平面度限制下最大銑削材料移除率之研究
112
0
0
全文
(2) . .
(3) 中文摘要 銑削具有加工高精度複雜形狀工件之能力,廣泛應用於精密製造領域。 但其會在工件表面產生殘留應力,導致變形影響工件品質如板件之平面度, 因而限制了其使用範圍與機台能力。本論文經由實驗設計及平面度分析, 探討如何在符合板件平面度要求下獲得最大材料移除率之銑削加工參數。 首先求取在夾具及主軸功率扭矩及轉速限制條件下可實行之銑削加工參 數範圍,接著進行響應曲面法之實驗設計,將直交表融入 Box-Behnken 方 法,以較有效率之實驗數量分析銑削參數(轉速、軸向切深與每刃進給)對 平面度之影響,並建立平面度之模型。實驗發現製程變異對平面度預測準 確性影響甚大,故本文將製程變異納入模型中,以利實際生產製造中求得 最大材料移除率之加工參數。實驗分析結果發現高轉速、低每刃進給以及 低軸向切深可得較好的板件平面度,而其中以軸向切深影響平面度最劇烈。 最後以所建立之具製程變異的平面度模型,成功獲得符合平面度要求之最 大材料移除率的銑削參數。. 關鍵字: 銑削加工、平面度、最大材料移除率、製程變異、響應曲面法 . . . I .
(4) Abstract Milling. can achieve complex geometry and high surface quality part.. Therefore, milling is widely utilized in precision manufacturing industry. However, milling induces residual stress and deformation, resulting in poor quality parts, such as the flatness of plate. In this article, systematic method of experiment design is used to analyze the influence of flatness on plate and to establish a model of flatness in milling. The model is used to find maximum material removal rate under the constraint of flatness. First, we utilize the cutting coefficients and convolution milling force model to find the milling parameters under the limit of vacuum chuck and spindle. Then, we use response surface methodology and combination of orthogonal array (L9) and Box-Behnken design in order to analyze milling parameter of flatness and obtain an accurate model of flatness with efficient number of experiments. Also, the flatness model considers process variation due to the fact that it is more efficient for industry. The result of experiment showed that high speed, low feed per tooth and low depth of cut constitute the key parameters for better flatness. Finally, we use the derived flatness model incorporating process variation effect to find the optimal process parameters to achieve the maximum material removal rate under the constraint of flatness.. Keyword: milling process, flatness, material removal rate, process variation, response surface methodology. II .
(5) 致謝 本論文能夠順利完成,首先感謝恩師王俊志教授對柏辰這兩年來的教 導,不管是學術上的指導,亦或是做人處事的道理都收穫良多。並感謝李 偉賢教授與何應勤教授於在百忙之中撥冗指導學生論文觀念不足之處,並 逐字斧正使學生的論文內容更加的完善,在此敬上最深的謝意。同時感謝 學長浩寧與麒豐給予人生的開導以及學術上的幫忙。感謝學長書和、勝峯 以及家賦不斷的關心柏辰論文的進度,並分享工作與研究上的經驗。感謝 同窗玠成、浲序與兆輝於計畫案時一起努力的走過,一起到凌晨的衝刺, 並感謝同窗們於研究中不斷分享美麗的事物,使大家得以宣洩研究時的壓 力,柏辰永遠不會忘記 F4 的力量,以及 F4 於綠島和澎湖的歡樂行程~感 謝學弟瑞陽於量測與英文上的幫忙,感謝耕弘於主軸維修時幫忙跑東跑西, 感謝冠宇於 Matlab 有問題時出手相救。亦感謝宏隆三不五時來實驗室與大 家一起聊天分享八卦,OME 的好兄弟正勛於澎湖行時幫忙 PSL 擋煞,感 謝哲豪分享研究中的道理。感謝好室友紀景一起在台南互相的扶持。最後 感謝我的家人與女友,在這段時間中不斷的鼓勵與支持,你們是柏辰的精 神支柱,僅以此論文獻給你們,以表達柏辰心中無限的感恩。 . III .
(6) 總目錄 中文摘要 .............................................................................................................. I ABSTRACT ........................................................................................................ II 致謝 ................................................................................................................... III 總目錄 ............................................................................................................... IV 表目錄 ............................................................................................................ VIII 圖目錄 ............................................................................................................... XI 符號說明 ........................................................................................................ XIV 第一章 緒論 ....................................................................................................... 1 1.1 研究動機與目的 ...................................................................................... 1 1.2 文獻回顧 ................................................................................................... 2 1.2.1 銑削力模式回顧 ............................................................................... 2 1.2.2 田口法與響應曲面法之文獻回顧 .................................................... 4 1.3 研究範疇與架構 ...................................................................................... 5 第二章 端銑刀之銑削力模式........................................................................... 6 2.1 銑削幾何與座標 ...................................................................................... 6 2.2 角度域銑削力 ........................................................................................... 9 2.2.1 基本切削函數 .................................................................................... 9 2.2.2 屑寬密度函數 ................................................................................. 10 2.2.3 刀刃序列函數 ................................................................................. 11 2.2.4 角度域總銑削力 ............................................................................. 12 2.3 頻率域總銑削力 ..................................................................................... 14 IV .
(7) 2.3.1 總銑削力之頻域轉換 ...................................................................... 14 2.3.2 比切削力常數之計算 ...................................................................... 15 第三章 田口法及響應曲面法之簡介............................................................. 16 3.1 田口法簡介 ............................................................................................ 16 3.1.1 因子水準與品質特性之選定 ......................................................... 16 3.1.2 直交表之配置與其特性 ................................................................. 17 3.1.3 SN 比之意義 .................................................................................... 19 3.1.4 回應圖表之建立 ............................................................................. 19 3.1.5 田口變異數分析(ANOVA)............................................................. 21 3.2 響應曲面法簡介 .................................................................................... 22 3.2.1 Box-Behnken 方法與中央合成設計之簡介 ................................... 22 3.2.2 迴歸分析模式建立 ......................................................................... 26 3.2.3 迴歸分析之變異數分析 ................................................................. 27 3.2.4 F 檢定與 t 檢定 ............................................................................. 28 3.2.5 模型自變數篩選 ............................................................................. 30 3.2.6 殘差分析 ......................................................................................... 32 3.2.7 預測值之信賴區間 ......................................................................... 33 第四章 實驗規劃與設備................................................................................. 34 4.1 前言 ........................................................................................................ 34 4.2 實驗規劃 ................................................................................................. 34 4.3 銑削加工限制條件之實驗設備 ............................................................ 38 4.3.1 比切削係數之實驗設備 ................................................................. 38 4.4 板件平面度模式建立實驗與平面度量測方式 .................................... 39 第五章 求得銑削限制條件下可實行之加工參數範圍 ................................ 44 V .
(8) 5.1 前言 ......................................................................................................... 44 5.2 銑削力限制條件下可實行之加工參數範圍 ........................................ 44 5.2.1 前導實驗-比切削係數之實驗 ........................................................ 44 5.2.2 真空夾具之限制條件 ..................................................................... 48 5.3 銑削功率與扭矩限制下可實行之加工參數範圍 ................................. 50 5.4 銑削加工限制條件下可實行之銑削參數 ............................................. 54 第六章 板件平面度模型建立及求得最大移除率之銑削參數 .................... 58 6.1 前言 ......................................................................................................... 58 6.2 板形工件銑削加工順序規劃 ................................................................ 58 6.2.1 前導實驗-殘留應力影響深度實驗 ................................................. 58 6.2.2 銑削加工順序規劃 ......................................................................... 63 6.3 以田口法分析銑削參數對平面度影響 ................................................. 63 6.3.1 田口法與 Box-Behnken 之實驗配置 ............................................. 64 6.3.2 田口法分析 ..................................................................................... 65 6.4 板件平面度模型之建立 ........................................................................ 69 6.4.1 以 Box-Behnken 方式為實驗配置建立平面度之模型 ............... 69 6.4.1.1 三因子 Box-Behnken 之實驗結果 .............................................. 69 6.4.1.2 平均值之板件平面度模型的建立 .............................................. 71 6.4.2 以 Box-Behnken 方法與中央合成設計建立平面度響應曲面 ... 73 6.4.2.1 中央合成設計之實驗結果 .......................................................... 73 6.4.2.2 以 Box-Behnken 與中央合成設計建立平面度響應曲面 ........... 74 6.5 最大材料移除率之銑削參數的求得 .................................................... 77 6.5.1 以平均值平面度模式求得最大材料移除率之銑削參數 ............. 77 6.5.2 以具製程變異之平面度模型求得最大移除率之銑削參數 ......... 81 6.5.2.1 板形工件之製程變異實驗 ........................................................... 81 VI .
(9) 6.5.2.2 於具製程變異之平面度模型中求得最大移除率之銑削參數 .. 83 6.5.3 於全域銑削參數中求得最大材料移除率參數 ............................. 85 第七章 結論與建議......................................................................................... 89 7.1 結論 ......................................................................................................... 89 7.2 建議 ......................................................................................................... 90 參考文獻 ........................................................................................................... 91 . VII .
(10) 表目錄 表 3- 1 直交表總表 .......................................................................................... 18 表 3- 2 L9 直交表 .............................................................................................. 20 表 3- 1 回應表 .................................................................................................. 20 表 3- 2 L9 直交表之 ANOVA 分析表 .............................................................. 22 表 3- 3 BOX-BEHNKEN 方法之三因子實驗組合 ........................................ 23 表 3- 4 中央合成設計法之二因子實驗組合 .................................................. 24 表 3- 5 中央合成設計法之三因子實驗組合 .................................................. 25 表 3- 6 ANOVA 分析表.................................................................................... 27 表 3- 7 迴歸分析 ANOVA 分析表 .................................................................. 29 表 3- 8 係數分析表 .......................................................................................... 29 表 4- 1 比切削係數實驗設備 .......................................................................... 38 表 4- 2 材料成分表 .......................................................................................... 39 表 5- 1 比切削係數實驗之參數 ...................................................................... 45 表 5- 2 普慧高速主軸規格表 .......................................................................... 52 表 6- 1 殘留應力影響深度之文獻彙整表 ...................................................... 59 表 6- 2 殘留應力影響深度實驗參數 .............................................................. 60 表 6- 3 殘留應力影響深度實驗之加工順序 .................................................. 61 表 6- 4 殘留應力影響深度實驗之加工順序 .................................................. 62 表 6- 5 與 BOX-BEHNKEN 方法配合之 L9 直交表 ...................................... 65 . VIII .
