銀膠種類及厚度對構裝後晶片可靠度的影響
劉心怡1、洪雅慧1、何宗漢1、伍玉真2、鄧希哲2 1國立高雄應用科技大學 化學工程與材料工程系 2 台灣典範半導體股份有限公司 E-mail: [email protected]摘 要
本研究主要探討半導體構裝製程中,固定晶片(Chip)之銀膠對構裝後半導體元件之物性及可靠度影響。首 先選擇三種不同品牌的銀膠,以微分掃描熱卡計(DSC)探討銀膠之熱硬化行為,以 SEM 觀察熱硬化後銀膠的 微觀結構,以推晶試驗研究其黏著力。最後再將該三種綠色環保材料之銀膠,用來構裝 SOP8(150mil)晶片, 構裝後的半導體元件進行吸濕及去濕能力、迴焊試驗及可靠度測試,並探討銀膠厚度對晶片可靠度的影響, 藉以找尋最佳的銀膠,並符合綠色環保的要求。 關鍵詞:半導體、構裝、銀膠、可靠度測試1. 前 言
銀膠為導電性接著劑,是以合成樹脂為膠合劑和導電性金屬粉為填充物所配製的複合材料,其特點為導 電及接合性佳、黏度接受性可配合施工性調整。除可取代一般導電焊接外,亦適用於不耐熱或無法焊接的材 料,如塑膠、陶瓷、固型碳、石英等。導電接著劑隨著LED、IC 或 LSI 廣泛用於微電腦、觸摸鍵盤、 EL 冷 光板、陶瓷基板、SMD 零件接點等,近來由於電子產品小型化、薄型化的進展,導電接著劑的應用範圍日益 廣大。近幾年來由於作業方便性,一液型的需求增加,大部份採用高分子樹脂摻合硬化劑,加熱時硬化劑可 直接產生熟化反應,這類型式之基本要求即在室溫的長期穩定性和加熱硬化時的短時間硬化性[1]。 半導體構裝因2006 年 7 月歐盟電機電子設備限用有害物質指令(RoHS)法規上路,規定電子產品中禁止使 用鉛、鎘、汞、六價鉻、多溴聯苯類(PBBs)與多溴二苯醚類(PBDEs)等六種物質之使用鉛被廣泛地使用於電機 電子產品中。由於構裝元件是由各種不同材料組成,各種材料熱膨脹係數的不同,温度和濕氣對構裝元件是 很重要問題,因濕氣對於電子元件經過紅外線迴焊爐加熱為了符合無鉛製程(Pb Free Process)落實銲料由傳統 的錫鉛(Sn/Pb)成分轉為無鉛製程,使得焊錫温度大幅提升;錫鉛電鍍之錫鉛比例為 85%/15% ,熔錫温度為 183℃,而無鉛電鍍之錫鉍比例 98%/2% 及純錫 99.99%,熔錫温度分別為 217℃及 220℃,銲料成份與熔錫温 度如下表所示Table 1-1;無鉛製程需求因此需將迴焊温度由原本的 240℃停留時間 10 秒提高至 260℃停留時 間20~40 秒如圖 1-1[2-5],因電子零件在上板時會受到迴焊溫度的影響,當內部濕氣由於瞬間高温造成其內部 應力大於結合力時,容易產生Stress(如收縮、熱應力和水氣)等而造成封裝材與矽晶片之間產生膨脹脫層[6-9]、 裂痕或爆米花[10]等,如圖 1-2,進而影響構裝體的效用及壽命,因此有些人對其構裝元件的温度及吸濕問題 進行模擬與實驗分析。Table 1-1 熔錫温度 Sn/Pb Sn/Bi Pure Sn
熔錫溫度 (℃)
183 217 220比例(Wt%)
85/15 98/2 99.99 圖1-1 上板温度曲線 儲存環境所吸之水份 上板高溫時之內應力及水份蒸發之力量→Delamination Delaminaton 延伸 裂縫產生 圖1-2 爆米花(Popcorn)形成以電子積體電路(Integrated Circuit; IC)主動元件而言,導線架與積層板元件是目前主流,為配合 RoHS 法 規與美國電子元件工程聯合會(Joint Electronic Device Engineering Council; JEDEC)的 JEDEC-020D 之可靠度要 求,模封材、黏晶材、導線架、錫球與電鍍層之典型半導體元件如圖1-3 勢必滿足綠色環保材料之要求[11-15]。
