國 立 交 通 大 學
工業工程與管理學系碩士班
碩 士 論 文
S-DBR 與 CCPM 的緩衝管理於不同環境之影響
The Effect of Various Environment on Buffer Management of
S-DBR and CCPM
研究生:謝政峰
指導教授:李榮貴 博士
彭文理 博士
S-DBR 與 CCPM 的緩衝管理於不同環境之影響
The Effect of Various Environment on Buffer Management of
S-DBR and CCPM
研 究 生:謝政峰 Student : Jheng-Feng Hseih
指導教授:李榮貴 Advisor : Dr. Rong-Kwei Li
彭文理 Dr. Wen-Lea Pearn
國立交通大學
工業工程與管理學系碩士班
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University In Partial Fulfillment of the Requirements
For the Degree of Master of Science In
Industrial Engineering June 2010
Hsin-Chu, Taiwan, Republic of China
ii
S-DBR 與 CCPM 的緩衝管理於不同環境之影響
研究生:謝政峰 指導教授:李榮貴 博士
彭文理 博士
國立交通大學工業工程與管理學系碩士班
摘要
Goldratt (Eliyahu M. Goldratt)博士在 2008 年「站在巨人的肩膀上」提到 S-DBR(Simplified Drum-Buffer-Rope)的投料控管在加工時間(Touch Time, TT)占 了原本的生產前置時間(Production Lead Time, PLT)非常小的比例(少於 10%),稱 為Low Touch Time 的情境上,使用的是 S-DBR 的緩衝管理(Buffer Management) 方式,把原本的PLT 的 50%當作是新的 PLT,並將整個新的 PLT 當作生產緩衝 時間(Production Buffer, PB)做緩衝管理。然而,實務上有許多競爭激烈的生產環 境,TT 可能占了原本的 PLT 非常大的比例(大於 20%),稱為 High Touch Time 的 情境,Goldratt 博士建議在 High Touch Time 情境下,使用關鍵鏈專案管理(Critical Chain Project Management, CCPM)的緩衝管理方式。本研究目的為(1)驗證 CCPM 的緩衝管理方式能否在High Touch Time 的情境下有效運作;(2)探討 S-DBR 的 緩衝管理方式相較於CCPM 的緩衝管理方式在 High Touch Time 情境下會不適用 的原因;(3)分析 TT/原本的 PLT 為多少比例以下情境時,S-DBR 的緩衝管理方 式依然能夠適用。
關鍵詞:簡化型限制驅導式排程、關鍵鏈專案管理、緩衝管理、加工時間、生產 前置時間、生產緩衝時間
The Effect of Various Environment on Buffer Management of
S-DBR and CCPM
Student : Jheng-Feng Hseih Advisor : Dr. Rong-Kwei Li
Dr. Wen-Lea Pearn
Department of Industrial Engineering and Management College
of Management National Chiao Tung University
Abstract
Touch Time(TT) is accounted a very small proportion (less than 10%) in Production Lead Time(PLT) which is called Low Touch Time situation. In Low Touch Time situation, Dr. Goldratt raised S-DBR release control, which uses is S-DBR Buffer Management in “Standing on the Shoulder of Giant” in 2008. S-DBR Buffer Management took 50% PLT as new PLT, and did all the Production Buffer(PB) as Buffer Management. However, there are many production environments which TT possibly accounted a very significant proportion (less than 10%) in PLT are called High Touch Time situation. In High Touch Time situation, Dr. Goldratt raised S-DBR release control, which uses is CCPM Buffer Management in 2009. This research tried to verify CCPM Buffer Management whether can operate efficiently in High Touch Time situation; and discussing why is S-DBR Buffer Management compare with CCPM Buffer Management inappropriate. Further analysis, that below how many proportions in TT/PLT situations, S-DBR Buffer Management can still feasible.
Keywords: Simplified Drum-Buffer-Rope, Critical Chain Project Management, Buffer Management, Touch Time, Production Lead Time, Production Buffer.