(11) 表 6- 6 田口實驗水準之配置 ......................................................................... 65 表 6- 7 與 BOX-BEHNKEN 配合的 L9 直交表之實驗參數配置 ................. 66 表 6- 8 板件銑削實驗之直交表 L9 結果 ........................................................ 67 表 6- 9 板件銑削實驗之回應表 ..................................................................... 67 表 6- 10 板件銑削實驗之變異數分析表 ....................................................... 68 表 6- 11 BOX-BEHNKEN 參數配置之實驗結果 .......................................... 69 表 6- 12 三因子 BOX-BEHNKEN 方法之不同模式建立比較 ..................... 71 表 6- 13 係數分析表 ........................................................................................ 72 表 6- 14 變異數分析表 .................................................................................... 72 表 6- 15 角點實驗結果 .................................................................................... 73 表 6- 16 以不同方式建立響應曲面之比較 .................................................... 74 表 6- 17 係數分析表 ........................................................................................ 74 表 6- 18 變異數分析表 .................................................................................... 75 表 6- 19 驗證實驗結果 .................................................................................... 76 表 6- 20 以不同實驗數據建立響應曲面之比較表 ........................................ 77 表 6- 21 以平均值平面度模型求得最大移除率的銑削參數 ........................ 81 表 6- 22 變異實驗之銑削參數 ........................................................................ 82 表 6- 23 變異實驗之結果 ................................................................................ 82 表 6- 24 於 6500 RPM 下之具變異的最大材料移除率參數......................... 84 表 6- 25 於全域加工參數下之最大材料移除率參數 .................................... 86 表 6- 26 以平均值預測不同平面度限制下最大材料移除率之參數 ............ 87 IX .
(12) 表 6- 27 以具變異方式預測不同平面度限制下最大材料移除率之參數 .... 88 . X .
(13) 圖目錄 圖 1-1 銑削運動路徑簡化前後之比較 ............................................................ 1 圖 1-2 銑刀運動路徑示意圖 ............................................................................ 3 圖 2-1 端銑刀之座標定義 ................................................................................ 6 圖 2-2 端銑刀徑向及軸向切深幾何 ................................................................ 8 圖 2-3 銑削種類示意圖 .................................................................................... 8 圖 2-4 基本切削函數 ...................................................................................... 10 圖 2-5 軸向切深與削寬密度函數關係 .......................................................... 11 圖 2-6 刀具序列函數 ...................................................................................... 12 圖 2-7 銑刀屑寬密度函數示意圖 .................................................................. 13 圖 2-8 垂直進給方向總銑削力的捲積示意圖 .............................................. 14 圖 3-1 回應圖 .................................................................................................. 20 圖 3-2 BOX-BEHNKEN 方法之三因子示意圖 ............................................. 23 圖 3-4 ANOVA 示意圖..................................................................................... 28 圖 3-5 向前收尋法流程圖 .............................................................................. 30 圖 3-6 向後消去法流程圖 .............................................................................. 31 圖 3-7 逐步分析流程圖 .................................................................................. 31 圖 3-8 殘差分析圖 .......................................................................................... 32 圖 4-1 本文之研究架構 .................................................................................. 35 圖 4-2 求得銑削限制條件下可實行之加工參數範圍的流程圖 .................. 36 . XI .
(14) 圖 4-3 板件平面度模式建立及最大材料移除率參數之求得的流程圖 ...... 37 圖 4-4 比切削係數之實驗配置 ...................................................................... 39 圖 4-5 板形工件銑削加工配置圖 .................................................................. 40 圖 4-6 板形工件銑削實驗之加工路徑 .......................................................... 40 圖 4-7 量測點數示意圖 .................................................................................. 41 圖 4-8 量測設備配置圖 .................................................................................. 41 圖 4-9 (A)對角線四點之最小平方面 (B)量測到之曲面 (C)圖 B 減 A 之示意 圖 (D) 真實曲面 ............................................................................................. 42 圖 4-10 對角線量測法之驗證 ........................................................................ 43 圖 5-1 於不同轉速與每刃進給下之比切削係數 .......................................... 46 圖 5-2 於不同轉速與每刃進給下之徑向切削比 .......................................... 46 圖 5-3 實驗與模擬力量之比對 ...................................................................... 47 圖 5-4 實驗與模擬力量之比對 ...................................................................... 47 圖 5-5 實驗與模擬力量之比對 ...................................................................... 48 圖 5-6 真空夾具之最大靜摩擦力測試示意圖 .............................................. 49 圖 5-7 不同真空壓力對最大靜摩擦力之關係圖 .......................................... 49 圖 5-10 主軸之功率扭矩曲線圖 .................................................................... 52 圖 5-11 於主軸功率扭矩限制下可實行加工之銑削參數區間 .................... 53 圖 5-14 6500 至 19500 RPM 之 X 方向力量限制範圍 .................................. 56 圖 5-15 6500 至 19500 RPM 於 Y 方向力量限制範圍 .................................. 56 圖 5-16 6500 至 19500 RPM 於扭矩限制範圍 ............................................... 57 XII .
(15) 圖 5-17 6500 至 19500 RPM 於銑削加工限制下可實行之加工參數區間... 57 圖 6-1 銑削加工順序示意圖 .......................................................................... 60 圖 6-2 殘留應力影響深度實驗流程圖 .......................................................... 61 圖 6-3 平面度於加工順序 TYPE A 與 B 之實驗結果 .................................. 62 圖 6-4 本文之銑削順序規劃 .......................................................................... 63 圖 6-5 實驗之銑削參數區間 .......................................................................... 64 圖 6-6 板件銑削實驗之回應圖 ...................................................................... 68 圖 6-7 BOX-BEHNKEN 參數配置之實驗結果示意圖 ................................. 70 圖 6-8 以 BOX-BEHNKEN 建立模型之殘差分析圖 ................................... 73 圖 6-9 以 BOX-BEHNKEN 與角點建立模型之殘差分析圖 ....................... 75 圖 6-10 平面度之響應曲面 ............................................................................ 78 圖 6-11 材料移除率之曲面 ............................................................................ 78 圖 6-12 於 6500 RPM 下之平均值的平面度以及材料移除率的曲面與等高 線 ....................................................................................................................... 80 圖 6-13 最大材料移除率之銑削參數求得過程示意圖(S=6500 RPM) ....... 80 圖 6-14 變異實驗之結果 ................................................................................ 82 圖 6-16 平面度限制與最大材料移除率之關係圖 ........................................ 86 . XIII .
(16) 符號說明 A[kN]. 銑削力之傅立葉係數. CWD , cwd. 屑寬密度函數. c. 工件偏置量. Mpn. 第 n 組切削參數. D. 刀具直徑. DOF. 自由度. da. 軸向切深. dr. 徑向切深. dft , dfr. 局部切向,徑向銑削力. fx 、 f y. x 方向、y 方向銑削力. h. 切削點的軸向高度. k. 因子數. MRRmax. 最大材料移除率. MRRlimit. 最大材料移除率之限制. N. 刀具刃數. n. SN 之信號總數. px、py、Px、Py. X 與 Y 方向的基本切削函數. q. 銑削順序中,第二部分的銑削順序. R2. 判定係數. R2adj. 調整後的判定係數. r. 銑削順序中,第三部分的軸向切深. S. 主軸轉速. SSt. 總變動/總平方和 XIV .
(17) tc. 平均切削厚度. tx. 每刃進給. ti. 工件原材厚度. tf. 銑削後之成品厚度. Vt. 總變異/總均方. w . 切削窗函數. x、y、z. 工件上卡氏座標系統的三個方向. α. 刀具螺旋角. a. 切削高度為 da 時,刀具圓柱座標系統的 值. p. 刀刃之間的角度差. 、r、 h. 切削點在銑刀圓柱座標系統的三個方向. δmax. 平面度. δlimit. 平面度之限制. ave ( Mp). 平均值平面度模式. ave _ 6500 ( Mp ). 於 6500rpm 下的平均值平面度模式. var ( Mp). 具製程變異之平面度模式. η. SN 比. ρ. 貢獻率. σ. 估計標準誤. . 工件座標上之切削角度. . 刀具旋轉角. XV .
(18) 第一章 緒論 1.1 研究動機與目的 銑削加工為現今常用的材料移除方式之一,其具有製造高精度複雜幾 何工件之能力,故廣泛應用於精密製造領域。但其移除材料的過程會在工 件表面產生殘留應力,導致變形影響工件之幾何精度,尤其剛性較差之板 件對此更為敏感。而板形工件為當前廣泛應用的產品部件之一,應用產業 擴及航太、船舶以及近年盛興的 3C 電子產業,且因應電子產品微小化之 趨勢,使板件之幾何精度顯得格外重要,平面度即為其重要指標。 另外業界對於銑削參數之選擇,往往以試誤法或是經驗法則進行,如 此不但造成加工效率不佳與產能無法提升,亦可能嚴重至機台受損,難以 實現高效率與優質的製程。於加工中常為提升加工效率而增加切削深度, 但當深度增加時有可能造成主軸負荷過載、切削力量過大導致工件位移與 飛出或表面殘留應力過大造成工件變形。且於實際量產當中成品精度受到 材料與刀具變異以及其他雜音之影響,故精度必定伴隨著製程變異,並於 一定的機率下產生不符合精度之成品,因此為了使良率上升,考慮製程變 異為一不可或缺之因子。 綜合上述之原因,故本文分析銑削製程對板件平面度之影響,首先求 得生產中可實行之加工參數,節省參數選定之成本。接著經由實驗設計與 平面度之分析,探討切削參數對板件平面度之影響,並以響應曲面法建立 具製程變異之板件平面度模型,提供使用者於製程變異下,求得符合產品 平面度之最大材料移除率的銑削參數,以利於執行高生產效率且符合精度 要求的產品製程。 1 .
