第貳章 文獻探討
本研究主要探討柔版製版時,背曝光時間與正曝光時間對於柔印品質的影 響,加上若選用不同硬度的版材,其印刷的條件與品質是否有顯著的不同。因此 本章文獻探討的部份首先回顧了柔版印刷的發展,企圖藉由柔印快速成長的趨勢 說明本研究的重要性及柔印本身的發展性。接著則探討柔版的製版流程。版的製 作精良與否,明顯地影響了印刷的品質,特別是細微網點是否有忠實地在版上再 現?因此充份瞭解製版流程對於提昇柔版印刷品質扮演重要的知識關鍵。目前製 版有兩種方式:傳統網片式製版與無網片式電腦直接製版;本章將探討這兩種製 版的流程及其差異。最後則探討本研究所選定三個印刷品質指標的原理及細節。
第一節 柔版印刷的發展與應用
本小節首先說明柔版印刷的型式及其名稱的起源,最後將重點放在柔版印刷 在包裝領域的應用上。目前在歐美各國的包裝產品上,非常重視環保,因此在法 規上皆要求印刷油墨是環保、無毒的。在紙箱上,也要求無打釘的方式組裝紙箱。
因此,即使台灣地區在使用柔版的程度上仍不及外國,但若要將產品銷往國外,
則勢必要符合對方買主的要求,故柔版印刷在這點上有很大的優勢。
一 柔版印刷的型式
柔版印刷指的是使用印紋部份比非印紋部份高出的橡膠或樹脂材質凸版,以 此當印版對被印材料(張頁或捲筒材料)作圖像印刷的方式。它是使用水性或溶劑 性之稀薄液體油墨的輪轉印刷方式,一般多被利用在捲筒基材之印刷,唯一的例 外是對瓦楞紙板的印刷。
傳統的凸版印刷是使用金屬或塑膠等硬質凸版,採用濃而稠黏的印墨以施行 印刷。另外,輪轉凸版印刷方式或輪轉平版印刷方式若印刷長度改變時,其複雜 的印墨供墨裝置之組合極難對應,因此只適合於固定長度(直徑)的印刷,相較之 下,柔版印刷的印刷機構提供了較豊富的印刷尺寸的選擇。
柔版印刷為求軟性印版不生歪曲,只宜用輕微印壓的印刷方式,但是凸版印 刷方式是採用強壓的印刷方式,同為凸版印刷,但實不可混為一談。印墨之成份 也因印壓之不同而有所異,兩種印刷方式中惟一的共同點是雙方均使用凸形的印 版而已(黃秀臣,年代不詳)。
二 柔版印刷名稱的起源
在幾年前,台灣地區仍不是對柔版印刷很認識的時候,經常有許多名詞使大 家產生混淆。柔版基本上是凸版,因為其版材是軟性的,故為了有別於傳統的鉛 字凸版,則稱之為「彈性凸版」或「軟性凸版」。也有人音譯其英文名稱而稱之 為「富瑞術印刷」。大陸地區則稱之為「柔版」。
柔版印刷的發明以及名稱的由來是起源於美國的金氏禮(J. A. Kingsley)於 1853 年取得橡皮凸版印刷用印版之專利,於 1860 年取得橡皮版印刷機之專利(但 無印刷物之證據可以證明) 。後來英國之巴隆父子(Baron & sons)公司在 1890 年 得到英國之專利後,完成橡皮版捲筒印刷機為確切之事。
當時之印刷機即以其可變化印刷反覆長度的凸印方式,專為製袋用的牛皮紙 印刷所發明的方法,就是使用不像傳統凸版或平版之複雜印墨裝置,而採用極為 低黏度的液狀印墨。又因以橡皮作為版材來進行印刷,所以製版成本比凹版版筒 節省很多。
此種印刷方式一直沿用了 60 年之後,直到 1951 年三月美國摩斯台普公司 (Mosstype Corporation)的富蘭克林.摩斯(Franklin Moses)先生發起了一個徵名活 動,要求改變「苯胺印刷」這個名稱,想用一個更適當的名字取而代之。這是因
為初期苯胺印刷能採用的苯胺染料印墨是煤焦油的衍生物,被認為是一種有害或 有毒的物質,所以被美國食品藥物管理局(Food and Drug Administration, FDA)所 禁用。
此後,印墨製造廠開始使用其他的色料,讓大家公認安全而可以接受。儘管 印刷廠逐漸使用新的印墨,但苯胺印刷的名字仍然存在,到了 1949 年美國聯邦 畜牧工業局(FBAI)提供證據證明,煤焦油和顏料被用於油墨的配方中,在其他方 式的印刷技術中已成標準,但是苯胺印刷仍然不能改變其污名,尤其是在顧客的 心目中。
一個特別組成的包裝協會小組委員會終於產生了,其宗旨就是從這些應徵的 名字中選出最好的名稱。最後選出的三個名字是:
1. Permatone Process 2. Rotopake Process 3. Flexographic Process
通過郵寄印在“The Moss Typer”刊物上的候選名稱回條,展開了一場全國性的投 票,許多業界廠商也幫忙分發候選名單。終於在 1952 年 10 月 21 日美國第十四 屆包裝研討會上宣佈以“Flexographic Process”壓倒性的多數選票被確定名稱(涂 秋山,1995)。
