行政院國家科學委員會專題研究計畫 成果報告
多工型臥式高精密微小 4 軸 CNC
加工機之研發及其應用--總計畫:多工型臥式高精密微小 4 軸 CNC 加工機之研發及
其應用(3/3)
研究成果報告(完整版)
計 畫 類 別 : 整合型 計 畫 編 號 : NSC 95-2218-E-002-007- 執 行 期 間 : 95 年 08 月 01 日至 96 年 07 月 31 日 執 行 單 位 : 國立臺灣大學機械工程學系暨研究所 計 畫 主 持 人 : 廖運炫 共 同 主 持 人 : 蔡曜陽、顏木田 計畫參與人員: 博士班研究生-兼任助理:李心智、林常盛 碩士班研究生-兼任助理:許又升 報 告 附 件 : 出席國際會議研究心得報告及發表論文 處 理 方 式 : 本計畫可公開查詢中 華 民 國 96 年 10 月 31 日
行政院國家科學委員會補助專題研究計畫
■ 成 果 報 告 □期中進度報告多工型臥式高精密微小 4 軸 CNC 加工機之研發及其應用-
總計畫:多工型臥式高精密微小 4 軸 CNC 加工機之研發及其
應用- 總計畫(3/3)
計畫類別:□ 個別型計畫 ■ 整合型計畫
計畫編號:NSC 95-2218-E-002-007-
執行期間:2006 年 08 月 01 日至 2007 年 07 月 31 日
計畫主持人:廖運炫 教授
計畫參與人員:李心智、林常盛、許又升
成果報告類型(依經費核定清單規定繳交):□精簡報告 ■完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
■出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立台灣大學機械工程學系暨研究所
中 華 民 國 96 年 07 月 30 日
目 錄
第一章 中、英文摘要 ...1
第二章 計畫緣由與目的
... 2
第三章 計畫成果
... 3
3.1 總計畫 多工型臥式高精密微小 4 軸 CNC 加工機之研發…4
3.2 子計畫一 微奈米加工技術研發
...
6
3.3 子計畫二 微加工製程的整合化技術研發
...
24
3.4 子計畫三 介觀工具機控制系統研發
... 37
第四章 總結論
... 40
第五章 參考資料
... 40
附件 出國報告一份
多工型臥式高精密微小 4 軸 CNC 加工機之研發及其應用
總計畫--多工型臥式高精密微小 4 軸 CNC 加工機之研發及其應用(3/3)
計畫編號:NSC 95-2218-E-002-007- 執行期間:2006 年 08 月 01 日至 2007 年 07 月 31 日 主持人:廖運炫 教授 計畫參與人員:李心智、林常盛、許又升 Email: [email protected]一、中文摘要
本文為為期三年之『多工型臥式高精密微小 4 軸 CNC 加工機之研發及其應用』計 畫中總計畫之第三年度成果報告。本計畫主要目的為研發一部全新的、符合產業界實用 性、商業性和經濟性要求的『微臥式多工型高精密 4 軸 CNC 綜合加工機』,此加工機係 結合微型化的傳統與非傳統加工以及微量測於同一部機器,各種不同製程整合在同一台 加工機上完成,精度可以維持,且簡化了微小物件的操控問題與組裝困難度,具自動化 的潛力。於過程中希望建立機器開發的自主技術,使國內業者具製造微型加工機的技 術,其產品於國際市場上具競爭力。總計畫第三年之主要工作為系統整合、整機功能測 試。與子計畫中介觀工具機控制系統結合,實際進行微放電鑽孔、微放電銑削、高速微 銑削等加工測試。測試結果已可完成 CNC 路徑加工,而藉由機上影像量測功能,微細放 電加工可具有精確補償能力。 關鍵詞:微型化零件、多功能、微型加工機Abstract
This is the third year’s report of the total three years project on “Development and applications of a multi-function horizontal micro 4-Axis CNC machining center”. The objective is to build a new micro CNC machine that has versatile functions and is market competitive. It is designed to be capable of machining miniature parts by both traditional and nontraditional processes. The main task of this year’s project is system integration and testing of the developed functions. Incorporating the controller developed in the sub-project with the micro CNC machine, several machining tests are conducted. The functions such as micro EDM machining, micro hole drilling and micro milling are verified. Using the machine vision system and the new electrode wear compensation method, the accuracy of micro EDM is improved satisfactorily.
二、計畫緣由與目的
在目前及未來工業產品愈趨於輕、薄、短、小及形狀與結構複雜化的趨勢下,對於 微細加工技術(micromachining)的需求就愈顯迫切與重要。根據一份德國政府對全球微 系統技術發展趨勢及市場所做的評估報告[1],指出除了微影技術製程及 X 光深刻技術 外,全球的微系統技術每年以 18%的速度成長如圖 1 所示。此亦顯示出微系統技術具 有前瞻、高附加價值、多樣化與跨領域等特色,是各相關產業積極投入研發的重點技術。 在現階段中最成熟的微系統技術應屬『微影技術和X 光深刻技術』,但此兩製程均屬龐 大投資,適合大量生產,不適用於少量多樣;且蝕刻技術最成熟的材料還侷限在矽基材 料,其他金屬材尚處研發階段;所能加工的造型,也只限於1D、2D 或 2.5D 範圍,3D 以上微小複雜形狀,則需賴其他機器設備才能完成。在功能複雜化、體積微小化和尺寸 精密化的發展下,其所要求的加工設備,無論精度或功能也勢必愈趨嚴苛,因此高精度 能用以製造微小複雜形狀的加工機及其加工技術的發展,將在全球微系統技術佔有不可 或缺的重要地位。 圖1 微系統技術之全球發展趨勢 目前微切削可以在特殊設計、價格昂貴的機密工具機上進行[2],如日本 FANUC 公 司的奈米級複合型加工機。日本有開發微工廠技術進行微切削加工,但工件尺寸受限, 且裝卸困難,目前僅在實驗室中顯示出具切削能力,但並未有實用化之報導。在微加工 領域中,微放電技術具有加工單位容易微小化、具高自由度且容易達到高精密度等特 點,可以用來加工微細孔及複雜3D 造型,所以也最受重視,國外知名廠商也對微放電 加工機極有興趣。用以加工微模具的精密微細電極一般是以線放電研磨(WEDG) [3]法製 作,並以電極反向加工微工作物,此法目前仍有專利保護。針對放電銑削時之電極消耗, 余祖元等[4]採取層狀加工之方式進行。此技術移轉給 Panasonic 公司後做出之機器價格 昂貴,每部約需千萬台幣[5]。日本 Mitsubishi 公司之 EDSCAN [6]採用空心的 Cu-W 微 小管材電極,加工方式是以一層一層的方式進行消耗式電極的微放電加工,並控制電極 的消耗在底部發生。加工速度會提高,但電極的消耗量會很快 [7]。瑞士的 Agie 公司亦已針對微小模具的開發而發展出微放電加工機[8]。Agie 公司以超細長的碳化物材料 當電極,對微小模具進行微放電加工,因使用的電極較長,故幾乎可全天候加工。瑞士 Charmillers 公司於 1995 年即已研發出放電銑削加工機 [9],但因限於商業機密,故未 見相關研究文獻。爾後針對微小模具的加工,研發出微線切割與微放電共集於一機的雙 用型放電機器,微細通孔、盲孔、微細溝槽等,均可容易地被加工[10]。