應用軟系統方法論於逆向物流之問題分析與解決:
以一家電子製造服務公司為分析對象
Applying Soft System Methodology to Problem Analysis and Solving in
Reverse Logistics – Using One EMS Company as an Example
研究生: 黃文科
Student: Huang, Wen-Ko
指導教授: 姜齊 博士
Advisor: Dr. Chiang, Chi
國立交通大學
管理學院碩士在職專班國際經貿組
碩士論文
A Thesis
Submitted to Master Program in Management Science
College of Management
National Chiao Tung University
In Partial Fulfillment of the Requirements
For the Degree of Master
In
Business Administration
July 2009
Hsin-Chu, Taiwan, Republic of China
中華民國九十八年七月一日
應用軟系統方法論於逆向物流之問題分析與解決:
以一家電子製造服務公司為分析對象
研究生: 黃文科 指導教授: 姜齊
國立交通大學管理科學研究所
摘 要
逆向物流(Reverse Logistics)是指製造商有系統的將製造出去的產品或零
件回收利用,再製造或是報廢處理的一個過程及供應鏈管理,隨著環境保護
與綠色企業之議題日益受到重視,逆向物流除了是企業不容忽視的環境議題
之外更是企業獲利及經營績效重要的一環。本研究研究對象是一家台灣
EMS 公司的中國工廠之 CSD 部門(Customer Service Division)當前在逆向物
流管理實務上面臨到複雜且不確定高的問題,如客戶維修模式需求,銷退數
量/時間預測、維修物料損耗及再利用、維修物料庫存及採購管理、維修組
織管理等問題。個案中
EMS 公司之逆向物流架構面臨到的問題屬於複雜且
存在許多面向之不確定因素,本研究選擇以適用於系統思考之軟系統方法論
來分析此難以定義問題以及缺乏系統化架構之現實狀況並進行探討及建
議。軟系統方法論(SSM)是一種系統化思考基礎的流程去處理真實世界上的
複雜問題,它的問題分析與解決方法特別可以用在混亂、複雜、難以明確定
義或是沒有結構性的問題之上。本研究以軟系統方法論之七個分析步驟為
基礎,建立 Rich Picture, 定義 CATWOE 及規劃可改善之 EROS 模式及,透過
將現有無結構化問題之分析歸類八大類後,在研究後提出四個資訊控制及管
理模組及組織流程重整之可行性分析,並提出具體化建議方案及總體效益評
估,最後驗證了軟系統方法論在逆向物流問題分析上之可行性。
ABSTRACT
The reverse logistics refers to the processes and supply chain management of
recycle, remanufacture or scarp by the manufacturers which have produced
those products or parts. Due to the importance and emphasis on environment
protection and green enterprise, reverse logistics not only should be paid more
attention but also become one of the key factors in business making profit and
managing performance. This research unit, the Customer Service Department
(CSD) of a Taiwanese EMS Company in China, is confronted with the
difficulties of complex and uncertain reverse logistics problems such as
customer requirement of repair model, return forecast, material attrition and
reuse, material inventory and supplier management, organization management,
etc. Due to the factors of the complex and uncertain problems in this case, the
Soft System Methodology (SSM) which is a system-thinking-based process of
tackling real-world problems in all their complexity has been adopted to analyze
and define the problem, find out the issues and provide the workable solutions.
SSM is a general problem-solving technique and particularly good for dealing
with messy, complex, ill-defined or unstructured problems. This study applied
SSM seven-stage analysis to build a rich picture, define CATWOE and EROS
model in order to structuralize current problem situation and possible solutions.
This study suggested that the four modules of information and control system
should be implemented and the necessary of process and organization
reengineering to define a workable and feasibility analysis. In the end, this study
will submit the structured suggestions proposal and estimated the final result of
implementation. Finally, the research verified that the SSM is usable and
suitable for reverse logistic management.
Contents
Chapter 1 Introduction ... 1
1.1 Research Motivation ... 1
1.2 Research Objective ... 3
1.3 Research Process ... 4
1.4 Research Scope and Limitation ... 5
Chapter 2 Literature Review ... 6
2.1 Reverse Logistics ... 6
2.2 Soft System Methodology ... 16
Chapter 3 Research Design ... 23
3.1 Research Framework ... 23
3.2 Real World Situation Considered To Be Problematic ... 26
3.3 Problem Situations Expressed ... 31
3.4 Root Definition of Relevant Activity System ... 37
3.5 Comparison of Model & Real World ... 51
3.6 Changes: Systemically Desirable, Culturally Feasible ... 52
3.7 Action to Improve the Problem Situation ... 53
Chapter 4 Research Analysis ... 56
4.1 Major Outcome of Seven Stages ... 56
4.2 Evaluation of Efficacy, Efficiency and Effectiveness ... 58
Chapter 5 Conclusions and Future Research ... 61
5.1 Managerial Implication ... 61
5.2 Contribution ... 62
5.3 Suggestion for Future studies ... 62
-List of Tables
Table 1: The Definition of Reverse Logistics ... 7
Table 2: The Importance of the Reverse logistics ... 9
Table 3: The Definition of Reverse Logistics Functions ... 10
Table 4: Comparison of HSM and SSM ... 17
Table 5: The Definition of CATWOE ... 20
Table 6: SSM Epistemology ... 21
Table 7: The Research Chapters for Seven Stages ... 23
Table 8: The Methodological History of the Study ... 25
Table 9: Problem Category, Issues and Related System ... 40
Table 10: TWR Formula (complex version) ... 45
Table 11: An Example of TWR Estimation... 46
Table 12: The Example of TWR KPI and Acceptable Value ... 47
Table 13: KPI for CSD Operational Management ... 47
Table 14: Main Function and KPI for New Organization ... 50
Table 15: Comparison of Model & Real World ... 51
Table 16: Desirability and Feasibility of ‘hows’ as examined by CSD ... 52
Table 17: Three Phases of Implementation Plan ... 54
Table 18: The Major Outcome and Summary of Seven Stages ... 57
-List of Figures
Figure 1: Research Process ... 4
Figure 2: A Model of the Environmental Forces ... 8
Figure 3: The Operational Factors of the Reverse logistics System ... 10
Figure 4: Reverse Logistics Framework Reverse Distribution ... 12
Figure 5: Reverse Logistics Framework – Inventory Control ... 13
Figure 6: Reverse Logistics Framework – Production Planning ... 14
Figure 7: Flow of Typical Remanufacturing Units ... 15
Figure 8: The Basic Shape of SSM ... 18
Figure 9: The Conventional SevenStage Model of SSM ... 19
Figure 10: Rich Picture of Problem Situation ... 33
Figure 11: EROS Concept of CSD Case ... 37
Figure 12: The Format Model of the EROS Concept ... 38
Figure 13: Four Development Modules ... 42
Figure 14: Overall Information Flow ... 43
Figure 15: TWR Estimation Logic ... 45
Figure 16: CSD Organization Development ... 49
Figure 17: 3Es Evaluation ... 60
Chapter 1 Introduction
As we can learn from recent research that good reverse logistics management not only results in reduced costs, but it can also increase revenues; however, it is rather complicated and uncertain than the forward logistics processes and not easy to deal with. Because of the reason, it triggered off this research and we expect the research result can be contributed to this case company. In this chapter, we will mention the research motivation, our main objective, research processes and the limitation.
1.1 Research Motivation
First of all, it’s a complex case of real world problem of reverse logistics in a customer service department (CSD) of one of most famous EMS Company in China. The supply chain manager of the service division needs to deal with plenty of complex problems on reverse logistics activities due to the uncertain and unstructured situation of the problem. Under the wide problem scope, the situation has been defined as systematic problem instead of single and simple issues. The problems are main focusing on the management framework which included product return forecasting, repair and remanufacturing management, material management, logistic management, supplier management, purchasing management, etc. This study tried to solve the reverse logistics problems in the real world situation which will apply the system thinking of soft system methodology. The research result will able to help CSD to improve their current problem situation and get the better management performance.
