鋼結構建築工地安裝作業手冊
159
0
0
全文
(2) 1-2 研究內容 鋼結構工地施工作業依序分為工地儲放與驗收、基礎螺栓施工、地下室鋼 構件安裝、上部鋼構件安裝、高強度螺栓施工、銲接施工、鋼承鈑與剪力釘施 工、品質管制及勞工安全衛生相關規定,其流程詳見圖 1-1 鋼結構施工作業流 程。. 工地儲放與驗收(第二章). 基礎螺栓施工(第三章). 地下室鋼構件安裝(第四章). 勞工安全(第十章). 上部鋼構件安裝(第五章). 高強度螺栓施工(第六章). 銲接施工(第七章). 鋼承鈑與剪力釘施工(第八章). 作業完成. 圖 1-1 鋼結構施工作業流程. 2. 品質管制(第九章).
(3) 1-3 作業手冊說明 為落實鋼結構建築工程符合規範要求,配合施工管理的執行,乃對相關規 範加以討論,將其具體化於標準文件,並將討論的結果予以書面化。書面化的 結果則製作成為「鋼結構建築施工作業手冊」 ,手冊內容包括各工地分項工程之 施工流程圖、施工步驟解說及施工管制表等,說明如下: 1.施工流程圖: 施工流程圖的表示,可使工程人員藉由簡易的作業流程說明,仔細檢討施工程 序的合理性,清楚掌握工程進行的主要程序,並配合經驗或案例檢討等相關資 訊的回饋,再進一步模擬演練確認其有效性及可行性。 2.施工流程說明: 將施工流程各個步驟予以說明使施工者瞭解該施工步驟之重點及注意事項。 3.施工步驟照片圖示: 運用施工照片及示意圖,說明施工流程各階段之作業動作,讓讀者及使用者很 容易了解每項步驟之重點。 4.施工管制表: 施工管制表係將施工流程之進行需查核的項目予以條列式表示,界定執行者與 管理者之管理權責,確保查核工作之執行,並可做為日後追究責任之憑據,同 時將管理方法以工程名稱、構件編號、檢驗地點、檢驗日期、工程完成與否及 修正結果等資料具體表示,以確實規範工程人員;最後,將不合標準的異常處 理方式亦紀錄於備註欄中,作為工程人員處置標準,避免無謂爭執,以收時效。. 1-4 參考規範 1.建築工程施工規範-陸.鋼結構施工規範,87 年版(內政部營建署、建築 研究所編) 2.CNS(Chinese National Standards) 3.JIS(Japanese Industrial Standards) 4.ASTM(American Society of Testing and Materials). 3.
(4) 5.ANSI(American National Standards Institute) 6.ASME(American Society of Mechanical Engineers) 7.AWS(American Welding Society) 8.AISC(American Institute of Steel Construction) 9.DIN(Deutsche Institute Normen) 10.BS(British Standards) 11.JASS(Japanese Architectural Standard Specification) 12.鋼構造建築物鋼結構設計技術規範(一)(二)(營建雜誌社編印) 13.鋼構組配施工安全作業程序及圖說-鋼構大樓結構篇,台北市政府勞工 局勞動檢查處編印,88 年 6 月。 14.鋼結構品質管制作業標準,中華民國鋼結構協會印行,86 年 6 月。. 4.
(5) 第二章. 工地儲放與驗收. 為提升鋼結構工程施工效率與安全,於工地現場須事先規劃妥善之進場管 理制度,其中包含人員、構件、材料及機具設備等之進場管理制度,當鋼構件 運送至工地現場時,須由專人嚴格執行驗收及儲放事宜。. 2-1 工地儲放 工地物料儲存基於現場腹地有限及考慮天候影響,應有妥善管理計畫,以 發揮物料之儲放與使用之效率。物料管理的最終用意在於落實「構件不落地」 及「零庫存」的觀念,亦即物料即到即用,以減少工地現場環境之影響,但礙 於現今工地管制能力不足而無法達此理想。故需決定所須構材,非必要之物料 絕不儲存。總之零星儲料愈少愈好,施工動線才靈活。鋼構件、強力螺栓、剪 力釘、銲材等材料,其物料儲存管理的原則如下: 一、儲存數量: 物料儲存數量的多寡與工程之大小及各材料供應廠商之出料位置有關。一 般而言,鋼結構構件數量由現場監工與工廠協調,依每節柱梁施工速率及 工地儲存區域大小決定,約以二天的儲存量為原則。 二、儲放位置: 物料存放位置規劃須考慮施工便利性及效率,以下為處理原則: 1.依施工分區去規劃不同的儲料區。 2.減少施工之搬運距離並避免作二次搬運。 3.塔吊之吊裝動線原則上不超過二∼三處,基於安全的考慮,塔吊施工區吊 掛作業中下方嚴禁人員穿越或活動。鋼構件的存置則應考慮吊裝之先後順 序及不同工種施工之相互配合性,使施工及儲料不相互衝突。再者搬運動 線的安排若能分區規劃則可提高施工速率,而過度集中則會增加搬運時間 及動線衝突的可能。 4.使用大型走動式吊車吊掛構件亦需同塔吊一樣注意吊掛作業安全,並在作 業前確認車子的承載力及車體穩定性。 5.強力螺栓、剪力釘及銲材應儲放於貨櫃屋,置於方便施工取用地點。注 5.
(6) 意不可受潮、受塵,以免降低施工品質,影響整體效率。 6.鋼承鈑(DECK)是較佔空間的材料,需較多人工的搬運及舖設,故應將 之分散置放,避免集中存放造成過度的集中載重,另一方面亦可減少施工 人員搬運的距離及降低施工危險性。 三、儲存管理: 鋼構件及相關材料應依吊裝分區作業加以分類堆放並儲放在枕木或鋼軌 上,避免變形或損壞。銲材及強力螺栓應保持其新鮮度,銲條應避免受潮 及灰塵污染,而強力螺栓則應防止因生銹或灰塵污染而致使軸力無法發 揮。規劃領料及編號方式應能使補料領料遵循「先進先出的原則」,以減少 缺失率,確保施工成本及工期。. 2-2 工地收料及儲料管理 構件進場點收時應注意各相關尺寸,利用鋼捲尺測量是否符合製造標準, 不合格則應退貨處置。外觀部份則以目視檢查塗裝是否受損,若有不合格時應 補漆處理。 一、鋼構收料作業要點摘述如下: 1.依工地開出之構件需求單,核對裝車明細表是否相同。 2.依裝車明細表核對構件編號及數量是否無誤。 3.若為配合運輸需求而將工地尚未需求之構件或材料送至工地時,除了應確 定是否有位置可儲存外,尚應更改構件管制表,以免造成日後需求時無法 掌握構件實際情況。 4.當收料無誤時應簽收送貨單且應註明到達與卸貨完畢時間。 5.用目視檢查構件是否有損傷如發現材料在運輸過程中有明顯或嚴重之損 傷時應退回工廠重製或整修。 二、強力螺栓: 1.使用長度:構件接合所使用之螺栓長度係依據圖說或規範規定辦理。以 JIS B1186 之規定為例,其螺栓使用長度係以螺栓頭部以下之尺寸表示之,由 栓固之厚度(栓固材之總厚度)加長標準而定。其加長長度之標準係以一個 螺帽高度、兩個墊片厚度及螺紋三峰長度之總和取其整數部份而得,. 6.
(7) 然後依所得之數值參考 JIS B1186 之基準尺寸選擇相近之規格。應注意若 選擇過短之螺栓,則因餘隙螺紋過短,易導致螺栓軸部之應力集中而發生 延性低下之情形。 2.現場使用:強力螺栓於購入後,在現場驗收時應要求下述品質保證之資料。 (1)螺栓、墊片、螺帽等之工廠品管資料以及製品檢查證明書。 (2)整套螺栓之轉矩係數驗證結果(應為與驗收之貨品同一製造批號者)。 3.從儲放場所取出時,其數量以足供當日使用所需為考量。若因工程上之關 係無法於當日使用完畢時,不可放置於現場,應妥善予以整理並放回儲放 之場所。 4.進行鋼骨之安裝時應對所使用之螺栓確認其等級、直徑、長度,以避免產 生偏差。 5.螺帽旁之墊片為防止與螺帽產生共同之迴轉,以獲致安定之轉矩係數,安 裝墊片時其倒角處應朝向螺帽接觸之側。 三、剪力釘: 1.剪力釘於現場驗收時應要求工廠品管資料及製品檢查證明書。 2.規格標準應依據規範要求辦理。 3.領用前後應注意防塵防潮,當日未用完之剪力釘應妥善予以回收。 四、銲材: 1.銲材使用計畫擬定後其進料管制應依據使用計畫核對其等級、名稱、廠牌 並檢核其出廠證明及合格檢查證明書。 2.核對銲材規格型號是否符合設計規定或已經提報核可。 3.檢查銲材有效期限及包裝是否破損受潮。 4.銲材領用應依不同材質,分別做好領用管制。 5.應依銲材特性予以適當之烘乾燥處理,未經烘乾不得使用。 6.已開封而未使用之銲材應立即回收並做好烘乾處理,其回收次數及烘乾溫 度、時間應依規定辦理。. 2-3 工地儲放與驗收品質管制 物料存放妥善與否攸關工程品質與效率,因此前述各注意事項之檢驗可採. 7.
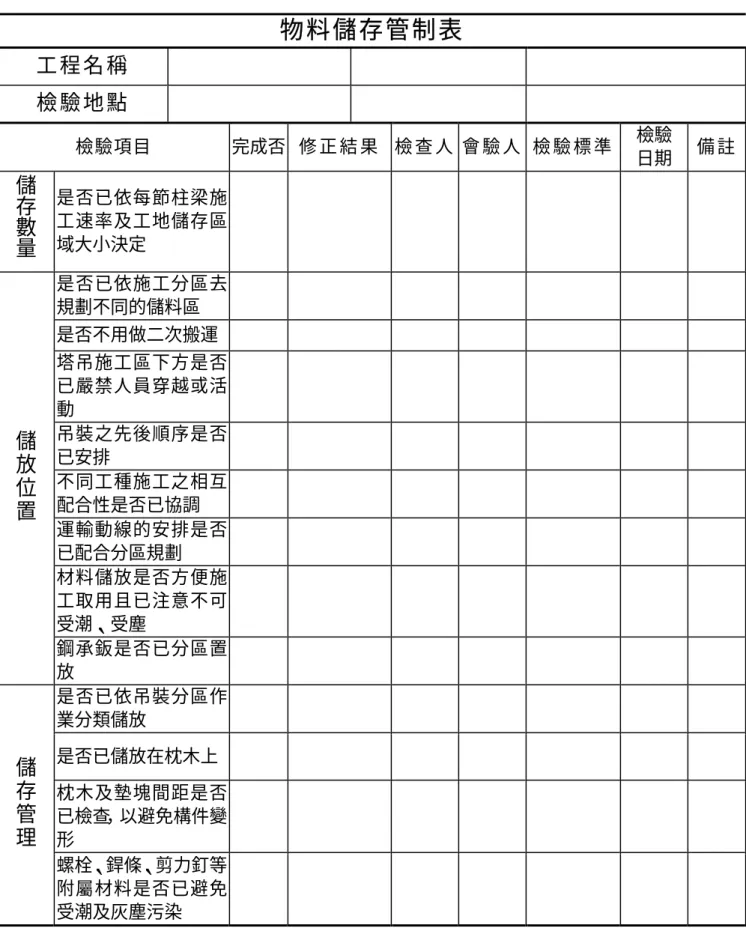
(8) 表 2-1 做品質管制工作,依工程要求就物料儲數量、位置及管理方式做查核紀 錄並可進一步作現場缺失修正。 表 2-1. 物料儲存管制表. 物料儲存管制表 工程名稱 檢驗地點 儲存數量. 檢驗項目. 完成否 修 正 結 果 檢 查 人 會 驗 人 檢 驗 標 準. 是否已依每節柱梁施 工速率及工地儲存區 域大小決定 是否已依施工分區去 規劃不同的儲料區 是否不用做二次搬運. 儲放位置. 塔吊施工區下方是否 已嚴禁人員穿越或活 動 吊裝之先後順序是否 已安排 不同工種施工之相互 配合性是否已協調 運輸動線的安排是否 已配合分區規劃 材料儲放是否方便施 工取用且已注意不可 受潮、受塵 鋼承鈑是否已分區置 放 是否已依吊裝分區作 業分類儲放. 儲存管理. 是否已儲放在枕木上 枕木及墊塊間距是否 已檢查,以避免構件變 形 螺栓、銲條、剪力釘等 附屬材料是否已避免 受潮及灰塵污染. 8. 檢驗 日期. 備註.