現今有關產品可靠度的定義:一般多以1952 年由美國國防部所成立的電子裝備可靠度顧問小組(Advisory Group on the Reliability of Electronic Equipment; AGREE)針對電子裝備可靠度問題進行研究所獲得的結論為基 礎;可靠度之定義為:可靠度產品於既定時間內,在特定的使用環境條件下,執行特定性能或功能,成功達 成工作目標的機率,可靠度是由功能、使用條件、時間及成功機率等四個要素所組成,在這四個要素中,以 成功機率為產品可靠度的整體指標,相對於產品可成功運作,便是產品發生失效。這四個要素說明如下: 環境:在規定的使用條件/環境條件、操作條件,內外應力(溫度、溼度、鹽霧、震動、衝擊、壓力、拉力、剪 力、電壓...)。 時間:在規定時間內不故障的機率。 功能:在規定環境、時間內仍具可用性。 機率:不故障機率。 當產品完成封裝製程後,通常在出貨前會先經過一連串的可靠度測試,主要的目的是為了確保產品出貨 至客戶端後,產品品質的穏定性與長效性功能還可以正常運作。 一般在構裝元件中所使用的材料有金屬導體、半導體、高分子絕緣體等,因此在材料互相接合處往往會 有破壞應力而產生,而這些破壞機制有可能是因材料間熱膨脹係數的差異所引起的熱應力破壞;也有可能是 濕氣滲入後再經過高温環境下,把濕氣變為水蒸氣經由水蒸氣的壓力所造成的破壞[16-18];也有可能因電子 遷移(Migration)所造成破壞;也因為破壞機制有很多可能性,所以在產品封裝完成後必須做過一連串的可靠度 試驗,才能將產品送交客戶端。
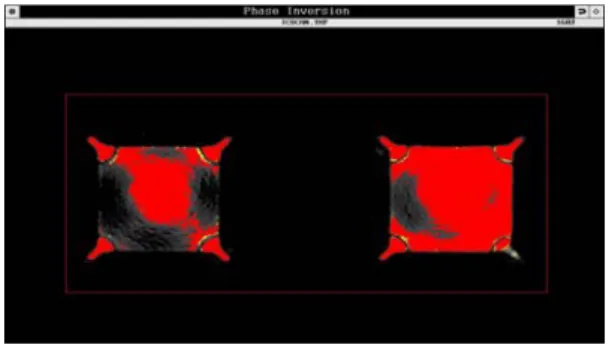
MSL(Moisture Sensitivity Levels)[19] 相對於”打開真空包裝後”完成上板之期限,此項試驗適用於表面黏 著產品(Surface Mount Device, SMD),模擬當產品吸收水氣到某程度後再黏著上基板(PCB),此過程中的高溫 將 觸 使 內 部 水 氣 與 材 料 產 生 極 大 的 膨 脹 壓 擠 應 力(Stress) , 若 產 品 無 法 承 受 此 應 力 時 將 產 生 脫 層 (Delamination),銲點損壞(Bond Breakage),龜裂(Cracks)及爆米花(Popcorn) 如圖 1-4 等現象。
圖1-4 爆米花(Popcorn)
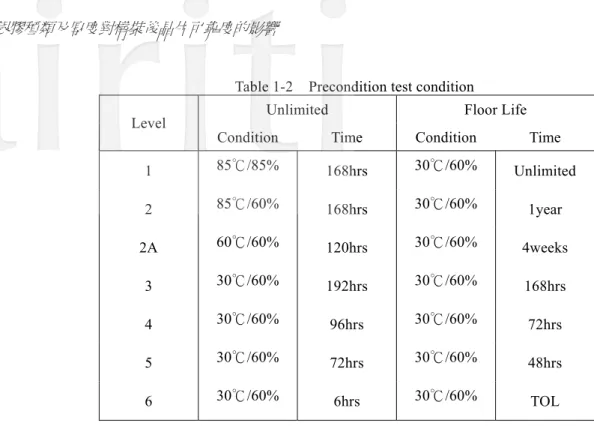
此項測試條件,依產品的要求,層度區分為六個不同水氣吸收表如Table 1-2,此試驗全在各項可靠性試 驗前執行因而稱為環境壽命前處理(Pre-condition) [20-22]。
Table 1-2 Precondition test condition
Unlimited Floor Life
Level
Condition Time Condition Time 1 85 /85%℃ 168hrs 30 /60℃ % Unlimited 2 85 /60%℃ 168hrs 30 /60%℃ 1year 2A 60 /60%℃ 120hrs 30 /60%℃ 4weeks 3 30 /60%℃ 192hrs 30 /60%℃ 168hrs 4 30 /60%℃ 96hrs 30 /60%℃ 72hrs 5 30 /60%℃ 72hrs 30 /60%℃ 48hrs 6 30 /60%℃ 6hrs 30 /60%℃ TOL 可靠度測試基本為吸濕測試、温度循環測試、高溫蒸汽壓試驗、恆溫測試、高溫儲存試驗等,說明如下 [23]:
(一) 溫度循環測試(Temperature Cycling Test):
