良率與製造週期時間,以倒推方 式求得陣列與組立的淨需求,並建議原物料投料時點。並且根據原物料之 投料時間,以前推(push)方式規劃陣列與組立之生產時程,其中組立製程 開工時間即為彩色濾光片需購入的進料時程。 而Y 型生產模式則是將彩色濾光片製程納入考量之中,其製程規劃是 以淨投入量等於組立製程對彩色濾光片的淨需求量除以彩色濾光片的良 率、分級率和一個玻璃基版所能切成的面板片數。 I 型 Y 型 圖2- 2 TFT-LCD I 型及 Y 型上下游生產模式[36] 彩色濾光片 (Color Filter) 陣列製程 (Array Process) 組立製程 (Cell Process) 模組組立製程 (Module Process) 原物料 (Raw Material) 原物料 (Raw Material) 陣列製程 (Array Process) 組立製程 (Cell Process) 模組組立製程 (Module Process) 原物料 (Raw Material) 彩色濾光片 (Color Filter)
13 彩色濾光片生產排程相關文獻 胡氏[30]針對彩色濾光片批量排程問題,考量多階平行機台環境、多 產品、需求隨時間改變之因素,將多階產能受限問題分解成為數個單階的 批量排程問題。先決定最終產品的交貨時間和數量後,利用前置時間轉換 成為前一製程作業的需求數量和時間,以此類推,直到求出起始原物料的 需求。胡氏[30]發展出一套此種情境下可使用的演算法,先算出起始解, 再逐步調整既有解,運用「交換」和「併入」的機制調整生產順序,同時 修正解的合理性,在總存貨成本及缺貨成本最小化前提之下,逐步減少總 整備時間與裝備成本。 賴氏[35]針對彩色濾光片三原色製程的生產排程提出一個二階段解 法,其解法考慮到多種產品在單期確定需求率下的生產排程。第一階段使 用經濟訂購數量(Economic Order Quantity; EOQ)決定各產品的批量大小,
其實驗數據證明利用 EOQ 所決定的固定批量大小能有效的降低規劃時間
內的總延遲時間;第二階段導入ATCS(Apparent Tardiness Cost with Setups)
派工法則找出可行解之排程。詹氏[32]以賴氏[35]為基礎,加以考量隨著時 期而變動的產品需求率,第一階段先利用 EOQ 求出合適批量大小,決定 規劃時間內所有待加工批量,在第二階段中,再利用ATCS 派工法則排出 工件在平行機台上的加工順序,以此作為起始解,最後利用搜尋演算法尋 找較佳解。 溫氏[31]提出一量化的解決方案,解決彩色濾光片製造業生產企劃部 門及採購部門間的協同規劃問題。其以生產企劃部門之角度,在接到業務 部門的客戶需求計畫後,考量上游供應商的供應產能及工廠生產限制,在 不斷線之條件下建構出一個 LP 決策模型,目標在於使材料及成本平均總 庫存值最小化,以提供管理人員在處理生產排程與採購計畫時的規劃工 具。 謝氏[36]提出一可適用於商用 APS 系統架構之 TFT-LCD 產業特性之 生產規劃流程,並針對I 型與 Y 型上下游生產模式,利用 APS 系統進行不 同產能規劃的流程模式,並以推式和拉式推估各廠各時點的淨需求及淨投 入量,其目的在於同步協調各廠的排程計劃,將以上文獻彙整如表 2-1 所 示。
表2-1 CF 相關文獻整理表[29] 作 者 問題焦點 目標 TFT-LCD 製程 求解方式 順序相關 設置時間 考量機 台數目 謝 氏 [36] 提出一可適 用商用APS 系統架構之 TFT-LCD 產 業特性之生 產規劃流程 同步協 調各廠 的排程 計劃 Array, CF, Cell,
Module Pull & push
╳ 單一 胡 氏 [30] 彩色濾光片 生產隨時間 改變需求之 產能批量排 程問題 最小化 總存貨 及缺貨 成本 CF 起始解:啟發 (存貨耗盡時 間) 解調整:交 換、併入 ○ 多台 賴 氏 [35] 決定批量大 小及各機台 分派作業順 序 避免欠 貨 CF (RGB 製程) 第一階段:決 定產品批量大 小(EOQ) 第二階段: ATCS ○ 多台 溫 氏 [31] 考量供應商 的供應量及 生產限制, 提出生產及 物料需求計 劃 最小化 材料及 成品平 均總庫 存值 原料供應 商 (玻璃基 板、彩色 光阻)、 CF LP(LINGO) ╳ 單一 詹 氏 [32] 決定批量大 小及各機台 分派作業順 序 最小化 總延遲 時間 CF (RGB 製程) 第一階段:決 定EOQ 第二階段: 起始解: ATCS→搜尋 較佳解:SA、 TABU、MA ○ 多台