(9) 第三章. 基礎螺栓施工. 3-1 基礎螺栓施工 基礎螺栓施工之流程如圖 3-1 所示。. 測量基準點 放樣 樣架或樣鈑組裝 基礎螺栓安裝 調整固定 螺栓保護 基礎結構灌漿 樣鈑與柱中心複測 螺栓複測及校正 養護 拆樣鈑. 圖 3-1 基礎螺栓施工流程. 3-1-1 基礎螺栓施工流程說明 一、測量基準點 由建築基地之測量控制點引點選定並測量基礎螺栓施工作業之基準點。 二、放樣 放樣作業程序之擬定,需確保鋼結構組裝精度能符合設計及規範要求。測 量儀器於使用前必須檢查校正準確後,方可使用。基礎螺栓之放樣步驟如. 9.
(10) 下: 1.依設計圖定出柱中心位置,並在 PC 或 RC 混凝土上作出中心線之放樣。 2.依設計圖以水準儀定出柱底鈑之高程位置。 三、樣架(Anchor Frame)或樣鈑(Template)組裝 1.樣架組裝 (1).樣架吊放。 (2).測量樣架中心及高程後調整樣架,樣架中心須與柱中心對齊。 (3).樣架固定。 2.樣鈑組裝 (1)樣鈑上面應標示方向及其中心線,依正確方向將樣鈑中心線與樣架中 心線對齊後,安裝樣鈑於樣架之上。 (2)若樣鈑之組裝不需樣架時,樣鈑應以鋼筋或其他鋼支撐銲牢,不可支 撐在模鈑上,以免灌漿時受到衝擊、振動而造成移位或變形。 (3)樣鈑安裝後應同時檢查其位置、方向與高度是否正確無誤。 四、基礎螺栓安裝 將基礎螺栓安裝於樣鈑或樣架中。埋設前應先核對螺栓之檢驗報告(是否 合格) 、螺栓尺寸、直徑、長度及數量。過份變形之基礎螺栓不可使用。安 裝螺栓前務必去除表面之浮銹、油脂、其他污物,以免影響與混凝土之黏 結性。 五、調整固定 檢查基礎螺栓安裝之正確精度、方向、高程、垂直度及螺栓應露出鋼柱底 鈑及混凝土面之高度是否符合設計要求。基礎螺栓底部亦須牢固,以防側 移或沉陷。 六、螺栓保護 螺栓未澆注混凝土前,外露螺牙部份必需以油布或膠帶包裹保護,以免澆 置混凝土時產生混凝土附著或螺牙受損。 七、基礎結構灌漿 從預留之灌漿孔位澆注結構混凝土,澆注混凝土要確實搗實,並注意其澆 注時之衝擊力量,不可使基礎螺栓移位,且振動器不可碰撞到樣鈑或樣架。. 10.
(11) 八、樣鈑與柱中心複測 當基礎螺栓設置固定,混凝土澆置完成後,使用鋼尺及經緯儀由基準點引 點,測定柱中心線,複測樣鈑中心線是否有偏差,並同時複測各相鄰柱位 跨距是否符合設計要求。 九、螺栓複測及校正 於混凝土未凝固前若發現基礎螺栓移位時,隨時調整並維持其正確位置。 混凝土澆置後,如發現螺栓位置超出容許範圍時,在萬不得已下需再做調 整修正時,務必與相關人員研商並採正確修正方法。 十、養護 基礎螺栓之混凝土需確實養護避免嚴重龜裂,以免混凝土失去握裹力。 十一、拆樣鈑 拆除樣鈑時需小心,避免傷及基礎螺栓及螺牙。. 11.
(12) 3-1-2 基礎螺栓施工工程步驟. 基礎螺栓 施工流程 測量基準點. 測量基準點(範例一) 範例一. 由建築基地之 測量控制點引 點選定基礎螺 栓施工作業之 基準點。. 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定. 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 螺栓複測及校正. 測量基準點(範例二) 由建築基地之測量控制點引點選定基礎螺栓施工作業之基準點, 選定基準點後,做基準點之測量。. 範例二:選定基準點後,做基準點之測量。. 養護. 拆樣鈑. 12.
(13) 基礎螺栓 施工流程. 放樣(一) 依設計圖定出柱中心位置及柱底鈑之高程位置。. 測量基準點. (範例一). 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定. 螺栓保護. (範例二). 基礎結構灌漿. 放樣(二) 樣鈑與柱中心複測. 螺栓複測及校正. 並 且 在 PC 或 RC 混凝土上作 出中心線之放 樣。. 養護. 拆樣鈑. 13.
(14) 基礎螺栓 施工流程. 樣架(Anchor Frame)或樣鈑(Template)組裝 樣架或樣鈑之組裝皆須量測其中心線與高程,其中心線須與柱高 程中心線吻合。. 測量基準點 (範例一). 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定 (範例二). 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 螺栓複測及校正. 養護. 基礎螺栓安裝(一) 基礎螺栓安裝 於樣架中,埋設 前應先核對螺 栓尺寸、直徑、 長度數量檢驗 報告(是否合 格)。過份變形 之基礎螺栓不 可使用。. 拆樣鈑. 14.
(15) 基礎螺栓 施工流程 測量基準點. 基礎螺栓安裝(二) 基礎螺栓安裝 入樣架中應確 實固定,以避免 日後灌漿偏移。. 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定. 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 調整固定(一) 檢查基礎螺栓安裝之精度、方向、高程、垂直度及螺栓應露出鋼 柱底鈑及混凝土面是否符合設計要求。. 螺栓複測及校正. 養護. 拆樣鈑. 15.
(16) 基礎螺栓 施工流程. 調整固定(二) 利用鬆緊器調整中心高程、垂直度至設計要求並確實固定。. 測量基準點. 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定. 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 螺栓保護 螺栓未澆注混凝土前,外露螺牙部份需以油布或膠帶包裹做確實 保護。. 螺栓複測及校正 螺牙保護. 養護. 拆樣鈑. 16.
(17) 基礎螺栓 施工流程. 基礎結構灌漿 從預留之灌漿孔位澆注結構混凝土,灌漿要確實搗實,振動時不 可碰撞基礎螺栓或樣架。. 測量基準點. 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定. 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 螺栓複測及校正. 養護. 拆樣鈑. 樣鈑與柱中心複測 當混凝土澆注 完成後,使用鋼 捲尺及經緯儀 由基準點引點 測定柱中心線 複測樣鈑中心 線 是 否 有 偏 移,並同時複測 各相鄰柱位跨 距是否符合設 計要求。. 17.
(18) 基礎螺栓 施工流程 測量基準點. 螺栓複測及校正 於混凝土未凝固前若發現基礎螺栓移位時,隨時調整並維持其正 確位置。混凝土澆置後,如發現基礎螺栓位置超出容許範圍時, 在萬不得已下需再做調整修正時,務必與相關人員研商並採正確 修正方法。. 放樣 複測. 複測. 樣架或樣鈑組裝 複測 樣鈑. 基礎螺栓安裝. 柱中心線 基礎螺栓 複測. 調整固定. 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 柱中心線. 養護 基礎螺栓之混凝土需確實養護,避免嚴重龜裂,以免混凝土失去 握裹力。. 螺栓複測及校正. 養護. 拆樣鈑. 18.
(19) 基礎螺栓 施工流程. 拆樣鈑 拆樣鈑時要注意避免傷及螺栓及螺牙。. 測量基準點. 放樣. 樣架或樣鈑組裝. 基礎螺栓安裝. 調整固定. 螺栓保護. 基礎結構灌漿. 樣鈑與柱中心複測. 螺栓複測及校正. 養護. 拆樣鈑. 19.
(20) 3-1-3 基礎螺栓施工品質管制 表 3-1 至表 3-3 提供做為基礎螺栓施工時,各步驟之品質管制使用。 表 3-1. 現場放樣管制表. 現場放樣管制表 工程名稱 檢驗地點 檢驗項目. 完成否 修正結果 檢查人 會驗人 檢驗標準. 基礎螺栓之放樣及固定. 是否已依設計圖定出 基礎螺栓位置之中心 線,放樣已用水準儀 定出底座高程,並四 周已用角鐵或撐材支 持 是否已測定底座中心 線並已與基礎螺栓中 心線對準並加固定 基礎螺栓底部是否已 牢固並支撐補強. 栓腳基座中心線之放樣. 是否已測定柱腳 中心線 基座中心線與基 礎底鈑中心線校 對 是 否 已吻 合 各向跨距間距是 否 已重 新 校 核 正 確. 基準水平測定. 是否已用水準儀 定出基座及基礎 底板之高程並作 水平基準標誌. 20. 檢驗 日期. 備註.
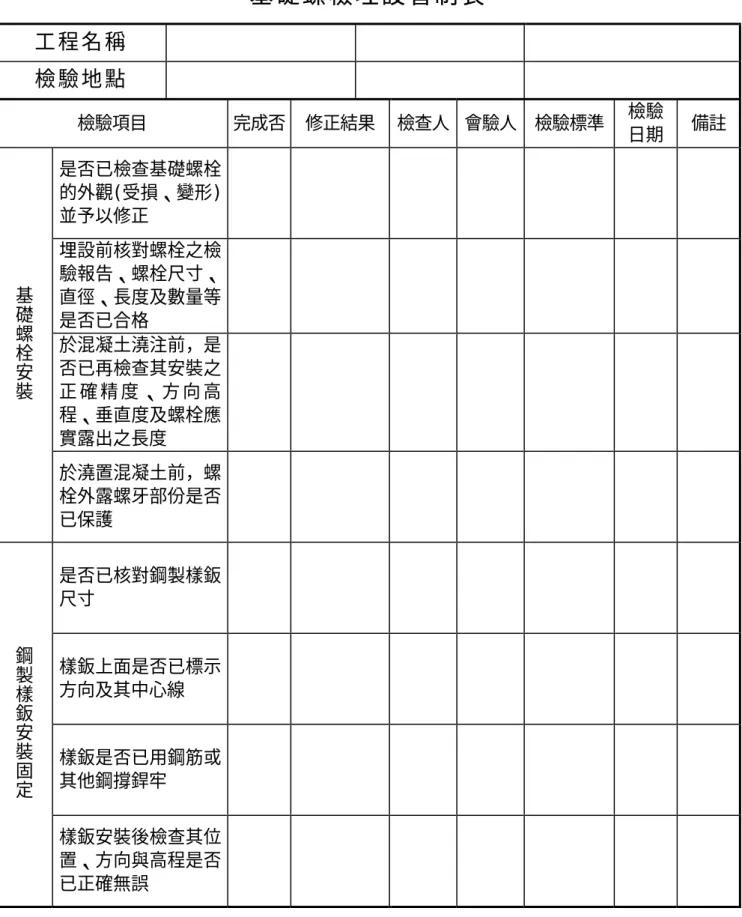
(21) 表 3-2. 基礎螺檢埋設管制表. 基礎螺檢埋設管制表 工程名稱 檢驗地點 檢驗項目. 完成否. 修正結果. 是否已檢查基礎螺栓 的外觀(受損、變形) 並予以修正 基礎螺栓安裝. 埋設前核對螺栓之檢 驗報告、螺栓尺寸、 直徑、長度及數量等 是否已合格 於混凝土澆注前,是 否已再檢查其安裝之 正確精度、方向高 程、垂直度及螺栓應 實露出之長度 於澆置混凝土前,螺 栓外露螺牙部份是否 已保護 是否已核對鋼製樣鈑 尺寸. 鋼製樣鈑安裝固定. 樣鈑上面是否已標示 方向及其中心線. 樣鈑是否已用鋼筋或 其他鋼撐銲牢 樣鈑安裝後檢查其位 置、方向與高程是否 已正確無誤. 21. 檢查人 會驗人 檢驗標準. 檢驗 日期. 備註.
