國立交通大學
機 械 工 程 學 系
碩士論文
超音波輔助玻璃微結構熱壓成形研究
Research on Ultrasonic Assisted Microstructure Hot
Embossing of Optical Glass
研 究 生:殷立釗
指導教授:洪景華 教授
超音波輔助玻璃微結構熱壓成形研究
Research on Ultrasonic Assisted Microstructure Hot
Embossing of Optical Glass
研究生:殷立釗 Student:Li-Chao Yin 指導教授:洪景華 Adviser:Ching-hua Hung 國 立 交 通 大 學 機 械 工 程 學 系 碩士論文 A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University In partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
June 2010
Hsinchu, Taiwan, Republic of China
i
超音波輔助玻璃微結構熱壓成形研究
研究生:殷立釗 指導教授:洪景華 教授 國立交通大學機械工程學系摘要
玻璃熱壓成形技術是玻璃光學元件重要的製程方式,近年來由 於玻璃熱壓成形技術的蓬勃發展,更是向下延升為玻璃熱壓微結構成 形技術,大幅降低了玻璃微光學元件製程成本。而超音波振動輔助已 經廣泛應用於塑性加工,藉由摩擦力的降低、材料溫度升高...等現 象,使得材料成形性提高,提昇加工精度及降低成本。因此本研究嘗 詴將超音波輔助應用於玻璃微結構熱壓成形。 本研究首先利用有限元素軟體,考慮超音波放大器在高溫下的材 料特性,設計可在高溫下使用之超音波放大器,接著利用熱壓成形設 備進行玻璃熱壓材料詴驗,結果證明了玻璃材料受到超音波振動之後, 材料發生軟化情形,可降低成形時所需之應力。後續利用電鑄翻模製 作具有 Fresnel 結構之鎳鈷合金模仁,以及利用放電加工於不銹鋼表 面製作 V 溝結構模仁以及球形陣列模仁,再使用製作之微結構模仁進 行超音波輔助玻璃微熱壓成形實驗,結果顯示超音波的施加對於填充 性具有顯著的提升。 關鍵字:玻璃熱壓成形、超音波輔助成形、微結構ii
Research on Ultrasonic Assisted Microstructure Hot
Embossing of Optical Glass
Student:Li-Chao Yin Adviser:Dr. Ching-hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
Glass hot embossing is an important technique for optical elements fabrication in recent years. It is generally used to manufacture optical lenses with the advantages of low-cost and steady quality. The same technique is also applied to mass produce microstructure optical glass elements by using molds with microstructure surface. In the same time, the ultrasonic assisted manufacture is widely used in plastic forming in recent years. This technique can raise the precision of products as well as reduce the cost of manufacture. Therefore this research focuses on applying the ultrasonic assisted technique on the hot embossing of glass with surface microstructure.
In the beginning of this research, finite element simulation was adopted to design an ultrasonic horn workable in high temperature range with temperature gradient. Then material tests were conducted with the improved ultrasonic assisted hot embossing apparatus, and the results indicated that the glasses were softened with the application of ultrasonic
iii
vibration, so the forming loads can be reduced. Furthermore, several molds with surface microstructures for glass hot embossing were manufactured. The fresnel structure mold was made by electroformed Ni-Co alloy, and the electric discharge machining was adopted to manufacture both the V-groove mold and the ball grid array mold. The microstructure glass hot embossing experiments were then performed with these manufactured molds. The results show that, during hot embossing process, the fillings were improved significantly with the assistance of ultrasonic-vibration.
Keywords : glass hot embossing, ultrasonic assisted manufacture, microstructure.
iv
誌謝
首先感謝指導老師洪景華教授在這兩年來的教導,使學生在求學 以及研究的路上受益良多。而論文也在老師的潤飾下順利的完成。研 究所生涯轉眼間已告一段落,兩年間的辛苦,好像都被時間給沖淡了, 剩下的只有美好的回憶,想起剛進實驗室的生澀到現在即將離別的感 傷,才知道原來有些人有些事情是一直留在我心裡的,就如同我對老 師的感念,是永無止息的。 感謝畢業學長洪榮崇博士,對於我論文專業知識的提供;感謝孙 中學長,對我的提攜,每次和學長討論運動以及時事,都是非常開心 的回憶,感謝正展學長對我在 CAD 上的教導,此外樂觀且樂於助人的 個性是我往後學習的目標;感謝煌棊學長教導我關於專利閱讀的相關 知識,也預祝煌棊學長以及正展學長能夠在今年順利完成博士學位口 詴;感謝麒禎學長對我在課業上的幫助,同時也感謝學長不厭其煩的 教導我關於有限元素模擬的知識;感謝銘傑學長對我的照顧,希望學 長能夠繼續堅持,在生醫領域好好的闖出一片天;感謝彥彬學長對我 論文的幫助,若沒有彥彬在各方面的幫助我想這篇論文是無法順利完 成的,此外與學長修理機台不斷南北兩頭跑的日子將是我研究生涯中 最難忘的一段回憶;感謝志嘉學長,學長是我一輩子看過對於學習最 認真的人了,感謝學長認真的態度鞭策了我。再一次的感謝以上所有 幫助過我的學長們,同時也懷念與學長們一同在詵酒茶畫裡感嘆過往 在陽光下揮灑青春的日子! 感謝我的同學筱偉,常常陪我一起吃飯分享心情,也很感謝你時 常幫我搬運貴重機台,因為有你我省了很多力氣,真是很謝謝你;感 謝正一同學時常在自己很忙的時候還能抽空回答我問題,同時也很感 謝你提供很多遊戲打發我們空閒的時間;感謝宗錞對我的包容,這兩 年來時常麻煩你做很多事情,同時在研究以外的領域我從你身上學到 很多,真是太感激你了。真的很幸運能與各位同學,一起度過研究所 的生涯,在這兩年的日子裡我們都有過很艱難的時刻,幸運的是我們 都克服過去了,多情自古傷離別,願我們的友誼長存。 感謝實驗室學弟雅喬、振傑、書麟以及學妹馨勻總是很貼心的幫 我完成許多雜事,繁忙的實驗生活中總是帶給我許多樂趣,希望你們 未來的研究也能夠順利完成。此外感謝國研院儀器科技中心儀控組黃 國政博士以及曾釋鋒、黃建堯、郭朝輝、蕭文澤學長對我論文的幫助, 因為有你們慷慨的贊助,論文得以順利完成。v 此外感謝我的妹妹愉兒在這兩年忍受我的頤指氣使,真是非常不 容易,希望你的學業也能順順利利的完成;感謝我的哥哥立煒,總在 我最低落的時刻鼓勵我,使我有信心面對困難,同時也幫我解決很多 化學方面的問題,希望你的論文也能順利完成;感謝一直在背後默默 陪伴我的女友煜惠,兩年雖然偶有波折,但總能安然度過,希望我們 以後也能夠如此順利的走下去。 最後感謝我的爸爸以及媽媽對我的栽培,求學的過程中父母始終 給予我很大的支持,使我可以無後顧之憂的完成學業,當我做錯失敗 或是想要放棄挑戰的時候,父母的關心總是能夠給我力量克服難關, 沒有他們我是無法那麼順利的完成學業,感謝父母對我的愛是如此的 寬容、廣大,由衷的感謝。