Secondly, according to magazine of transportation and distribution, the reverse supply chain is one of the last places where there is still a lot of easy money to be saved. Most people view returns as a necessary evil; however, returns are really untapped profit potential by better asset recovery and efficient reverse logistics management. The total value of products returned by consumers in U.S. is enormous estimated at &100 Billion annually (J.Stock, T. Speh, and Shear, 2002). There is a big room for the company to gain the remanufacture profit or reduce the operational cost from the optimal reverse supply chain management. However, there is only very few study which provided the applicable result for the reference of supply chain manager to deal with above situation in EMS industry. Because of this reason, this study is interested in this area to improve and practical solutions for CSD current operation environment.
Finally, if the reverse supply chain looked the same as and managed the easy as the forward supply chain, everyone could afford to be the masters of reverse logistics. Although reverse logistics has received a great deal of attention from operations managers and company executives; however, there is very limited research on China’s EMS industry for this area. The reverse logistics model is more complex and difficulty to deal with from most operation manager’s perspective. Therefore, this research will more focus on the real world problems from current practice experience. The research result will able to be implemented to one of the world famous and largest EMS Companies to verify the suggested solutions after this research.
1.2 Research Objective
Based on the description on previous section, this research will study the feasible solutions for reverse supply chain management from EMS manufacturer perspective through the soft system methodology.
Below are the main objectives of this research:
Deeply understand the key factors for successful implementation of reverse logistics from the existing literature and published case studies. Since there are so many difficult questions and messy problems need to be answered or solved on this case, this research should be able to define all the real world problems on this case and provide the according suggestion.
Since there is very limited research thesis of reverse logistics by SSM methodology, therefore, this study will verify if the SSM’s seven-stage approach really can be applied to this area of research, as well as to verify if this methodology can be apply to the case company and industry quickly and easily.
Apply and adapt soft system methodology on reverse supply chain management for this case to build the workable models and the systematic learning method for this EMS Company in terms of both technical and cultural enquiry. Compare models with reality to ensure the performance of the “change” by 3Es evaluation – Efficacy, Efficiency, and Effectiveness.
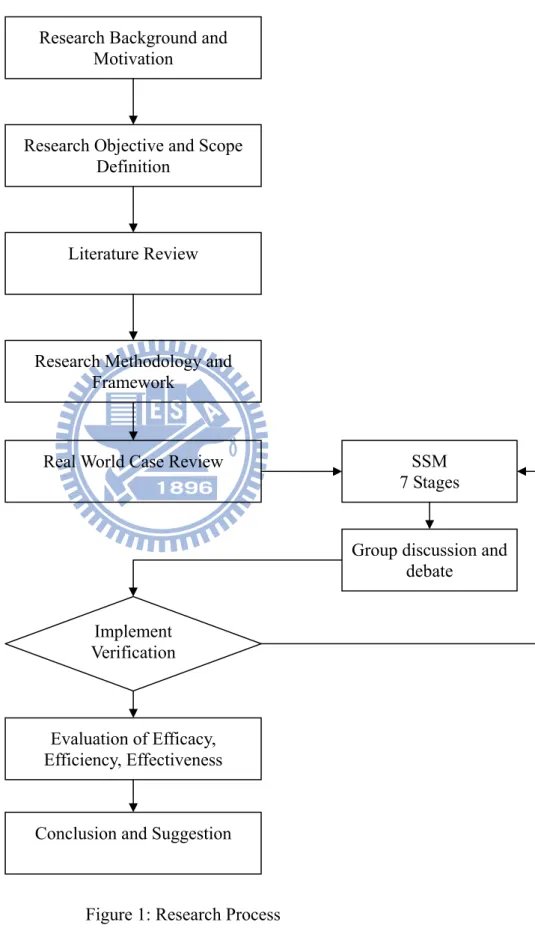
1.3 Research Process
Figure 1: Research Process Research Background and
Motivation
Research Objective and Scope Definition
Literature Review
Research Methodology and Framework
Real World Case Review SSM
7 Stages
Evaluation of Efficacy, Efficiency, Effectiveness
Implement Verification
Group discussion and debate
1.4 Research Scope and Limitation
This research is more focus on EMS manufacturer in consumer electronic industry in China. Since the different industry may have the differential business and service model, the research result may not able to adapt to all the industries.
Because of the limitation of time and resource, this study only able to choose one company as the research object. The research result may only suitable to apply in current case company. Additionally, due to the business confidential, the actual data of the case company has been modified or adjusted.
The research result can be debated and judged by senior managers and supervisors in this case, however, it need a plenty of time to take the implement actions and few years to evaluate the long-term effectiveness. Therefore, this research result cannot be proved at this moment due to the time limitation.
In this chapter, we have covered research motivation, objective, research process and research limitation. We are trying to analyze and solve reverse logistics issues by SSM although we cannot find many theses to support this research. Besides referring to literature of reverse logistics, we plan to start our SSM study from the book of “Soft Systems Methodology in Action” by Checkland, P. and Scholes, J. (2007) and find out more related information in chapter two. Additionally, because SSM is a new in reverse logistics and not easy to be descript in short, we will have a detailed research design in chapter three.
Chapter 2 Literature Review
In literature review section, we will focus on two parts. For first part, since many firms have begun realize that reverse logistics is playing more important role in their business mission; we will start the literature review from the definition and importance of reverse logistics. After that, the framework of reverse distribution, inventory control, production planning and remanufacturer in reverse logistics will be mentioned and reviewed. There are very few literature mentioned about the soft system methodology in reverse logistics, so in the second part, we will cover all the necessary introduction and process of soft system methodology in detail.
2.1 Reverse Logistics
2.1.1 Definition and Importance
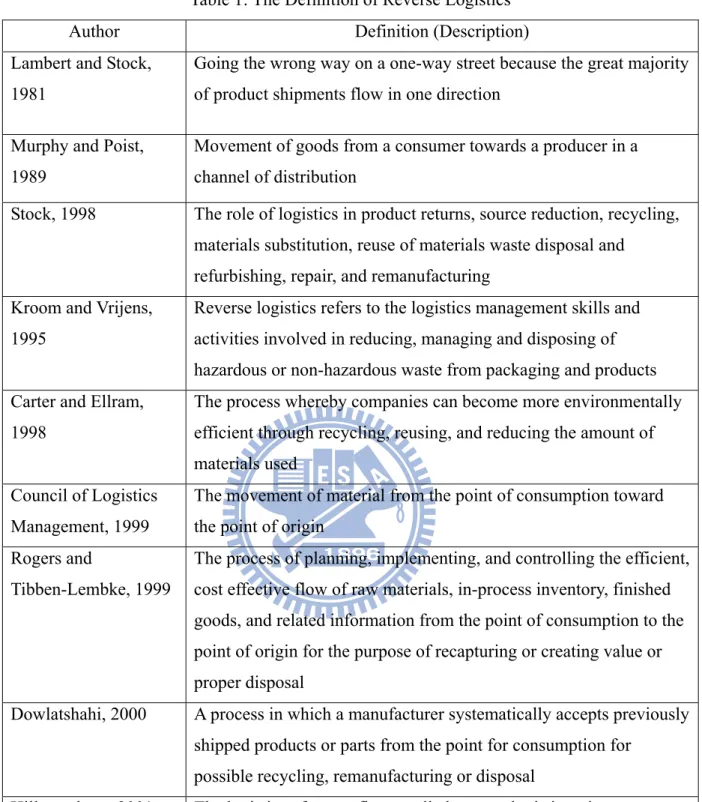
Reverse logistics is a process in which a manufacturer systematically accepts previously shipped products or parts from the point of consumption for possible recycling, remanufacturing, or disposal. A reverse logistics system incorporates a supply chain that has been redesigned to manage the flow of products or parts destined for remanufacturing, recycling, or disposal and to use resource effectively. The general information about reverse logistics has been described by so many scholars since 1980s in Table 1. We most agree with Hillegersberg (2001) who has defined the reverse logistics is which the logistics of return flows, called reverse logistics, aims at executing product recovery efficiently.