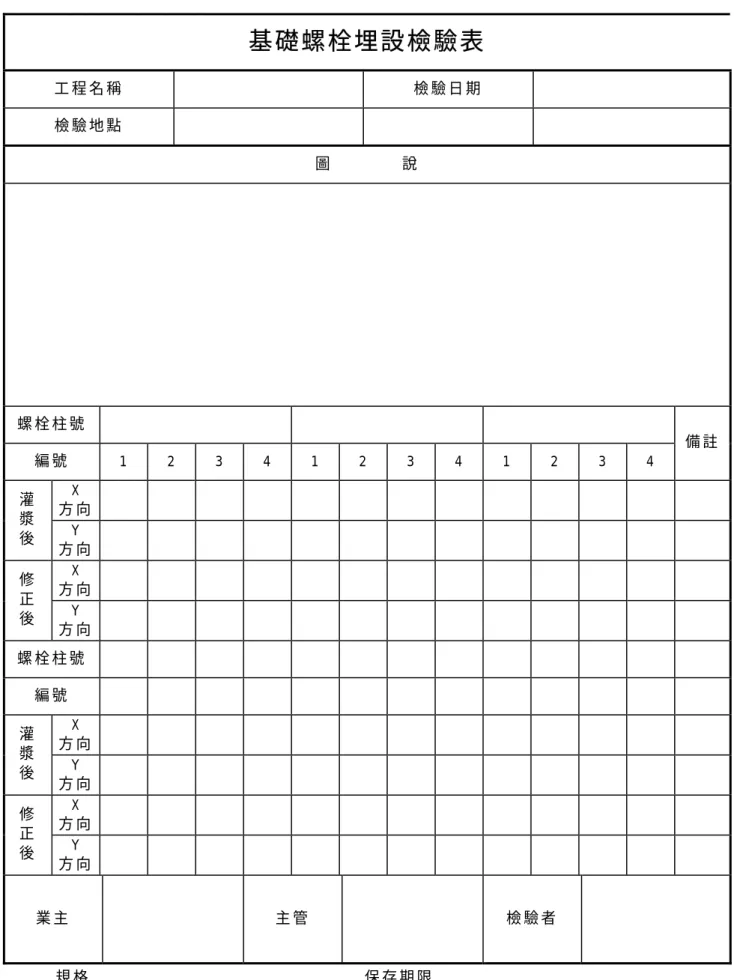
(22) 表 3-3. 基礎螺栓埋設檢驗表. 基礎螺栓埋設檢驗表 工程名稱. 檢驗日期. 檢驗地點 圖. 說. 螺栓柱號 備註 編號 灌 漿 後 修 正 後. 1. 2. 3. 4. 1. 2. 3. 4. 1. 2. X 方向 Y 方向 X 方向 Y 方向. 螺栓柱號 編號 灌 漿 後 修 正 後. X 方向 Y 方向 X 方向 Y 方向. 業主. 規格. 主管. 檢驗者. 保存期限. 22. 3. 4.
(23) 第四章. 地下室鋼構件安裝. 4-1 第一節鋼柱施工 本節針對鋼骨大樓順打施工第一節鋼柱施工予以說明,其施工之流程圖如 圖 4-1 所示。 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 柱底周圍處理. 無收縮水泥灌漿組模. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 圖 4-1 第一節鋼柱施工流程. 23.
(24) 4-1-1 第一節鋼柱施工流程說明 一、柱底鈑混凝土表面清除 柱底鈑位置之混凝土表面需鑿除至預定高程並打毛清理乾淨,以利無收縮 水泥之灌漿。 二、柱底鈑高程調整 利用基礎螺栓底層螺帽之旋轉,調整主柱底鈑至預定高程。 三、結構柱安裝 柱之起吊安裝應注意吊耳及吊索強度,並注意起吊之旋轉方向,避免碰撞 到其他構件及設施。吊裝作業時應注意施工安全。 四、柱底鈑安裝及螺栓固定 結構柱安裝到定位並與基礎螺栓固定。 五、梁安裝 鋼梁之起吊安裝須注意吊耳及吊索強度,並預先將臨時栓固之螺栓勾掛在 構件上以利工人組裝。吊裝作業時應避免碰撞到其他構件及設備,並注意 施工安全。 六、鋼柱精度調整 利用鋼索及鬆緊器調整鋼柱精度。 七、柱梁接頭螺栓鎖固 鋼柱調整後,再進行柱梁接頭螺栓之鎖固。 八、柱底鈑與基礎螺栓鎖固 鋼柱經調整後,將柱底鈑與基礎螺栓鎖固。 九、柱梁接頭銲接 將柱梁接頭電銲部份依施工計畫書上之電銲作業程序予以銲接。 十、柱底周圍處理 柱底鈑周圍應處理乾淨。 十一、無收縮水泥灌漿組模 組模時要注意模板的密合,避免漏漿,並預留導氣開口。 十二、無收縮水泥拌合 按預定之配比確實拌合無收縮水泥漿,流度要好、工作性要佳。 24.
(25) 十三、無收縮水泥灌漿 無收縮水泥要填滿鋼柱底部。 十四、無收縮水泥搗實及導氣 無收縮水泥要充份搗實,並要將空氣泡導出,避免氣泡累積於鋼柱底鈑, 形成斷層。. 25.
(26) 4-1-2 第一節鋼柱施工(順打施工)工程步驟. 第一節鋼柱施工 柱底混凝土表面清除 流程(順打施工) 柱底鈑混凝土表面需鑿除至預定高程並打毛清理乾淨,以利無收 柱底混凝土表面清除. 縮水泥之灌漿。. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 柱底鈑高程調整 柱底周圍處理. 利用底層螺帽之旋轉,調整至主柱底鈑預定高程。 無收縮水泥灌漿組模. 無收縮水泥拌合 鋼柱本體. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 固 定 高程固定螺帽(底層螺帽). 柱底鈑. 砂漿墊(Pad)協助柱底鈑高承調整. 無. 誤差小於 3mm. 高程固定螺帽 (底層螺帽). 26.
(27) 第一節鋼柱施工 結構柱安裝 流程(順打施工) 柱 之 起 吊 安 裝 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定. 應注意吊耳及 吊索強度,並注 意起吊之旋轉 方向,避免碰撞 到其他構件及 設施。吊裝作業 應注意施工安 全。. 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 柱底周圍處理. 柱底鈑安裝及螺栓固定 結構柱安裝到定位並與基礎螺栓固定。. 無收縮水泥灌漿組模. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 27.
(28) 第一節鋼柱施工 梁安裝 流程(順打施工) 鋼 梁 之 起 吊 安 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定. 裝須注意吊耳 及吊索強度,並 預先將臨時栓 固之螺栓勾掛 在構件上以利 工人組裝。吊裝 作業應注意施 工安全。. 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 鋼柱精度調整 柱底周圍處理. 無收縮水泥灌漿組模. 利用鋼索及鬆 緊器調整鋼柱 精度。. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 28.
(29) 第一節鋼柱施工 梁柱接頭螺栓鎖固 流程(順打施工) 鋼柱調整後,用螺栓槍把柱梁接頭部份之螺栓鎖固、斷尾。 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 柱底鈑基礎螺栓鎖固 柱底周圍處理. 鋼柱精度調整後,再進行柱與基礎螺栓之鎖固。 無收縮水泥灌漿組模. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 29.
(30) 第一節鋼柱施工 柱梁接頭銲接 流程(順打施工) 將柱梁接頭電銲部份依施工計畫書上之電銲作業程序予以銲接。 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 柱底周圍處理. 柱底周圍處理. 柱底鈑周圍應處理乾淨。. 無收縮水泥灌漿組模. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 30.
(31) 第一節鋼柱施工 無收縮水泥灌漿組模 流程(順打施工) 組模時要注意模板的密合,避免漏漿,並預留導氣開口。 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱底鈑安裝及螺栓固定 梁安裝. 鋼柱精度調整. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 無收縮水泥拌合. 柱底周圍處理. 按預定之配比確實拌合無收縮水泥漿,流度要好、工作性要佳。. 無收縮水泥灌漿組模. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣. 31.
(32) 第一節鋼柱施工 無收縮水泥灌漿 流程(順打施工) 無收縮水泥要填滿鋼柱底部,與柱底鈑密合。 柱底混凝土表面清除. 柱底鈑高程調整. 結構柱安裝. 柱基底鈑 模板 通風口. 注入口. 柱底鈑安裝及螺栓固定 梁安裝. 鋼柱精度調整. 無收縮水 泥砂漿. 基礎螺栓. 梁柱接頭螺栓鎖固. 柱底鈑基礎螺栓鎖固. 柱梁接頭銲接. 無收縮水泥搗實及導氣. 柱底周圍處理. 無收縮水泥要充份搗實,並要將空氣泡導出,避免氣泡累積於鋼 柱底鈑處,形成應力傳遞之斷層。. 無收縮水泥灌漿組模. 無收縮水泥拌合. 無收縮水泥灌漿 無收縮水泥搗實及導氣 柱底鈑上部 螺栓孔 氣孔 導氣槽. 柱底鈑底面. 底鈑底面應設導氣槽及導氣孔,讓灌漿 時向上擠壓之空氣得以順利逃出避免 造成底部蜂窩,影響應力傳遞。. 32.
(33) 4-1-3 第一節鋼柱順打施工品質管制 表 4-1. 第一節鋼柱順打施工管制表. 順打第一節鋼柱施工管制表 工程名稱. 構件編號. 檢驗地點. 檢驗編號. 檢驗項目. 完 成 否 修 正 結 果 檢 查 人 會 驗 人 檢驗標準. 測量檢測 鋼柱檢測. 基礎螺栓頂部位置已複 測並確認在誤差容許範 圍內 柱心及柱底鈑高程已複 測並確認在誤差容許範 圍內 鋼柱尺寸在誤差容許範 圍內,再核對並確認 剪力釘是否檢查完成 電銲續接器已檢查完成. 鋼柱吊放固定. 柱底鈑預留導氣槽及氣 孔 吊車作業範圍及吊重是 否已再核對 鋼 柱 編 號、吊 放 位 置 及 高 程是否已再核對 柱底鈑是否已安放穩固 鋼梁是否已安裝以固定 鋼柱 校正鋼索固定座是否已 埋設完成. 吊放精度校正. 測量儀器是否已準備好 吊放垂直精度及固定是 否已在誤差允許範圍內 精 度 校 正 後,是 否 已 完 全 鎖固基礎螺栓 電銲完成後是否已將所 有校正用鋼索拆除. 無收縮水泥灌漿. 電銲完成後是否已複測 垂 直 度 並 記 錄 之,以 做 為 第二節柱修正之依據 是否已依規定完成混凝 土坍度試驗及試體取樣 澆注時是否已依規定灌 注 搗 實,並 將 氣 泡 完 全 趕 出 澆 置 完 成 後,是 否 已 依 規 定養護完成. 33. 檢驗 日期. 備註.