三 柔版印刷在包裝領域的應用
眾所周知,個人電腦和列印機的過度發展,已經搶走了很多傳統印刷和文化 印刷的市場,今後可以存活下去,立不敗之地的印刷就惟有包裝印刷一途了。從 歐洲的觀點來看包裝印刷是永不沒落,無限前途的。如今的包裝印刷市場已經顯 示出一些主流發展的趨勢(“Packages: A Limitless Market Potential”,2000):
1. 必須提供消費者新的視覺吸引力。
2. 新奇的包裝印刷以滿足消費者使用方便的需求。
3. 利用輕薄短小的概念,提倡軟性(Flexible)包裝以節省資源。
根據杜邦公司所做的調查顯示:2003 年全世界整體包裝業(印刷、被印材料、
加工成型)的產值約為 900 億,每年以 6~10%的速度成長(DuPont, 2002)。其中柔 版印刷的方式更是顯得越來越重要,預估在 2003 年柔印對包裝印刷領域的佔有 率為 41%,超越了平版的 37%。圖貳-1 顯示了各種版式在包裝印刷上的使用比 率。
圖 貳-1 各種版式在包裝印刷上的使用比率
Note. From “All about Flexo: Market segments,” by DuPont, n. d., retrieved October 1, 2002 from DuPont Cyrel Pakaging Graphics, Web site:
http://www.cyrel.dupont.com/asia/english/flexo/marketsegments.asp?regid=1&langid=2
會有這種現象,基本上是因為柔版印刷相較於其他版式有以下的優點:
1. 柔版印刷的機械成本比凹印機低,更比平印機低很多。與凹印相比,柔版印 刷的製版費低 80%,耗墨量少 30%,電力消耗節約 40%。同樣功能的印刷 設備,在設備投資上,柔版印刷機比平版印刷機或凹印刷機低 30%∼40%。
由於柔版印刷設備帶有印後加工功能,提高了設備的綜合加工能力,提高了 生産效率。用戶不但能節省購買印後加工設備的投資,同時還可節省用地面 積、減少成本(譚俊嶠,2001)。
2. 被印材質廣泛,可印刷各類紙張,並且還可印刷鋁箔、塑膠薄膜、玻璃紙及 紡織品等,種類多於凹印。而平印方式,除紙張外,其餘被印材質不是不能
印就是不好印!
3. 在品質方面,因為電腦直接製版、電腦直接到無接縫版筒的技術已可達到 150 線,加上微穴網紋輥的進步,因此,印製 150 線 2%~95%的網點已十分 可行。
4. 使用水性墨,在環保上十分有利。由於溶劑型油墨易揮發,不利於環境保護;
長期使用會影響操作人員的身心健康。歐美一些國家已明文規定,在印刷食 品、藥品包裝上,禁止使用溶劑型有毒油墨!衆所周知,柔版印刷所使用的 水性油墨、UV 油墨屬於環保型油墨,對環境和人體健康沒有危害(在日本 95%的柔版印刷印刷是使用水性油墨)。
5. 在品質管理方面,比平版更為容易控制。目前柔版印刷的印刷機設計上,都 往無齒輪直接驅動的方式設計,這解決了印刷品重覆長度受齒輪節距限制的 問題,也縮短了印版和網紋輥(Anilox Roller)的更換時間,不僅可減少紙張 的耗損,還消除了齒輪傳動所帶來的齒隙及跳動等問題,提高了印刷精密 度。(陳政雄,2002)
所以,相較其他版式,柔版印刷不論是在寬幅或窄幅的包裝印刷上,其競爭 力都在上升中,是一項非常值得投資的印刷技術。歸納起來,近年來柔版印刷在 技術上有許多的突破(McConnell, 2001),例如:
– 電腦直接製版技術(Computer to Plate) – 薄版技術
– 套筒技術 – 泡棉膠帶
– 電子印前影像系統
– 新的水基印墨配方及供墨系統 – 高線數陶瓷製雷射雕刻印墨網紋輥 – 可附加的連線加工設備系統
每一單項的發展都足以提昇柔版印刷的品質,若全部整合起來的話,它們更 可建立一個與平版或凹版印刷相媲美的高品質印刷水準。
第二節 柔版的製版流程
要提昇柔版的製版品質乃至使得最後的印刷品得到良好的階調複製,就必須 徹底瞭解柔版的製版流程,從中找出問題或困難點加以克服。如同其他版式一 般,柔版也已逐漸走向電腦直接製版的方式,然而要瞭解電腦直接製版,首先必 須對傳統的網片製版方式有完整的瞭解,才能知道電腦直接製版所帶來的優點。
一 傳統製版流程
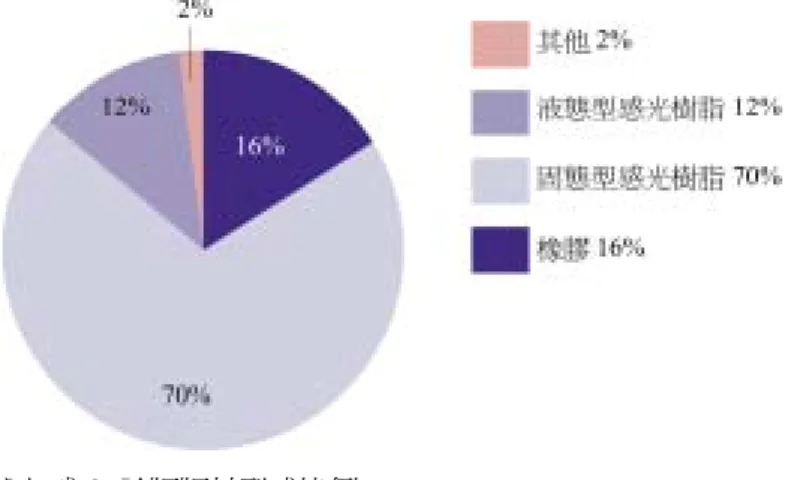