15 2.3、順序相依的整備時間相關文獻 順序相依的整備時間定義 整備時間(Setup Time)是指更換模具、機器設定等機台準備時間。在許 多排程文獻中,為簡化其問題複雜性,均假設整備時間含於加工時間中, 而未特別考量。但在紡織業、電子業等產業中,生產排程其整備時間與工 作次序具有相依性;亦即機器 k 在操作工作 j 之前所需的整備時間,和剛 在機器k完成操作的工作 i 有關;且機器 k 在操作工作 i 之後所需的拆卸 時間,和緊接著工作j後操作的工作別有關,並非一個固定的時間值。為 降低整備時間與成本,必須探究如何在生產排程上作適當的安排。 求解方法
求解具備順序相依整備時間(SDST:Sequence-dependent setup time)特 性之排程問題,解法大致可分為三種[1]: (1)最佳解解法:此做法是以作業研究(Operation Research)模式之方法求 取最佳解,由於在求解過程中需要嚴謹之條件和繁瑣之計算,故求 解時間也較長,並且假設條件大多與實際情況無法吻合。因此就數 理規劃方法而言,可用於問題之描述或作為推導近似解之啟發式解 法之基礎,但不易運用於及時性的決策系統。常見之最佳解解法有 分支界限法(Branch & Bound, B&B)、分支切面法(Branch & Cut, B&C)、動態規劃(Dynamic Program, DP)和混合整數規劃 (Mixed Integer Programming, MIP)。
(2)啟發式解法:這類方法是透過反覆進行的演算過程,逐步找出最佳 或近似最佳解。啟發式解法的優點在於容易建構且適用於動態規劃 問題,至於其缺點則於無法擔保在各種環境下都能找到最佳解,亦 即每一種啟發式法皆有其適用的環境,並非適用於所有環境。常見 之啟發式解法如下:基因演算法(Genetic Algorithms, GA)、模擬退火 法(Simulated annealing, SA)、塔布搜尋法 (Tabu Search, TS)以及 GRASP(Greedy Randomized adaptive search procedure)。
(3)混合式解法:藉由運用演算法在相關問題中,驗證這些法則是否具 有求解效率;但不同之演算法則,具有其適用問題之型態與演算之
優缺點存在。因此透過組合型之啟發式演算法來彌補單一演算法則 不足之處,亦即結合兩種啟發式演算法則來求解問題,以達截長補 短之功效。
具備整備時間特性之流程型工廠排程問題
在流程式生產環境下,Yoshida and Hitomi[25]擴展Johnson[14]的傳統 雙機排程問題模式,將整備時間與處理時間分離,並且修正其演算法以求 得問題之最佳解。Sule[19]接續將上述問題擴展,將每一項工件在每一部機 器上的處理時間分為整備時間、處理時間和拆卸時間三個階段,其中整備 時間為獨立但拆卸時間為相依。對此類型問題,作者運用工作前後關係之 將問題簡化為單純的雙機流程式問題,進而使用Johnson’s Rule求解。Sule and Haung[21]則深入探討三機流程式之問題。作者發展三階段之演算法, 第一階段和第二階段分別結合三機中之前兩機與末兩機使問題簡化為雙 機問題,第三階段使用Johnson’s Rule求得近似最佳排程。Proust[18]探討總 完工時間最小化以及整備時間及拆卸時間均為獨立之多機台流程式問 題,作者對小型問題發展一分支界限法,另外對大型問題提出四個啟發式 演算法。 Yang et al.[24]考慮目標式為最小化總完工時間,機台有固定的維護時 間之雙機流程式生產問題。作者以Johnson’s Rule基礎,提出完全群組政策 (full group policy),以交換工件(Permutation schedule)之方式求解,並與下 界值進行比較,最後驗證其所提出之演算法在此問題下有極小之誤差 (0.0063%),且工件數越多時誤差越小。 Low et al.[17]探討兩階段混合流程式生產之問題,加入機台具有功能 限制以及不相關替代機台,以最小化總完工時間為目標,提出16種啟發式 演算法,由結果中得知以修正後的Johnson’s Rule搭配First-Fit派工法則的結 果為最佳,並且當機台數越多時效果越好。
17
以下針對上述之文獻,整理如表2- 2所示:
表2- 2 整備時間文獻整理[29]
研究者 問題類型 演算法 結論
Yoshida et al.