瑞士 Sarix 公 司於93 度台北國際工具機展展出之微放電加工機,僅基本配備即需 700 萬台幣以上, 若添購其他周邊,則動輒千萬台幣[11]。在國內,國立雲林科大郭佳儱教授於民國 86 年 開發出微小 CNC 綜合放電加工機,並進行 3D 微小零組件的放電加工研究[12],但機 器架構與東京大學者相同,且採用WEDG 研磨電極,並未克服專利問題,因此只能對 外做技術服務,無法做機器之技術移轉。中央大學顏炳華教授於CNC EDM 上加裝光學 尺與步進馬達使之能用於微細放電加工[13],研磨微細電機採用電解銅薄片,此種做法 銅薄片需很高的真直度,且有電極消耗不易補償的問題。本計畫主持人在台灣大學的研 究團隊已成功的開發出立式多工型微小精密4 軸 CNC 加工機並研究出多種微加工的技 術[14,15],並為美國微製造技術訪問並報導。 『多工型微加工機』在微系統技術的設備方面佔極重要一環,可應用於先導型微產 品的開發。『多工型微加工機』,全球各地目前尚屬發展階段,但由於此類型機器均較一 般機器昂貴,且多用於研發工作,投入生產者較少,故並未普及,國內目前亦無任何廠 商投入研發。本計畫主持人在台灣大學的研究團隊開發出的微加工機為立式者,不適於 微深孔及其他特殊需採臥式加工較適合的微零件的加工工作,因此本整合型計畫欲開發 出臥式多工型精密微加工機,於計畫中亦將提出製作微電極的新技術、新的高效率電 源,以及多種微柰米傳統與非傳統複合加工技術,預計將可使國內於此方面之研究,與 國際齊驅,技轉於國內產商,將提升國內廠商微型加工機研發之技術水平,使得國產機 器具國際市場之競爭能力。
三、計畫成果
一部多工型高精密4 軸 CNC 綜合加工機的基本組成包含機械本體、控制器與放電 電源系統以及傳統與非傳統加工技術,而綜合加工機的加工精度、加工表面品質、加工 速度、生產效率、製造程序與自動化程度又與關鍵核心模組及加工技術息息相關,為了 整機自主關鍵技術的開發,本計畫將綜合加工機的基本組成所需要發展的關鍵核心技 術,劃分為研究群各子計畫工作項目,一共分為一總計畫與三個子計畫。於本整合型計 畫中,一共產出期刊與研討會論文超過60 篇,專利 6 項與 3 項申請中,研究成果分述 於下:3.1 總計畫 多工型臥式高精密微小 4 軸 CNC 加工機之研發
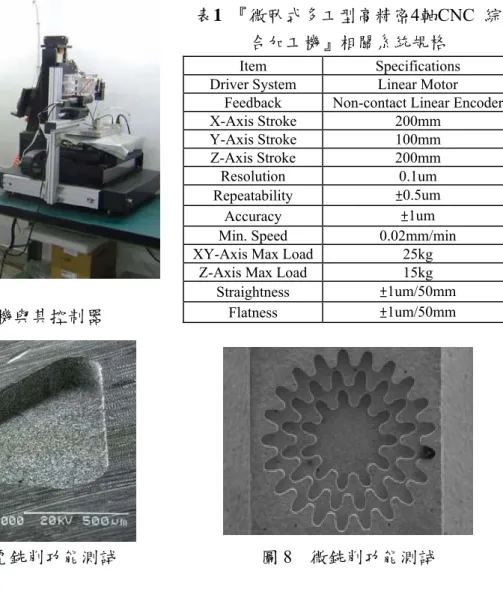
總計畫目的主要為加工機本體設計製作與統合各項子計畫。 於第一年計畫主要任務為機台的設計、3D 電腦模型建立與各項零組件之發包製 作。圖2 為為此加工機規劃之功能。CAD 設計圖如圖 3 所示。 圖 2 微綜合加工機之綜合製程能力 圖 3 加工機之 CAD 設計圖 第二年主要目標為機台組裝、線放電研磨(WEDG) 技術之改良與系統整合。機台 部份,自製或委託之主要零組件皆已完成工作台之製作及整機之組裝。WEDG 技術改 良方面,提出新樣式的設計,如圖4 所示,放電研磨之線可以在圓盤導具上很穩定的運 動,且能用以研磨各種尺寸之微電極。機台整合部分,已完成子計畫三開發出之控制器 與加工機台之整合,可順利的進行三軸同動,圖5 所示為以雷射干涉儀進行各項精度校 正,經過與控制器的配合調校,可達到次微米精度。 圖4 改良式線放電研磨(WEDG) 圖5 雷射測量校正總計畫第三年度主要工作項目為系統整合,將子計畫中介觀工具機控制系統與機台 本體連接整合,掛載人機介面,調校控制參數,使工具機可進行實際的微細加工。圖 6 為本計畫開發之微細加工機與控制器。表 1 為本加工機之規格。數個加工能力已經被測 試,微細放電加工、微細鑽孔加工與高速微銑削功能已經成功搭載於本加工機上。此外 一套數位觀測系統亦整合於機台上,提供微細放電加工時機上觀測能力,藉此推算磨耗 率,應用於電極消耗補償,可有效改善加工精度。圖 7 為一微放電銑削加工測試,在黃 銅材料上以 CNC 路徑製作一三角形凹槽,配合子計畫三中的補償策略,可觀察到其底部 相當平整,察覺不出其加工路徑軌跡。圖 8 為一微細銑削測試,以市售微細直徑 0.1mm 銑刀配合 16 萬轉之高速主軸於黃銅上銑削出齒輪形狀凹槽,可觀察到正確的齒形。這 兩個測試顯示了本加工機與控制器的配合成功。 圖 6 微細加工機與其控制器 表1 『微臥式多工型高精密4軸CNC 綜 合加工機』相關系統規格 Item Specifications Driver System Linear Motor
Feedback Non-contact Linear Encoder
X-Axis Stroke 200mm Y-Axis Stroke 100mm Z-Axis Stroke 200mm Resolution 0.1um Repeatability ±0.5um Accuracy ±1um
Min. Speed 0.02mm/min
XY-Axis Max Load 25kg
Z-Axis Max Load 15kg
Straightness ±1um/50mm
Flatness ±1um/50mm
3.2 子計畫一 微奈米加工技術研發
本計畫是前瞻技術的第一項子計畫,主要是研發『微奈米加工技術』的相關製程, 本計畫分為三年進行,分別是第一年的『微細模具開發技術』、第二年的『微細刀具開 發技術』及第三年的『超高深寬比微結構的製程技術開發』,這三項核心技術均可應用 於搭配在自行研發設計的『多工型臥式微綜合加工機』上。主要應用的技術有微銑削、 微高速銑削、微放電加工、微線切割放電加工、微拋光加工、微電鑄、濺鍍、準分子雷 射加工及線上微量測等。微模具加工技術的研發將以高速微銑削為粗加工,準分子雷射 加工為精加工,再配合微電鑄技術將之成型。微細刀具開發重點在於單晶鑽石端銑刀的 切刃技術,研發目標為切削微溝槽的溝槽寬度為0.01mm 以下。而高深寬比微結構以線 切割方式及高速微銑削的技術配合微電鑄製程製作,深寬比可達1/300。3.2.1 微模具切削與拋光
第一年子計畫一主要工作是針對微模具粗加工及精加工進行切削及拋光研究,目的 是加快微模具的創成速度及拋光精度。首先,規劃以黃銅材料進行『熱壓成型微模具』 及『射出成型微模具』之高速微銑削加工,用以觀察加工速度及表面粗糙度及加工時間 的特性;其次,以高分子材料為微模具基材進行高速微銑削加工,再以準分子雷射進行 拋光,以去除餘料、切屑及毛邊,用以觀察形狀精度及表面粗糙度等加工特性。 3.2.1.1 熱壓成型微模具之高速微銑削 圖9 是一熱壓成型的微模具,首先,以 3D CAD 進行設計及 CAM 進行切削模擬, 並轉成刀具軌跡路徑,微端銑刀外徑ψ100µm,微模具使用黃銅材料,表 2 是相關的加 工參數,圖10 為切削後的 SEM 結果,加工時間 1hr 48min。 圖9 熱壓成型微模具之設計與模擬 圖10 微熱壓成型模具加工成品 在高速切削的過程中及切削完成後,發現幾種加工的現象,值得提出討論: 當使用乾切削時,黃銅切屑嚴重黏附在微刀具四周,不但觀察困難,切屑更可能對切刃 造成摩擦及不良的散熱,即使以高壓空氣吹離,亦有許多切屑陸續產生並粘著在切刃上,而無法被去除;當使用濕切削時(以煤油進行沖洗),黃銅切屑便立刻被切削液帶走, 不再黏附於刀具四周,切削路徑得以清晰觀察。這可能的原因是微刀具的進給速率慢, 轉速高,切屑變得非常薄且輕,在乾切削模式之下,微切屑離開工件之際,彼此因溫度 而產生粘著效果,使微切屑沒有足夠的重力飛離刀具,以致積存於刀具四周;當煤油加 入切削區域時,煤油提供了潤滑、降溫和沖流的作用,使微切屑彼此沒有足夠粘著力而 分離,並被帶走。 表2 ψ100µm 微細端銑刀高速銑削微模具之加工參數 刀具材料 超微粒WC 工件材料 黃銅 主軸轉速 80,000(rpm) X、Y 進給率 20 (mm/min) Z 進給率 10(mm/min) 加工液 煤油 進刀方式 30°斜進
