大華技術學院
機電工程研究所
碩士論文
電腦輔助繪圖於機電整合的應用
The Computer Aided Drawing in
Mechatronic Application
研 究 生:江益添
指導教授:黃敏昌 教授
中華民國九十六年八月
電腦輔助繪圖於機電整合的應用
The Computer Aided Drawing in Mechatronic Application
研 究 生:江益添 Student:Yi-Tian Jiang
指導教授:黃敏昌 博士 Advisor:Dr. Min-Chan Hwang
大華技術學院 機電工程研究所
碩士論文
A Thesis
Submitted to Graduate School of Mechatronic Engineering Of Ta Hwa Institute of Technology
in partial Fulfillment of the Requirements for the Degree of
Master of Science in
Mechatronic Engineering August 2007
Hsinchu, Taiwan, Republic of China.
電腦輔助繪圖於機電整合的應用
學生:江益添 指導教授:黃敏昌 博士 大華技術學院 機電工程研究所 摘要 電腦輔助繪圖已蔚為業界發展產品不可或缺的工具。運用電腦輔 助繪圖,我們確立機器人的零件尺寸並分析重要零件。待基本設計完 成,我們遵循金屬加工的製作程序完成機器人機構。本研究之目的在 於將機械設計的知識轉化成實體。 關鍵字:電腦輔助繪圖、機器人、機械設計。The Computer Aided Drawing in Mechatronic Application
Student:Yi-Tian Jiang Advisor:Dr. Min-Chan Hwang
Department of Mechatronic Engineering Graduate School of Ta Hwa Institute of Technology
Abstract
The CAD, Computer Aided Drawing, has become an indispensable tool in developing the industrial products. In applying the CAD, We began by sizing the mechanical parts for the robot, and analyzing some critical components. Once the basic design was finished, we followed a sequence of metalworking steps to complete the mechanism of the robots. The objective of this research is to turn the knowledge of machine design into reality.
目錄
中文摘要...I 英文摘要...II 目錄...III 圖目錄...IV 表目錄...IX 第一章 緒論...1-1 1.1 電腦輔助設計製圖系統發展史...1-1 1.2 CAD 的發展源起介紹...1-2 1.3 簡敘國內發展與引進 CAD 的演進...1-3 1.4 研究動機及目的...1-5 1.5 論文架構...1-6 第二章 Autodesk Inventor 進階探討...2-1 2.1 電腦輔助繪圖(Inventor R10)...2-1 2.2 iFeature...2-2 2.3 iPart...2-5 2.4 iMate...2-7 2.5 簡報檔使用...2-9第三章 機器人概論...3-1 3.1 全球市場方面...3-1 3.2 台灣市場方面...3-4 3.3 機器人各大廠商...3-5 第四章 開發二軸機械臂...4-1 4.1 第一軸的分析...4-1 4.2 第二軸的分析...4-6 4.3 加工製作...4-8 4.4 實體測試...4-11 第五章 開發五軸機械臂...5-1 第六章 創意展示品...6-1 6.1 語音積體電路...6-1 6.2 酷刑膠帶台...6-2 6.3 鱷魚釘書機...6-3 6.4 出氣碎紙機...6-5 第七章 結論...7-1 第八章 參考文獻...8-1
圖目錄
圖 2.1 Inventor R10 工作介面...2-1 圖 2.2 迴轉座.ipt...2-2 圖 2.3 建立 iFeature...2-3 圖 2.4 更改 iFeature 參數值...2-3 圖 2.5 建立草圖平面預設位置幾何圖形...2-4 圖 2.6 ide 檔案存放位置...2-4 圖 2.7 M3 螺絲...2-5 圖 2.8 iPart 作者視窗...2-5 圖 2.9 iPart 參數建立...2-6 圖 2.10 Size 選擇...2-6 圖 2.11 設定規格...2-6 圖 2.12 選自訂参數欄...2-7 圖 2.13 規格選擇...2-7 圖 2.14 建立 iMate...2-8 圖 2.15 符號選取...2-9 圖 2.16 連接示範...2-9 圖 2.17 新建展示檔案...2-10圖 2.18 轉折構件...2-10 圖 2.19 選取順序...2-11 圖 2.20 距離的位置...2-11 圖 2.21 方位旋轉...2-12 圖 2.22 轉折功能...2-12 圖 2.23 增量旋轉...2-12 圖 2.24 錄製動畫...2-13 圖 2.25 簡報爆炸圖...2-13 圖 3.1 主要國家工業機器人安裝量統計...3-3 圖 3.2 主要國家工業機器人運作數量統計...3-3 圖 3.3 工業機器人年裝置數量預測...3-4 圖 3.4 台灣工業機器人進出口金額統計...3-5 圖 3.5 安川電銲機器人、雙臂無塵室機器人...3-6 圖 3.6 FANUC 機械臂作業情形...3-7 圖 3.7 KUKA 機械臂...3-7 圖 3.8 ABB 機械臂...3-8 圖 4.1 二軸機械手臂總組合圖...4-1 圖 4.2 第一軸之軸承組...4-2 圖 4.3 第一軸之正齒輪規格...4-3
圖 4.4 第二軸之結構...4-6 圖 4.5 斜齒輪組...4-7 圖 4.6 底部機構加工...4-9 圖 4.7 鋁板鑽孔...4-9 圖 4.8 圓棒的製作...4-10 圖 4.9 延伸臂及四連桿的製作...4-10 圖 4.10 二軸機器人實體...4-11 圖 4.11 機器人實際運作情形...4-12 圖 5.1 整體機構...5-1 圖 5.2 減速齒輪組...5-1 圖 5.3 減速齒輪組工程圖...5-2 圖 5.4 第一、二軸結構...5-3 圖 5.5 第三軸結構...5-3 圖 5.6 齒輪組零件及整體...5-4 圖 5.7 支撐底板...5-5 圖 5.8 圓環及套筒加工件...5-6 圖 5.9 傳動軸工件...5-6 圖 5.10 鋁製框架...5-7 圖 5.11 第四臂固定板...5-8
