國立交通大學
管理學院(工業工程與管理學程)碩士班
碩士論文
以萃思創新理論解決晶圓製造廠研磨區品質衝突之
研究
Applying TRIZ Theory to Solving CMP Quality Conflict
研
究
生:曾 朝 泉
指 導 教 授:梁 馨 科 博士
萃思創新理論解決晶圓製造廠研磨區品質衝突之研究
Applying TRIZ Theory to Solving CMP Quality Conflict
研 究 生:曾朝泉 Student:Chan-Chao Tseng
指導教授:梁馨科 博士 Advisor:Dr. Shing-Ko Liang
國立交通大學
管理學院(工業工程與管理學程)碩士班 碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University In Partial Fulfillment of the Requirements
For the Degree of
Master of Industrial Engineering In
Industrial Engineering
July 2007
Hsinchu, Taiwan, Republic of China
萃思創新理論解決晶圓製造廠研磨區品質衝突之研究
研究生:曾朝泉 指導教授:梁馨科 博士 管理學院(工業工程與管理學程)碩士班摘
要
品質衝突存在競爭的市場環境,主要來自顧客多品質要求,例如,快 速達交,低成本,保持品質穩定,相對技術瓶頸若無法突破,品質衝突接 踵而來。 因此,解決品質衝突,符合客戶的要求,最需要的是有效的管理方法。 在技術上,萃思理論提供一套有系統的創意管理。目前萃思創新設計方法 非常受到設計工程師關注,設計者可以依循萃思理論正確的找出工程技術 問題的矛盾參數,套用矛盾矩陣表,使用物質-場方法來找出技術上的瓶頸, 加上實驗設計理論分析,提供解決品質衝突的方向。 本文的創新管理即將萃思方法無法量化的缺點加以改良,結合田口實 驗設計的敏感度分析之優點,其中,增加有用的資源及消除有害的資源之 兩者共通性,突破技術上的瓶頸,解決品質衝突問題。本文中,以半導體 晶圓研磨製程品質衝突實際範例結果來證明萃思創新結果之可行性。相信 在使用萃思方法時,若能搭配本文提出的建議與方法,一定能讓創意使用 者在使用萃思方法時更有效率。 關鍵字:萃思、創造力、半導體、研磨、管理Applying TRIZ Theory to Solving CMP Quality Conflict
Student: Chao Chun Tseng Advisor: Dr. Shing-Ko LiangDepartment of Industrial Engineering and Management National Chiao Tung University
Abstract
Quality conflicts exist in a competitive market, and come from customer’s large quality require mainly, for example, quickly delivery, lower cost and keep quality steady. Sometimes corrosponsive technology bottleneck get difficult to break through, unfortanlty, the quality conflicts come one after another.
Therefor, to solve quality conflicts effieiency and to accord with customer’s demand, the effective and powerful management method is necessary.
Nowadays, TRIZ theory has been the innovative and systematic way to manage technology. In other words, it is the most popular innovative design in solving engineering problems. The TRIZ theory not only helps all engineers find out the technique contradiction parameter exactly but also use conflicts matrix and applies substance field to discover technical bottleneck, in addition, combining experiment design analyses properly, offer and solve direction of quality
conflicts.
In the paper, innovative management not only improves the shortcoming of unable quantification and also combines sensitive analysis of Taguchi Method. It includes the commonness of advantages of increasing useful resources and
eliminating harmful resources, breaking through technical bottleneck and
solving quality conflicts. In practical case, in this paper, semiconductor process in CMP quality conflict of example proves the TRIZ innovation results. I believe that it would be more effective if creative users match suggestions and ideas when using the TRIZ theory. The old model evaluates enterprise’s wealth only with productivity, profit and property assets and it only focuses on management performances on short-term interests or competitiveness.
誌
謝
在工作多年後,自己深感慶幸有機緣能夠重新踏入校園,展開在職專 班的學程,此間承蒙在各學術領域專精的教授教誨下,吸取他們精闢的見 解與觀念,並與來自各產業精英的同學們,分享他們工作成就與心得。 首先要感謝 恩師梁馨科博士在論文題目、架構與方法論上悉心的指 導,使我獲益良多。非常感謝老師在這期間的耐心指導、包容與鼓勵,給 我機會成長,本論文才能夠順利完成。也增強了個人發掘、研擬、界定、 分析、解決問題及表達構想,系統思考與整合的能力。 回想從一開始苦無頭緒,到想法成形,然後經過和老師的討論、修正, 最後完成論文,確切體會了要做好研究真的很不容易。尤其那種認真執著 的精神,讓我充分地學習到求學問的態度以及做研究的方法。 其次,要感謝實驗室的各位學長學弟們,因為有學弟們親切與熱心的 幫忙,適時的給予協助,鼓舞。在博士班亮志學長與恩師共同討論與指導 下,使得此論文能順利完成。在此向 恩師致上最深的敬意,還要感謝同窗 好友上光互相砥礪與相互交換心得。更要感謝文學院學妹凱婷陪伴給予精 神上最大的支持,本人將銘記在心。 在論文審查與口試期間,承蒙陳義揚博士與洪一薰博士撥冗細閱,並 不吝給予剴切的指正,提供許多寶貴的意見,使本論文得以更加嚴謹周詳, 特此深表謝意。 更要感謝父母、提供精神上的鼓勵與關懷,因為他們的支持,讓我無 論身在何地、做任何事情,都能夠勇往直前,使得我無後顧之憂地順利完 成學業。 感謝公司主管及同事,在工作上給予支援與協助,這些都是我日後珍 貴與難忘的回憶。最後,謹以這篇論文與關心、鼓勵學生的所有師長、朋 友、同事與家人們共同分享。 曾 朝 泉 謹誌 中華民國九十七年七月目錄
摘 要...i Abstract...ii 誌 謝...iii 目錄...iv 表目錄...vi 圖目錄...vii 圖目錄...vii 一、緒 論...1 1.1 研究背景 ... 1 1.2 研究動機 ... 2 1.3 研究目的 ... 3 1.4 研究範圍與限制 ... 3 1.5 研究方法與流程 ... 3 二、文獻探討與研究假設論 ...4 2.1 解決空矩陣元素方面 ... 4 2.2 解決正確找出矛盾參數方面 ... 4 2.3 解決物質-場方法適用時機方面 ... 5 2.4 解決矛盾矩陣表是否適合新科技方面 ... 5 2.5 萃思與品質分析方法與應用 ... 5 三、萃思創新理論與管理 ...7 3.1 萃思(TRIZ)發展背景 ... 7 3.2 萃思(TRIZ)理論運算機制 ... 7 3.3 技術問題分析方法及步驟 ... 7 3.4 矛盾矩陣表方法 ... 8 3.4.1 矛盾矩陣表 ... 9 3.4.2 三十九參數 ... 10 3.3.3 四十法則及發明 ... 13 3.3.4 TRIZ 優缺點 ... 14 3.5 訊號雜音比理論與實驗分析 ... 15 3.6 萃思(TRIZ)之創新應用 ... 16 四、個案研究...18 4.1 半導體晶圓大小發展趨勢與研磨製程限制 ... 18 4.2 晶圓平坦化 化學機械研磨(CMP)製程簡介 ... 19 4.2.1 CMP 基本架構 ... 19 4.2.2 CMP 主要參數 ... 20 4.2.3 CMP 晶圓研磨要求與目的 ... 22 4.3. 萃思(TRIZ)創新理論解決晶圓平坦化品質衝突度 ... 23 4.3.1 確認並說明問題--CMP 兩大品質要求目標 ... 24 4.3.2 擬定問題 ... 27 4.3.3 建立物質-場(S-Field)模型-導入矛盾衝突表 ... 274.3.4 解決品質衝突 (轉盤轉速影響) ... 28 4.3.5 決定最後理想化的結果分析 ... 29 4.3.6 品質分析 -訊號雜音比 ... 30 4.3.7 列出可利用的資源-尋找資料庫中的案例附予系統演進 ... 31 4.3.8 增加動態與可控性 ... 33 4.3.9 增加系統的、彈性、使用性、效率及控制性 ... 34 4.4 TRIZ 改善後,平坦度與良率關係 ... 35 五、結論與建議...36 5.1 結論 ... 36 5.1.1 在創新管理方面 ... 36 5.1.2 在 TRIZ 應用 CMP 方面 ... 36 5.2 未來研究方向及建議 ... 37 參考文獻...38 一、中文部分 ... 38 二、英文部分 ... 38