以3D surface profiling system 進行平坦度和表面粗度量測,可得圖 11 及 12 結果。 圖11 中,微模具的底部平坦度高低差距達 5µm,可能的原因是選用黃銅材料的純度不 高,由於黃銅在連續鑄造及滾軋成型的同時,可能因氣體或不純物介入,導致晶格組織 含有氣泡或雜質,當以微端銑刀切削時,加工面便出現含有微氣孔的瑕疵面,從圖 10 的SEM 表面亦可觀察出來。所以材料選用應該以如無氧銅(Oxygen-free copper)之類的 高純度材料為主,一般黃銅並不適合。 由圖 12 得知,微模具的表面粗糙度達 Rmax3µm,可能的原因是使用微端銑刀切削 時,銑刀在槽底留下的切削紋路所致。故需進行下一製程的微拋光工作,如電化學拋光 製程,以去除切削的軌跡紋路。 圖11 微模具底部平坦度 圖12 微模具表面粗糙度 3.2.1.2 射出成型微模具之高速微銑削 圖13 是一射出成型的微模具,因微模穴具有微圓角,故使用的刀具改成微球型端銑 刀,外徑 ψ100µm,使用的材料仍是黃銅,表 2 是相關的加工參數,圖 13 為切削後的 SEM 結果。若將圖 13 的表面放大圖區分為 A 區域及 B 區域來看,得知 A 區域平坦度 (30µm)遠比 B 區域(3µm)差將近 10 倍之多,詳見圖 15 及 16,這是因為 A 區域的路徑 節距遠大於B 區域,致使 A 區域有明顯高低重疊(Overlap)的路徑波紋;而 B 區域因切
削路徑的節距細微,故表面平整且幾無重疊的路徑波紋。另一可能原因是使用微球型端 銑刀,以微觀角度看,球銑刀切刃在銑削過程中,球面切刃對於去除材料後的平面,具 有壓平作用及填塞效果,這也使得B 區域的表面粗糙度達 Rmax1.68µm 之故。至於 A 區 域,則因路徑節距過大,此一壓平效果便無法顯現。不過無論是A 或 B 區域,兩者均 需再施以微拋光加工,以改善表面粗度和增加微模具壽命。 圖13 微射出成型模加工成品 圖14 微射出成型模表面放大 圖15 表面平坦度(A 區塊) 圖16 表面平坦度(B 區塊) 3.2.1.3 微模具之準分子雷射拋光 微模具在粗加工階段,模壁面會因殘留的加工刀痕或路徑重疊量而降低表面粗糙 度,這是因為使用微端銑刀銑削時,除了路徑與路徑之間會有重疊層的銑削紋路之外, 若改用球型微端銑刀,在路徑與路徑的重疊間,亦會殘留微量的材料,如圖 17,若兩 刀具路徑間的距離愈小,則殘留量愈少,模壁表面粗度也愈好,但所耗粗加工的時間也 愈多,可能因此而失去粗加工應有的經濟效益。 在加工速度、加工精度與成本效益三方面的考量下,規劃選用『酚醛樹脂(電木)』 和『聚縮醛(塑鋼)』兩種非金屬材料,並結合高速微銑削加工與準分子雷射加工,進行 微模具製程的開發實驗,相關技術流程如圖18 所示。 選用高分子材料當微模具基材(Substrate),進行粗加工時,比起金屬模具,不但方 便微高速銑削,更可提高切削速度、進給速度及減少微銑刀磨耗,進而獲得快速的微模 具粗加工優點;其次,由於高分子材料對於準分子雷射的波長具有很好的吸收能力,亦 即,準分子雷射對於高分子材料具有很好的加工能力,材料被去除的部分,可被瞬間以 冷加工剝蝕機制去除,特別是對於鍵結力較脆弱的切屑、餘料或毛邊等,去除率更快。
圖17 銑削加工的刀具路徑重疊量 圖18 批量微模具製作流程 因此將準分子雷射的能量降低或採離焦方式作業,則可對高分子微模具進行高速拋 光,便可取得高速精加工的優勢能力;當微模具完成後,再配合濺鍍製程(Sputtering), 進行導電層被覆,經微電鑄製程將微模穴充填所需的金屬,即可批量翻鑄微模具或批量 製成微製品。製程最後,以化學腐蝕方式去除高分子微模具,便成批量金屬微模具或微 製品了。表3 為 ψ100µm 微細端銑刀高速銑削微模具的加工參數。 表 3 微模具之高速微銑削加工參數(微球銑刀 ψ100µm) 刀具材料 超微粒 WC 工件材料 酚醛樹脂與聚縮醛 主軸轉速 80,000(rpm) X/Y 進給率 50 (mm/min) Z 進給率 25(mm/min) 重疊量 0μm 切深 100(μm) 圖19 為電木高速微銑削加工結果,為獲得最大切削速度,刀具路徑的重疊量設為 0,此時,加工後的微模穴週遭佈滿毛邊和粗糙的槽底表面,但經準分子雷射拋光後, 所有毛邊都被去除,如圖20 所示。 圖19 高速微銑削加工結果(酚醛樹脂) 圖20 準分子雷射拋光後結果
圖21 是槽底加工面的拋光前後比較,準分子雷射所用能量:0.3J/cm2,10shots,由 放大圖可知,當高速微銑削後,高分子材料會因銑刀的切削而被犁出材料表層,但經準 分子雷射拋光後,被犁出材料表層的餘料、切屑和毛邊,均被剝蝕掉,只剩材料的原組 織結構,這是因為這些餘料、切屑和毛邊有著很弱的鍵結力,所以很容易被去除。 圖22 是微模穴底面與微模穴表面之間有一 100µm 的高低段差,由於採用很低的加 工能量進行拋光,所以無論是模穴底面或模穴表面,被拋光的效果都很相似,不會因距 焦的不同而有不同的加工面。由於一般微模具在深度方向的距離設計,均比準分子雷射 作用的距離短,所以準分子雷射加工並不影響深度方向的拋光效果。 圖21 準分子雷射拋光前後之加工面比較 圖22 微模穴的高低差並不影響拋光效果 圖 23 為聚縮醛經準分子雷射拋光前後的比較,由於聚縮醛材料的熔點低(約 165-175℃),且分子鍵結力比酚醛樹脂弱,所以拋光後,微模穴的週遭毛邊迅速被融化, 但未完全被剝蝕,不過此時的微模具外貌也被嚴重傷害;當能量再加大時,週遭毛邊雖 可被完全去除,不過微模穴也因而被嚴重剝蝕,進而影響尺寸精度與形狀精度,如圖 24 所示。 圖23 準分子雷射拋光前後比較 (聚縮醛) (0.3J/cm2,10shots) 圖24 準分子雷射拋光前後比較 (0.3J/cm2,20shots) 3.2.1.4 結論 由以上實驗得知,高速微銑削加工,在微模具的開發上,無論是尺寸精度、形狀精 度、表面粗糙度、加工速度及刀具壽命等方面,都可獲致初步滿意的結果,在加工時間
方面也比一般模具來得好。惟在微模具材料的選用方面,需選擇高純度如無氧銅之類的 材料,才能避免加工面的瑕疵問題;而微模具的拋光亦是重要製程之一,高速微銑削後, 再經拋光製程,可改善表面粗度並提高微模具的使用壽命,而準分子雷射也恰能提供本 研究在高分子材料上的拋光製程,它能以迅速且低能量的方式去除加工過後的殘渣、切 屑、餘料及毛邊,由於這些廢料鍵結能力低弱,很快被去除,基材本身並不會受影響, 很值得微模具的拋光作業。不過準分子雷射造價費用昂貴,所以較適合批量生產,因此 嘗試以其他方式進行微模具的精加工或拋光加工,也是未來值得發展的微製程目標之 一。
3.2.2 鑽石微細銑刀開發
第二年子計畫一主要工作是開發微細鑽石微銑刀,針對微模具粗加工及精加工進行 切削及拋光研究,目的 現今工業對於尖端材料或先進材料(Advanced Materials)的需求量愈來愈多,如光學 玻璃、精密陶瓷、石英等,這些材料應用的範圍非常廣,如切削刀具、航太應用、醫學 檢驗、通訊設備等,由於其硬度遠大於傳統切削刀具材料的硬度值,因此對這些材料的 加工,已不在是傳統的刀具所能勝任,尤其在產品精巧微小的設計趨勢下,材料被加工 的尺寸精度和表面粗糙度更形重要,因此微型刀具的製作與應用及加工品質的要求便顯 得格外重要。所以,本子計畫針對兩大方向研究:(1)開發微細刀具,刀具幾何形狀為 立式方向加工的微細鑽石端銑刀。(2) 改善加工表面,主要為針對子計畫第一年中所完 成之微小模具做表面品質的改進。 3.2.2.1 開發微細刀具與其應用 開發微細刀具,包括立式方向加工微細鑽石端銑刀與刀具幾何形狀的之相關研究。 由於刀具直徑在 0.1-0.5mm 之間,因 V = DN π/1000,以 D=0.2mm,若切削速度 V=200m/min,則 N≒320000rpm。 因此,必須使用高速主軸,才能達成正常的切削速度。本子計畫所使用的高速主軸 將以電力方式驅動,不以氣體驅動,目的是為提高刀具切削加工時的徑向切削力,以防 銑削過程中所產生的側向力損壞刀軸。開發中的微細端銑刀,將以單晶鑽石為主。單晶 鑽石刀具主要用於加工非鐵金屬,如 0.01mm 寬的微溝槽加工。圖 25 所示為微溝槽切 削的模擬視圖,由模擬視圖得知,欲得高深寬比的微溝槽,鑽石切刃錐角必須愈小,但 切刃錐角愈小,強度便愈低,鑽石就愈易崩裂,當鑽石切刃的錐角為55°時,所切削的 微溝槽之溝深與溝寬比例為1:1.0411,圖 26 為 55°微鑽石銑刀路徑切削模擬。圖25 微溝槽切削模擬視圖 圖26 55°微鑽石銑刀路徑切削模擬 所以,本研究以自行設計的微細鑽石銑刀,配合自行開發的4 軸 CNC 微工具機硬 體,進行微溝槽之微高速銑削加工研究,加工材料以非鐵金屬,如玻璃、黃銅、鋁基合 金及陶瓷等脆性材料為主,並配合高頻振動的輔助,進行微銑削加工研究。微溝槽切削 實驗是藉由高速微銑削的相關研究,探求鑽石刀具切刃幾何形狀對加工不同材料的微溝 槽之加工特性影響,如尺寸精度、表面粗度以及去除率等的影響因素。圖 27(a)、(b)分 別為微細鑽石銑刀切刃設計圖與微鑽石銑刀相關切削角度(底視圖),在單晶鑽石顆粒面 上,設計以 4 切刃裸露的微鑽石銑刀,並以鑽石砂輪進行研磨。研磨加工委託立揚鑽 石公司代為進行。 (a) 四切刃微鑽石銑刀設計圖 (b) 微鑽石銑刀相關切削角度(底視圖) 圖27 鑽石微銑刀設計 以圖 27(b)所示的鑽石銑刀為例,銑刀中心點理論上是四切刃交會點,但由於主軸 本身的旋轉偏轉度與銑刀刀柄鎖固時所產生的偏心度等問題,會使銑刀中心與主軸不同 心,這種現象對高速銑削加工是有利的,如果銑刀中心與旋轉主軸的軸心重合,則中心 點的切削速度為0,這時,鑽石銑刀中心點的加工行為便是擠壓,而非切削,所以鑽石 銑刀中心點有微偏現象,對高速銑削是有利的,設計中的鑽石銑刀,切刃與切刃之間是 一三角形平面,銑削過程中,每一三角形平面均為一刀頂面,每一切刃的切削均是負斜 角切削,圖27(b)所示的便是 45°的負後斜角,而其前隙角亦為 45°。