一般而言,柔版的版材不外乎是由橡膠(Rubber)或感光樹脂(Photopolymer) 所組成。自從 1973 年,由杜邦公司開發感光樹脂導入工業界後,目前大部份的 柔版版材就都由感光樹脂所組成(Wyatt, 1994)。感光樹脂版的型式有兩種:
– 固態型(Solid Sheet Plates) – 液態型(Liquid Polymer Plates)
圖 貳-2 柔版版材型式比例
Note. From “All about Flexo: Market segments,” by DuPont, n. d., retrieved October 1, 2002 from DuPont Cyrel Pakaging Graphics, Web site:
http://www.cyrel.dupont.com/asia/english/flexo/marketsegments.asp?regid=1&langid=2
圖貳-2 說明不同版材型式的使用比例。而目前,國內所引進的柔版也大都是 固態型的版材。至於版的厚度則是根據柔版印刷機的要求來選擇,常見的版材厚 度為 1.14mm 到 1.70mm,最厚可達 7mm。然而,趨勢是朝薄版的方向前進,例 如:超薄版 0.76mm(Dahl & Emmerling, 1996)。
這兩種型式的感光樹脂版在製版程式上其實是大同小異的。大體上來說,感 光樹脂版的製版程式,基本上有五個步驟:
1. 背曝光 2. 正曝光 3. 洗版 4. 烘版
5. 後處理曝光與完成曝光
背曝光將版材做了一層基底以便穩固印紋。正曝光則透過網片晒製印紋。之 後將曝光過的版材經洗版機將非印紋洗去。完成後再經烘版及後處理曝光等動 作,將版材確實乾躁、固化。圖貳-3 及表貳-1 詳細說明製版步驟及相對應的目 的。
圖 貳-3 柔版的製版流程
Note. From Flexography: Principles and practices (fifth ed.) (Vol.4, p. 28), by Foundation of Flexographic Technical Association, Ronkonkoma, NY: Author.
表 貳-1 柔版的製版步驟及其目的
步驟 目的
背曝光 用紫外光對版材進行背曝光,其作用在於確定印版上浮雕的高 度,即腐蝕的深度,並固化基底。
正曝光 將印版與網片一起置於紫外光下進行正面曝光,以形成印版上的 圖文印刷部份,並使之固化。
洗版 將印版置於溶劑中刷洗,目的是刷去版材上未曝光的部份,使圖 文部份形成浮雕。
烘版 將印版置於烘乾器中烘乾,促使版材在洗版階段所吸收的溶劑盡 快揮發,使印版的厚度恢復到原來的標準值。
後處理曝光與完成曝光 對烘乾後的版材再進行後曝光及去黏處理,能夠進一步固化字肩 及基底,並改善柔版的印刷適性。高品質的柔版其耐印率應大於 50 萬刷,甚至高達 100 萬刷。
每個步驟執行的精確與否都關係著印版的品質,因此為了能製作出一塊適當 的印版,必須先行測試版材、曝光機與洗版機等的製程能力曲線,考慮的因素包 含:
– 網片的縮版量計算 – 背曝光試驗
– 正曝光試驗
– 洗版乾燥處理及去黏處理
(一) 網片的縮版量計算
因為採用「平面」曬版而用「圓形」輥筒印刷,所以當感光樹脂版被包附上 輥筒時,其版面印紋會產生一定程度的影像延伸,所以在網片製作時,就必須先 計算縮邊比例,將網片做印刷方向的單向縮邊(White, 1998, p.4)。計算公式如下:
R
− K
= 100 縮版量(%)
其中
K:係數(由版材供應商提供如表貳-2 所示,一般是取決於版材厚度)
R:印刷長度
例如:有一印件的長度為 42.34cm(16.67 in),而使用的柔版其版厚為 1.70mm(0.672in),因此,根據公式計算:
(%) 66 . 97
341 . 2 100
34 . 42
10 . 100 99
=
−
=
−
故,為了補償版面延伸的現象,在製作曬版用的網片時,就應該以此比例做縮小,
即:42.34 × 97.66(%) = 41.35cm(16.28in)。
表 貳-2 係數 K
版厚 係數 K
1.70mm(0.067in) 2.84mm(0.112in) 4.32mm(0.185in) 6.35mm(0.250in)
99.10 170.70 263.40 390.90
Note. From High quality Flexography (2nd ed.)(p. 4), by A. White, 1998, Surrey, UK: Pira International.