表目錄
表 3.1 矛盾矩陣表簡圖 ... 10 表 3.2 三十九項工程參數分類 ... 10 表 4.1 直交表 L9 (orthogonal array) ... 25 表 4.2 平坦度因子效果 ... 25 表 4.3 研磨速率因子效果 ... 26 表 4.4 CMP 矛盾矩陣表... 28 表 4.6 CMP 平坦度改善分析因子效果圖... 30 表 4.7 CMP 移除率改善分析因子效果圖... 31圖目錄
圖 3.1 TRIZ 與 S/N 共同特性問題模式 ... 16 圖 3.2 TRIZ 創新改善架構圖 ... 17 圖 4.1 半導體平坦化與無平坦化差別 ... 18 圖 4.2 CMP 基本結構... 19 圖 4.3 晶圓平坦度 ... 23 圖 4.4 CMP 研磨速率計算... 24 圖 4.5 CMP 轉盤旋轉示意圖... 28 圖 4.6 CMP 研磨液分佈圖... 29 圖 4.7 CMP 研磨液分佈改善圖... 29 圖 4.8 CMP 研磨液多孔設計改善圖... 29 圖 4.9 CMP 多孔設計研磨液分佈圖... 30 圖 4.10 CMP 研磨頭構造及施壓示意圖... 32 圖 4.11 CMP 研磨頭構造及施壓示意圖... 32 圖 4.12 CMP 晶圓不同區域研磨速率示意圖... 33 圖 4.13 CMP 晶圓不同區域研磨速率動態觀察示意圖... 33 圖 4.14 CMP 不同區域曲線自動控制示意圖... 34 圖 4.15 CMP 不同區域曲線設定功能示意圖... 34 圖 4.16 CMP 不同區域曲線自動修補示意圖... 35 圖 4.17 CMP 改善後,平坦度與良率關係... 35一、緒 論
1.1 研究背景
產品在市場環境中已經成為顧客導向,越新穎的產品,顧客的接受度 也就越高,產品的生命週期變成相當短暫,且產品大部分都以少量多樣的 客制化型態進行生產。產品品質創新的要求也越來越嚴格。因此,任一企 業無不重視品質創新管理的重要性,除了必要性提升產品品質為外,快速 流入買賣市場,低成本,也成為顧客品質的訴求,形成了所謂的多品質生 產要求。二十一世紀新一代的品質思潮,聰明的顧客及消費者不只要求產 品功能的新穎性,使用壽命的長短,價格低,更期待新產品快速流入市場, 享受科技的進步帶來的福祉。隨著多品質需求下,製造企業時常需要解決 品質要求衝突的情況,例如,快速達交,時間的縮短,也需顧及產品的良 率不受影響,隨即增加人力成本,技術能力窒礙難行的情狀下,品質衝突 隨即發生。如果未能在有限的時間內解決此窘境,產品未能順利生產,最 後勢必淘汰於市場之外。因此,在這競爭的市場環境中,適時解決品質衝 突,符合客戶的要求,極需要的是有效的管理方法,產生許多管理方法。 以往品質衝突在無法解決時,基於知識,技術瓶頸無法突破,又加上成本 及失敗風險上的考量,只能利用統計學的實驗設計及最佳化分析,選擇適 合的品質,其方法包括:程序分析,品質管理系統ISO9000,計量方法,設 定標竿供應商培養質性方法,透過全面品質管理進行品質管理效能,以上 管理方法投入大量的組織員工參與,有時因為利害關係人參與施行品質計 畫,產品最後流為換湯不換藥的包裝產品。 為了尋求品質創新,許多管理者無不致力發展一種管理系統的方法去 突破提升品質的障礙,當發生系統及程序上的障礙時,激發員工的想像力, 讓創新思維成為品質持續改善的原動力,也積極鼓勵知識的分享,獎勵創 新的風氣的組織。因此,當務之急,如何發展一套有效執行,快速改善, 提升品質的系統,為品質管理重要問題,而創新管理是解決這些問題的重 要途徑之一。 但創新絕非天馬行空,創新也不是個人的責任,企業的創新必須落實 在競爭的環境,是一群人互相激盪,互相分工的結果(林財源,1992),而 系統建立與組織配合更是重要的關鍵。(梁馨科、陳義揚,1990)。創新研 發管理是一種系統發展的管理程序。系統發展的管理程序可分成目標設 定、發展策略、資源取得、管理技能(轉換管理)、成果分配及檢討回饋等斷有創新的能力,推出新產品或是新服務,才會帶給顧客新的價值。 最近幾年內,萃思理論方法引進不同組織並協助工程師於創意啟蒙 時,在概念設計階段進行初步設計時,掃除工程師心理慣性,擴展有限的 知識領域,提供了一套較系統化的方法,使工程師能正確定義問題並提供 創新性的想法。萃思之英文原文為 TRIZ,是俄語或德語其英文同義是 TIPS(Theory of Inventive Problem Solving)。許多企業也都利用以 TRIZ 為基 本的創新過程來維持其競爭優勢,歸類其對企業產生之長期效益除了加強 了公司員工的創新技能、增加生產力、縮短產品生命週期、減少成本、更 能改善產品品質、提高安全性和可靠度。如此眾多優勢也成為企業提高新 產品開發能力和經濟效益的重要手段。 總而言之,TRIZ 即是一套提供系統性的理論來指引創新的過程。在東 西方冷戰時代之前,TRIZ 的研究一直被作為蘇聯的國家機密,西方國家知 之甚少。但在蘇聯解體後,TRIZ 的研究與實踐迅速的在西方國家普及和發 展。如今,TRIZ 方法已逐漸為西方國家廣知,且是最具權威性的創新問題 解決方法。
1.2 研究動機
品質管理的重要性,杜拉克認為,「不論管理的方式或是管理過程的及 技術,都應該力求簡單…而愛因斯坦所使用的工具,也不過是一種黑板, 並不複雜。」另外,杜拉克認為,「管理的問題就是實濟運做問題。只有透 過不斷的系統運作,才能改善管理的能力。」而在高度需求變化的科技產 業裡,隨著時代技術的不斷提升,進而產生多樣化的複雜製程與模式,並 伴隨著產生更多大量複雜的重要製程參數與參數水準,一般傳統的實驗設 計,(Design of Experiment;DOE)的方法,大多應用在單一品質特性上時, 可以獲取好的成效,對於多重品質特性要求,創新產品的發明的解決方法, 需要有一套有系統管理,有效的執行方法,至今,還有許多未處理很好的 課題,也就成為目前許多學者想要去研究的主題之一。 一般,品質最佳化 是透過實驗設計的方法來估計最佳的參數設定值。此方法雖然可以找出最 佳的參數設定值,但是未能使產品或製程創新,而且探討的參數過多的話, 所需要的實驗次數也會相對的增加,因此就會花費相當多的時間和成本。 過去的作法是採用魚骨圖的基礎,然後再藉由田口分析的方式,來處理多 參數最佳化的問題。但此作法,對於新品質,新製程要求的探索而言,仍 顯不足,因為並無太多過去的經驗,故傳統實驗設計可能比較無法提供既 快且有效的解決方式。1.3 研究目的
萃思(TRIZ)理論計方法之所以非常受到產業界關注,主要是很多人認為 創造力是天賦,而創造力是無法教導與學習的,但是 TRIZ 的出現,簡而易 懂的理論,使創造力無所不在,對於技術或非技術的瓶頸都能給予適當的 創意解決。當然對於多品質需求產生品質衝突問題也能提供創意者進行簡 單,有效的解決方法。 因此本文的目的在於針對設計者在進行產品的創新開發以及實驗設計時, 善用TRIZ方法,正確的找出工程技術問題的技術瓶頸,進而使用矛盾矩陣 表來解決品質衝突問題。1.4 研究範圍與限制
本研究以理論及案例應用半導體製程分析為主,可幫助研究者或半導 體工程師於應用方法上獲得廣泛性和適用性。但是,案例分析也有運用上 的局限性。尤其是半導體資料礙於機密保護,資料取得不易,難免有「智 慧財產專利」,無法深入探討。在撰寫上仍有不足之處。1.5 研究方法與流程
本文共分為四章,依序說明如下: 第一章主要在闡明本文之研究動機與目的,並對這領域的相關重要研 究做一回顧,同時對本文架構做一簡單介紹。第二章介紹 TRIZ 創新設計方 法的發展背景,並對 TRIZ 創新設計方法中最常被使用的矛盾矩陣表及三十 九參數、四十法則做一詳盡之介紹。並提出 TRIZ 設計品質時其功能不足 處,結合實驗設計敏感度量化分析,即雜音訊號比(S/N ratio),結合兩者 的優點及共同性目標,進而提供設計參數的篩選與增益的參考。第三章, 實際範例來驗證其可行性,以半導體 CMP 製程問題應用 TRIZ 創新方法循 序漸進的改善製程,建立問題模型,找出極大化理想結果,最後達到自動 化系統為其終極目的,不僅創意性的解決品質衝突問題,更能快速生產高 品質產品。第四章,結論與建議。TRIZ 應用在實際案例,以半導體 CMP 品質衝突問題,找出技術瓶頸,並解決品質衝突的心得給予個人結論及建 議。二、文獻探討與研究假設論
關於 TRIZ 方法解決品質問題是如此具權威性且有影響力,如此有 系統的創新管理方式,堪稱是完美無暇沒有任何缺點的,許多學者將 TRIZ 方法的相關領域加以改良與研究,並持續的在進行中。2.1 解決空矩陣元素方面