圖 5.12 整體零件與機械臂實體...5-8 圖 6.1 語音積體電路與錄音模組...6-2 圖 6.2 膠帶台設計...6-3 圖 6.3 膠帶台實體...6-3 圖 6.4 外型設計圖...6-4 圖 6.5 三維立體組合圖...6-4 圖 6.6 釘書機組件及實體...6-5 圖 6.7 無線發射器模型設計圖...6-5 圖 6.8 無線接收盒...6-6 圖 6.9 碎紙機電路圖...6-6 圖 6.10 模型實體...6-7
表目錄
表 3.1 主要國家地區工業機器人裝置/運作中數量及其預估量...3-2 表 5.1 各軸特性表...5-4
第一章 緒論
1.1 電腦輔助設計製圖系統發展史
隨著資訊科技之進步,改變了人類在近世紀之生活型態與方式, 近幾年來電腦科技之知識正迅速累積和創新,在於電腦圖形相關的處 理和設計技術有突破性的發展。而一般企業也朝向電腦輔助設計及繪 圖(Computer Aided Design&Drafting,CADD) 努力,同時牽動相關 性軟體的發展,使得 CADD 軟體功能更趨於完美與符合企業之工作進 程,且更具人機操作上之親和力。早期圖面的繪製是藉由手工、繪圖 設備及儀器所得,其圖面之優劣,取決於繪圖者之專業知識與技能, 唯其在圖面之編修、保存與傳遞較為不易。而利用電腦繪圖軟體之功 能,使得圖面之繪製、編修、保存、傳遞皆來得容易。電腦輔助設計 及繪圖從 1970 年起,經由各行業不斷的實際應用,其功能逐漸提升, 甚至可藉由 3D 實體建構等方式,進行視圖表達或電腦模擬設計。全 球之機械、電子、建築、土木、營造、室內設計、模具、汽車、工業 工程、化工…等五十七種以上的工業,皆已使用電腦軟體做為設計及 繪圖的輔助工具[1]。 1.2 CAD 的發展源起介紹
到 1970 年代才以 2D 繪圖軟體形式問世。在 1980 年代,CAD 成為迷 你電腦的大宗生意,產生了 CAD/CAM 的整合。一家新興的公司, 替 IBM 個人電腦發展出一套 CAD 軟體—AutoCAD。CAM 的演進由 電腦語言轉變到對話、圖形互動式,最後轉變到個人電腦平台。到了 1990 年代,CAD 在個人電腦上變得非常的普遍,同時,共通的重點 實體模型製造方法也發展出來了。 一般工程圖面可大略分為 2D(平面圖)及 3D(立體圖)圖面, 2D 電腦輔助繪圖的應用主要是延續以往工程製圖的觀念,將物體造 型應用投影的原理以線條來表現,與以往手工繪圖的差別只在於工具 的使用不同。簡言之,是將繪圖桌移至螢幕畫面,由滑鼠替代鉛筆, 以指令替代尺規。繪圖時則是應用其軟體的指令規劃、巨集指令的使 用,電腦自動運算資料,甚至自行設計輔助程式等特性。因此確實比 手工繪圖方便許多,其輸出列印的品質也較容易達到一般製圖的高標 準要求。 2D 電腦輔助繪圖在尺度、線條或許十分精準,但是對於機構設 計的緣由、公差標註的準則等,儘管有再多的指令設計及輔助程式, 終究還是繪製線條,無法達到電腦輔助設計的層次。 經過了許多年的演進,軟體技術終於從 2D 繪圖邁向 3D 繪圖, 3D 電腦輔助繪圖不論是面塑型方式或實體塑型方式,都是真正在塑
造一個模型,這個模型可由各個視角去觀測,實際量測幾何資料,甚 至計算其物理特性。由於有實際的模型資料存在,後續可將這些模型 資料轉至 CAM 軟體作 CNC 加工設計,轉至 CAE 軟體作有限元素分 析,轉至彩現軟體作材質模擬、光影模擬等等。 由於 3D CAD 軟體可自動投影出 2D 工程圖,以往在 2D CAD 繪三 視圖的位置,線條的對應、接合,視圖的完整性等等問題,在 3D CAD 工程圖中是不會發生的。若是需要各種視角投影、剖面圖、局部放大 等機械製圖需求,在 3D CAD 工程圖中也能經由條件設定後自動作各 種視圖展現。 操作傳統式 2D 軟體,必須學過基本圖學,才有能力繪出投影正 確的三視圖。現今之 3D CAD 的技術已從以往實體的建構,發展到利 用參數式(Parametric)或變數式(Variational)及特徵(Feature) 幾何描述設計環境等等的技術,來進行電腦輔助設計。操作參數式等 3D 軟體,就算是沒有基本圖學經驗的人員,也有可能較操作軟體更 快繪出正確的 3D 模型。因此,參數式 3D CAD 軟體,會比傳統式 2D CAD 軟體更容易走出專業的設計室,所以 3D 電腦輔助設計,將變成 未來發展之重心。 1.3 簡敘述國內發展與引進 CAD 的演進 國內在 CAD 軟體引進、研發和應用的腳步極快,可謂種類多樣
化,應用也專業化。各廠商相繼推出學習版、進階版、教育版、專業 版等以因應市場實際需要。這些自行研究開發或引進 CAD 軟體種類很 多。諸如各行各業均適用的 MEGA CAD,Auto CAD,Turbo CAD;機械業 用 的 CADKEY ; 工 程 分 析 軟 體 PATRAN3 ; 建 築 室 內 設 計 專 用 系 統 DataCAD;電子專業用軟體 OrCAD。上述之軟體大部分是以國外現成 的 CAD 系統為主體,再藉以開發週邊性的應用軟體或直接引進使用。 由於電腦使用的普遍化,因此帶動了 CAD 應用軟體的熱潮,並以其來 完成更寬廣的設計製圖工作,諸如 3D 透視圖、實體模型、有限元素 分析、自動繪圖等。
Auto CAD 是一種電腦輔助設計的工程軟體,John Lea(1993)等 人則明確定位 Auto CAD 是通用於工程師和設計者的一種「電腦輔助 繪圖」軟體,具有快速繪圖、好看和簡單實用之特點。Auto CAD 軟 體,其最初之設計是一圖像系統,利用各種附加系統以達到電腦繪圖 及輔助設計的諸多功能。自 1982 年發行首版以來,歷經 1.0 版、1.4 版、2.18 版到 2007 版本,其軟體之改進及性能延伸方面頗值得肯定。 Auto CAD 擁有頗高的市場佔有率,涵蓋各行各業。 台灣許多電子產業,例如:手提電腦、手機…等,也紛紛使用繪 圖軟體來設計開發不同類型的模具,譬如 Pro/E 通常用來設計電子產 品及汽車零件。而 UG 是屬於較高層次的軟體,適用於曲面的設計,
例航太業跟汽車業。以上這兩種軟體在建模和分析上皆是很好的軟 體。但曲面建構仍以卡迪亞為第一,它廣泛被應用於航太工業,其功 能也被認為最強大。如,波音 747 就是使用卡迪亞設計。
如果以整體市場的佔有率來說,Solidwork 要屬第一,主要歸 功於其操作簡單,容易上手,功能也符合專業需求。然而,自 AutoCAD 公司推出 Inventor 後,Solidwork 的主宰地位已漸漸被 Inventor 取代。原因是 Inventor 可開啟三視圖檔、版金圖檔及展示圖檔,可 在工程圖上編修尺寸,還有支援 AutoCAD 軟體應用,能省下許多時間 應用在 2D 及 3D 圖面設計繪圖。並且支援機械模組功能的應用及材料 分析的應用,還可做機構動態模擬分析,可數值化地告訴我們哪些是 合理的運動範圍,藉著電腦模擬可了解成品的實際運作狀態。因此本 研究採用 Inventor 來開發各種機電整合的作品。 1.4 研究動機及目的 現代工業的發展,需要許多自動化設備來提高生產力及競爭力。 機械人是最有彈性的自動化設備。舉凡需要高精度、高配合、重複性、 危險環境工作的場合都可應用機械人,現今機械人已廣泛用於製造 業、汽車業、醫療或電子工業。 由於個人對機器人深感興趣,又身處於以強調實作為教育目標的