Table 1: The Definition of Reverse Logistics
Author Definition (Description)
Lambert and Stock, 1981
Going the wrong way on a one-way street because the great majority of product shipments flow in one direction
Murphy and Poist, 1989
Movement of goods from a consumer towards a producer in a channel of distribution
Stock, 1998 The role of logistics in product returns, source reduction, recycling, materials substitution, reuse of materials waste disposal and
refurbishing, repair, and remanufacturing Kroom and Vrijens,
1995
Reverse logistics refers to the logistics management skills and activities involved in reducing, managing and disposing of hazardous or non-hazardous waste from packaging and products Carter and Ellram,
1998
The process whereby companies can become more environmentally efficient through recycling, reusing, and reducing the amount of materials used
Council of Logistics Management, 1999
The movement of material from the point of consumption toward the point of origin
Rogers and
Tibben-Lembke, 1999
The process of planning, implementing, and controlling the efficient, cost effective flow of raw materials, in-process inventory, finished goods, and related information from the point of consumption to the point of origin for the purpose of recapturing or creating value or proper disposal
Dowlatshahi, 2000 A process in which a manufacturer systematically accepts previously shipped products or parts from the point for consumption for
possible recycling, remanufacturing or disposal
Hillegersberg, 2001 The logistics of return flows, called reverse logistics, aims at executing product recovery efficiently
Reverse logistics Executive Council
Reverse logistics is the process of moving goods from their typical final destination to another point, for the purpose of capturing value otherwise unavailable, or for the proper disposal of the products
When the businesses were going more competitive, the manufacturers are looking for ways to save money, and there is a lot of opportunity in the reverse logistics. These companies can get more than 50% value for goods being returned. The reverse supply chain is one of the last places where there is still a lot of easy money to be saved.
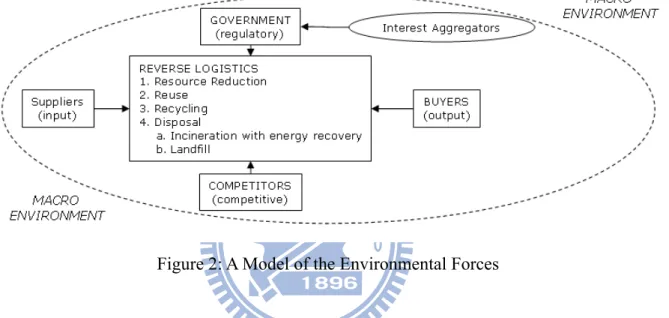
The reverse logistics is not only emphasized on internal cost reduction, but also by external forces. The literature indicates that a firm’s reverse logistics activities are directly affected by one or more of four environment forces: customers, suppliers, competitors and government agencies. (Achrol, Reve, and Stern, 1983) has developed a model of the environmental forces affecting reverse logistics activities as below Figure 2 (Carter, C. R. and Ellram, L. M., 1998). The suppliers and buyers are the potential areas to influence the reverse logistics a lot.
Figure 2: A Model of the Environmental Forces
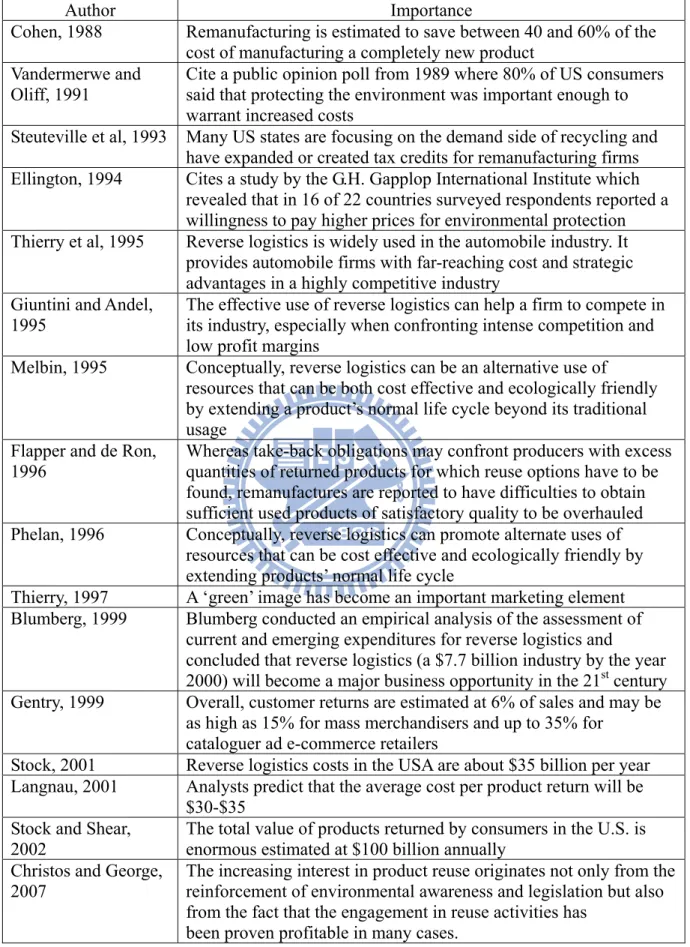
Due to the increasing of environment protection and concern, it has led to increased interest and focuses on reverse logistics and repair services. How the company manages the reverse supply chain will set the company apart from competitors and keep the company’s growth from becoming cancerous. There are so many authors emphasize the importance of the reverse logistics in Table 2.
Table 2: The Importance of the Reverse logistics
Author Importance Cohen, 1988 Remanufacturing is estimated to save between 40 and 60% of the
cost of manufacturing a completely new product Vandermerwe and
Oliff, 1991
Cite a public opinion poll from 1989 where 80% of US consumers said that protecting the environment was important enough to warrant increased costs
Steuteville et al, 1993 Many US states are focusing on the demand side of recycling and have expanded or created tax credits for remanufacturing firms Ellington, 1994 Cites a study by the G.H. Gapplop International Institute which
revealed that in 16 of 22 countries surveyed respondents reported a willingness to pay higher prices for environmental protection Thierry et al, 1995 Reverse logistics is widely used in the automobile industry. It provides automobile firms with far-reaching cost and strategic advantages in a highly competitive industry
Giuntini and Andel, 1995
The effective use of reverse logistics can help a firm to compete in its industry, especially when confronting intense competition and low profit margins
Melbin, 1995 Conceptually, reverse logistics can be an alternative use of
resources that can be both cost effective and ecologically friendly by extending a product’s normal life cycle beyond its traditional usage
Flapper and de Ron, 1996
Whereas take-back obligations may confront producers with excess quantities of returned products for which reuse options have to be found, remanufactures are reported to have difficulties to obtain sufficient used products of satisfactory quality to be overhauled Phelan, 1996 Conceptually, reverse logistics can promote alternate uses of
resources that can be cost effective and ecologically friendly by extending products’ normal life cycle
Thierry, 1997 A ‘green’ image has become an important marketing element Blumberg, 1999 Blumberg conducted an empirical analysis of the assessment of
current and emerging expenditures for reverse logistics and
concluded that reverse logistics (a $7.7 billion industry by the year 2000) will become a major business opportunity in the 21st century Gentry, 1999 Overall, customer returns are estimated at 6% of sales and may be
as high as 15% for mass merchandisers and up to 35% for cataloguer ad e-commerce retailers
Stock, 2001 Reverse logistics costs in the USA are about $35 billion per year Langnau, 2001 Analysts predict that the average cost per product return will be
$30-$35 Stock and Shear,
2002
The total value of products returned by consumers in the U.S. is enormous estimated at $100 billion annually
Christos and George, 2007
The increasing interest in product reuse originates not only from the reinforcement of environmental awareness and legislation but also from the fact that the engagement in reuse activities has
2.1.2 Framework of Reverse logistics
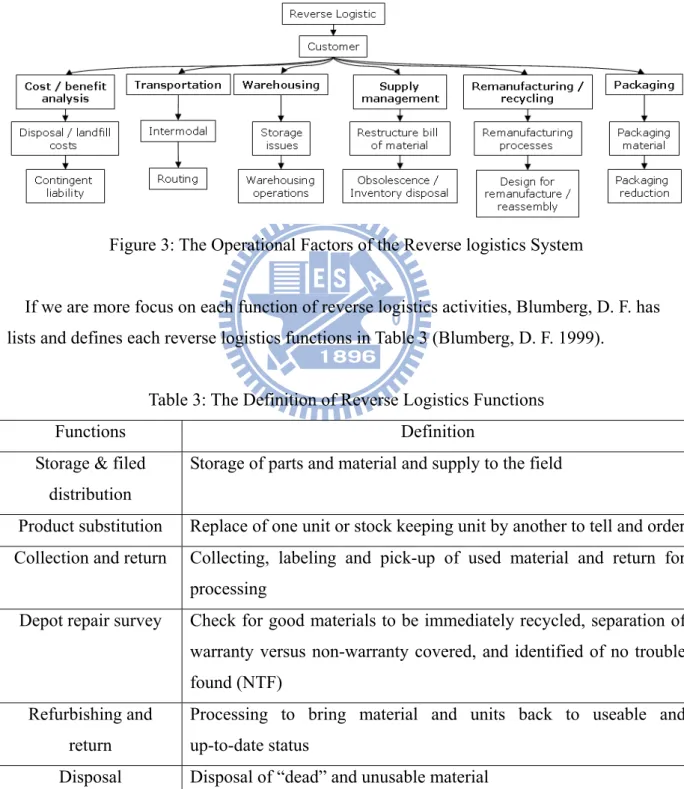
Carter, C. R. and Ellram, L. M. (1998) pointed out a lack of theoretically grounded and holistic views of reverse logistics, with most writings descriptive. Therefore, Dowlatshahi, S. (2000) developed strategic factors in reverse logistics systems. The operational factors scope of reverse logistics system is very widely. It consists of one external factor - the customer and six internal factors. Each factor is further subdivided into two components as below Figure 3 (Dowlatshahi, S. 2000) .