(19) 1.2 文獻回顧 本文將文獻回顧分為兩部分,第一部分為銑削力模式之建立,第二部 分為田口法與響應曲面法之文獻回顧。. 1.2.1 銑削力模式回顧 銑刀的刀刃運動軌跡的參數式由 Martellotti(1941,1945)等人建立,其分 析銑削時之運動幾何軌跡,如下 1.1 式,此式受到刀具直徑、進給速率所 影響,證明了刀刃的銑削運動路徑為餘擺線(trochoidal)的一部份。 於一般加工過程中,刀具半徑通常遠大於每刃進給,故可將未變形切 屑厚度由 1.1 式簡化為 1.2 式,下圖 1-1 為簡化前與簡化後銑削運動路徑之 差異,其最主要之差異於 θ=00 以及 θ=1800 處。而圖 1-2 為式 1.2 之示意圖, 兩式中的 tc 為未變形切屑厚度(mm)、tx 為每刃進給(mm),θ 為切削點的旋 轉角度而 R 為刀具半徑。. tc ( ) R tx sin R2 tx2 sin2 . (1.1). tc ( ) t x sin . (1.2). 模擬條件 D=10 tx=0.114 模擬條件. -3. 0.12. x 10. D=10. tx=0.114. 3.5. trochoidal approximation. 3. 2.5. 0.1 tc ( ). 2. 1.5. 0.08. 1. 0. 0. 0.06. 0.5. 1. 1.5. 2. 2.5. 3. 3.5. 4. 4.5. . 模擬條件. -3. x 10. D=10. tx =0.114. 6. 0.04. 5. 4 tc ( ). tc ( ). 0.5. 3. 0.02. 2. 1. 0. 0. 20. 40. 60. 80. 100. 120. 140. 160. 0. 180. 172. 173. 174. 175. 176. . . 圖 1- 1 銑削運動路徑簡化前後之比較 2 . 177. 178. 179. 180.
(20) 圖 1- 2 銑刀運動路徑示意圖 Koenigsberger(1961)等人及 Sabberwal(1961)等人曾提出一個切向力的 經驗模式 1.3,說明非定值切屑之段面積為銑削製程幾何的特性,且隨著 刀具參數與加工參數之不同成週期性的變化,其中 Kt 為移除單位面積所需 之力量,且此為平均切屑厚度之函數,而 tc 為平均切削厚度,以上之假設 不考慮尺寸效應(size effect),也就是將整個切削過程中的 Kt 視為一定值. f t ct tc t x sin K t t x sin , Kt p. ct tc . p. (1.3). Tlusty(1975)亦提出一套徑向力的模式,徑向力與切向力有一個固定比值 Kr,其切向及徑向力的關係為: (1.4). f r Kr ft. Melkote(1998)等人將尺寸效應考慮進比切削係數中,Kt 會隨著切削角 度而變化,但此模式的建立相當困難,並仍與實際量測結果有一些誤差, 故大多學者使用的模式還是將 Kt 視為定值,而本文之研究為將 Kt 視為一 隨每刃進給之函數。 Wang(1992,1994)等人結合了動力學及控制系統之觀念,以捲積的方法 來求得解析的總銑削力,如此可容易判斷銑削中刀具參數以及加工參數對 銑削力之影響,且利於頻譜分析,本文即為利用此解析式進行銑削力之預 測。 3 .
(21) 1.2.2 田口法與響應曲面法之文獻回顧 田口法與響應曲面法常常應用於工程之最佳化問題之中,Bagci(2006) 等人以田口法分析面銑刀銑削鈷基合金之表面粗糙度,Zheng(2007)等人於 以 L9 直交表並考慮雜音為溫度與刀具磨耗下進行銑削加工參數對表面粗 糙度之影響,而 Thamizhmanii(2006)等人以及 Krishankant(2012)等人亦以 田口分析應用於車削參數對表面粗糙度之影響。響應曲面法中,Fuh (1997) 等人,建立銑削加工參數以及不同硬度材料對表面誤差之響應曲面,Wang (2004)等人以 CCD 為實驗配置建立銑削加工參數對表面粗糙度之影響,而 Routara(2009)等人則以全因子以及隨機產生之實驗配置建立響應曲面。 近年來多數學者以田口法與響應曲面法相互配合進行最佳化之分析, 因其一方面可進行田口回應表分析亦可建立響應曲面模型,Palanikumar (2008)等人以直交表 L27 為實驗配置,分析以多晶鑽石刀(PCD)對玻璃纖維 強化塑膠(GFRP)進行車削後的表面粗糙度之影響。Pai(2012)等人亦以 L27 直交表作為實驗配置,並建立磨削加工參數對表面粗糙度以及材料移除率 之響應曲面。而 Liu(2013)等人以 L16 直交表進行實驗配置,並以表面粗糙 度、合力以及材料移除率為品質特性進行多目標之響應曲面法分析。. 4 .
(22) 1.3 研究範疇與架構 本文研究為針對板形工件於平面度限制下之最大材料移除率的研究, 材料為使用 Al(6061T651)。研究內容先以銑削限制條件取得可進行銑削之 加工參數,而本研究之銑削限制條件為真空夾具之最大靜摩擦力以及主軸 之功率扭矩限制。於最大材料移除率部分,先以田口法分析加工參數對於 平面度之影響以及進行系統變異實驗觀察平面度之變異,再利用響應曲面 法建立銑削加工參數對於平面度之模型,最後以等高線重疊法找尋於平面 度限制下之具製程變異的最大材料移除率之加工參數。而本文為使實驗數 量減少,因此設計一實驗使田口法 L9 直交表之部分實驗融入 Box-Behnken 的實驗配置之中,以此進行實驗不僅可得田口法分析,亦可得到較精準之 響應曲面。論文結構如下。 全文之第一章「緒論」 ,說明本研究之動機與目的以及相關文獻回顧, 並介紹本論文之架構。第二章「端銑刀之捲積力模式」,介紹端銑刀之銑 削力解析模式,以基本切削函數、屑寬密度函數以及刀具序列函數描述端 銑刀於銑削之物理機制,最後將上述函數進行兩次捲積得到總銑削力。第 三章「田口法及響應曲面法簡介」 ,說明田口法之直交表、回應圖以及變 異數分析原理,並介紹響應曲面法中模式建立及驗證之方式。第四章「實 驗規劃與設備」 ,介紹實驗之工具機、刀具以及材料,並說明量測方式與 本論文之研究規劃。第五章「銑削加工限制條件之分析」 ,進行比切削常 數實驗,而後以捲積力模式為基礎找尋於銑削加工限制條件之下可實行的 加工參數。第六章「板件銑削實驗以及其最大材料移除率之加工參數求得」 , 進行板形工件銑削實驗,並以田口法分析及響應曲面法建立具製程變異之 平面度模型,而後以求得符合平面度之最大材料移除率的加工參數。第七 章「結論與建議」,本論文研究結果之歸納以及未來研究之建議方向。. 5 .
(23) 第二章 端銑刀之銑削力模式 2.1 銑削幾何與座標 本章之銑削力解析模式為使用 Wang(1992,1994)之捲積銑削力模式, 此為藉由基本切削函數、刀具序列函數以及屑寬密度函數描述銑刀切削時 之情況,並且將局部之單點銑削力捲積成總銑削力。 端銑削之過程,可用圓柱銑刀座標系以及直角工件座標系進行描述, 一個為圓柱座標系統β-γ-h,將 h 軸與銑刀旋轉軸重疊,並把原點設定於 底端,向上為正,如下圖 2-1 所示。. . 圖 2-1 端銑刀之座標定義. 定義任一刃在 h=0 時,其切削點之角度 β=0,當 β 增加時,h 也隨之 增加。下式為將銑刀圓柱座標展開,則每刃的幾何關係可表示如下 2.1 式. 6 .
(24) R (k 1) p tan k 1, 2, 3,..., (k 1) p (k 1) p a h( ) . (2.1). 於 N 刃的銑刀中, 指的是銑刀每之刃之間的角度,而當設定好軸向 切深(da)時,由 h=0 旋轉至 da 的角度稱為. ,銑刀的旋轉角度可由軸向切. 深(da)、銑刀半徑(R)、螺旋角(α)三個變數來決定:. p . d 2 , a a tan N R. (2.2). X-Y-Z 為工件之座標系,並以刀具前進的方向為+X 方向,而+Z 為向 下,且於此工件之座標系上定義一變數 θ,代表工件上切削點的旋轉角度, 如圖 2-2。 X-Y-Z 座標即是工件座標,當銑刀沿著 Z 軸旋轉 θ 角時,銑刀上任一 位置 β 時,其切削點在工件座標上可表示如下:. . (2.3). 於銑削加工過程中,可藉由徑向切深 dr 與偏置量推導始進角 1 與終切 角 2 之關係,如圖 2-2 所示及 2.4 式,而可以始進角與終切角之差異判斷 銑削種為順銑、逆銑以及槽銑,如圖 2-3。. 7 .
(25) y x φ tc tx. dr. R. ft θr θ2 fr θ1. c. . R. β. r. 銑刀. α. h. da. r. 工件. 圖 2-2 端銑刀徑向及軸向切深幾何 順銑. 逆銑 1, 1 2 Cutting window: w 0, otherwise o o o 1 0 , 2 90 , r 90. . r. 槽銑. 1, 1 2 Cutting window: w 0, otherwise. 1 90o , 2 180o , r 90o. 1, 1 2 Cutting window: w 0, otherwise. 1 0o , 2 180o , r 180o. feed. r. . feed. r. . feed. 圖 2-3 銑削種類示意圖. 1 cos1 (. C dr R C ), 2 cos1 (1 ) R R. (2.4). 由上述可知 1 與 2 會隨著切削條件而改變,因此為更確切的表示當刀 具切削工件當刀具切削工件時,力量的產生區間,故定義一切削窗函數, 如下 2.5 式。 8 .