此項試驗目的主要用構裝結構不同材料熱膨脹係數差異交替暴露於極高溫與低溫環境下,其構裝結構材 料對於溫度熱膨脹與收縮而發生潛變(Creep)及應力鬆馳(Stress Relaxation)現象,而此效應所產生結構損壞,包 含封裝脫層(Delamination)、焊線損壞(Wire Bond Breakage) 、晶片龜裂,如圖 1-5 和矽護膜(Passivation)龜裂 等問題,此項試驗所應用溫度傳送方式為對流傳導,如圖1-6。
圖1-5 Die crack
-65ºC
150ºC
(二) 冷熱衝擊測試(Thermal Shock Test ):
試驗目的與温度循環測試相類似,同樣也是經由熱膨脹係數差異暴露於極劇溫度變化下,構裝結構材料 對於極速變化溫度效應所產生熱應力,此項溫度效應所產生失敗模式封裝脫層(Delamination)、金線線損壞 (Gold Wire Damaged),如圖 1-7、晶片脆裂(Chip Crack)等問題,此項試驗所應用溫度傳送方式為接觸傳導, 如圖1-8。
圖1-7 Gold wire damaged
150ºC -65ºC
Liquid Liquid
圖 1-8 冷熱衝擊傳送方式以接觸傳導
(三) 高溫儲存(High Temperature Storage Life):
此試驗目的是用於判定電子零件長期作用於高溫環境而沒有電氣的應力下,此環境對於構裝元件劣化狀 態,此項失效效應介金屬化合物異常增長、導線短線斷路及鈍化層破裂等問題。
(四) 高溫蒸汽壓試驗(Pressure Cooker Test):
此 試驗 目的用 於評 估採用 非密 封(Non-Hermetic)之積體電路(Integrated Circuits)及分離式半導體元件 (Discrete Semiconductor Device)對水氣抵抗能力,它是採用嚴苛的壓力、水氣及溫度而非一般的實際作業環境 狀態,加速水氣 經由外部保護材料或沿著金屬導體與保護材料之間介面滲透進入產品內部,若產品內部有污 染源或腐蝕,如圖 1-9 現象,將因水氣與高溫狀態下加速材料腐蝕現象致使產品功能失效,主要失敗模式為 開路(Continuity),漏電流(Leakage)和晶片損壞(Chip Out),此壓力鍋試驗為破壞性試驗且當返覆應用
圖1-9 銲墊腐蝕
(五) 恆溫恆溼壽命測試(Steady-Sate Temperature/Humidity Life) :
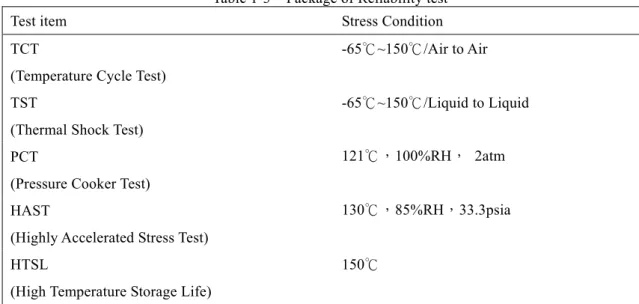
試驗目的是在評估非密封(Non-Hermetic)固態元件(Solid State Device)在潮溼環境下之可靠性,它是利用在 高溫度與高溼度等嚴苛狀態下加速水氣經由外部保護材料滲透或沿著外部保護材料與金屬導體間之界面進入 內部,一般測試條件如Table 1-3 所示。
Table 1-3 Package of Reliability test Test item Stress Condition TCT
(Temperature Cycle Test)
-65 ~150 /Air to Air℃ ℃
TST
(Thermal Shock Test)
-65 ~150 /Liquid to Liquid℃ ℃
PCT
(Pressure Cooker Test)
121℃,100%RH, 2atm
HAST
(Highly Accelerated Stress Test)
130℃,85%RH,33.3psia
HTSL
(High Temperature Storage Life)
2. 實驗部分
2.1 材料
(1) 銀膠(Silver Paste):三種銀膠材料性質如 Table 2-1。 Silver Paste Glue-A:銀粉之含量 75%
Silver Paste Glue-B:銀粉之含量 76.3% Silver Paste Glue-C:銀粉之含量 86%
Table 2-1 三種銀膠材料性質