(34) 4-2 逆打柱施工 本節係針對鋼骨大樓逆打施工第一節鋼柱施工予以說明,其施工之流程如 圖 4-2 所示。 放樣 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 圖 4-2 逆打柱施工流程. 34.
(35) 4-2-1 逆打柱施工流程說明 一、放樣 1.為決定建築物與其原有設施相關位置及方便日後檢驗建築物之移動或下 滑,而設置水平、垂直兩方向測量之基準點,基準點設於不會移動之永久 性物體上。 2.以兩部經緯儀作垂直方向正交測量,求其交會點以為定心,並作參考點。 3.由基準點引點測定樁心位置。 二、樁心確認 1.複測各基樁之中心位置及相關方向點。 2.另訂定數點作為基準點。 3.將各位置中心點與其方向點位置關係作成記錄。 4.依放樣標出樁心、補助點,定出基樁開挖範圍。 三、套管安裝 1.為防止表面廢土因機具覆載壓力而發生崩坍,故以鋼套管埋入土中,其套 管外徑需比基樁口徑大。 2.套管安裝之埋設方法為先以挖土機預挖到適當深度,謹慎控制套管中心與 樁心一致將套管豎立後,緩慢將套管壓入土層中,使其固定於土中。 四、樁心複測 複測樁心位置,使套管中心與樁心一致,並測出套管高程及定出樁心十字 點。 五、鑽掘機安裝 鑽掘機之安裝需將鑽頭對準樁心並控制其位置及高程,避免因安裝精度影 響鑽掘精度。並將機台穩固避免震動位移。須指定負責人,做確實之操作 及檢查。 六、鑽掘 1.開挖時,確認鑽掘機頭之尺寸,然後安裝套管。 2.開挖作業中應保持機械之水平以控制鑽掘之垂直度。注意鑽掘孔內有無溢 水現象,泥水之水位應在套管頂端左右。 七、水尺量測深度 量測鑽掘孔深度,並經認定後再拉起鑽掘機套管。. 35.
(36) 八、超音波檢測 在鑽掘過程中除不斷以氣泡水平器或水準儀調整機台水平外,鑽掘後並應 以超音波檢測孔壁垂直精度。超音波探測器下放時,速度不可過快,要保 持穩定,不可搖動。 九、鋼筋籠放入 1.檢查完成之鋼筋籠,用吊車緩慢吊起,移至開挖孔垂直緩慢放入。並依設 計高程放置鋼筋保護層固定片。 2.鋼筋籠下放時要保持垂直穩定,有壁體傾斜或突出物阻礙時,要徐徐將鋼 筋籠吊出,重新修正孔位後,再從新吊放,不可用鋼筋籠來回衝擊。 十、架台安裝 鋼柱吊放前應先安裝架台,架台儘量調整為水平,且確認架台中心與樁心 配合後固定之。 十一、鋼柱位置測量 由兩部經緯儀做 X、Y 方向之量測,確認柱中心位置。 十二、鋼柱吊放 本範例係將鋼柱吊起至開挖孔上方,確認吊放中心後,緩慢放入至預定深 度。 十三、安裝鋼柱調整定位用設備 本範例係將油壓千斤頂安置在柱四面先銲接好的鐵件上,測微器亦隨千斤 頂一併安置。 十四、假柱(導柱)接合 將假柱(導柱)吊到預定位置,量測假柱中心,並校正與鋼柱中心一致後, 用螺栓栓固銲接。 十五、鋼柱定位 1.假柱裝設完畢後,以經緯儀將鋼柱之 X、Y 方向之中心位置引至假柱上作 標記。 2.安裝微調螺栓(調整固定器) ,利用微調螺栓調整假柱位置於柱中心。 十六、柱高程定位 安裝固定架上之千斤頂,並利用千斤頂將鋼柱調至設計高程。. 36.
(37) 十七、鋼柱調整定位 利用微調器來檢測鋼柱是否垂直。 十八、混凝土澆置 量取沉泥深度,裝設特密管及循環設備,先處理沈泥,然後澆置混凝土, 並用水尺量測混凝土之澆置高程確認達到設計高度。 十九、架台及假柱拆除 混凝土養生達到預定強度後將架台及假柱拆除,並回填空打部份之土壤至 開挖面。. 37.
(38) 4-2-2 逆打柱施工工程步驟. 逆打柱施工流程 放 樣 放樣 樁心確認. 由建築基地基 準點引點測定 樁位中心。. X. 安裝套管 樁心複測 鑽掘機安裝 鑽掘 Y. 水尺量測深度 樁心. 超音波檢測. 混凝土釘標示輔助心. 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放. 樁心確認 複測樁心位置、補助點,定出基樁開挖範圍。. 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 38.
(39) 逆打柱施工流程 安裝套管 放樣. 先用挖土機預挖到適當深度後,控制套管中心與樁心一致,再緩 慢將套管壓入土中。. 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放. 樁心複測 複測樁心位置,使套管中心與樁心一致,並測出套管高程及定出 樁心十字點。. 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 39.
(40) 逆打柱施工流程 鑽掘機安裝 放樣 樁心確認 安裝套管. 鑽掘機之安裝 應將鑽頭對準 樁心,並控制其 位置及高程,並 將機台穩固,避 免震動位移。. 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位. 鑽掘 開挖作業中應 保持機械之水 平以控制鑽掘 之垂直度。注意 鑽掘孔內有無 溢水現象,泥水 之水位應在套 管頂端左右。. 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 40.
(41) 逆打柱施工流程 水尺量測深度 放樣. 用水尺量測鑽掘孔深度,並經認定後再拉起鑽掘機套管。. 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放. 超音波檢測 以超音波檢測孔壁垂直精度,探測器下放時,速度不可過快,要 保持穩定,不可搖動。. 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 41.
(42) 逆打柱施工流程 鋼筋籠放入 放樣 樁心確認 安裝套管 樁心複測 鑽掘機安裝. 鋼筋籠下放時 要保持垂直穩 定,有壁體傾斜 或突出物阻礙 時,要徐徐將鋼 筋籠吊出,重新 修正孔位後,再 從新吊放,不可 用鋼筋籠來回 衝擊。. 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放. 架台安裝 鋼柱吊放前應先安裝架台,架台儘量調整為水平,且確認架台中 心與樁心配合後固定之。. 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 42.
(43) 逆打柱施工流程 鋼柱位置測量 放樣. 由兩部經緯儀做 X、Y 方向之量測確認柱中心位置。. 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放 安裝鋼柱調整定位用設備 假柱(導柱)接合. 鋼柱吊放 將鋼柱吊起至 開孔上方,確認 吊放中心後,緩 慢放入至預定 深度。. 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 43.
(44) 逆打柱施工流程 安裝鋼柱調整定位用設備 放樣. 本範例係將油壓千斤頂安置在柱四面先熔接好的鐵件上,測微器 亦隨千斤頂一併安置。. 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量. 假柱(導柱)接合 鋼柱吊放 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位. 將假柱(導柱)吊 到預定位置,量 測假柱中心並 校正與鋼柱中 心一致後,用螺 栓固定並銲接。. 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 44.
(45) 逆打柱施工流程 鋼柱定位 放樣 樁心確認. 以經緯儀將鋼柱之 X、Y 方向之中心位置引至假柱上作標記。安 裝微調螺栓(調整固定器),利用微調螺栓調整假柱位置於柱中 心。. 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放. 柱高程定位 安裝固定架上之千斤頂,利用千斤頂將鋼柱調至設計高程。. 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 45.
(46) 逆打柱施工流程 鋼柱調整定位 放樣. 利用微調器來檢測鋼柱是否垂直。. 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放 安裝鋼柱調整定位用設備. 混凝土澆置 澆置混凝土前,需先將沈泥處理掉。量取沉泥深度,裝設特密管 及循環設備,先處理沈泥,然後澆置混凝土,並用水尺量測混凝 土之澆置高程確認達到設計高度。. 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 46.
(47) 逆打柱施工流程 架台及假柱拆除 放樣. 混凝土澆置完後拆除架台及假柱。. 樁心確認 安裝套管 樁心複測 鑽掘機安裝 鑽掘 水尺量測深度 超音波檢測 鋼筋籠放入 架台安裝 鋼柱位置測量 鋼柱吊放. 完工後基地情形 本範例照片顯示逆打柱完工後之基地情形。. 安裝鋼柱調整定位用設備 假柱(導柱)接合 鋼柱定位 柱高程定位 鋼柱調整定位 混凝土澆置 架台及假柱拆除. 47.
(48) 4-2-3 地下室鋼構件安裝品質管制 表 4-2. 逆打鋼柱施工管制表. 逆打鋼柱施工管制表 工程名稱. 構件編號. 檢驗地點 檢驗項目. 完 成 否 修 正 結 果 檢 查 人 會 驗 人 檢驗標準. 套管鑽機安置. 放樣 是 否 已 確 認 補 助 點、線 、 測量 樁 心 及 開 挖 範 圍 套管安裝垂直度是否已 在誤差容許範圍內 樁心與套管中心是否已 調整一致 鑽 機 位 置、輔 助 線 及 樁 心 之水平控制情況是否已 控制良好 鑽桿垂直度是否已維持 固定 鑽掘深度之超音波精度 檢測是否已在誤差容許 範圍內 鑽掘 鋼筋籠吊放. 吊放位置是否已再確認 長度、尺寸是否已再確認 搭接是否已依規定處理. 鋼柱吊放固定. 架台固定位置及水平度 是否已正確 吊車作業範圍及吊重是 否已再核對 鋼栓編號及吊放位置、高程 是否已再核對 測量儀器是否已準備好. 混凝土澆置. 吊放垂直精度及固定是 否已在誤差容許範圍 特密管長度組合及假設 是否已依規定處理 沉泥處理是否已符合規 定 是否已完成混凝土坍度 試驗及試體製作 澆注數量及上升高度是 否已依規定施工 48. 檢驗 備註 日期.
(49) 第五章. 上部鋼構件安裝. 5-1 柱梁安裝 本章所稱之上部鋼構件係指第二節柱以上之柱梁安裝,其施工流程如圖 5-1 所示。 柱構件吊裝 柱螺栓臨時栓固 梁構件吊裝 柱梁接頭螺栓臨時栓固 校正用鋼索及鬆緊器安裝 垂直度量測 垂直度校正 柱頂高程量測 梁螺栓鎖固 柱銲接 切除吊耳(必要時) 梁背墊鈑裝置 梁銲接 電銲檢驗 電銲後垂直度與柱頂高程量測 圖 5-1 第二節柱以上之柱梁安裝施工流程. 49.
(50) 5-1-1 柱梁安裝施工流程說明 一、柱構件吊裝 柱構件吊裝前須確定柱構件編號及方向,注意吊車之吊高及吊索強度是否 足夠,並檢查掛勾是否在拆卸時可順利操作。柱下方吊耳之連接鈑於必要 時需先安置於柱上一併吊上以利工人組裝。構件吊裝順序依施工計畫書規 定處理,吊裝時須注意施工安全。 二、螺栓臨時栓固 將柱接頭用臨時螺栓栓固,工作人員須注意施工安全。 三、梁構件吊裝 吊裝前須確認梁構件編號及方向,吊裝時須將臨時栓固螺栓一併勾掛在構 件上,以利工人組裝,並注意施工安全。 四、柱梁接頭螺栓臨時栓固 將柱梁接頭用臨時螺栓栓固,穿入之螺栓個數為設計個數之三分之一以 上,至少兩顆,工作人員須注意施工安全。螺栓栓固後須將柱與柱間之安 全索繫上。 五、校正用鋼索及鬆緊器安裝 將鋼索利用 U 型環(shackle)分別與柱及鬆緊器連結,鬆緊器則用 U 型環 與梁之吊耳連結。 六、垂直度量測 利用垂直照準儀將基準點位置上引到基地四角隅基準柱上之鋼琴線,並測 量調整鋼琴線中心與基準點於容許誤差內,再利用四角隅之鋼琴線量測邊 柱垂直度。 七、垂直度校正 經觀測偏差後,利用鬆緊器調整鋼索。 八、柱頂高程量測 利用水平儀架設於柱頂上,量測各柱頂之相對高程並做記錄。 九、梁螺栓鎖固 依螺栓尺寸選擇適合之螺栓槍頭,將螺栓鎖固。施工前將螺栓槍用繩索繫 綁,避免因使用時意外脫落掉下。. 50.