1. Kosse(1999)已提出在使用矛盾矩陣表時遇到空矩陣元素的限制。但其 方法是欲更改矩陣表的參數與法則或加入新的參數與法則,較為極端。 因為 TRIZ 方法中的矛盾矩陣表是蘇俄發明家 G. Altshuller 分析超過二 百五十萬個專利而提出的,而此研究只用幾個案例就提出了幾個欲加入 矩陣表的新參數與法則,因此目前此方法較難被多數的 TRIZ 專家所接 受。本文將針對其提出之限制提出可行之解決方法。 2. Liu 和 Chen(2001)提出一個在不知道系統矛盾的情況下,也可以利用 TRIZ 的創新法則來改善系統的工程特性或解決工程問題的方法。等級 在愈前面表示該創新法則被運用的次數愈高,也就是說用該創新法則 來解決問題成功的機會愈大。由於其方法之可行性,本文將引用其方 法來解決空矩陣元素的問題。2.2 解決正確找出矛盾參數方面
1. Clarke(1997),於其著作中提到在品質機能展開方面的方法能與 TRIZ 理論搭配使用的時機有五至六個。 2. Terninko (1997)提出 TRIZ 理論是只針對在概念設計階段的系統化方 法,而並沒有規格細部方面有具體設計。因此,其提出在使用 TRIZ 方 法時應該與其他的品質設計方法如品質機能展開方法、田口式品質設計 方法搭配使用,這樣設計者在概念設計階段就能設計出更好的產品。 3.León-Rovira 和 Aguayo(1998)提出品質機能展開表中技術參數之間的 關聯性可用矛盾矩陣表來解決的觀念,如此便能正確的找出工程問題的 矛盾參數。4.Apte 和 Mann(2001)提出了幾個比較田口設計方法與 TRIZ 理論的地方, 並認為其有可能是互相結合使用來使兩個方法更臻完美的機會。
2.3 解決物質-場方法適用時機方面
1. Terninko(2000)提出了對整個物質-場方法的流程與製作較為詳盡的介 紹。
2. Terninko, Domb 和 Miller(2000)提出詳盡介紹與物質-場方法搭配使用 的七十六標準解的說明。
3. Grace, Slocum 和 Clapp(2001)提出他們利用 ARIZ(TRIZ 的演算規則) 來解決工業界問題的實際經驗,並在其中提到了物質-場方法在 ARIZ 中的使用流程。
2.4 解決矛盾矩陣表是否適合新科技方面
1. Kosse(1999)提出更改矩陣表的參數與法則或加入新的參數與法則的看 法,但其研究只用幾個案例就提出了幾個欲加入矩陣表的新參數與法 則,因此較難被接受。 2. Mann(2002)以十年內有關機械系統的美國及歐洲專利局的專利來與矛 盾矩陣表建議法則做比較,發現由矛盾矩陣表得到之建議法則效率只有 48%,因此提出應該將原有矛盾參數進行細分或加入新的矛盾參數與法 則的建議。2.5 萃思與品質分析方法與應用
1. 梁馨科、王淑芬、張志傑,(2002),「以訊號雜音比率為衡量指標對銀 行業號碼機服務品質之研究」。透過模擬號碼機所紀錄的顧客到達時 間,先算出顧客等待時間、銀行櫃員的閒置時間,再利用訊號雜音比率 的概念,計算出銀行櫃員的服務績效與櫃員閒置時間之訊號雜音比兩指 標值,改變了銀行服務流程,提高銀行的服務績效。2. Hsiao-Ling Chan and Shing-Ko Liang,(2005), "Yield Improvement for Blood Glucose Strip by Taguchi Dynamic Approach " 利用 Taguchi 動態方 法取代試誤法的複雜度,使用 L18 正交陣列,S/N 及二步驟最佳化找出 病人與臨床血葡萄糖的濃度關係,可直接監視病人血液葡萄糖,減少醫 學的費用。
3. John Terninko(1997)首先提出 QFD(品質屋)結合 TRIZ 和田口設計 法以帶領客戶解決需求之穩健性創新方法。首先以品質屋收集並轉化客 戶需求為設計需求,在利用田口方法訂出因子水準的規格空間及影響程 度,最後用 TRIZ 理論找出創新設計。 4. Leslie(1998)以 TRIZ 導入氟化塑膠瓶製程,再不增加系統複雜度及成 本下,使氟化起體能夠均勻的氟化在塑膠瓶上,再結合田口方法改善塑 膠瓶良率。
5. P.R.ADte and D.L.Mean(2001)比較 TRIZ 和田口方法的不同,並深入 研究 TRIZ 結合田口方法的結果,發現田口方法可找出系統的訊號雜訊 的品質衝突,以 TRIZ 理想化設計原則消除系統中的干擾因子達到理想 化的結果。其中田口方法可以減少變異性發生並調整設計往平均值或目 標值前進,更容易掌握可控因子水準而並不會額外增加成本。
三、萃思創新理論與管理
3.1 萃思(TRIZ)發展背景
TRIZ 是俄語或德語其英文同義是 TIPS(Theory of Inventive Problem Solving)。是一個蘇俄發明家 G. Altshuller 分析研究超過四十萬個專利,在 1946 年提出創新原理的解決方法,稱為 TRIZ。以 Altshuller 先生為首的原 蘇聯的大學、研究所和企業所組成的數百人的研究組織分析研究各世界專 利,綜合多個學科領域的原理、法則形成 TRIZ 的理論體系。 在東西方冷戰時代,有關 TRIZ 理論的研究一直被作為蘇聯的國家機 密,西方國家知之甚少。蘇聯解體後,大批 TRIZ 研究者移居美國等西方國 家,還有蘇聯的 Kishinev School(CIS)也有分校遷移到美國繼續發展 TRIZ 理 論並廣為宣傳,TRIZ 理論的研究與實踐得以迅速普及和發展。
3.2 萃思(TRIZ)理論運算機制
TRIZ 的理論包含有:矛盾矩陣表(Contradiction Matrix)方法、小人模型方 法(Model of Miniature Dwarf, MMD)、物質-場(Substance-Field)方法、理想化 (Ideal Result)方法,還有 TRIZ 的演算規則(Algorithm of Inventive Problem Solving, ARIZ)。 TRIZ 即是一套提供系統性的理論來指引創新的過程。在東西方冷戰時 代之前,TRIZ 的研究一直被作為蘇聯的國家機密,西方國家知之甚少。但 在蘇聯解體後,TRIZ 的研究與實踐迅速的在西方國家普及和發展。如今, TRIZ 方法已逐漸為西方國家廣知,且是最具權威性的創新問題解決方法。
3.3 技術問題分析方法及步驟
1. 確認並說明問題, 過濾原先工程問題,找出問題的癥結點及需改進項目,試圖導入正確 需改善問題如圖3.3.1 所示:圖 3.3.1 TRIZ 問題解決模式 2.擬定問題 找出技術衝突,把多個無法解決的技術衝突轉化為物理性之衝突。 3.歸納問題 建立物質-場(S-Field)模型為系統問題,實施理想解題技巧,對於系統作 工程計算,及產品測試 4.決定最後理想化的結果 5.列出可利用的資源 尋找創新資料庫中的案例附予系統演進 6.增加動態與可控性 7.增加系統的、彈性、使用性、效率及控制性
3.4 矛盾矩陣表方法
矛盾和衝突一直是人類難解的心結,人類面對矛盾時經常手足無措,然 而矛盾和衝突卻是創新和發明的開始。日常生活中存在有各種不同矛盾, 可能是邏輯、機率、數、幾何、統計、時間、經濟、語言、物理和工程等 數不盡的矛盾型式。人們積極思維如何解決矛盾,對矛盾的起源和本質有 更深的認識,因此發展出解決不同矛盾形式的方法。為了解決資本主義中的矛盾,馬克思發展共產主義;為了解決邏輯上的矛盾,Russel和Whitehead 合著Principia Mathematica,奠定現代邏輯的基礎;為了解決工程上的矛盾, Altshuller決定一般工程矛盾的型式,發展出Inventive Principles的解決方 法,他認為解決矛盾就是創新發明的機會(1999)。其目前已分析超過二 百五十萬個專利,Inventive Principles也有所改進,共有40個主要法則。 如 圖 3.4.1所示: 圖 3.4.1 TRIZ 矛盾表解決矛盾問題模式 3.4.1 矛盾矩陣表 Altshuller分析歸納經常遇到技術矛盾的系統特徵共有三十九個,將其對 應解決的法則,整理成矩陣的方式,提供一個快速簡單的方式,幫助你找 到解決技術矛盾的法則,這個矩陣為39x39的矩陣,共有1263個元素,有關 詳細之矛盾矩陣表列於附錄A,而表3.1為矛盾矩陣表的簡圖:
表 3.1 矛盾矩陣表簡圖 3.4.2 三十九參數 上表示列即代表所欲改善之特性因子,行即代表不要之特性因子,各39 個行與列,即是39因子,又可分為幾何、物理、資源、能力、害處、操控 等六大項(表3.2),並簡述如下,: 表 3.2 三十九項工程參數分類 39 項工程參數(六大群組) 3.移動件長度 19.移動件消耗能量 30.物體上有害因素 4.固定件長度 20.固定件消耗能量 31.有害側效應 5.移動件面積 22.能源浪費 6.固定件面積 23.物質浪費 7.移動件體積 24.資訊喪失 8.固定件體積 25.時間浪費 幾何 12.形狀 資源 26.物料數量 害處 1.移動件重量 13.物體穩定性 2.固定件重量 14.強度 28.量測精確度 9.速度 15.移動件耐久性 29.製造精確度 10.力量 16.固定件重量 33.使用方便性 11.張力、壓力 27.可靠度 36.裝置複雜性 17.溫度 32.製造性 37.控制複雜性 18.亮度 34.可修理性 38.自動化程度 21.動力 35.適合性 物理 能力 39.生產力 操控
1. 移動物體的重量(Weight of moving object):其中moving object是自行改變 位置或受到外力的結果。重量是來自重力。
2. 靜止物體的重量(Weight of non-moving object):non-moving object不會自 行或受到外力而改變位置。
3. 移動物體的長度(Length of moving object):Length是物體的一維量測量, 如長、寬、高等。
4. 靜止物體的長度(Length of non-moving object)
5. 移動物體的面積(Area of moving object):Area是物體的二維量測量,如面 積。
6. 靜止物體的面積(Area of non-moving object)
7. 移動物體的體積(Volume of moving object):Volume是物體的三維量測 量,如體積。