vi
目錄
中文摘要 ... i 英文摘要...ii 誌謝 ... iv 表目錄 ... ix 圖目錄 ... x1
第一章 緒論 ... 1
1.1 前言 ... 1 1.2 光學鏡片簡介 ... 2 1.2.1 光學鏡片的介紹 ... 2 1.2.2 光學鏡片的製造方式 ... 3 1.3 超音波輔助成形 ... 9 1.4 文獻回顧 ... 10 1.5 研究動機 ... 13 1.6 研究方法 ... 132
第二章 基本原理與實驗機台介紹 ... 15
2.1 光學玻璃介紹 ... 15 2.1.1 光學玻璃成分與種類 ... 15 2.1.2 光學玻璃種類 ... 15vii 2.2 玻璃轉移現象 ... 17 2.3 超音波輔助成形介紹 ... 19 2.3.1 超音波 ... 19 2.3.2 超音波振動加工 ... 19 2.3.3 超音波振幅放大器 ... 20 2.4 熱壓實驗設備介紹 ... 21 2.4.1 加熱與溫控系統 ... 21 2.4.2 油壓系統 ... 25 2.4.3 真空與氣體環境系統 ... 26 2.4.4 超音波系統 ... 28
3
第三章 熱壓機台改良與設計 ... 31
3.1 加熱設備改良 ... 31 3.1.1 現有加熱設備缺點 ... 31 3.1.2 加熱燈管的改良 ... 31 3.1.3 加熱爐的改良 ... 32 3.1.4 絕緣設計 ... 36 3.2 高溫超音波放大器設計 ... 40 3.2.1 溫度分佈實驗 ... 41 3.2.2 超音波放大器的頻率測詴 ... 44viii 3.3 實驗用模仁與結構 ... 50
4
第四章 超音波輔助材料詴驗 ... 66
4.1 PSK-100 材料詴驗 ... 66 4.1.1 實驗詴片與模仁 ... 66 4.1.2 PSK-100 平板詴驗 ... 675
第五章微結構熱壓實驗 ... 73
5.1 V 溝結構模仁熱壓 ... 73 5.2 Fresnel 結構模仁熱壓 ... 88 5.3 球形陣列結構熱壓 ... 1066
第六章 結論與未來發展 ... 109
6.1 結論 ... 109 6.2 未來展望 ... 1117
參考文獻 ... 112
ix
表目錄
表 1 光學玻璃透鏡與塑膠透鏡比較 ... 5 表 2 光學玻璃透鏡與塑膠透鏡優缺點比較 ... 6 表 3 溫度分佈實驗結果(單位℃) ... 42 表 4 溫度分佈模擬結果 ... 43 表 5 超音波放大器頻率與溫度關係 ... 46 表 6 頻率模擬結果 ... 47 表 7 鎳鈷合金模仁表 ... 51 表 8 Fresnel 結構模仁量測結果(單位 um) ... 53 表 9 鎳鈷合金耐熱實驗結果 ... 57 表 10 放電加工微結構模仁量測結果(單位 um) ... 61 表 11 PSK-100 材料實驗參數 ... 72 表 12 V 溝熱壓實驗參數與結果整理 ... 74 表 13 Fresnel 熱壓實驗參數表... 88 表 14 量測結果統計 ... 101 表 15 超音波施加後各齒間段差比較(單位 um) ... 106 表 16 球形陣列實驗參數 ... 107x
圖目錄
圖 1-1 熱壓成形法流程圖 ... 7 圖 1-2 熱壓成形法時間-溫度關係圖 ... 7 圖 1-3 玻璃微結構熱壓成形法示意圖 ... 8 圖 1-4 超音波振動加工示意圖 ... 9 圖 2-1 OHARA 出產玻璃品種 ... 16 圖 2-2 玻璃轉移溫度關係圖 ... 17 圖 2-3 超音波振動加工原理 ... 20 圖 2-4 加熱爐示意圖 ... 22 圖 2-5 加熱爐外觀圖 ... 23 圖 2-6 2500W 紅外線加熱燈管 ... 24 圖 2-7 熱電偶 ... 24 圖 2-8 溫度控制器 ... 24 圖 2-9 SCR 外觀圖 ... 25 圖 2-10 溫度控制示意圖 ... 25 圖 2-11 油壓系統示意圖 ... 26 圖 2-12 氮氣鋼瓶 ... 27 圖 2-13 真空幫浦 ... 27 圖 2-14 信號產生器 ... 28xi 圖 2-15 換能器 ... 29 圖 2-16 超音波放大器 ... 29 圖 2-17 冷卻水罩 ... 30 圖 2-18 超音波系統與熱壓機台之組合 ... 30 圖 3-1 220V500W 直線形紅外線燈管 ... 32 圖 3-2 前半部新型加熱爐座 ... 33 圖 3-3 後半部加熱爐座 ... 34 圖 3-4 前半部新型加熱爐實際外觀 ... 34 圖 3-5 後半部新型加熱爐實際外觀 ... 35 圖 3-6 新型加熱爐組合外觀 ... 35 圖 3-7 保護裸露電極陶瓷示意圖 ... 36 圖 3-8 保護陶瓷與新型加熱爐組合示意圖 ... 37 圖 3-9 圓形陶瓷示意圖 ... 37 圖 3-10 圓形陶瓷與新型加熱爐組裝示意圖 ... 38 圖 3-11 人工雲母片絕緣機構 ... 39 圖 3-12 人工雲母片絕緣機構外觀 ... 39 圖 3-13 人工雲母片絕緣機構組裝圖 ... 40 圖 3-14 高溫超音波放大器設計流程 ... 41 圖 3-15 熱電偶凹槽示意圖 ... 42
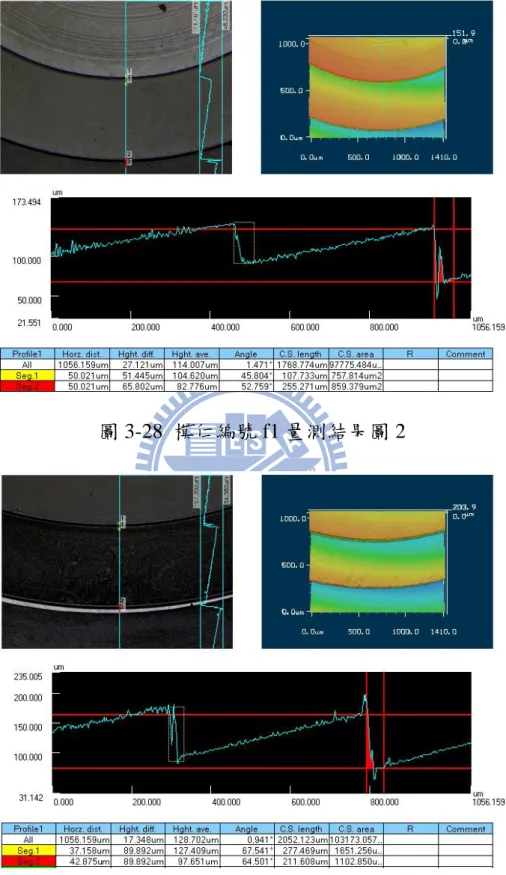
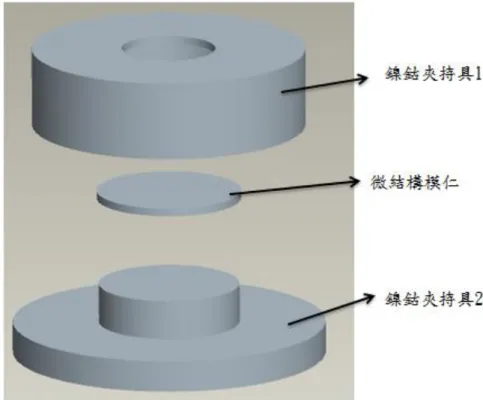
xii 圖 3-16 詴誤法說明圖 ... 43 圖 3-17 400℃時模擬溫度分佈結果 ... 44 圖 3-18 修改前超音波放大器尺寸(單位 mm) ... 45 圖 3-19 修改後超音波放大器尺寸(單位 mm) ... 45 圖 3-20 楊氏係數比較圖 ... 47 圖 3-21 最終 400℃超音波放大器(單位 mm) ... 48 圖 3-22 400℃超音波放大器模擬結果 ... 49 圖 3-23 STAVAX 模仁 ... 51 圖 3-24 Fresnel 結構模仁 ... 51 圖 3-25 Fresnel 母模量測結果圖 1 ... 53 圖 3-26 Fresnel 母模量測結果圖 2 ... 54 圖 3-27 模仁編號 f1 量測結果圖 1 ... 54 圖 3-28 模仁編號 f1 量測結果圖 2 ... 55 圖 3-29 模仁編號 f1 量測結果圖 3 ... 55 圖 3-30 上模實物圖 ... 58 圖 3-31 上模組裝圖 ... 58 圖 3-32 裁切後 Fresnel 模仁 ... 59 圖 3-33 鎳鈷模仁下模夾持具組裝 CAD 圖 ... 59 圖 3-34 鎳鈷模仁夾持具 1 ... 60
xiii 圖 3-35 鎳鈷模仁夾持具 2 ... 60 圖 3-36 鎳鈷夾持具實體組裝圖 ... 60 圖 3-37 放電加工 V 溝結構模仁(尺標單位 mm) ... 61 圖 3-38 放電加工 V 溝結構放大圖(尺標單位 mm) ... 62 圖 3-39 放電加工 V 溝模仁量測結果圖 ... 62 圖 3-40 放電球形陣列模仁外觀(尺標單位 mm) ... 63 圖 3-41 放電加工球形陣列模仁放大圖(尺標單位 mm) ... 63 圖 3-42 放電加工球形陣列模仁量測結果 ... 64 圖 3-43 放電加工夾持具 1 ... 64 圖 3-44 放電加工夾持具 2 ... 65 圖 3-45 放電加工模仁夾持方式 ... 65 圖 4-1 PSK-100 玻璃詴片 ... 66 圖 4-2 上模仁圖 ... 67 圖 4-3 下模仁圖 ... 67 圖 4-4 440℃力量-位移關係圖 ... 69 圖 4-5 各組實驗位移-時間關係圖 ... 70 圖 4-6 上膜溫度 425℃時力量-位移圖 ... 71 圖 4-7 上膜溫度 435℃時力量-位移關係圖 ... 71 圖 4-8 上膜溫度 437℃時力量-位移關係圖 ... 72