(二) 背曝光試驗
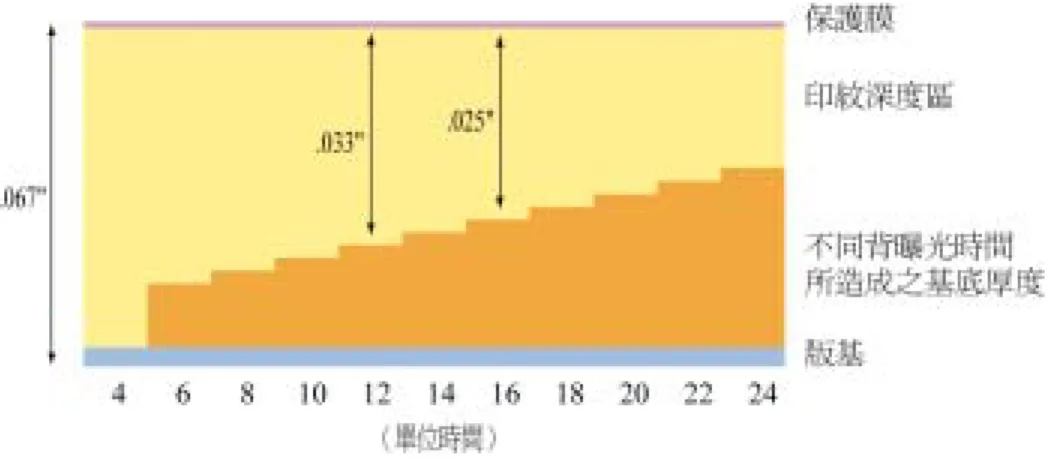
背曝光的作用是增加基底的厚度,以提供凸出印紋的支撐力,但應該製作多 厚的基底呢?這是正式印刷前必須做測試的原因。為了便於比較,一般通常會對 同一塊版材用不同曝光時間,以局部遮蓋來進行多次曝光,如圖貳-4。根據簡正 宗(2001,頁 133)的研究顯示:背曝光時間為 15 秒∼20 秒的品質較佳;也就是 版厚介於 1.02mm~1.09mm 以及網點凸出高度介於 0.81mm~0.73mm 之間的數 值,可得較佳的印刷品質。
圖 貳-4 背曝光測試
Note. From Flexography: Principles and practices (fifth ed.) (Vol.4, p. 28), by Foundation of Flexographic Technical Association, Ronkonkoma, NY: Author.
(三) 正曝光試驗
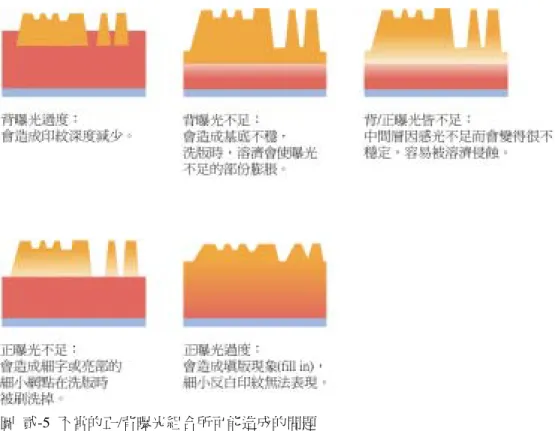
正曝光就是實際形成印紋的步驟;恰當的正曝光與背曝光共同作用,才能得 到滿足各種圖文類型要求的高品質印版。一般而言,正曝光不足會使印紋周圍字 肩底部被刷洗掉,影響印版的使用壽命;而過度的正曝光則會使腐蝕不充份,印 刷時造成網點過度擴大,圖貳-5 說明瞭不足或過度的正/背曝光組合所可能造成 的問題。
根據 Michelle J. Warfford 在 1997 年於 TAGA 所發表有關柔版其網點肩部的 角度對印刷品影響的論文中顯示:
– 正曝光時間增加,其網點肩部角度也同時增加。
– 網點面積較大的部份,其肩部角度也會較大。
– 以 150 線的 AM 和 FM 相較而言,AM 會有較大的肩部角度。
– 在較少正曝光時間下,以網點面積大小而言,其肩部角度的差異性會較大。
– 在相同的凸出高度下,肩部角度較大者,其網點擴大較嚴重。
– 在中間調的部份,網點擴大與肩部角度的交互作用較小。
圖 貳-5 不當的正/背曝光組合所可能造成的問題
Note. From Flexography: Principles and practices (fifth ed.) (Vol.4, p. 29), by Foundation of Flexographic Technical Association, Ronkonkoma, NY: Author.