技職體系,故使用 Autodesk Inventor 設計並開發機器人的機構,對 各部零件分析並自行加工,自行組裝配線及機電元件的控制,最後進 行測試與改善,達成機電整合的目標。 1.5 論文架構 本文分為七個章節如下,茲將各節重點說明如下: 第一章 緒論:簡要敘述電腦輔助設計製圖系統發展。 第二章 Autodesk Inventor 進階探討: 介紹與探討 Inventor 的進階功能。 第三章 機械人概論:機器人市場佔有率及廠商介紹。 第四章 二軸機械人:開發二軸機械人的設計及製作過程。 第五章 五軸機械人:開發五軸機械人的設計與製作過程。 第六章 創意展示品:改裝日常生活用品以達到創意及趣味。 第七章 結論
第二章 Autodesk Inventor 進階探討
本研究主要採用 Autodesk Inventor 繪製並設計各類應用於機電 整合的機構,所以本章節將對 Inventor 的進階功能作些介紹與探討。 2.1 電腦輔助繪圖 Inventor R10 Inventor R10 是一套 3D 立體製圖軟體,提供直覺式的設計環境, 可在工作圖下開啟不同角位的視圖,並編修尺寸。幫助我們在 3D 作 圖環境,依照不同零組件的規格開啟不同工作平面。再加上檔案與 AutoCAD 相容,故可將檔案轉到 AutoCAD 上進行修改甚為方便。另外 在 R10 版中附有機械便覽魔法師及單構件分析,而單構件分析上可計 算負載應力、重量、質量和軸向應力,亦可產生報表提供設計時進行 數據分析。 標準工具列 下拉式功能表 工具台 瀏覽器 圖 2.1 Inventor R10 工作介面2.2 iFeature 如果遇到零件持有某特徵會重複出現,其特徵的分佈又不具規律 性(如對稱性、陣列分佈、環狀排列),或者許多不同的零件皆持有該 共同的特徵。此時 iFeature 可派上用場。此功能是先將特徵製作成 另一獨立檔案,其附檔名為 ide,而預設的儲存位置在 c:\Program Files\Autodesk\Inventor10\Catalog,再將此特徵重複植入所需的 零件中。通常鑄造件或射出成形件較有可能運用到 iFeature,而以 工具機加工的零件則較不會使用 iFeature 的功能。 我們從圖形視窗或瀏覽器中選取草圖或特徵。如果選取的特徵有 幾何圖形上的從屬特徵,這些從屬特徵也同時會被選取。而所選取的 草圖可以是已被(或未被)特徵消耗的草圖。我們可以指定參數名稱、 大小和用法說明,亦可在置入特徵時編輯各個值。其操作步驟如下: Step1.由下拉式功能表→ 開啟迴轉座.ipt。假設此零件包含你可 以在其它模型中重複使用的特徵。 圖 2.2 迴轉座.ipt
Step2.由下拉式功能表→工具→萃取 iFeature。從建立 iFeature 的 方塊中,在「被選取的特徵」視窗中選一個或多個要萃取的特徵,並 設置尺寸參數及組合基準。 圖 2.3 建立 iFeature Step3.定義方程式→在「大小參數」清單中,變更參數的值,如圖 2.4 所示。 圖 2.4 更改 iFeature 參數值
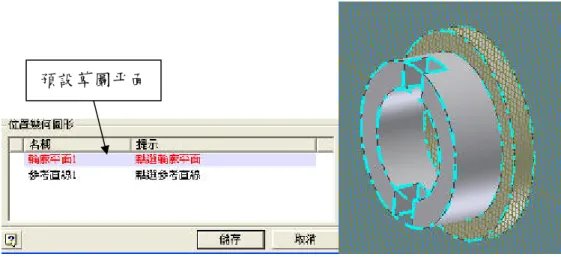
你可以定義每一個參數的範圍,輸入想要設計的距離或角度,指 定插入 iFeature 及修改其參數顯示的提示。儲存 iFeature 後,可以 編輯它來建立被動式 iFeature。複雜的 iFeature 可以加入位置幾何 圖形。用來建立 iFeature 之基準特徵草圖平面是預設位置幾何圖形。 預設草圖平面 圖 2.5 建立草圖平面預設位置幾何圖形 Step4.在建立 iFeature 對話方塊中按一下儲存,儲存的位置會放在 專門存放 iFeature 設計的 ide 檔案的 Catalog 資料夾裡面。
2.3 iPart 讓我們觀察下列三顆 M3 的螺絲(圖 2.7),其長度由左到右分別 為 6mm、10mm 及 12mm,而螺紋部份分別為 6mm、8mm 及 8mm。 圖 2.7 M3 螺絲 如果自建零件,則需分別存為 3 個檔案。然而,使用 iPart 的功 能,我們則可以將螺絲長度及螺紋長度設為參數而整合成一個檔案。 其操作步驟如下:
Step1.由下拉式功能表→工具→建立 iPart,產生圖 2.7 的 iPart 作 者視窗。
圖 2.8 iPart 作者視窗
Step2.在參數項目中, d11 是螺絲長度而 d16 為螺紋長度,將這兩 個參數選取成為欲設定的尺寸。
選取所預設定的尺寸 圖 2.9 iPart 參數建立 Step3.為了能快速選取適當的尺寸群,需設定索引。故切換到「其他」 這個項目中,在右邊按一下加入一個 size 的參數,作為參數設計的 主索引。 圖 2.10 Size 選擇 Step4.然後在下方的表格上按滑鼠右鍵,選取插入列,插入三列並 在欄位輸入設為「長」、「中」、「短」三種規格。 插入列 圖 2.11 設定規格
Step5.在 d11、d16 欄位中,按上右鍵選擇自訂參數欄之後,依照各 尺寸存檔下來為 ipt 檔。 自訂參數欄 圖 2.12 選自訂参數欄 Step6.在組合檔(.iam)中依普通程序置入構件,在每次剛開始置入 iPart 零件時會跳出如圖 2.13 的視窗,你可在左側選擇需求的規格, 而右側視窗會顯示相關的群組尺寸。 可選規格 圖 2.13 規格選擇 2.4 iMate 定義為 iMate 的限制條件配對,以指定零件在插入時連接方式。 iMate 很適於重複使用且以相同的方法限制構件。你一但定義了
iMate,就可以在你每次放置構件時節省時間。複合 iMate 以單選解 析多個限制條件。你也可以在單一零件中定義許多 iMate,再定義那 一個 iMate 最為重要。
Step1.Autodesk Inventor 是依照 iMate 在零件中被定義的順序來配 合它們。 Step2.如果你需要變更 iMate 置入順序,你可以按一下瀏覽器中的 iMate 並在資料夾中拖曳重新定位。 Step3.因為 iMate 依瀏覽器中列示的順序解析,你應該經常變更瀏覽 器中 iMate 的次序,以便將完全定位構件的複合 iMate 列示在單一 iMate 之前。當勾選置入構件對話方塊中的使用 iMate 選項時, Autodesk Inventor 會嘗試連接置入構件 iMate 到有相同名稱的未消 耗的 iMate 一方。
圖 2.14 建立 iMate
可利用 Alt+iMate 來作一個快速組裝動作。來達成型態相同 iMate 智慧組合。按住 T,會變成綠色圖案,然後用滑鼠拖曳到要組