(26) 1, 1 2 w 0, otherwise. (2.5). 於銑削加工時,未變形切屑厚度隨著刀具旋轉的角以及刀具半徑而有 所差異,但當每齒進給遠小於銑刀半徑時,瞬時的未變形切削厚度可以下 列 2.6 式表示。. tc ( ) t x sin . (2.6). 對單位切削寬度而言,切向切削力的經驗方程式可表示為 2.7 式,其 中 Kt 為比切削力常數,通常與平均切削厚度有關。同時由 Tlusty(1975)等 人與 MacNeil(1988)等人可得知徑向切削力表示為 2.8 式,其中 Kr 為徑向 切削力與切向切削力的比值。. f t ( ) Kt t x sin( ). (2.7). fr Kr ft. (2.8). 2.2 角度域銑削力 2.2.1 基本切削函數 由於 2.7 與 2.8 為θ之函數,因此可藉由座標轉換將徑向切削力與切向 切削力轉換至 XY 座標,如下 2.9 式。. f x ( ) cos f ( ) y sin . sin ft ( ) cos f r ( ) . (2.9). 於 XY 座標上 fx 以及 fy,代表刀具進給方向與垂直進給方向之銑削力, 對其做無因次化之推倒,即可得基本切削函數 px 和 py,其表示銑刀刀刃上 單點的進給方向以及垂直進給方向之力量軌跡,如下 2.10 與 2.11 式,其 基本切削函數隨 Kr 之變化,如下圖 2-4。. 9 .
(27) px ( ) 1 p ( ) K y r p1 ( ) . Kr p1 ( ) 1 p2 ( ). (2.10). sin 2 1 cos 2 , p2 ( ) 2 2. (2.11). 圖 2-4 基本切削函數 於銑刀上刀刃上任一切削點的基本切削函數皆相同。於此 2.12 式的函 數內,銑刀的旋轉位置ψ是變數,若把銑刀開始旋轉的位置定在 θ=0 處, 即在工作座標內 θ=ψ,並考慮切削窗函數,則可將 2.10 式改為 2.12 式。. K r p1 ( ) p x ( ) 1 p ( ) K y r 1 p2 ( ) sin 2 1 cos 2 w( ), p2 ( ) w( ) 式中 p1 ( ) 2 2. (2.12). 2.2.2 屑寬密度函數 屑寬密度函數 cwd(ψ)是指當銑刀旋轉一單位角度,一刀刃所產生的切 削寬度,如下圖 2-5,其函數表示如下 2.13 與 2.14 式。h 是刀刃的軸向位 置,與 2.1 式定義的 h 是一樣的,圖 2-3 (b)顯示任一刀刃 h(β)的關係。因 為 β 的起始位置在 θ=0 處所以 β=θ,因此削寬密度函數可以表示如下:. 10 .
(28) cwd . dh d. R cwd ( ) tan 0. (2.13). , 0 a ,. (2.14). otherwise. 其中 2.14 式可視為一矩形脈衝函數,如圖 2-5 (c),此長方型面積等於 軸向切深(da),當 α=0 時便成一面積為 da 的脈衝函數。. da:軸向切深 h:切削點高度 α:軸向傾角 R:刀具半徑 ψ:刀具旋轉角度 θ:工件座標上之切 削角度. . 圖 2-5 軸向切深與削寬密度函數關係 . 2.2.3 刀刃序列函數 其意義為代表銑刀旋轉時刀刃與工件材料接觸的順序,稱為刀刃序列 函數,可以表示如下 2.15 式,其中 p 為相鄰兩齒間的角度,而 2.15 式可 11 .
(29) 用圖 2-6 表示。. ts ( ) . . ( (k 1) . k . p. ). (2.15). ts. p. p. . 圖 2-6 刀具序列函數. 2.2.4 角度域總銑削力 在角度域中總銑削力是由刀刃序列函數、屑寬密度函數及基本切削函 數捲積而成可表示如下:. f x ( ) px ( ) K t ts ( ) * cwd ( ) * t x p ( ) f ( ) y y . (2.16). 式中*表示捲積的符號,第一個捲積過程是以刀刃序列函數為屑寬密度 產生過程的輸入函數,其輸出函數定義為銑刀屑寬密度函數,其示意圖如 圖 2-7,表示式如下. cwd c ( ) ts ( ) * cwd ( ) . = ts ( )cwd ( )d 0. =. . 0. ( (k 1) k 1. p. )cwd ( )d. . = cwd ( (k 1) p ). (2.17). k 1. 12 .
(30) cwd c ( ). ts ( ). . cwd c ( ). *. = a p. . . 圖 2-7 銑刀屑寬密度函數示意圖 . 其次以銑刀削寬密度函數當成基本切削函數的輸入函數,其輸出函數 便是總銑削力,如下 2.18 式,其示意圖如圖 2-8。. f x ( ) px ( ) Kt t x cwd c ( ) * f y ( ) p y ( ) px ( ) Kt t x cwd c ( ) d 0 p ( ) y . 13 . (2.18).
(31) 圖 2-8 垂直進給方向總銑削力的捲積示意圖. 2.3 頻率域總銑削力 2.3.1 總銑削力之頻域轉換 將 2.18 式進行傅立葉轉換,即可得頻率域之總切削力,其為基本切削 函數、屑寬密度函數、刀刃序列函數與 Kt、tx 的乘積,可表示如 2.19 式, 其中 Px ( w) 、 Py ( w) 以及 CWD ( w) 與 TS ( w) ,表示為上列函數於傅立葉轉換後 的函數。同時將 2.19 式逆轉換,則可得時域總切削力,如下 2.20 式。. F x (w) Px (w) Kt txTS (w)CWD(w) F y (w) Py (w) 1 Kt tx N (W Nk )CWD(w) k Kr. f x ( ) 1 f ( ) y 2. . F x ( w) jw F y (w) e dw . 1. . (W Nk )CWD(w) K. k . Ax Nk . A Nk e. k . (2.19). . NKt t x 2 . Kr P1 (w) 1 P2 (w) . . y. r. Kr P1 ( w) jw e dw 1 P2 ( w) . jNk. . (2.20). 式中 Ax Nk NK t t x 1 CWD = (Nk) K 2 r Ay Nk . K r P1 ( Nk ) 1 P2 ( Nk ) . (2.21). 當 w =0 時 Ax[0]、Ay[0]即代表平均切削力,可表示如下 2.22 式,其中 CWD(0) da 而 TS (0) N 。. Ax [0] NKt t x d a A [0] 2 y . 1 K r. K r P1 (0) 1 P2 (0) 14 . (2.22).
(32) 2.3.2 比切削力常數之計算 針對不同材質、硬度皆會影響比切削力常數,因此如何預測比切削力 常數便是計算銑削力的重要參數。本文以捲積力模式為基礎,簡化影響比 切削力常數的參數,藉此得到計算比切削力常數之解析式,根據此解析式 可以輕易的經由平均銑削力量測而計算出比切削力常數。依據 2.22 式捲積 計算之方式,延伸為三度空間計算則為 2.23 式。. Ax (0) 1 Nt K A (0) x t cwd (0) K y r 2 Az (0) 0. 0 P1 (0) 0 P2 (0) K a P3 (0) . Kr 1 0. 0 P1 (0) P2 (0) Nt x d a P2 (0) P1 (0) 0 2 P3 (0) 0 0. 1. Kt K K t r K t K a . (2.23). 經由轉換可得到比切削力常數公式為 2.36 式 Kt K K = 2 t r Nt x d a Kt Ka . 0 P1 (0) P2 (0) P (0) P (0) 0 1 2 0 P3 (0) 0. 1. Ax (0) A (0) y Az (0) . (2.24). 其中 1 ( cos 21 cos 2 2 ) 4 1 1 P2 (0) ( 2 -1 )+ ( sin 21 sin 2 2 ) 2 4 P3 (0) cos 1 cos 2 P1 (0) . Kt:比切削常數 Kr:徑向切消比 Ka:軸向切削比 經由實驗量測得到平均切削力後帶入 2.36 式,即可求得 Kt、Kr 與 Ka, 再將所求得之比切削係數帶入 2.18 式,即可得總銑削力。 15 .
(33) 第三章 田口法及響應曲面法之簡介 3.1 田口法簡介 在工程領域或是商業領域中常遇要使參數最佳化的情況,而大部分的 分析者最常用之實驗方法為逐一因次法,運用此法進行實驗時實驗之次數 會較於龐大並且無法有效進行分析。 田口式品質設計方法為利用直交表得到較可靠的因子效果估計量,故 可以有效減少實驗次數且相較於逐一因次法較易分析,並利用 SN 比、回 應表與 ANOVA 分析了解各個參數對系統的影響大小,綜合以上優點因此 本文利用田口法進行實驗。. 3.1.1 因子水準與品質特性之選定 本論文為研究銑削加工參數對於板形工件變形之影響,於加工過程中影 響的因子可分為下列三類,而第四類為系統之輸出項目。 1. 控制因子(Control Factor) 為工程師依據實驗系統,可依經驗判斷出影響輸出的參數,並訂定其水 準數目及值。在本研究中,對於板形工件變形較有影響的參數為徑向切 深、軸向切深、轉速、進給以及有無切削液。 2. 雜訊因子(Noise Factor) 此指的為可能對於系統輸出有影響,但是卻無法控制的參數。於本論文 中的雜訊因子為材料之變異、刀具之變異、機台本身之振動以及刀具之 偏擺。. 16 .