xiv 圖 5-1 微結構熱壓成形示意圖(無超音波) ... 73 圖 5-2 微結構熱壓成形示意圖(施加超音波) ... 73 圖 5-3 實驗編號 V1 結果圖 1 ... 75 圖 5-4 實驗編號 V1 結果圖 2 ... 75 圖 5-5 實驗編號 V2 結果圖 1 ... 76 圖 5-6 實驗編號 V2 結果圖 2 ... 76 圖 5-7 實驗編號 V3 結果圖 1 ... 77 圖 5-8 實驗編號 V3 結果圖 2 ... 77 圖 5-9 實驗編號 V4 結果圖 1 ... 78 圖 5-10 實驗編號 V4 結果圖 2 ... 78 圖 5-11 實驗編號 V5 結果圖 1 ... 79 圖 5-12 實驗編號 V5 結果圖 2 ... 79 圖 5-13 實驗編號 V6 結果圖 1 ... 80 圖 5-14 實驗編號 V6 結果圖 2 ... 80 圖 5-15 實驗編號 V7 結果圖 1 ... 81 圖 5-16 實驗編號 V7 結果圖 2 ... 81 圖 5-17 實驗編號 V8 結果圖 1 ... 82 圖 5-18 實驗編號 V8 結果圖 2 ... 82 圖 5-19 實驗編號 V1 成品 ... 83
xv 圖 5-20 實驗編號 V2 成品 ... 83 圖 5-21 實驗編號 V3 成品 ... 83 圖 5-22 實驗編號 V4 成品 ... 83 圖 5-23 實驗編號 V5 成品 ... 84 圖 5-24 實驗編號 V6 成品 ... 84 圖 5-25 實驗編號 V7 成品 ... 84 圖 5-26 實驗編號 V8 成品 ... 85 圖 5-27 V1 結構受到破壞圖 ... 86 圖 5-28 V3 結構受到破壞圖 ... 87 圖 5-29 實驗編號 1 量測結果圖 1 ... 89 圖 5-30 實驗編號 1 量測結果圖 2 ... 89 圖 5-31 實驗編號 1 量測結果圖 3 ... 90 圖 5-32 實驗編號 1 量測結果圖 4 ... 90 圖 5-33 實驗編號 2 量測結果圖 1 ... 91 圖 5-34 實驗編號 2 量測結果圖 2 ... 91 圖 5-35 實驗編號 2 量測結果圖 3 ... 92 圖 5-36 實驗編號 2 量測結果圖 4 ... 92 圖 5-37 實驗編號 3 量測結果圖 1 ... 93 圖 5-38 實驗編號 3 量測結果圖 2 ... 93
xvi 圖 5-39 實驗編號 3 量測結果圖 3 ... 94 圖 5-40 實驗編號 3 量測結果圖 4 ... 94 圖 5-41 實驗編號 4 量測結果圖 1 ... 95 圖 5-42 實驗編號 4 量測結果圖 2 ... 95 圖 5-43 實驗編號 4 量測結果圖 3 ... 96 圖 5-44 實驗編號 4 量測結果圖 4 ... 96 圖 5-45 實驗編號 5 量測結果圖 1 ... 97 圖 5-46 實驗編號 5 量測結果圖 2 ... 97 圖 5-47 實驗編號 5 量測結果圖 3 ... 98 圖 5-48 實驗編號 5 量測結果圖 4 ... 98 圖 5-49 實驗編號 6 量測結果圖 1 ... 99 圖 5-50 實驗編號 6 量測結果圖 2 ... 99 圖 5-51 實驗編號 6 量測結果圖 3 ... 100 圖 5-52 實驗編號 6 量測結果圖 4 ... 100 圖 5-53 實驗編號 1 成品 ... 101 圖 5-54 實驗編號 2 成品 ... 102 圖 5-55 實驗編號 3 成品 ... 102 圖 5-56 實驗編號 4 成品 ... 102 圖 5-57 實驗編號 5 成品 ... 103
xvii 圖 5-58 實驗編號 6 成品 ... 103 圖 5-59 結構不完整圖 ... 105 圖 5-60 結構較完整圖 ... 105 圖 5-61 實驗編號 B1 量測結果 ... 107 圖 5-62 實驗編號 B2 量測結果 ... 108
1
1
第一章 緒論
1.1 前言
近年來光電產業蓬勃發展,加上科技的不斷進步,光學元件(如 透鏡、反射鏡、稜鏡、濾光片)與光學材料(玻璃、塑膠)的需求量 也快速成長,因此發展低成本量產的製程方式成為目前產業中重要的 一環。 光學鏡片依材料不同可以分成玻璃鏡片以及高分子鏡片兩種。高 分子鏡片的製程方式發展非常成熟,因此有加工成本低廉的優勢,而 玻璃鏡片則是因為玻璃具有良好的光學性質,如高折射率、低色散等 優點,同時玻璃也擁有較耐高溫,高穩定的物理以及化學性質,也因 此隨著光學鏡片使用於嚴苛條件下的應用越來越多,以及光電產品對 品質、解析度、耐候性、耐久性等條件的要求日漸提高的情形下玻璃 鏡片中具有不可取代的地位。 玻璃熱壓成形法為近年來逐漸受重視的玻璃光學元件製造技術,可 利用加工光學微結構於模仁上並進行玻璃熱壓轉印,藉由控制製程參 數進行量產,得到成本低且光學性質優良之光學微結構玻璃鏡片,為 光學鏡片製程技術重要的發展。 且近年來應用超音波振動於塑性成形之複合加工技術逐漸受到 重視。由於超音波振動於塑性加工成形時會產生一些效應,如摩擦力2 的降低、材料溫度升高、材料塑流應力降低的效應及成形回彈量的降 低現象,使得材料成形性獲得提高,達成傳統塑性加工無法達到之加 工成形界限。
1.2 光學鏡片簡介
光學鏡片大量運用在國防科技、工業技術、民生用品,其主要功能 為聚焦、準直、反射、折射及成像等,以下將介紹光學鏡片其功能與 製造方式。1.2.1 光學鏡片的介紹
光學鏡片主要的功能為反射、折射、準直、聚焦及成像等,若依照 用途來區分,大致可分為下列四種: 透鏡(Lens):用於光波前 (Wavefront)或聚焦,藉由透鏡本身之 收斂與發散的特性,能使物體生成實像與虛像,加工時著重於外型尺 寸與曲率的控制。 反射鏡 (Mirror):用於改變光路的方向,由於反射鏡會產生兩倍 於其曲率角度的變化,故加工時精度會要求比透鏡還高。 稜鏡 (Prism):透明角柱狀光學元件,至少具有兩面拋光面可提供 光束之分光、集光或改變光路的方向,稜鏡的加工重點在於兩相鄰界 面角度的精度。 光柵 (Grating):在透明或不透明的光學元件上刻畫出均勻條狀3 間隔之繞射光柵結構,用於將不同波長的光束分離。
1.2.2 光學鏡片的製造方式
光學鏡片的製造主要是以透光性佳的光學材料為主,常見的光學 材料有兩種;由高分子材料所製成的光學塑膠鏡片和由玻璃材料所製 成的光學玻璃透鏡。由高分子材料所製成的光學塑膠鏡片製造方式以 鑄 型 法 (Casting) 、 熱 壓 成 型 法 (Hot Embossing) 、 射 出 成 型 法 (Injection Molding) 、 射 出 壓 縮 成 型 法 (Injection Compression Molding)等技術為主,因其製造成本低廉,常用於使用條件與光學品 質要求較低的產品中。 玻璃材料相較於高分子材料則由於具有較高的成形溫度與高硬 度等特性,因此在製程的成本以及技術方面都比塑膠玻璃高上了許多。 也因此目前玻璃材料多用於高階之精密光學設備為主。表 1、表 2 為 光學玻璃透鏡與光學塑膠透鏡之比較。 傳統光學玻璃球面及非球面鏡片藉由研磨、拋光加工成形,但耗 時耗工,無法應付目前日益增大的產量需求;近年來亦有以單點鑽石 (Single Point Diamond)為刀具,對玻璃進行超精密加工,即在成 形機完成玻璃球面鏡片,然而超精密成形機的設備費用昂貴,且刀具 成本高,目前尚未被廣用於鏡面的加工。4 短、成形精度高等特性,任何一種製程所製作出來的模仁皆能經由熱 壓成形技術來達到批量複製的目的,因此被認為是光學鏡片製造中用 以降低成本,提高產量之關鍵技術。然而,目前在玻璃熱壓成形技術 上,仍有許多問題亟待克服,例如參數的選用以及熱壓機台的開發。 玻璃微結構熱壓成形法是將玻璃預形體加熱軟化,再利用具有高 精度表面形狀或擁有光學微結構的成形模具加壓轉寫製成所需外形 之光學玻璃鏡片;其成形過程是將模仁與玻璃預形體加熱至熱壓溫度 (通常為超過玻璃轉移點之特定溫度)後由上下模仁加壓成形,經過 保壓與降溫後取出鏡片成品,熱壓成形流程圖如圖 1-3 所示。其特性 就如前面所提的熱壓成形法具有材料流動距離短、成形精度高、設備 簡單等特性,任何一種製程所製作出來的模仁皆能經由熱壓成形技術 來達到批量複製的目的,以降低生產成本及穩定品質。為結構應用在 光學例子如菲涅爾(Fresnel)結構、抗反射結構、繞射光柵結構等, 都是光學鏡片中很重要的應用。
