行政院國家科學委員會補助專題研究計畫成果報告
※※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※
※
※
※
※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:ˇ個別型計畫
□整合型計畫
計畫編號:NSC89-2213-E-009-164
執行期間:
89 年
8 月
1 日至
90 年
7 月 31 日
計畫主持人:李榮貴
共同主持人:
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:
中
華
民
國
年
月
日
以限制理論整合產銷管理模式Integr ated Supply Chain Pr oduction-Distr ibution Management
Model : An Theor y Of Constr aint Appr oach
行政院國家科學委員會專題研究計畫成果報告
以限制理論整合產銷管理模式
Integr ated Supply Chain Pr oduction-Distr ibution Management Model :
An Theor y Of Constr aint Appr oach
計畫編號:NSC 89-2213-E-009-164
執行期限:89 年 8 月 1 日至 90 年 7 月 31 日
主持人:李榮貴 國立交通大學工業工程與管理系
共同主持人:
計畫參與人員:
一、中文摘要 現代化的產銷系統必須具備有效率與有效果 地對市場的變動做出快速反應。但在供應鏈最末端 直接所面對的是隨機變異的獨立需求特性市場,需 求資訊大多採預測的方式並提前下單,然因預測需 求與實際需求之間通常差異很大,造成預測需求資 訊依序回傳產銷鏈各階時,上階的供應規劃無法吻 合下階實際需求,並促使出貨往往依此預測的方式 儘量採取以 Push 方式送至下游,以致於送至下階 (echelon)的貨品往往跟實際需求不一樣,即使鏈 上存貨很多但卻非下階所要「對」的產品,造成傳 統產銷系統的供需不穩定現象。供需系統要獲得穩 定,必須將不穩定的獨立需求與提供滿足此需求的 系統分離(de-couple),以使供應系統獲得穩定作 業。本研究針對此問題提出以限制理論( Theory of Constraint, TOC )中“Drum-Buffer-Rope”規劃系統來 建構產銷系統,並提出系統分離(de-couple)的運作 模 式 , 且 以 統 計 製 程 管 制 (Statistical Process Control, SPC)中管制圖的手法建立零售商的 Buffer 控管方法,以充分隔離(de-couple)不確定需求因素 對系統的干擾。然後在其餘各段建立以零售商 Buffer 為補貨導向的 Buffer,使產銷系統成為以存 貨緩衝區密接拉式系統( seamless pull system)。使 整個系統的補貨流動是以零售商 Buffer 作拉式 (pull) 的驅動,此方法不僅使外在不確定的需求與 供應系統分離而且又能密接的運作,可大大提升系 統的運作效能。 關鍵字:長鞭效應、緩衝管理、統計流程管理 二、英文摘要 AbstractA competitive production-distribution must respond to the market changing rapidly and effectively. Traditional way to resolve this problem is by pushing the inventory closely to the final echelon of the system. This created vicious cycle. In this paper, we propose a Drum-Buffer-Rope planning system and Statistical Process Control (SPC) techniques to built de-couple seamless pull production-distribution system. The proposed not only eliminated the
production-distribution system undesirable effects, but also provide an appropriated buffer inventory to withstand system stability.