(34) 3. 信號因子(Message Factor) 意義如同控制因子,但為工程中較容易最為調整的,且與輸出間有著線 性關係。本研究所使用的田口法為靜態特性,因此將信號因子特定為一 常數。 4. 品質特性(Quality Characteristic) 用於衡量系統品質或是產品品質的優劣,本研究的品質特性即為板形工 件之平面度。. 3.1.2 直交表之配置與其特性 田口法之主要精隨為直交表之可加性,直交表指的是將各因子水準以 直交的方式配置,而各列的數字即代表著實驗參數的組合。於相同的因子 水準中不同使用者可能配置出不同的實驗參數組合,但其分析結果皆為相 同的,因其每一行皆為直交。 田口博士提出了 18 個直交表,如下表 3-1 所示。直交表的名子則代表 其行數、列數以及其水準數,以 L423 為例,其代表著此直交表的列數(實 驗數目)為 4,而 3 為因子數,2 為水準數。於下表當中的 L12、L18、L36 以 及 L54 為田口博士最推薦使用的直交表,因其具有避開分散交互作用之效 果。. 17 .
(35) 表 3- 1 直交表總表 直交表. 列數. 最大因子個數. 在這些水準的行數最大值 2. 3. 4. 5. L4. 4. 3. 3. -. -. -. L8. 8. 7. 7. -. -. -. L9. 9. 4. -. 4. -. -. L12. 12. 11. 11. -. -. -. L16. 16. 15. 15. -. -. -. L’16. 16. 5. -. -. 5. -. L18. 18. 8. 1. 7. -. -. L25. 25. 6. -. -. -. 6. L27. 27. 13. -. 13. -. -. L32. 32. 31. 31. -. -. -. L’32. 32. 10. 1. -. 9. -. L36. 36. 23. 11. 12. -. -. L36. 36. 16. 3. 13. -. -. L50. 50. 12. 1. -. -. 11. L54. 54. 26. 1. 25. -. -. L64. 64. 63. 63. -. -. -. L’64. 64. 21. -. -. 21. -. L81. 81. 40. -. 40. -. -. . 18 .
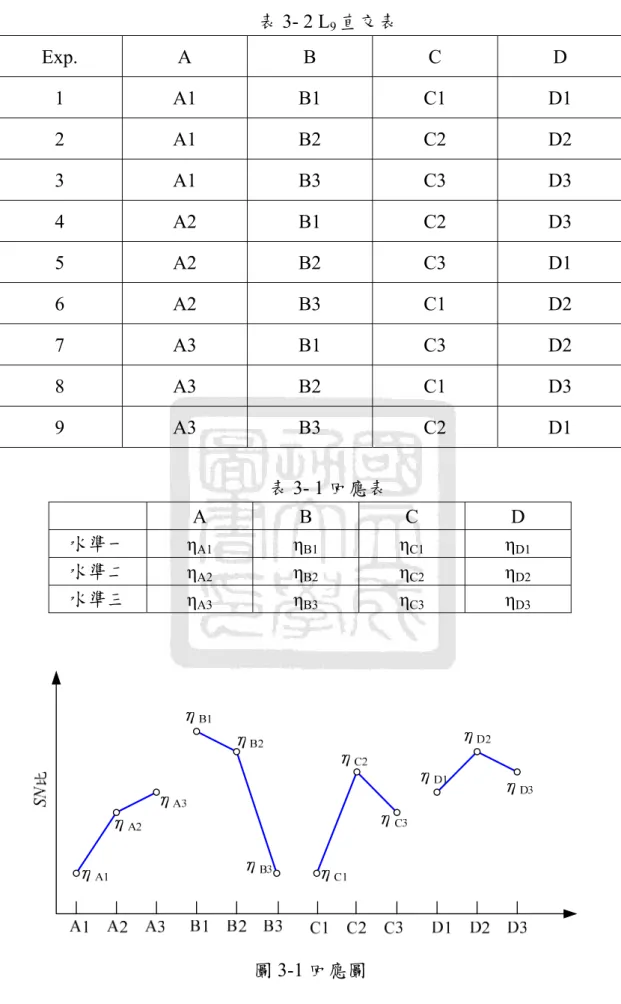
(36) 3.1.3 SN 比之意義 SN 比即為訊號與雜訊之比值,依品質特性的目標不同可分為望目特性、 望小特性以及望大特性。望目特性的意義即為品質特性有一值為最適當的 目標,當品質特性小於或大於此目標值時都算不佳,如下 3.1 式。望小特 性為希望品質特性是最小值,如下 3.2 式。望大特性為希望品質特性是最 大值,如下 3.3 式。其中 n 為實驗總個數,yi 為實驗之品質特性。而將實 驗輸出取為對數的原因為以利加法模式以及控制輸出區間。. 望目特性: 10log(. m 1 n ( ) ( yi m) n 1 i 1 1 n. 1 n )2 , m ( ) yi n i 1 2. n. 望小特性: 10 log(( ) y 2 ) 1 n. (3.1). (3.2). i 1 n. 望大特性: 10log(( ) i 1. 1 ) y2. (3.3). 3.1.4 回應圖表之建立 利用加法特性建立回應表與回應圖。以下表 3-2 的直交表 L9 為例,計 算回應圖表。3.4 式為計算 A 因子的第一個水準之 SN 比,其中 n 為代表 A1 因子在 L9 實驗中所出現的次數。下表 3-3 為回應表與圖 3-1 為回應圖。 1 n. A1 ( ) ( ( A1, B1, C1, D1) ( A1, B2, C 2, D2) ( A1, B3, C 3, D4)). (3.4). 1 ( ) (1 2 3 ) 3. 19 .
(37) 表 3- 2 L9 直交表 Exp.. A. B. C. D. 1. A1. B1. C1. D1. 2. A1. B2. C2. D2. 3. A1. B3. C3. D3. 4. A2. B1. C2. D3. 5. A2. B2. C3. D1. 6. A2. B3. C1. D2. 7. A3. B1. C3. D2. 8. A3. B2. C1. D3. 9. A3. B3. C2. D1. 水準一 水準二 水準三. A ηA1 ηA2 ηA3. 表 3- 1 回應表 B ηB1 ηB2 ηB3. 圖 3-1 回應圖. 20 . C ηC1 ηC2 ηC3. D ηD1 ηD2 ηD3.
(38) 3.1.5 田口變異數分析(ANOVA) 變異數分析相當於傅立葉分析,其原因為傅立葉分析可判斷電子訊號 中各個諧波的相對重要性,且不同諧波間皆相互垂直。而相同的,ANOVA 分析之最主要目的為決定各個因子間相對重要性,且實驗中的各行也是相 互垂直的。 以 3.1.4 小節的例子為例,所求得的 9 個 SN 比,相當觀測到 9 個信號, 其平方和則如信號強度如 3.5 式,其中 n 代表信號總數(SN 比總數)。而 9 個 SN 比的平均值相當於信號中直流的部分如 3.6 式。因子數也就如諧波 數。 n. 原始總平方和(信號總強度) i2. (3.5). i=1. 總平均平方和(直流部分) n (. 1 9 i ) 2 n m 2 n i=1. (3.6). 將 3.5 式減去 3.6 式,則相當於將信號總強度減去直流的部分,也就只 剩交流強度,如 3.7 式所示。下列計算以平面度為品質特性為例。 總變動(交流部分) =原始總平方和(信號總強度)-總平均平方和(直流部分) n. n. i=1. i=1. 總變動(交流部分)= SST i2 nm 2 (i m ) 2. (3.7). 由諧波所造成的變動,可由該波形自總平均線離差的平方和求得,如 下 3.8 式所示,其中 nA1 代表著該因子水準在 SN 比中的各數。下列計算以 A 因子為例。 A 因子之變動= SS A n A1 ( A1 m)2 n A2 ( A2 m )2 n A3 ( A3 m)2. (3.8). 因子之變動除上該自由度為其變異,而除上總變動則為其貢獻度,並 可藉由貢獻度判斷其對於系統之影響大小。下表 3-4 即為變異數分析表。. 21 .
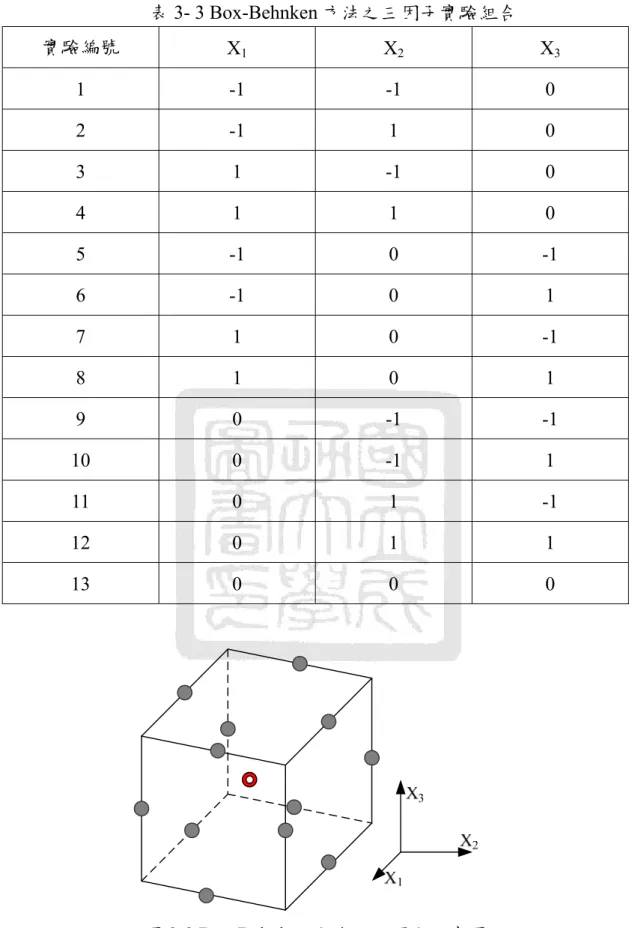
(39) 表 3- 2 L9 直交表之 ANOVA 分析表 SS. DOF. Var. 貢獻率. A. SSA. DOFA. VA. ρA%. B. SSB. DOFB. VB. ρB%. C. SSC. DOFC. VC. ρC%. D. SSD. DOFD. VD. ρD%. SUM. SST. DOFT. VT. 100%. 3.2 響應曲面法簡介 以數學描述物理或是化學現象可以分為兩種方法,其一為具物理化學 原理的解析式,另一為經驗模式,而本研究即為使用屬於經驗模式的響應 曲面法進行建模。而建模所使用的實驗設計則是以響應曲面的實驗設計方 式進行,其實驗設計方式可分為中央合成設計、Box-Behnken 設計、最佳 設計準則以及隨機產生設計,而本研究為使用 Box-Behnken 與中央合成設 計(CCD)。建立模型後需符合迴歸分析假設以及驗證實驗,才算模型建立 完成,而後即可找尋模型之極值尋求最佳實驗輸出。. 3.2.1 Box-Behnken 方法與中央合成設計之簡介 Box-Behnken 方法為一個球面設計,所有的點都在半徑為√2的球面上, 而此方法設計不包含自變數上下限所構成的頂點。若實際上實驗參數之上 下限水準組合為較昂貴或難測試時,則用此方式是有利的。下表 3-5 為三 因子之實驗組合,圖 3-2 為三因子之示意圖。. 22 .
