Detection of Wrapping Defects by a Machine Vision and Its Sensitivity to the Process Variables in a Ring Core-spinning System
6
0
0
全文
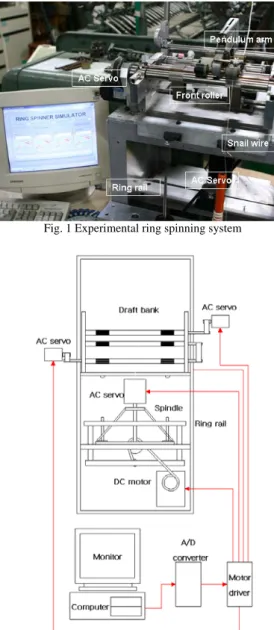
(2) Fig. 1 Experimental ring spinning system. Fig. 3 Photograph of machine vision system. Fig. 4 Schematic diagram of a machine vision system Fig. 2 Schematic diagram of ring spinning system. 2.2. Machine vision system To objectively observe aesthetic surface defects of core spun yarns produced under various process variables, a machine vision system was set up carefully during this study. The machine vision system can be divided into three parts; - the image capturing system with a CCD camera - the image processing system - specimen delivery unit The image capturing system consists of a CCD camera equipped with a close-distance lens and an image processing system controller with a power supply and a light source. Figure 3 shows photographs of the measuring system and Figure 4 gives schematic representation of the system configuration used in this experiment. As core-spun yarns on a bobbin are steadily wound at the drum of a take-up system with a constant velocity by controlled rotation of a pair of rollers, firmly positioned by the guiding devices, the yarns passing between the guiding devices are observed by the image capturing system and then shown on a monitor with about 40-times magnification. At the same time, the magnified images are automatically recorded and stored by an application program (Camtasia studio v3.0.1) into the computer.. The core-spun yarns including aesthetic surface-defects similar to "barberpole" are displayed on the monitor screen by a CCD camera on a machine vision system. A CCD camera converts the analog specimen images received through a magnifying lens to digital signals, and the modulated digital signals are automatically stored into a computer at a ratio of 15 frames/sec and a take-up velocity of 2.7 m/min, optimized experimentally. To get the information on the surface defects in the stored images, first of all, appearance of the core filament on a yarn surface should be distinctly recognized, compared with sheath-staples. For this purpose, the stored images of the gray scale (0 for black and 255 for white) change into binary value, using a proper threshold value for separation between the white(the color of sheath-staples) and the black(the color of a core-filament), that is, values over a threshold value take 255 and under a threshold value get 0. The threshold appropriately gets the middle value of the gray level, 0.5, in this study. After the binary processing, the images get more vividly contrasted forms via a morphological filtering process. The sheath-staple images are perfectly white, and the core images that result from the incomplete wrapping are totally black. For detecting the surface defects of core-spun yarns after image processing, just a definite image area of 1 column, 10 rows in the.
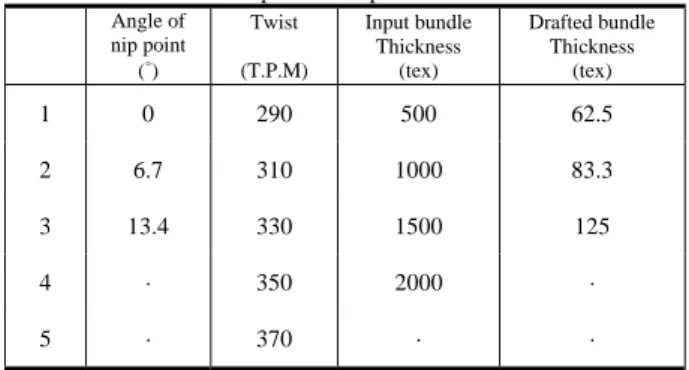
(3) Fig. 6 Raw material used in the experiments a) filament, b) cotton staple. whole image areas is used to increase stability of data extracted and to diminish the operation time for detecting the surface defects. In the defined image area, a software program which was developed during this study based on (MatlabTM7.0.) adds up the count by 1, which implies an occurrence of surface defects. This procedure, thus, leads the quality of core-spun yarns produced under various process variables to an objective evaluation. Figure 5 shows the specimen images before (a) and after (b) image processing respectively and an example of counting surface defects of core-spun yarns after image processing (c).. Table 1 Specification of the filament Material. Polyester textured yarn. DYED. 150D / 36F / 1. SD. Color. Dark. NET WT(kg). 1.2. a) Table 2 Specification of the staples. b). Material. Combed cotton sliver. Mean fiber length (mm). 27.5. Micronaire value. 3.83. Thickness of the fiber bundle. 1.2. 