[25] Fm / sij / Cmax 修正 Johnson’s rule
將整備時間與處理時間分離,運用 修正演算法可得最佳解。
Sule[19] Fm / sij / Cmax Johnson’s rule 將時間分成整備時間、加工時間和拆卸時間,可簡化問題難度。
Sule and Huang[21] Fm / sij / Cmax 三階段演算法 將問題簡化為單純的雙機流程問 題,可得近似最佳解。 Proust et al. [18] Fm / sij / Cmax 分支界限法 大型問題仍須以啟發式演算法求 解。 Yang et al. [24] Fm / sij / Cmax Johnson’s rule、full group policy、 Permutation schedule 與lower bound 僅 0.0063%的誤 差,且工件數越多時誤差越小。 Low et al. [17] Fm / sij / Cmax 順序法則:Random、 SPT、LPT、 修正之Johnson’s rule 派工法則:Type-Fix、 First-Fit、Best-Fit、 Random 修正後Johnson’s rule 加上 First-Fit 派工法則的結果為最佳。
2.4、考量附屬資源之相關研究 在特定產業中,機台要完成某些產品的製程步驟,需搭配附屬資源才 能順利加工完畢;例如在半導體產業內的黃光製程,機台需搭配光罩才能 進行加工。在排程相關文獻中,大多學者在研究中皆忽略附屬資源,惟有 同時考慮附屬資源與機台的產能,方能真實反應出現場排程的實際情況。 本節首先簡介附屬資源排程問題之分類,接續提出近年國內、外學者 對附屬資源運用於不同的生產環境中之研究加以說明。 附屬資源之排程問題分類 Gargeya et al.[13]提及,所謂附屬資源乃生產活動控制系統(Production Activity Control, PAC)所使用到的設備或配件等裝置,這些設備通常在生產 時需要整備、保養之作業或組裝等活動下使用。除了在生產時用到之相關 設備,其它非線上生產作業(Off-line Operations)所使用之設施如叉架起貨 機(Forklifts)、自動搬運車(Automated Guided Vehicles, AGV)、棧板(Pallets) 等設備,亦屬附屬資源之範疇。
Gargeya et al.針對不同的附屬資源限制形式,將附屬資源之排程問題 分成下列四種類型[13]:
(1) 多重資源限制零工型工廠(Multiple resource-constrained job shop): 當系統產出量受兩個或兩個以上之系統限制影響產出量稱之。這些系 統中的限制包括機器、人力、和其他附屬資源(工具、其他設備)。其中雙 重資源限制零工型工廠(Dual-constrained job shop),專指生產系統中有兩個 產出限制,乃多重資源限制之一特殊類型。
(2) 機器資源限制零工型工廠(Machine-only-constrained job shop).:
在零工型工廠中,生產系統限制只有機器,沒有其他附屬資源和人力 之限制。
(3) 人力資源限制零工型工廠(Labor-constrained job shop):
屬於雙重系統資源限制之類型,系統限制包括了機器限制和人力資源 限制。
19
(4) 附屬資源限制零工型工廠(Auxiliary Resource-constrained job shop): 屬於雙重系統資源限制之類型,系統限制包括了機器限制和附屬資源 限制。
在介紹完附屬資源排程問題的各種類型之後,接著將針對「附屬資源 限制零工型工廠」問題來進行更深入的探討。
附屬資源於零工型工廠排程規劃之探討