(40) 表 3- 3 Box-Behnken 方法之三因子實驗組合 實驗編號. X1. X2. X3. 1. -1. -1. 0. 2. -1. 1. 0. 3. 1. -1. 0. 4. 1. 1. 0. 5. -1. 0. -1. 6. -1. 0. 1. 7. 1. 0. -1. 8. 1. 0. 1. 9. 0. -1. -1. 10. 0. -1. 1. 11. 0. 1. -1. 12. 0. 1. 1. 13. 0. 0. 0. 圖 3-2 Box-Behnken 方法之三因子示意圖. 23 .
(41) 中央合成設計法主要為使預測反應值的變異數在球面上為常數,即任 意個與中心點距離相同之參數則其變異數相同,亦稱為可旋性。通常為先 進行角點實驗建立一階模型,而後在進行軸點實驗建立二階模型,而軸點 (α)之位置為√ ,其中 k 為因子數。中心點實驗通常為此預測變異合理化, 因此進行 3 至 6 次之中心點重複實驗。下表 3-6 與 3-7 為二因子與三因子 之實驗組合,下圖 3-3 為其示意圖。. 表 3- 4 中央合成設計法之二因子實驗組合 X1. X2. 1. 1. 1. -1. 3. -1. 1. 4. -1. -1. 5. 0. α. α. 0. 7. 0. -α. 8. -α. 0. 0. 0. 實驗編號. 實驗組數名稱. 1 2. 6. 9. 角點. 軸點. 中心點 (重複 3 至 6 次). 24 .
(42) 表 3- 5 中央合成設計法之三因子實驗組合 X1. X2. X3. 1. -1. -1. -1. 2. 1. -1. -1. 3. -1. 1. -1. 1. 1. -1. 5. -1. -1. 1. 6. 1. -1. 1. 7. -1. 1. 1. 8. 1. 1. 1. 9. α. 0. 0. 10. -α. 0. 0. 0. α. 0. 12. 0. -α. 0. 13. 0. 0. α. 14. 0. 0. -α. 0. 0. 0. 實驗編號. 4. 11. 15. 實驗組數名稱. 角點. 軸點. 中心點 (重複 3 至 6 次). 25 .
(43) 圖 3-3 中央合成設計之二與三因子示意圖 . 3.2.2 迴歸分析模式建立 迴歸模型即是假設反應變數與自變數有關所建立的模型。建立模型後 藉由 F 檢定測試模型是否顯著(是否有線性關係),以及 t 檢定測試迴歸係 數是否為顯著。模型建立方式為使用最小方差求得,如下式 3.9 為迴歸模 型所求得的係數矩陣(假設模型為一階的推導)。其中 B 為係數矩陣,X 為 自變數矩陣,Y 為應變數矩陣,E 為殘差矩陣。 max 0 1 S 2 t x 3 da ε y 0 1x1 2x2 3x3 ε Y XB E y1 y Y= 2 yn . 1 x11 1 x 21 X= 1 x n1. x12 x1k x 22 x 2k x n2 x nk . 1 B 2 k . ε1 ε E= 2 ε n . n. ' ' ' ' L=εi2 =E' E=(Y-XB)' (Y-XB)=YY' -2BX Y+BX XB i=1. B=(X'X)-1X' Y 26 . (3.9).
(44) 3.2.3 迴歸分析之變異數分析 迴歸模型預測值與實驗反應值之間的誤差,可藉由 ANOVA 分析求得, ANOVA 亦可將誤差分離為模式造成的誤差與組內誤差。如下表 3-5 為 ANOVA 分析表,而其解釋如下。 SSt:實驗反應值與實驗反應值的平均值的方差和,如圖 3-4(a)。 SSR:模式預測值與實驗反應值的平均值的方差和,如圖 3-4(b)。 SSE:實驗反應值與模式預測值的方差和,如圖 3-4(c)。 SSL:各實驗反應值之平均值與模式預測值的方差和,回歸模式配適不準所 造成的殘差,如圖 3-4(d)。 SSP:各實驗反應值之平均值與該實驗反應值的方差和,反應了數據隨機性 大小,如圖 3-4(e)。 判定係數(R2):也稱為解釋力,表示模型對於誤差的解釋能力,R2 為 SSR / SSt, 但隨著自變數的增加,R2 會有高估的情況,因此一般皆用修正過的 R2 R2adj=1-(. )(1- R2). 估計標準誤(σ):回歸模型的估計標準差,σ= SS /DOF . 表 3- 6ANOVA 分析表 Source. SS. DOF. MS. Regression. SSR. DOFR. SSR/DOFR. Residual Error. SSE. DOFE. SSE/DOFE. Lack of Fit. SSL. DOFL. SSL/DOFL. Pure Error. SSPE. DOFP. SSP/DOFP. Total. SSt. DOFt 27 .
(45) 圖 3-4ANOVA 示意圖. 3.2.4 F 檢定與 t 檢定 1. F 檢定 (1)主為利用 ANOVA 分析表(表 4-9),檢定整體模型對應變數是否存在線性 關係,其虛無假設為 H0: β1 = β2= β3……=βn = 0, H1:βj 0。F 值為越大(P 值越 小),則代表自變數越可以解釋應變數,且 H0 成立的機率越小。一般工程 28 .
(46) 之信賴程度為 95%,因此檢定時 P 值必須小於 5%,才算拒絕 H0 。其中 F 值為 MSR /MSE。 (2)檢定模型是否為一個足夠充分的模型。F 值越小(P 值越大),則代表迴歸 模型越充分解釋此應變數。其中 F 值為 MSLOF/MSP。. 表 3- 7 迴歸分析 ANOVA 分析表 DOF Regression. SS. MS. DOFR. SSR. SSR/DOFR. Residual Error DOFE. SSE. SSE/DOFE. SSL. SSL/DOFL. Lack of Fit. DOFL. Pure Error. DOFP SSPE SSP/DOFP. Total. DOFt. P值. F (SSR/DOFR) /. 需小於 0.05. (SSE/DOFE). (SSL/DOFL)/(SSP/ DOFP). 需大於 0.1. SSt. 2. t 檢定 此為檢定各別係數是否於模型有顯著影響,其虛無假設為 H0: βj=0, H1:βj 0。 t 值越大(P 值越小),則代表該係數為零的機率越小(拒絕 H0) 。一般工程 之信賴程度為 95%,因此檢定時 P 值必須小於 5%,才算拒絕 H0 。其中 t ,Cjj 為(X’X)-1 的對角元素,下表 3-10 為係數表。. 為 βj / σj,而 σj 為. 表 3- 8 係數分析表 係數. 標準誤. t 統計. P值. Const. β0. σ0. β0 / σ0. 需小於 0.05. X1. β1. σ1. β1 / σ1. 需小於 0.05. X2. β2. σ2. β2 / σ2. 需小於 0.05. X3. β3. σ3. β3 / σ3. 需小於 0.05. 29 .
(47) 3.2.5 模型自變數篩選 1. 向前收尋法:依解釋力(R2adj)的大小,依次選取進入迴歸方程式中,以逐 步增加的方式,完成選取的動作,而已選入之自變數,則不會再被剃除, 如圖 3-5。 2. 向後消去法:先以所有自變數求出一個迴歸模式,而後逐步將最小解釋 力的變數刪除,直到所有未達顯著的自變數都刪除為止,而已選入之自變 數,則不會再被剃除,如圖 3-6。 3. 逐步分析:此方法如向前收尋法加上向後收尋法,首先會選以最大解釋 力的自變數作為初始迴歸模式,而後選取將剩餘的每個自變數各自納入初 始迴歸模式中,並以解釋力較大者為第二迴歸模式,而每新增一個自變數, 就利用向後收尋法將模式中未顯著的自變數剃除,再透過向前收尋法,選 取變數,依上述步驟直到所有所剩餘的自變數都達顯著水準為止,如圖 3-7。. 圖 3-5 向前收尋法流程圖. 30 .
(48) 圖 3-6 向後消去法流程圖. 圖 3-7 逐步分析流程圖 31 .
(49) 3.2.6 殘差分析 在建立完回歸模型之後,除了上述的檢定須完成外,其也需符合殘差假設, 如下列幾點敘述。 1.. 常態性:若是資料為常態分配,則誤差項也會是常態分配。而樣本數大 時可用直方圖檢驗,反之,則用常態機率圖,如圖3-8(a)。. 2.. 誤差項的獨立性:誤差項與誤差項之間没有相互關係,可用時序圖檢定 誤差項之間是否有關係,如圖3-8(b),若時序圖有特殊形態,代表可能 未對實驗進行隨機之安排。. 3.. 線性關係:應變數和自變數之間的關係必須是線性,若是發現應變數與 自變數呈現非線性關係時,可以透過對自變數或應變數取對數或是開 根號,再進行迴歸分析,如圖3-8(c)。. 4.. 殘差為常數之假設:殘差的變異大小與自變數無關,如圖3-8(d)。. 2. 3. 1 2. 0 -1. 1. -2 0 -4. -2. 0. 2. 4. 0. 5. 10. 15. 20. 4 2 1. 2. 0. 0. -1 -2 -2 0. 2. 4. -4. 6. 0. 圖 3-8 殘差分析圖 32 . 0.2. 0.4. 0.6.