iv
誌謝
首先,感謝李榮貴老師帶我進入TOC 的世界,深入淺出地讓我了解邏輯思 維,雖然中途換了兩個模擬軟體,但本研究仍能走向對的方向,完成論文,再次 謝謝李老師的指導。另外,感謝蔡志弘老師與張盛鴻老師對本篇論文的建議與協 助,使本篇論文的問題與錯誤減少許多。 感謝研究室的十位同學。阿彬、杰運、大麥、阿碰、花、眼鏡、小彥、阿淵、 佑任、小寶在這兩年來的指導與陪伴,並一起創造出難以忘懷的回憶;其它研究 室的鴨子、小吳、納豆、超哥、傑森、小邱在本研究的程式與格式上給予建議與 協助,十分感謝。 最後,感謝我的父母,表哥卜肇、表弟碩成以及其它默默支持我的朋友,在 我遇到挫折時,給我力量突破困境。在未來的日子上,我會更加努力,謝謝。目錄
摘要... ii Abstract ... iii 誌謝... iv 一、 研究動機與目的 ... 1 二、 文獻探討 ... 3 2.1 生產緩衝時間之探討... 3 2.2 簡化型限制驅導式排程 (Simplified Drum-Buffer-Rope, S-DBR) ... 3 2.2.1 S-DBR 的投料控管 ... 4 2.2.2 S-DBR 的緩衝管理方式 ... 4 2.3 關鍵鏈專案管理... 5 2.3.1 杜絕局部效益 ... 5 2.3.2 CCPM 的緩衝管理方式 ... 5 2.4 兩種緩衝管理之比較... 6 三、 S-DBR 與 CCPM 緩衝管理之分析 ... 8 3.1 利用 Em-plant 建立低中高變異的模擬情境 ... 8 3.1.1 假設與限制 ... 8 3.1.2 評估指標 ... 10 3.1.3 模擬流程 ... 10 3.2 模擬驗證... 113.2.1 驗證 CCPM 的緩衝管理在 High Touch Time 情境能否適用 ... 11
3.2.2 比較 S-DBR 與 CCPM 的緩衝管理所決定之 PLT 的允許變異時間 .... 12
3.2.3 S-DBR 的緩衝管理方式依然適用多少 TT/原本的 PLT 比例的情境 .... 15
四、 結論... 17
vi
表目錄
表 1 各情境下CCPM 的緩衝管理方式所決定之 PLT ... 9 表 2 低變異CCPM 緩衝管理之模擬結果 ... 11 表 3 中變異CCPM 緩衝管理之模擬結果 ... 12 表 4 高變異CCPM 緩衝管理之模擬結果 ... 12 表5S-DBR 緩衝管理之 PLT 內允許的變異(單位為原本的 PLT 的百分比) ... 13 表 6CCPM 的緩衝管理之 PLT 內允許的變異(單位為原本的 PLT 的百分比) .... 14 表 7CCPM 的緩衝管理比 S-DBR 多允許的變異(單位為原本的 PLT 的百分比) 14 表 8 模擬結果中CCPM 緩衝管理比 S-DBR 多出的達交率 ... 15 表 9 低變異S-DBR 緩衝管理之模擬結果 ... 15 表 10 中變異S-DBR 緩衝管理之模擬結果 ... 16 表 11 高變異S-DBR 緩衝管理之模擬結果 ... 16圖目錄
圖 1S-DBR 與 CCPM 的緩衝管理方式所決定之 PLT... 2 圖 2S-DBR 的投料控管 ... 4 圖 3S-DBR 的緩衝管理 ... 5 圖 4CCPM 的緩衝管理 ... 6 圖 5S-DBR 與 CCPM 的緩衝管理方式所決定之 PLT... 7 圖 6 模擬製程 ... 10 圖 7 模擬流程 ... 11 圖 8 兩種緩衝管理所決定之PLT 所能允許的變異時間 ... 13 圖 9CCPM 緩衝管理方式比 S-DBR 多允許的變異 ... 14 圖 10 模擬結果中CCPM 比 S-DBR 多出的達交率 ... 151
一、 研究動機與目的
S-DBR 的投料控管為一有效簡單的生產管理方法,可大幅改善訂單達交率、 增加有效產出、降低庫存水準等績效表現【1】【9】,而Goldratt 博士在 2008 年「站 在巨人的肩膀上」提到S-DBR 的投料控管在加工時間(Touch Time, TT)占了原本的 PLT 非常小的比例(少於 10%),稱為 Low Touch Time 的情境上,使用的是 S-DBR 的緩衝管理方式,把原本的PLT 的 50%當作是新的 PLT,並將整個新的 PLT 當作 PB,分成綠黃紅三個相同等份的區域做緩衝管理【6】,已有文獻證明 S-DBR 的緩 衝管理方式適用於上述的生產環境【15】。
然而實務上有許多競爭激烈的生產環境,TT 可能占了原本的 PLT 非常大的比 例(大於 20%),稱為 High Touch Time 的情境,Goldratt 博士建議 S-DBR 的投料控 管在High Touch Time 的情境下,使用 CCPM 的緩衝管理方式,把 TT 放在新的 PLT 的前端,把(原本的 PLT-TT)/2 當作 PB 放在 TT 後面,即新的 PLT 的後端,分成 綠黃紅三個相同等份的區域做緩衝管理,而TT+(原本的 PLT-TT)/2=新的 PLT【3】。 以圖1a 為例,假設原本的 PLT 為 40 小時, TT/原本的 PLT 為 1/3(大於 20%) 的情境,TT 為 13 小時 20 分鐘,則 S-DBR 的緩衝管理方式,如圖 1b,是把 50% 的40 小時,即 20 小時當作是新的 PLT,並將整個新的 PLT 當作 PB,分成綠黃紅 三個相同等份的區域做緩衝管理;而CCPM 的緩衝管理方式,如圖 1c,是把 13 小 時20 分鐘(TT)+(40 小時-13 小時 20 分鐘)/2=26 小時 40 分鐘當作是新的 PLT,而 13 小時 20 分鐘(TT)放在新的 PLT 前端,(40 小時-13 小時 20 分鐘)/2(PB)放在 13 小時20 分鐘(TT)的後面,即新的 PLT 的後端,分成綠黃紅三個相同等份的區域做 緩衝管理。
13時20分 1a 1b 1c 圖 1 S-DBR 與 CCPM 的緩衝管理方式所決定之 PLT 由上圖1 可知,S-DBR 的緩衝管理決定之 PLT 不受 TT/原本的 PLT 大小影響 依然是20 小時;CCPM 的緩衝管理決定之 PLT 會隨著 TT/原本的 PLT 變大而變長, 此情境下為26 小時 40 分鐘,較 S-DBR 的緩衝管理方式決定之 PLT 的 20 小時長。 然而,CCPM 的緩衝管理應用於 High Touch Time 的情境尚未驗證,不知是否 可行?若可行,則S-DBR 的緩衝管理方式相較於 CCPM 的緩衝管理方式在 High Touch Time 的環境中,為何不使用 S-DBR 的緩衝管理?另外,Goldratt 博士對於 TT/原本的 PLT 為 10%~20%的情境沒有提出建議使用的緩衝管理方式,則在 TT/ 原本的PLT 為多少比例以下時,S-DBR 的緩衝管理方式依然能夠適用?