8. 靜止物體的體積(Volume of non-moving object) 9. 速度(Speed):完成動作或過程的速率。 10. 力量(Force):使物體或系統產生部份或完全的、暫時或永久物理變化的 能力。 11. 張力、壓力(Tension, Pressure):作用在物體上的壓力或應力。 12. 形狀(Shape):是物體或系統的外觀或輪廓。可永久或暫時改變Shape, 可全部或部分改變Shape。 13. 物體穩定性(Stability of object):整個物體或系統受外在因素影響而維持 不變的能力。 14. 強度(Strength):物體抵抗外力不被破壞的能力。
15. 移動物體的耐久性(Durability of moving object) 16. 靜止物體的耐久性(Durability of non-moving object)
17. 溫度(Temperature):系統運作時加入或移除熱使系統改變。 18. 明亮度(Brightness):照明強度、照明品質和光的特性。 19. 移動物體消耗能源(Energy spent by moving object)
20. 靜止物體消耗能源(Energy spent by non-moving object) 21. 功率(Power):系統所需要的功率。 22. 能源的浪費(Waste of energy) 23. 物質的浪費(Waste of substance) 24. 資訊的損失(Loss of information) 25. 時間的浪費(Waste of time):完成操作所需要的時間。 26. 物質數量(Amount of substance):製造一系統所需要的元件數目。 27. 可靠性(Reliability):物體或系統在一段時間內能夠正常執行必要的功 能。 28. 量測準確度(Accuracy of measurement) 29. 製造準確度(Accuracy of manufacturing):系統與設計規格一致的程度。 30. 作用於物體的有害因素(Harmful factors acting on object)
31. 有害副作用(Harmful side effects) 32. 製造性(Manufacturability)
33. 使用方便性(Convenience of use)
35. 適應性(Adaptability) 36. 設備複雜性(Complexity of device) 37. 控制複雜性(Complexity of control) 38. 自動化程度(Level of automation):物體或系統執行操作不需要人控制的 能力。 39. 生產力(Productivity):在單位時間內完成操作的次數。 3.3.3 四十法則及發明 將欲改善之特性參數與不要之特性參數對應而得到之矩陣元素中出現 之數字即代表建議之法則,共40個法則,其整理如表列,表3.3,其餘每一 法則在附錄A之後附一取材自TechOptimizer軟體(1999)之範例。 40 項發明原則 No. 項目 舉例說明 1 分割 免削鉛筆、組合式沙發、積木、相容電腦硬體、接起來花園 水管 2 移除 照 X 光、無噪音中央真空吸塵系統、機場用鳥聲音嚇走小鳥 3 局部品質 水中焊接、鉛筆加橡擦、低噪音長壽命的複層輪胎 4 非對稱性 輪胎不對稱的紋路、不對稱的爐子、可旋轉機身的迷你數位 相機 5 組合/合併 高性能筆記型電腦冷卻系統 6 通用/普遍性 太陽能車的電瓶、沙發床、汽車座位、蓄太陽能發光路標 7 堆疊 免削鉛筆、俄羅斯娃娃、CSP 封裝 8 配重 Run-Flat 輪胎系統、水翼船 9 預先抵銷 加強混合柱、捲線收納器 10 預先作用 打石膏前放入鋼條、免用電池與電燈泡之手電筒 11 預先緩衝 賽車旁的輪胎稻草、圖書館的磁片、自清式抽油煙機排風罩 12 均衡潛能 在地下坑內引擎換機油、特殊車輛搬動大水管 13 反向 利用振動法去掉表面的清潔、汽機車的測試的運動 14 球體化 利用圓形跑道取代直線、電腦滑鼠球的運動改變為平面 15 動態性 三組輪子的汽車過凸塊 16 部份或過量作動 漆滴在圓柱上,旋轉圓柱 17 移至新的空間 凸透鏡讓房間照明提高、垂直放置木頭
18 機械振動 超音波振動清洗機械元件、鑄件的振動 19 週期性動作 噴水灑草、煙囪冒煙、扳手用力、警示閃燈 20 利用動作連續性 折斷鐵絲、懶惰蘇珊 21 急衝 切割薄的圓塑膠管,高速切下 22 轉變害處為利處 沙用在雪地、高頻率電流會使金屬表面加熱,用作表面處理 23 回饋 主動避震控制、主動噪音控制 24 媒介 影印碳粉 25 自我服務 錐形混泥土的霸 26 複製 利用影子量高樓、利用拍照方式量樹頭尺寸 27 丟棄 紙尿布、紙褲 28 置換機械系統 監聽工具機狀態 29 氣壓或液壓構造 載貨車箱用氣球充空間、包裝用汽包、汽車安全汽囊 30 可撓性薄板或薄膜 用薄膜分隔在不同液體的油罐車 31 多孔性材料 印表機墨水盒的海綿、人工腎臟 32 改變顏色 鋼廠用布幕保護工人的熱度、汽車隔熱紙、電池充電與否 33 均質性 利用氧的蒸汽器熔化固態氧 34 去除且重新產生零件 子彈的彈殼、發射衛星的援助筒 35 改變物質特性 轉換物體之物理、化學狀態 36 相變化 波浪狀的管、液態瓦斯 37 熱膨脹 雙金屬 38 加速氧化 增加爐火,加氧 39 隔絕環境 滅火器、啞焊隔離氧 40 複合材料 飛機、自行車 儘管TRIZ方法如此有效且可脈絡可尋,但從沒任何理論方法能宣稱是 完美無暇沒有任何缺點的,TRIZ方法也不例外。 分析其優缺點如下 3.3.4 TRIZ 優缺點 .優點 a.問題縮小化,概念設計進化為系統設計 b抽象化轉移實體技巧,提供系統結構設計及改善的原則 c.矛盾與衝突點轉化為利益點 d.改善或保持有利資源(useful),消除有害資源(harmful),同時可滿足多 重品質 e.積極改善非消極解決問題,節省時間及成本
. 缺點 a.創造概念設計,品質特性無法相當量化 b.無法分析品質敏感度,品質穩健度不明朗 因此在無法量化及品質不明朗的情況下,改善程度無法掌握,無法帶 給創意人或工程師下一目標的前進方向,造成困擾。以下,吾將引進實驗 設計方法,田口分析法補足此不良處。
3.5 訊號雜音比理論與實驗分析
田口分析法(黎正中,1993),基本上,以訊號雜音比來提升品質及製 程設計的改善,只要找出直接影響製程性能之主要因子為控制因子(control factor)與雜音因子(noise factor)。以信號雜音比(或稱S/N比)來作為衡量產品 或製程品質好壞的敏感度性能指標(performance index)。在統計意義上,S/N 比乃是量測平均值與變異程度之比值。S/N 比的定義為: S/N 比=平均值/變異數=有用信號/有害信號 其計算方式依望大,望目,望小特性而有所不同:1.望大特性(Larger the better): 數據具有愈大愈好的特性,如:移除速率, 黏著強度,其計算方式
2.望小特性(Smaller the better) : 數據具有愈小愈好的特性,如: 最小不 平坦度,particle數,輻射外洩. 其計算方式
3. 望目特性(Nominal the best) : 數據具有特定之目標值,如: CD, thickness,其計算方式 其中 y 表示實驗的數據 n 表示實驗的次數 Mean^2 表示均方值 V 表示均方差,y 表示平均值,S/N 比愈高表示品質愈穩定,系統的機能 較接近理想的目標。 )] (1/y * [(1/n) log * 10 -= S/N 10 i2 )] y ( * [(1/n) log * 10 -S/N 10 2i ) /Variance (Mean log * 10 = S/N 10 2
實務上針對很多非統計背景出身的工程師,也可以很容易的使用,而不 致於產生因技術理論過於複雜,產生非必要的損失。但是也有其不足之 處,分析其優缺點如下。 優點 a.品質特性可量化分析實驗,容易選擇實驗因子 b.利用直交表得到最少實驗組合 c.計算S/N比,並極大化、找出製程變異敏感因子 d.單位實驗成本低,可靠度高。 缺點 a.最佳化組合只能滿足單一品質特性,無法同時最佳化多重品質 b.限固有系統最佳組合,無系統改善設計方法 c.工程師心態容易產生慣性思考,安於現狀。
3.6 萃思(TRIZ)之創新應用
3.6.1 TRIZ 與訊號雜音比之共同特性(2004) 由上可知,將兩者以示意圖3.1示,TRIZ提供一套思維系統讓產品持續 創新,改善幅度可由訊號雜音調整進行分析,共同特性為增加有用的輸出 資源,消除有害的資源,品質改善為製程技術改善的最終目標,達到品質 理想化。 也就是說TRIZ給予系統改善空間,提供品質衝突改善方法,將問 題縮小並簡單化,突破系統瓶頸,配合敏感度分析,進而找出最佳化品質 設計,達到系統穩健及低成本。 圖 3.1 TRIZ 與 S/N 共同特性問題模式3.6.2 TRIZ 與訊號雜音比創新改善流程 由上可發展出一套解決品質衝突達到品質改善的流程方法,如下圖 3.2,如此創意可以被量化的情況下,可進行敏感度分析,讓工程師創意 思考提供明確的方向,並以循環思考方式,發現問題真相,漸進式的改 善問題,達到理想化目標。 圖 3.2 TRIZ 創新改善架構圖
四、個案研究
4.1 半導體晶圓大小發展趨勢與研磨製程限制