(50) 3.2.7 預測值之信賴區間 在建立回歸模型,並檢定其顯著性與殘差分析後,即可運用於實際之 預測。但模型具有不確定性,故有信賴區間產生,如 3.10 式。 y ( x0 ) t ( 2 (1 x0' (X'X) 1 x0 ))0.5 y ( x0 ) y ( x0 ) t ( 2 (1 x0' (X'X) 1 x0 ))0.5. (3.10). y(x0) :為輸入自變數矩陣進入響應曲面求得預測平均值 t: 一般工程的信賴區間為 95%,故在此的 t 為 t 型分佈中 95%區間的標準 差個數 σ2: 響應曲面模型之變異數 σ2x’0(X’X)-1x0 :因自變數所選取不同而產生的變異數 x’0 :為自變數矩陣 . 33 .
(51) 第四章 實驗規劃與設備 4.1 前言 本章首先為說明此論文之實驗規劃,而後依實驗順序進行實驗儀器設 備、刀具以及材料之介紹。實驗設備為先介紹銑削加工限制條件中的比切 削係數實驗,而後為介紹板形工件銑削實驗及平面度量測方式,此實驗為 建立平面度之模型以利求得於符合平面度要求之最大材料移除率的加工 參數。. 4.2 實驗規劃 本研究之目的為求得於符合板件平面度要求之最大材料移除量的加工 參數,因此本文首先確認板件銑削製程可實行之加工參數範圍,並於此範 圍中選擇參數進行實驗設計,本文之實驗方法以田口法配合響應曲面法, 分析加工參數對板形工件之影響以及建立平面度模型,而最後再將製程變 異納入平面度模型中,使本模型可於製程變異中求得符合板件平面度要求 之最大移除量的加工參數。下圖 4-1 為本論文之研究架構,圖 4-2 為求得 銑削限制條件下可實行之加工參數範圍的流程圖,而圖 4-3 為板件平面度 模式建立及最大材料移除率參數之求得的流程圖。 34 .
(52) . . 圖 4-1 本文之研究架構 35 .
(53) . . 圖 4-2 求得銑削限制條件下可實行之加工參數範圍的流程圖 36 .
(54) . t ( 2 (1 Mp ' (X'X) 1 Mp ))0.5. ave ( Mp ). var ( Mp ). limit. MpMRR _ max [ S , t x , d a ]. 圖 4-3 板件平面度模式建立及最大材料移除率參數之求得的流程圖. 37 .
(55) 4.3 銑削加工限制條件之實驗設備 銑削加工限制條件在本研究中為真空夾具之最大靜摩擦力以及主軸功 率扭矩曲線。本文以捲積力模式預測銑削參數的最大力量、扭矩以及功率, 進而得到於銑削加工限制條件之下可實行之加工參數,故需先求得不同銑 削條件之比切削係數。. 4.3.1 比切削係數之實驗設備 本實驗進行實際切削並量測力量後,利用式 2.24 計算比切削係數。實 驗設備如下表 4-1 而配置如圖 4-4,所使用之材料如下表 4-2。 表 4- 1 比切削係數實驗設備 設備名稱. 廠商及型號. 三軸立式綜合加工機. LEADWELL(MCV-610AP). 動力計. KISTLER Type-9254. 電荷放大器. KISTLER Type-5019A. 放大濾波器. KISTLER Type-5134. 示波器. TeKtronix Type-TD210. 刀具. CMTec S220-Carbide-EX2-12. 主軸. PARFAITE EIM-1028-30. 38 .
(56) . 圖 4-4 比切削係數之實驗配置 表 4- 9 材料成分表 Al 6061-T651 Cr. Cu. Fe. Mg. Mn. Si. Ti. Zn. ≤ 0.35. ≤ 0.4. ≤ 0.7. ≤ 1.2. ≤ 0.15. ≤ 0.8. ≤ 0.15. ≤ 0.25. 4.4 板件平面度模式建立實驗與平面度量測方式 板件平面度模式建立實驗中,由於板形工件較難於傳統虎鉗中固定夾 持,因此本實驗利用真空夾具進行板形工件之固定,而後進行銑削加工。 此實驗配置如圖 4-5,切削路徑如圖 4-6。. 39 .
(57) 圖 4-5 板形工件銑削加工配置圖. . 圖 4-6 板形工件銑削實驗之加工路徑. 40 .
(58) 銑切完成後利用雷射位移計進行非接觸量測,本實驗共量測 35 點(圖 4-7),而後進行平面度之計算。由於加工後的工件無法平放於花崗岩平台 上進行量測,因此本實驗之量測方式為藉由厚薄規先將工件支撐住後再進 行量測,如下圖 4-8 所示。平面度之計算,為藉由對角線量測法之概念, 此方法為將四邊形工件之對角線上的對角兩兩移到相同高度,而後最高點 與最低點之最大高度差即為平面度。而本研究依此概念,首先以最小方差 法將工件之四個角落的量測點構成一平面,如下圖 4-9 (a),而後由量測所 得的圖 4-9 (b)減去圖 4-9 (a)的平面,即可得板形工件加工後之真實曲面, 其相減之過程可將曲面延著 X 方向進行剖面示意,如圖 4-9 (c)所示,圖 4-9 (d)為真實曲面之 3D 圖。如下圖 4-10 表示即可證明此真實曲面符合對角線 量測法,兩兩對角相同高度,而此曲面之最大高度差即為平面度(δmax)。. 圖 4-7 量測點數示意圖 雷射位移計. 板形工件(銑削後). 厚薄規. 花崗岩平台. . 圖 4-8 量測設備配置圖 41 .
(59) delta max = 6.9. 6. 8. 5. 4. 6. 4. 2. 4. z (mm). z (m m). 6. 0 -2 150. 3 2 2. 0 -2. 250. 100. 200. 100. 150. 50. 1 200 50. 50 y (mm). 0. 0. 0. 150. 100. 100 50. x (mm). 0. y (mm). 0. x (mm). delta max = 5.695. 4 5 4. 3. z (mm). 3 2. 2. 1 0 1. -1 -2. 0 100. 200 150 50. 100 50. y (mm). 0. 0. -1. x (mm). 圖 4-9(a)對角線四點之最小平方面 (b)量測到之曲面 (c)圖 b 減 a 之示意圖 (d) 真實曲面. 42 .
(60) delta max = 5.695. X: 203 Y: 133 Z: 1.145. 6. z (mm). 4 2 0. X: 5 Y: 133 Z: -1.145 X: 203 Y: 5 Z: -1.145. -2 120. X: 5 Y: 5 Z: 1.145. 100 80. 200 60. 150 40. 100 20. y (mm). 50 0. 0. x (mm). delta max = 5.695 5 X: 18 Y: 4.545. 4. 3 max. 2. X: 1 Y: 1.145. X: 35 Y: 1.145. 1. 0 X: 7 Y: -1.145. -1. -2 -5. 0. 5. 10 Y2. Y1 X1. X7X1. X: 29 Y: -1.145. 15 20 25 30 量測點之編號 Y3 Y4 Y5 X7X1 X7X1 X7 X1. 圖 4-10 對角線量測法之驗證. . 43 . 35. X7. 40.
(61) 第五章 求得銑削限制條件下可實行之加工參數範圍 5.1 前言 於特定零件之製程時,如何於銑削加工限制條件下,找尋可行之加工 參數乃為工業界之一大課題。本研究 Wang(1992,1994)等人的銑削捲積力 模式著手,於全域銑削參數中分析找尋適合本實驗加工且安全之參數。而 本文之銑削加工限制條件為真空夾具於 X 以及 Y 方向之最大靜摩擦力與主 軸功率與扭矩之限制。. 5.2 銑削力限制條件下可實行之加工參數範圍 本研究之銑削力限制條件為真空夾具於 X 以及 Y 方向之最大靜摩擦力, 故本文欲預測加工系統中全域加工參數之銑削力,進而求得於力量限制下 可實行之加工參數。本章以 Wang(1992,1994)等人的端銑刀銑削力解析式 為基礎,先以前導實驗求取不同加工參數下之比切削係數,而後預測全域 加工參數中的銑削力。. 5.2.1 前導實驗-比切削係數之實驗 比切削係數實驗,首先為進行實際之銑削並且擷取銑削時之力量,而 後利用式 2.24 計算出不同加工條件之比切削係數,如下表 5-1 所示為比切 削係數實驗參數。. 44 .
(62) 表 5- 10 比切削係數實驗之參數 實驗固定參數 材料. da (mm). dr (mm). 0.7. 12. 鋁 6061T651. 實驗變數 刀具. S (rpm). D12,N1. 6000, 12000,. 鎢鋼銑刀. 18000. tx (mm) 0.04 至 0.2. 比切削係數 Kt 之實驗結果,如下圖 5-1 所示,於每刃進給小時 Kt 有增 大之趨勢,每刃進給大時,則 Kt 逐漸下降,而 Kr 之趨勢也如同 Kt,如下 圖 5-2。於小每刃進給中有較大 Kt 之情況,可以說明為在完整結晶中機械 強度較強,因此移除材料所需能量較大,而當每刃進給加大時,銑刀所移 除材料之差排增多,機械強度較弱,因此移除材料所需能量較小。另外於 不同轉速進行實驗時,也可發現於高轉速相較於低轉速之 Kt 與 Kr,皆有 較小之趨勢,其現象推測為當高轉速進行切削時,刀具與材料摩擦生熱, 而使得材料軟化,進而使得移除材料所需之能量較小。 下列圖 5-1 至 5-2 以降冪方式擬合,而為了驗證所求得之比切削係數 準確性,下列將列舉三個例子做力量模擬與實際加工數據比對,如圖 5-3 至 5-5。. 45 .