設計負向斜角,主要目的是切削脆性材料時,避免有因正斜角的犁切(Plow)作用, 而造成微溝槽兩側材料發生上揚趨勢,亦即負斜角可在切削的瞬間,具有使刀具路徑兩 側的材料往下壓實的作用, 於切削力的方向朝向材料內部的方向施加,故可避免脆性 材料發生龜裂現象。其次,切削脆性材料,當切削深度變得非常淺(約數 µm 以下深度) 時,切削行為便成為一種延性切削,這是材料加工時,脆性轉延性(Brittle-Ductile Transition,BDT)的一種行為,這種行為對於脆性材料的加工非常有利,因為低切深除 了免於材料龜裂的危險外,低的切削阻力,亦能大幅降低機器的震動,並能保護鑽石刀 具。 3.2.2.2 改善加工表面 在第一年子計畫中,我們嘗試以高速微銑製作微細模具,簡述於下:圖28 是一熱 壓成型的微模具,首先,以3D CAD 進行設計及 CAM 進行切削模擬,並轉成刀具軌跡 路徑,微端銑刀外徑 100µm,微模具使用黃銅材料,圖 29 為切削後的 SEM 結果,加 工時間1hr 48min。 圖28 熱壓成型微模具之設計與模擬 圖29 微熱壓成型模具加工成品 在高速切削的過程中及切削完成後,發現幾種加工的現象,值得提出討論: 當使用乾切削時,黃銅切屑嚴重黏附在微刀具四周,不但觀察困難,切屑更可能對切刃 造成摩擦及不良的散熱,即使以高壓空氣吹離,亦有許多切屑陸續產生並粘著在切刃 上,而無法被去除;當以煤油進行濕切削時,黃銅切屑便立刻被切削液帶走,不再黏附 於刀具四周,切削路徑得以清晰觀察。這可能的原因是微刀具的進給速率慢,轉速高, 切屑變得非常薄且輕,在乾切削模式之下,微切屑離開工件之際,彼此因溫度而產生粘 著效果,使微切屑沒有足夠的重力飛離刀具,以致積存於刀具四周;當煤油加入切削區 域時,煤油提供了潤滑、降溫和沖流的作用,使微切屑彼此沒有足夠粘著力而分離並帶 走。
以3D surface profiling system 進行平坦度和表面粗度量測,可得圖 30 及 31 結果。 圖30 中,微模具的底部平坦度高低差距達 5µm,可能的原因是選用黃銅材料的純度不
高,由於黃銅在連續鑄造及滾軋成型的同時,可能因氣體或不純物介入,導致晶格組織 含有氣泡或雜質,當以微端銑刀切削時,加工面便出現含有微氣孔的瑕疵面,這從圖 29 的 SEM 表面亦可觀察出來。所以材料選用應該以如無氧銅(Oxygen-free copper)之類 的高純度材料為主,一般黃銅並不適合。 由圖31 得知,微模具的表面粗糙度達 Rmax 3µm,可能的原因是使用微端銑刀切削 時,銑刀在槽底留下的切削紋路所致。故需進行下一製程的表面改善工作,如電化學拋 光製程,或改進原本的加工製程,以去除切削的軌跡紋路。 圖30 微模具底部平坦度 圖31 微模具表面粗糙度 圖32 是一射出成型的微模具設計圖, CAD/CAM 進行的步驟與上例相同。 因微模穴具有微圓角,故使用的刀具改成微球型端銑刀,外徑ψ100µm,使用的材 料仍是黃銅,表2 是相關的加工參數,圖 33 為切削後的 SEM 結果。 圖32 微射出成型模設計 圖33 微射出成型模加工成品 若將圖 34 的表面放大圖區分為 A 區域及 B 區域來看,得知 A 區域平坦度(30µm) 遠比B 區域(3µm)差將近 10 倍之多,詳見圖 35 及 36,這是因為 A 區域的路徑節距遠 大於B 區域,致使 A 區域有明顯高低重疊(Overlap)的路徑波紋;而 B 區域因切削路徑 的節距細微,故表面平整且幾無重疊的路徑波紋。 另一可能原因是使用微球型端銑刀,以微觀角度看,球銑刀切刃在銑削過程中,球 面切刃對於去除材料後的平面,具有壓平作用及填塞效果,這也使得 B 區域的表面粗
糙度達Rmax1.68µm 之故,見圖 37,而 A 區域,則因路徑節距過大,此一壓平效果便無 法顯現。不過無論是A 或 B 區域,兩者均需再施以額外的輔助加工,以改善表面粗度 和增加微模具壽命。 圖34 微射出成型模表面放大 圖35 表面平坦度(A 區塊) 圖36 表面平坦度(B 區塊) 圖37 表面粗糙度 3.2.2.3 無切刃鑽石筆銑削 此實驗主要目的為測試無切刃之微細鑽石尖用於高速微銑削上的效果,被切削材料 為60 系鋁合金,切深:0.01mm/1 道次,主軸轉速 60000rpm。圖 38(a)(b)為鑽石尖端筆之 實際照片,尖端R 角約 10µm。 加工參數分為五項: A 乾切削,進給:1mm/min B 乾切削,進給:5mm/min C 濕切削,進給:1mm/min D 濕切削,進給:5mm/min E 濕切削,進給:10mm/min 加工後結果可由圖39 中觀察,濕切削表面較乾切削光亮,但無論何種條件,加工 狀況皆不良好,溝槽邊緣有許多的破碎毛邊。當進給加大時,毛邊愈形嚴重,此乃刀具 無切刃,材料高速受擠壓而隆起。為此,具有切刃之微銑刀必須被設計開發。
圖38(a) 鑽石尖端筆 圖38(b) 鑽石尖端筆 圖39 鑽石尖端筆加工結果 3.2.2.4 具切刃鑽石微銑刀銑削結果 55˚微鑽石銑刀路徑切削模擬,試材為 60 系鋁合金,切深:0.03mm/1 道次,主軸轉 速 80000rpm,圖 40(a)為單晶鑽石銑刀外觀,圖 40(b)為加工後的結果,銑削的路徑寬 度為 0.03mm。圖 40(c)為其局部結果放大,由圖 40(c)中的外緣輪廓及槽底粗糙度結果 得知,路徑輪廓邊緣並無微毛邊產生,而槽底的刀具紋路也變得非常細緻,表示使用 80,000rpm 的轉數切削鋁基合金是可行的。而圖 40(d)為以市售 0.1mm 微銑刀於鋁合金 上加工之結果,可以發現路徑輪廓邊緣上尚不具毛邊,但槽底有清晰且粗糙的刀具紋 路。兩相比較,可以發現計畫中自行開發之微銑刀配合高速主軸,可以產生較優秀之加 工結果。 圖40(a) 單晶鑽石銑刀 圖40(b) 加工結果
圖40(c) 局部放大 圖40 (d)市售 0.1mm 微銑刀加工結果 在加工數小時後,鑽石微銑刀尖端會產生崩落現象,此崩落現象會造成刀具顫震, 使加工表面產生毛邊。若發生刀具崩落,亦可進行研磨,以供再次使用。 3.2.2.5 結論 計畫中選擇單晶鑽石作為微細銑刀材料,經分析微銑削時微觀現象後,設計一具有 55°錐角切刃之微銑刀,委託立揚鑽石公司以研磨方式製作此微銑刀,成功製出具有 10um 以下尖端 R 角之單晶鑽石微銑刀。以此微銑刀進行加工時,可以得到細緻的加工 面,溝槽邊緣也不具毛邊的優良結果。再與市售之微細銑刀加工結果相比,亦具有較好 的表面粗度。唯此自行開發之鑽石刀具成本仍較高,若能降低其成本,將可能為微細加 工中一優秀之切削工具。尚需進行的研究,主要為搭配高頻振動、特殊加工液等方法輔 助,嘗試將表面粗度更佳提升,並增長鑽石刀具的使用壽命。
3.2.3 高深寬比微結構製作