積體電路的製程是十分精密複雜的,其關鍵技術之一,即是在晶圓上製 作細小寬度的線條圖樣,愈細的線條表示可以製作愈小尺寸的元件,也就 是相同面積下可以有愈多的元件,愈多的元件則可以得到愈多功能的電 路。隨著科技發達晶圓的尺寸愈來愈大,從早期直徑只有三吋,一路發展 到四吋、六吋、八吋乃至十二吋,晶圓直徑愈大每片晶圓所能生產的 IC 顆 粒數愈多。目前成熟的製程技術已經可以製作細到 0.9 微米(mm = 10-6m) 甚至到 0.65 微米,這樣的細微製程技術可以在 1cm2 大小的面積(大約小指 的指甲大小)製作出數百萬個元件,這也是為什麼許多功能愈來愈多的電子 產品愈作愈小的原因之一。並且設計出來的一更大個晶片上,只要良率夠 高、量產時間夠快,相對製造成本也降低許多。 因此,半導體在製程中,由於曝光顯影的限制,越大晶圓表面的「平 坦化」成為非常重要的一道製程。然而,為了在更大的晶圓內以更小的面 積上堆積更密集的線路,更需要研磨平坦化製程技術,鍍上銅金屬薄膜時, 凹陷部分如果厚度不均,如圖所謂的梯度覆蓋差,造成電阻值較高,亦容 易有電子遷移而斷路,凸出部分電阻值較低,漏電產生,元件失去可靠度。 凹凸不平的表面上塗怖光阻,因光阻深度不一。顯影時也會不易聚焦,造 成解析度不良,無法順利完成製程。如圖 4.1。 圖 4.1 半導體平坦化與無平坦化差別 隨著微利時代來臨,晶圓代工為了節省成本,積極發展是十二吋晶圓, 期望能產出高良率晶圓,但是事實證明,十二吋晶圓面臨許多困難與挑戰, 以 CMP 而言,平坦化大大落後八吋以下的製程,尤其是高階製程,平坦化 品質節節敗退,研究其中原因有一、十二吋晶圓表面面積大,不易平坦化。 二、奈米半導體製程發展速度變快,微米進入奈米製程,線寬縮小,特性 大幅改變,產品不同其特性極為複雜。三、堆高堆厚及多層製程產生堆疊 效應,平坦化不易控制。四、單位時間移除率不高,生產速度不高。4.2 晶圓平坦化 化學機械研磨(CMP)製程簡介
化學機械研磨,(Chemical Mechanical Polishing, CMP)製程,自年 IBM 就開始投入研究,如今以成為半導體極重要的製程之一,近年來,半導體 已經進入奈米等級,研磨技術工程之材料主要以銅金屬為主,根據 Preston Equation,研磨速率(Removal Rate),公式如下,式 4.2-1 式 4.2-1 研磨速率公式 (資料來源:半導體平坦化CMP 技術,全華科技圖書股份有限公司) 其中: ΔH 為表面研磨變化量,Δt 是研磨時間,P 是載具研磨壓力,Δs/Δt 是研磨盤相對於晶片之線性速度,kp 是研磨參數,由公式可知,研磨移除 率與研磨壓力和研磨盤速度成正比,因此載具研磨壓力愈大,移除率也將 越大。以下簡單介紹 CMP 基本架構與製程目標。 4.2.1 CMP 基本架構 CMP 簡單的作動原理就是利用研磨墊(pad)的旋轉來研磨晶圓載 具 (Carrier)所吸住的晶圓(Wafer)之表面凹凸不平坦的部分,並且配合研磨漿料 (Slurry)的不斷輸入,以研磨粒(Abrasive)對晶圓(Wafer)的磨耗,並由研磨漿 料(Slurry)將移除之材料帶走,以加快移除率並且讓晶圓表面更平滑。 CMP 的基本結構,如圖 4.2 所示,其主要部分包含:
(1) 晶圓握柄載具(Carrier): 主要是用真空吸附的裝置吸住並固定晶圓,並且當晶片接觸到研磨墊 時會在晶片背部施以一背壓(Back Pressure),目的是使晶圓受力均勻, 以進行研磨。 (2) 研磨平台(Platen): 此研磨平台上黏附一研磨墊,其功能在於利用旋轉使研磨墊(pad)和研 磨之晶片做一相對運動,以進行研磨的動作。 (3) 研磨墊(pad): 研磨墊材料的不同以及表面構造形狀的相異,會使得研磨有著不同的 效果。然而研磨墊是一消耗品,隨著研磨時間的增加,研磨墊長時間 受到壓力的壓擠以及與晶片之間之磨耗都會使得研磨墊產生鈍化現 象,這時研磨墊的修整(Conditioning)就很重要。由於 Conditioning 不在 本研究所探討之範圍,因此相關研究可參考。 (4) 研磨漿料(Slurry): 研磨漿料(Slurry)主要由微細研磨顆粒與化學溶液組成。研磨顆粒的種 類、大小、形狀、PH 值與溫度等因素都會對研磨的效果產生影響,亦 有許多人從事研磨漿料(Slurry)調配之研究。 4.2.2 CMP 主要參數 CMP 研磨機制大致而言是藉由研磨漿料(Slurry)和晶片上的材質起化學 的作用,然後藉由研磨粒(Abrasive)對晶圓(Wafer)的磨耗,並由研磨漿料 (Slurry)將移除之材料帶走。雖然原理簡單,但是在 CMP 製程中,影響之參 數相當的多,如何控制好製程以獲取最大研磨效益的確是一個相當值得研 究的主題。 CMP 製程是一個極具動態性(Dynamic)的過程,影響之參數相當的多, 主要可以分為兩大類:(1)有關機械加工之參數,(2)有關化學反應之參數。 機 械參數主要有[9]:
(1) 晶圓載具轉速(Carrier Speed)。 (2) 研磨平台轉速(Platen Speed)。 (3) 晶片施壓大小(Down Force)。
(4) 磨將之供料速率(Slurry Flow Rate)。
(5) 研磨墊清洗頻率、時間、速度(Pad Conditioning Frequency, Time, Velocity)。
(6) 研磨墊壓縮性(Pad Compressibility)。 (7) 研磨墊彈性模數(Elastic Modulus)。
(8) 研磨墊硬度、厚度(Pad Hardness / Thickness)。 (9) 拋光擺動模式(Polish Oscillation Pattern)。 (10) 背壓(Back Pressure)。 (11) 薄膜應力(File Stress)。 (12) 薄膜硬度(File Hardness)。 (13) 摩擦力(Frictional Forces)…等等。 化學參數主要影響來自研磨漿料(slurry),主要參數有: (1) 研磨漿料之成分(Slurry Composition)。
(2) 研磨漿料之顆粒大小分佈(Slurry particle size distribution)。 (3) 研磨漿料之 PH 值。
(4) 研磨漿料之黏滯性(Viscosity)。
(5) 研磨粉體之硬度(Abrasive Hardness)。
(6) 研磨漿料之顆粒懸浮穩定度(Stability of the abrasive suspension)。 (7) 研磨墊材質(Pad composition)。
(8) 晶圓薄膜之成分(Film Composition)。 (9) 介電係數(Dielectric Constant)…等等。 另外,機台本身的設計與製造也會直接或間接的影響到晶圓的平坦 度。如晶圓載具抓取晶片的方法,一般大概可以分成兩類,一為研磨頭以 真空吸附晶片的真空吸附抓取法(Vacuum Mounting),另一為研磨頭表面以 製造成凹槽來抓取晶片的研磨頭抓取法(Carrier Mounting)。因此,若晶背在 抓取時為不平坦,那麼一定會影響到晶片的平坦度。 此外,研磨時加壓的問題亦與機台設計與製造結構有關,加壓的目的 在於研磨時,讓壓力均勻分佈在晶片的表面,以避免研磨後產生晶片周圍 與晶片中間不均勻的移除之問題。像最近,LAM Research Corporation 就發 展一種新式的 CMP 機台,該機台包含 Belt Platen Module(BPM),以及使用 Air Bearing Platen 可以使壓力均勻分布於晶片的表面,相關資料可至 LAM 網站查詢。 對於不同的研磨材料,必須使用不同的研磨漿料(Slurry),如何控制好 研磨漿料的成分以產生最佳研磨效果,亦是一極待解決之問題。因此,基 本上,不同之研磨材料,其主要之操作參數便有所不同,且各參數間亦會 產生交互作用,這也都增加了 CMP 製程控制的困難性,如何控制好製程參 數,以獲取最大研磨效益亦是值得研究的主題。 半導體晶圓研磨製程(CMP)極具複雜度,不但因子眾多、資料量十 分龐大外,並且具有多重因子交互非線性作用、一般來說,在有限資源成 本與時間下,如何有效的改善品質與製程能力且快速地找出製程最佳因子 設定條件,以獲得最佳化產品品質進行生產活動,是半導體工程師的責任。 4.2.3 CMP 晶圓研磨要求與目的 晶圓研磨主要為製造半導體過程中將其突出不平坦的部份加以移除, 研磨後的晶片表面上除了不容許有研磨不全(如:損傷或刮傷)和污染之情形 發生外,重要得是提升晶圓良率。亦即,降低不平坦度情形發生,使單片 晶圓內產出越多良好的晶粒顆數,除此之外,更必須提高產能,維持良好 品質產品的輸出,才能降低生產成本。以下簡述 CMP 之重要性及要求目標。
(1) 晶圓平坦化對良率影響性。 上一節提過,晶片表面平坦化,如圖 4.3,的製程技術如此重要,為求 多 層 金 屬 層 堆 疊 的 製 造 , 晶 片 表 面 不 均 勻 度 (within-wafer-Non uniformity ,WIWNU)為晶圓良率重要性能指標,因為唯有晶圓表面越平 坦,才能創造高良率的晶圓產出,因此研磨製程為半道體製造流程中最 重要得製程之一。 圖 4.3 晶圓平坦度 (2) 研磨速率的提升-高產能輸出
研磨速率(MRR,Mean Removal Rate)的提升,必能提高單位時 間的產能,並且有效降低成本。因此研磨製程的單位時間產量必須儘量 提升並達到一定的水準,有效消除整個晶圓生產製造中的瓶頸,讓產出 極大化。
4.3. 萃思(TRIZ)創新理論解決晶圓平坦化品質衝突度
由上一章節所知,CMP 十二吋晶圓平坦度為重要良率指標,其品 質要素即將平坦度最小化,除此之外,研磨時間的長短成為目前製程裡 重要指標,研磨時間長短影響單位時間的生產力,除了避免造成製程流 程中的瓶頸製程,快速將產品交付於客戶手中,才能創造更大競爭優 勢。因此,對於 CMP 而言研磨速度也是品質要求重要指標之一。一般 品質分析,大多應用在單一品質特性上,而且可以有很好的品質績效, 但是對於同時滿足兩個以上品質特性又面臨品質衝突情況下,可能大多採取集體討論或是魚骨圖方式,但是卻無法真正解決問題。以下,針對 平坦度與移除率品質衝突問題,導入 TRIZ 理念,提供解決技巧,試圖 化解品質衝突的技術問題,循序漸進的使 CMP 製程能力更上一層,滿 足多品質特性。 一般,CMP 品質首先要求採用成熟田口分析,也就是透過最常用 的直交表設計、訊號雜音比分析幫助研磨製程找出最佳因子組合。並找 出品質中的敏感因子,導入 TRIZ 技巧,化解因子敏感度,進而滿足兩 大品質,即平坦度及移除率。在此吾導入 TRIZ 創新模型並階段性一步 一步解決 CMP 技術瓶頸問題,改善品質衝突達到最佳化製程要求。 4.3.1 確認並說明問題--CMP 兩大品質要求目標 首先必須確認問題,CMP 品質目標為平坦化效果好及高研磨速率,兩 大目標如下 (1)平坦化-CMP 主要研磨目標,研磨後晶圓表面均勻度(Within Wafer Non-uniformity, WIWNU)