Keywords: Bullwhip Effect, SPC , Buffer
Management, Drum-Buffer-Rope , 三、前言 在傳統產銷供應系統的各階(stage),大部分仍 以設立存貨作為緩衝的調節方式,來對抗系統的不 穩定性,因此形成所謂長鞭效應(Bullwhip Effect) 現象。產銷系統長鞭效應現象的另一個成因,是我 們採取預測與 Push 方式的驅動系統,將生產工廠 所生產的產品送至區域配銷倉庫再送至零售商所 造成。因為預測通常是不準的,以致送至區域配銷 倉庫的貨品往往跟實際需求不一樣,造成該有的沒 有,不該有的庫存一堆。工廠因此對區域配銷中心 (或發貨倉庫)產生抱怨,而區域配銷中心(或發 貨倉庫)轉向零售商抱怨為何無法掌握實際需求。 當然零售商如果經常無法取得其所要貨品,則會對 區域配銷中心(或發貨倉庫)產生抱怨,而為保護 其缺貨的風險只好更加提前下以預測為基礎的需 求訂單,而區域配銷中心(或發貨倉庫)無法持有 正確的貨品便會對工廠無法生產其所要的產品產 生抱怨,更加提早下單,如此惡性循環結果造成各 階(stage)只好紛紛依預測而提前下單,以高存貨 方式因應。但市場的需求變動是難以預測,因此存 貨雖高,但卻並非所需的貨品,形成必須依賴警急 訂單方式來滿足需求的不合理現象所示即為傳統 產銷系統運作的惡性循環關係。經常備高存貨因 應,使整個系統出現如 Chin-Hung Tsai (1998) 所提 出的下列問題(Undesirable Effects, UDEs): 1. 客戶經常買不到所要的產品機率很高。 2. 為提高客戶服務滿意,需備高存貨方式因應,然 因產品壽命有限導致經常退貨或形成滯銷庫存 (dead stock)或廢品(scrap)。 3. 零售商所訂的產品,配銷或倉儲中心常常無法按 時送達。
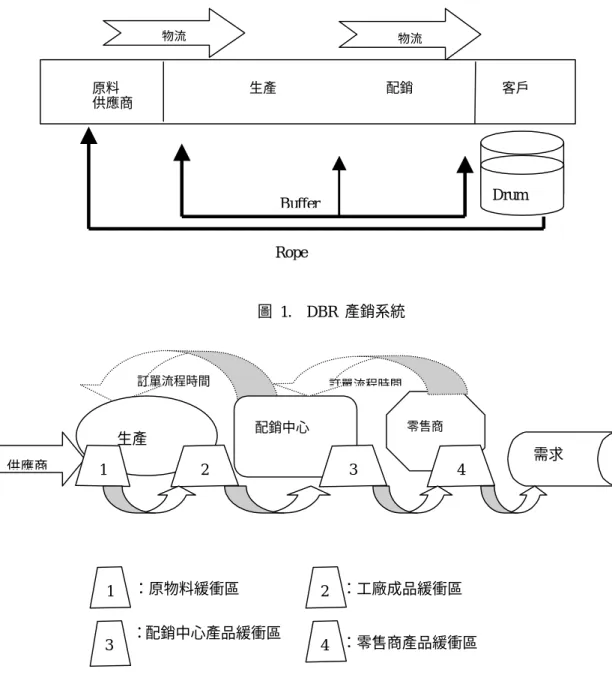
4. 某 些 產 品 在 配 銷 或 倉 儲 中 心 經 常 缺 貨 (stock-out)。 5. 某些產品在配銷或倉儲中心則庫存太高。 6. 工廠供給配銷或倉儲中心的產品常與市場(客 戶)實際需求不合。 7. 工廠為提高製造效率,以大批量生產,造成製造 前置時間(manufacture lead times)的拉長,導致 該交的貨無法準時交貨。 8. 工廠經常沒有足夠的產能滿足目前的需求。 傳統為解決上述問題以數學模式研究的弱點 為所建構的數學模式多屬線性 ( linear ),很難將屬非 線性與整數關係的真實環境與邏輯關係清楚地表示 出。 其實在產銷供應鏈系統上,若能將不穩定的獨 立需求與提供滿足此需求的系統分離(de-couple)如 圖二,則供應系統就可獲得穩定作業,所以對於長鞭 效應問題的解決,必須將不穩定源頭與供應系統分 離。但是要如何購建一個分離而又能獲得穩定作業系 統,使產銷系統能順暢是關鍵,也是本研究的重點所 在。 四、研究內容 要構建一個能隔離不確定環境且又為 Pull 的 產出效率高的密接系統,可透過 Goldratt E. M. 博 士所創立的限制理論( Theory of Constraints, TOC)來建構(Goldratt E.M.1990,1992, Arwater, J.B., ChaKravorty, S.S. 1995Verma R. 1997)。 TOC 提出的二個技巧為: DBR(Drum-Buffer-Rope) 作 業 規 劃 系 統 與 緩 衝 管 理 系 統 (Buffer Management) , DBR 規劃系統是由 Drum 統一指揮, Drum 依輸入的需求資訊分析,指示系統做輸出(產 出)的作業步調。