3. Results and Discussion c). Fig. 5 An example of the stored images before and after an image processing and counting defects on the surface of core spun yarn after image processing. a) the yarn surface of gray scale b) the yarn surface of binary scale after filtering c) an example of counting defects on the surface of core spun yarn. 2.3. Materials For manufacturing filament-core spun yarns, cotton staples and nylon filaments were used. The color of the core filaments was black while that of covering staples was white, which enhance the contrast of the sheath to the core, if the core was not placed properly. Accordingly, we could easily ascertain the covering effects of the staples visually by the contrastive colors under various process variables. Figure 6 a) and b) show the raw materials, used in this experiment. Table1 and 2 show the specification of the filament and the staples. a) b). 3.1. Number of Defects Experiments were performed to identify and optimize the process variables affecting the positioning of the core filament in core-spun yarns. In this study, the production speed and traveller weights were optimized as 4.3 m/min and 0.3 cN respectively by experiments. As process variables were used overhang angle of the front pressure roller, twist, input bundle thickness and drafted bundle thickness. Generally, because the visual quality of core-spun yarns can be directly evaluated by the core covering efficiency, the frequency of the core appearing on the yarn surface can be a criterion to evaluate the quality of core-spun yarns. So, we refer it as "Number of Defects (N.D.)", defined as N .D. =. frequency of core material appearance on the yarn surface 1m of specimen length. In this study, all samples were prepared under the manufacturing conditions given in Table 3 and N.D. was counted by a machine vision system. Table 3 Experimental process variables Angle of nip point (˚). 1. Twist (T.P.M). Input bundle Thickness (tex). Drafted bundle Thickness (tex). 0. 290. 500. 62.5. 2. 6.7. 310. 1000. 83.3. 3. 13.4. 330. 1500. 125. 4. ·. 350. 2000. ·. 5. ·. 370. ·. ·. Figure 7 and 8 show a filament-core spun yarn under a proper experimental condition (angle of nip point : 6.7°, twist : 330 T.P.M., input bundle thickness : 1,500 tex, drafted bundle thickness : 125 tex). Figure 7a shows the quality yarn surface having only white color and Figure 7b its cross-section.
(4) respectively, while Figure 8a represents the bad wrapped core-spun yarn which has both white and black colors on the surface and Figure 8b its cross-section. In case of a quality core spun yarn, the position of filaments is always located at the center line of the yarn. A bad wrapped core spun yarn shows the skew position of the core filaments to the yarn axis. a). b). Fig. 7 A quality filament core spun yarn a) the surface of a quality core spun yarn b) a cross-section of a quality filament core spun yarn a). b). Fig. 8 A bad-quality filament core spun yarn a) the surface of a bad-quality core spun yarn b) a cross-section of a bad-quality filament core spun yarn. 3.2. Effects of spatial nipping geometry by overhang of the pressure roller The declination of the working plane of the draft bank to the direction of the spinning tension affects shaping the geometry of the spinning triangle, because the frictional area or the length of the contact between fibers and the roller surface is determined by the contact angle of the fibers with the front roller and the radius of the front roller. For a filament-core spun yarn an appropriate positioning of the filaments and staples at the nip point can play an important role for building a stable spinning triangle, which is mandatory for manufacturing a quality core-spun yarn. Moreover, the dimension of the spinning triangle can influence the staple movement; feeding the sheath-staples spread widely can well wrap the core. Therefore, in this study it was tried to check out the effect of the overhang angle of the pressure roller to the vertical line experimentally, where three declination angles of the pressure roller were selected of 0°, 6.7°, and 13.4° respectively. Overhang angle 0° means that the pressure roller of the front roller pair is placed vertically to the bottom cylinder. Figure 9 shows the experimental results about N.D., when the overhang angle of the pressure roller is changed.. Fig. 9 N.D. v.s. overhang angles of the front pressure roller.. When the front roller is located in an overhang angle of 6.7°, N.D. tends to minimize. In the case of 13.4°, an adequate spinning