(2)研磨速率(Mean Removal Rate), -單位時間的研磨量(高產能)需 達到一定水準,避免造成瓶頸製程。 CMP 兩大最終目標及計算方法如下,圖 4.4 CMP 研磨速率(MRR)等於線量測研磨前晶圓的厚度(THK1,t1)在 研磨 T 分鐘後,量測研磨後晶圓的厚度(THK2,t2)之相對平均值。 MRR 研磨速率=(t1–t2) / T,各點研磨速率之平均值 圖 4.4 CMP 研磨速率計算 另外,CMP 晶圓平坦度(原名 Non Uniformity,NU)等於全晶片的厚 度 t2 之標準差,STDV 相對於全晶片 t2 的平均值,mean 之百分比。其中 MRR 為望大特性(the bigger the better),WIWNU 為望小特性(the
(3) 訊號雜音比分析
以研磨經驗,我們選定主要四個重要製程因子當作控制變因,分別是: A. 載具對晶片的施壓大小,簡稱下壓力 Down Force
B. 研磨盤轉速 Platen speed C. 載具轉速 Carrier speed
D. 研磨液之供應速率 Slurry flow rate
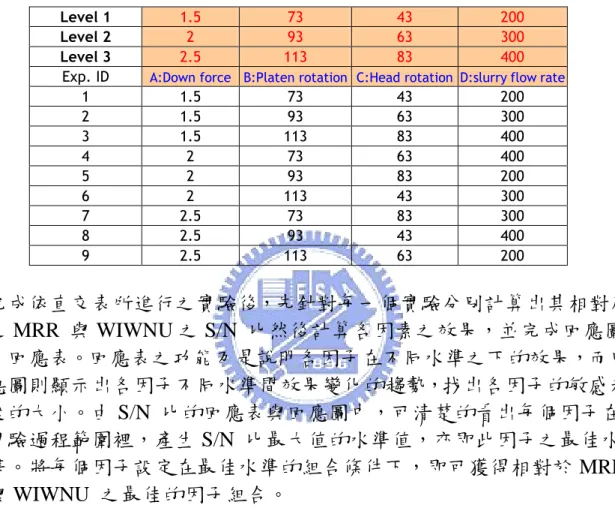
表 4.1 直交表 L9 (orthogonal array)
Level 1 1.5 73 43 200
Level 2 2 93 63 300
Level 3 2.5 113 83 400 Exp. ID A:Down force B:Platen rotation C:Head rotation D:slurry flow rate
1 1.5 73 43 200 2 1.5 93 63 300 3 1.5 113 83 400 4 2 73 63 400 5 2 93 83 200 6 2 113 43 300 7 2.5 73 83 300 8 2.5 93 43 400 9 2.5 113 63 200 完成依直交表所進行之實驗後,先針對每一個實驗分別計算出其相對應 之 MRR 與 WIWNU 之 S/N 比然後計算各因素之效果,並完成回應圖 及回應表。回應表之功能乃是說明各因子在不同水準之下的效果,而回 應圖則顯示出各因子不同水準間效果變化的趨勢,找出各因子的敏感程 度的大小。由 S/N 比的回應表與回應圖中,可清楚的看出每個因子在 實驗過程範圍裡,產生 S/N 比最大值的水準值,亦即此因子之最佳水 準。將每個因子設定在最佳水準的組合條件下,即可獲得相對於 MRR 與 WIWNU 之最佳的因子組合。 (4) 結果分析 表 4.2 平坦度因子效果 WIWNU 0 1 2 3 4 5 6 7 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry flow
rate U % WIWNU S/N -17.0 -16.0 -15.0 -14.0 -13.0 -12.0 -11.0 -10.0-9.0 -8.0 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry flow rate
S
/N
for WIWNU Level 1 Level 2 Level 3 effect
A:Down force 3.99 5.49 5.92 1.93 B:Platen rotation 4.10 5.43 5.87 1.77 C:Head rotation 4.21 5.01 6.18 1.96 D:slurry flow rate 5.45 5.11 4.83 0.62
for S/N
A:Down force -11.5 -14.5 -15.4 3.9 B:Platen rotation -11.7 -14.5 -15.3 3.7 C:Head rotation -12.0 -13.7 -15.8 3.8 D:slurry flow rate -13.7 -14.1 -13.6 0.5
Y Y N N Y Y Y Y critical or not 表 4.3 研磨速率因子效果 MRR 1500 1800 2100 2400 2700 3000 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry
flow rate M .R .R RR S/N 64.0 65.0 66.0 67.0 68.0 69.0 70.0 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry
flow rate
S
/N
S/N
for RR Level 1 Level 2 Level 3 effect
A:Down force 1871 2230 2838 967
B:Platen rotation 2491 2647 1802 845
C:Head rotation 2325 2295 2320 30
D:slurry flow rate 1927 2236 2777 850
for S/N
A:Down force 65.4 66.8 68.8 3.4
B:Platen rotation 67.7 68.2 65.1 3.1
C:Head rotation 66.7 67.1 67.1 0.4
D:slurry flow rate 65.6 66.7 68.5 2.9
critical or not Y Y N Y Y Y Y N 由公式可知,(平坦度)望小 ,滿足最佳品質 S/N 最大值的因子,由圖 中我們可以看出 A1B1C1D3 是一組 WIWNU 最佳因子組合,其敏感因 子為下壓力(Down force),轉盤轉速(Platen rotation),晶圓載具轉速 (Carrier rotation)
MRR (研磨速率)則是望大,其滿足最佳品質 S/N 最大值的因子,由 圖中我們也可以看出 A3B2C3D3 是一組 MRR 最佳因子組合,其敏感 因子為下壓力(down force),轉盤轉速(Platen rotation),研磨液流量 大小(slurry flow)。
基於良率及可靠度品質要求,最佳製程組合為 A1B1C1D3,原因為必須 優先取決平坦度小,因此,高移除率品質將受限,造成品質衝突,其中 敏感因子成為技術關鍵,訊號雜音比分析法雖然僅限於此,但是卻提供 品質衝突的技術問題方向,如下
4.3.2 擬定問題 (1) 品質衝突一 (Quality Conflict, QC1) 轉盤轉速快,移除率高,但是晶圓平坦度相對變差(關係良率) 增加平坦度 降低轉盤轉速 降低移除率 增加移除率 增加轉盤轉速 降低平坦度 (2) 品質衝突二 (Quality Conflict,QC2) 晶圓下壓力:下壓力越小,平坦度越好移除率越高,卻降低生產力(品 質衝突二) 增加平坦度 降低晶圓下壓力 降低移除率 增加移除率 增加晶圓下壓力 降低平坦度 4.3.3 建立物質-場(S-Field)模型-導入矛盾衝突表 ,將品質衝突中面臨的技術問題導入 TRIZ 的矛盾衝突表中,表 4.4, 試圖以四十個法則中尋找技術方法解決。
表 4.4 CMP 矛盾矩陣表 4.3.4 解決品質衝突 (轉盤轉速影響) 如圖 4.5,積極尋找 CMP 系統內有利的資源並找出有害之真因,給予 改善空間,並歸納如表: 圖 4.5 CMP 轉盤旋轉示意圖 轉盤線速度對晶圓內單位距離相差甚遠,因此,不同半徑而有不同的 線性速度,產生不同的研磨移除率,當旋轉越大對於晶圓的摩擦力就越大, 研磨移除率當然也會越大,這是有利的因子,可是因為離心力關係,使研 磨液在轉盤上分佈不均,甚至有損失情況,所以保持速度有力的輸入,必 須解決兩大問題,一為物質的損失,二為分佈不均。如圖 4.6 r R r r R Vw Vp d PolishSpee r R Vp r Vw w p p w p p w ) ( ) ( ), ( ,
圖 4.6 CMP 研磨液分佈圖 保持有利輸入 消除有害輸出 速度(晶圓表面摩擦力越大移除率大) 離心力越大,研磨液分佈不均 物質的浪費 4.3.5 決定最後理想化的結果分析 試圖在四十個方法中,附錄 A,找出個方案,解決研磨液分佈情形, 圖 4.7, (附錄原則 1)多面性 -將研磨液佈滿整個研磨盤 (附錄原則 2)週期性動作 -均勻分佈 (附錄原則 3)將害處轉為益處 -離心力迅速分佈研磨液 圖 4.7 CMP 研磨液分佈改善圖 因為分佈不均,最理想的方法就是整個研磨台上佈滿研磨液,朝這個 方向努力,首先,針對多面性原則,讓研磨液輸出手臂由單管改為雙管供 應,如圖所示, (1) 多面性 -將研磨液佈滿整個研磨盤圖 4.8 單孔流出(原設計) 多孔流出(理想化設計) 雙孔流出(改良設計)
(2) 週期性動作-均勻分佈 (3) 將害處轉為益處-離心力迅速分佈研磨液,圖 4.9 圖 4.9 CMP 多孔設計研磨液分佈圖 4.3.6 品質分析 -訊號雜音比 在理想化改善下,重新分析製程品質其其敏感度,如下。 (1)平坦度望小,滿足最佳品質 S/N 最大值的因子,由圖中可以看出 A1B1C1D3 是一組 WIWNU 最佳因子組合,其敏感因子只有下壓力
(Down force),晶圓載具轉速(Carrier rotation),由實驗分析中,得
知轉盤轉速影響性不大了,也就是說消除了轉速對平坦度的敏感 度,品質衝突得以解決。因此轉速因子可選擇B1,B2,B3 其中一項 表 4.6 CMP 平坦度改善分析因子效果圖 WIWNU 0 1 2 3 4 5 6 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry flow