近年來,隨著微機電系統(MEMS)加工技術的逐漸成熟,使得微型結構及微流體元 件得以迅速發展。微流道的應用範圍非常廣泛,不但能提供學術上熱流場的微觀研究, 更能應用於實際的工業產品,如微型噴油器(Miniature oil sprayer)、微型油霧器(Miniature oil atomizer)、微混合器(Miniature mixer)、微熱管(Miniature heat pipes)、微冷凝器 (Miniature refrigerators)及微霧化器(Micro-Droplet Spray)等微型結構。這些微結構廣泛被 用於驅動、散熱、冷凝、分流、混流及液體保存的場合。它們具有體積小、細長比高及 反應速度快的共同特點。流道的細長比愈高,製造愈形困難。現今,高細長比微流道多 以LIGA、類 LIGA 和蝕刻加工法製成,雖然這些技術可製出極其微小的微結構,但需 搭配如陽極接合或擴散結合等製程,因此所需成本也相對提高,部分製程亦僅適用於特 定材料,且流道形狀及長度也有所限制。本研究提出一種製造超高細長比的多層結構微 流道技術,此技術雖僅以介觀尺度(Meso scale)呈現,但其觀念可延伸至微米,甚至奈 米等級。製作之初,透過微線切割放電加工(w-EDM)法進行微溝槽切割,再以填補犧牲層方式填滿微溝,以及精密電鑄製程(Electroforming)封填溝槽,如此逐層完成所需流 道,最後再將流道內部的犧牲層移除,即可獲得超高細長比的微流道元件。實驗證實, 透過 CNC 加工機加工,不但流道尺寸受控容易,簡單或複雜的流道形狀也能順利製 作,而流道的表面粗度即是微加工後的表面粗度,因此加工精度即是CNC 加工機本身 的精度。透過犧牲層的充填及精密電鑄技術,可製成細長比 300 以上的多層微流道結 構,製程費用非常低廉,適合超細長比微流道等微結構物的製作開發。 3.2.3.1 實驗步驟 傳統上,微型流道的製作多以矽晶圓製程或 LIGA 技術製作之,這些製程包括晶圓 拋光、厚膜光阻塗佈、蝕刻、去光阻、沉積及擴散結合等步驟,由於製程所需費用昂貴, 除非大量生產,否則少量製作所耗成本過高;本研究以微加工方式進行微溝槽加工,再 將微溝槽塗佈犧牲層物質,以精密電鑄進行第二種金屬覆層,最後去除犧牲層即告完 成。微溝槽的細長比及造型可視結構物應用場合的不同而調整。圖41 是微流道製作之 製程比較。 圖41 微流道製作之製程比較 微流道的成型,本研究計畫以低成本的加工方式進行製作,如精密線切割放電加工 或高速微銑削加工,由於加工能量採用熱能或機械能,無需要X 光或 UV 光照射,也 不需強烈的化學藥劑蝕刻,因此製程費用便宜安全。完成的微型溝槽,為保護其完整性, 本研究也提出一種充填犧牲層的方法,即在溝槽內填入第三種物質當犧牲層,再以精密 電鑄方式進行第二種金屬封填。鑄後再將犧牲層乾淨去除,便可維持流道的完整性。鑄 層厚度視實際需要,可被嚴謹控制(實驗厚度為 1.5±0.01mm)。利用鑄層厚度,便可再建 構另一層微流道。如此,即可製作出不同形狀且具多層微流道的結構。圖42 所示為本 研究之微流道製作流程。
圖42 精密電鑄脫蠟技術之流道製程說明 3.2.3.2 微溝槽加工 用於一般流體輸送的微型流道加工,視流體的黏滯係數及傳送速度不同,流道寬度 與深度亦隨之而異。本實驗以直徑 0.15mm 的微細銅線對 66mm 長度的鎳材進行切割 加工,完成後的溝槽寬度0.22mm(細長比 300),若透過 CNC 路徑的規劃,除了直槽切 割外,亦可切出斷面具有造型的微細溝槽,用於需要增加流道面積,以達到散熱效果的 場合。若用於具有混流作用的微型溝渠加工,則以直徑0.1mm 及 0.15mm 微細端銑刀 進行高速微銑削。因此兩者均能製作出超高細長比的微流道結構。精密線切割放電加工 視使用線徑及加工能量的不同,溝槽細長比可達 1/1000 以上的比例,高速微型銑削之 溝槽細長比則視銑刀軸徑與加工機能力而定。表 4 為高細長比微流道不同製程之特性 比較,圖43 及圖 44 為加工示意圖。 表4 高細長比微流道之製程比較 特性比較 微加工製程 微影蝕刻製程 能量使用 熱能、機械能 光能、化學能 製程成本 成本低廉 成本昂貴 結構維度 線割:1-2.5D,微銑削:1-3D 1-2.5D 流道寬度 0.05-0.5mm 0.005-0.05mm 深寬比 線割:不受限,微銑削:1/2 1/100 細長比 線割:1/1000,微銑削:不受限 不受限 造型變化 改變CNC 路徑 改變光罩圖案 適合樣量 少量多樣 少樣多量
圖43 線切割放電加工示意圖 圖44 高速微銑削加工示意圖 3.2.3.3 犧牲層充填與去除實驗 在此製程中,使用犧牲層最主要的目的是為保護微流道,避免製程中被污染。微流 道在電鑄過程中,金屬離子可能附著其中,阻礙流道暢通,因此犧牲層需在最後製程被 去除。犧牲層除需具低廉價格外,更須具備一些好的物理性質,如具有足夠稀釋的能力, 以便能順利進入微細溝槽中;須能在短時間內達到適當的硬化層度,避免製程時間過 長;且能長時間耐電鑄液溫度,避免軟化,(以氨基磺酸鎳為例,鑄液溫度約 45°C);最 後是去除容易,不殘留於微細槽壁中。本實驗以三種物質當犧牲層進行測試,分別是防 鍍劑、光阻及蠟。結果以蠟的效果最好,均能符合上述條件需求。 如圖 45 所示,在微流道內部分別塗入不同的犧牲層,並在電鑄之後,將犧牲層去 除,圖(a)是塗入防鍍劑(Stop-off lacquer)的實驗,由於防鍍劑屬於揮發性有機溶劑,充 填過程中,溶劑揮發性強,在凝固之後產生收縮,而形成微彈性組織體,使流道無法填 平,並且在刮平防鍍劑的過程中,局部彈性組織體會一併被扯出微溝槽,而形成局部破 裂面;塗佈過程中,所產生的氣泡也不易排除,遂造成鑄後表面產生微坑洞現象,嚴重 影響流道表面性質。圖(b)是塗入光阻劑(Photoresist)進行測試,由於流道縫隙窄且長, 因此不適合使用厚膜光阻,本實驗採用 S1813 薄膜光阻,粘滯係數低,充填容易,但 因光阻中的溶劑具揮發性,硬烤(Hard bake)後,表面易有氣泡及形成不均勻凹凸面,需 再行補充,頗費時間。圖(c)則是塗入熔點 80(℃)的精密蠟油(Precision wax-oil),由於採 用油性蠟,不溶於水,所以沒有水份蒸發後的收縮問題,也不受鑄液溫度的影響,置於 電鑄液中也不會熔化或產生化學反應。充填過程中,需將固體蠟加熱熔解成蠟油,再澆 淋於工作物上,使蠟油順利流入流道內部。因填蠟過程中,均在融熔的液態蠟下作業, 因此空氣不易滲入,氣泡不易產生,流道表面不會形成微坑洞。在刮平過程中,由於硬 化的蠟已形成具有微脆性組織體,因此突出於微流道上的蠟也容易被去除。
(a) 以防鍍劑為犧牲層 (b) 以薄膜光阻為犧牲層 (c) 以蠟為犧牲層 圖45 犧牲層充填(專利申請中) 電鑄後,犧牲層的去除是一項極為重要課題。犧牲層去除不乾淨,會使微流道的功 能受影響,如流道阻塞而影響流量,或充填物與輸送的流體混淆,導致流體性質改變等 問題,對於實驗結果均會造成不良的影響。因此對於有機溶劑的移除,本研究以丙酮配 合超音波震盪方式,進行充填物去除實驗。由於微流道的細長比高達300,因此防鍍劑 與光阻的去除效果不張,如圖 46(a)及(b)所示,流道底部依然殘留不少充填的溶劑。而 蠟製程的去除,本實驗以工作物浸入沸純水中加熱,由於蠟油密度低於水密度,遇熱溶 化後即浮出水面,因此微流道內部得以乾淨清除,完全無殘留任何蠟,去除效果極佳, 如圖(c)所示。 (a) 以丙酮去除防鍍劑 (b) 以丙酮去除光阻 (c)以沸水去除蠟 圖46 犧牲層之去除乾淨度比較 3.2.3.4 精密電鑄封填上蓋 電鑄(Electroforming)技術乃電鍍原理的應用。為求得良好的結合效果,本實驗以氨 基磺酸鎳為電鑄液,鎳為基材,純鎳作為第二種沉積金屬,進行電鑄封填。氨基磺酸鎳 具有低的鍍層內應力,平整性佳及抗張強度好等先天優點,適合厚鑄層及高深寬比微結 構物的製作。為避免電鑄層愈厚,愈易發生內應力(Internal stress)、變形及針孔等問題, 故除鑄液成分、pH 值、鍍液溫度與添加劑等參數嚴格管控外,在被附著層完成粗化加 工及嚴謹的前處理程序後,界面層需先以低電流密度進行底層細鑄工作,亦即,電鑄過 程中,第一小時先以微小電流密度開始作用,並每隔一小段時間微增電流密度一次,以
增加原子堆積的密度,並避免電鑄應力或氣孔等問題產生,以及提高電鑄層與基材間的 結合度。第二小時開始,調高電流密度進行鑄厚。表 5 所示是透過式(1)及式(2)計算所 得鑄層厚度的電流梯度分佈。圖47 是改變電流梯度前後的結合面比較,結果是單一電 流的電鑄層,結合面易生裂縫;而改變電流梯度所鑄得的表面,則具有緊密的結合效果。 電流密度(ASD)=電流(A)/電鑄面積(dm2) (1) 鍍層厚度(µm)=電流密度(ASD)×電鑄時間(min)×0.15(效率係數) (2) 表5 鑄層電流密度分布
道次 電流梯度(A) 電鑄時間(min) 電流密度(ASD) 鑄層累積之平均厚度