Figure 3: The Operational Factors of the Reverse logistics System
If we are more focus on each function of reverse logistics activities, Blumberg, D. F. has lists and defines each reverse logistics functions in Table 3 (Blumberg, D. F. 1999).
Table 3: The Definition of Reverse Logistics Functions
Functions Definition Storage & filed
distribution
Storage of parts and material and supply to the field
Product substitution Replace of one unit or stock keeping unit by another to tell and order Collection and return Collecting, labeling and pick-up of used material and return for
processing
Depot repair survey Check for good materials to be immediately recycled, separation of warranty versus non-warranty covered, and identified of no trouble found (NTF)
Refurbishing and return
Processing to bring material and units back to useable and up-to-date status
Disposal Disposal of “dead” and unusable material
Reuse of products and materials is not a new phenomenon. Metal scrap brokers, waste paper recycling, and deposit systems for soft drink bottles are all examples that have been around for a long time. Fleischmann, M. and Bloemhof-Ruwaard, J. M. (1997) have subdivided the reverse logistics into three main areas, namely distribution planning, inventory control, and production planning.
1. Reverse distribution framework
Reverse distribution is the collection and transportation of used products and packages. Reverse distribution can take place through the original forward channel, through a separate reverse channel, or through combinations of the forward and the reverse channel.
Figure 4: Reverse Logistics Framework - Reverse Distribution
As we can see from the Figure 4 (Fleischmann, M. and Bloemhof-Ruwaard, J. M. 1997), reverse distribution is not necessarily a symmetric picture of forward distribution. Special characteristics of reverse distribution include a “many-to-few” network structure and considerable system uncertainty. Both supply of used products by the customers and end markets for recovered products typically involve many more unknown factors than their counterparts in forward distribution networks.
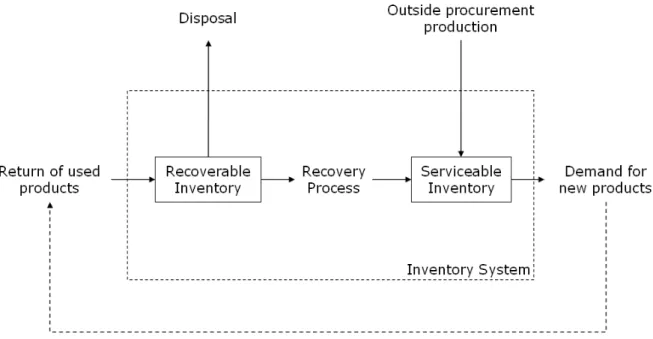
2. Inventory control framework
A second major framework in reverse logistics is inventory management. Appropriate control mechanisms are required to integrate the return flow of used products into the producer’s materials planning. The objective of inventory management is to control external component orders and the internal component recovery process to guarantee a required service level and to minimize fixed and variable costs.
Figure 5: Reverse Logistics Framework – Inventory Control
A major characteristic of the inventory control methods is the growing uncertainty within the system which partly counterbalances the material savings. The producer typically has little control on the return flow in terms of quantity, quality and timing. This is a consequence of the take-back obligations imposed by current environmental legislation, reflecting enhanced producer responsibility. The effects of the return flow in this situation are twofold. On the one hand it may be cheaper to overhaul an old product than to produce a new one. On the other hand reliable planning becomes more difficult due to increased uncertainty which may lead to higher safety stock levels. To avoid excess inventory of used products disposal may be an additional option (Possibly adding to the costs). The objective is to optimize the trade-off between holding costs and shortage costs.
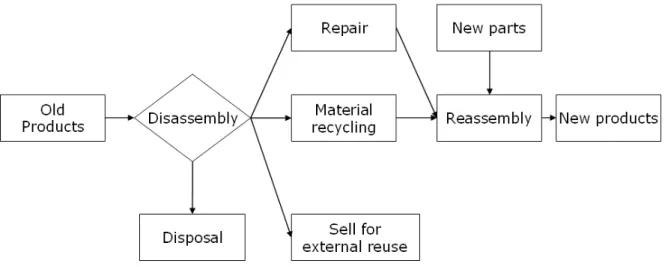
3. Production Planning
Assumedly, the production planning method in reverse logistics is different from traditional production planning because of a large extent on the specific form of reuse considered. The direct reuse where returned products can be reused ‘as is’ no additional production process has to be taken into account, it more focus on inventory and distribution aspects rather than on production planning. Material recycling surely does involve new production processes. Returned parts and products have to be transformed into raw material by means of melting, grinding etc. However, the difficulty lines in the technical conversion to usable raw materials rather than in managerial planning and control of these activities. From a production management point of view these activities are no different from other production processes.
Figure 6: Reverse Logistics Framework – Production Planning
Extended approaches are required for the scheduling of production activities related with product and material reuse. Two aspects add complexity to this task, namely an additional disassembly level and high uncertainty with respect to timing, quantity, and quality of the return flow. However, the overall impression of production planning in a reuse context is that it’s not yet been well investigated and the comprehensive framework has not been established.
2.1.3 Remanufacture
In previous section, reverse logistics has defined as a supply chain that is redesigned to efficiently manage the flow of products or parts destined for remanufacturing, recycling, or disposal. The process of resource regeneration through the recycling of used product whose usable life has expired. The process normally implies removal by the customer of a modular component or assembly from a parent product and return to a specialized facility for teardown, salvage and / or reprocessing / replacement of component material, and reassembly and testing for resale or return to the customer.