5 表 1 光學玻璃透鏡與塑膠透鏡比較 材料 特性 光學玻璃透鏡 光學塑膠透鏡 折射率 1.5~1.9 以上 1.3~1.7 色散率(νd) 20~65 以上 25~55 雙折射 不產生雙折射 會產生雙折射 全光線透過率(%) 85~95 90 以上 光譜穿透範圍 370~1500nm 以 上 400~1100nm 玻璃轉移溫度(Tg) 500~700℃ 70~130℃ 線性膨脹係數 (10-7 /℃) 70~130 約為玻璃的 10 倍 比重 2.2~7.3 1.0~1.5
6 表 2 光學玻璃透鏡與塑膠透鏡優缺點比較 優 點 缺 點 良好的光學特性(透光率、波長穿透範 圍寬)、光學玻璃種類眾多(300 多種)、 耐磨損、耐高溫、耐潮溼、抗靜電。 研磨費時、製程成本高、 重量重、大尺寸製作較難、 非球面玻璃鏡片製作困難。 材料成本較低、重量輕、較高的耐衝 擊性不易破裂、生產流程簡單快速可量 產、非球面鏡較易製作。 表面硬度低不耐刮、折射 率隨溫度改變、易因產生雙 折射、具親水性、鍍膜不易。
7
圖 1-1 熱壓成形法流程圖
8 升溫 加壓成形 保壓降溫 脫模 取出成品 圖 1-3 玻璃微結構熱壓成形法示意圖
9
1.3 超音波輔助成形
超音波振動加工乃利用頻率產生器內部的振盪電路產生超音波 頻率信號,此振盪信號經換能器將電能轉換為機械能,以產生超音波 頻率的機械振動。最後利用聚能器與放大器將機械振動的振幅放大, 以增加工具加工端的振幅輸出,提升加工效率。超音波振動加工方式 如圖 1-4 所示。超音波振動塑性加工與傳統塑性加工之不同在於前者 於成形期間將超音波振動能量作用於成形模具或工件上,再經由模具 對工件進行成形,因此為複合成形之加工方式。由於超音波振動於塑 性加工成形時會產生一些效應,如摩擦力的降低、材料溫度升高、材 料塑流應力降低的效應及成形回彈量的降低現象,提高材料之成形性, 達成傳統塑性加工無法達到之加工成形界限。 圖 1-4 超音波振動加工示意圖10
1.4 文獻回顧
M. Heckele[1]等人認為熱壓成形可製造出高精度與高品質兼具 產品,是適合成形光學元件微結構的理想技術,其優點是材料流動距 離短與低剪切速率,可避免成品產生內應力;由於成形步驟簡明,若 能將熱壓成形過程更改為自動化成形製程,將能有效的降低成本。 Saotome 等[2]對兩種光學玻璃在 Tg 點到 Tg 點以上 30 度的溫度範圍 條件下進行壓縮實驗,得到不同溫度下真實應力與應變率的關係,證 實了該溫度區間玻璃可視為牛頓黏滯流(Newtonian Viscous Flow), 亦即其黏度係數(Viscosity Coefficient)為一常數; Hirai[3] 等人使用低轉移溫度之玻璃,運用熱壓法製作微結構,發現若壓力選 取得當,熱壓法可以製作高表面品質的直線溝槽。Yi [4]等人使用有 限元素模擬預估光學玻璃透鏡在熱壓成形製造中的變形行為,證實高 精度非球面透鏡可利用模造方式來取得,且模仁的表面品質可以被轉 印至透鏡上。游[5]等人以電鑄鎳金屬模仁,熱壓成形於 PSK-100 玻 璃材料上,成功地驗證了熱壓成形於玻璃材料之可行性;王[6]以陣 列式 V 形槽結構分別對 FCD1 及 SF2 光學玻璃材料進行微熱壓印實驗, 探討製程中各種參數對玻璃微熱壓成形特性的影響,且對成形中產生 的缺陷探討其原因及改善方法,得知 FCD1 材料較適合應用在微熱壓11 成形製程,適合的壓印溫度為介於轉移點與軟化點之間而接近軟化點。 然而在上述的研究中,鮮少對應用於玻璃熱壓成型製程的機台研發進 行討論,機台的技術僅掌握在少數公司,如 TOSHIBA 之 GMP 系列產品, 其高昂的售價除了限制製程技術的普及,也減緩玻璃熱壓成形研究的 進展。有鑑於此,本驗室自行設計熱壓設備。並利用此機台進行研究, 黃[7]自行設計與製造球面透鏡的模仁,並探討不同材質與鍍膜之模 仁表面的品質,並以 FCD1 光學玻璃胚料製成平面透鏡,藉由熱壓技 術將平面透鏡壓印成球面透鏡,得到下述結論:壓印時階段式升、降 溫可以避免玻璃於升、降溫過程中破損;在此製程上,除了壓印壓力 會影響填充性,持壓時間亦會明顯的影響填充性;此實驗壓印出之球 面透鏡,其透鏡中心較外圍部分具有較低的殘留應力;王[8]於後續 的研究中得到以下結論:模仁在熱壓成形過程中,其轉印性良好,如 能控制模仁表面品質,則可易於控制產品的精度;預形體的形狀與表 面精度將影響透鏡成品的精度;硬膜層的技術將絕對影響壓印成品的 結果,適當的製程參數將能提高模仁及硬膜層壽命並提升成品品質。 蔡[9]利用單軸壓縮詴驗與有限元素分析的配合,證明玻璃材料在熱 壓成形階段的材料模型可假設為彈-黏塑性(Elasto-Viscoplastic)。 王[10]成功的利用電鑄翻模鎳鈷合金製作出模仁,並鍍上 Pt-Ir 膜層, 成功的製作出具有击透鏡以及凹透鏡性質的 Fresnel 結構。
12 在超音波輔助成形方面,Blaha 與 Langenecke[11]對單晶鋅詴片 進行拉伸詴驗時,附加一超音波振動於負荷上,實驗結果發現超音波 振動作用時,材料之降服應力會產生降低現象。且材料在塑性成形時, 其 材 料 塑 流 應 力 大 為 減 少 , 此 現 象 稱 為 Blaha effect 。 Langenecke[12]針對鋁、銅、鋼等多晶材料進行超音波在材料變形特 性的影響,實驗證明超音波振動能量增加,材料塑流應力隨之降低, 且認為以差排理論與機械波動理論無法合理去解釋超音波應力波與 差排之互相影響,因此他只針對實驗結果現象作一些描述與預測。對 於降低塑流應力的原因,Nevill[13]不認同 Kempe 等人所提出的差 排吸收振動能量的三種可能機制假設:(1)共振機制(2)鬆弛機制 (3)遲滯機制。他認為塑流應力降低是由於靜態應力和交變應力交 互作用產生,因此提出應力重疊機制之假設。綜合上敘文獻,Blaha effect 之機制至今尚未有普為接受之理論解釋。 超音波應用於光學材料之成形研究方面,羅[14]以高分子材料進 行熱壓,為了提升昇降溫率,詴以超音波振動加工工件表面,所產生 的熱能融化表面,使模具上之微結構能複製於表面上。研究結果顯示 以超音波加熱壓印微結構確實在加溫降溫性質有極佳的表現,且能單 獨加熱表面,保持其他部分溫度變化不大,有效提升熱壓成形製程的 產能。
13 超音波應用在玻璃材料的加工方面,Gan[15]等人將超音波振動 應用在鑽石車削之刀具,加工玻璃材料,結果顯示工件上的切削速度 和刀具上的最大振動速度之比例將會影響其在工件上的加工深度。 Egashira[16]等人應用超音波在玻璃材料上進行微鑽孔,結果可降低 所需的力量,增加刀具壽命,增加了可穿透的長度,且可形成光滑的 表面。由文獻整理可發現超音波輔助成形已廣泛的運在金屬成型,高 分子成形以及玻璃材料切削,但是關於超音波使用於玻璃熱壓成形的 研究目前尚無文獻可提供參考。
1.5 研究動機
玻璃熱壓成形法對於光學元件具有高穩定且低成本的優點,而超 音波輔助於工業上的應用已經非常的廣泛,若能將超音波輔助應用於 玻璃熱壓成形中,有可能提升玻璃之成形性,增加玻璃熱壓成形技術 應用在更複雜之光學元件的可能性。 因此本研究將著重於超音波應用在玻璃之熱壓成形法,期望能夠 將超音波振動應用在玻璃熱壓成形上,藉此提昇玻璃熱壓成形性。1.6 研究方法
本研究將會針對超音波振動應用於玻璃熱壓成形,對本實驗室現 有的熱壓成形機做一系列的設計與改良,首先改良本實驗室現有熱壓 成形機台加熱爐部分,並利用本實驗室現有 20K 超音波放大器進行高14 溫超音波放大器設計,並且利用高溫超音波放大器進行玻璃熱壓實驗, 對超音波輔助玻璃熱壓成形性做詳細的探討。 最終本研究希望找出超音波輔助玻璃熱壓成形的合適參數,並且 進一步的應用在熱壓玻璃上(包含透鏡及微結構),希望藉由超音波輔 助可以提昇玻璃熱壓的成形性,並且降低製成成本。
15
2
第二章 基本原理與實驗機台介紹
2.1 光學玻璃介紹
2.1.1 光學玻璃成分與種類
玻 璃 為 陶 瓷 材 料 (Ceramic Materials) 中 的 非 結 晶 陶 瓷 (Amorphous Ceramic),其主要成分為二氧化矽(SiO2)及其他少量無機物如三氧化鋁(AlO3)、三氧化二鐵(Fe2O3)、氧化鐵(FeO)、氧化
銅(CuO)、氧化鎂(MgO)、氧化鈦(TiO)等,除了氧化鐵會使玻璃 著色外,多數成分對玻璃的性質並沒有影響。如果使用於需考慮光學 性質的用途上,則頇考量到氧化鐵的含量。
2.1.2 光學玻璃種類