銀膠材料 Glue-A Glue-B Glue-C Siver(wt%) 75 76.3 86 玻璃轉化温度( )℃ 60 28 -7 α1 (ppm/ )℃ 60 86 47 熱膨 脹係 數 α2(ppm/ )℃ 110 200 50
(2) 封膠(Epoxy Molding Compound):三種封裝樹脂材料性質如 Table 2-2,其主劑環氧樹脂化學結構如圖 2-1~2-3。
EMC-A:封模材料之樹脂為 MAR 及填充劑含量 87% EMC-B:封模材料之樹脂為 Biphenyl 及填充劑含量 89.5% EMC-C:封模材料之樹脂為 OCN 及填充劑含量 88.5%
Table 2-2 三種環保封膠材料性質
封模材料 EMC-A EMC-B EMC-C
樹脂 Multi-Aromatic MAR
Biphenyl Cresol Novolac OCN 填充劑(wt%) 87 89.5 88 玻璃轉化温度( )℃ 110 115 110 α1 (ppm/ ) ℃ 15 7 8 熱膨 脹係 數 α2(ppm/ )℃ 55 30 37 R1 O O H C O O R2 n 圖2-1 EMC-A(MAR)化學結構
O O H3C H C3 CH3 CH3 O O 圖2-2 EMC-B(Biphenyl)化學結構 H3C O O H2 C H3C O O H2 C H3C O n O 圖2-3 EMC-C(OCN)化學結構 (3) 晶片(Chip) (4) 導線架(Lead Frame) 構裝SOP8(150mil) 晶片之材料如 Table 2-3 所示。
Table 2-3 Package SOP8(150mil)構裝材料 Item Package Lead Frame/
die pad(mm)
Die size
(mm) Silver Paste EMC
A Silver Paste -A EMC-A B Silver Paste -B EMC-B C SOP8 (150mil) 2.4mmx3.3mm 1.45x1.67mm Silver Paste -C EMC-B 2.2 儀器設備
(1) 電子顯微鏡(Scanning Electronic Microscope,SEM) (2) 微分掃描熱卡計(Differential Scanning Calorimeter,DSC) (3) 推晶機(Die shear)
(4) 紅外線迴焊爐(IR-reflow,IR) (5) 電子天平(Balance)
(6) 超音波探傷儀(Scanning Acoustic Tomography,SAT) (7) 温度循環試驗機(Temperature Cycle Test,TCT) (8) 冷熱衝擊試驗機(Thermal Shock Test,TST) (9) 壓力鍋試驗機(Pressure Cook Test,PCT)
(10) 高温儲存壽命測試(High Temperature Storage Life Test,HTSL) (11) 切割機(Cross Section Machine)
2.3 實驗流程 2.3.1 銀膠性質測試實驗流程 Silver Paste 2.3.2 晶片構裝後可靠度測試實驗流程 DSC Curing Curing
SEM Die Shear
晶片
Package
Absorption
De-sorption Reliability Test
Level I Level II
IR Reflow
2.4 銀膠性質測試 2.4 .1 推晶測試:
1. 將選用三種銀膠 Silver Paste-A、Silver Paste-B 及 Silver Paste-C 在室温回温 1hour。
2. 使用 die size 1.658x2.969x0.38mm 之 SOP8(150mil)晶片,先將銀膠點膠在 Lead Frame 上後再植晶,烘箱由 室温升至170℃、40mim 再恆温 30mim,降温後取出試片。