(µm) 1 0.004 15 0.016 0.036 2 0.008 15 0.033 0.110 3 0.020 10 0.083 0.235 4 0.050 10 0.208 0.547 5 0.400 10 1.67 3.052 6 0.960 64×60 4 2307 (a) 以單一電流所完成的界面 (b) 改變電流梯度所完成的界面 圖47 改變電流梯度的結合界面比較 3.2.3.5 實物驗證 電鑄層不似電鍍層強調外觀,主要著重在機能性,如鑄層厚度與結合性等。為使基 材與電鑄層之間,以及電鑄層與電鑄層之間具有良好的結合性能,本研究除改變電流梯 度外,更在界面層進行粗化處理(Roughing),如圖 48(a)所示。粗化目的在使界面層具有 凹凸不平的表面,金屬離子因而能從界面層的坑洞底部開始往上沉積,進而使電鑄層能 緊密附著於被鍍物表面,但須嚴謹控制充填在流道內部的蠟,不能在粗化過程中污染即 將電鑄的表層金屬。 電鑄沈積過程仍是一個個原子的堆積,因此,電鑄層的好壞取決於母模的設計精
度,只要模具設計恰當,其鑄層精度可達次微米等級,本實驗所用鑄模為非導電性塑鋼 (Polyoxymethylene,POM)精密製成,除加工容易外,尺寸精度及表面粗糙度也易受控 制,圖48(b)所示為精密電鑄槽設計,表 6 為氨基磺酸鎳鍍液之組成份。圖 49(a)為細長 比300 的微流道完成實體,為驗証流道是否暢通,本實驗以光照投影方式檢驗,圖 49(b) 即是檢視的效果,它具有100%的投影造型,証實此流道是暢通的,也證實透過精密電 鑄脫蠟技術能開發出超細長比的微型流道。 (a) 填蠟與粗化 (b) 精密電鑄槽設備 圖48 表面粗化與精密電鑄 表6 氨基磺酸鎳電鍍液組成 鍍液組成 濃度範圍 標準組成 氨基磺酸鎳Ni(NH2SO3)2•4H2O 450-550 (ml/l) 500 (ml/l) 氯化鎳(NiCl2•6H2O) 5-7 (g/l) 6 (g/l) 硼酸(H3BO3) 38-45 (g/l) 42 (g/l) NPA(潤濕劑-抑制針孔) 1-2 (ml/l) 1.5 (ml/l) 溫度 42-45 (°C) 45 (°C) PH 值 3.8-4.2 4.0 (a) 成品圖 (b) 光照驗證圖 圖49 細長比300 的微流道完成實體
3.2.3.6
結論
本研究以微加工製程,成功研發出細長比高達300 的微型流道,流道深寬比可視實際需 要彈性調整。除製程簡單,成本低廉外,微流道的尺寸精度、幾何精度與其表面粗糙度 都能被精密控制。為使微細流道保持完整與暢通,本研究提出一種充填犧牲層的方法, 配合微電鑄製程,將加工完成的微流道進行封填,最後再將犧牲層去除,即可獲得所需 微型結構,特別適用於超高細長比的微型結構製作。犧牲層以防鍍劑、薄膜光阻及精密 蠟油為充填對象,經實驗證明,以蠟最為適合,除成本低廉,充填容易外,過程中沒有 任何氣泡產生,並且去除容易,微流道孔洞完全不受充填蠟的影響。本研究所提製程, 除了能製作各種微細斷面形狀的微型流道外,更能以逐層方式,建構不同層以及不同形 狀的微型結構,如果基材使用散熱良好的金屬,將可用於製作微型鰭片的結構元件,相 信這項技術對於精密產業有相當程度的實質貢獻。3.3 子計畫二 微加工製程的整合化技術研發
3.3.1 放電與電化學製程之複合化加工應用
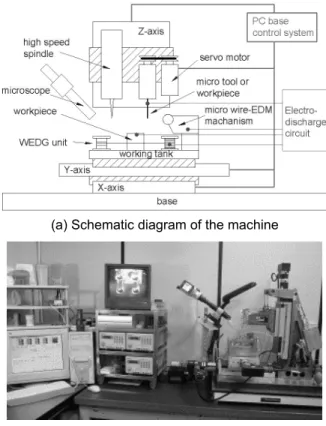
3.3.1.1 研究背景與目的 目前非導電硬脆材料在科技產品的應用上越來越廣泛,例如:需要時脈的系統大 多會用石英震盪器,某些工程陶瓷也應用到封裝測試等模具上。在微機電元件上單晶矽 是半導體製程中的主要材料,而光學玻璃的熱膨脹係數等物理性質與單晶矽非常接近, 又具有良好的透光性及安定性,Pyrex 玻璃充當上下的封裝結構,中間層黏合了 P-type 的矽晶,兩者搭配便可以形成微加速規等產品。此外,生醫工程上使用的流體感測器 (implantable flow sensor),因為考慮生物流體的相容性也採用 Pyrex 基材,並在其 上設置了溫度感測器及相關微電路。由於感測器需與電路作接觸,必須在 Pyrex 上加工 一些微孔洞特徵。由於此類元件的開發與使用,有日益成長的趨勢,因此如何在可接受 的成本範圍內,達成所要求的加工品質與效率,解決孔洞的加工、高深寬比的特徵加工 等此類製程問題,成為當下重要的課題。 本研究將結合利用微放電加工與電化學侵蝕現象,發展硬脆非導體材料(陶瓷、玻 璃、矽、鑽石)的微細加工,並進行 ECDM 加工機制的瞭解與研究探討。雖然有關電化 學放電加工機制的研究,初步已有學者提出,其加工的機制包含了電化學放電的火花電 弧所造成的熱蝕刻,還有局部高溫所產生的化學蝕刻效應。但若要得到品質穩定的孔 洞,則必須對電化學放電加工過程的火花反應機制有充分的掌控,且利用足夠的電弧放 電的能量才能對材料作有效的去除。在微細加工的實際應用還有一個重要問題便是尺寸 效應與材料影響,即能量密度的問題;探討電極尺寸變化對臨界操作電壓、電流密度等 的影響,其涉及能量釋放密度對加工表面品質與微細度的影響,將可發展成其加工效率 與品質提升的方法3.3.1.2 研究方法與實驗設備說明 本研究將藉由高速攝影的方式觀察氣泡與放電火花的動態反應與分佈情形,並透過 示波器記錄電流波形的變化,設法更深入瞭解ECDM 加工機制以及探討加工時適當的 電源參數,並配合電極材質的選用與形狀設計,以促進材料蝕刻的效率與提升加工品 質。首先探討電解液中並無工件的情況下,電極沒入不同深度或施加不同電壓時氣泡行 為與火花的反應,並對電流釋放波形的觀察,瞭解ECDM 反應的能量密度與脈衝電源 參數調變的關連性,其中也會嘗試去說明氣泡穩定度與氣泡的循環過程。 選用不同材質與端面形狀的電極,實際測試電極消耗的情形,觀察ECDM 對 Pyrex 玻璃材料移除效果的變化。並決定進給策略,隨加工深度而調整進給速率以配合能量密 度的變化,減少孔的入口端與出口端的微裂發生,提高加工的品質。最後將上述探討所 獲得的加工策略,有利的電極轉速、進給、電源參數等條件,對Pyrex 光學玻璃做微孔 加工應用。 本實驗中所用實驗機台之機械硬體部分主要包含反應槽與電極主軸系統,電極高度 位置的控制,由微步進馬達驅動小滑座帶動(反覆定位精度 0.01mm)。電極主軸部分利 用直流馬達的心軸作為上半部結構,透過標準三爪夾頭,與電極銜接。由於電極會旋轉, 電源供給的部分採取水銀電刷傳導。實驗中電解液採用KOH,濃度為 5M。其電極為實 心銅鎢電極,直徑為0.5mm、1.0mm 與 2.0mm。 3.3.1.2 結果與討論 3.3.1.2.1 火花反應的觀察與氣泡行為探討 電極的沒入深度不同,各深度量測的平均電流與換算所得的單位面積電流密度也呈 現變化。圖 50 為平均電流密度與電極沒入深度的變化。當電極端面剛接觸液面時,此 時的電流密度是最大的,主要的反應區域為電極端面。當電極逐漸下降時,反應面積除 了電極底面也包括電極側面而逐漸加大,由於而平均電流上升的幅度卻遠不及反應面積 加大的幅度,所以平均電流密度呈現明顯陡降的趨勢。此種現象可以說明,沒入電解液 的直立電極,電極端面是主要的火花釋放區域,電極的側面產生火花釋放的頻率遠低於 電極底面。電極端面由於與氣泡上升方向垂直,其形成的氣泡層容易轉變為穩定的氣膜 包覆,而薄層的氣膜結構有利於電離作用,當瞬間導通時導致較強的火花作用。 圖 50 平均電流密度與電極沒入深度的關係
放電機制必須伴隨電解氣泡的不斷發生才有持續火花放電的效果。隨著電壓上升會 使氣泡層結構也會發生變化。臨界電壓之下,氣泡的移動主要靠浮力與電極表面依附的 張力;臨界電壓之上,轉折電壓之下,火花均勻發生於微小氣泡之間,氣泡的移除與縫 隙縫合時間較短,在 0.1ms 上下。電壓略高於轉折電壓時,火花為點狀分佈,電壓加 大時,火花出現掃動現象,來自於一群氣泡結構的連動破壞。轉折電壓之上,氣泡的移 除主要靠瞬間電解加熱與電弧放電擴散,造成氣泡吹散的驅動力,氣泡薄膜結構破壞之 後縫合的速度較慢,因此可以明顯觀察到電弧放電火光呈現擴散樣,如圖 51 所示,火 光的閃動週期約在 0.5ms 與 2.5ms 之間。當電壓大於轉折電壓 10%左右時,此穩定的 火花放電機制已經形成,氣泡層的結構僅有一部份的氣泡層形成薄膜氣牆,氣泡接觸周 遭空氣後在液體表面的行進方向為輻射擴散,液體則在氣泡下層往電極反應區,進行滲 透、對流等作用。當電壓大於轉折電壓 20%左右,氣泡生成速率較快,氣泡層會沿電極 上升超過液面,配合電極旋轉會形成具有穩定厚度與高度的上湧攀附氣泡層,如圖 51(中)所示,此時氣泡層的結構有大部分都是薄膜氣牆,形成電極與電解液之間持續穩 定電離作用的介面。此薄膜氣牆在接觸周圍大氣之後,未即時脫離至空氣中的部分,形 成上湧攀附的氣泡層。當電壓大於轉折電壓 30%左右,上湧氣泡層的輪廓形成自然的啤 酒桶狀,這是表面張力、離心力、浮力平衡下的結果。 圖 51 氣泡層沿電極表面攀附 圖 52 氣泡與電極表面接觸側之反應 量測到火花發生的頻率在 0.5kHz~2KHz 左右,若完全靠氣泡的游移(浮力),是無 法提供此脈衝電流發生的比率。因此真正的反應驅動力(driving force)應該來自陰陽 兩極的電場。氣泡吹大之後(薄膜厚度、直徑),增加電阻,使氣泡加熱,特別是氣泡與 陰極接觸的一側,因為該處電阻最大,溫度上升最快,因此氣泡受電流加熱而擊破瞬間, 引出火花,如圖 52 所示。當氣泡破壞後,內部包覆的導電蒸汽或少許液體以及氣泡周 圍的電解液會與電極重新接觸,形成新的反應循環。氣泡生成、移除、迸出火花的因果 關係可以用下列連串過程說明:氣泡堆積→氣泡受壓→電阻上升、加熱→形成薄膜→迸 出火花→氣泡吹除→生成新氣泡,週而復始。 3.3.1.2.2 電流釋放波形觀察與探討 除了直接對火花與氣泡的局部觀察,尚可透過電壓與電流釋放波形的觀察,瞭解 ECDM 反應的能量密度與脈衝電源參數調變的關連性。當氣泡包覆時,則電壓施加的瞬