(51) 十、柱銲接 柱銲接需由兩位銲工為一組,在相對邊同時做銲接工作,一對邊銲完後再 銲另一對邊,以避免銲接變形。 十一、切除吊耳(必要時) 柱電銲完後將吊耳切除。倘吊耳不影響柱之外觀裝修則可不用切除。 十二、梁背墊鈑安裝 銲接前須先將背墊鈑點銲置於銲道下方,並點銲端鈑協助起銲,以確保銲 接品質。 十三、梁銲接 梁銲接處依施工計畫書上之銲接程序電銲梁之上翼鈑、下翼鈑及腹鈑(必 要時)。一般主柱間大梁上之吊耳在不影響樓板灌漿作業時,視業主要求與 實際施工情形決定是否切除,小梁上之吊耳則必須切除,因其影響鋼承鈑 施工。 十四、電銲檢驗 依規定檢測銲道是否良好,包含目視檢測及超音波檢測。 十五、銲接後垂直度及柱頂高程量測 銲接後再複測柱之垂直度及柱頂高程,並做記錄。此累計高程須回饋到製 造廠內,做為後續構件之製造尺寸調整之用。. 51.
(52) 5-1-2 上部鋼結構柱梁安裝工程步驟. 上部鋼結構柱梁 柱構件吊裝(一) 安裝施工流程 吊裝前須確定柱 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 構件編號及方 向,注意吊車之 吊高及吊索強度 是否足夠,並檢 查掛勾是否在拆 卸時可順利操 作。. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固. 柱構件吊裝(二) 柱銲接. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接. 柱下方吊耳之連 接鈑於必要時可 先安置柱上以利 工人組裝,吊裝 時需確實注意施 工安全。. 電銲檢驗. 電銲後垂直度與柱頂高程量測. 52.
(53) 上部鋼結構柱梁 柱構件吊裝(三) 安裝施工流程 構件吊至預定組裝位置,由已在等待之一組作業人員協助定位。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測. 柱螺栓臨時栓固 梁螺栓鎖固. 將柱接頭用臨時螺栓栓固,工作人員須注意施工安全。 柱銲接. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 53.
(54) 上部鋼結構柱梁 梁構件吊裝(一) 安裝施工流程 吊裝前須確認梁構件編號及方向,吊裝時須將臨時栓固螺栓一併 柱構件吊裝. 勾掛在構件上,以利工人組裝,並注意施工安全。. 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固. 梁構件吊裝(二). 柱銲接. 切除吊耳(必要時). 梁背墊鈑裝置. 起吊時注意旋轉 方向避免碰撞到 其他構件及設 施,並注意施工 安全。. 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 54.
(55) 上部鋼結構柱梁 梁構件吊裝(三) 安裝施工流程 構件吊至預定組裝位置,由已在等待之一組作業人員協助定位。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 柱梁接頭螺栓臨時栓固 柱梁接頭用臨時螺栓栓固,穿入之螺栓個數為設計個數之三分之 一以上,至少兩顆,螺栓栓固後須將柱與柱間之安全索繫上。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 55.
(56) 上部鋼結構柱梁 校正用鋼索及鬆緊器安裝(一) 安裝施工流程 鋼索利用 U 型環 分別與柱及鬆緊 器連結。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 切除吊耳(必要時). 校正用鋼索及鬆緊器安裝(二) 鬆緊器用 U 型環 與梁之吊耳連 結。. 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 56.
(57) 上部鋼結構柱梁 垂直度量測(一) 安裝施工流程 利用垂直照準儀 柱構件吊裝 柱螺栓臨時栓固. 將基準點位置上 引到基地四角隅 基準柱上之鋼琴 線。. 垂直照準儀. 梁構件吊裝 基準點. 柱梁接頭螺栓臨時栓固 雷射照準儀. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 垂直度量測(二) 測量並調整鋼琴線中心與基準點於容許誤差內。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 57.
(58) 上部鋼結構柱梁 垂直度量測(三) 安裝施工流程 利用四角隅之鋼琴線量測邊柱垂直度。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 垂直度校正 經觀測偏差後,利用鬆緊器調整鋼索。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 58.
(59) 上部鋼結構柱梁 柱頂高程量測 安裝施工流程 利用水平儀架設 新高程. 柱構件吊裝. 在柱頂上,量測 各柱頂之相對高 程,並做記錄。. 水準儀. 水準儀校正. 柱螺栓臨時栓固 新裝鋼架 鋼捲尺. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 原高程. 校正用鋼索及鬆緊器安裝. 光波測距儀. 垂直度量測 已安裝完成鋼架. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接. 梁螺栓鎖固(一) 依螺栓尺寸選擇 適合之螺栓槍 頭,將柱梁接頭 螺栓鎖固。施工 前將螺栓槍用繩 索繫綁,避免因 使用時意外脫落 掉下。. 電銲檢驗. 電銲後垂直度與柱頂高程量測. 59.
(60) 上部鋼結構柱梁 梁螺栓鎖固(二) 安裝施工流程 依螺栓尺寸選擇適合之螺栓槍頭,將柱梁接頭螺栓鎖固。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 柱銲接(一) 柱銲接需由兩位銲工為一組,在相對邊同時做銲接工作。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 60.
(61) 上部鋼結構柱梁 柱銲接(二) 安裝施工流程 一 對 邊 銲 完 後 柱構件吊裝. 再 銲 另 一 對 邊,以防止變 形。. 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 切除吊耳(並要時) 柱電銲完後將吊耳切除。倘吊耳不影響柱之外觀裝修則可不用切 除。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 61.
(62) 上部鋼結構柱梁 梁背墊鈑裝置 安裝施工流程 銲接前須先將背墊鈑點銲置於銲道下方,並點銲端鈑協助起銲, 以確保品質。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 梁銲接(一) 梁銲接處依施工計畫書上之銲接程序電銲。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 62.
(63) 上部鋼結構柱梁 梁銲接(二) 安裝施工流程 銲接梁腹鈑處。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 梁銲接(三) 銲接梁上翼鈑處。. 切除吊耳(必要時). 梁背墊鈑裝置 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 63.
(64) 上部鋼結構柱梁 梁銲接(四) 安裝施工流程 銲接梁下翼鈑處。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 切除吊耳(必要時). 梁背墊鈑裝置. 電銲檢驗(一) 依規定檢測銲 道是否良好, 包含目視檢測 及超音波檢 測。柱與柱及 柱與梁銲接處 超音波檢驗。. 梁銲接 電銲檢驗. 電銲後垂直度與柱頂高程量測. 64.
(65) 上部鋼結構柱梁 電銲檢驗(二) 安裝施工流程 柱與柱銲接處由具檢驗資格人員做超音波檢驗。 柱構件吊裝 柱螺栓臨時栓固. 梁構件吊裝 柱梁接頭螺栓臨時栓固. 校正用鋼索及鬆緊器安裝 垂直度量測. 垂直度校正. 柱頂高程量測 梁螺栓鎖固 柱銲接. 電銲後垂直度及柱頂高程量測 銲接後再複測柱之垂直度及柱頂高程,並做記錄。此累計高程須 回饋到製造廠內,做為後續構件之製造尺寸調整之用。. 切除吊耳(必要時). 梁背墊鈑裝置 新高程. 梁銲接. 水準儀. 水準儀校正. 電銲檢驗 新裝鋼架 鋼捲尺. 電銲後垂直度與柱頂高程量測. 原高程. 光波測距儀. 已安裝完成鋼架. 65.
(66) 5-1-3 上部鋼構件安裝品質管制 表 5-1. 鋼構件安裝管制表. 鋼構件安裝精度管制表 工程名稱. 構件編號. 檢驗地點 檢驗項目. 完成否 修正結果 檢查人. 會驗人. 檢驗標準. 檢驗 日期. 備註. 以基準柱拉鋼琴線測量 時是否已再確認基準柱 不因調整鄰柱時而發生 移位現象. 校正作業. 是否已檢測各柱間之間 距,不足或過長是否已 調整 所有校正用之鋼索是否 在電銲完成後才拆除 電銲完成後,是否已複 測柱垂直度並記錄之, 以作為下一節修正之依 據 浮銹、油污、雜質是否 已清除乾淨 螺栓孔之毛邊是否已磨 除 鈑 面 是 否 已平 整 密 接. 強力螺栓接合安裝. 構件與螺栓頭或螺帽之 接觸面,是否已確認其 與螺栓軸線垂直面之傾 斜度小於 1:20 是否已檢查強力螺栓 之螺牙有否損傷、銹 蝕、油污、污泥,並 做適當處理 如受空間 之限制得 以手動鈑 手鎖緊. 強力螺栓是否已使用動 力鎖緊器鎖緊 是否已檢查螺栓之鎖緊 工作是由翼鈑先鎖再鎖 腹鈑,且螺栓群是由中 間向兩側,依上下、左 右交叉之方式予以鎖緊. 66.
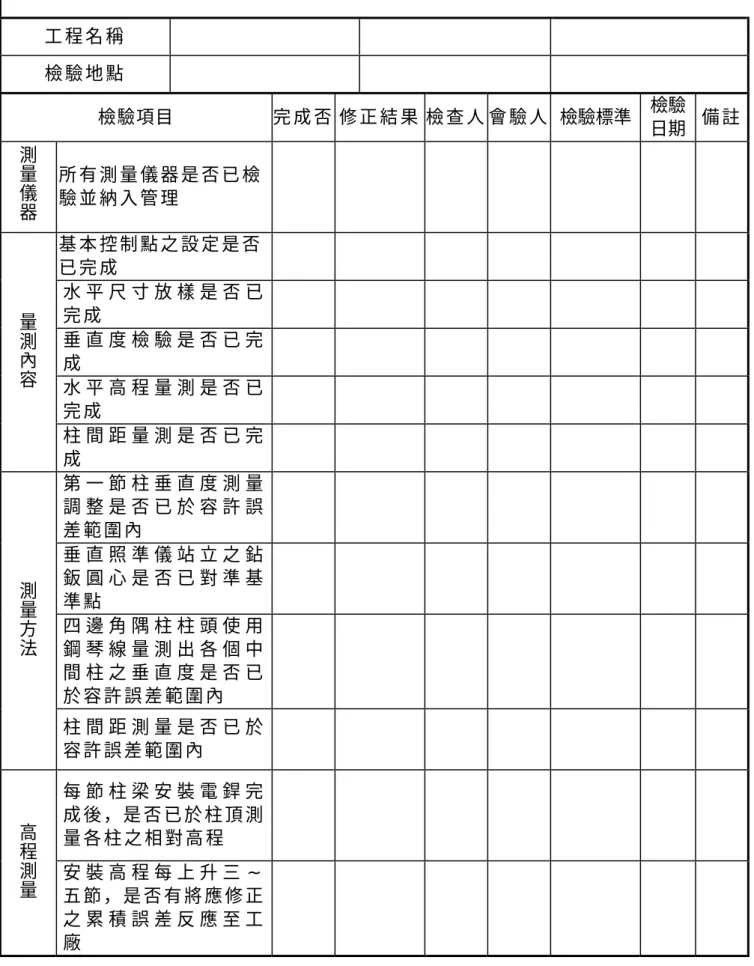
(67) 表 5-2. 測量作業管制表. 測量作業管制要點記錄表 工程名稱 檢驗地點 檢驗項目. 完 成 否 修 正 結 果 檢 查 人 會 驗 人 檢驗標準. 測量儀器. 所有測量儀器是否已檢 驗並納入管理. 量測內容 測量方法. 基本控制點之設定是否 已完成 水平尺寸放樣是否已 完成 垂直度檢驗是否已完 成 水平高程量測是否已 完成 柱間距量測是否已完 成 第一節柱垂直度測量 調整是否已於容許誤 差範圍內 垂直照準儀站立之鉆 鈑圓心是否已對準基 準點 四邊角隅柱柱頭使用 鋼琴線量測出各個中 間柱之垂直度是否已 於容許誤差範圍內 柱間距測量是否已於 容許誤差範圍內. 高程測量. 每節柱梁安裝電銲完 成後,是否已於柱頂測 量各柱之相對高程 安裝高程每上升三∼ 五節,是否有將應修正 之累積誤差反應至工 廠. 67. 檢驗 備註 日期.