rate WIWNU S/N -15.0 -14.0 -13.0 -12.0 -11.0 -10.0 -9.0 -8.0 -7.0 -6.0 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry flow
rate S/N
for WIWNU Level 1 Level 2 Level 3 effect
A:Down force 3.24 3.96 4.96 1.72 B:Platen rotation 3.82 4.06 4.28 0.47 C:Head rotation 3.67 3.78 4.70 1.03 D:slurry flow rate 3.55 4.43 4.17 0.88
for S/N
A:Down force -9.9 -11.9 -13.9 4.0 B:Platen rotation -10.9 -12.1 -12.6 1.7 C:Head rotation -10.8 -11.5 -13.3 2.5 D:slurry flow rate -10.6 -12.7 -12.3 2.1
critical or not Y N Y N N Y N N
(2)MRR (研磨速率)則是望大,其滿足最佳品質 S/N 最大值的因子, 由圖中我們也可以看出 A3B2C3D3 是一組 MRR 最佳因子組合,其 敏感因子為下壓力(Down force),轉盤轉速(Platen rotation),研 磨液流量大小(Slurry flow)。 最佳因子組合將可以選擇為 A1B2C1D3 ,讓研磨速率增加,也不太 影響平坦度。如果不考慮晶圓下壓力影響,其生產力從 2486 到 2933, 提升 18%。 表 4.7 CMP 移除率改善分析因子效果圖 RR 1500 1800 2100 2400 2700 3000 3300 3600 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry flow
rate RR S/N 64.0 65.0 66.0 67.0 68.0 69.0 70.0 71.0 1.5 2 2.5 73 93 113 43 63 83 200 300 400 A:Down force B:Platen rotation C:Head rotation D:slurry flow
rate S/N
for RR Level 1 Level 2 Level 3 effect
A:Down force 2318 2635 3255 937
B:Platen rotation 2486 2788 2933 447
C:Head rotation 2770 2701 2736 69
D:slurry flow rate 2336 2675 3196 859
for S/N
A:Down force 67.1 68.4 70.2 3.1
B:Platen rotation 67.7 68.6 69.3 1.7
C:Head rotation 68.4 68.6 68.7 0.3
D:slurry flow rate 67.1 68.5 70.0 2.9
N N Y Y Y N N Y critical or not 4.3.7 列出可利用的資源-尋找資料庫中的案例附予系統演進 由上可知,我們儘量增加研磨液流量與下壓力可以提高研磨速度,下壓 力大小與平坦度成反比,但卻與研磨速率成正比,衝突仍然存在。不過 可給我們一個很寶貴的經驗,試著將問題仔細的分析,如圖所示。發現 研磨頭對晶圓研磨時下壓力有不平均的現象,晶圓表面承受的下壓力, 相對於半徑越大,轉速越快而有不同的趨勢。因此,如何解決讓施力平 均為重要得目標。再回顧問題解決的經驗當中,研磨液多孔設計及動態 搖擺設計解決的分佈不均問題,再將多孔性概念讓下壓力施力平均,形 成多孔性下壓力。我們將研磨頭重新設計,如圖 4.10 所示,
圖 4.10 CMP 研磨頭構造及施壓示意圖 (1) 等高線多孔薄膜設計,基於技術及設計成本考量,設計一五孔性薄 膜,如圖 4.11 所示,其控制壓力的的區域範圍分別為 Z5 為直徑 0~80mm,Z4 為直徑 80~200mm,Z3 為直徑 200~260mm Z2 為直徑 260~290mm Z1 為直徑 290~299mm,分別獨立控制,無互相干擾,經 由實驗設計可知,不同區域下壓力將會得到不同的研磨速度與平坦 度,因此,我們稱之為等高區域研磨頭(contour head)如此的新設計 的研磨頭,除了可以增加晶圓區域研磨速率外,更可以調整不同區域 的下壓力使得整片晶圓表面的相對不平坦得以修補,進而控制晶圓平 坦度,解決下壓力大小造成研磨速度與平坦度的衝突。 圖 4.11 CMP 研磨頭構造及施壓示意圖 (2) 等高線下壓力實驗曲線圖,進行不同組合壓力,得到晶圓內不同的 區域表面的研磨速率,如圖 4.12,也就是說可得到不同的平坦度,並 加以控制。因此,降低不平坦度與增加研磨速的技術衝突完全得以解 決。這對半導體研磨技術而言,提供一個更大空間的改善方向。
圖 4.12 CMP 晶圓不同區域研磨速率示意圖 (資料來源 : A 公司) 4.3.8 增加動態與可控性 理想化的結果讓研磨目標達成並加以改善,解決研磨速度與平坦度之品 質衝突,突破技術瓶頸,然而在研磨目標中如果可以增加動態監控系統, 將可觀察研磨過程中行為表現,提供工程資料收集,模擬分析,給予製 程最佳化參數設定,因此,從此目摽前進為動態系統及觀察。由於金屬 表面為銅材薄膜,研磨時會將銅材薄磨漸漸消除,達到 CMP 製程所要求 的殘留厚度,如此利用磁場產生電流的原理,在研磨盤的下方裝置一電 桿感應器機構,當銅材薄膜厚度改變時,電桿感應器將會感應相對應的 磁場電流的大小,隨即換算銅材薄磨厚度,如圖 4.13 所示 圖 4.13 CMP 晶圓不同區域研磨速率動態觀察示意圖 (資料來源 : A 公司) 研磨即時的終點偵測,隨著研磨時間的增加,在晶圓表面不同區域有不 同的研磨殘餘厚度。
4.3.9 增加系統的、彈性、使用性、效率及控制性
在增加系統的監視系統後,最後設計系統內自動化的控制,使得晶圓能 夠在研磨階段中能夠達到最適厚度而自動的調整,亦是一個即時的晶圓表 面曲線控制(RTPC, Real Time Profile Control),此自動化系統的增加, 除了能夠免除人工上繁瑣調整,更能將研磨厚度調整到精準的研磨厚度及 平坦度,此設計目標確定後,繼而延續前一設計理念,加入各區域迴授裝 置,(附錄原則 4)概念如圖 4.14 圖 4.14 CMP 不同區域曲線自動控制示意圖 也就是說,從開放式迴路的觀察,進而發展為封閉式迴路並有即時控制的 輔助系統,如此自動化發展最終系統的驗證如下,圖 4.15~16 系統設定 區域下壓力誤差調整設定 圖 4.15 CMP 不同區域曲線設定功能示意圖 (資料來源 : A 公司)
圖 4.16 CMP 不同區域曲線自動修補示意圖 (資料來源 : A 公司) 因此 CMP 製程成為 CMP 自動化製程,工程師只要依據客戶所需的產品 需求,輸入程式中的參數設定,即可生產所需的研磨要求,達到最適化, 最理想化的製程產品。
4.4 TRIZ 改善後,平坦度與良率關係
經過 TRIZ 改善後,CMP 平坦度大大提升,晶圓良率也因此增加良率, 提高 2%,不僅降低成本,也符合客戶的要求。 圖 4.17 CMP 改善後,平坦度與良率關係 (資料來源 : A 公司)五、結論與建議
創意管理,無庸置疑的,TRIZ 方法是解決創新問題最具權威性的方法 了,而本文主題是對 TRIZ 創新設計方法進行敏感度分析,創意思維量化分 析及加入實驗設計方法來解決品質衝突遇到技術瓶頸情況、正確找出品質 衝突問題的技術瓶頸、了解物質-場方法的適用時機,而在文中也詳盡的創 意理論介紹及提出案例應用於半導體產業,不僅解決案例中技術瓶頸的問 題,進而發展一套自動化製程系統,完全將 TRIZ 理論之應用發揮到淋漓盡 致,其中應用適合的解決方法與建議,而來作為 TRIZ 研究者之參考。相信 若能搭配本文之建議或方法,定能在使用 TRIZ 方法時更得心應手。5.1 結論
5.1.1 在創新管理方面 (1)創意管理,力求簡單,儘量降低資源使用,減少成本,TRIZ 方 法提供了標準八大步驟,運用資料庫裡的四十個原則及三十九個 參數給予創新者循序漸進的思維改進,摒除創意者心裡慣性,將 困難的目標問題變的更明確,而後進行腦力激盪達成預期目標改 善。 (2)加入量化式的 TRIZ 創意管理,使不同創意思維對系統目摽給予 程度上的貢獻,而且提供創意篩選,正確創意思維的方向,給予 信心,達成目標。 5.1.2 在 TRIZ 應用 CMP 方面 (1)運用 TRIZ 從系統中分析 CMP 技術瓶頸為何 (2)找出 CMP 相對的技術矛盾並列出其基本的物理性質 (3)將 CMP 系統互相衝突的物理性質從新排列組合,保留系統的優 點,阻隔系統的缺點 (4) S/N 量化分析,使品質改善技術瓶頸達到實質敏感度改善。 (5)在不使系統複雜化的情況下,將原有 CMP 系統的缺點視為免費 及可用的資源,做最小得轉變解決技術矛盾。 (6)回顧可利用的資源尋找物質,場,功能性,從而發現資源進而發 展為自動化系統功能(7)最後解決 CMP 平坦度與生產力的品質衝突,讓晶圓良率大大提 升
5.2 未來研究方向及建議
1. 在創新管理方面,TRIZ 創新管理提供簡單及循序漸進的方向進行改 善,本文中以 S/N 量化分析品質衝突,找出品質的技術瓶頸,但還 有許多統計方法可以將 TRIZ 的創意加以分析,例如多元回歸分析預 測,可預測創意的模型,進行模擬分析,減少時間與成本。。 2. 在 TRIZ 應用 CMP 方面,本案例分析研究受限於晶圓廠製程配方列 為最高機密之影響。因此所能進行的實驗與瞭解變因有限,雖然利 用 TRIZ 找出製程中的技術瓶頸,但是在其微觀的製程中,仍有許多 變數是我們不瞭解且為本研究尚未探討,例如研磨液配方,不同薄 膜材質研磨終點偵測等影響。這些方面可為後續研究發展的方向。參考文獻