(四) 洗版乾燥處理及去黏處理
隨著溶濟使用次數的增加,刷洗版材的時間就要適度的加以延長;並且要根 據不同的版材,調整細刷與版材之間的位置及壓力,如果有特別細的網點,則應 在標準位置的基礎上,減輕細刷的壓力,以防止網點被刷洗掉。
經後曝光及去黏處理的版材,可以大大提高印刷適性。而製好的版最好放置 12 小時後再行上機貼版印刷,目的是讓洗版時被吸收到印版內的溶濟全部揮發 出來。
二 電腦直接製版流程
傳統的製版方式有著一項重要的關鍵,那就是:網片。多了由網片來曝光製 版的步驟,自然就多了一些需精密控制的變因。此外,在亞洲地區,事實上很多 製版公司,並不能做出適合 Flexo 彩色印刷的網片。主要原因是大家都缺乏 Flexo 分色經驗,而彩色包裝印刷又正在成長與發展中。尤其以軟性包裝印刷,製版品
質要求甚高,必須考慮網點角度、製版曲線及供墨輥的特性等。
只有好的網片才能作出好的版來,為了防止網片的品質不良造成失真,也為 了減少製版公司在影像組合、網片輸出及網片沖洗設備的投資,由電腦直接輸出 製版的方式則顯得越來越重要了。
過去一般的印象總認為電腦直接製版,僅提供給平版或凹版印刷業用。但 是,現在局面已改變了,例如:德國 BASF 公司根據多年製造樹脂版的經驗,已 成功發展出一種專為雷射曝光的塗佈層,塗佈在 nyloflex 版表層,製造出 digiflex 的感光樹脂版。digiflex 是將電子資料直接傳送到感光樹脂版上,過程不用再經 過網片(Jansen, 1998)。
目前被使用來直接成像於版面上的雷射有兩種:一種是採用釹雷射(YAG)成 像的系統;另外一種是應用雷射二極體成像的系統。而雷射成像的方式又可分為 雷射雕刻(Laser-engraving) 和雷射剝離(Laser-ablating)兩種。
– 雷射雕刻(Laser-engraving):
針對以橡膠為材質的彈性凸版,可利用高能量的雷射「直接蒸發」掉不要的 區域,留下印紋。這種方式不須使用網片而直接「刻」出清晰的印紋,且仍 兼有橡膠材質本身優良的印刷適性,因此這種製版方式大大地增加了橡膠版 的附加價值。但缺點是,這種以高能量雷射來「直接蒸發」掉不要的區域以 留下印紋的製版方式,是秏能且費時的。
– 雷射剝離(Laser-ablating):
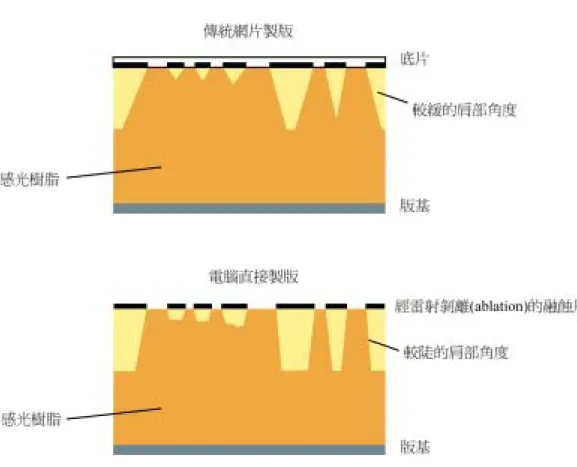
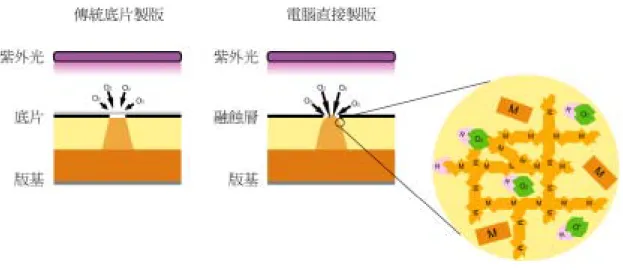
這種製版方式是在版材本身動手腳。在版材的表面塗佈了一層融蝕層(合成 碳膜),這層合成碳膜同時還可避免粉塵顆粒。當雷射光曝光時,有光點處 的合成碳膜被融化蒸發掉,不留任何痕跡;這樣一來,剩餘的合成碳膜就等 於是在版材表面上留下了一張極為清晰的網片(負像),然後接下來再按傳統 的製版程式進行背曝光、主曝光等。值得一提的是,這時的主曝光過程,因 為紫外光源通過合成碳膜上已被融蝕的開口處,對其下層的感光樹脂進行直
接曝光,這樣就不會有任何的散射或是漫反射,因此網點的邊緣會更光潔陡 峭。圖貳-6 說明傳統網片與電腦直接製版的流程比較。
圖 貳-6 傳統網片製版與電腦直接製版的流程比較
Note. From Flexography: Principles and practices (fifth ed.) (Vol.4, p. 42), by Foundation of Flexographic Technical Association, Ronkonkoma, NY: Foundation of Flexographic Technical Association
三 氧化抑制效應
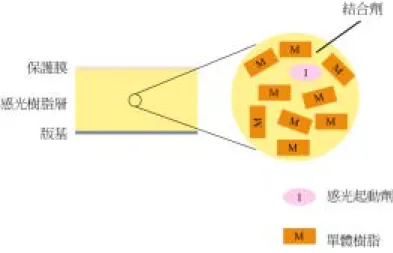