triangle to make a good wrapping seems to be difficult to occur, because the contact area of fibers with the bottom roller is too narrow due to the twist propagation, and so, N.D. increases. On the other hand, when the pressure roller is placed vertically to the bottom cylinder, the nipping length comprising the spinning triangle becomes excessively large, and N.D. appears more frequently compared with the case of an angle of 6.7°. It could be observed that the rolling vibration of staples took place on the bottom cylinder surface due to the surface friction between the fibers and bottom cylinder. Thus a stable spinning triangle cannot be maintained. 3.3. Effects and sensitivity of twist Figure 10 shows the curve-fitted results on the occurrence of N.D. related to various twists. If the twist is considerably low, filament-core spun yarns could not be regularly wound onto a bobbin due to a low spinning tension and show a high value of N.D.. A high twist also leads to a high value of N.D., because the core filament can have a more frequent chance to surface relatively as the twist per a unit length becomes higher and, furthermore, the shortened length of a spinning triangle by a high twist pushes out the core filament positioned at the center of a spinning triangle for a tension equilibrium. The position of the core filament is irregularly altered. Accordingly, the twist should be properly adjusted (about 330 T.P.M in this study) to reduce N.D. in the core spinning.. Fig. 10 N.D. according to various twists. In general, sensitivity represents the percentage of the changed variables to the percentage of the changing variables and, in this study, illustrates the percentage of the changed N.D. to the percentage of the changing process variables such as twist, input bundle thickness and drafted bundle thickness, and is defined as Equation (1);. Δ N .D. N .D. Sensitivity = Δ Pr ocess var iables Pr ocess var iables. (1).
(5) Fig. 11 Sensitivity of N.D. according to twists. Figure 11 shows the sensitivity of N.D. to the twist based on the fitted curve. The alteration of N.D. hardly occurs, when twist is slightly changed on nearly 330 T.P.M,. However, if the twist is lower or higher than around 330 T.P.M, N.D. gets easily and sensitively changed even for a slight change of the twist. 3.4. Effects and sensitivity of input bundle thickness The input bundle thickness becomes a considerably important factor for manufacturing quality core spun yarns. In the case of using thick staple bundles as covering staples, for example, the highly drafted fiber fleece on the nip line becomes thin and wide, which can influence the positioning of the core filaments. Figure 12 shows the results on N.D. for various linear densities of the drafted fiber fleeces along with the fitted curves. The drafted bundle thicknesses are a) 60 tex, b) 90 tex , and c) 120 tex. In all the cases of a), b) and c), N.D. decreases as the input bundle thickness becomes thicker. Moreover, as the quantity of drafted staples on the nip line for wrapping the core filament increases, N.D. tends to decrease.. Fig. 12 N.D. according to input bundle thicknesses for various thicknesses of the drafted fleece. Fig. 13 Sensitivity to input bundle thicknesses for various thicknesses of the drafted fleece. Figure 13 shows the sensitivity of N.D. to the input bundle thicknesses obtained from the fitted curve for various fiber fleece thicknesses. The results show that the sensitivity decreases gradually, as input bundle thickness becomes thicker. The sensitivity of N.D. to the drafted fiber fleece thickness reveals that as the fleece becomes thicker, N.D. becomes lower sensitive. 