目前國際上較知名的光學玻璃供應廠有日本小原光學(OHARA)、 日本保谷光學(HOYA)、日本住田光學(SUMITA)、美國康寧(CORNING)、 中國北方工業(NORINCO)、德國首德(SCHOTT)等公司,其中歷史最 久者為德國首德公司;國內則有聯一光學、一品光學等公司生產光學 玻璃毛胚。 光學玻璃毛胚的種類約有三百多種,分類方法主要有兩種,由化 學成分分類或由玻璃的折射率(nd)與色散率(νd)進行分類,若 依玻璃的折射率(nd)與色散率(νd)來進行分類,可分為冠冕玻 璃(Crown Glass)和火石玻璃(Flint Glass)兩大類;冠冕玻璃的
16 折射率與色散率定義為 nd<1.60,νd>50,其成分中含有氧化鋇(BaO), 為折射率較低,色散率較高的光學玻璃;火石玻璃的折射率與色散率 定義為 nd>1.60,νd<50,其成分中含有氧化鉛(PbO),屬於折射率 較高,色散率較低之光學玻璃。 光學玻璃的命名會因不同光學廠的規則而有所不同,因此光學廠 會依據玻璃本身的光學特性進行編號,目的在於能與他廠之光學玻璃 相互對應。以 OHARA 公司之 L-BAL42 光學玻璃為例,其編號為 583594, 其編號前三碼所代表的意義為折射率 nd=1.583,後三碼則為色散率 νd=59.4。圖 2-1 為 OHARA 公司模造玻璃用的光學玻璃品種,圖中縱 座標為折射率 nd,橫座標為色散率 νd。 圖 2-1 OHARA 出產玻璃品種
17
2.2 玻璃轉移現象
大 部 分 液 體 在 冷 卻 到 一 定 溫 度 下 後 就 會 凝 固 變 成 晶 體 結 構 (Crystal Structure),但玻璃並不在一定溫度下凝固,而是當冷卻 到一定溫度後,便會逐漸增加其黏性,最後不進行結晶而成為硬的固 形物;在加熱方面,玻璃由常溫加熱時就隨即軟化然後才變為凝體 (Condensation),不像一般結晶物質具有一定的熔點。 玻璃的體積會隨著溫度變化而改變,在升溫過程中,溫度與體積 大致上是呈線性變化,當加熱至某一溫度時,體積變化率會稍加增大, 該溫度則稱為玻璃轉移溫度(Glass Transition Temperature ;Tg),如圖 2-2 所示。
圖 2-2 玻璃轉移溫度關係圖
當玻璃溫度處於 Tg 點上方時,溫度下降,體積會因為原子振動 減少和重新排列的情況,造成玻璃體積的收縮。當玻璃溫度處於 Tg
18 點下方時,則因為原子無法移動重新排列,然後溫度逐漸降低時,僅 剩下因熱振動減少而使體積減少的因素,因此形成 Tg 點以上的熱膨 脹係數要比 Tg 點以下還大,而且玻璃亦屬無定型(Amorphous),使得 玻璃固定未能形成最有效的結晶堆積,所以其體積仍比結晶性固體 大。 若將溫度再持續升高,超過玻璃轉移溫度後,玻璃會逐漸失去其 剛性,成為黏彈性的性質,若再持續升溫則玻璃隨即軟化,玻璃軟化 點(Softening Point)的定義為以直徑 0.55~0.75mm,長度 23.5 mm 的玻璃纖維(Glass Fiber),在玻璃纖維上部 10mm 處,以 5℃/sec 的 速率升溫,玻璃由於自重產生的伸長速率達 1mm/min 時的溫度。 若將玻璃保持在 Tg 點上某一溫度時,其物理性質會隨著時間而 變化,在該溫度下維持長時間後,玻璃的物理性質將不再變化,逐漸 趨近於穩態(Steady State),並可達到其溫度所對應之平衡值,在此 一溫度下與時間一起變化且其性質達到穩定之現象稱為轉移現象 (Transformation Phenomenon),用來表示該轉移溫度的範圍稱為轉 移域(Transformation Range),通常轉移域係指由轉移溫度到軟化溫 度之間的溫度範圍。
19
2.3 超音波輔助成形介紹
2.3.1 超音波
一般人耳所能聽到的音波稱為可聽音,其頻率為 20Hz 至 20KHz, 頻率高於此的音波稱為超音波。但在工學的觀點,超音波技術定義為 不以供人聽聞為目的之音波應用技術,實用的超音波頻率範圍為數 kHz 至數 GHz,依目的選用適當的頻率,常用的超音波範圍大多數為 數 MHz 以下。2.3.2 超音波振動加工
超音波振動加工乃利用頻率產生器內部的振盪電路、電壓放大器 及交換電路,將輸入之低頻低電壓放大成高頻高電壓的超音波頻率信 號,此信號經換能器(或稱振動子)將電能轉換為機械能,以產生超 音波頻率的機械振動,常用的換能器依振動原理可分為磁伸縮換能器 及壓電陶瓷換能器(PZT)兩種。最後再利用聚能器與振幅放大器(Horn) 將機械振動的振幅放大,以增加工具加工端的振幅輸出,進而提升加 工效率,其原理示意圖如圖 2-3 所示。一般超音波能量於工業上的應 用有:超音波熔接、超音波切削、超音波研磨、超音波洗淨及超音波 成形加工等。20 圖 2-3 超音波振動加工原理
2.3.3 超音波振幅放大器
超音波振幅放大器其功能主要在於提升超音波輸入的能量密度, 以獲得較高的超音波能量,對於振幅放大器之設計,常以最大振幅放 大率(M)為設計目標。但其共振頻率特性頇與頻率產生器之頻率相 配合,否則將導致振動系統特性與振動模態改變,影響超音波振動能 量傳遞,會造成共振頻率偏移、振幅放大率降低、偏振與扭曲模態出 現及振幅分佈不均等現象。所以超音波振幅放大器的選用與設計,對 整個振動系統之振動特性及效能,有決定性的影響。 常見的超音波傳遞方式有縱波、橫波、表面波、扭轉波等,或是 由兩種或兩種以上波型結合的複合波等型態,而最常使用的強力超音 波均採用縱向波模態(Longitudinal Mode),其介質振動方向與波進 行方向一致,有最大的放大率。 使用縱向波模態的超音波振幅放大器,其長度必頇為其音波在固體內 傳遞縱波波長的一半,或半波長之整數倍。在等向性固體材料裡,其21 音速可由以下在細於波長之柱狀體內傳播的縱波之理論公式得到: E c (2.1) 其中 c 為音速、E 為材料楊氏係數、ρ 為材料密度。一旦求出固體內 音速,再代入波長(λ)與波速關係式:
f
c
(2.2) 即可求得給定頻率( f )及材料下的超音波縱波波長,進而計算出振 幅放大器的理論長度。2.4 熱壓實驗設備介紹
目前本實驗室現有的熱壓成型機台主要包含加熱與溫控系統、油 壓系統、真空與氣體環境系統及超音波系統等四部份,將分別敘述如 下。2.4.1 加熱與溫控系統
本實驗使用之加熱儀器中最重要設備為加熱爐,其加熱源使用紅外 線短波電熔石英燈管,並可在大氣、氮氣、真空等氣氛下進行熱壓實 驗,其構造示意圖如圖 2-4、外觀圖如圖 2-5。 加熱爐分為上爐與下爐兩部分,上爐主要包含一具單向推動的油壓 缸,此油壓缸功用在於使加熱爐可密封作真空抽氣的動作,並且可藉 由油壓缸的推動改變行程,使模仁在密封環境下得以做壓印的動作。22 由於實驗時加熱爐內部為高溫環境,為避免熱影響壓力詴驗機的感測 元件,因此上下加熱爐外圍均有使用冷卻水路,避免熱量傳出;下爐 則包含紅外線加熱燈管及真空幫浦抽氣孔,該氣孔亦為充填氣體於爐 內的進排氣孔;此外,上下爐皆有裝設溫度感測器熱電偶之開孔,使 熱電偶可與外部溫度控制設備做連結。 油壓缸 上爐冷卻水孔 熱電偶 熱電偶 下爐冷卻水孔 紅外線 加熱燈管 抽氣孔 圖 2-4 加熱爐示意圖
23 圖 2-5 加熱爐外觀圖 在紅外線加熱燈管方面,其功率為每支燈管 2500W,在設計上是 用並聯的方式最多同時使用四支燈管做為加熱源,圖 2-6 為同時並聯 三支燈管之外觀圖。在溫度控制上,使用熱電偶如圖 2-7,對待測物 進行感測,並將訊號送至溫度控制器如圖 2-8,然後再由溫度控制器 傳送訊號至功率調整器 SCR(圖 2-9)來控制燈管的加熱功率;加熱 與溫度控制示意圖如圖 2-10 所示。
24
圖 2-6 2500W 紅外線加熱燈管
圖 2-7 熱電偶
25 圖 2-9 SCR 外觀圖 溫度控制器 SCR 加熱燈管 熱電偶 模仁 圖 2-10 溫度控制示意圖
2.4.2 油壓系統
加熱爐的上爐之油壓缸為單向推動,使用油壓作為動力去推動油26 壓缸向下封閉加熱爐進行實驗,而油壓缸向上的行程則由壓力詴驗機 推動使之歸回上位,油壓缸最大行程約為 42mm。進行真空實驗時, 由於加熱爐內外氣壓差,導致大氣壓力會推動下爐往上,故即使油壓 缸已經降下,依然需要一循環的油壓系統使缸內保持壓力,因此在實 驗過程中,油壓系統將持續運轉。油壓系統示意圖 2-11 如所示。 洩壓閥 油壓幫浦 壓力表 單向流量閥 儲油槽 油壓缸 手動切換 2位4通閥 儲油槽 圖 2-11 油壓系統示意圖
2.4.3 真空與氣體環境系統
加熱爐之下爐預留的兩個抽氣孔為抽氣與充氣使用,在進行真空 實驗時,只需將一端之抽氣孔關閉,另一端之抽氣孔接上真空幫浦即27 可進行真空抽氣的動作;如需充氣體環境時,以氮氣為例,將抽氣孔 接上氮氣鋼瓶,打開真空幫浦端上的洩氣閥,即可通入氮氣。氮氣鋼 瓶配置及真空幫浦如圖 2-12、圖 2-13 所示。 圖 2-12 氮氣鋼瓶 圖 2-13 真空幫浦