Zhang et al.[26] 認 為 在 擁 有 附 屬 資 源 的 彈 性 製 造 系 統 (Flexible Manufacturing System, FMS)環境中,若是同時具有產品高度的客製化及不 確定的市場需求等特性,探討工件的排程問題是非常具有挑戰性的。因此 作者以工件中心策略(part-centric strategy)及附屬資源中心策略(tool-centric strategy)這兩種想法來針對上述的環境進行工件的排程,此兩種策略之理 念概述如下: (1) 工件中心策略(part-centric strategy): 工件在生產過程中,可在不同的加工機台進行加工,亦即代表工件必 須在機台間移動來完成加工作業。運用此策略時,盡可能在機器可以容納 的載具量之下,將工具指派到機器上。 (2) 附屬資源中心策略(tool-centric strategy): 工件在生產過程中,在同ㄧ加工機台進行加工,附屬資源必須在機台 間移動來對工件進行加工,此策略又被稱為單一階段多機系統(Single Stage Multi-machine System, SSMS)。此方法最大特色在於,工件不用在機器間 移動,工具可以存放在工具倉庫中,而這樣的方法在目前工廠中附屬資源 自動運送系統技術之革新後,變得具有可行性。 Buyurgan et al.[7]同樣亦針對 FMS 製造環境裡,探討選取附屬資源的 問題。在此篇論文中,作者利用了工具的生命週期以及工具大小的比值(tool life / tool size;L/S)此項理念,進行附屬資源與機台的配置。考量工具的可 用數量以及一個產品需使用多種工具才可完成加工作業的限制下,作者發 展了一個啟發式演算法,並以最大化機台利用率為目標,進行選取及配置 附屬資源在機台上加工。
此外作者在進行驗證時,提出了Highest life(HL)此項理念與 L/S 方法
進行比較。在機台利用率方面,以L/S 理念進行附屬資源配置會使機台的
利用率較低。作者並提出往後之研究方向可考慮附屬資源在機台間的搬運 時間,使問題更趨近於實務。
在製造業裡,電腦數值控制機(Computer Numerical Control, CNC)在彈
性製造系統環境中應用的非常廣泛,產品在 CNC 機台上加工時需要有附 屬資源-各種不同的刀具協助,才可完成加工,因此如何配置刀具與機台 為非常重要的一項工作。Avci et al.[3]針對在短期規劃中 CNC 機台刀具管 理的課題,考量機台上放置刀具的刀具盒容量限制特性、每一刀具需擺放 在刀具盒的專屬位置及刀具具有生命週期等限制下,提出以最小化製造產 品之總成本為目標績效,安排刀具擺放之最佳位置及工件加工之最佳順 序。作者發展了兩階段式求解方法來解決以上問題。由於加工某些產品所 用之刀具相同,因此在求解過程中,本篇文獻利用了此項性質,配置出能 得到最低成本之結果。 同樣針對彈性製造系統,Akturk[2]考量機台加工時具有刀具與機台搭 配的限制(非所有刀具皆能擺在某一部機台)及機台只能放置一定數量刀具 等限制,作者首先發展一個MIP 模式,以最小化加工之總成本為目標進行 求解。面臨大型的問題時,無法利用數學模式直接求出最佳解,因此本文 以不考慮MIP 模式中的刀具與機台搭配的限制來求出最佳解的下限值,並 據此發展一啟發式演算法,以考量刀具與機台搭配的限制來求得近似最佳 解的可行解。 Kayaligil et al.[15]考量在彈性製造系統中,產品需求為多樣少量之情 形,針對 CNC 機器在加工產品時,需要將機台上的棧板(pallets)進行裝載 及卸載的行為進行研究。作者利用循環式排程之理念,考慮機台上棧板之 個數等限制,以完工時間最小化當作目標,使用混合整數規劃模式進行求 解,以得到最佳的裝載及卸載棧板的順序。 為了降低模式在求解大型問題時求解時間過長的問題,此數學模式作 了一些假設來簡化問題的複雜度,如忽略所有的搬運時間、裝置附屬資源 的工具盒內的容量假設為無限、不考慮附屬資源的生命週期、每個工件在 機台的具有相同之加工時間等限制。並以模擬結果來證明此模式求得的解