因此,本研究針對上述疑慮,利用Em-Plant 建立低中高三種變異的製程,在 TT/原本的 PLT 為 1/3、1/4、1/5、1/6、1/7、1/8、1/9、1/10 的情境下進行模擬來(1) 驗證CCPM 的緩衝管理能否在 High Touch Time 的情境下有效運作;(2)比較 S-DBR 與CCPM 的緩衝管理所決定之 PLT 的允許變異時間,去解釋兩種方式在達交率上 的差異;(3)在 TT/原本的 PLT 為多少比例情境時,S-DBR 的緩衝管理依然能適用。
0 40 小時
加工時間(Touch Time, TT)
原本的生產前置時間(Production Lead Time)
6 時 40 分 13 時 20 分 20 時 0 2 -加工時間 原本的生產前置時間 加工時間 17時47分 22時14分 26 時 40 分 0 綠 黃 紅 綠 黃 紅
3
二、 文獻探討
2.1
生產緩衝時間之探討
生產緩衝時間(Production Buffer, PB)是指一個最小可接受的生產批量,從投料 到產出所需的時間,包含加工時間(Touch Time, TT)、整備時間、等候時間、運送 時間與預防內部變異的時間。PB 的長短會直接影響工單(Work Orders)生產週期時 間長短、在製品數量以及產能受限資源(Capacity Constrained Resource, CCR)是否會 閒置、斷料。而PB 有兩項基本假設如下:1. 排除所有追求效率指標的策略限制(Policy Constraints)。
2. PB 短於生產前置時間(Prodution Lead Time, PLT),因為 PLT 須考慮當 CCR 已 有許多已確認訂單時,新訂單須等候投入生產線的時間,而PB 只需考慮足夠的在 製品以確保CCR 順暢。
2.2 簡化型限制驅導式排程 (Simplified Drum-Buffer-Rope,
S-DBR)
簡化型限制驅導式排程(Simplified Drum-Buffer-Rope, S-DBR)是由 Schragenheim et al.於 2000 年的 Constraints Management Special Interest
Group(CMSIG)技術研討會中首次提出,Schragenheim 認為 S-DBR 有以下優點【11】: 1. 是個簡單又有效的生產計畫。
2. 專注並充份使用於產能受限資源(Capacity Constrained Resource, CCR)的排程。 3. 簡單明確的機制,容易決定訂單交期,有利於市場行銷與製造的協調配合。
S-DBR 認為市場為系統最主要限制,系統需在滿足市場需求前提下,讓系統 內之CCR 充份利用。Schragenheim 認為排程會使得系統對市場回應彈性降低,但 為了回應市場而變更排程,又會增加控管的負荷與複雜度,故Schragenheim 認為 只要具有整體性保護,確保訂單順利出貨的單一的PB 即可。【11】【12】【13】在
2006 年 Schragenheim 提出以下 S-DBR 細部的操作方法: 2.2.1 S-DBR 的投料控管 當CCR 負荷越重時,在製品數量就越多,並根據 Little’s Law【8】可知會造 成生產週期時間增加而傷害交期績效,而S-DBR 使用「已規劃負載(Planned Load)」 考量了CCR 的負荷,作為衡量訂單交期與投料時間點之依據,其定義為:在某一 規劃期間內,所有已確認訂單(Firm Order)於 CCR 所需之累積負載。其中已確認訂 單包含已投入現場的在製品,以及已規劃但尚未投入現場之工單。 已規劃負載減、加1/2PB 分別得出新訂單的投料與交期時間點,若所得之投料 時間點為過去的時間點,則需即刻投料。投料後經過的1/2PB 為讓工單能及時抵達 CCR 站的時間長度,其影響 CCR 站前在製品數目的多寡。工單於 CCR 站加工的 時間點為接近1/2PB 的時候,此時工單的緩衝狀態落入黃區;而剩餘的 1/2PB 在無 特殊變異情形下配合緩衝管理,故在製品數量皆不多,工單通過CCR 站後就不會 消耗太多的PB,即可快速產出。綜合上述,如下圖 2 所示。 圖 2 S-DBR 的投料控管 2.2.2 S-DBR 的緩衝管理方式 Goldratt 博士在 2008 年「站在巨人的肩膀上」提到 S-DBR 的投料控管在加工 時間(Touch Time, TT)占了生產前置時間(Production Lead Time, PLT)非常小的比例 (少於 10%),稱為 Low Touch Time 的情境上使用的是 S-DBR 的緩衝管理(Buffer Management)方式,把原本的 PLT 的 50%當作是新的 PLT,並將整個新的 PLT 當作 PB,分成綠黃紅三個相同等份的區域做緩衝管理【6】。而 S-DBR 的緩衝管理方式 已規畫負載(Planned Load) 生產緩衝時間(PB) 時間 現在 Load 100% 交期時間點 投料時間點 1/2PB 1/2PB 工單於CCR 站加工