而 Buffer 則設在會阻礙系統產 出的作業以保護其流暢性,系統的所需用到的執行 作業指令則由 Rope 來指示。此意謂系統的輸出一 切準備作業是依外在市場需求狀況而作業,輸出的 是市場所需的(Schragenheim, E., Ronen, B. 1991, Umble M.M., Umble E.J. 1999) 。DBR 所建構的產 銷系統如圖一所示。 事實上,此觀念所建構的系統,同時結合 Pull 及 Push 的作業觀念。需求資訊(出貨資訊)先經 由零售商緩衝區所扮演的 Drum 滿足後,所需的補 貨作業排定後才以 Pull 方式進入系統,而所需的補 貨數量及作業進行則以 Push 方式儘快送到所需補 充的緩衝區的位置,以滿足各緩衝區的所需,如此 使外在需求的不確定環境與作業系統分離而又能 密接的運作(如圖二所示)。 對於零售商的 Buffer 大小的設定,則是直接 面對不確定的環境而且每次需求量多寡通常是由 預測得到,變異很大,且又是系統的指揮中心 Drum 所在,因此決定其大小時必須考量不確定需求變動 所帶來 Buffer 的變異。因此對產銷供應鏈設定 Buffer 時,首先必須將面對不同需求環境特性的 Buffer 有所區隔,然後若再能對於存貨的變異能加 以控管,使系統能在管制的穩定下,則緩衝管理就 容易進行了。為考量下一期的客戶需求期望偏差 (deviation of expected customer demand),滿足產 銷供應鏈中不同需求變異的特性,同時對於需求的 變異能立即偵測,需求趨勢變動時,立即有效修正 Buffer 的大小,才能使發生缺貨的風險降低。Walter A. Shewhart 所提出且普遍用在品質管制而可迅速 偵 測 變 異 原 因 的 統 計 流 程 管 制 (Statistic Process Control, SPC)技術是很好的技巧,SPC 在正常基礎 上收集少量的樣本數即可得到對整體流程運作是 否屬於合理輸出(conforming outputs)的統計決定 徵候(statistically determined indication),此資訊即 可作為對流程的控制且立即判讀出是否有不合理 的輸出現象(non-conforming outputs)。如圖三所 示。本研究對零售商緩衝區的維護管理,分為三個 補貨反應區域(如圖四所示):分別為在(
X
+2 σ)至(X
+3σ)、(X
+2σ)至(X
-σ)與 (X
-σ)至(X
-3σ)三區。此三區域的補貨 準則如表一所示。 以 SPC 管制圖做為零售商存貨緩衝區的訂 定,因為系統是在統計管制的穩定下,所以對未來 的可預測性可信度會較高。另外優點是可依緩衝水 準趨勢走向(trend)做事先的防範規畫措施,例如 當零售商緩衝水準訊號在管制範圍內,但有下列趨 勢出現時則必須注意,但是否需採取行動則依產業 或經驗而定: 1. 零售商 Buffer level 信號出現在(X
+3σ)上方 出現時,表示存貨偏高,偏離管制,必須立刻檢 討發生原因。 2. 零售商 Buffer level 信號出現在(X
+2σ)上方 連續出現時(如連續四期),尤其是其中多期連 續落在此區域時,表示存貨連續偏高(或是 Buffer Size 設定的太寬)或是需求漸減的趨勢, 必須檢討適度降低緩衝區的大小,將補貨基準現 由(X
+2σ)調降至(X
+σ)才進行補貨而 使存貨降低。 3.零售商 Buffer level 信號出現在(X
-σ )下方連 續出現時,則必須緊急補貨,尤其是多期連續落 在此區域時,表示存貨連續偏低,或是表示 Buffer Size 設定的太小,可將緊急補貨線由(X
-σ )適度調高至X