感光樹脂版在電腦直接製版的過程中,會有一種獨特的效應產生,此效應在 傳統網片製版的過程中並不太會發生,那就是:氧化抑制效應(Oxygen Inhibition Effect)。要瞭解所謂氧化抑制效應,則必須先知道感光樹脂的光聚合作用。如前 面所述,柔版的型式可以是固態型一片一片的,也可以是液狀的;但不論是固態 型或液態型,這些材料基本上都包括幾個要素(如圖貳-7 所示):
– 結合劑(Binder)
– 單體樹脂(Monomer)
– 感光起動劑(Photo-initiator)
圖 貳-7 感光樹脂版的主要成份
Note. From “Taming Photopolymerization,” by A. R. Kannurpatti, & B. K. Taylor, 2001, Flexo, 26(11), p. 12-16.
當然,一般市面上,採用固態結合劑配合液態的感光成份可以比只採用全液 態成份的運用來得更廣,控制的範圍也更大,因此成片的固態型感光樹脂版被應 用的較廣泛。固態的結合劑可以應付各種的用途,最重要的是足以把單體樹脂和 感光起動劑的混合物穩定於版材中,並擔任爾後印刷影像之骨幹。
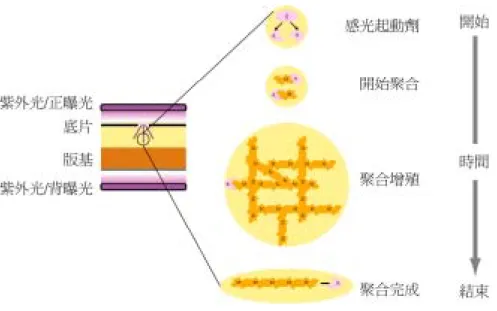
感光起動劑是在版材中藉由光線的照射引發連鎖反應的分子,此種連鎖反應 亦稱為光聚合作用,它促使單體樹脂分子與結合劑聚合在一起,在曝曬過紫外光 的部分形成一個交錯網狀的三度空間。此連鎖反應的第一階段被稱為起動作用 (Polymerization Initiation)。然後,活躍的單體分子與其他分子之間反應並與結合 劑聚合形成交錯的網鏈,版材本身材料的物理性質也因而產生變化,這個部份的 連鎖反應被稱為增殖作用(Polymerization Propagation)。當兩個活躍的分子(單 體:M 或激進分子:R)相互反應時形成了一個極不活潑的鎖鏈或成為交錯網的 一部分,此種反應稱為終結作用(Polymerization Termination)。只要紫外光源繼續 不斷地照射在版材上──感光起動劑繼續存在──增殖作用就會延續地發生。如 果不再照射紫外光,則反應就此終結。圖貳-8 說明整個光聚合反應的過程。
圖 貳-8 感光樹脂聚合的過程
Note. From “Taming Photopolymerization,” by A. R. Kannurpatti, & B. K. Taylor, 2001, Flexo, 26(11), p. 12-16.
然而,在電腦直接製版的過程中,數位感光樹脂版是運用版面上一種全面性 的一個塗佈層(黑色)被紅外線雷射光線所擦去(燒去)而形成影像部分。這個塗佈 層之作用相當於是網片加上吸氣膠膜之作用,可以減少光線的發散而影響亮部的 細點和反白的細線。這個減少光線發散的作用大大地增加了曝光的效果,但同時 也形成了另外一種有趣的現象,那就是在光聚合反應時,不需吸氣就能形成印紋 影像,使得曝光的同時也進行著一種宛如氧化作用的化學反應,有效地改變了印 版上的影像形成。
數位印版因無網片及吸氣膠膜之隔絕,使得氧分子增加其活動性而形成一個 側面反應。自由的激進分子很快地便和氧分子產生作用,完成曝光程式。而氧分 子也很活潑能和單體樹脂產生反應,這個反應會比活躍的單體與單體樹脂間的彼 此作用緩慢,相較之下,這種結果使氧分子與單體樹脂的作用如同抑制了光聚合 作用,使整個光聚合作用的形成速率緩慢下來。如此一來,就等於是固化不完全,
一經洗版後,其所形成的網點會比較尖銳,而且肩部也來得比較陡峭。圖貳-9 說明發生在電腦直接製版時,樹脂版與空氣接觸所產生的氧化抑制效應。
圖 貳-9 氧化抑制效應
Note. From “Taming Photopolymerization,” by A. R. Kannurpatti, & B. K. Taylor, 2001, Flexo, 26(11), p. 12-16.