3. 以 DAGE DSC100 測試室温下之推晶力,並記錄推晶力。
4. 將試片置入 260℃紅外線迴銲爐 30sec 然後取出,以 DAGE DSC100 測試室温下之推晶力,並記錄推晶力。 5. 將試片置入 260℃紅外線迴銲爐 30 秒然後取出,自然冷卻 10min 再置入紅外線迴銲爐 30 秒,這樣步驟重
覆2 次,以 DAGE DSC100 測試室温下之推晶力,並記錄推晶力。
6. 將試片置入 260℃紅外線迴銲爐 30sec 然後取出,自然冷卻 10min,這樣步驟重覆 3 次,以 DAGE DSC100 測試室温下之推晶力,並記錄推晶力。 2.4 .2 微分掃描熱卡計分析(DSC): 分別取5~10 mg 三種銀膠放入 DSC 專用鋁盤中,於氮氣環境下在 DSC 儀器中與空鋁盤做一比較。其中 溫度範圍為50℃~350℃而加熱速率為 5~20℃ /min,以瞭解熔點及升溫硬化過程中放熱峰之起始和峰點的位 置。 2.4 .3 SEM 結構觀察:
將三種銀膠點膠在Lead Frame,烤箱由室温升至 170℃、40mim 再恆温 30mim,降温後取出試片,將試 片灌模封膠後固化,再進行切割、研磨、抛光完成後以掃瞄式電子顯微鏡檢視銀膠結構。
2.5 晶片構裝後可靠性之鑑定
將這三種銀膠之環保材料封裝成 Package SOP8(150mil)進行可靠度試(Reliability test),可靠度試驗先進行 環境壽命試驗前處理然後再進行環境壽命試驗。
2.6 構裝產品迴焊升温斜率試驗之 SAT 檢測
由可靠度試驗之 SAT 結果脫層最輕微樣品,將樣品依 JEDEC J-STD 020D 規範進行 precondition Level III(30℃/60%/192 小時)後,再依迴焊升温斜率 0.5~1.0℃/sec、1.0~1.5℃/sec、1.5~2.0℃/sec 及 2.0~2.5℃/sec 四 種不同迴焊升温斜率,將這四種不同迴焊升温斜率實驗樣品再進行SAT 檢測。
3. 結果與討論
3.1 銀膠(Silver Paste)性質鑑定:
(一)推晶試驗(Die Shear Test)
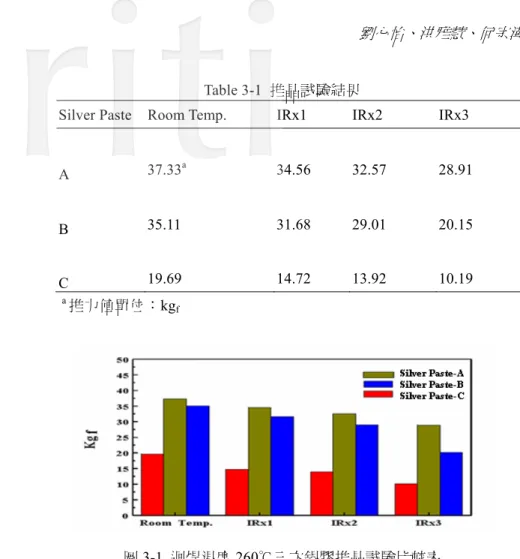
由實驗推晶試驗數據結果Table 3-1 得知,銀膠結合力在室温時較佳,所以會具有較高推力值,銀膠也會 在高溫下黏著力降低使得推力值也會下降,所以銀膠經過迴焊温度260℃三次後,三種銀膠結合力明顯下降但 推晶數據都還是超過規格3kgf,以推晶試驗數據銀膠Silver Paste-A 是具有最佳的結合力如圖 3-1。
Table 3-1 推晶試驗結果
Silver Paste Room Temp. IRx1 IRx2 IRx3
A 37.33a 34.56 32.57 28.91 B 35.11 31.68 29.01 20.15 C 19.69 14.72 13.92 10.19 a推力值單位:kg f 圖3-1 迴焊温度 260℃三次銀膠推晶試驗比較表 (二)示差掃描熱分析 DSC 將三種銀膠利用DSC 在氮氣環境下從 50℃至 350℃以 10℃/min 的升温速率進行掃描分析,研究其熱硬化 反應行為,其DSC 熱圖譜如圖 3-2 所示,將 DSC 圖譜反應温度及反應熱列於表 Table3-2。由 DSC 圖譜顯示 : 硬化反應尖峰温度(Tp)以 Silver Paste-B 最低,而其放熱量( H△ )卻最大;Silver Paste -C 的硬化反應尖峰温度(Tp)
最高,但放熱量卻最少。其原因在於Silver Paste-C 之銀粉含量高達 86%,而 Silver Paste-A 及 Silver Paste-B 之銀粉含量只有75 及 76.3%,相對環氧樹脂含量較少。