21 與模擬無顯著差異。 顏氏[37]考量薄膜電晶體陣列廠中產品具有再回流(reentry)特性,以及 黃光製程中加工需要附屬資源-光罩。作者針對這些特性提出一個考量光 罩限制的兩階段排程法則,在第一個階段以光罩換線次數最少與延誤的產 品數量最少的情況下,利用MIP 模式求解光罩與瓶頸機台的配置問題,並 作為第二階段瓶頸作業排程時的輸入資訊;第二個階段同樣以延誤之產品 數量最少的情況下,採用 DBR(Drum-Buffer-Rope)排程方法為基礎之瓶頸 作業排程,求得適宜的投料計畫。 Chen et al.[11]以半導體晶圓針測與最終測試為例,針對此類環境具有 多項資源同時使用的情況,如測試機台(tester)、針測機台(prober)與分類機 台(handler),以整數規劃模式建構數學模型,並將工單總延遲個數與提早 完工之個數最小化為目標式,期望能在要求之交期限制、設置序列相依、 工單的優先順序的條件下,最佳化其資源使用率,並規劃出各項工單之排
程。此外,作者針對該模式另以Lagrangian Relaxation Approach 修正其數
學模式,以提高求解效率。
Wang and Hou[22]以半導體最終測試為例,研究在預算及附屬資源限 制下,測試機台產能擴充與配置問題。在已知需求、預算與針測機台 (prober)之數量限制下發展整數規劃模式,並以最大利潤為目標,求算 出測試機台的最佳配置量。此外,為簡化計算複雜度,作者另外發展基因 演算法求解問題。並假設規劃環境在規劃幅度下之訂單需求為固定,不會 有所更動或新增。
Chen and Hsia[9]針對零工式生產環境,考量設置時間、加工次序限 制、不同的作業員有不同的工作能力,以及產品批量可分割等特性,建構 整數規劃模式,期望以最小化工件延遲與提早完工之次數,減少延遲交貨
與庫存,並最小化設置時間充分利用產能。作者針對該模式另以Lagrangian
Relaxation Approach 修正其數學模式,以提高求解效率。此外為了鬆綁資
源產能與工件加工次序等限制,作者另將問題拆解成小問題,並以 Novel
Dynamic Programming Procedure 增加求解效益。而為使求解時間降低,作 者另外發展一啟發式解法,讓求解過程能快速收斂。
Zhang et al.[27]提出過去在 IC 測試環境進行產能規劃時,通常單就瓶 頸資源進行規劃,而將其他成本甚高之附屬資源視為產能無限;此規劃方 法的實務性將受到質疑。因此,作者在進行產能規劃時,不僅針對測試機 台的產能進行評估,亦針對高成本之關鍵資源進行數量推估,以節省企業 在進行產能配置與擴充時所耗費的資金成本。作者建構混合整數規劃模 式,以最小化高等級工單未能滿足的成本與未能滿足的機台工程時間為目
標,另行建構High Buffer Formulation 與 Tight Workload Formulation 以改
進原數學規劃模式的缺點,讓測試機台與附屬資源數量的規劃數量更為精 確。
綜合上述文獻之內容,針對副資源限制排程問題的相關文獻所做的整 理與比較(表 2- 3):
23 表2- 3 考量副資源限制之排程文獻[29] 文獻 考量之 附屬資源 使用之求解方法 加工工件使用之 副屬資源個數 目標式 Zhang et al.[26] FMS 之 工具 part-centric strategy 與 tool-centric strategy 單一 最小化完成時間、前 置時間、延遲時間、 延遲工件數 Buyurgan et al.[7] FMS 之 工具
tool life / tool size