以增加緩衝存貨,以免缺 貨發生。 零售商緩衝區大小透過 SPC 管制圖的設定,與反應 區的補貨行動準則的合理維護,在計算補貨訂單 時 , 不 僅 考 慮 了 下 一 期 的 客 戶 需 求 期 望 偏 差 (deviation of expected customer demand)且同時將前置時間的變異也考慮在內,如此不但能掌控緩衝 區大小且對於不確定需求的滿足可有效的達成。
五、結論
今以零售商面對市場獨立需求的運作,以模擬 傳統 Buffer 與本文 SPC Buffer 作比較,而比較假設 條件如下,: 1. 針對單一需求的產品,系統沒有資金、空間和 其他的限制, 2. 各期為互相獨立的隨機需求(本期需求不受前 期需求的影響), 3. 需求與存貨互相獨立, 4. 向前一期的補貨所需前置時間(即 rope length) 為一期, 5. 所需的補貨量,全部一次於期初補足, 6. 在緩衝區內,無尚未分配量(allocations), 7. 不允許缺貨, 8. 沒有數量折扣, 9. 產品壽命沒有時間的限制, 最後,比較傳統 Buffer 與 SPC Buffer 模擬結果,而 模擬結果如圖五所示。 因為 SPC Buffer 設定方 式,是先建立符合需求趨勢的存貨管制圖,因此系 統先獲得控制,然後依此穩定系統所訂定的緩衝區 大小,對於未來需求的變異較為合適。此符合了 Shewhart 指出的流程若在統計管制狀態 (state of statistical control) 下系統可獲得穩定狀態,因此, 需求與存貨關係穩定下,需求資訊雖是隨機的,但 是因特性滿足於存貨與需求關係的統計管制狀態 系統,對於需求的期望較能掌握,因此,可以較低 的存貨水準滿足。 分離式產銷系統,透過各層級緩衝區的構建與 管理,使下一階所需求的產品直接可由上階的緩衝 區立即提供不會發生等候(queues)現象,可改善 傳統物流的問題(Undesirable Effects, UDEs)。因 此,供應鏈的穩定度提高,工廠產能規劃易於安 排,不但可提高工廠產能的實際有效利用率(只需 生產市場所需的),同時也解決區域倉庫庫存持有 部位的管理衝突,使產銷系統趨於同步運作。 本研究並未針對產業別或產品特性,提出對於 緩衝區維護的準則,故未來可依不同特性的需求, 研究出維護管理緩衝區的準則,將使系統的應用更 為廣泛,是未來值得研究方向。 六、參考文獻1. Chin-Hung Tsai, Yu-Hsin Lin, Yeong-Hoang Lee, (1998), “A TOC-Based Analysis Approach for Supply Chain Management, ” Journal of Commercial Modermization, Vol.1. ,NO.1, 35~50.
2. Groldratt, E.M. (1990b) , “What is this thing called theory of constraint and how should it be implemented,” North River Press. Inc..
3. Groldratt, E.M., and Cox, J. (1992), The Goal, North River Press., Inc..
4. H.Chr.Pfohl, Oliver Cullmann, Wolfgang Stolzle (1999), “ Inventory Management with Statistical Process Control: Simulation and Evaluation, ” Journal of Business Logistics, Vol.20, No.1, 101~120.