Table 3-2 Reesults of Thermal Analysis of Silver Paste-A ,Silver Paste-B and Silver Paste-C Measured Via DSC at the Heating Rate of 10℃/min
Sample Code Tpa( )℃ Tib( )℃ Tfc( )℃ △H(J/g)
Silver Paste-A 143.9 132.2 189.4 74.4 Silver Paste-B 139.9 114.6 181.9 119.7 Silver Paste-C 149.4 109.4 174.8 24.5 aT
p is the peak curing temperature bT
i is the initial curing temperature cT
f is the completed curing temperature
(三)銀膠 SEM 結構性
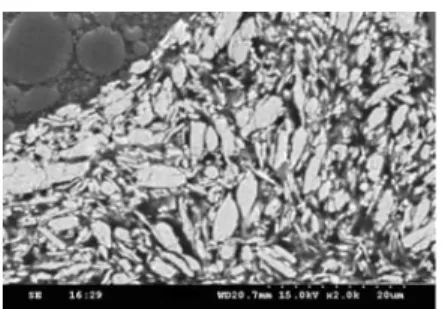
將三種銀膠烘烤固化進行埋模、切片、研磨及拋光,然後使用掃瞄式電子顯微鏡觀察,如圖3-3~3-5,三 種銀膠形狀為片狀,在於烘烤後樹脂整體會收縮,使得銀膠中銀成份有較大的接觸面積而增加導電性。
圖3-3 SEM photo of Silver Paste -A 斷面 圖 3-4 SEM photo of Silver Paste -B 斷面
圖3-5 SEM photo of Silver Paste -C 斷面
3.2 構裝產品可靠性之鑑定
(一)可靠度試驗(Reliability Test)
由可靠度SOP8 SAT result,發現在耐沖擊實驗有些樣品有晶舟脫層(die pad delamination),將這些晶舟脫 層樣品cross-section 發現銀膠厚度約 4.5μm 左右如圖 3-6,低於廠內設定之規格 15~50μm 如圖 3-7 而導致此 die pad delamination 之主因。
圖 3-6 SOP8-A of Glue Thickness after TCT 1000cycle: 4.55μm 圖 3-7Normal of Glue Thickness:38.01μm
(二)銀膠厚度可靠度驗證
由可靠度試驗得知,SOP8-A 在環境測試中發現晶舟脫層(die pad delamination),將樣品進行 cross-section 發現銀膠厚度約4.5μm 左右,低於廠內設定之規格 15~50μm,而導致此 die pad delamination 之主因。
因此針對SOP8-A 銀膠厚度不足,再重新製作成銀膠厚度為 15~50μm 重新驗證 precondition Level III 及 TCT 1000cycle,再由 SAT result 進行驗證後,並無發現任何脫層情形,符合之前的判斷,銀膠厚度確實影響 die pad delamination 之主因,如圖 3-8~3-10。
圖3-8 SAT photo of SOP8-A before Precondition Level III 圖 3-9 SAT photo of SOP8-A after Precondition Level III
4. 結 論
本研究選擇三種銀膠(Glue)用來構裝 SOP8(150 mil)產品,構裝後的半導體元件進行吸濕及去濕能力、推 晶、環境壽命可靠度及迴焊等試驗,藉以找尋最佳的銀膠,並符合綠色環保的要求。根據推晶實驗數據結果 顯示黏著力會因為高溫使得黏著力降低,Glue-A 銀膠經過迴焊 260℃三次後推晶試驗後具有最佳的結合力。 Glue-A 銀膠構裝 SOP8-A 抗濕性及去濕性較佳,水份亦使封裝材料中的微量離子性雜質解離,導致線路腐蝕, 故吸濕率愈低愈好。所以IC 元件必須在 168 小時內完成 SMT 焊接程序如未在 168 小時內使用完時,IC 元件 須重新烘烤,以防止元件壽命的減少。同時也通過可靠性Precondition Level III(30 /60%/192hrs℃ ),因具有較 好黏著性是來自有較低的填充劑含量而產生較高 CTE,使產品有較柔曲彈性。在環境測試中,發現 SOP8-A 晶舟脫層主要是銀膠厚度不足造成,經重新驗證銀膠厚度控制在15~50μm,經環境測試 TCT 1000cycle 無發 現任何脫層。