裝的軸或孔,即可完成快速組合動作。 iMate 插入 圖 2.15 符號選取 圖 2.16 連接示範 2.5 簡報檔使用 當機構及零件組裝完成後,可運用 R10 版的簡報檔作成爆炸圖, 有助於瞭解規劃組裝的順序,還有相對位置的確認;亦可另存動畫, 來觀察組裝順序。其製作方式為:首先先建立視景=>轉折構件=>儲存 動畫檔。 Step1.展示檔的建立 展示檔其 Inventor 的副檔名為.ipn。它的功能是將組合件的組 合/分解過程,以動畫方式來呈現。從 新建一個展示檔案,選擇
手動分解的方式,可將每個構件進行轉折分解。 圖 2.17 新建展示檔案 Step2.建立轉折 選取方向按鈕,將游標指向繪圖區裡的構件模型,螢幕畫面上會 顯現(三向軸)的圖像,並以(紅色)箭頭表示構件的(x/y/z)軸之轉折 方向,針對構件,按下滑鼠左鍵,此時箭頭會呈現出藍色。 轉折構件: 移動構件 轉折構件 移動方向 手動:自行拆裝。 自動:先輸入距離由電腦自己 計算分解。 組合檔中所設計的的視景,可 依照不同視景做變化選擇。 選取要做簡報檔之檔案名稱 圖 2.18 轉折構件
選取構件按鈕,針對要移動的構件,按住滑鼠左鍵不放,拖曳到 想要之位置放開,此時可在轉換下方的欄位,輸入距離尺寸達到所需 的位置,然後按下勾勾表示套用。 圖 2.19 選取順序 可直接輸入偏移量,然後再按右邊綠色勾。在選擇構件時,可看 到繪圖區的齒輪組蓋依輸入數值移動。 圖 2.20 距離的位置 也可以切換成 X 軸或 Y 軸,此例是沿 Y 軸方向移動-20mm。依 此類推可進行 X 軸方向的移動。
圖 2.21 方位旋轉 接著將轉換模式改成旋轉(此時參考軸為 Y 軸),輸入角度為 60 度,將板塊旋轉 60 度。 圖 2.22 轉折功能 亦可依照所需的角度去進行微調的動作,其動作型態可分為 (下、上、左、右、逆時鐘旋轉、順時鐘旋轉)。 圖 2.23 增量旋轉
註:如欲選取多構件同時移動,在選取時按住 Ctrl 鍵就可以了。 Step3.儲存動畫檔 分解完成後,要把整個過程錄製下來,由簡報台工具中 動 畫指令先播放一次看看,如果無誤按一下 錄製。 圖 2.24 錄製動畫 圖 2.25 簡報爆炸圖
第三章 機器人概論
自 1970 年產業用機器人引進市場,大量運用在工業生產如汽機 車、機械、半導體等產業,但近年來市場需求與應用漸趨於飽和狀態, 迫使主要製造國家重新思考傳統製造業機器人的應用範疇,並積極構 建下一波機器人市場應用動向,再加上過去 10 年來許多攸關機器人 發展的科技如人工智慧、感測技術等皆有重要進展。科技迅速的發展 來自於工業的發達,使用工廠的自動化機構及工業機器人來節省人力 資源,使效率提高。業界在開發、普及上的努力和周邊支援產業的存 在,使機器人性能越來越好[2][3]。我們針對工業機器人的市場做一 資料收集及整理,本章節將說明機器人的全球市場、台灣市場並介紹 機器人廠商[4][5]。 3.1 全球市場方面 機器代替人力的趨勢日漸增多,在各行各業都佔有一席之地,由 國際機器人協會(International Federation of Robotics IFR )與 聯合國歐洲經濟委員會(United Nations Economic Commission for Europe, UNECE)在 2004 年出版的調查報告指出,2002 年主要國家的 工業機器人安裝數量有 68,595 台(包含日本、美國、歐盟、其它歐洲國家、亞/澳洲及其他國家),累計運作中的工業用的機器人有 770,195 台;預估到 2007 年,全球多用途工業用機器人年裝製數量將達到 106,300 台,運作中累計數量將達到 997,700 台。 表 3.1 及圖 3.1、3.2、3.3 顯示工業機器人安裝及使用的數量, 名列前幾位的國家有日本、美國、德國、義大利、韓國及西歐國家等。 這些數據預測方法是由各國工業機器人調查負責機構匯集而成,由機 器 人 製 造 商 (Robot Manufacturers) 、 機 器 人 經 銷 商 (Robot Distributors)、系統整合商(System Integrators)以及國內機器人 使用者(Domestic End Users)等單位所提供資料,加上各國工業機器 人進出口資料而得。 每年安裝數量 年底作業存量 年 度 國家 地區別 2002 2003 2004 2007 2002 2003 2004 2007 日本 25373 31588 33200 41300 350169 348374 352200 349400 美國 9955 12693 12800 15900 103515 112390 121300 145100 歐盟 26096 27114 28800 34400 233769 249200 266100 325900 其它歐洲 國家 582 922 1000 1300 11009 11409 11900 14200 亞洲/澳 洲 5123 6695 7200 8900 60427 65419 69900 78500 其他國家 1466 2764 3200 4500 11216 13620 16500 27200 總計 68595 81776 86200 106300 770105 800772 886200 997700 表 3.1 主要國家地區工業機器人裝置/運作中數量及其預估量
每年安裝數量統計 68595 81776 86200 106300 0 20000 40000 60000 80000 100000 120000 2002年 2003年 2004年 2007年 圖 3.1 主要國家工業機器人安裝量統計 運作數量統計 723270 750728 756498 770105 800772 680000 700000 720000 740000 760000 780000 800000 820000 1999年 2000年 2001年 2002年 2003年 圖 3.2 主要國家工業機器人運作數量統計
9955 12693 12800 15900 27114 5123 33200 31588 41300 25373 28800 26096 34400 8900 7200 6695 0 5000 10000 15000 20000 25000 30000 35000 40000 45000 2002年 2003年 2004年 2007年 日本 美國 歐盟 亞洲/澳洲 圖 3.3 工業機器人年裝置數量預測 3.2 台灣市場方面 目前台灣地區使用工業機器人從 2002 年以後,有逐漸遞增的趨 勢,也是跟科技及工業的發達有很密集的關係。根據統計,從 2002 年到 2005 年的進出口資料顯示(圖 3.4),2002 年進口金額總值為 13.3 億元,2003 年增加到 32.5 億元,2004 再倍增為 67.3 億元,2005 年 則略退為 57.9 億元,其單位都是以新台幣為單位,其進口的國家包 括日本、美國、德國及西歐等國家,其中以日本為最大宗,2004 年 進口值達到新台幣 60.9 億元,2005 年為 53.6 億元,皆佔工業機器 人全年度進口總值 9 成以上,這顯示日本確實是工業機器人王國。