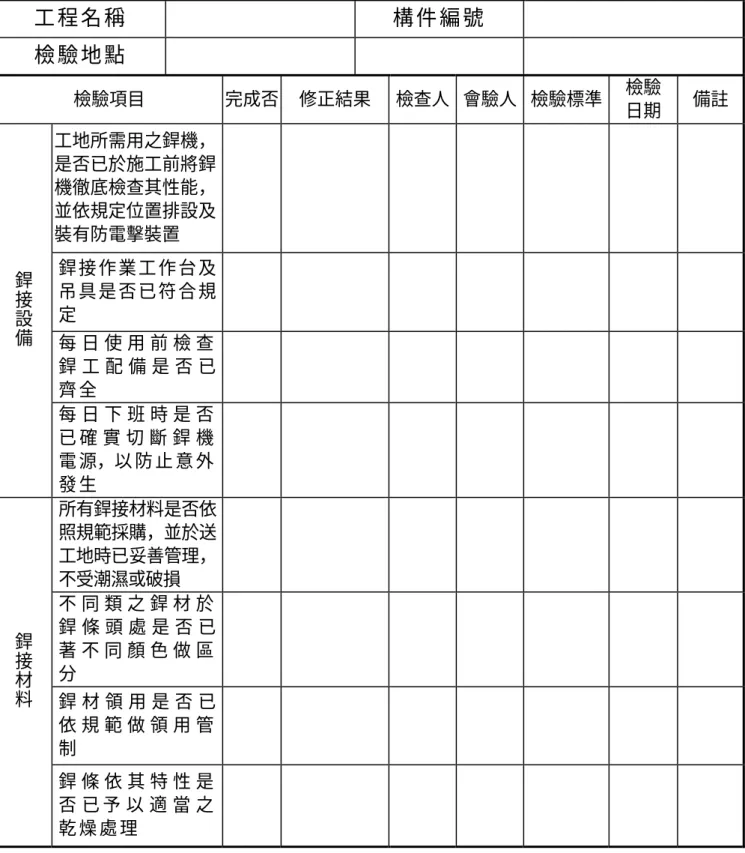
(68) 表 5-3. 工地銲接管制表. 工地銲接管制表 工程名稱. 構件編號. 檢驗地點 檢驗項目. 完成否. 修正結果. 工地所需用之銲機, 是否已於施工前將銲 機徹底檢查其性能, 並依規定位置排設及 裝有防電擊裝置 銲接設備. 銲接作業工作台及 吊具是否已符合規 定. 銲接材料. 每日使用前檢查 銲工配備是否已 齊全 每日下班時是否 已確 實 切 斷 銲 機 電 源,以 防 止 意 外 發生 所有銲接材料是否依 照規範採購,並於送 工地時已妥善管理, 不受潮濕或破損 不同類之銲材於 銲條頭處是否已 著不同顏色做區 分 銲材領用是否已 依規範做領用管 制 銲條依其特性是 否 已予 以 適 當 之 乾燥處理. 68. 檢查人 會驗人 檢驗標準. 檢驗 日期. 備註.
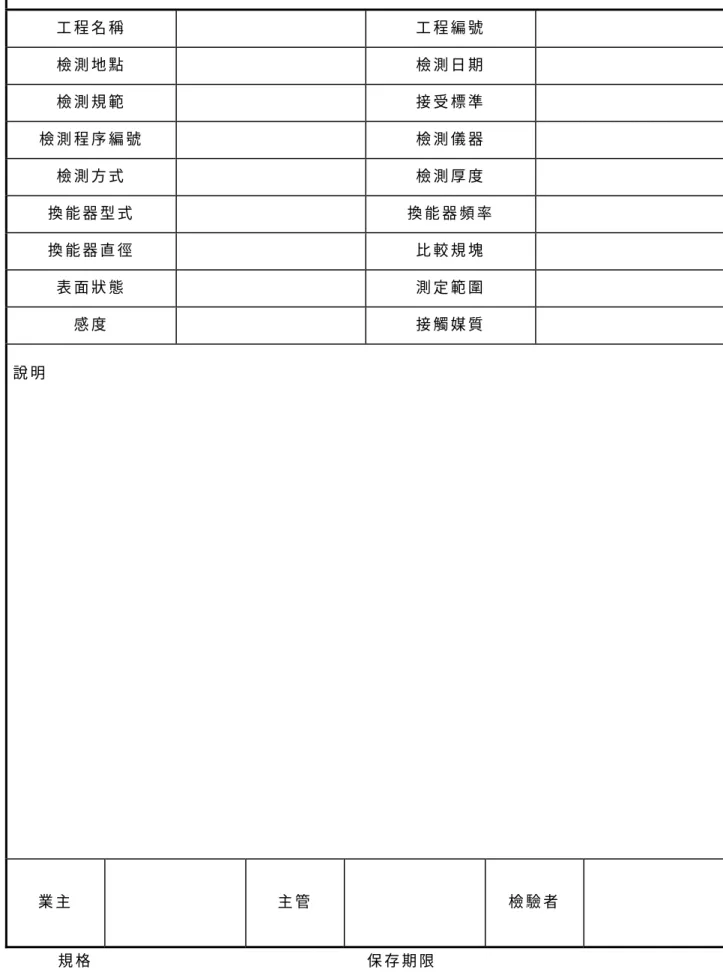
(69) 表 5-4. 超音波檢驗記錄表. 超音波檢驗記錄表 工程名稱. 工程編號. 檢測地點. 檢測日期. 檢測規範. 接受標準. 檢測程序編號. 檢測儀器. 檢測方式. 檢測厚度. 換能器型式. 換能器頻率. 換能器直徑. 比較規塊. 表面狀態. 測定範圍. 感度. 接觸媒質. 說明. 業主. 規格. 主管. 檢驗者. 保存期限. 69.
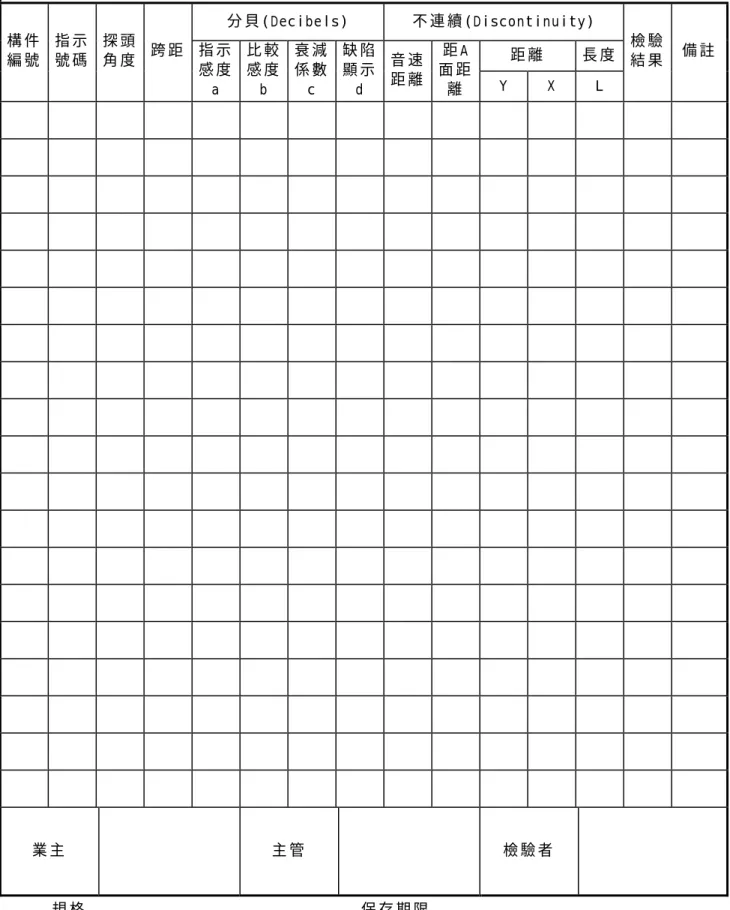
(70) 表 5-5. 超音波檢驗記錄表. 超音波檢驗記錄表 分 貝 (Decibels) 構件 編號. 指示 號碼. 業主. 規格. 探頭 角度. 跨距. 指示 感度 a. 比較 感度 b. 衰減 係數 c. 不 連 續 (Discontinuity). 缺陷 顯示 d. 音速 距離. 主管. 距A 面距 離. 距離 Y. 長度 X. 檢驗者. 保存期限. 70. L. 檢驗 結果. 備註.
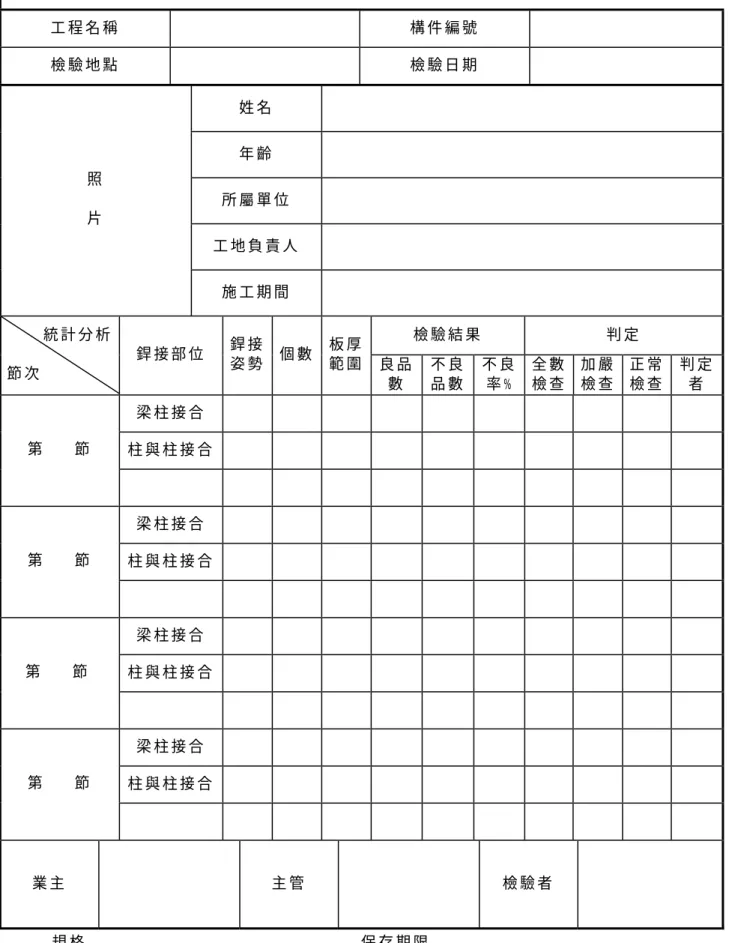
(71) 表 5-6. 工地銲接履歷表. 工地銲接履歷表 工程名稱. 構件編號. 檢驗地點. 檢驗日期 姓名 年齡. 照 所屬單位 片 工地負責人 施工期間 統計分析 銲接部位 節次. 銲接 姿勢. 個數. 板厚 範圍. 檢驗結果 良品 數. 不良 品數. 判定 不良 率%. 全數 檢查. 梁柱接合 第. 節. 柱與柱接合. 梁柱接合 第. 節. 柱與柱接合. 梁柱接合 第. 節. 柱與柱接合. 梁柱接合 第. 節. 業主. 規格. 柱與柱接合. 主管. 檢驗者. 保存期限. 71. 加嚴 檢查. 正常 檢查. 判定 者.