之比值 多個 最大化機台利用率 Avci et al.[3] CNC 刀具 兩階段式求解方法 多個 最小化總生產成本 Akturk[2] CNC 刀具 MIP 模式與 啟發式解法 多個 最小化加工總成本 Kayaligil et al.[15] CNC 棧板 MIP 模式 多個 最小化完成時間 Chen and Hsia[9] 針測卡 、其它測試 所需硬體 整數規劃與 Lagrangian Relaxation Approach 單一 最小化延遲工件數、 提早完工之次數 Wang and Hou[22] 針測卡 整數規劃模式與基因 演算法 單一 最大化利潤 Chen et al. [11] 針測卡 整數規劃模式與 Lagrangian Relaxation Approach 單一 最小化工單總延遲個 數、提早完工之個數 Zhang et al. [27] 針測卡 MIP 模式、 High Buffer Formulation 與 Tight Workload Formulation 單一 最小化高等級工單未 能滿足的成本、未能 滿足的機台工程時間 顏氏[37] 光罩 兩階段排程法 單一 最小化產品延誤數 量、整備時間 本文 光罩 整數規劃模式 與啟發示解法 單一 最小化自製、外包以及 未排入產品之加工成本
以往大多數之研究僅針對瓶頸資源做排程規劃,而忽略了附屬資源之 必要性及影響(如 TFT-LCD 陣列製程的光罩、晶圓針測製程的針測卡等資 源)。即便考慮附屬資源,多半以產能規劃之觀點提出附屬資源的配置量, 針對實際之排程問題鮮少著墨。再者,附屬資源成本高昂,生產所花費之 前置時間長,難以在需求產生時即時潻補。 有鑑於此,本研究在進行生產排程時將附屬資源(光罩)納入考量;光 罩於本環境具有下列特性:(1)當特定種類之光罩裝配於機台上,才可對其 對應之產品別進行加工。(2)各機台別具備不同製程規格能力,亦即可搭載 之光罩有種類上之限制。(3)各種光罩之數量為有限個數。上述特性將以限 制式呈現,再以最佳化求解得機台與光罩配置關係。如此一來,排程所規 劃出之結果才更具實務性。 2.5、滾動排程之相關文獻 本文所考量之研究問題為一靜態環境(determinstic case),雖然對整個 規劃幅可求得最佳解,但由於本研究問題考量之限制多,導致最佳解難以
在有效時間內求得;而Chand et al.[9]指出,滾動幅度排程(rolling horizen
planning)可同時考量求解之品質與時間。其做法將原先之問題分成無數之 子問題(子問題之大小事先已定義),對各個子問題進行最佳解之求解,不 斷重覆此步驟直到完成整個規劃幅度。有鑑於此,本文將採用滾動幅度排 程之解題理念,以下對其相關文獻進一步說明。 Baker[4]將求解最接近當下時點之規劃範圍內的模式,並配合資訊更新 及重新求解的程序,稱之為滾動排程。而預測窗格(forecast window,如固 定規劃幅度之長度)為影響批量排程問題績效的重要因素。
Bing and d Jie[5]指出,滾動排程之解題方法是把全局(global)排程問題 分解為滾動進行的多個子問題;每個子問題只利用當前預知的局部訊息。 在每一決策時刻,需要確定從該時點起的每一個滾動窗格(滾動排程所考慮 之規劃幅度)長度,窗格內為所需進行排程的各工作。各工作的到達時間和 加工時間均為已知。此外,工件加工環境中充滿了隨機和不確定性,當有 緊急工件和工件到期時間改變時,一次性全局最優的靜態調度雖可得到最 佳解,卻無法適應動態環境的變化。透過最佳化滾動排程,不僅可克服不 確定因素,且由於只對當前滾動窗格之工作進行排程求解,減少問題的求
25 解規模。 Baker[4]指出滾動排程的求解穩定度與規劃幅度之長度相關,其將規劃 幅度更新時對生產排程造成之改變(如生產及庫存成本的增加),以「不穩 定性(instability)」稱之。Sridharan et al.[19]提出其值之計算方式為規劃幅度 長度中凍結所佔比例。許多研究方法提出降低排程結果之不安定性,其方 法包括:凍結部份排程結果[5]、預測規劃幅度外之範圍[8]、透過修正批量 大小觀察主生產排程之成本變化[16]等。 楊氏[33]於求解模型中考量滾動排程之概念,有效運用前期之規劃期 數餘裕產能,支援後段需求進行提早投料之動作。並且依訂單來到時間及 交期的時間序,對多筆訂單同時規劃,此舉可決定多期訂單之最適生產順 序。再者,針對數學模式求解結果,凍結滿載之期數排程結果,以利後續 訂單進行求解。 由於凍結排程可適時減少求解結果的不安定性及問題規模,因此本文 將承襲楊氏[33]於滾動排程及凍結排程之作法,搭配研究問題及假設予以 部份修正,作為本文之解題概念。