4. Conclusion In this study, a modified ring spinning was designed and installed to prepare filament-core spun yarns under easily controllable process conditions. On this ring spinning simulator, it was tried to identify the process variables for reducing the aesthetic defects of the core-spun yarns. Core-spun yarn specimens were produced with such process variables as overhang angle of the front pressure roller, twist, input bundle thickness, and drafted fiber fleece thickness. To obtain the visual quality of core-spun yarns produced objectively, we suggested "Number of Defects (N.D.)" as the criterion and developed a N.D. counting system, based on a machine vision system with a CCD camera set-up and a software program. Results show that the overhang angle of the front pressure roller plays an important role to a quality core spun yarn. Moreover, a slight overhang angle of the pressure roller leads to a better quality of the core spun yarn. Number of defects per length can be minimized when the twist is properly adjusted (about 330 T.P.M in this study), draft ratio decreases, and input bundle thickness becomes thicker. The sensitivity of twist is most stabilized nearly 330 T.P.M. and the sensitivity of input bundle thickness decreases as thick staple bundles are used. It was confirmed that the sensitivity of the number of defects to the drafted fiber fleece thickness decreases. References. For a given input bundle thickness the thicker fiber fleece as covering staples result in a better covering of the core filament, which ends up to a lower value of N.D.. On the other hand, when thin fleece is used, N.D. increases because an insufficient dimension to cover the core filament is formed on the front nip line.. [1] G. K. Tyagi and A Goyal, "Sheath-Slippage Resistance and Other Properties of Polyester-Viscose MJS Core-Spun Yarns", Indian Journal of Fibre & Textile Research., 28, 170-176 (2003) [2] G. F ,Ruppenicker, R. J. Harper, A. P. Sawhney, and K. Q. Robert, "Comparison of Cotton/Polyester Core and Staple Blend Yarns and Fabrics", Textile Res. j., 59(1), 12-17, (1989) [3]. Ai. A. A. Jeddi, M. S. Johari, and A. A. Merati, "A Study of the Structural and Physical Properties of Cotton-Covered Nylon Filament Core-Spun Yarns", J.T.I., 88(1), 12-20 (1996) [4] Ching-Luan Su, Meei-Chyi Maa, and Hsiao-Ying Yang., "Structure and Performance of Elastic Core-Spun Yarn",.
(6) Textile Res. j., 74(7), 607-610 (2004) [5] Osman Babaarslan, "Method of Producing a Polyester/Viscose Core-Spun Yarn Containing Spandex Using a Modified Ring Spinning Frame", Textile Res. j., 71(4), 367-371 (2001) [6] Y. Matsumoto,K. Toriumi, and K. Toriumi., "Silk / Cotton / Scoured Silk Core Twin spun Yarns", Textile Res. j., 91, 131-136 (1991) [7] Y. Matsumoto,K. Toriumi, and I. Tsuchiya, "Properties of Double-Core Twin Spun Silk Yarns and Fabrics", Textile Res. j., 62(12), 710-714 (1992) [8] Ching-Wen Lou, "Process of Complex Core Spun Yarn Containing a Metal Wire", Textile Res. j., 75(6), 466-473 (2005) [9] A. P. S. Sawhney, K. Q. Robert, and G. F. Ruppenicker., "Device for Producing Staple-Core / Cotton-Wrap Ring Spun Yarns", Textile Res. j., 89, 519-524 (1989) [10] A. P. S. Sawhney, K. Q. Robert, G. F. Ruppeniker, and L. B. Kimmel, "Improved Method of Producing a Cotton Covered / Polyester Staple-Core Yarn on a Ring Spinning Frame", Textile Res. j., 62(1), 21-25 (1992) [11]. A. P. S. Sawhney, G. F. Ruppenicker, L.B. Kimmel, and K. Q. Robert., "Comparison of Filament-Core Spun Yarns Produced by New and Conventional Methods", Textile Res. j., 62(2), 67-73 (1992).
(7)
數據


相關文件
* All rights reserved, Tei-Wei Kuo, National Taiwan University, 2005..
(b) Write a program (Turing machine, Lisp, C, or other programs) to simulate this expression, the input of the program is these six Boolean variables, the output of the program
– One of the strengths of CKC Chinese Input System is that it caters for the input of phrases to increase input speed.. The system has predefined common Chinese phrases, such
• One of the strengths of CKC Chinese Input System is that it caters for the input of phrases to increase input speed. The system has predefined common Chinese phrases, such
With the process, it is expected to provide distribution centers with a useful reference by obtaining a better combination of order batching and storage assignment, shortening
The fist type of photonic crystal fiber is composed of a solid silica core with modulation core refractive index and a cladding with triangular lattice elliptical air holes,
We used the radar echo data of the 10 most significant typhoon rainfall records between 2000 and 2010 as input variables to estimate the single point rainfall volume of the
The purpose of this study is to investigate the researcher’s 19 years learning process and understanding of martial arts as a form of Serious Leisure and then to