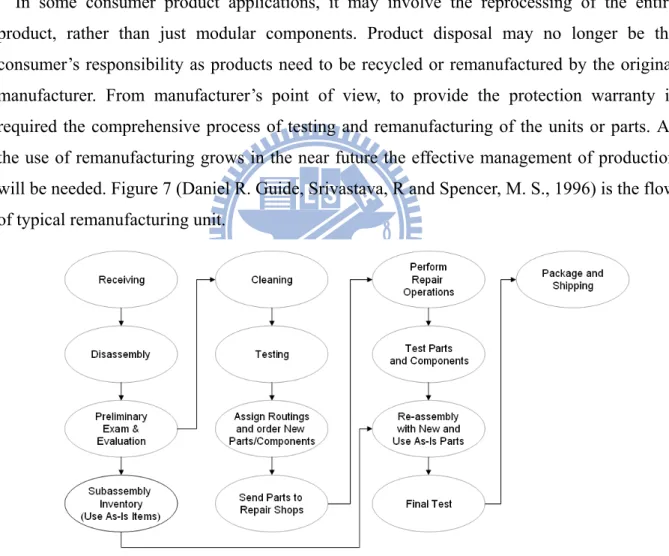
In some consumer product applications, it may involve the reprocessing of the entire product, rather than just modular components. Product disposal may no longer be the consumer’s responsibility as products need to be recycled or remanufactured by the original manufacturer. From manufacturer’s point of view, to provide the protection warranty is required the comprehensive process of testing and remanufacturing of the units or parts. As the use of remanufacturing grows in the near future the effective management of production will be needed. Figure 7 (Daniel R. Guide, Srivastava, R and Spencer, M. S., 1996) is the flow of typical remanufacturing unit.
Figure 7: Flow of Typical Remanufacturing Units
As we can see, the remanufacturing firms contend with a number of complicating factors that make traditional methods of manufacturing planning and control difficult to use and require new techniques to be developed. The complicating factors include probabilistic routing files, probabilistic material replacement, and highly variable processing times needed to perform required repair operations.
2.2 Soft System Methodology
2.2.1 Introduce SSM
Soft Systems Methodology is a system-thinking-based process of tackling real-world problems in all their complexity. It is a general problem-solving technique and particularly good for dealing with messy, complex, ill-defined or unstructured problems.
The appearance of SSM in the mid 1970’s represented a development of traditional inquiry consistent with the ideas of scientific inquiry typified by the work of Popper (1972). The form of SSM that initially appeared in the early 1980’s in Checkland, P. (1981) was what we may refer to as the simple mode in which the form of inquiry does not change. During the 1980’s however, the dynamic mode of SSM arose, where the methods change according to the situation and the inquirer. This is due in principle to the use of controls that confirm or adjust the progress of the inquiry as it develops.
Checkland, the main developer and promoter of SSM, has produced a number of ideas that have been integrated into the domain of Soft Systems, and as such he may be considered to have been a significant influence in the field of systems within the last two decades. Checkland’s soft system methodology has been continuously improved since it was first formulated in the early 1970s. It can be described in the following way:
1. SSM is an inquiring system for tackling ill-structured problems
2. Users of SSM can ‘learn’ their way to improve a problematic situation 3. The background and history of the problem is always useful
4. SSM consists of two interesting streams of analysis: logic-driven culture-driven
5. Some systems of purposeful activity that appear relevant to debating the problem situation can be chosen
6. The debate is structured by comparing models of the selected activity system with perceptions of the real world; these models express Weltanschauung and serve as vehicles for structuring debate
7. The debate seeks changes that are systemically and systematically desirable as well as culturally feasible
“Hard-systems” methodology (HSM) is concerned with achieving objectives; SSM is the learning and managing process. One distinctive feature of SSM is the ability to deal with ill-structured, messy situations involving public and private participation as a key element (Khisty, J., 1995). In the real-world situation, HSM and SSM complement and supplement each other.
A summary of the HSM versus SSM approaches is appropriate at this stage. The main difference is as follows: HSM considers goal-seeking to be an adequate model of human behavior and relies heavily on the language of “problems” and “solutions” to eliminate problems. SSM does not consider goal seeking to be an adequate model for representing and solving human activity problems, SSM is therefore relevant to arguing and debating about real-world problems, not models of the world.
Table 4: Comparison of HSM and SSM
Attributes HSM SSM
Orientation Systematic goal-seeking Systemic learning
Roots Simplicity paradigm Complexity paradigm
Belief
- Systems can be “engineered” - Models are of the world (ontology)
- “closure” is necessary - “Finding” solutions to problems
- Systems can be “explored” - Models are intellectual constructs (epistemology)
- “Inquiry” is never-ending - “Finding” accommodation to issues
Human content Nonexistent High
Question (s) How? What and how?
Suitability Well-structured Ill-structured problems
It is evident that in most real-world situations, the application of both HSM and SSM may be appropriate to structure a debate in which a spectrum of needs, interests, and values can be teased out and discussed. This combination embraces systematic as well as systemic thinking involving publicly testable, facts data, logic, and cultural myths and meaning. SSM essentially records the elements of the structure of the situation, the elements of the process, and the relationship between the two or the climate of the situation.
2.2.2 The Methodology
SSM is intended to deal with messy, ill-structured problem situations which are based on a goals-seeking model of human behavior, and the notion that systems should be engineered to meet explicit objectives. It is a structured systemic methodology because: “the rich problematic pageant of human affairs can be improved by some structured thinking and can be developed around systems ideas”. It should be perceived as: “a connected set of entities, not activities”. It is not designed to solve problems, but to examine and intervene as appropriate in situations. This is because “there are no problems, only problem situations” (Ibid, 1990~)
The basic conceptual form of SSM is a linear process as below:
1. Connects the real world with systemic images of the real world called relevant systems 2. Models are created intended to represent an intervention into the situation
3. The models are compared to the real world situation through control loops
4. A successful comparison according to criteria defined by the inquirer generates action to improve the situation
5. The action is applied to the real world situation of concern as an intervention 6. An unsuccessful comparison enables the models to be reformulated
The simple mode of SSM, Figure 8 (Checkland, P. and Scholes, J., 2007), has a form that is represented by its 7 steps and their relationships. It was seen by many as a method that defined a simple sequential cycle of inquiry in Figure 9 (Checkland, P. 1975). However, at its inception it was intended that the principles of action research should be embedded within it. This meant that it should not be seen as a method, but as an infinite variety of methods. Each method would be determined uniquely by the learning process of an inquirer passing through the methodology.
The root definition is a systems representation of the situation indicated within the rich pictures. It defines the purposes that will lead on the creation of a set of possible intervention strategies that are referred to as the conceptual models. Root definitions derive in SSM from.
Table 5: The Definition of CATWOE
Code Full Name Definition
C Customer(s) The victims or beneficiaries of T
A Actor(s) Those who would do T
T Transformation The conversion of input to output
W Weltanschauung The “worldview” which makes T meaningful in context
O Owner(s) Those who could stop (or change the nature of) T
E Environment Elements outside the system which it takes as given
The following form the set of rules that constitute SSM (Checkland, P. and Scholes, J., 2007) 1. Structured thinking:
(a) SSM focuses on real world situations
(b) SSM aims to bring about improvements in a situation 2. Explicit epistemology:
(a) SSM must be expressed in terms of the epistemology which defines its paradigm (b) The language of SSM does not have to be used
(c) Whatever is done in SSM must be expressible in terms of its language regardless of scope of study [making (b) trivial].
3. Guidelines for SSM:
(a) There is no automatic assumption that the real world is systemic.
(b) If part of the real world is taken to be a system to be engineered, then that is done by conscious choice
(c) Careful distinction is made between unreflected involvement in the everyday world, and conscious systems thinking about the real world
(d) The SSM user is always conscious of moving from one world to another, and will do so many times in using the approach
(e) In systems thinking phases holons are constructed
(f) Holons are normally seen as human activity systems that embody: emergent properties, layered structure, process, communications, and control
4. Relativity of SSM:
(a) SSM can be used in different ways in different situations (b) SSM will be interpreted differently by each user
(c) Use of SSM is characterized by conscious thought about how to adapt it to a particular situation
5. SSM as Methodology
(a) Every use of SSM will potentially hold methodological lessons in addition to those about the situation of concern.