間,如圖 53 所示,釋放的脈衝電流若無法引起明顯的過衝(overshoot)性質,表示電壓 休止時間不足,無法導致部分微小氣泡移除,或是微小氣泡增長為過於穩定的較大氣泡 而阻礙電壓作用瞬間過衝電流的釋放。脈衝電流釋放的高度與寬度影響了平均能量密 度,以玻璃材料而言,脈衝電流大小需 0.8A 以上才有明顯的蝕刻效果。若脈衝電流作 用較多,則整體蝕刻效率會提升。頻率與衝擊因子決定了電壓作用時間與電壓休止時 間,由高速攝影的影像變化中,可以看出 5M 濃度的電解液,其火花出現的平均間隔時 間為 0.1~2ms,為了達到有效的氣泡包覆反應,並且在單一脈衝電壓中能夠出現兩次以 上脈衝電流釋放,電流作用時間最少應以 2ms 的兩倍為基準,故理想電源的頻率約為 166Hz 至 200Hz 左右,如果電壓作用時間與電壓休止時間設定值與電極的反應面積及電 解液濃度等條件不能搭配好,則可能出現如圖 54 所示的電流波形,脈衝電流出現間歇 性的停頓現象,並且出現極高的瞬間脈衝電流值。 圖 53 脈衝電流釋放的型態變化 圖 54 間歇性停頓的電流釋放 3.3.1.2.3 電極尺寸的影響 由圖 50 所使用三種不同尺寸的電極可看出電極尺寸越大,平均電流越大但平均電 流密度相對較低。以不同電極尺寸而言,電極越大,相同沒入反應深度下,反應面積較 大,平均電流增加的幅度不如面積增加的幅度,平均電流密度相對地下降。不同尺寸的 電極除了對電流密度有影響外,對臨界電壓、轉折電壓的影響,如圖 55 所示沒入一定 深度下,尺寸越大,臨界電壓與轉折電壓都隨電極尺寸加大而有上升的趨勢。 圖 55 臨界電壓與轉折電壓隨電極尺寸加大而上升 圖 56 電極消耗型態 (a) (b) (c) (d)
3.3.1.2.4 電極消耗的探討 電極消耗主要影響的因子有電極材質、加工時間、電解液濃度與種類、電源特性、 電極特徵、加工形式。電極消耗情形主要以側面消耗為主,底面的消耗在進行加工 40 分鐘後,電極高度消耗在 0.06 以內,以線性補償可以達到加工深度的控制。 各種電極材質的電極消耗輪廓可以參考如圖 56 所示,紅銅(a)~(b)或銅鎢(c)電極, 因為在電解過程中較容易造成陰極材質的剝離,且溫度上升後材質強度下降,受往上排 除的玻璃細渣的剝蝕,故側面的輪廓容易形成凹縮的曲線。反之,純鎢(d)電極的側面 消耗通常正比於浸泡的深度。管狀電極的壁厚薄,有利加工速度提升,但溫度的上升可 能造成管壁的挫曲或是中空部分卡住了去除下來的餘料。若將輪廓曲線 描繪後,與原始輪廓比較,可以看出電極各浸泡高度的反應強烈度,圖 57 所示為一銅鎢電極的消耗情形,h1 代表液面以上的消耗高度,h2 代 表液面距離側面消耗最多的距離,h3 則是端面與最大消耗量位置的距 離,除了端面的圓角消耗較嚴重外,h2 約為 3.2mm,端面與側面的直角 因火花釋放密集,最快消耗成圓角形狀,當圓角弧度變大,則趨於穩定。 若考慮電極消耗的體積與整片基板的孔洞體積,孔加工時,實心電極而 言,紅銅電極的體積消耗比率約 1:20,銅鎢電極的體積消耗比率約 1:27。 電極消耗的因素歸納整理要點如下: 電極材質:鎢電極在孔加工初始階段,角隅消耗較明顯,紅銅或 銅鎢電極則側面的消耗較明顯,產生曲線的輪廓消耗較均勻,底面消耗會隨加工時間較 線性變化。 加工時間:正相關,但角隅產生圓角後,或輪廓減少尖角後,消耗速率較慢。 電解液濃度與種類:正相關,且 KNO3 較 KOH 對銅質電極有更強的化學腐蝕消耗。 對鎢電極而言,對化學腐蝕抵抗性較高。 電源特性:目前發現若 duty factor 較大,易發生電極通紅狀況,導因於電阻加 熱效應增加,所以局部的高溫造成化學腐蝕加快,電極表面材質剝蝕狀況亦增加。實驗 發現,duty factor 在 0.75 以上,電極消耗率有較明顯的上升,電極表面較粗糙,微 小 crater 比較多,而 duty factor 在 0.25 以下,容易出現尖峰的電解脈衝電流,電極 表面出現的微細電解剝離較明顯,電極表面較細緻。 電極形狀:薄壁的中空紅銅管電極會有皺折,可 能因為加工下壓應力局部高溫,導致 buckle 現象。平 版 電 極 的 直 角 角 隅 消 耗 較 快 , 產 生 圓 角 後 ( 約 r=0.3mm),角隅消耗速度下降。 加工形式:以銑削加工形式進行 ECDM 多以側面磨 圖 57 估測消耗量 的輪廓量測
耗較多,不會產生曲線的消耗輪廓,而孔加工因受往上排除的玻璃細渣的剝蝕,故側面 的輪廓容易形成凹縮的曲線,如圖 58 所示。 3.3.1.2.5 進給控制 由於不同深度下,電解液進入反應區與氣泡排除的情況不斷在變化,所以加工的 進給速率必需依深度不同作調整,避免電極與工件的直接接觸造成材料過大的裂痕。然 而孔加工進給過程中,無法量測電極與工件之間的間隙電壓,因此本研究採取先量測各 深度中可以允許的臨界進給速率,以作為加工的 進給控制之基準。實驗中利用間接摩擦傳動的小 型磁性軸聯結器,其中馬達側主動的轉速ω1 與 電極側跟隨的轉速ω2 相差為 15%,則認定電極 尖端與玻璃工件的干涉太大,此時的進給速率即 為該加工深度所能承受的臨界進給速率。若超過 該速率則孔邊緣可能出現裂痕,或是導致電解加 熱的效應,直接把工件燒穿。 以內徑 0.5mm,外徑 1.9mm 的中空電極為例,若所得外孔為 2.05mm,中間未移除 的材料為 0.88mm,電源設定為電壓 60V,頻率 250Hz,衝擊因子 0.7,電極轉速為 400RPM, 依進給速率的變化,換算不同加工深度可達到的材料蝕刻速率,如圖 11 所示。加工一 開始的時候,由於平整的材料較不易破壞,所以進給速率較慢,當電極深入 0.2mm 以後, 由於電解液在電極端面的反應變弱,所以速率逐漸下降,在材料即將貫通以前,工件受 熱的影響,材質的強度有逐漸降低的趨勢,所以蝕刻速率加快,離底部 20μm 左右,因 材料無法承受火花蝕刻的間接應力,材料達到貫通。 有了以上臨界的進給速率之後,可以嘗試估算啄鑽的參數,包括電極每次下蝕量、 提起電極的高度、加工間隔休息時間等。如果把電解液濃度在電極周圍反應區的變化視 為週期性的消長,在特定電壓作用下,濃度消長週期為 T,在該電解液濃度與電壓條件 下,臨界進給速率為feedcrit,實際進給率修正因子為ε,單次往下加工時間因子為α, 則每次下蝕深度 h = (ε) x (feedcrit) x (T) x (α) 。其中,T 由導電度、流場等 因素決定,然可以參考氣泡包覆高度η的變化週期;因為氣泡包覆高度變化反應了火花 區的電流密度變化,也代表著電解液濃度消長。α主要與反應區電解液濃度恢復速率有 關,理想狀況是,α約為 0.8~0.95,ε≦1。隨著feedcrit 以及α的改變,h設定在 0.02mm 與 0.04mm 之間。電極提升的目的在補充電極前端區域的電解液,最理想方式為每次都 將電極提升到略高於工件的高度。若工件厚度以 0.54mm 計,平均每道次往下加工 0.03mm,則共需 18 道次以上的啄鑽加工,整體加工時間可能因電極的提升動作,拉長 許多,實際作法為加大提升的速度,促成真空吸引的效應。 圖 59 材料蝕刻速率與加工深度的關係
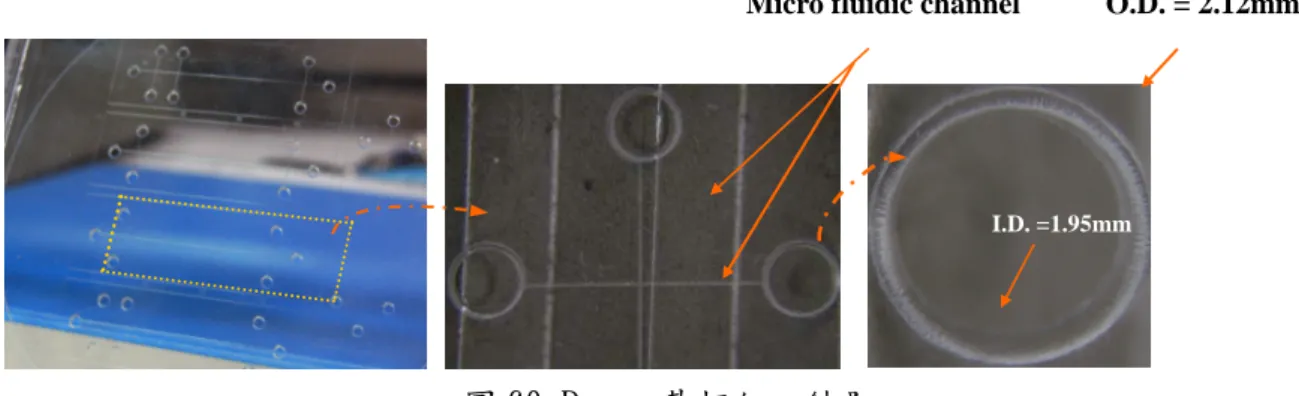