5 是先給予工單緩衝狀態(Buffer Status, BS),即 PB 的耗用比例,以百分比計之,此 比例越高,表示該工單有越高的優先加工權,其計算公式如下: 再依BS 的百分比落入的區域顏色做管理,如圖 2-2,綠區為不需注意的忽略 區;黃區為需注意的警示區;紅區為很緊急的趕工區;黑區為耗用時間已超出PB 的逾期趕工區。S-DBR 的緩衝管理方式可直接表示工單加工的優先順序與了解工 單的緊急程度。 圖 3 S-DBR 的緩衝管理
2.3 關鍵鏈專案管理
2.3.1 杜絕局部效益Goldratt 博士於 1997 年將「限制理論」(Theory of Constrains, TOC)的觀念延伸 至專案管理領域,發展出「關鍵鏈專案管理」(Critical Chain Project Management, CCPM)【4】。CCPM 提出以 50-50 法則【5】,藉由將原本加入各別任務後的安全保 護時間安置在適當的位置共用,以保護整體專案,其中因目的與位置不同分為三種 緩衝:專案緩衝,匯流緩衝,以及資源緩衝。因為任務不再有安全時間,必須即時 處理,完成後也必須及時回報,故可以消除帕金森定律、學生症候狀等影響【5】 【10】,進而解決延遲遞延的問題。 2.3.2 CCPM 的緩衝管理方式 實務上有許多競爭激烈的生產環境,TT 可能占了 PLT 非常大的比例(大於 20%),稱為 High Touch Time 的情境,Goldratt 博士建議 S-DBR 的投料控管在 High
緩衝狀態(BS)= 生產緩衝時間 距交期剩餘日 生產緩衝時間- 生產緩衝時間 (Production Buffer) 33% 逾期趕工區(黑) 0 67% 警示區(黃) 趕工區(紅) 忽略區(綠) 100%
Touch Time 的情境下,使用關鍵鏈專案管理(Critical Chain Project Management, CCPM)的緩衝管理方式,把 TT+(原本的 PLT-TT)/2=新的 PLT,其中(原本的 PLT -TT)/2 為 PB,而 TT 放在新的 PLT 的前端,PB 放在 TT 的後面,即新的 PLT 的 後端做緩衝管理。意思是,將生產環境中每個工作站的緩衝時間拿出來,累加起來 共用,並放在加工時間的後面,也就是PB 的後端,分成綠黃紅三個相同等份的區 域做緩衝管理做緩衝管理【3】。 而CCPM 的緩衝管理方式是依整個 PLT 所剩餘的 PB 程度,分為綠、黃、紅 三區,如圖4。管理者需根據緩衝被侵蝕的「狀態報告」(Status reporter)進行管理 【2】【7】。當工單落入綠區則代表 PB 消耗的比例遠低於 TT 完工比例,為不需注 意的忽略區;黃區是代表目前PB 消耗比例與 TT 完工比例相當,為需注意的警示 區;而紅區表示PB 消耗的比例顯著高於 TT 完工比例,為緊急的趕工區。【2】 圖 4 CCPM 的緩衝管理
2.4 兩種緩衝管理之比較
有文獻已證明S-DBR 的概念適用在 TT/原本的 PLT 小於 10%的環境【15】,且 為了明顯比較兩種方法的差異,以圖5a 為例,假設原本的 PLT 為 40 小時, TT/ 原本的PLT 為 1/3(大於 20%)的情境,TT 為 13 小時 20 分鐘,則 S-DBR 的緩衝管 理方式,如圖5b,是把 50%的 40 小時,即 20 小時當作是新的 PLT,並將整個新 的PLT 當作 PB,分成綠黃紅三個相同等份的區域做緩衝管理;而 CCPM 的緩衝管 理方式,如圖5c,是把 13 小時 20 分鐘(TT)+(40 小時-13 小時 20 分鐘)/2=26 小時 剩餘PB(綠): 100% 67% 剩餘PB(黃): 67% 33% 剩餘PB(紅): 33% 0% 加工時間 原本的生產前置時間2 -加工時間7 13時20分 40 分鐘當作是新的 PLT,而 13 小時 20 分鐘(TT)放在新的 PLT 前端,(40 小時-13 小時20 分鐘)/2(PB)放在 13 小時 20 分鐘(TT)的後面,即新的 PLT 的後端,分成綠 黃紅三個相同等份的區域做緩衝管理。 5a 5b 5c 圖 5 S-DBR 與 CCPM 的緩衝管理方式所決定之 PLT 由上圖5 可知,S-DBR 的緩衝管理方式決定之 PB 不受 TT/原本的 PLT 大小 影響依然是20 小時;CCPM 的緩衝管理方式決定之 PB 會隨著 TT/原本的 PLT 變 大而變長,此情境下為26 小時 40 分鐘,較 S-DBR 的緩衝管理方式決定之 PB 的 20 小時長。 0 40 小時 加工時間(Touch Time, TT)
原本的生產前置時間(Production Lead Time)
6 時 40 分 13 時 20 分 20 時 0 2 -加工時間 原本的生產前置時間 加工時間 17時47分 22時14分 26 時 40 分 0 綠 黃 紅 綠 黃 紅
三、 S-DBR 與 CCPM 緩衝管理之分析