2001~2005年進出口金額(百萬單位) 1330 3250 6730 5790 550 680 810 800 $-$1,000.00 $2,000.00 $3,000.00 $4,000.00 $5,000.00 $6,000.00 $7,000.00 $8,000.00 2002年 2003年 2004年 2005年 百 萬 進口金額 出口金額 圖 3.4 台灣工業機器人進出口金額統計 最近幾年,科技業者前往大陸及東南亞的投資日漸趨多,當地工 廠所使用的工業機器人與自動化生產系統,某些部份是由台灣廠商提 供設備與裝置。 3.3 機器人各大廠商 日本的機器人知名大廠有川崎重工、安川電機、FANUC、不二越、 NEC、三菱重工、本田、新力、精工愛普生等;歐洲廠商有德國 KUKA 及瑞士 ABB 等。
(1)日本安川電機與 FANUC 公司 日本安川電機開發的機器人可依搬運貨物的種類、形狀及品質更 換機器人的手臂,具有很強的通用性,適用於多品種的生產線。而 FANUC 成立於 1982 年,是專長於數控裝置、機器人和智慧化設備, 故裝配廠大多採用 FANUC 機械手臂。 以日本工業機器人市場而言,目前是以安川最大,2002 年度其 機器人銷量已經超過 FANUC 和瑞典 ABB,市場佔有率躍居全球第一。 截至 2003 年底為止,日本工業機器人生產量及應用量皆為世界第 一。該公司表示到 2006 年 10 月止,內銷約佔 40%,外銷約佔 60%。 這幾年機器人在亞洲增加很多,出口中有 25%是銷往亞洲,主要是應 用在生產液晶螢幕的工廠,而印度的銷售也在增加中。傳統上,汽車 生產線是使用機器人較多的場所,如電弧銲機器人、點銲機器人和塗 裝機器人。安川電機原本專做電焊機器人,其電焊機器人在日本佔有 率約 42%,是日本第一,在熔接品質、操作性和生產性都相當優秀。 圖 3.5 安川電銲機器人、雙臂無塵室機器人
圖 3.6 FANUC 機械臂作業情形 (2)德國 KUKA 公司 德國 KUKA 機械手臂,其所有控制及手臂皆模型化,維修更方便, 減少停機時間。該手臂的本體採用鋁合金,重量輕,可安裝於地面或 倒吊於天花板。 圖 3.7 KUKA 機械臂
(3)瑞士 ABB 公司 瑞士 ABB 公司生產多屬於關節型機器人,活動死角少,小型機械 臂荷重 5 公斤到大機械臂荷重 500 公斤都有供應,因此在機械、汽車 製造到食品業、電子及包裝業都廣泛應用。 圖 3.8 ABB 機械臂 根據市場的調查,及從廠商所推出的各類型工業機械人,我們可 以觀察到機器人科技日新月異。機器人科技是屬整合型的技術,其性 質猶如汽車製造業,不在於生產單一關鍵零組件,而是著重於將成千 上萬的零件組成另一商品。本研究旨在達成此一訓練,故以 AutoCAD 及 Autodesk 繪製設計二軸及五軸機械臂,並自行加工完成製作。其 詳細內容將陳述於第四、五章節。
第四章 二軸機械臂
機械手臂的設計圖是採用 AUTOCAD 繪製。直流馬達及編碼器分別 安裝於第一、二軸,而末端是使用氣壓夾爪。總組合圖(圖 4.1) 顯 示整體機械手臂的結構,而第二軸(圖 4.2)是利用傘型齒輪作轉向的 傳遞,讓馬達可以安裝於本體內部。 圖 4.1 二軸機械手臂總組合圖 4. 1 第一軸的分析 平面止推滾珠軸承是為了能承載垂直方向的負荷,假設此機械臂 最大垂直負荷為 F=30kgf。選擇型號 51207 的滾珠軸承(圖 4.2),具 靜負荷容量Co =6600kgf 及基本負荷容量C=3100kgf 。其最高速限與潤 滑有關,如果使用半固體潤滑劑最高速限為 3000rpm,使用液體潤滑 劑最高速限可達 4500rpm。圖 4.2 第一軸之軸承組 其壽命估算如下: 3 6 12 10 1.1 10 ( ) C L rev F ⎛ ⎞ =⎜ ⎟ × = × ⎝ ⎠ (4-1) 如果第一軸只在 12rpm 的低速運轉,此軸承壽命將高達 1528 百 萬小時。通常額定壽命高於 1 百萬轉即可接受,如今卻得到如此高的 數據,這意味著可選擇更小的軸承。然而,機械設計通常不會只依靠 單獨一個因素來作決定。以此為例,為了能將上半部的電線及氣壓管 引到機械臂的底部,其轉軸內部鑽有直徑φ15mm 的導孔,連帶地使 得軸的外徑變成φ35mm,以確保有足夠的強度。所以選擇具有φ35mm 內徑的軸承,其型號即為 51207。 雖然,平面止推滾珠軸承可承受極大的垂直負荷,卻只能承受輕 微的徑向力,所以經常搭配可承受徑向力的軸承。在此選用型號為 7007A 的雙排徑向止推軸承(圖 4.2)。此軸承具靜負荷容量 及 基 本 負 荷 容 量 。 使 用 半 固 體 潤 滑 劑 的 最 高 速 限 為 9500rpm,而使用液體潤滑劑的最高速限為 12000rpm。 1090 o C = kgf gf 1370 o C = k
接續在軸承下方的是正齒輪(圖 4.2)。齒輪顧名思義是指帶有齒 的輪子,主要用於傳遞動力。第一軸的齒輪選用模數 M=2mm,壓力角 為 20 ° , 齒 數 為 30 , 徑 圓 直 徑 Dp =2.36 ( 60in = mm) , 齒 冠 圓 直 徑 64 o D = mm,齒面寬 。徑節 P 為模數 M 的倒數,但單位 定義為齒數/英吋,故 P=12.7 teeth/inch。 0.787( 20 ) b= = mm 圖 4.3 第一軸之正齒輪規格 估算齒應力可使用路易氏公式(Lewis formula) t v F P K bY σ = ,此處 之路易氏參數Y =0.3551,而動力參數Kv尚待決定。然而,路易氏參數 只考慮齒的撓曲效應而忽略徑向力。為了取得更精確又可靠的結果, 美 國 齒 輪 製 造 協 會 (American Gear Manufacturers Association, AGMA)推荐使用下列公式[7]: 66 12.7 2878( ) 0.948 0.787 0.3904 t v F P psi K bJ σ = = × = × × (4-2) 其中,齒數N =30的幾何參數J =0.3904,是先查表取得齒數 的 及齒數 的 25 N = 0.3858 J = N =35 J =0.395,再以內差法求得。而 AGMA 建議切