網點的尖銳對印刷品質的影響非常地大,近來柔版其印版品質的突飛猛進,
最主要的因素就是這種網點尖銳的成果。越小越結實的網點,使亮部的細微網點 可以在印刷時表現出來。同時更寬闊的反白凹陷部分(也拜氧分子作用之賜)使暗 部的階調可清楚地表現。由於數位網點的尖銳化是一種全面性的版面效果,數位 化的印前作業可以防止階調值的受損,而使畫面更為逼真。也因此數位化感光樹 脂版的高度印刷再現性,使得其可以和彩色的平印或凹印的品質可相評比 (Kannurpatti & Taylor, 2001)。
四 柔版製版的趨勢
第一,不管是傳統的網片製版方式或是較先進的雷射直接製版,終究仍有一 個問題──印出來的圖像總是與原稿本身有輕微的差別!產生此一現象的一個 簡單原因是:因為柔版製出的版是平面的,但卻以「圓周」的方式印刷。用標準 值曝光好的印版最終必須被安裝到圓形的輥筒上,由於印版的最表面被拉伸的程 度會大於靠近印版底面的各區,因此印紋就會產生扭曲。解決此一問題光靠電腦 直接製版或是將標準值加上補償值來製版,還是不夠的,必須引入逐漸成為趨勢 的「電腦直接製圓筒版 / CTS, Computer to Sleeve」。電腦直接製圓筒版最主要的
精神即在於──版是圓形的,並以雷射直接曝光其上。如此一來,印出的圖像就 會和它在設計時的形狀完全一樣!
第二,柔版將會朝薄版的方向前進(Dahl & Emmerling, 1996)。雖然目前最薄 的 0.76mm 薄版在處理上仍有些問題,標準化的工作也仍未被廣泛推行,但這一 方向是確定的。因為薄版在洗版過程中,有較少的材料去吸收溶濟,這可使洗版 時間縮短,同時也能縮短乾燥時間,或以同樣的時間達到更好的乾燥效果,進而 減少在印刷過程中的限制。Mr. George Grey 提出下列薄版技術之優勢(〈超薄版 0.76mm 的神奇奧妙〉,1999):
– 同時結合線條和網點印刷的可能性。
– 可表現更長的色彩階調(範圍延伸)。
– 全彩全色調的完整印刷。
較高的套準精確性來自於較厚穩定的片基,與較薄的樹脂層,減少延伸或變 形的發生。Mr. Helmut Busshoff 並指出發生延伸變形的機率,會隨著版材厚度減 少而降低(〈超薄版 0.76mm 的神奇奧妙〉,1999)。
第三,另一個有效提高柔版印刷品質的方法是使用混合式(Hybrid)過網技 術。簡單地說,混合式過網技術就是在圖像亮部的區域(10%∼15%以下的網點) 使用調頻過網技術過網,而在中間調與暗部調區域(15%以上的網點)使用傳統的 調幅過網技術過網。調頻過網的網點大小在 50 微米左右,使用 Hybrid 技術過網 後,由於直徑只有 50 微米的網點在洗版時,尖端會有比較大的磨損,所以也會 低於大網點的平均高度,從而有效地減少網點的擴大。
第三節 印刷品質特性
本研究依理論及實務上的經驗,選定了三個與研究因子有較強相關性的印刷 品質特性:
1. 網點擴大
2. 滿版濃度 3. 印刷反差
為觀察印刷品質的指標,亦即是研究中的反應變量。
一 網點擴大
在柔版印刷中,色相的變異受到網點面積擴大變異的影響最大,遠超過其他 變項,附著在紙張上的印墨量將會影響網點面積擴大,而網點面積擴大進一步影 響印刷反差,墨膜厚度高者看似會印製高反差的印刷品,然而事實剛好相反,過 量的印墨會降低印刷反差,因為過量的印墨導致嚴重的網點面積擴大(Southworth, M. & Southworth, D., 1989, Ch.14-13)。進行黑白或單色印刷時,唯一需注意的是 滿版濃度的控制,然而,儘管當滿版濃度保持穩定時,網點面積擴大還是可能改 變複製的效果,因此,為獲得較佳的控制,業者亦需同時控制適當的網點面積擴 大(Southworth, M. & Southworth, D., 1989, Ch.5-21)。四色印刷控制的困難度相對 增高,客戶希望印刷品之色相能保持一致,四色印刷中色彩的複製是依據印墨附 著在被印材上之網點大小而定,網點大小的改變或網點面積擴大的變異會影響色 彩複製時色相的改變。因此,網點面積擴大對於色彩品質的影響比滿版濃度來得 顯著。當印製黑白或彩色的半色調網點時,網點面積擴大會改變影像的反差並且 導致清晰度下降和細緻調的遺失,在四色印刷中,網點面積擴大導致反差的遺 失、印刷複製色調偏暗以及造成色彩劇烈的改變(Southworth, M. & Southworth, D., 1989, Ch.5-22)。