根據研究動機與目的,在3.1 節利用 Em-Plant 建立低、中、高三種變異的製程, 在各變異製程下有TT/原本的 PLT 為 1/3、1/4、1/5、1/6、1/7、1/8、1/9、1/10 的 情境。3.2 節為 (1)驗證 CCPM 的緩衝管理方式能否在 High Touch Time 的情境下有 效運作;(2)比較探討 S-DBR 與 CCPM 的緩衝管理所決定之 PLT 的允許變異時間, 去解釋兩種方式在達交率上的差異;(3)在低、中、高三種變異中,TT/原本的 PLT 為多少比例以下情境時,S-DBR 的緩衝管理方式依然能夠適用。
3.1 利用 Em-plant 建立低中高變異的模擬情境
3.1.1 假設與限制 1. 固定原本的 PLT 為 40 小時,則 S-DBR 的緩衝管理決定之 PLT 在各情境下皆 為50%的原本的 PLT,為 20 小時;而 CCPM 的緩衝管理決定之 PLT=TT+(原本的 PLT-TT)/2,即 PLT=TT+PB,而所決定之 PLT 如表 1 所示,表中的百分比為占原 本的PLT 的比例。9 表 1 各情境下 CCPM 的緩衝管理方式所決定之 PLT TT/原 本的 PLT 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 TT 13 小 時20 分鐘 10 小 時 8 小時 6 小時 40 分鐘 5 小時 43 分 5 小時 4 小時 27 分鐘 4 小時 PB (40 小 時-13 小時 20 分 鐘)/2= 13 小 時20 分鐘 (33.3% ) (40 小 時-10 小 時)/2= 15 小 時 (37.5% ) (40 小 時-8 小 時)/2= 16 小 時 (40%) (40 小時 -6 小時 40 分 鐘)/2=16 小時40 分鐘 (41.7%) (40 小時 -5 小時 43 分 鐘)/2=17 小時9 分 鐘 (42.9%) (40 小時 -5 小 時)/2=1 7 小時 30 分鐘 (43.8%) (40 小時 -4 小時 27 分 鐘)/2=17 小時46 分鐘 (44.4%) (40 小 時-4 小 時)/2=1 8 小時 (45%) PLT 26 小 時40 分鐘 (66.7% ) 25 小 時 (62.5% ) 24 小 時 (60%) 23 小時 20 分鐘 (58.3%) 22 小時 52 分鐘 (57.2%) 22 小時 30 分鐘 (56.3%) 22 小時 13 分鐘 (55.5%) 22 小時 (55%) 2. 由 9 個工作站組成的單一產品製程,TT 服從常態分配,每站一次處理一工單; 3. Schragenheim 假設系統內部只有單一位於製程中段且不會飄移的 CCR 站,故 第5 個工作站為 CCR 站; 4. CCR 站的 TT 相對時間比例為 1.6,而前 4 站相對時間的比例總和為 4,後 4 站的比例也為4,故工單過 CCR 站後剩餘的 TT 為原本的 TT 的 4/(4+1.6+4)=41.67%; 5. 在 CCR 工作站一開始有 6 個在製品,其它工作站各有 3 個; 6. 非加工時間為等待時間與預防內部變異的時間; 7. 內部變異時間在工廠的不確定因素有產品品質與資源本身的變異【14】; 8. 產品品質的變異,假設檢驗點驗出的不良品維修時間,服從平均時間為 30 分
鐘的指數分配,維修後通往下一個工作站;
9. 資源本身的變異,假設機台故障的平均維修時間(Mean Time To Repair, MTTR) 為1 小時。為保護 CCR 站能持續使用,故假設 CCR 站不會故障; 10. 低變異的產品不良率與機台故障率皆為 5%、中變異為 10%、高變異為 15%; 11. 加入 S-DBR 投料控管與緩衝管理優先權派工的機制; 3.1.2 評估指標 1. 工單達交率(是否大於 95%) 2. 工單在完工時間的緩衝狀況(紅單比例是否超過 50%) 3.1.3 模擬流程 由上述的假設與限制,則模擬製程如圖6 所示,模擬流程如圖 7 所示。進行模 擬1200 次後,取後面的 1000 次做為觀察工單達交率與紅單(含黑單)的比例次數。 取後面的1000 次為一暖機(warm up)的動作。 圖 6 模擬製程
11
圖 7 模擬流程
3.2 模擬驗證
3.2.1 驗證 CCPM 的緩衝管理在 High Touch Time 情境能否適用
CCPM 的緩衝管理在低變異(產品不良率與機台故障率皆為 5%)下模擬結果如 表2 所示,中變異(產品不良率與機台故障率皆為 10%)模擬結果如表 3 所示,高變 異(產品不良率與機台故障率皆為 15%)下模擬結果如表 4 所示: 表 2 低變異 CCPM 緩衝管理之模擬結果 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 工單達交率 99.9% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 紅單(含黑單)的比例 15.4% 7.3% 6.6% 5.7% 5.1% 4.5% 3.5% 2.4% 以S-DBR控管進行投料 進入工作站 進行加工 下個工作站 進行緩衝管理優先順 序派工 進行機台維修 不良品送維修站維修 輸出統計結果 工作站前是否有等候 的在製品 工作站狀況是 否良好 檢驗是否為良品 模擬是否結束 是 是 是 是 否 否 否 否