削的齒輪其動態參數為 50 0.948 50 v K V = = + ,其徑線速度之單位為每秒 英 呎 。 因 馬 達 額 定 力 矩 為T =40kgf /cm , 以 此 估 算 傳 遞 力 為 2 13 t p T F D = = kgf si ,然而我們將之提昇到 30kgf(=66lb)於後續的分析,藉 以加強其安全性。 齒輪材質為 S45C,其降伏強度Sy =45kp 、抗拉強度 、 Brinell 硬度 ,其標準試件的疲勞強度 ,所以齒的 疲勞強度可求得如下[7]: 82 u S = kpsi si 163 B H = Se' =47kp ' 43.7( ) e a b c d e f e S =k k k k k k S = kpsi (4-3) 其中 表面因素: ka =0.78, 尺寸因素: kb =1 for P>12 teeth/in, 可靠度因素: kc =0.897, 溫度系數: kd =1 for T ≤450°C, 應力集中修正因數: ke =1, 雜項效果因素: kf =1.33. 雖然,齒的疲勞安全係數可計算求得 e 15.2 G S n σ = = ,但是 AGMA 建 議以過載因子Ko及負荷分佈因子Km修正上述公式[7],故得: 6.3 2 G o m n n K K = = ≥ (4-4) 其中
1.5 o K = 為中等衝擊, 1.6 m K = 為非高精度齒輪. 或許有人認為如此高的安全係數大可高枕無憂地承受任何的破 壞。事實不然,因為齒面的磨損,其破壞力遠大於拉伸造成的疲勞破 壞。讓我們完成下列分析就可一目瞭然。 AGMA 齒面疲勞強度計算公式[7]: (0.4 10) 69 (kpsi) L H H B T R C C S H C C = − = (4-5) 其中: 為 8 循環,上升及忍耐界線: 10 CL =1, 表面因素: CH =1 , 尺寸因素:CT =1 for T<121˚C, 可靠度因素:CR =0.8. 令齒面壓應力σH =SH,再使用公式 t p, H p v p F C K bD I σ = − ,可求得最大 允許傳遞力為Ft p, =127lb。其中,Cp =2300,而幾何參數可求得如下: cos sin 0.08 2 1 G G m I m φ φ = + = (4-6) where mG =1, φ =20°. 故齒面磨損的安全係數為: , 1 1 127 0.8 1.5 1.6 66 t p o m t F n K K F = = × = (4-7)
如果不瞭解各類疲勞破壞對於齒輪的影響,而僅將齒的拉伸疲勞 安全係數提昇數倍,是不足以確保安全。畢竟,增加表面硬度才能減 緩磨耗。所以,業界的應用皆要求齒輪必需進行表面硬化處理,譬如 表面滲碳。 機器人在業界的應用有可能是每週七日且每天 24 小時運轉,所以 必需設計到相當程度的安全係數以確保有百萬小時以上的壽命。然 而,學校的機器人僅用於教學,頂多每週一、兩小時。如果將齒輪進 行表面硬化處理徒增成本,卻無助於教學效益。這突顯出機械設計的 本質,不是由單一因素決定,如有許多可能的方案,則選擇一個最符 合經濟效益的方案。這就是為何我們沒有將齒輪送出進行表面硬化處 理。 4. 2 第二軸的分析 第二軸是使用斜齒輪組達成力矩的轉向傳遞,讓馬達可以安裝於 與第一軸心平行的本體(圖 4.4)。 圖 4.4 第二軸之結構
底部的斜齒輪(圖 4.5)與馬達輸出軸聯結,帶動右邊的斜齒輪, 此斜齒輪與第二軸靠固定螺絲相聯結,藉以傳輸動力。而左側斜齒輪 與第二軸是鬆脫可相對轉動。這主要是保持結構對稱,並讓底部的斜 齒輪承受較為平衡的負荷。 圖 4.5 斜齒輪組 接著要選何種材質製作斜齒輪?經查詢價格,如以 S45C 製作斜齒 輪,單價為台幣 1220 元,如以塑膠製作斜齒輪,單價為台幣 300 元。 一組需 3 顆,前者總價 3660 元,後者總價一千元不到即 900 元。 基於成本考量,塑膠斜齒輪是首選,然而它的耐用度又如何? 這 時就彰顯出機械元件分析的可貴了! 至少要能確保它的壽命能滿足 於教學。分析此問題,首先遇到的不確定因素是廠商到底確切使用何 種 塑 膠 材 質 ? 通 常 縮 醛 共 聚 物 (Acetal Copolymer) 、 縮 醛 同 聚 物 (Acetal homopolymer)及尼龍(Nylon)皆可用之於製造塑膠齒輪。雖 然業界談及塑鋼經常意指 MC901 的尼龍(Nylon)材質,可是當我們面 對不確定狀況時,仍應秉持安全的考量,故採用相對脆弱的縮醛共聚
物材質來分析。 縮醛共聚物的抗拉強度為Sut =9.5kpsi,取抗拉強度的一半估算其 標準試件的疲勞強度,則為 。斜齒輪的分析較複雜,另一 簡易的方法則是當成正齒輪來分析。我們故意將第二軸斜齒輪的分析 尺寸(如徑圓直徑)設計與第一軸之正齒輪相等,所以除了幾何參數為 及 ,其餘皆相等。 ' 4.75 e S = kpsi 0.23 J = I =0.067 66 12.7 4844( ) 0.948 0.787 0.23 t v F P psi K bJ σ = = × = × × (4-8) ' 4.42( ) e a b c d e f e S =k k k k k k S = kpsi (4-9) 故安全係數為: (4.2 / 4.844) 0.36 2 1.5 1.6 G o m n n K K = = = × < (4-10) 顯然!安全係數不符合安全標準。為使安全係數大於 2,回顧傳遞力 的假設是 30kgf,如今我們需降低此一期許成為 5kgf。 4.3 加工製作 工欲善必先利其器,此一加工的刀具、量具及手工具部分,計有: 右手車刀、切斷刀、修面刀、端洗刀、M5 內孔螺絲攻、中心鑽、中 心衝、小型銼刀組、手工鋸(鋸鋁棒或鋁塊建議採用 20 齒鋸條)、線 鋸(自行研磨),游標高度規、畫線針、分度規、藍色奇異墨水筆等。 而工具機部份,計有:車床、銑床、鑚床、鋸床、磨床和壓床及砂輪
機、研磨機。 由於加工製作甚為瑣碎,不易系統化介紹,我們僅以列舉的方式 講解如下: A、鋁板鑽孔的製作: 複數板零件部分,用堆疊的方式放置於虎鉗座,採刻度進刀方式 來作基準面。此方法是使工作面達到水平度,之後再完成另外五個基 準面。由於平面上有複數要加工的孔,我們使用旋臂鑽床或是銑床來 鑽孔,可迅速定位又可大量加工,讓孔配軸或是軸配孔的精密度約 H6~H7 左右。 圖 4.6 底部機構加工 圖 4.7 鋁板鑽孔
B、圓棒的製作: 用三爪車床來夾取,好處是不需要再對準中心的零件加工,但用 於不規則件則需要四爪車床來操作。製作要領,先將端面的不規則面 由右側車刀車平,然後右側進給來修正表面粗糙,之後再精密加工, 達到細膩光滑的端面,轉數約 1200~2000rpm。 圖 4.8 圓棒的製作 C、四連桿的製作: 由於四連桿件是兩兩相對稱,故相同尺寸的類型堆疊一致,使用 方型塊規來讓基準面達到水平度與垂直度,選擇銑床工具機,刀具採 用端銑刀,行程自行控制,要注意長條形鋁板會產生變形,故進給量 不可太大。 圖 4.9 延伸臂及四連桿的製作
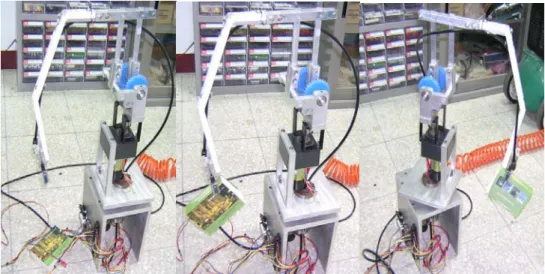
D、延伸臂製作: 延伸臂的材料是鋁,它有二種角度彎曲設計,有 30 與 45 度彎角。 由於是軟金屬,故加工前先考量是否會產生彎曲及變形。所以選擇在 工作平台上的虎鉗作來進行,用鐵金屬製尖嘴鉗的來彎曲鋁架,再使 用筆型砂輪機去除稜角來完成此延伸臂。 4.4 實體測試: 當所有零件加工製作完畢,組裝成的機械臂如圖 4.9 所示。 圖 4.10 二軸機器人實體 測試實際操作的情形顯示於圖 4.11,先以夾爪夾住一本手冊, 轉一角度後放開夾爪,而夾爪的動力來源是高壓空氣。