28
2.4.4 超音波系統
本實驗室機台超音波系統由信號產生器(京華超音波公司出產型 號 KS-200,圖 2-14)、換能器(圖 2-15)、20K 超音波放大器(圖 2-16)、 冷卻水罩所組成(圖 2-17),圖 2-18 為超音波系統組裝上熱壓成形機 外觀。其超音波運作方式由信號產生器提供能量促使換能器將電能轉 換成機械能(振動),最後藉由超音波放大器將振幅放大,而冷卻系統 則是用來冷保護換能器,避免高溫對換能器的損壞。 圖 2-14 信號產生器29
圖 2-15 換能器
30
圖 2-17 冷卻水罩
31
3
第三章 熱壓機台改良與設計
本章考慮後續超音波輔助玻璃熱壓成形實驗所需,對既有熱壓成 形機進行改良與設計。首先改良現有加熱設備,降低加熱設備的損壞 率並且提高加熱速率;接著設計能在高溫下作業的超音波放大器,使 既有熱壓成形機能夠進行超音波輔助玻璃熱壓成形實驗。同時介紹後 續熱壓實驗所使用之模仁(微結構),並且設計夾持具,使得模仁能夠 夾持於既有熱壓成型機台上。3.1 加熱設備改良
在此針對現有熱壓加熱設備進行改良。目的是期望藉由加熱設備 的改善提昇熱壓成形速度,並且降低加熱原的損壞率以節省成本。3.1.1 現有加熱設備缺點
目前本實驗室現有的加熱設備為每隻 2500W 的 Ω 形紅外線燈管 4 隻組成,其缺點是成本昂貴,損壞率過高,且由於其形狀特殊,製造 不易,造成燈管損壞時必頇等待一段時間才能繼續實驗。基於以上缺 點,本研究將會對現有的加熱燈管進行改良,目標希望新的加熱設備 能夠具有低成本,高耐損以及製造容易等特性。3.1.2 加熱燈管的改良
為了降低成本,本研究將會選用較為便宜且容易取得的紅外線加 熱燈管做為加熱源,因此本研究選定 USHIO 公司出產的 220V500W 直32 線形紅外線燈管做為新的加熱源,圖 3-1 為本研究所選定之紅外線燈 管外觀。 圖 3-1 220V500W 直線形紅外線燈管
3.1.3 加熱爐的改良
決定新的加熱源後,舊有的加熱爐已經不敷使用,為了配合新的加 熱燈管本研究將會設計新型的加熱爐座。新的加熱爐座將會設計成六 角形並為了組裝的方便將會分成前後兩個部分,圖 3-2 為前半部分新 型加熱爐座,其中的矩形開口為觀景窗。圖 3-3 為後半部分新型加熱 爐座。 新型加熱爐座設計為六角形,在六角形的 5 個邊皆安排 3 隻紅外線 燈管,而觀景窗邊由於尺寸限制因此只安排了 2 隻紅外線燈管。1733
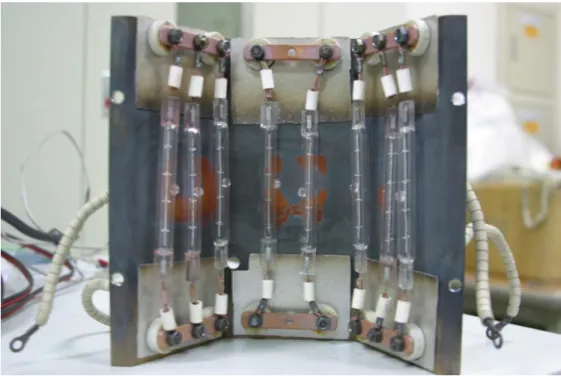
隻紅外線燈管將由銅片作為電極並聯串起,此外使用絕緣陶瓷用來固 定並且絕緣銅片與加熱爐座,圖 3-4 為前加熱爐組裝燈管外觀,圖 3-5 為後加熱爐組裝燈管外觀,圖 3-6 為加熱爐整體外觀。
34
圖 3-3 後半部加熱爐座
35
圖 3-5 後半部新型加熱爐實際外觀
36
3.1.4 絕緣設計
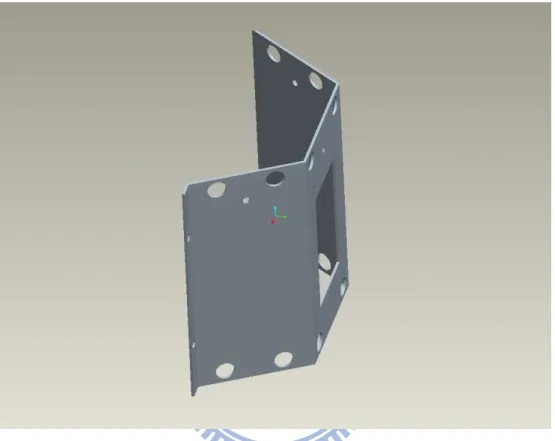
由於電熱設備使用上的安全以及機台的正常使用,本研究將會針 對新型加熱爐做安全絕緣設計,其目標是希望新型加熱爐能夠安全且 正常穩定的使用。 首先針對裸露在外的電極設計陶瓷絕緣,阻絕了實驗過程中電極 與爐外壁接觸導致短路的可能性,圖 3-7 為保護電極與爐外壁接觸的 絕緣陶瓷。圖 3-8 為絕緣陶瓷組裝上加熱爐的示意圖。 圖 3-7 保護裸露電極陶瓷示意圖37 圖 3-8 保護陶瓷與新型加熱爐組合示意圖 此外為了保護加熱爐上緣電極可能與熱電偶接觸導致短路,因此 本研究設計圓形陶瓷上蓋保護上緣電極。圖 3-9 為圓形陶瓷,圖 3-10 為圓形陶瓷與加熱爐組裝示意圖。 圖 3-9 圓形陶瓷示意圖
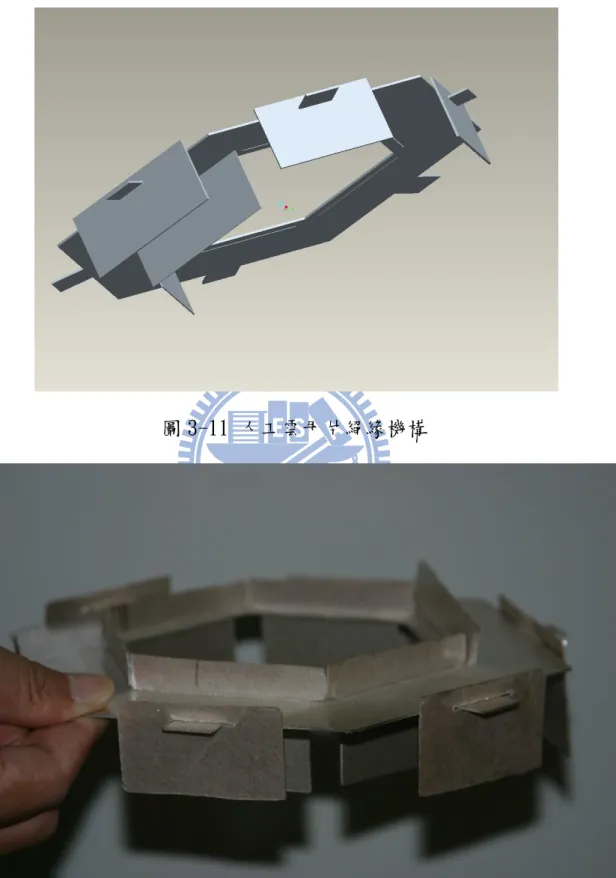
38 圖 3-10 圓形陶瓷與新型加熱爐組裝示意圖 在初步加裝陶瓷保護裸露電極後,可能發生短路的情形已經被排 除,但由於陶瓷製作為絕緣機構成本昂貴,本研究另外使用人工雲母 片取代陶瓷做為絕緣保護機構,以降低成本。 人工雲母片是用雲母礦原料造成雲母紙,然後配以高性能的粘膠 劑經過高溫高壓壓制而成的板狀絕緣材料,具有優異的耐熱性、抗燃 性和優異的絕緣性。廣泛應用於電器產品和電熱設備。人工雲母片耐 熱範圍根據其成分不同而不同,不過一般而言耐熱超過 700℃是基本 要求。因此人工雲母片是適合用在熱壓成形機台上。 本研究利用人工雲母片製作絕緣機構設計圖(部分圖)如圖 3-11, 而圖 3-12 為實際成品,圖 3-13 為人工雲母片實際組裝上加熱燈座 圖。
39
圖 3-11 人工雲母片絕緣機構
40 圖 3-13 人工雲母片絕緣機構組裝圖
3.2 高溫超音波放大器設計
本研究在此進行 400℃高溫超音波放大器設計。目前市面上超音 波放大器作業溫度皆在常溫附近,無法應用於玻璃熱壓成形,因此本 研究將會針對玻璃熱壓成形實驗設計適合的超音波放大器。 圖 3-14 為高溫超音波放大器的設計流程圖,首先利用常溫超音波 放大器進行溫度分佈實驗,取得超音波放大器在本實驗機台的溫度分 佈邊界,之後進行常溫超音波放大器頻率實驗,取得常溫超音波放大 器在各溫度的自然頻率,利用常溫超音波放大器自然頻率量測結果逆 向求出各溫度的材料楊氏系數,進而設計高溫超音波放大器。41 圖 3-14 高溫超音波放大器設計流程
3.2.1 溫度分佈實驗
本研究在常溫超音波放大器上開 3 個凹槽,使得熱電偶可以取得 該點的溫度資訊,其凹槽位置如圖 3-15 所示,凹槽 A 位於超音波放 大器底端上方 5mm 處,凹槽 B 位於超音波放大器中央,凹槽 C 位於超 音波放大器頂端下方 5mm 處。實驗過程中控制 A 點溫度,並且持溫直 到 A、B、C 三點溫度達到平衡後記錄其溫度資訊。表 3 為本次實驗所 量得之溫度資訊。42 圖 3-15 熱電偶凹槽示意圖 表 3 溫度分佈實驗結果(單位℃) A B C 24 24 24 90 80 61 150 134 98 300 272 191 400 363 258 同時本研究在有限元素模擬軟體 ABAQUS 上建立 2D 軸對稱 模型分析其熱傳,材料性質由 British stainless steel association 網站取 得[17],並且使用詴誤法取得超音波放大器合理溫度邊界條件。詴誤 法流程如下所述。
圖 3-16 為詴誤法說明圖,大寫字母為實驗資料,小寫字母為有限 元素模型資料。首先將 A 點溫度代入有限元素模型平面 a,且將C點
43 溫度代入有限元素模型平面 c,此外由於實際機台加熱情況,平面 a 到平面 h 同時被紅外線燈管照射,因此假設為平面 a 到平面 h 為等溫 度平面,再藉由改變參數 k 的大小,調整平面 a 到平面 h 的範圍,模 擬熱傳結果,若模擬出來結果平面 b 溫度與實驗所量得之 B 點溫度值 接近,則認為此溫度分佈為合理的溫度分佈邊界。最後本研究找出, 當 k 為 14mm 時所模擬出來的結果較接近真實情況。模擬後溫度整理 如表 4 所示,圖 3-17 為 400℃時模擬溫度分佈情形。 圖 3-16 詴誤法說明圖 表 4 溫度分佈模擬結果(℃) A C B b(模擬結果) a c 24 24 24 24 24 24 90 61 80 81.95 90 58 150 98 134 135.672 150 93 300 191 272 271.859 300 188 400 258 363 363.579 400 255
44 圖 3-17 400℃時模擬溫度分佈結果
3.2.2 超音波放大器的頻率測詴
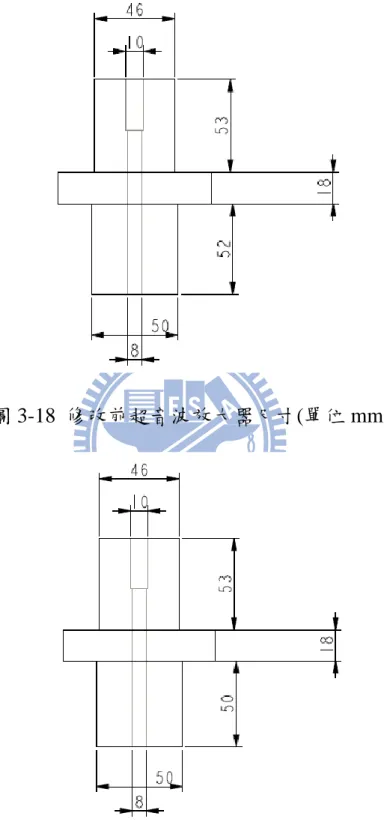
超音波放大器所使用之訊號產生器,可以在一定頻率範圍內搜尋 最佳起振頻率,因此本研究先測詴常溫超音波放大器的起振溫度範圍, 結果發現常溫超音波放大器在 24℃到 150℃溫度區間內可順利起振, 但本研究後續熱壓實驗之作業溫度將會超過 400℃,因此本研究先將 此常溫超音波放大器外形做調整,由於溫度提高時材料楊氏係數會降 低,造成超音波放大器的自然頻率降低,因此減短超音波放大器的長 度以提高放大器的自然頻率可以使得超音波放大器的作業溫度提高。 因此本研究切削現有的常溫超音波放大器(修正前後之超音波放大器 尺寸如圖 3-18、圖 3-19 所示),使超音波放大器可以在 90℃到 450℃ 溫度區間內可順利起振。並且進行驗證實驗並記錄下各溫度時訊號產45
生器所顯示的頻率值,其結果整理成表格如表 5 所示。
圖 3-18 修改前超音波放大器尺寸(單位 mm)