表 3 中變異 CCPM 緩衝管理之模擬結果 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 工單達交率 98.4% 99.1% 99.6% 100.0% 100.0% 99.8% 100.0% 100.0% 紅單(含黑單)的比例 46.5% 29.4% 22.9% 19.2% 17.8% 17.2% 16.2% 16.1% 表 4 高變異 CCPM 緩衝管理之模擬結果 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 工單達交率 92.8% 95.2% 98.2% 98.9% 99.7% 100.0% 99.1% 100.0% 紅單(含黑單)的比例 69.5% 52.2% 47.7% 45.1% 44.8% 41.8% 38.8% 36.4% 由表2、表 3、表 4 可知 S-DBR 投料控管使用 CCPM 的緩衝管理,除了在高 變異TT/原本的 PLT 為 1/3 情境時,達交率小於 95%外,其餘情境都有良好的達交 率(達交率>95%);且除了高變異 TT/原本的 PLT 大於等於 1/4 情境時,紅單比例才 很高(比例>50%)以外,其餘情境的紅單比例皆不高。因此,本研究藉由低中高三種 變異情境的模擬,驗證S-DBR 投料控管配合 CCPM 的緩衝管理方式確實可在 High Touch Time 的情境下有效運作。 3.2.2 比較 S-DBR 與 CCPM 的緩衝管理所決定之 PLT 的允許變異時間
既然CCPM 的緩衝管理可有效在 High Touch Time 的情境下運作,那 S-DBR 的緩衝管理為何不行?因此,在此探討兩種緩衝管理所決定之PLT 所能允許的變 異時間,而這段時間的長短將會影響工單達交率的高低。 以圖7a 為例,假設原本的 PLT 為 40 小時,TT/原本的 PLT 為 1/3(大於 20%) 的情境,TT 為 13 小時 20 分鐘,則 S-DBR 的緩衝管理所決定之 PLT,如圖 7b,工 單過CCR 站後剩餘的 PLT 約為一半,即 20 小時的一半,為 10 小時;而工單過 CCR 站後剩餘的TT 比例如 3.1.1 所計算為原本 TT 的 41.67%,即 41.67%的 13 小時 20 分鐘,為5 小時 33 分鐘。而剩餘的 PLT 減去剩餘的 TT 為新的 PLT 所允許的變異 時間,為4 小時 27 分鐘。CCPM 緩衝管理的 PLT 所能允許的變異算法同 S-DBR 的,如圖7c,得出為 7 小時 47 分鐘,較 S-DBR 所允許的變異時間來得長。
13 6 時 40 分 13時20分 7a 7b 7c 圖 8 兩種緩衝管理所決定之 PLT 所能允許的變異時間 S-DBR 與 CCPM 的緩衝管理所決定的 PLT,在各情境的允許變異算法如上述 例子,分別如表5 與表 6 所示,時間單位為使用該時間占原本的 PLT 的百分比。 表5 S-DBR 緩衝管理之 PLT 內允許的變異(單位為原本的 PLT 的百分比) TT/原本的 PLT 情 境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 PLT 50% 50% 50% 50% 50% 50% 50% 50% CCR 站後剩餘 PLT 25% 25% 25% 25% 25% 25% 25% 25% CCR 站後剩餘 TT 13.9% 10.4% 8.3% 6.9% 5.9% 5.3% 4.7% 4.2% PLT 內允許的變 異 11.1% 14.6% 16.7% 18.1% 19.1% 19.7% 20.3% 20.8% 0 40 小時 加工時間(Touch Time, TT)
原本的生產前置時間(Production Lead Time)
13 時 20 分 20 時 0 17時47分 22時14分 26 時 40 分 CCR 10時 5 時 33 分 4 時 27 分 CCR 13時20分 5 時 33 分 7 時 47 分
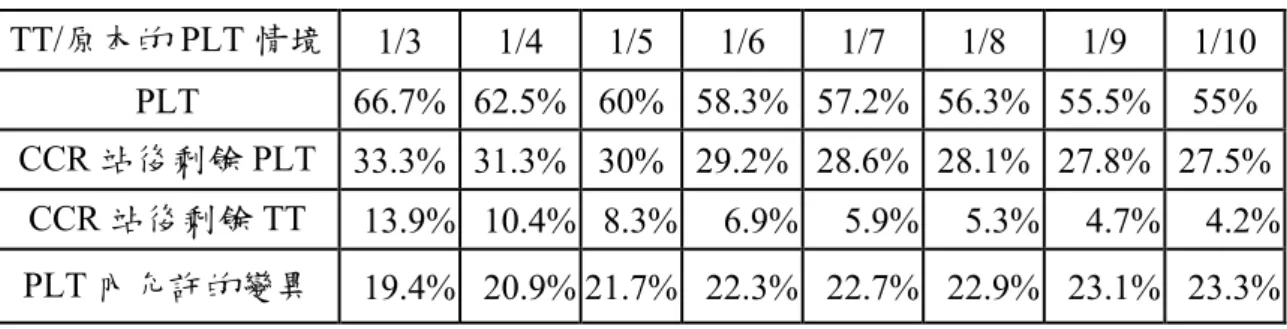