二 滿版濃度
許多研究報告指出滿版濃度比其他因素更容易影響網點面積擴大,Franz Sigg 在 1970 年 TAGA 會議上指出,階調複製曲線是隨著墨膜厚度而有所改變,
滿版濃度愈高,中間調在濃度上的增加也就愈多,而中間調網點面積擴大的情形
也增加。因為中間調愈濃密,暗部調的對比相對減少,因此,即使在紙張上增加 墨量,亦即增加墨膜厚度,並不見得可以獲得想要的複製品。須注意的是,當墨 量愈多,不僅會導致暗部對比的遺失,而且中間調的部分會普遍偏暗。印墨的光 澤在品質較佳的紙張上可獲得較高的滿版濃度值,大部分品質較差的紙張具有粗 糙、非塗佈的表面,這個表面易吸收印墨並使印墨擴散,產生些許的網點面積擴 大,為了在品質差的紙張上或得較高的滿版濃度,印刷操作員添加更多印墨,導 致中間調的網點面積擴大情形增加,然而滿版濃度的部分沒有顯著的增加。使用 較差的紙張印刷,滿版濃度降低,墨量隨之降低,網點面積擴大情形減少。減少 滿版濃度可以降低中間調網點面積擴大,但其對暗部的影響更大,並會進而影響 到色彩的飽和度。
再者,滿版濃度為測量製程控制與印刷複製品控制的最重要特性,另外控制 第一次色(Primary)與第二次色(Overprint)的滿版與暗部階調的標準,一次色在滿 版濃度的平衡可決定二次色的色相(例如:黃色與青色的滿版濃度決定並控制疊 印色綠色印墨的色相),多數其他印刷特性如網點擴大、印刷反差、色相差等品 質特性,無論其是否在正常的製程狀態下,皆須靠滿版濃度而確立,且當印刷機 的其他獨立變項如印版曝光時間、襯墊厚度、輥筒設定需調整其影像階調複製及 色彩階調再現時需停機做調整,而滿版濃度是唯一可以允許操作員在不停機的狀 態下調整的印刷特性(Southworth, M. & Southworth D., 1989, Ch.14-14 -
Ch.14-20)。
三 印刷反差
印刷反差為在印刷過程中,判斷暗部階調層次豐富與否的重要指標,印刷反 差愈高,暗部所能呈現的階調愈豐富。其值受滿版濃度、被印材質的亮度、75%
階調的濃度以及光澤度所影響(SWOP, 1998, p. 44)。
印刷反差對於印刷適性的測量為較有助益的特性,其原因有以下三點:
1. 提供一表示階調曲線在影像複製階調上的一重要關鍵點。
2. 當消費者無法想像評估分辨出印刷品質及不瞭解反差時,其可以使用此印刷 適性來表示印刷品質。
3. 印刷反差的值可以提供印刷製程相當多的訊息資料,其包含:
– 印墨層次的濃度 – 70%的網點擴大
– 不增加複製品 70%的階調而增加印墨濃度的印刷製程能力
當印刷反差值愈高,其表示滿版濃度增加而 70%的階調並沒有增加相同的濃度值 (增加 75%的濃度會造成網點擴大的增加或其他因素等),因此欲得到較高的印刷 反差時就必須將滿版與 70%階調之間的反差提高至視覺上可清楚分辨出的反差。
在柔版印刷過程中,色彩的彩度變異主要受網點面積擴大所影響,轉移到被 印材上的印墨將會影響網點面積擴大,而網點面積擴大會接著影響印刷反差,較 厚的墨膜看似可以印製出較高的印刷反差,事實上,過多的印墨易造成網點面積 擴大,反而會降低印刷反差。網點面積擴大沒有給予適當的控制會造成平版印刷 作業的浪費,當印製黑白或彩色半色調網點時,網點面積擴大會改變影像的對 比,並且導致細緻調的遺失;在彩色印刷的過程中,網點面積擴大則會造成對比 的遺失而使複製品的階調變暗,導致色彩的改變(Southworth M. & Southworth D., 1989, Ch. 14-13)。在印刷過程中,印刷操作員應調整印墨階層直到獲得最大的印 墨階層,因為印刷反差愈大,在 70%階調層次與滿版濃度之間的階調愈清楚 (DeJidas & Destree, 1995, p. 51)。