一、中文部分
1 林伯勳,含時間估測器之類神經網路式 Run-to-Run 製程控制器設計及 其在銅製程 CMP 之應用,碩士論文,國立中興大學機械工程研究所, 2003。 2 梁馨科、陳義揚,新竹科學園區廠商研究發展管理問題之初探,中國工 業工程學會年會論文集,頁 129 ~ 135,1990。 3 梁馨科、王淑芬、張志傑,以訊號雜音比率為衡量指標對銀行業號碼機 服務品質之研究,財務工程與金融創新研討會論文集,頁 15-24,2002。 4 黎正中,穩健設計之品質工程,台北圖書,1993。5 蕭詠今,TechOptimizer 訓練教材 Version 1.5,May 1999。
二、英文部分
1. Apte, P. R. and D. L. Mann, Taguchi and TRIZ: Comparisons and
Opportunities, The TRIZ Journal, http://www.triz-journal.com/, November 2001
2. Chan, Hsiao-Ling and Shing-Ko Liang, Yield Improvement for Blood Glucose Strip by Taguchi Dynamic Approach , International Journal of the Information Systems for Logistics and Management ,Vol.1, No.1, pp.9-16, 2005.
3. Clarke, D. W. TRIZ , Through the Eyes of an American TRIZ Specialist,A Study of Ideality, Contradictions, Resources, Ideation International, Inc., 1997.
6 Domb, Terninko, E. and J. Miller, The 76 Standard Solutions, with modern Examples–Class Four, The TRIZ Journal, http://www.triz-journal.com/, July, 2000.
4. Grace, F., M. Slocum, and T. Clapp, A New TRIZ Practitioner's Experience for Solving an Industrial Problem using ARIZ 85C: Increasing a Textile Kiss-Coat Operation Speed, The TRIZ Journal, http://www.triz-journal.com/, January 2001.
7 Ideation International , Inc., Ideation International FAQs, http://www.ideationtriz.com/
8 Invention Machine Corporation, TechOptimizer Professional Edition Version 3.01, (Computer Software), 1999.
9 Kosse, Some Limitations of TRIZ Tools and Possible Ways of Improvement, Conceptual and Innovative Design for Manufacturing, ASME, DE-Vol. 103, pp. 111-115, 1999. http://www.triz-journal.com/, June 2000.
10 Leslie, D.r Monplaisir, Rajesh Jugulum and Mahfoozulhag Mian, 1999. 11 Liang. S. K., Y. H. Hung, and K. S. Chen, Using the Signal -to-Noise Ratio
to Evaluate the Tellers' Performance in Banking System , Advances and Application in Statistics, Vol.1, No.2 , pp.133-148, 2001.
12 Liu, C. C. and J. L. Chen, A TRIZ Inventive Design Method without
Contradiction Information, The TRIZ Journal, http://www.triz-journal.com/, September 2001.
13 Mann, D., Assessing the Accuracy Of The Contradiction Matrix For Recent Mechanical Inventions, The TRIZ Journal, http://www.triz-journal.com/, February 2002.
14 Monplaisir, Dr. Leslie Rajesh Jugulum and Mahfoozulhaq Mian, Application of TRIZ and Taguchi Methods:Two case Example,1998.
15 Rovira, N. León and H. Aguayo, A new Model of the Conceptual Design Process using QFD/FA/TRIZ, The TRIZ Journal,
http://www.triz-journal.com/, July 1998.
16 Terninko, J. E. Domb and J. Miller, The 76 Standard Solutions, with modern Examples–Class Five, The TRIZ Journal, http://www.triz-journal.com/, July, 2000.
17 Terninko, J., E. Domb and J. Miller, The 76 Standard Solutions, with modern Examples–Section One, The TRIZ Journal,
http://www.triz-journal.com/, February 2000.
18 Terninko, J., E. Domb and J. Miller, The 76 Standard Solutions, with modern Examples–Class Three, The TRIZ Journal,
http://www.triz-journal.com/, May 2000.
19 Terninko, J., Su–Field Analysis, The TRIZ Journal, http://www.triz-journal.com/, February 2000.
20 Terninko, J., The QFD, TRIZ and Taguchi Connection : Customer– Driven Robust Innovation, The Ninth Symposium on Quality Funcion Deployment, 1997.
21 Terninko, John, Ph.D., The QFD, TRIZ and Taguchi Connection: Customer-Driven Robust Innovation, 1997
22 Wu, Tzann-Dw., the study of problem solving by TRIZ and Taguchi methodology in automobile muffler designation, 2004
附錄
TRIZ 四十法則與其範例(1999),而欲改善之特性參數與不要之特性參數 對應而得到之矩陣元素中出現之數字即代表建議之法則,共 40 個法則,其 中摘錄本人中使用原則說明如下。每一法則之後附一取材自 TechOptimizer 軟體之範例。 1.多面性(Universality) a.具備多功能的物體,可消除對其他物體的需求 範例:取代晶圓的冷卻設備 問題:特殊的晶圓冷卻設備使其製造設備更加複雜且增加成本。 提案:改變製程反應氣體的管路,讓它流經晶圓底部進行冷卻,使原本 僅參與反應的氣體具備多功能,如圖A.1 所示。 圖A.1 取代晶圓的冷卻設備 2.週期性動作(Periodic action) a.以週期性的動作或脈衝取代連續動作 b.如果已經是週期性的動作,改變它的頻率 c.在脈衝間暫停以提供額外的動作 範例:週期性的鑽孔增加鑽孔效率 問題:鑽孔機一直維持高速不但會 降低效率且耗電量大。 提案:利用週期性的兩段式鑽孔能提高鑽孔效率且減少耗電量,如圖A.2 所示。圖A.2 週期性的鑽孔增加鑽孔效率
3.將害處轉換為益處(Convert harm into benefit)
a.利用環境上的有害因素或效應以獲得一個正面的效應 b.以加上另一有害因素,移除原有的有害因素 c.增加有害動作的量直到它停止造成傷害 範例:合併的氣體感測器 問題:利用氣體感測器量測時,常會受到溫度與溼度等外界因素 的影響。 提案:加上另一個同樣的參考感測器,便可忽略溫度與溼度的影 響,如圖A3所示。 圖A.3 合併的氣體感測器 4.回饋(Feedback) a.採用回饋 b.如果回饋已存在,將它反轉 範例:延長雷射加工機的壽命 問題:欲使雷射加工機的壽命延長。 提案: 利用一個整合迴路迴授發射之雷射強度大小與供電電流大
小,將電流控制在最小值,且雷射強度又能剛好在需要的 值以上,如圖A.4 所示。