第五章 五軸機械臂
二軸機械臂仍沿用 AutoCAD 二維製圖,五軸機械臂則全面改用 Autodesk Inventor 三維製圖。其整體機構如圖 5.1 所示。 圖 5.1 整體機構 圖 5.2 減速齒輪組 減速齒輪組的設計方式是採用兩階段減速,馬達接第一級的蝸桿 及蝸輪達成 1:30 的減速,此輸出帶動迴轉編碼器並傳到第二級蝸桿及蝸輪,再獲 1:20 的減速。 三維製圖可以提供極為便利的視覺檢測,藉由迴轉工具可從不同 角度清楚檢視元件的干涉現象,在製造前可消除這方面的困擾。而且 工程圖的展示,亦可提供等角視圖讓加工者或組裝人員有更直覺的認 知。譬如圖 5.3 將組裝好的齒輪組清晰地呈現。 圖 5.3 減速齒輪組工程圖 藉由蝸桿及蝸輪達到 1:300 的減速齒輪組,一方面提昇其力矩到 75kgf-cm,二方面可安裝兩相迴轉編碼器於垂直側。此減速齒輪組安 裝於第一、二軸,因第二軸承載最大的負荷,故規劃兩組減速齒輪組 驅動。為了能穩定整體運作,底盤基座是使用 S45C 的板材。另外, 可移動部份的結構則選擇鋁材製作,並選用自潤軸承藉以減輕馬達負 荷。滾珠軸承有較佳的精度及潤滑度,然而使用滾珠軸承則需設計較 大的安裝空間,接踵而至的是其他結構尺寸也可能隨之加大,重量因
而水漲船高。為了避免上述惡性發展而達到輕負荷的設計,故選用自 潤軸(圖 5.4)。 圖 5.4 第一、二軸結構 第三軸(圖 5.5)與前一章節的理念相同,藉由斜齒輪組改變傳動 軸方向。然而,將減速齒輪組安裝於第二軸支撐點的另一側,利用槓 桿原理平衡另一端的重量。 圖 5.5 第三軸結構
第四、五軸則直接選用附有減速齒輪組的馬達。表 5.1 顯示此機 械臂各軸的轉速及力矩特性。
表 5.1:各軸特性表
Axis Rated Speed
(rpm) Gear Ratio Output Speed (rpm) Output Torque (kgf-cm) 1 3600 1:300 12 40 2 3600 1:300 12 40 3 3600 1:300 12 40 4 4500 1:500 9 15 5 4500 1:400 12 4 所有加工機具與前一章節相同,而製作內容則列舉說明如下: A、齒輪組的製作: 圖 5.6 齒輪組零件及整體 由四塊鋁板、三根傳動軸、二組蝸桿齒輪所組成。我們先從對稱 鋁板開始著手,定位銑製對稱板件,再精加工完成。隔環部分,依照 不同厚度來車製外徑=>鑽中心孔=>切斷;切斷刀的材質使用白車刀, 主要是排屑量佳,餘屑不會黏滯在工件上。固定框的製作,使用剪床 機依尺寸切削成片狀,厚度約 1~1.5mm,經過壓床內外壓角成約 90
度,完成外觀後。因為太薄會翻轉,造成加工的孔會產生偏移量,所 以需要使用鑚孔固定板固定。 B、底板的製作: 圖 5.7 支撐底板 底板製作前,採用研磨機研磨,去除不規則邊。研磨過後仍有毛 邊或稜角出現時,可用筆型砂輪機去掉。目的是使板件表面更平滑, 為了節省加工時間我們採用面銑刀銑製,採用大進給的方式,製作時 有凹凸不平的角度或是深孔加工部分採用端銑刀,改採小進給,主要 是確保刀具壽命,圓孔或偏孔部分由立式鑽床鑽孔,最後塗上黃油, 以防止生鏽。 C、迴轉座的製作: 材料放置於 3 爪車床,避免工件表面有傷痕,我們在每各夾爪上 放置墊片。為了節省多餘的製作時間,我們選擇 Φ35 鑽頭,目的是 粗加工一次完成,之後選擇內孔車刀加上太古油採右側進給,主要是
要讓內部表面光滑,使配合件不會卡損。中央凹槽部分,採取二點定 位方式來鑽孔,是為了對準相互結合的機件。 圓環及套統部分;其製作要領是考慮同心度,讓鑽孔跟原工件孔 中心能同一點,我們採取的方法是由三爪車床的另一端由尾座頂心頂 住,確保圓環及套統同心度,然後車削工件端面=>外徑即可完成。 圖 5.8 圓環及套筒加工件 D、中心軸的製作: 圖 5.9 傳動軸工件 採用低轉數 600rpm 捨棄式刀具粗車,主要是捨棄式刀具耐高
溫、耐磨耗與耐衝擊。當加工件剩下約 1mm 左右時,採用碳化物 P 類 (藍色)精車,需轉數約 1200rpm,以達到美觀與細膩。由於傳動軸必 須與孔配合,故加工精度為正負 0.02mm,採用的量具為外分厘卡, 測量精度為 0.01mm。 E、框架及鋁塊的製作: 為了節省時間和避免材料的浪費,我們採用銑床的分度頭來劃分 六個孔,各為 60 度,繞圓週順時鐘分別鑽孔來進行。鋁塊中心部份, 使用Φ40mm 對準孔中心貫穿,最後再檢查各孔是否有偏移。 框架製作方式先放置銑床上設定刀具路徑,由短邊銑製到長邊, 做好基準面。完成外觀後,中間凹槽部分採用Φ15~Φ16 端銑刀銑製, 約一~二次就完成,有彎角或稜角的地方可採用側銑或是用 T 形銑刀 可完成,最後要預留加工裕度,才好精加工。 圖 5.10 鋁製框架
F、固定板的製作: 馬達為了能貼合在支撐臂上,我們製作固定板。首先從剪床把大 概外型尺寸剪切下來,之後再經過壓床的壓製。為了考慮會有變形量 產生,壓床的壓製角度設定在 90 度,外形完成後,最後使用筆型研 磨機去除稜角及毛邊。 圖 5.11 第四臂固定板 歷經上述的努力,終於完成所有相關零件的製作(圖 5.12),再將 之組成完整的機械臂(圖 5.12),而機構部份至此大功告成。 圖 5.12 整體零件與機械臂實體
第六章 創意展示品
行銷是公司致勝的關鍵。根據研究顯示,絕大部份的購買行為不 是源起於事前的決定,反倒是在商店現場內所作的決定。現場的展示 通常能增進顧客對商品的購買興趣,尤其當展示品需具有非凡性、獨 特性及不可預期性。如何製作創意的展示品不僅是藝術也是技術。 傳統的作品展示,較缺少創意及趣味。如果能夠善用少許科技或 技術,將產品變的更生動有趣,那將大幅提昇行銷成效。所以工研院 創意中心曾委託我們製作一些簡易的趣味產品。由他們提供創意的構 思,我們設法製作成實體。而我們主要是使用 Autodesk Inventor 完 成設計,再以快速成形機製作其外形。 6.1 語音積體電路 此研究案例主要使用語音積體電路產生聲音效果,故本章節先介 紹語音積體電路。首先,我們使用一種 20 秒分段即時錄放語音積體 電路,此語音積體電路是美國 ISD 公司生產的新型單晶片語音錄放電 路,具有專利技術的類比處理存儲方式,斷電後語音內容仍不遺失, 電路內部由振盪器、語音存儲單元、前置放大器、自動增益、控制電 路、抗干擾濾波器、輸出放大器組成。最小的錄放系統僅由一個麥克 風、一個喇叭、兩個按鈕、一個電源極少數電阻、電容組成。幾乎不耗電儲存語音。可重複錄放達 10 萬次,語音可保存 100 年之久,且 具有省電模式。本身即可獨立錄放音,不需其它應用軟體。工作電壓: 5V,維持狀態電流:0.5μA,取樣頻率:6.4KHZ,最小時間段:125ms。 我們擬用此 IC 用於酷刑膠帶台及鱷魚釘書機。 圖 6.1 語音積體電路與錄音模組 6. 2 酷刑膠帶台 市售的膠帶台,一般都是拉出膠帶,頗為簡單。為了使膠帶台多 變化更吸引人注目,我們把語音積體電路模組貼合在底座,把極限開 關藏在塑膠娃娃頭部裡面,當我們拉出膠帶時候,會接觸到開關,則 會發出聲音。其聲音可事先錄製,譬如錄下尖叫聲,當拉取膠帶時則 發出慘烈的叫聲。 塑膠娃娃是從市場上購得,我們設計一膠帶台(圖 6.2)將電池及 語音積體電路藏匿在其底部。此膠帶台前端鑽許多小孔是為了讓揚聲 器的聲音能散播出來,並且製作一小圓環將揚聲器安裝於環內。