(72) 表 5-7. 銲接前後垂直度量測記錄表. 銲接前後垂直度量測記錄表 工程名稱. 構件編號. 檢驗地點. 檢驗日期 圖. 說. 銲接前 組群. 備註 柱頂. 業主. 規格. 銲接後. 構件編號 柱底. 主管. 柱頂. 柱底. 檢驗者. 保存期限. 72.
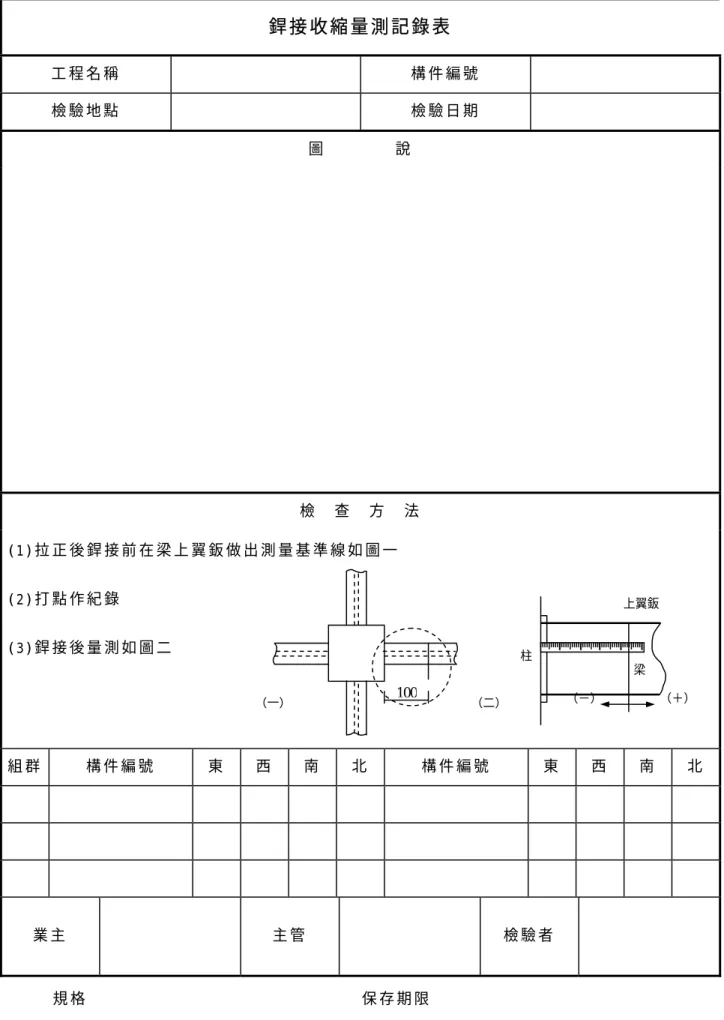
(73) 表 5-8. 銲接收縮量檢驗記錄表. 銲接收縮量測記錄表 工程名稱. 構件編號. 檢驗地點. 檢驗日期 圖. 檢. 說. 查. 方. 法. (1) 拉 正 後 銲 接 前 在 梁 上 翼 鈑 做 出 測 量 基 準 線 如 圖 一 (2) 打 點 作 紀 錄. 上翼鈑. (3) 銲 接 後 量 測 如 圖 二. 柱 梁. 100. (一). 組群. 構件編號. 業主. 規格. 東. 西. 南. 北. (-). (二). 構件編號. 主管. 東. 檢驗者. 保存期限. 73. 西. (+). 南. 北.
(74) 第六章. 高強度螺栓施工. 6-1 高強度螺栓施工 高強度螺栓之施工流程如圖 6-1 所示. H.S.B.進場 鋼構吊裝 H.S.B.驗收 安裝螺栓穿入. 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 全部螺栓穿入. 第一次鎖固. 第二次鎖固斷尾. 檢查 YES. 補漆. 圖 6-1 高強度螺栓施工流程. 74. NO.
(75) 6-1-1 高強度螺栓施工流程說明 一、鋼構吊裝 鋼構吊裝施工須注意吊耳及吊索強度,並預先將臨時栓固之螺栓勾掛在構 件上以利工人組裝,吊裝時應注意避免碰撞到其他構件及設備,並注意施 工安全。 二、安裝螺栓插入 1.確認施工規範之安裝要求,將臨時安裝螺栓插入孔位。此臨時安裝螺栓係 為鋼骨組立、取直及保持取直後之鋼骨構材位置精度要求而採取之措施。 2.螺栓安裝時若不能以手將螺栓穿入孔內,可先用沖子(Pin),若仍無效時則 以鉸孔方式擴孔。 三、鋼構組裝精度調整 調整柱之垂直度精度,先利用垂直照準儀將基準點位置上引到基地四角 基準柱上之鋼琴線,並測量調整鋼琴線中心與基準點於容許誤差之內,再 利用鋼琴線量測柱垂直度偏差,然後利用已安裝好之鬆緊器調整鋼索,牽 引柱校正。 四、高強度螺栓進場、驗收 1.檢驗高強度螺栓之材料証明,試驗報告及規格。 2.檢視高強度螺栓之外觀是否有損壞、污染、生銹及保護、防潮是否完成。 五、安裝工作架台 視實際狀況安裝適當之工作架台。 六、接合面檢查 檢視接合面之平整度,若鈑面無法平整密接時,應依表 6-1 方法處理。 表 6-1. 鋼鈑表面之處理方法. 實際鈑厚度差. 處理方法. 1mm 以下. 不必處理. 1mm—3mm. 接合部位研磨平順. 3mm 以上. 加墊片. 75.
(76) 七、全部螺栓穿入 柱梁精度調整及接合面檢查確認後,將設計用之高強度螺栓全數穿入螺栓 孔內。 八、第一次鎖固 1.高強度螺栓須使用動力鎖緊器鎖緊,如受空間之限制得以手動鈑手鎖緊。 2.螺栓之鎖緊應先鎖翼鈑再鎖腹鈑處之螺栓群。 3.螺栓群之鎖緊工作應由中間向兩側,依上下、左右交叉之方式進行,以避 免相對應之螺栓受影響而鬆動。 4.當日未使用完之螺栓應收回並保存於儲料區。 九、第二次鎖固斷尾 將第一次鎖固完成之扭力控制螺栓(TC 螺栓)依所預定之軸力,將螺栓正式 鎖斷。 十、查核 1.檢查螺栓數目。 2.目視所有螺栓是否皆已斷尾,若有未斷尾者,則須再鎖固斷尾。 3.高強度螺栓正式鎖固斷尾完成後應依合約規範之規定做鎖固後的檢查。 十一、補漆 構件有油漆者須依規定做補漆。. 76.
(77) 6-1-2 高強度螺栓施工工程步驟. 鋼構吊裝(一). 高強度螺栓 施工流程 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 鋼構吊裝施工 須注意吊耳及 吊索強度,並預 先將臨時栓固 之螺栓勾掛在 構件上以利工 人組裝,吊裝時 應注意避免碰 撞到其他構件 及設備,並注意 施工安全。鋼構 之吊裝須先組 吊柱構件,相關 細節詳見上部 鋼構件安裝之 施工流程。. 全部螺栓穿入. 柱之吊裝. 第一次鎖固. 鋼構吊裝(二). 第二次鎖固斷尾. 檢查. 柱構件組吊定位並臨時栓固好後,接著吊裝梁構件,相關細節詳 見上部鋼構件之施工流程。. NO. YES. 補漆. 77.
(78) 安裝螺栓插入(一). 高強度螺栓 施工流程. 柱構件吊到預定位置後用六角螺栓臨時栓固定位。螺栓安裝時若 不能以手將螺栓穿入孔內,可先用沖子協助。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 全部螺栓穿入. 安裝螺栓插入(二). 第一次鎖固. 第二次鎖固斷尾. 檢查. 梁構件吊到預定位置後,將臨時安裝螺栓穿入,穿入之個數為螺 栓設計個數之三分之一以上,至少兩顆。螺栓安裝時若不能以手 將螺栓穿入孔內,可先用沖子,若仍無效時則以鉸孔方式擴孔。. NO. YES. 補漆. 78.
(79) 鋼構組裝精度調整(一). 高強度螺栓 施工流程. 調整柱之垂直度精度,先利用垂直照準儀將基準點位置上引到基 地四角隅基準柱上之鋼琴線,並測量調整鋼琴線中心與基準點於 容許誤差之內,再利用鋼琴線量測柱垂直度偏差。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 全部螺栓穿入 利用照準儀確認基準點位置. 第一次鎖固. 鋼構組裝精度調整(二). 第二次鎖固斷尾. 檢查. 在角隅柱以鋼琴線 X-Y 方向交會處標示出基準點上引之位置,以 此當基準點。. NO. YES. 補漆. 79.
(80) 鋼構組裝精度調整(三). 高強度螺栓 施工流程. 利用角隅柱之基準點所拉引之鋼琴線量測邊柱之偏差距離。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 全部螺栓穿入. 第一次鎖固. 鋼構組裝精度調整(四) 第二次鎖固斷尾. 檢查. 利用已安裝好之鬆緊器調整鋼索,牽引柱校正組裝精度。. NO. YES. 補漆. 80.
(81) 高強度螺栓進場、驗收(一). 高強度螺栓 施工流程. 檢驗高強度螺栓之材料証明及規格。. 鋼構吊裝 H.S.B進場. 材料證明. 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查 領料驗收. 全部螺栓穿入. 高強度螺栓進場、驗收(二) 第一次鎖固. 檢驗高強度螺栓之材料試驗報告。. 第二次鎖固斷尾. 檢查. NO. YES. 補漆. 材料試驗報告. 以 F10T、S10T 之規定為例,其機械性質如下表 螺栓之 物理性 質等級. 抗拉強度 降伏強度 kgf/mm2 kgf/mm2 2 (N/mm ) (N/mm2) 90 以上 100~120 F10T ﹝882.6 以上﹞ ﹝980.7~1176.8﹞ 91.8 以上 102.0~~122.4 S10T ﹝900 以上﹞ ﹝1000~1200﹞. 伸長率 ﹪. 斷面縮率 ﹪. 14 以上. 40 以上. 14 以上. 40 以上. 試驗片依 JSS Π-09 及 JIS B1186、CNS 12210 B7274 的規定試驗。. 81.
(82) 高強度螺栓進場、驗收(三). 高強度螺栓 施工流程. 檢視高強度螺栓之外觀是否有損壞、污染、生銹及保護、防潮是 否完成。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 有生銹螺栓. 安裝工作架台. 接合面檢查. 全部螺栓穿入. 安裝工作架台. 第一次鎖固. 第二次鎖固斷尾. 檢查. 視實際狀況安裝適當之工作架台。. NO. YES. 補漆. 82.
(83) 接合面檢查. 高強度螺栓 施工流程. 檢視接合面之平整度,若鈑面無法平整密接時,應依表 6-1 方法 處理。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 接合面不平整. H.S.B驗收 鋼構組裝精度調整. 正式接合應在臨時安裝螺栓密著的狀態下進行,故須先檢 查接合面平整度,若無法平整重接則依下表處理。 表 6-1 鋼鈑表面之處理方法. 安裝工作架台. 實際鈑厚度差 1mm 以下 1mm—3mm 3mm 以上. 接合面檢查. 處理方法 不必處理 接合部位研磨平順 加墊片. 全部螺栓穿入. 全部螺栓穿入 第一次鎖固. 柱梁精度調整及接合面檢查確認後,將設計用之高強度螺栓全數 穿入螺栓孔內。. 第二次鎖固斷尾. 檢查. NO. YES. 補漆. 83.