參考文獻
[1] 肥特補科技股份有限公司網站,http://www.feedpool.com.tw/pdfp28/front/bin/home.phtml。 [2] 林永森,「環保構裝技術」,電子與材料,第 12 期,108-113 頁,2001。 [3] 李宗銘,「環保型半導體封裝材料」,工業材料,163 期,130-136 頁,2000。 [4] 葉勝發,「構裝產業技術發展動向」,電子與材料,第 8 期,2000。 [5] 林金雀,「IC 構裝材料需求及技術發展趨勢」,工業材料,170 期,67-73 頁,2001。 [6] 潘金平,「電子構裝材料之開發及展望」, 工業材料,170 期,80 頁,2001。 [7] 范玉玟,「IC 構裝材料發展趨勢」,工業材料,151 期,69-77 頁,1999。 [8] 李宗銘,「新世代半導體構裝技術潮流下之封裝材料技術發展趨勢」,電子與材料,第 10 期,49-58 頁,2001。 [9] 黃新鉗,「IC 構裝發展趨勢」,電子與材料,第 2 期,65-70 頁,1999。 [10] 邱以泰,「半導體封裝體之爆米花現象電腦模擬」,工業材料,139 期,1998。 [11] 邱以泰、胡應強、陶惟翰、陳柏琦、李宗銘,「新型 EMC 材料應用在軟板型 CSP 基板上之評估」,電子與材料,第 10 期,66-71 頁,2001。 [12] 陳國銓,「IC 封裝技術」,工業材料,158 期,78-83 頁,2000。 [13] 范玉玟,「IC 構裝材料產業趨勢探討」,工業材料,163 期,106-113 頁,2000。 [14] 何宗漢,「低應力半導體封裝用環氧樹指之研究」,國立成功大學化學工程研究所博士論文,1994。 [15] 何宗漢、鄭錫勳、呂祖尚、林烈利,「Polysiloxane-TPU 改質半導體封裝用環氧樹脂之微結構及其熱性質研究」,工程 科技與教育學刊,第二卷第二期,219-238 頁,2005。 [16] 柯輝耀編著,「可靠度保證」,中華民國品質學會年,chap 1,2005。 [17] 樊學軍,「水汽在電子構裝可靠度的關鍵性角色」,半導體學院,2009。 [18] 張道智、黃馨儀、鄭仁信、張景堯、高國書、陳素梅、張佩貞、陳泰宏,「應用於 3D IC 封裝之 20μm Pitch 微銲錫 凸塊接合技術與可靠性評估」,工業材料,285 期,120-131 頁,2010。[19] IPC/JEDEC-J-STD-033B, 2005, “Handing, Packing, Shipping and use of Moisture /Reflow Sensitive Surface Mount Devices”, Institute of Interconnecting and Packaging Electronic Circuits (IPC)/ Joint Electron Device Engineering Council (JEDEC).
[20] 胡國昌、朱時梁,「無鉛銲錫之可靠度試驗」,電子與材料,第 9 期,96-100 頁,2001。
[21] 李輝宇,「CMOS 影像感測器之可靠度分析與熱設計」,義守大學機械與自動化工程學系碩士論文,2006。 [22] 李暐,「無鉛電子產品銲點可靠度分析」,國立交通大學機械研究所固力控制組碩士論文,2005。