(b) Methodological lessons may include SSM’s framework of ideas, processes, way of use (c) Potential lessons will always be there, awaiting extraction by conscious reflection on
the experience of use
The Table 6 shows SSM’s epistemology: the language through which its process makes sense.
Table 6: SSM Epistemology
Terms Definition Real world The unfolding interacting flux of events and ideas experienced as
everyday life. System thinking
world
The world in which conscious reflection on the ‘real world’ using systems ideas takes place.
Problem situation
A real-world situation in which there is a sense of unease, a feeling that things could be better than they are, or some perceived problem
requiring attention.
Rich pictures Pictorial/diagrammatic representations of the situation’s entities, processes, relationships and issues.
Root definitions
Concise verbal definitions expressing the nature of purposeful activity systems regarded as relevant to exploring the problem situation. A full RD would take the form: do X by Y in order to achieve Z.
expressed in T (transformation of some entity into a changed form of that entity) according to a declared Weltanschauung, W. C: victims or beneficiaries of T. A: those who carry out the activities. O: the person or group who could abolish the system. E: the environmental constraints which the system takes as given.
The 5Es
Criteria by which T would be judged: Efficacy (does the means work?);
Efficiency (are minimum resources used?);
Effectiveness (does the T help the attainment of longer term goals related to O’s expectations?);
Ethicality (is T a moral thing to do?); Elegance (is T aesthetically pleasing?). Conceptual model
The structured set of activities necessary to realize the root definition and CATWOE, consisting of an operational subsystem and a monitoring and control subsystem based on the Es.
Comparison
Setting the conceptual models against the perceived real world in order to generate debate about perceptions of it and changes to it which would be regarded as beneficial.
Desirable and feasible changes
Possible changes which are desirable on the basis of the learned relevance of the relevant system and feasible for the people in the situation at this time.
Action
Real-world action to improve the problem situation as a result of operation of the learning cycle for which this epistemology provides a language.
In this chapter, we have understood the definition, importance and key framework of reverse logistics. To make more profit and let the environment greener, there are so many things we can do to improve current reverse logistics processes. However, the reverse logistics can be connected to so many entities; the supply chain management will be more complex and difficult than forward logistics. We also learned in this chapter that SSM is a suitable tool to deal with the complex and uncertain problem situation in this case through its methodology and some cases.
Chapter 3 Research Design
From Checkland’s book of “Soft Systems Methodology in Action”, we learned several successful cases from the industrial practice such as “Contemporary Soft Systems Methodology in Action: Rethinking a Service Function in the Shell Group”, “The Use of Soft Systems Methodology in the Establishment of a Business Center Organization”, “Soft Systems Methodology in an Organizational Change Program”, etc. Those cases are the best example for this research although the problem situations are all different. Actually, we found that SSM can be flexibly applied in different kind of industries and functions. We can unrestrainedly use SSM’s basic steps and guideline instead of stiff follow the formula.
3.1 Research Framework
Although SSM has been subjected to a number of revisions and modifications since 1981, the original ‘seven-stage’ model will be used in this research. From the first stage, we will select the significant issues in current organization which is unable to organize the problem situation and find out the countermeasures. The second stage is the most important due to the new systematic thinking skill needed and whole new concept of rich picture need to be drawn out. It’s kind of challenge for the person who doesn’t have the concept to survey the whole picture of the problems. The third and sixth stages are the standard model development processes to come out with the possible models for the future improvement needed.
Table 7: The Research Chapters for Seven Stages
Stage This research
1 Real world situation considered to be problematic Chapter 3.2
2 Problem situation expressed Chapter 3.3
3 Root Definition of relevant activity system Chapter 3.4
4 Conceptual models of systems named in the root definition Chapter 3.4
5 Comparison of models & real world Chapter 3.5
6 Changes: systemically desirable, culturally feasible Chapter 3.6
From the understanding and case study of the features and strength of SSM, this study has decided that a systems study of CSD using SSM would be a proper and maybe the best methodology due to the organization and uncertain problem situation. However, without a team work and group study, this study could not get deeply involve of the problem situation. Therefore, before the first stage of SSM be started, there are two tasks need to be completed.
The first one is to select the key members who are able to participate this study and contribute their practice experience on reverse logistics and current problem situation. The most important is that they should make time available during the whole process of interview, discussion, disputation, or proposal review. Finally, the group member has been confirmed and support by each functional leaders for the fundamental study on constrained by present situation.
The second thing to do is making the seven stage more clear and detail, so this study has using the four cycles to describe the tasks or outcome on each of seven stages. The first cycle will quick run through seven stages to get the necessary background and information by the interview with functional leaders and related staff. The first cycle will take several days to complete the first version of rich picture, EROS model, possible modules, etc. The second cycle is main focus on the model building up such as root definition, CATWOE, conceptual model, etc and it will take about several weeks to complete. This cycle is the most difficult and time consuming cycle because to carry out a workable model (solution) requests the knowledge and experience of customer behavior, processes of reverse logistics, supply chain management, quality control, cost management. Otherwise, according to the past experience the model will be modified again and again during the implementation or be abandoned due to the useless. After the second cycle, the third cycle is from “Whats” to “Hows” on comparison stages. At this stage comparisons between models and real world will be done by this study. This procedure allowed the possible changes to be examined for desirability and feasibility, and enabled possible actions to be recorded. And, the final cycle is widening the debate and taking action. This research result will finally be presented to the SCM director and VP for the investment and improvement plan. Therefore, both the presentation and the report required prior agreement by the CSD team on the summary message of the study. To take time discussing the final presentation and proposal can help the team to review the whole plan again. This study should be able to provide a whole new perception of CSD after these four cycles of study. The following seven sectors in this chapter will describe the result of seven stages with four cycles in detail.
Table 8: The Methodological History of the Study Cycle 1 (several days) Cycle 2 (several weeks) Cycle 3 Cycle 4 Stage 1 (Finding out) Discussions with service team. Written accounts of structures, processes Further informal finding out done by alert involvement in the problem situation N/A N/A Stage 2 (Expressing the problem situation) Definition of problem situations/ themes, all considered relevant Frequently this involved asking questions arising from Stage 3-7 N/A N/A Stage 3 (Formulating root definitions) The EROS model: a general model applicable to all problem situation Root definitions
1-4 More detailed RDs formulated N/A
Stage 4 (Building conceptual
models)
The EROS
model Build 4 models
More detailed
models built N/A Stage 5 (Comparing models and perceived real world) Classification of the total problem statement in terms of the model Table comparisons complied Table comparisons complied Discussion at presentations Stage 6 (Debating, defining changes) Service team select those thought most significant to 4 modules An assembly of issues from the comparisons Examination of desirable/ feasible ‘hows’ Message of study worked out Discussion of report message with wider managers. Proposal submit Stage 7 (Tacking actions) Move to 2nd cycle Decision to expand some models Report written, presentations made Study proposals accepted. Investment in the new CSD
3.2 Real World Situation Considered To Be Problematic
In recent years, reverse logistics is rapidly becoming one of very important factors in business competition environment. For EMS (Electronic Manufacturer Service) company in China, considering the lower margin of manufacturer the sourcing products, to establish a proper system to deal with the reverse logistics management is necessary today. However, due to the different service models, the reverse logistics management become rather complex than forward logistic. In terms of uncertainty of return quantity and time, the right organization and right information system is the key to success in the meanwhile is also one of hot potato for many companies.
In our study case, it’s one of world’s largest EMS companies, ABC Company, which is providing professional electronics products manufacturer and services. The CSD in ABC Company has got many ill-structured problems and uncertain situation on reverse logistics management. This case will choice one of the important business unit which provide the service to XYZ customers. Below are current unstructured issues which didn’t be structured after the interview with service division. It’s the real world situation without appropriate solution or methodology to deal with for the division head; therefore, we assumed that SSM is one of most suitable methodology in this case. For understanding the case background better, this study has developed after a great number of interviews with related employees as following: SCM director, SCM manager, QA manager, IE manager, supervisor, DMC supervisor, DMC leaders, PP supervisor, PP leaders and MM supervisor, MM leaders, etc.