(84) 第一次鎖固、第二次鎖固斷尾(一). 高強度螺栓 施工流程. 高強度螺栓須使用動力鎖緊器鎖緊,如受空間之限制得以手動鈑 手鎖緊。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 全部螺栓穿入. 第一次鎖固、第二次鎖固斷尾(二). 第一次鎖固. 第二次鎖固斷尾. 檢查 YES. 螺栓之鎖固應先鎖翼鈑再鎖腹鈑處之螺栓群。螺栓群之鎖固順序 應由中間向兩側,依上下、左右交叉之方式進行,以避免相對應 之螺栓受影響而鬆動。. NO. 螺栓群鎖固順序示意圖. 補漆. 正式接合應在臨時螺栓密著的狀態下進行. 第一次、第二次鎖固均 由中央向兩旁進行. 84.
(85) 第一次鎖固、第二次鎖固斷尾(三). 高強度螺栓 施工流程. 將第一次鎖固 完成之扭力控 制 螺 栓 (TC 螺 栓)依所預定之 軸力,將螺栓正 式鎖斷。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入. 將動力鈑手內外套筒確實 套入螺栓尾部及螺帽。. 啟動鈑手直到螺栓鎖固 斷尾. H.S.B驗收 關掉開關退出鈑手. 鋼構組裝精度調整. 將內套筒殘留之螺栓 尾部推出. 安裝工作架台. 螺栓鎖固斷尾. 接合面檢查. 全部螺栓穿入. 收集筒(袋). 第一次鎖固. 檢查 第二次鎖固斷尾. 1.檢查螺栓數目是否正確。 2.目視所有螺栓是否皆已斷尾,若有短斷尾者,則須再鎖固斷尾。. 檢查. NO. 3.高強度螺栓正式鎖固斷尾完成後應依合約規範之規定做鎖固後 的檢查。. YES. 補漆. 非正常鎖緊斷尾 目視檢驗缺一顆螺栓. 85.
(86) 補漆. 高強度螺栓 施工流程. 構件有油漆者須依規定做補漆。. 鋼構吊裝 H.S.B進場 安裝螺栓穿入 H.S.B驗收 鋼構組裝精度調整. 安裝工作架台. 接合面檢查. 全部螺栓穿入. 第一次鎖固. 第二次鎖固斷尾. 檢查. NO. YES. 補漆. 86.
(87) 第七章. 銲接施工. 7-1 銲接施工 銲接施工係接續於高強度螺栓作業完成之後,其作業流程如圖 7-1 所示。 高強度螺栓作業完成 安裝工作架 電銲前作業 安裝銲接端鈑 預熱(必要時) 電銲施工 電銲中檢查 電銲初步完成 回火(必要時). 修補. NO. 外觀檢查 (目視) YES. 非破壞檢驗 (NDT) YES. 電銲作業完成 補漆. 圖 7-1 銲接施工作業流程. 87. NO. 碳棒吹蝕剷除.
(88) 7-1-1 電銲施工作業流程說明 一、安裝施工架 視現場實際狀況安置適當之施工架或工作台,並確實做好安全防護。 二、電銲前作業 電銲前置作業包括電銲設備、材料準備及電銲面之檢查與確認銲工資格及 銲接程序,茲分述如下。 1.電銲設備之準備包含:(a)選用適當之電纜長度及直徑,排除電纜漏電情 形。(b)維持銲接電流、電壓、銲接條件之一致性。(c)確認接地線之使用 正確。(d)確認銲接手把之保養。(e)安裝防止電擊裝置。(f)確認銲接條件, 維持銲接基本姿勢。 2.電銲材料之準備包含:(a)檢驗確認銲條材質、規格及是否包裝良好。(b) 銲材保管須儲存於通風乾燥場地並保持乾燥以避免潮濕或其他因素損 壞。(c)銲條使用前須確實作好烘乾處理並放置於保溫筒取用,低氫系被覆 銲條除製造廠商另有特別規定外,應依表 7-1 之規定於銲接前予以烘乾。 表 7-1 被覆銲條種類 EXXXX(CNS 3056 或 1215) EXXXX-X(CNS 3056 或 1215). 被覆銲條烘乾標準 烘乾條件 溫度 時間 2 小時 230°C--260°C 2 小時 370°C--260°C. 烘乾後保持溫度 120°C 120°C. 3.電銲面之檢查包括:(a)電銲面不得有油污、水份及其他污雜物。(b)確認 組立銲接之位置、長度、開槽角度及根部間隙是否正確。 4.確認銲工資格:銲工從事任何一種銲接方法皆須各別通過檢定合格,且合 格證照不能超過六個月方可作業,故需確認銲工之檢定等級及有效期限, 並造冊列入管理。 5.確認銲接程序:於工程開工前,需依據合約或圖面上有關規定確認是否需 依銲接接頭形式、母材、銲接材料等之規定,選擇適當的銲接程序進行銲 接程序試驗,以得最佳的銲接條件,做為工程施工中的依據,或依 AWS 認可之銲接程序施作。倘須要做銲接程序試驗則依銲接程序規範書 編寫,內容應包含母材、銲接方法、接頭型式、銲接材料、電流、電 88.
(89) 壓、銲接速度、被覆氣體流量等(詳 AWS D1.1 附錄 E 及 H),銲接程序報告書 之編寫應將試驗時實際測試之結果,詳細填寫有關之數據。 三、安裝銲接端鈑 為確保銲接品質,避免不穩定電流影響母材及銲道,銲接前須安置端鈑(End Tap)做為起弧及收尾使用,柱與梁接合處則須安置背襯鈑。 四、預熱(必要時) 施工計畫書記明預熱(Preheating)溫度及施工方法,依材質、鈑厚確認預熱溫 度及預熱範圍並記錄各部位之預熱溫度。 以 AWS D1.1-2000 及日本鋼骨工事技術指南為例,預熱溫度分別如表 7-2 及 7-3 所示。 表 7-2. 表 7-3 鈑厚(mm) 鋼材種類 SS400 SM400 SMA400 SM490. 銲接預熱溫度之標準(AWS D1.1-2000 Table 3.2) 鋼 鈑 厚 度. ASTM. (mm). A36,A572,A588. 19 以下. ---. 19~38. 10℃. 38~64. 66℃. 64 以上. 107℃. 銲接預熱溫度之標準(日本鋼骨工事技術指南) t<25. 25≦t≦38. 38≦t≦50. 不預熱. 不預熱. 60±10℃. 60±10℃. 不預熱. 60±10℃. 100±10℃. 60±10℃. 100±10℃. 120±10℃. SMA490 SAM490Y SM520 SM570 SMA570. 89.
(90) 五、電銲施工 當一切工作準備完成即依施工計劃之電銲程序施作柱銲接、梁銲接等銲接 工作。 六、電銲中檢查 檢查電流、電壓、層間溫度、被覆氣體流量、弧長、銲渣及銲接程序。 七、電銲初步完成 清除表面銲疤、銲渣以及移除施工機具、銲電、銲線等。 八、回火(必要時) 以保溫毯覆蓋銲道表面,確保銲道緩慢冷卻,不會產生龜裂影響品質。 九、外觀檢查 檢查銲道外觀是否有銲蝕(undercut)、銲道重疊(overlap)、氣孔之存在,檢查 銲冠高度及外形是否符合設計要求。 十、非破壞檢驗 利用超音波非破壞檢測方法檢驗銲道是否合格,並做缺失統計,及追蹤異 常原因。 十一、銲道補漆 構件有油漆者須依規定做補漆。. 90.
(91) 7-1-2 銲接施工工程步驟. 銲接施工流程 高強度螺栓作業完成 當柱梁之高強度螺栓作業完成後,即可進行柱與柱及柱與梁之銲 接作業。. 高強度螺栓作業完成. 安裝工作架. 電銲前作業. 安裝銲接端鈑. 預熱(必要時). 電銲施工. 電銲中檢查. 電銲初部完成. 回火(必要時) 修補 NO. 外觀檢查 (目視) YES. 非破壞檢驗(NDT). 碳 棒 吹 蝕 剷 除. 安裝施工架 視現場實際狀況安置適當之施工架或工作台,並確實做好安全防 護。. NO. YES. 電銲作業完成. 補漆. 準備吊裝施工架. 91.
(92) 銲接施工流程 電銲前作業(一) 電銲設備之準備包含:選用適當之電纜長度及直徑,排除電纜漏 電情形;維持銲接電流、電壓、銲接條件之一致性;確認接地線 之使用正確;確認銲接手把之保養;安裝防止電擊裝置;確認銲 接條件,維持銲接基本姿勢。. 高強度螺栓作業完成. 安裝工作架. 電銲前作業. 銲接施工機具組 安裝銲接端鈑. 預熱(必要時). 電銲施工. 銲接機. 空氣壓縮機. 電銲中檢查. 電銲初部完成. 回火(必要時) 修補 NO. 外觀檢查 (目視) YES. 非破壞檢驗(NDT) YES. 碳 棒 吹 蝕 剷 除 NO. 電銲前作業(二) 電銲材料之準備包含:檢驗確認銲條材質、規格及是否包裝良好; 銲材保管須儲存於通風乾燥場地並保持乾燥以避免潮濕或其他因 素損壞;銲條使用前須確實作好烘乾處理,並放置於保溫筒取用, 低氫系被覆銲條除製造廠商另有特別規定外,應依表 7-1 之規定 於銲接前予以烘乾。. 電銲作業完成. 補漆. 銲條烘箱. 銲條保溫筒. 92.
(93) 銲接施工流程 電銲前作業(三) 高強度螺栓作業完成. 電銲面之檢查包括:電銲面不得有油污、水份及其他污雜物;確 認組立銲接之位置、長度、開槽角度及根部間隙是否正確。. 安裝工作架. 電銲前作業. 安裝銲接端鈑. 預熱(必要時). 電銲施工. 電銲中檢查. 電銲初部完成. 回火(必要時) 修補 NO. 外觀檢查 (目視) YES. 非破壞檢驗(NDT). 量根部間隙 碳 棒 吹 蝕 剷 除 NO. 電銲表面檢查. 電銲前作業(四) 確認銲工資格:銲工從事任何一種銲接方法皆須各別通過檢定合 格方可作業,故需確認銲工之檢定等級及有效期限,並造冊列入 管理。. YES. 電銲作業完成. 銲工名冊. 補漆. 項目 編號. 姓名. 身分證 出生 銲接 統一編號 年月日 方法. 業. 主. 主. 管. 93. 銲接 規格. 姿 勢. 檢 驗 者. 檢驗 日期. 備註.
數據
+7
Outline
相關文件
行政院於八十二年十月七日函頒公共工程施工 品質三層級管理制度;第三層級品管工程施工 查核為工程主管機關或工程會,第二層級品管 品質保證為工程主辦單位或監造單位,第一層
近年來交通安全以及工安觀念越來越普及,許多公司寧願多加幾
4、設施工程類:污水處理廠、礫 間處理設施、焚化廠、環境工 程設備設施組裝系統、電業設
十二、實施容積管制前已 取得建造執照之建 築工程,原建照核 發時建築基地都市 計畫未有應送都市 設計審議規定,惟 現擬依建築技術規
九、圖 說:本合約與施工說明書均具同等效力,如兩者間有抵觸時,乙方
隧道等襯砌作業主管、施工架及施工構台組配作業主管、鋼構組
(一)依「勞工安全衛生設施規則」第 106~108 條與第 112~113
教育心理學家 李安妮姑娘 註冊社工