(63) material: 6061T651 tool: D=12, N=1 cutting parameters: da=0.7, dr=12 1600 experiment data (S=6000) 1500. -0.240. 1400. Kt =664.309 tx experiment data (S=12000). 1300. Kt =419.475 tx. -0.362. experiment data (S=18000) -0.333. Kt (MPa). 1200. Kt =382.159 tx. 1100 1000 900 800 700 600. 0.04. 0.06. 0.08. 0.1. 0.12 0.14 tx (mm). 0.16. 0.18. 0.2. 0.22. 圖 5-1 於不同轉速與每刃進給下之比切削係數 material: 6061T651 tool: D=12, N=1 cutting parameters: da=0.7, dr=12 0.65 experiment data (S=6000) -0.239. 0.6. Kt =0.241 tx experiment data (S=12000). 0.55. -0.313. Kr =0.171 tx. experiment data (S=18000). 0.5. -0.246. Kr =0.176 tx. Kr. 0.45 0.4 0.35 0.3 0.25 0.2. 0.04. 0.06. 0.08. 0.1. 0.12 0.14 tx (mm). 0.16. 0.18. 0.2. 0.22. 圖 5-2 於不同轉速與每刃進給下之徑向切削比. 46 . .
(64) 20 0 -20 -40. 0. 1. 2. 3 4 Rotaion angle (radian). 5. 6. 80 Simulated Experimental. 60 40 20 0 -20. 0. 1. 2. 3 4 Rotaion angle (radian). 5. 6. 圖 5-3 實驗與模擬力量之比對 (S=6000 rpm, da= 0.7mm, dr= 12mm, tx=0.04 ). material: 6061T651 Aluminum x axis cutting force (N). y axis cutting force (N). Simulated Experimental. 40. y axis cutting force (N). x axis cutting force (N). material: 6061T651 Aluminum 60. 60 Simulated Experimental. 40 20 0 -20 -40. 0. 1. 2. 3 4 Rotaion angle (radian). 5. 6. 7. 80 Simulated Experimental. 60 40 20 0 -20. 0. 1. 2. 3 4 Rotaion angle (radian). 5. 6. 圖 5-4 實驗與模擬力量之比對 (S=12000 rpm, da= 0.7mm, dr= 12mm, tx=0.08 ) 47 . 7.
(65) y axis cutting force (N). x axis cutting force (N). material: 6061T651 Aluminum 100 Simulated Experimental. 50 0 -50. 0. 1. 2. 3 4 Rotaion angle (radian). 5. 6. 7. 100 Simulated Experimental. 50 0 -50. 0. 1. 2. 3 4 Rotaion angle (radian). 5. 6. 7. 圖 5-5 實驗與模擬力量之比對 (S=18000 rpm, da= 0.7mm, dr= 12mm, tx=0.08 ). 5.2.2 真空夾具之限制條件 真空夾具限制條件為本研究之銑削力量限制,如下圖 5-6 為測試 X 與 Y 方向之最大靜摩擦力,其實驗結果如下圖 5-7 所示,而本研究皆以負一 大氣壓(76cm-Hg)下進行加工,於負一大氣壓下 X 與 Y 方向之力量限制分 別為為 156.8 N 與 294 N。另本研究為了加工安全起見,設定安全係數(μ) 為 0.5,於安全係數乘上後即可得本研究之力量限制,X 方向為 78.4 N 而 Y 為 147 N。 下列以本文第二章之端銑刀捲積銑削力模式並帶入上節所提 Kt 與 Kr, 進行全域加工參數之 X 與 Y 方向銑削力的預測,下圖 5-8 為以轉速為 15000 rpm 以及 30000 rpm 預測全域加工參數之最大力量,圖 5-8(a)為兩轉速的 X 方向最大力量之等高線,而圖 5-8 (b)為 Y 方向,圖 5-8 (c)中的網格線表示 於 X 與 Y 方向力量限制中可加工之參數區域。 48 .
(66) 圖 5-6 真空夾具之最大靜摩擦力測試示意圖 . Vacuum Chuck 300. 250. N. 200. 150. 100 Y X. 50 30. 40. 50 cm-Hg. 60. 70. 圖 5-7 不同真空壓力對最大靜摩擦力之關係圖. 49 . 80.
(67) material: Al 6061-T651 x axis cutting force (N) S=30000 rpm. material: Al 6061-T651 x axis cutting force (N) S=15000 rpm. 0.2. 70. 90. tx (mm). 40. 70. 50 30. 0.1 10. 60. 40. 40. 0.08. 10 0. 0.06. 60. 0.06. 80. 60. 0.12 20. tx (mm). 80. 50. 30. 0 14. 0 10. 60. 20. 12 0. 80. 0.08. 10. 80. 40. 0 12. 0.16. 10 0. 0.14. 0.12 0.1. 20. 0 16. 20. 0.16 0.14. 0.18. 60. 0 14. 100. 60. 0.18. 40. 0.2. 50. 30. 20. 40. 80. 0.2. 0.4. 0.04. 40. 20. 0.04. 0.6. 0.8. 1 1.2 da (mm). 1.4. 1.6. 60 1.8. 0.2. 2. 1 1.2 da (mm). 1.8. 2. 40. 10 60. 80. tx (mm). 0.06. 0.06. 40. 0.04 0.4. 0.6. 0.8. 1 1.2 da (mm). 0.04. 100. 50. 0.2. 1.4. 0. 20. 0.08. 50. 0.1 0.08. 10 0. 12 0 80. 0.1 15 0. 10 0. 0.12. 60. 0 10. 0 15. 20 0. 16 0. 0 12. 80. 0.14. 0.12. 1.6. 0 14. 0 10. 60. 20. 40. 0.16 50. tx (mm). 0.8. 0 25. 0 20. 0 15. 100. 0.18. 0.16 0.14. 0.6. 30. 0.2. 0.2. 1.6. 1.8. 60. 20. 0.2. 2. 0.4. 0.6. 0.8. 1 1.2 da (mm). 1.4. 1.6. 40 1.8. 2. material: Al 6061-T651 S=30000 rpm. material: Al 6061-T651 S=15000 rpm. 0.2. 0.2 Fx Fy. 0.18. Fx Fy. 0.18. 0.16. 0.16. 0.14. 0.14 tx (mm). tx (mm). 0.4. 20 1.4. material: Al 6061-T651 y axis cutting force (N) S=30000 rpm. material: Al 6061-T651 y axis cutting force (N) S=15000 rpm. 0.18. 10. 0.12. 0.12. 0.1. 0.1. 0.08. 0.08. 0.06. 0.06 0.04. 0.04 0.2. 0.4. 0.6. 0.8. 1 1.2 da (mm). 1.4. 1.6. 1.8. 2. 0.2. 0.4. 0.6. 0.8. 1 1.2 da (mm). 1.4. 1.6. 1.8. 2. 圖 5-8 力量限制下可實行加工之銑削參數區間. 5.3 銑削功率與扭矩限制下可實行之加工參數範圍 進行加工前,必須先了解工具機之特性,才可以進行具效率且合理的 製程,而本文以工具機主軸的功率與扭矩曲線作為銑削功率與扭矩之限制 條件,並以本論文之第二章為基礎計算扭矩以及消耗功率,下式 5.1 即為 切線與徑向方向之總銑削力,式 5.2 為銑削刀具扭矩,式 5.3 為銑削移除 50 .
(68) 材料之功率,其中 R 為刀具半徑,ω為角速度,下圖 5-9 為利用式 5.1 至 5.3 配合 5.2.1 節的 Kt 與 Kr 進行模擬之結果。 ft sin sin Kt cwd Ktt xts cwd c t x 0 K sin d K sin f r r r . (5.1). Torque f t R. (5.2). Power f t R ω. (5.3) Milling Force material: 6061T651 D=12, N=2, S=6500, dr=12, da=2, tx=0.2. 400 ft fr. 350 300. N. 250 200 150 100 50 0. 0. 100. 200. 300. 400 deg. 500. Milling Torque material: 6061T651 D=12, N=2, S=6500, dr=12, da=2, tx=0.2. 600. 700. 800. Milling Power material: 6061T651 D=12, N=2, S=6500, dr=12, da=2, tx=0.2. 2.5. 1600 Torque. Power 1400. 2 1200 1000 W. N-m. 1.5. 1. 800 600 400. 0.5 200 0. 0. 100. 200. 300. 400 deg. 500. 600. 700. 0. 800. 0. 100. 200. 300. 400 deg. 500. 600. 700. 800. 圖 5-9 模擬結果(a)切向力與徑向力(b)扭矩(c)消耗功率 (S=15000 rpm, da=2mm, dr=12mm, tx=0.2). 本次研究為使用普慧之高速主軸進行加工,其規格如下表 5-2 所示, 而其功率扭矩曲線如下圖 5-10,曲線之轉折點為 20000 rpm,數學式表示 為下式 5.4 與 5.5,式中也為安全起見乘上安全係數(μ=0.5)。. 51 .
數據




+7




相關文件
Using regional variation in wages to measure the effects of the federal minimum wage, Industrial and Labor Relations Review,
“ Consumer choice behavior in online and traditional supermarkets: the effects of brand name, price, and other search attributes”, International Journal of Research in Marketing,
(1999), “Relationship Marketing and Data Quality Management," SAM Advanced Management Journal, Vol. (2004), “The Role of Multichannel Integration in Customer
Hogg (1982), “A State-of-the-art Survey of Dispatching Rules for Manufacturing Job Shop Operation,” International Journal of Production Research, Vol.. Gardiner (1997), “A
Therefore, a study of the material (EPI) re-issued MO model for an insufficient output of the LED chip manufacturing plant is proposed in this paper.. Three material
Chang, Shih -Chia, Yang, Chen-Lung , and Sheu, Chwen, “Manufacturing Flexibility and Business Strategy: An Empirical Study of Small and Medium Sizes Firms,” International
Tan et al, (1998), “ Supply Chain Management: Supplier performance and Firm Performance ”, International Journal of Purchasing and Material Management , 34(2) , pp. Frankel,(
Sheu, 2006, “Integrating Multivariate Engineering Process Control and Multivariate Statistical Control,” International Journal of Advanced Manufacturing Technology 29, 129-136.