Below notes are the collected information and case background from the interviews and group discussion. Although the content is ill-structure, it’s very useful information for the problem situation description in following chapters.
Customer XYZ requests that all the manufactured products needs to provide up to 7 years in-warranty repair, out-of-warranty repair, refurb, retailer repair support, parts and module repair, accessory selling, etc. ABC Company has the obligation to set up and maintain the dedicated production lines and repair facilities for repair to meet XYZ’s quality and capacity requirement. Some of the products will be screened to identify the warranty status of the unit in accordance with the service agreement and identify the failure mode of the units according to XYZ’s specifications in region. However the accuracy of the screen execution is very poorly and the ABC Company needs to repair and test the returned unitsaccording to XYZ’s specifications, regardless of the reason of defect, even if the defect is due to abuse, misuse, negligence, accident, alteration, or faulty repair after shipment, or even no trouble found whatsoever.
The service contrast is control by the sales division between two companies and CSD is the execution role who needs to follow the final agreement and requirement. From give and take negotiation situation, CSD always become the sacrificial offering because the sales division always considers the maximum benefit of the whole company rather than the justice of the service agreement. Therefore, it makes the situation more difficulty because of many unfair service terms. For example, the repair turns around time requirement and warehouse hand off. CSD will need to take over the task of “verify counts” at XYZ’s hubs and take the responsibility of incoming discrepancy.
XYZ Company provides advance exchange (swap) to its end customers but won’t provide the return forecast to CSD, so the return demand is uncertainty and the total lifetime return rate is unknown. Without XYZ’s official forecast, the CSD only can estimate the return quantity by very limited production quality information and history return data for the material and capacity planning. However, the repair turn around time, the time from the receipt of returned units at CSD’s repair facility to time the repaired unit is shipped to the regional destination, is only for one day. Therefore, the production planning and material planning become a very challenge task and cause so many troubles in CSD.
XYZ Company’s products are unique; therefore, all of its parts and components are unique and cannot be used on other products. Because of this reason, the service parts are always provided by single source after end of production. Once the parts supplier faced the raw material constraints or quality issues, CSD will also be impacted and may de-commit the obligation of repair or refurb. Sometimes, XYZ Company will request the ABC to purchase defective units from XYZ to be torn down and used as spare parts for the out-of-warranty repair of returned units. It’s the backup solution when face the material constraints; however, the material reuse ratio and repair yield and quality is no proper method to control.
The service return quantity will be reduced gradually after in-warranty period because the end customers need to pay the repair cost for their out-of-warranty products. The total weekly return quantity will be very small but CSD still need to face the pressure of repair turn around time if there is any material constraint. If the service units are not available at the regional hubs on the same day that XYZ Company returns units, XYZ Company has the right to immediately withdraw units of finished goods from the same hub to use as service units at no additional cost or credit XYZ Company on a per unit basis for the returned units to be used in accordance with service units inventory specified.
Because of the small quantity return after few years, the material purchasing has becoming the critical management issues due to that most of the materials suppliers provided their purchasing MOQ to ensure their rights; however, the MOQ quantity is much bigger than actual demand which CSD needs to place the PO. Additionally, the long purchasing lead time material will cause the problem of material E&O (Excess and Obsolescence). CSD will need to accept and fulfill purchase orders for spare parts and service modules to be used by XYZ Company to repair finished goods (“spare parts”), during the period from first customer ship of a finished good until seven years after last customer ship. Therefore, CSD should bear the material liability if the material excess and obsolescence happened.
Most suppliers won’t take the same responsibility of 7 years service promise because XYZ Company doesn’t have the same agreement with those AVL (available vender list) suppliers, for example, the mechanical parts and MLB IC component’s suppliers requested the last material purchase because their production lines and producing processes are rather complex and high equipment investment and will transfer to another kind of product after the product EOL stage. For CSD, it really difficult to project the lifetime repair demand right after EOL stage due to the high risk of material E&O cost and potential material shortage if the forecast quantity is very different with actual service return. Repair TAT = 1 day; the demand of service return is uncontrolled and the return quantity is uneven everyday
The total quantity of material purchasing will depend on two major factors - return forecast and material reuse rate. The first factor – forecast just as we described that the return forecast is not easy to estimate due to the various return factors such as product designissue, raw material issue, factory process issue, user behaviors, etc. Furthermore, XYZ Company’s product return policy will also affect the lifetime total return quantity. The second factor – material reuse rate of each parts or modules are also a uncertain ratio due to the FA (Failure Analysis) result, repair line yield, material reuse rate, material rework performance, etc. The FA engineer needs to predict the defect symptom distribution by every perspective of production information and the IE engineer needs to work out a feasible material reuse and rework plan and predict the ratio during each stage of product return for material team to place their material PO.
The material management will be the most critical issues and cost concern under the uncertain factors for reverse logistics and suppliers’ negotiation power. Material control dept needs to face daily-to-daily material pull-in, push-out or PO cancellation situation due to the demand fluctuation. The term and condition is most likely control by XYZ Company or suppliers, for instance, the MOQ, MPQ, purchasing lead time, PO cancellation window and payment terms, etc. Material planning team also need to consider so many uncertain issue like ECN (Engineering Change Notification), FA result and material reuse, rework ratio, material quality, yield loss of additional material attrition, the last buy requirement from suppliers, material E&O risk and handling and how to minimize the purchasing cost to maximize CSD repair profit.
Due to the business type, management has considered CSD as a cost center that is less important than other department. The revenue contribution of service is about 5% or less of the finished goods shipping and CSD can only made a little money from everybody’s perspectives. Due to the company’s culture and atmosphere, nobody draw their attention on CSD and CSD always lacks of the resource to deal with complex situation with problems. For instance, the excellent employees won’t choose to stay in CSD due to the promotion opportunity and their career development. CSD always faces the difficulty to keep the excellent and qualified employee to deal with their counterparts of XYZ Company.
There is no standard work process, key performance index, and audit mechanism in CSD. Most of time, the employees do not know what their job objectives are and do not full of the responsibility and discipline on their job. Some of them are not only playful on their job but also treat their current function as a temporary or training for next position. Theyspent a lot time to deal with urgent but less important things and cover the mistake which has accumulated in the past and always do the fire-fighting job. CSD will require the qualified PM to negotiate with XYZ Company for so many service issues and disputation under the some unknown political environment; however, currently CSD has no negotiation power to XYZ Company due to lack of qualify and experienced PM.
The reverse logistics management issue is the daily happened and handled in CSD due to the unclear escalation process among ABC, XYZ and forwarders, unprofessional employees and delay handling of the issue owners. For example, the consistent incoming discrepancy was reported due to regional screening center’s ability and 3rd party’s warehouse management: on way lost and hub stealing, user tamping and abuse issues, etc happens almost everyday. The large amount of shipped units waiting for GR confirmation, the PO cannot be closed timely from XYZ and ABC’s ERP system (two different systems and cannot be synchronized), which causes the complexity of data reconciliation. Open PO aging due to the material shortage and no consolidated and completed history data and NO RMA quantity control mechanism and process.
No one can tell the exact number of current or history open PO, receiving quantity, WIP quantity, shipping quantity, material status, failure analysis distribution, repair TAT, etc because there is no appropriate information system to consolidate the repair data in CSD. Therefore, each employee keeps their own data in hard-driver or email system without sharing. The data is easy to be modified by their personal judgment or determination and easier to loss due to the computer hardware issues. The incorrect operational data has been presented and communicate between two companies and the KPI data has been faked up sometimes. The cost control dept has no way to perform their regular audit because of no cost control system.3.3 Problem Situations Expressed
Before the problem situations expressed, this research has done the analyses within a period of several weeks at the start of the study. The analysis is social structure/roles of the dimension to identify clients, possible problem owners, role of problem solver, and organization form through rich pictures with in an SSM inquiry.