5. Karla E.B., Stephen G.P., David F. P. (1996) , “ Exploiting timely demand information to reduce inventories,”
European Journal of Operation Research , 92, 239~253. 6. R. VERMA, (1997), “ Management Science, theory of
Constraints/Optimized Production Technology and local Optimization,” Omega International Journal Management Science , Vol. 25, NO.2, 189~200.
7. Schragenheim, E., Ronen, B. (1991), “Buffer management: A Diagnostic tool for Production Control,” Production and Inventory Management Journal, Second Quarter, 74-79. 8. Schragenheim, E.,Ronen,B. (1990), “Drum-Buffer-Rope
shop Floor Control,” Production and Inventory Management Journal, third Quarter, 18~22.
圖 1. DBR 產銷系統 Rope 物流 物流 原料 生產 配銷 客戶 供應商 Drum Buffer
圖 2.無縫隙緩衝產銷系統(seamless production-distribution buffer system) :配銷中心產品緩衝區 :原物料緩衝區 :工廠成品緩衝區 :零售商產品緩衝區 4 3 2 1 供應商 零售商 訂單流程時間 配銷中心 訂單流程時間 生產 需求 1 2 3 4 區域 緩衝水高低水準 該期補貨量 Ⅰ (
X
+ 2σ ) ≤LBLt 0 Ⅱ (X
-σ ) ≤ LBLt< (X
+ 2σ) (X
-2σ ) Ⅲ LBLt ≤(X
-σ ) (X
+3σ) LBLt =t 期間最低緩衝區水準,X
=平均存量,σ =存量標準差, UCL =上限管制線(=X
+ 3σ ), LCL =下限管制線(=X
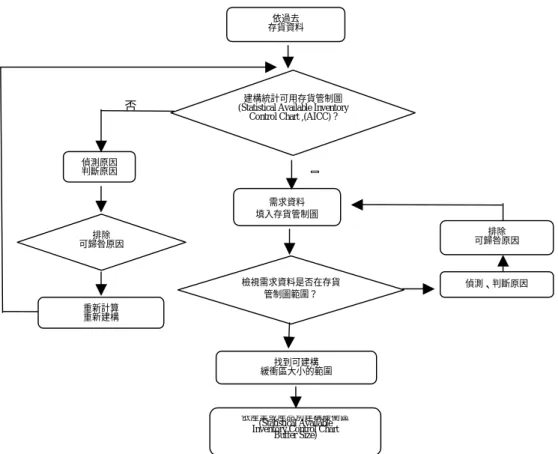
-3σ ) , Rt = t 期間最低補貨量。 表 1 補貨數量決定準則6 是 是 否 重新計算 重新建構 否 找到可建構 緩衝區大小的範圍 依產業或產品別建構緩衝區 (Statistical Available Inventory Control Chart
Buffer Size) 檢視需求資料是否在存貨 管制圖範圍? 需求資料 填入存貨管制圖 偵測原因 判斷原因 排除 可歸咎原因 排除 可歸咎原因 依過去 存貨資料 建構統計可用存貨管制圖 (Statistical Available Inventory
Control Chart ,(AICC) ?
圖 3. 建構統計管制緩衝區大小流程(SPC control Buffer size process)
偵測、判斷原因 存 貨 / 需求水 準 期 間 K1 LCL X UCL K2 存貨曲線 UCL X+2σ CL X-2σ LCL 需求趨勢 UCL(
X
+3σ)X
+2σX
X
-σ LCL(X
-3σ) 緩衝最低量線(LBL) 圖 4 . SPC 設定緩衝區大小與決定反應區域比較傳統Buffer與 SPC Buffer 0 200 400 600 800 1000 1200 31 36 41 46 51 56 61 66 71 76 81 86 91 96 101 106 111 116 121 126 131 136 141 146 121 126 131 136 141 146期間 需求/緩衝區水準 需求 傳統Buffer SPC Buffer 圖 5. 比較傳統 Buffer 與 SPC Buffer 模擬結果