第三章、模式建構
3.1、問題描述與假設 於2006 年 9 月,友達2宣佈併購台灣國際彩光凸版公司3,此一指標性 之專業彩色濾光片廠後,將擴大面板上游材料彩色濾光片的供貨能量,並 提升長期的成本競爭力,也意謂著台灣的TFT 產業逐漸走向上下游垂直整 合之模式。並且隨著面板價格下跌,零組件降價壓力趨大,為了降低成本 及避免關鍵零組件缺貨,對彩色濾光片內製化的需求及比例均逐步增高。 內製及專業兩型態的製程能力皆相同,生產型態也皆為接單式生產,論文 係以TFT-LCD 旗下的彩色濾光片內製廠為探討對象。 內製廠生產規劃之目標為滿足組立製程的彙整需求。在建廠設計時, 內製廠將其最大可用產能訂於「淡季需求」的數量,此舉乃因若將產能設 計成跟「旺季需求」相同,則淡季時 CF 將有大量的產能閒置,將造成許 多閒置機台折舊攤提成本。由於 TFT-LCD 公司與外包廠進行策略聯盟, 以確保在產能吃緊的旺季能從外包廠獲得固定的產能支援,因此不論在 淡、旺季皆需將部份數量(外包合約下限)委外給外包廠。再加上外包廠自 身也有產能限制(外包合約上限),僅能提供一定比例之產能予以內製廠。 因此在淡季情況下,需求數量不能全數用來填滿自身的產能,必須將部份 數量外包給供應商。對於內製廠而言,規劃者所知的資訊為自身之產能(單 位:秒),以及依合約訂定之外包數量限制(單位:片數),於求解時並不需 考慮外包廠之生產參數及資源(亦無從得知),如何有效地運用外包數量的 上、下限及內製廠產能,即產生了產能的分配問題。 外包商在淡、旺季擁有不同的談判能力,於淡季時對於下游所開出之 需求照單全收(接受複雜的產品種類訂單);反觀旺季時,外包商產能吃緊, 同交期之訂單中每一種類產品之數量不可過小(會造成大量之換線時間)。 因而在旺、淡季時,外包產品會有或無最大種類數限制之差異。綜合上述 之情況即為「自製、外包產品種類及數量決策問題」。 2友達光電為台灣第一大、全球前三大的薄膜電晶體液晶顯示器(TFT- LCD)製造商。友達於各尺寸的面板市場皆達到均衡 佈局發展,並反應在健全的企業體質與優秀的財務表現。3台灣凸版國際彩光股份有限公司(Toppan CFI)2001 年由日本凸版印刷株式會社(Toppan Printing Co., Ltd)投資創立,主要
商品及服務項目為彩色濾光片產銷。2006 年 8 月友達光電股份有限公司取得 49%股權投資台灣凸版國際彩光股份有限公
![表 1-1 TFT-LCD 製程四大類別比較[本文整理] Array (陣列製程) CF (彩色濾光片) Cell (組立製程) Module (模組組立製程) 生 產 型 態 z 產能導向 z 存貨型生產 z 產能導向 z 存貨型生產 (中、大尺寸)z 訂單型生產(小尺寸) z 產能導向 (需兼顧物料) z 存貨型生產 z 物料導向 z 訂單型生產 製 程 特 性 z 回流生產 (5~7 次) z 具有共用機台 特性 z 更換不同光罩、光阻液 及玻璃尺寸會](https://thumb-ap.123doks.com/thumbv2/9libinfo/8440443.181825/18.892.57.839.111.487/中大尺寸型生產小尺寸產能導向需兼顧物存貨型生物料訂單寸會.webp)

![表 2-1 CF 相關文獻整理表[29] 作 者 問題焦點 目標 TFT-LCD製程 求解方式 順序相關 設置時間 考量機台數目 謝 氏 [36] 提出一可適用商用 APS系統架構之 TFT-LCD 產 業特性之生 產規劃流程 同步協調各廠的排程計劃 Array, CF, Cell,](https://thumb-ap.123doks.com/thumbv2/9libinfo/8440443.181825/30.892.126.802.105.923/時間考量機台數目提出一可適用商用系統架業特性之生同步協調各廠.webp)