表 6 CCPM 的緩衝管理之 PLT 內允許的變異(單位為原本的 PLT 的百分比) TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 PLT 66.7% 62.5% 60% 58.3% 57.2% 56.3% 55.5% 55% CCR 站後剩餘 PLT 33.3% 31.3% 30% 29.2% 28.6% 28.1% 27.8% 27.5% CCR 站後剩餘 TT 13.9% 10.4% 8.3% 6.9% 5.9% 5.3% 4.7% 4.2% PLT 內允許的變異 19.4% 20.9% 21.7% 22.3% 22.7% 22.9% 23.1% 23.3% 由表5 與表 6 得出 CCPM 的緩衝管理比 S-DBR 的緩衝管理多允許的變異,如 表7 所示。隨著 TT/原本的 PLT 越大,CCPM 的緩衝管理比 S-DBR 的緩衝管理多 允許的變異會越多,如下圖8 所示: 表 7 CCPM 的緩衝管理比 S-DBR 多允許的變異(單位為原本的 PLT 的百分比) TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 CCPM 的 PLT 內允許變異 19.4 % 20.9 % 21.7 % 22.3 % 22.7 % 22.9 % 23.1 % 23.3 % S-DBR 的 PLT 內允許變異 11.1% 14.6 % 16.7 % 18.1 % 19.1 % 19.8 % 20.3 % 20.8 % CCPM 比 S-DBR 多允許的變異 8.3% 6.3% 5% 4.2% 3.6% 3.1% 2.8% 2.5% 圖 9 CCPM 緩衝管理方式比 S-DBR 多允許的變異 而模擬結果中,CCPM 的緩衝管理比 S-DBR 的緩衝管理多出的達交率,如表 8 與圖 9 所示,其圖形與表 7 與圖 8 對應。觀察出在 TT/原本的 PLT 越大,CCPM 的緩衝管理比S-DBR 多出的達交率會越多,且在變異越高的情境會因為越超過允 許變異的程度,所以S-DBR 緩衝管理的達交率會越低,故 CCPM 的達交率會比
15 S-DBR 的更超出許多。 表 8 模擬結果中 CCPM 緩衝管理比 S-DBR 多出的達交率 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 低變異 6.0% 1.0% 0.1% 0.0% 0.0% 0.0% 0.0% 0.0% 中變異 24.9% 3.2% 0.6% 0.4% 0.6% -0.2% 0.4% 0.0% 高變異 47.6% 15.2% 7.4% 3.5% 0.9% 1.7% -0.8% 0.2% 圖 10 模擬結果中 CCPM 比 S-DBR 多出的達交率 因此,綜合上述分析,可解釋S-DBR 緩衝管理的達交率相較於 CCPM 的緩衝 管理的達交率在High Touch Time 的情境下會比較差的原因。
3.2.3 S-DBR 的緩衝管理方式依然適用多少 TT/原本的 PLT 比例的情境 S-DBR 的緩衝管理在低變異(產品不良率與機台故障率皆為 5%)下模擬結果如 表9 所示,中變異(產品不良率與機台故障率皆為 10%)模擬結果如表 10 所示,高 變異(產品不良率與機台故障率皆為 15%)下模擬結果如表 11 所示: 表 9 低變異 S-DBR 緩衝管理之模擬結果 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 工單達交率 93.9% 99.0% 99.9% 100% 100% 100% 100% 100% 紅單(含黑單)的比例 100% 100% 98.7% 90.5% 51.3% 46.9% 28.6% 17.0%
表 10 中變異 S-DBR 緩衝管理之模擬結果 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 工單達交率 73.5% 95.9% 96.6% 97.4% 99.4% 100.0% 99.6% 100.0% 紅單(含黑單)的比例 100.0% 100.0% 99.8% 97.9% 79.2% 71.9% 58.8% 52.8% 表 11 高變異 S-DBR 緩衝管理之模擬結果 TT/原本的 PLT 情境 1/3 1/4 1/5 1/6 1/7 1/8 1/9 1/10 工單達交率 45.2% 80.0% 90.8% 95.4% 98.8% 98.3% 99.9% 99.8% 紅單(含黑單)的比例 100.0% 100.0% 100.0% 99.0% 93.0% 89.3% 81.7% 82.9% 能否適用的評估指標為達交率是否有95%,則 S-DBR 投料控管使用 S-DBR 的 緩衝管理方式,由表9 可知在低變異下適用於 TT/原本的 PLT 小於等於 1/4 情境, 由表10 可知在中變異下適用於 TT/原本的 PLT 小於等於 1/4 情境,由表 11 可知在 高變異下適用於TT/原本的 PLT 小於等於 1/6 情境,在大於這些 TT/原本的 PLT 的 情境時,則必須使用CCPM 的緩衝管理方式。 S-DBR 的緩衝管理方式在這些適用情境下都有良好達交率(達交率>99%),即 在加工時間小於原本的PLT 的 10%的假設之外,還是有機會 100%達交,但是會造 成紅單比例過高(比例>50%),使得生產現場都是紅單需要趕工與跟催,更有可能造 成人員恐慌而延誤工單完成時間。因此,還需考量到數字無法評估的人員心理緊張 的因素。
17
四、 結論