46 表 5 超音波放大器頻率與溫度關係 A(℃) B(℃) C(℃) 量測頻率 24 24 24 20.17 90 80 61 20.28K 300 272 191 19.96K 400 363 258 19.74K 在取得了超音波放大器各溫度的頻率值以及溫度分佈邊界後,可 進行高溫超音波放大器的設計。首先需要逆向找出各溫度時超音波放 大器材料性質,由經驗公式可以知道影響自然頻率較大的材料性質為 楊氏係數,因此本研究將使用資料庫的材料性質[17],僅改變材料的 楊氏係數,逆向找尋高溫時材料的楊氏係數,找尋方式將在下面以找 尋 90℃材料楊氏係數為例介紹。 首先在有限元素軟體 ABAQUS 建立 2D 軸對稱模型超音波放大器外 形,並且將此模型代入先前所找出的溫度分佈邊界,並且改變其材料 的楊氏係數,反覆的計算此模型的自然頻率,直到模擬所算出自然頻 率接近實驗所測出的數值(在 90℃時所測出頻率為 20.28K),則認定 90℃時材料楊氏係數為此數值,同樣的利用上述方式可以找出 300℃、 400℃時材料的楊氏係數。模擬所逆向求出的楊氏係數如表 6 所示, 圖 3-20 為楊氏系數比較圖。
47 表 6 頻率模擬結果 溫度(℃) 實驗所取得頻率 模擬所取得頻率 逆向推出之楊氏係數 24 20.17K 20.17K 1.92E+11Pa 90 20.28K 20.281K 1.87E+11Pa 300 19.96K 19.963K 1.80E+11Pa 400 19.74K 19.745K 1.75E+11Pa 圖 3-20 楊氏係數比較圖 逆向取得材料的楊氏係數後,再利用先前所找到的溫度分佈給定 溫度邊界,改變其幾何尺寸,即可找出 400℃的高溫超音波放大器的 外形尺寸。最後本研究順利設計出能夠在 400℃起振之超音波放大器, 最後設計的超音波放大器在 400℃時模擬出來的頻率值為 20.01K,而 實際在使用時所量測出來的頻率為 20.04K,其幾何尺寸以及其模擬
48
結果如下圖所示。
49
50
3.3 實驗用模仁與結構
本研究在此介紹實驗所使用模仁以及夾持模具。本研究使用兩種 製程方式製作微結構模仁,分別是以電鑄鎳鈷合金製做具有 Fresnel 結構模仁,以及利用放電加工於不鏽鋼表面製作 V 溝結構模仁及球形 凹槽陣列結構模仁。並且為這兩種模仁設計夾持具,同時委託國家儀 器科技中心鍍貴金屬膜層 Pt-Ir 以防止沾黏的產生,兩種不同模仁以 及其夾持具將在下面依序介紹。 1. 電鑄鎳鈷合金模仁與夾持具: 研究使用電鑄翻模法之測詴母模為儀科中心提供之塑膠射出 成形用 Fresnel 微結構模仁,其底材為不銹鋼 STAVAX(S-136)表 面鍍無電解鎳,並使用超精密加工機於鎳層車削出 Fresnel 結構 (圖 3-23);玻璃熱壓微結構模仁則利用鎳鈷合金電鑄於母模上進 行翻模製作而成。電鑄部分委託國立師範大學楊啟榮教授實驗室 製造,並且委託國家儀器科技中心鍍貴金屬膜層 Pt-Ir,以防止 熱壓過程中玻璃料片與鎳鈷合金產生沾黏。詳細的模仁結構參數 如表 7 所示。模仁完成圖如圖 3-24 所示 。51 圖 3-23 STAVAX 模仁 表 7 鎳鈷合金模仁表 模仁編號 模仁結構 電鑄厚度 F1 Fresnel 500um 圖 3-24 Fresnel 結構模仁
52 鍍膜完成後發現鎳鈷模仁上貴金屬膜層之附著力不佳如圖 3-24, 推測原因為,電鑄鎳鈷模仁表面品質不佳或是鍍膜厚度過大所造成, 此外電鑄鎳鈷的比例與鍍膜的參數也是影響其硬模層品質的重要變 數。而後續實驗將會使用脫模粉防止沾黏的產生。 表面輪廓量測 電鍍鎳鈷合金模仁完成後,利用 3-D 雷射顯微鏡(KEYENCE 公司生 產型號 VK-9700)量測模仁輪廓(國家儀器科技中心提供),量測結果 如表 8 所示,圖 3-25 至圖 3-26 為母模量測結果圖(由中心齒至外齒 分成 2 次量測),圖 3-27 至圖 3-29(由中心齒至外齒分成 3 次量測) 為電鑄翻模後量測圖形。由結果可以知道,電鑄翻模後其結構與母模 有誤差存在,由於本研究所使用之量測儀器為非接觸式的 3-D 雷射顯 微鏡,其量測方式是利用自動影像擷取進行 3-D 影像之製作,取得其 等高線的輪廓資料,以圖形顯示量測其高度、寬度,其中圖形量測部 分為手動拉測量線對準待測物之幾何外觀,因此難免會有人為操作的 誤差,以母膜第四齒-第五齒深度為例,母模第四齒邊緣由於角度問 題造成雜訊,因此在拉量測線時會有其誤差存在。但仍在可接受範圍 內。
53 表 8 Fresnel 結構模仁量測結果(單位 um) 第一齒-第 二齒 第二齒-第 三齒 第三齒-第 四齒 第四齒-第 五齒 母模 27.868 43.35 58.623 68.969 模仁編號 F1 26.543 35.802 51.455 65.802 圖 3-25 Fresnel 母模量測結果圖 1
54
圖 3-26 Fresnel 母模量測結果圖 2
55
圖 3-28 模仁編號 f1 量測結果圖 2
56 鎳鈷合金模仁耐熱詴驗 鎳鈷合金模仁耐熱實驗方法為將鎳鈷合金材料(邊角餘料)放進 加熱爐中並抽真空進行升溫、保溫與降溫的過程,再從實驗結果觀察 表面劣化情形,以推測其高溫耐熱的使用範圍,實驗結果圖如表 9 所 示;由實驗結果可知,鎳鈷合金模仁在 460℃內還可保持表面完整沒 有劣化現象,超過此溫度後表面會變色且表面品質呈劣化現象,因此 後續實驗將會設定溫度在 460℃以下,以避免破壞鎳鈷合金模仁。
57 表 9 鎳鈷合金耐熱實驗結果 測詴前 測詴後 加熱 溫度 400℃ 450℃ 460℃ 470℃ 480℃ 鎳鈷合金模仁夾持具設計 為了使鎳鈷合金模仁可以使用在本實驗所用機台,在此設計夾持
58 具。本研究將微結構模仁放至於下模,超音波放大器裝置於機台上方, 並且設計上模具於放大器上,圖 3-30 為上模外觀,圖 3-31 為實際組 裝後外觀。同時為了將鎳鈷合金模仁固定於下模,本研究將鎳鈷模仁 切割成直徑 15mm 的圓如圖 3-32,並且設計夾持模具將模仁固定於下 模,圖 3-33 為夾持具組裝 CAD 圖。圖 3-34 以及圖 3-35 為實物圖, 圖 3-36 為組裝圖。同時也委託國家儀科中心鍍貴金屬膜 Pt-Ir 於下 模具表面防止玻璃與模具產生沾黏。 圖 3-30 上模實物圖 圖 3-31 上模組裝圖
59
圖 3-32 裁切後 Fresnel 模仁
60
圖 3-34 鎳鈷模仁夾持具 1
圖 3-35 鎳鈷模仁夾持具 2
61 2. 放電加工模仁與夾持具 本研究委外(國立勤益科技大學)利用放電加工製作 V 溝結構以及 球形凹槽陣列結構於不鏽鋼表面。同時量測其表面輪廓,並且委託國 家儀器科技中心鍍貴金屬膜層 Pt-Ir 防止熱壓過程中玻璃料片與不 鏽鋼產生沾黏。詳細結構資訊如表 10 所示。圖 3-37 為放電加工 V 溝 結構模仁圖,圖 3-38 為 V 溝結構放大圖,圖 3-39 為測量結果圖,圖 3-40 為放電加工球形陣列模仁外觀圖, 圖 3-41 為結構放大圖,圖 3-42 為量測結果,量測結果發現由於模仁表面粗糙度不佳,使得雜訊 過多,無法準確的探測模球形陣列深度,僅能量測孔洞直徑。 表 10 放電加工微結構模仁量測結果(單位 um) 模仁 編號 開口寬度(量測值/設計值) 深度(量測值/設計值) 間距 EV1 532/500 249.4/250 1000 圖 3-37 放電加工 V 溝結構模仁(尺標單位 mm)
62
圖 3-38 放電加工 V 溝結構放大圖(尺標單位 mm)
63
圖 3-40 放電球形陣列模仁外觀(尺標單位 mm)
64 圖 3-42 放電加工球形陣列模仁量測結果 放電加工模仁夾持具 本研究設計夾持具將放電加工模仁夾持於上模,圖 3-43、圖 3-44 為放電加工模仁夾持具,圖 3-45 為組裝實物圖。 圖 3-43 放電加工夾持具 1
65
圖 3-44 放電加工夾持具 2
66
4
第四章 超音波輔助材料詴驗
本章將會進行超音波輔助熱壓成形材料詴驗,利用玻璃材料 PSK-100 進行超音波輔助進行玻璃熱壓成形,希望藉由材料詴驗結果, 探討超音波振動對玻璃熱壓的影響。4.1 PSK-100 材料詴驗
考慮微結構鎳鈷合金模仁的耐熱性,配合其耐熱極限,本研究選 用玻璃轉移溫度點較低的玻璃料片 PSK-100 進行材料詴驗。4.1.1 實驗詴片與模仁
本實驗使用 Sumita 公司出產型號 PSK-100 玻璃做為詴片,詴片 尺寸為直徑 7mm 厚度 6.5mm 之錠狀,而玻璃轉移溫度為 390℃。圖 4-2 為上模仁圖,圖 4-3 為下模仁圖,圖 4-1 為 PSK-100 玻璃詴片外 觀 。 圖 4-1 PSK-100 玻璃詴片67 圖 4-2 上模仁圖 圖 4-3 下模仁圖