3.3.1.2.6 Pyrex 玻璃基板之孔加工 經過上述電源參數與進給控制策略的搭配,使用直徑 1.9mm 的中空紅銅管電極, 在厚度 0.6mm 的 Pyrex7740 玻璃基板上,進行總孔數為 36 的微孔洞連續加工測試。結 果如圖 60 所示,孔洞的入口端與出口端直徑相差在 0.17mm 以內,入口端部分有略微的 圓弧導角,較垂直的孔壁部分其表面粗糙度在 0.6μm 左右。孔徑變化方面,以單支電 極加工一塊基板,因為電極會在側面消耗,所以孔徑會逐漸變小,最終孔的內孔為 1.92,與最初孔的內孔為 2.07,相差為 0.15mm。出口端孔徑與標準孔徑誤差為 3%以內, 入出口端的孔徑相差為 9%以下,孔壁的表面粗糙度 Ra 為 0.7μm。
本研究驗證了在已經製作好微流道的 Pyrex wafer 上,利用 ECDM 製程可以成功製 作出符合注樣要求的孔洞,並利於後續黏合的製程,為重複使用式生物晶片提供了一個 經濟且可靠的加工方法。
3.3.1.3 結論
本研究藉由高速攝影觀察氣泡的動態反應與分佈,透過示波器記錄釋放電流波形 的特徵,對 ECDM 機制提出更詳細的辨析;並探討電極尺寸大小及電極材質對電流密 度、電壓變化、電極消耗等等造成的影響。最後配合能量密度的變化,制定出隨加工深 度而調整進給速率之進給控制策略,以減少孔的入口端與出口端的微裂發生,提高加工 的品質。就本研究結果與分析討論可得以下幾點結論: 1. 電流密度會受電極的沒入深度影響,最大的電流密度發生在電極端面剛接觸液面 時。此現象說明,電極的側面產生火花釋放的頻率遠低於電極底面,電極端面是主 要的火花釋放區域,且電極端面形成的氣泡層容易轉變為穩定的氣膜包覆,當瞬間 導通時導致較強的火花作用。 2. 電極尺寸越大,雖然反應面積較大使平均電流增大,但平均電流增加的幅度不如面 積增加的幅度,平均電流密度相對地下降。因為臨界電壓與轉折電壓都隨電極尺寸 加大而有上升的趨勢,瞬間火花釋放的門檻相對變高。 3. 氣泡穩定度受電壓影響,臨界電壓之上,轉折電壓之下,火花均勻發生於微小氣泡Micro fluidic channel O.D. = 2.12mm
I.D. =1.95mm
之間,氣泡的移除與縫合時間較短,放電火光的閃動週期在 0.1ms 上下;電壓略 高於轉折電壓時,火花為點狀分佈,電壓加大時,因氣泡結構的連動破壞,火花會 出現掃動現象。轉折電壓之後,而氣泡的移除主要靠瞬間電解加熱與電弧放電擴 散,氣泡薄膜結構破壞之後縫合的速度較慢,放電火光的閃動週期約在 0.5ms 與 2.5ms 之間。為了達到有效的氣泡包覆反應,建議電壓大於轉折電壓 20%左右,氣 泡生成速率較快,會形成具有穩定厚度與高度的氣泡層。 4. 側面與端面交界的角隅區域,因為電極特徵造成電場強度較高,氣泡結構在該處也 很容易剝離,所以角隅區域的火花密度更高,電極消耗也更劇烈。鎢電極在角隅消 耗較明顯,紅銅或銅鎢電極則側面的消耗較明顯,產生曲線的輪廓消耗較均勻。 5. 由於氣泡包覆高度變化反應了火花區的電流密度變化,也代表著電解液濃度消長。 配合氣泡包覆高度η的變化週期與臨界進給速率的控制,可以嘗試啄鑽方式進行微 孔加工而獲得完好的孔輪廓避免微裂。 6. Pyrex 玻璃基板上進行 36 孔的微孔洞連續加工測試,出口端孔徑與標準孔徑誤差 為 3%以內,入出口端的孔徑相差為 9%以下,孔壁的表面粗糙度 Ra 為 0.7μm。成 功地製作出符合要求的微孔洞,並可以進行後續黏合的製程,為重複使用式生物晶 片提供了一個經濟且可靠的加工方法。
3.3.2 放電與拋光之複合加工技術
3.3.2.1 研究背景與目的 模具加工表面若是能表面拋光成為鏡面,具有金屬光澤,那模具在複製批量生產 時,所產生的磨擦力越小,脫模容易,模具的壽命就會更長。以單一模具而言可以生產 的量就越高,所需成本變更低,更符合經濟效益。而隨著3C 產業的進步目前模具的設 計越來越複雜,不僅僅尺寸要求越來越微小,精密度要求越來越高,甚至有些模具上還 會有微結構的要求。微放電加工雖可以處理這些結構尺寸上的需求,但是放電後的表質 層,因為放電火花衝擊,佈滿了放電坑 (Crater)與微裂痕 (Microcrack),而影響使用品 質。故放電加工後表面還要再經過拋光處理,拋光的種類很多,主要分為游離磨粒拋光、 固定磨粒拋光、以及無磨粒拋光三大類。游離磨粒拋光主要為機械式、化學機械式、援 用場研磨拋光,例如:液中研磨、Bowl─Feed─Polish、浮動拋光等有機械式;CMP(化 學機械研磨)為化學機械式;磁氣研磨、電場研磨則是屬於援用場研磨拋光。固定磨粒 研磨主要為搪光、超音波振動、電解磨粒複合式、ELID 研磨、EPD 研磨等等。無磨 粒研磨主要為化學腐蝕、離子式研磨,主要是作為鑽石以及矽晶片研磨用。研磨拋光的 種類相當的繁複,方法也是非常的繁瑣,加工時常常耗費鉅時,所花費的成本也自然高 昂。除此之外若要二次加工,除了成本的提升之外,為了達到表面鏡面程度,移動工件 到另外一個拋光機器,本身加工的定位也是相當難以克服的問題,許多人採用複合加工的方式來進行,所謂複合加工就是將放電加工輔助其他的方法或模式進行加工,如此省 去移動工件的時間,也減省控制定位問題,成本與經濟效益自然優化許多。 本研究希冀能開發出電流變液中的放電加工技術,探討如何將電流變液與放電加工 結合,使得在電流變液中可以進行放電行為,並且不會影響到原本放電加工的良好特 性,利用電流變液之特性,形成結合磨粒之拋光刷,完成拋光效果以及改善加工精度, 使得工件表面能達到鏡面的狀態,延長模具的使用壽命,並達成無後處理的放電加工製 程。希望可以利用加工電極以及加工工件的兩極間給賦予一個電場強度。在放電加工時 未放電的引弧電壓所提供的足夠電場強度;而放電時壓降放電火花去除工件材料。換言 之,在電壓下降的瞬間放電火花產生,可對工件進行材料去除,是EDM機制的部分。 當迴路電壓回充時,回到原本的高電壓,尚未進行EDM 的時間,由於電壓沒有下降, 此時的電場強度可使電流變液形成纖維狀的結構,若在此電流變液中有添加磨粒,則形 成的拋光刷就會對工件進行拋光。 因此掌握放電極間的間隙放電狀態,控制兩極間的電場強度,利用電流變液的特 性,使得電流變液在兩極之間形成一個強力的纖維結構,並且這個纖維結構結合所添加 的磨粒形成一個強力拋光刷,對加工表面進行拋光處理。本計畫將掌握在電流變液下的 放電加工參數,在不同的放電間隙下,了解電流變液的不同濃度對於加工液之電阻係數 的影響,以及添加不同濃度下對於加工液的崩潰電壓的影響,進而可以控制放電加工效 果以及拋光效果的複合加工機制。 3.3.2.2 實驗裝置 本實驗裝置的基本架構是自行設計一個 簡易的立式加工機構。實驗裝置如圖 61。首 先架起一個基座用來固定旋轉主軸,將電極位 置固定,再將壓克力之加工槽以及工作平台固 定於一個龍門支架上。本實驗的簡易放電加工 裝置,因為旋轉電極乃固定位置,所以使用 pc 程式驅動控制加工槽的運動平台,由平台 控制壓克力之加工槽上下移動,使得在槽內的 不銹鋼工件在 Z 軸方向移動,如此工件與電 極便成為一個簡易的立式放電機構。就放電迴 路而言,RC 電路較適用於微細放電加工,所 以本實驗的放電迴路採用RC 放電迴路。 圖 61 實驗裝置
3.3.2.3 實驗流程 本實驗的流程表如表7,主要分為兩個部分,首先是將電流變液作為放電加工液體 的探討,此為ERF 放電技術之開發的部分;第二是添加氧化鋁粉磨粒,探討 ERF 放電 拋光的部分。 由於電流變液是一項複雜的流體,到目前為止仍然許多研究持續中。而且其作為放 電加工介電液的使用是一個新的嘗試,所以電流變液的一些相關放電參數都無法了解掌 握,因此本實驗首先的工作是測試電流變液中與一般加工液的基本放電: (1)在不同放電參數下,比較電流變液與一般加工液的異同。 (2)監測放電的情形並且紀錄其表面粗糙度。 (3)針對可能影響放電的因素進行探討。 接著比較不同濃度的電流變液中,對於放電特性的影響;最後利用電流槍與示波器 監視紀錄放電的即時狀況。在電流變液中添加氧化鋁磨粒,比較探討在不同電流變液濃 度下,添加不磨粒比例對於放電拋光的影響。 (1)紀錄放電電流表現、頻率。 (2)紀錄放電的間隙、表面粗糙度、加工效率、以及表面觀察等各項結果。 根據實驗的結果,探討分析在電流變液中放電加工的特性,並且觀察其放電的過 程,以及各項加工特性之關係,作一個深入的研究。 表7 實驗流程 ERF 之放電技術開發 ERF 之拋光技術開發 實驗結果分析討論 結論 ERF 之基本放電狀況 不同 ERF 濃度放電狀況 ERF 之放電波形監測擷取 影響參數 對放電影響 對拋光影響