本研究使用Em-Plant 建立低、中、高三種變異的製程,在 TT/原本的 PLT 為 1/3、1/4、1/5、1/6、1/7、1/8、1/9、1/10 的情境下進行模擬。此兩種緩衝管理的方 式皆遵照S-DBR 投料控管的基本假設,限制來自市場、CCR 位於製程中段,CCR 不會飄移的情況下,本研究得到以下結果: 1. S-DBR 的投料控管使用 CCPM 的緩衝管理方式,確實可有效應用在低中高變 異的High Touch Time 的情境。2. 經由比較探討 S-DBR 與 CCPM 的緩衝管理所決定之 PLT 的允許變異時間,解 釋了兩種緩衝管理方式在達交率上的差異 3. S-DBR 的投料控管 S-DBR 的緩衝管理方式,在低變異下適用於 TT/原本的 PLT 小於等於1/4 情境,中變異下適用於 TT/原本的 PLT 小於等於 1/4 情境,高變 異下適用於TT/原本的 PLT 小於等於 1/6 情境,在大於這些 TT/原本的 PLT 的 情境時,則必須使用CCPM 的緩衝管理方式。 雖然本研究驗證出上述的結果,但在驗證過程中,卻還有可探討的議題,因此 對於後續研究,提出以下幾點建議: (1) 單一 CCR 位置在製程前、後段;(2)工單批量問題;(3)迴流生產環境; 因此,針對上述議題,實務上的S-DBR 控管投料所搭配的兩種緩衝管理方式 該如何強化來增加其可行性,皆是後續研究可參考的重要目標。
參考文獻
1. Fry, T. D., & Blackstone, J. H., & Cox, J. F., “An analysis and discussion of the optimized production technology software and its use,” Production on Operation, 1992.
2. Goldratt Consulting, The Strategy and Tactic tree for Projects, Version 4.71, 2007. 3. Goldratt Consulting, The Strategy & Tactic tree-MTO RRR High Touch Time,
2009.
4. Goldratt, Eliyahu. M., Critical Chain, The North River Press Publishing Corporation, 1997.
5. Goldratt, Eliyahu. M. and Rami, Avraham, TOC Insights, 2003. 6. Goldratt, Eliyahu. M., Standing on the Shoulders of Giants., from:
http://www.goldrattschools.org/pdf/shoulders_of_giants-eli_goldratt.pdf, 2008
7. Gupta, A., & Raj, S., & Wilemon, D, “A Model for Study R&D-Marketing Interface in the Product Innovation Process,” Journal of Marketing, 50(2), 7-17, 1996.
8. Little, J., “A proof of the Theorem L=λW, Operations Research,” 9, 383-387, 1961. 9. Mabin, V. J.,& Balderstone, S. J., “The World of the Theory Constraints,” A
Review of the International Literature, FL: St. Lucie Press, 2000.
10. Marc, P. L., “Expert System Domain Identification, Evaluation and Project Management A TQM Approach,” International Journal of Quality & Reliability Management, 13(3), 77-83, 1996.
11. Schragenheim, E., & Dettmer, H.W., Manufacturing at Warp Speed: Optimizing Supply Chain Financial Performance, Boca Raton, FL: St. Luicie Press, 2000. 12. Schragenheim, E., Using SDBR in Rapid Response Projects, Goldratt group, 2006. 13. Schragenheim, E., What’s really new in Simplified DBR. Goldratt group, 2006. 14. 李榮貴、張盛鴻著,TOC 限制理論-從有限走向無限,中國生產力中心出版
社,台北,民國94 年。
15. 陳春源,「S-DBR 應用於不同環境下之影響」,國立交通大學,碩士論文, 民國98 年。