圖 6.2 膠帶台設計 圖 6.3 膠帶台實體 起初極限開關是安置於塑膠娃娃腳上的拱形支架(如圖 6.3 的左 側實體)。但基於美觀的考量,裁撤拱形支架,將極限開關安置於塑 膠娃娃的頭顱內部而成為圖 6.3 的右側實體。 6.3 鱷魚釘書機 為了增進一般釘書機的展示效果,我們將其外觀設計成鱷魚的造 型,並運用語音積體電路事先錄製聲音,當使用者裝訂下壓時,會觸
動極限開關則發出"哎呀"叫聲,藉以增進其趣味性。 圖 6.4 外型設計圖 圖 6.5 三維立體組合圖 快速成形(Rapid Prototype, RP)技術是在 1980 年代發展出來 的技術,可將電腦繪製的圖檔直接製成實體。我們先使用 Inventor 繪製其三維的外形,再將之轉成快速成形機可接受之檔案。
圖 6.6 訂書機組件及實體 6.4 出氣碎紙機 此構想是改裝市售的碎紙機,讓消費者槌擊無線發射器(圖 6.7),而碎紙機加裝無線接收器(圖 6.8)控制碎紙機的馬達,所以每 當消費者槌擊無線發射器,碎紙機就會把紙類吸進絞碎。 圖 6.7 無線發射器模型設計圖
接收盒內放置電路板,圖 6.8 中有橢圓孔的設計,是可以讓傳輸 線接收到碎紙機,圖 6.9 為控制電路圖。 圖 6.8 無線接收盒 圖 6.9 碎紙機電路圖 電腦控制主要是歸功於微處理機的誕生,微處理機是由各種模組 化的邏輯電路所完成,並且將程式儲存在記憶體中,是在 1969 年由 Hoff 所提出,而第一顆微處理晶片 4004 是在 1971 年由日本商用電
腦公司製造,後來授權給英特爾才開始蓬勃發展。4004 為 4 位元微 處理器,僅含 45 個指令,在 1974 年英特爾開發出 8 位元的微處理機 8080 , 另 外 有 Fairchild, MOS Technology, Motorola, National Semiconductor, Rockwell International, Zilog 等廠商發表出同為 8 位元 的微處理控制器 F-8、6502、MC6800、IMP-8、PPS-8、Z-8。 而 8051 是英特爾在 1980 開發的 8 位元單晶片微處理控制器。 目 前國內已有若干單晶片微處理控制器的設計及製造廠商,如義隆的 EM78M447SB 、 EM78P153S 及駿億的 H8000 系列等。 控制電路板 圖 6.10 模型實體
第七章 結論
電腦輔助設計及繪圖從 1970 年起,在各行業產生不斷的實際應 用。其功能逐漸提升,甚至可藉由 3D 實體建構等方式,進行視圖表 達或電腦模擬設計。 於眾多的電腦輔助繪圖工具中,因 Inventor 與 AutoCAD 有最高 的相容性,而且提供開啟三視圖檔、版金圖檔及展示圖檔,可在工程 圖上編修尺寸等。支援機械模組功能的應用及材料分析的應用,還可 做機構動態模擬分析,可數值化地告訴我們哪些是合理的運動範圍, 藉著電腦模擬可了解成品的實際運作狀態。因此本研究採用 Inventor 來開發各種機電整合的產品。 當我們開發二軸機器人時,仍採用 AutoCAD 的二維製圖軟體,後 來接觸到 Inventor,改成三維製圖開發五軸機器人,並且為工研院 創意中心製作若干趣味性的應用產品。在整個參與過程學習了電腦輔 助繪圖並親手加工製作各類零件,也對機器人內部構造有更深入的瞭 解。 在本所強調實務的理念薰陶下受益良多,從製圖到加工皆憑己力 不眠不休地完成,使自已的技術能力再獲提升,更有信心融入業界的 挑戰。第八章 參考文獻
[1]中山大學林榮發, 工程設計研發人員應用資訊科技之研究,民國 九十二年一月. [2]杜德煒, 機器人基本原理, 三民書局股份有限公司, 民國 72 年 1 月初版. [3]陳逢時, 機器人原理、應用與實例, 松崗電腦圖書資料有限公司, 民國七十二年八月初版. [4]王建彬, 全球與大陸工業機器人使用現況分析, 機械工業雜誌 244 期, 民國 92 年七月號.網址: http://www.mirl.itri.org.tw/mirl-inter/knowledge/mim/244/index_244.asp. [5]王建彬, 智慧型機器人發展概況, 機械工業雜誌 280 期, 民國 95 年七月號. 網址: http://www.mirl.itri.org.tw/mirl-inter/knowledge/mim/280/index_280.asp.[6]H.S.LEE, S.L.Chang Journal of Materials Processing Technology 140 (2003) 100-104.Development of a CAD/ACE/CAM system for a robot manipulator.2003 Published by Elsevier B.V. [7]Joseph Edward Shigley, Larry D. Mitchell, Mechanical Engineering Design, McGraw-Hill, New York, PP598-615,(1983).
[8] 大 葉 大 學 林 俊 諺 , 三 軸 機 械 手 臂 之 研 製 (Design and Implementation of Three-Axes Root), 民國九十年六月.
[9]高雄第一科技大學江金隆, 有桿機械手設計與分析(Design and Analysis of A Sliding-Rod Robot), 民國九十二年七月.
[10]交通大學陳錫川, 工業工程研究所, 機械手臂製造單元的遠端 控制設計與實作(Remote control of robotic manufacturing cell: Design and Implementation), 民國八十五年六月.
[11]中央大學莊政達, 電機工程研究所, 被動動力設計之雙足機器人. 民國九十五年六月.
[12]李秀峰, 機械元件設計, 文京有限公司, 民國 89 年 7 月 15 日. [13]Autodesk Inventor Professional 10 版原廠教學本, 2005 年. [14]全宏工作室, Autodesk Inventor 應用技術, 全華科技圖書股份 有限公司, 民國 92 年 8 月初版.
[15]廖廷睿、楊政遠 Inventor 使用指南, 知城數位科技股份有限公 司, 2003 年 8 月三版.
[16]John R.Walker, 張 天 津 編 譯 , 現 代 金 屬 加 工 (Modern metalworking), 大中國圖書公司印行, 民國 72 年六月初版.
[17]EM78M661 單晶片與 A3952SB 驅動晶片應用,全華科技圖書股份有 限公司, 民國八十九年九月.