Client: The vice president of ABC Company
Client’s aspirations:
- To develop a way of measuring the performance of CSD under an optimal service organization
- To solve current service operation obstacles and issues
Problem solvers: CSD SCM manager Kerry W.K. Huang plus various function of CSD staff
Resources available: - SSM methodology
- Instruction by SCM director and support by CSD functional leader of operational program management, production planning, material planning, delivery control management and cost management
- 3 months project time
Constraints:
- Time limitation
- Manpower’s service experience and unfamiliar with SSM - Political environment and obstacle of reorganization
- Customer’s cooperation difficulty and unreasonable requirement
Problem owners:
- The director of SCM at ABC Company - The customer at XYZ Company
Reason for regarding the problem as a problem
- Current service practice has caused CSD wasting a great deal of money due to the material control and customer’s disputation
- There is no proper mechanism to deal with systematic issue, for instance; forecast issue, GR issue, material control, correct information consolidation, etc.
- The reorganization has specified annual reviews of activities and requires ways of measuring performance.
Value to the problem owner
- An optimal service organization and a way of measuring performance will increase management power and budget control.
- Improvements in the effectiveness of the CSD in providing services to the customer are the ultimate goal.
- Setting up a mechanism to deal with current service systematic issues is not only able to avoid any losses, but also maximize the potential profits.
CSD Role:
- The basic role of a CSD member is to contribute to managing the delivery of service repair/refurb operation to ensure the satisfied customer and maximum the organization profit.
- Contract obligation: Service order fulfillment is the key responsibility for the whole team since there is a clear and strict requirement of TAT and quality requirement on service contract between ABC and XYZ.
- Profit maker: CSD department is faced the operation loss due to the management matters, to minimize the operation loss or maximize the service profit is the important function and role to CSD members.
Problem situation by rich picture
This study has dug out some issue situation by interview and will express the real world situation by rich picture which is observed throughout the work drawing pictures and diagrams as well as taking notes. Rich picture is the policy of representing the problem
situation itself in the form; however, since there is no formal technique or classic form for it, this study has descript the problem situation of CSD by refer to several examples in the book of “SSM in Action” which has pointed out that it’s essential that rich pictures should “express relationships and value judgments; find symbols to convey the correct feel of the situation; and indicate that many relevant relationships preclude instant solutions”.
Figure 10 presents an overview of a current CSD reverse logistics issues in ABC Company that we have developed. It focuses mainly on those issues around service obligation, order fulfillment, material management, cost management and related logistics activities. In particular, we identify eight critical “Area to improve” items in CSD reverse logistics management and related research activities. Therefore, it is possible to improve each of items to suggest a feasible and efficient new organization and information management system in following chapters.
Referring to Figure 10, the relationship between each parties and problem situation has been discussed in whole reverse logistics from contract agreement, inbound logistic, material purchase, material reuse, units repair, outbound shipment, etc. The unstructured problem situation in chapter 3.2 can be summarized to the key eight issue categories as below. The more structure category should be able to let this study develop a mechanism or solution to improve the situation. From the category 1 to 8, we just point out what lack in CSD and which area should be improved instead of what is the ability CSD already have.
Category 1: EMS’s obligation and law and contract’s restriction
(1) Lack of an overall service strategy from ABC company itself, its be controlled by customer and provide the service passively
(2) Service contract is not doable and justify and CSD didn’t deeply discuss and involve to the negotiation processes and final determination
(3) There is no plan to support 7 years product return and only focus on short-term order fulfillment and customer’s requirement
(4) Lack of the attempt to turn CSD business over the concept of cost center to profit center (5) Current CSD organization cannot support the complex problem situation and customer’s requirement
Category 2: Return behavior and return policy
(1) Lack of information system to monitor the return frequency
(2) Lack of the profession screen center to filter the units of “no trouble found” and “user abuse” units
(3) Lack of information system to project customer remorse ratio (4) There is no proper method to deal with entire product recall issue
(5) Lack of the communication channel to involve the return policy with XYZ Company earlier
Category 3: Return forecast and logistics
(1) Lack of a forecast mechanism for both repair and refurb return (2) Lack of information system to get the pipeline visibility
(3) So many Customs regulation for repair return need to be conquered
(4) A timely handle function for the on way loss, delay and incoming discrepancy (5) Lack of global logistic support ability
Category 4: Service model and cost management
(1) Lack of standard quotation structure for both in-warranty and out-of-warranty repair (2) There is no function team to report CSD P&L and analyze the possible improve area (3) Lack of the information system to separate the material cost, freight cost, overhead, labor
cost from the common pool and cost reduction plan
(4) A mechanism to assess the potential financial loss due to the contract obligation, buffer inventory, material T&C, etc
(5) Lack of the experience of cost assessment for oversee repair support investment Category 5: Material purchasing and supplier management
(1) Lack of a mechanism to deal with discontinued order
(2) Under the circumstance of small quantity return after EOL, there is no proper way to deal with material T&C, such as long purchasing L/T, last buy request, huge MOQ/MPQ, raw material EOL, etc
(3) Lack of information system to consolidate overall material status for all programs (no material visibility)
(4) Lack of material 5R management: reuse, rework, replacement, reduction, review Category 6: Stock management and E&O
(1) No clear definition of safety stock quantity and consuming plan
(2) Lack of a mechanism to calculate the lifetime material E&O and countermeasures
(3) Lack of a standard process to deal with the scrap units and potential reuse some parts from it
Category 7: Rework process and material reuse
(1) There is no material rework plan at the early stage of product return and the RRT (Rolling Reliability Test) and ORT (Ongoing Reliability Test) need to be performed
(2) Need to develop module test standard and ability to support module replacement program in oversea
(3) How to deal with the moral issue for the cost saving and quality dispute rely on SQE quality standard
(1) Due to the long lead-time of material purchasing, the material attrition ratio need to be projected
(2) Improvement needed: failure analysis ability to higher the repair yield rate and lower the looper and units second return
(3) Lack of a standard calculation for the buffer inventory to improve overall repair efficiency and meeting the TAT requirement
3.4 Root Definition of Relevant Activity System
Once the picture of the situation and the category were established and shared, our attention could turn to ‘problem solving’. We were reluctant to rank the eight categories of problem issue from ‘most important’ to ‘least important’, and the first cycle of the methodology was devoted to coping with the eight category list. The first cycle created a debate which enabled a manageable handful of relevant systems to be expressed as root definitions and conceptual models.
The first model produced represented a notional system within which the eight categories concerns arose. The root definition of this system is shown emblematically in Figure 11. Figure 12 shows the root definition and its CATWOE in conventional form, as well as the conceptual model.
Setting the real-world expressions of concern against this simple model enabled the problem themes to be grouped and classified according to which element in the model they addressed. The four information and control systems have been discussed and developed during the model building. They covered: Order Fulfillment Control Module; Material Control Module; Quality Control Module; Cost Control Module
Figure 11: EROS Concept of CSD Case Root Definition
Four service information and control systems designed and owned by CSD new organization, which provides comprehensive information of order fulfillment, material management, quality control, and repair cost control in order to deal with uncertain and unstructured daily operation issues and ensure the maximum CSD profit and highly customer satisfactory.
CATWOE:
C: CSD (Customer Service Division) A: Project leader
T: Unstructured organization without management system -> New developed organization with four information and control systems
W: This kind of system approach is essential for effective and efficient management of uncertainty situation of reverse logistics
O: Vice President of ABC
E: The lower position and lack of resource of CSD in ABC Company, customer’s requirement and contract’s obligation
Figure 12: The Format Model of the EROS Concept
The four information and control modules will be developed after the service operational processes reengineering and find turn.
Table 9 shows the mapping between the sub-issues with the related control systems. Although the related system cannot cover all the current CSD issues, most of current daily operation issues can be solved immediately once the control mechanism works well.