4.1.2 PSK-100 平板詴驗
本研究在此進行 PSK-100 玻璃平板熱壓成形實驗,並且藉由超音 波施加與否做為實驗變數,其目的是希望藉由本實驗比較出熱壓成形 時施加超音波與不施加超音波的差異。實驗環境為真空氛圍而詳細實 驗參數如表 11 所示。68 實驗流程 1. 機台校正以及設定 設定玻璃料片與上模具距離 1mm 為實驗位移歸零點。 預力設 10kg,使得程式在開始壓縮時立即記錄其力量位移資 訊。 玻璃料片在設定溫度範圍內膨脹量為 0.5mm,因此後續在處 理資料時僅頇扣除掉前段 0.5mm 資訊值即為實驗的流程資 料。 2. 加熱下模至設定溫度後持溫至溫度平衡(大約 40 分鐘)。 3. 機台開始壓縮,PSK-100 平板詴驗開始。 i. 無施加超音波組:定位移速率壓縮至位移量 3mm,維持 位移量 60 秒後脫模。 ii. 施加超音波組實驗:定位移速率壓縮至設定位移量後,施 加超音波至設定位移量後停止施加超音波,並且持續壓縮 至 3mm 後維持位移量 60 秒後脫模。 初步實驗結果與討論: 本研究將實驗結果整理成圖表,圖 4-4 為下模溫度 440℃時力量 位移關係圖。由圖可以知道當下模溫度參數為 440℃時,力量並沒有
69 隨者位移增加而增大,表示在這個溫度參數下玻璃過軟,現有實驗系 統無法探討力量與位移的關係,而當下模溫度參數為 420℃時,玻璃 熱壓過程中會產生破裂,這是因為玻璃本身溫度並沒有達到玻璃轉化 溫度所造成,因此本研究後續將會選定下模溫度參數 425℃、435℃、 437℃三組參數進行材料詴驗。 圖 4-4 440℃力量-位移關係圖 圖 4-5 為各組實驗的位移時間關係圖,圖 4-6 為上膜溫度 425℃ 時力量-位移圖,圖 4-7 為上膜溫度 435℃時力量-位移圖,圖 4-8 為 上膜溫度 437℃時力量-位移圖。由結果圖可看出當溫度越高時,達 到相同位移量所需要的力量越低。此外比較各組的力量-位移關係圖 後可以發現壓縮過程中,力量隨者位移的增加而增加,而施加超音波
70 振動後,力量從穩定的增加變為逐漸減少,減少到一定值後開始維持 力量,直到停止施加超音波後,力量又開始隨者位移量增加而增加。 以實驗數據來看,在上模溫度 425℃時施加超音波可以降低成形所需 力量 395Kg(降低所需力量 43.3%),在上模溫度 435℃時施加超音波 可以降低成形所需力量為 526Kg(降低所需力量 65.8%),在上模溫度 437℃時施加超音波可以降低成形所需力量為 104Kg(降低所需力量 28.1%)。由平板詴驗可以發現施加超音波輔助能夠以較低的力量達到 相同的壓縮量,也就表示超音波輔助有助於提昇玻璃熱壓的成形性。 圖 4-5 各組實驗位移-時間關係圖
71
圖 4-6 上膜溫度 425℃時力量-位移圖
72 圖 4-8 上膜溫度 437℃時力量-位移關係圖 表 11 PSK-100 材料實驗參數 實驗編號 施加超音波 上模溫度(℃) 下模溫度(℃) 施加超音波時機 位移速率 1 無 425 440 X 1.5mm/min 2 有 425 440 1.25mm-1.75mm 1.5mm/min 3 無 435 440 X 1.5mm/min 4 有 435 440 1.35-1.55mm 1.5mm/min 5 無 437 450 X 1.5mm/min 6 有 437 450 1.25mm-1.75mm 1.5mm/min
73
5
第五章微結構熱壓實驗
在此進行超音波輔助微結構熱壓成形實驗,期望利用超音波輔助 增加熱壓微結構的成形性,微結構熱壓成形示意圖如圖 5-1 所示,施 加超音波輔助微結構熱壓成形示意圖如圖 5-2 所示。 圖 5-1 微結構熱壓成形示意圖(無超音波) 圖 5-2 微結構熱壓成形示意圖(施加超音波)5.1 V 溝結構模仁熱壓
首先進行 V 溝微結構熱壓成形實驗,此部份將會選用壓縮速率、 壓縮量以及超音波施加的有無做為實驗變數。實驗完成後,利用非接74 觸式 3-D 雷射顯微鏡量測結果。整理量測結果後定義填充深度增加 率: 填充深度增加率 施加超音波組量測深度 未施加超音波組量測深度 未施加超音波組量測深度 (5.1) 表 12 為所有實驗的參數以及量測結果,圖 5-3 至圖 5-18 為量測資料 圖。圖 5-19 至圖 5-26 為實驗編號 V1 至實驗編號 V8 玻璃成品圖(各 測量兩個 V 溝取其平均深度值)。 表 12 V 溝熱壓實驗參數與結果整理 編號 超音波施加時機 壓縮量 壓縮速率 量測深度 填充深度增加率 上模 435℃、下模 414℃ V1 1.2mm-1.5mm 1.5mm 0.25mm/min 46.5um 19.5% V2 無 1.5mm 0.25mm/min 38.9um 上模 435℃、下模 405℃ V3 1.2mm-1.5mm 1.5mm 0.5mm/min 50.6um 22.8% V4 無 1.5mm 0.5mm/min 41.2um 上模 435℃、下模 405℃ V5 1.75mm-2mm 2mm 0.5mm/min 106.7um 42.1% V6 無 2mm 0.5mm/min 75.1um 上模 435℃、下模 405℃ V7 2mm-2.25mm 2.5mm 0.5mm/min 144.4um 62.2% V8 無 2.5mm 0.5mm/min 89.6um
75
圖 5-3 實驗編號 V1 結果圖 1
76
圖 5-5 實驗編號 V2 結果圖 1
77
圖 5-7 實驗編號 V3 結果圖 1
78
圖 5-9 實驗編號 V4 結果圖 1
79
圖 5-11 實驗編號 V5 結果圖 1
80
圖 5-13 實驗編號 V6 結果圖 1
81
圖 5-15 實驗編號 V7 結果圖 1
82
圖 5-17 實驗編號 V8 結果圖 1
83
圖 5-19 實驗編號 V1 成品
圖 5-20 實驗編號 V2 成品
圖 5-21 實驗編號 V3 成品
84
圖 5-23 實驗編號 V5 成品
圖 5-24 實驗編號 V6 成品
85 圖 5-26 實驗編號 V8 成品 結果討論: 1. 壓縮速率影響: 由不施加超音波實驗編號 V2、V4 結果,可以發現當壓縮速率由 0.25mm/min 增加一倍為 0.5mm/min 後,玻璃結構填充性並沒有明顯 的提昇,由此可知壓縮速率對對玻璃微結構填充率影響並不顯著,且 較慢的壓縮速率降低了熱壓實驗整體速度,因此本研究後續實驗將選 用 0.5mm/min 速率進行後續實驗。 2. 壓縮量影響: 由不施加超音波組實驗編號 V4、V6、V8 結果,可以發現壓縮量 由 1.5mm 增加至 2.5mm 後,玻璃結構的填充深度由 38.9um 提昇至 89.6um。由此可知,壓縮量為較明顯影響玻璃微結構填充性之參數。 3. 超音波施加影響: 本研究固定溫度參數、壓縮量以及壓縮速率,比較超音波對微結
86 構填充性影響。由結果可以發現在各相同參數下,施加超音波組皆有 較好的填充性。且當壓縮量越大則超音波輔助效果越顯著。 此外施加超音波的時機也影響結構的成形性,圖 5-27 為實驗編號 V1 結構放大圖,圖 5-28 為實驗編號 V3 結構放大圖(以上兩組實驗壓 縮量皆為 1.5mm),由圖可看出結構出現破壞以及不完整的情況,推 測是因為此兩組實驗壓縮量過低,使得施加超音波時,玻璃與模仁結 構填充深度太淺,超音波振動產生偏移,導致結構的破壞,而本研究 在後續增加壓縮量,且施加超音波時機選用在壓縮量較大時起振,利 用模具與玻璃之間的壓力確保超音波振動僅能上下振動,而後來實驗 施加超音波組皆無結構被破壞的情形產生,也驗證了前述的推測。 圖 5-27 V1 結構受到破壞圖
87
88
5.2 Fresnel 結構模仁熱壓
本研究在進行了 Fresnel 微結構熱壓成形實驗,此部份實驗選用溫 度、壓縮量以及超音波施加的有無做為實驗變數。所有的實驗參數如 表 13 所示。 表 13 Fresnel 熱壓實驗參數表 實驗編號 上模(℃) 下模(℃) 壓縮量(mm) 超音波施加 時機(mm) 1 435 415 1.5 1.25-1.5 2 435 415 1.5 無 3 430 398 2 1.75-2 4 430 398 2 無 5 430 398 1.5 1.25-1.5 6 430 398 1.5 無 實驗完成後,利用非接觸式 3-D 雷射顯微鏡量測結果,圖 5-29 至圖 5-52 為所有實驗量測結果圖(由中心齒至外為齒分四次量測),所 有的量測結果統計後如表 14 所示。圖 5-53 至圖 5-58 為實驗編號 1 至實驗編號 6 的成品圖。89
圖 5-29 實驗編號 1 量測結果圖 1
90
圖 5-31 實驗編號 1 量測結果圖 3