行政院國家科學委員會專題研究計畫 成果報告
面射型雷射二極體構裝時之殘留應力分佈與焊後位移分析
(2/2)
計畫類別: 個別型計畫 計畫編號: NSC92-2212-E-110-001- 執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日 執行單位: 國立中山大學機械與機電工程學系(所) 計畫主持人: 光灼華 計畫參與人員: 許兆民 邱顯桓 李育仁 報告類型: 完整報告 報告附件: 出席國際會議研究心得報告及發表論文 處理方式: 本計畫可公開查詢 中 華 民 國 93 年 10 月 11 日行政院國家科學委員會補助專題研究計畫成果報告
面射型雷射二極體構裝時之殘留應力分佈與銲後位移分析
(2/2)
計畫類別:■ 個別型計畫 □ 整合型計畫 計畫編號:NSC 92-2212-E-110-001- 執行期間:92 年 08 月 01 日至 93 年 07 月 30 日 計畫主持人:光灼華 共同主持人: 計畫參與人員: 許兆民、李育仁、邱顯桓 執行單位:國立中山大學機械與機電工程學系 成果報告類型(依經費核定清單規定繳交):□精簡報告 ■完整報告 本成果報告包括以下應繳交之附件: □赴國外出差或研習心得報告一份 □赴大陸地區出差或研習心得報告一份 ■出席國際學術會議心得報告及發表之論文各一份 □國際合作研究計畫國外研究報告書一份 處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、列管計畫及下列情 形者外,得立即公開查詢 □涉及專利或其他智慧財產權,□一年□二年後可公開查詢 中 華 民 國 93 年 08 月 01 日行政院國家科學委員會專題研究計畫成果報告
面射型雷射二極體構裝時之殘留應力分佈與銲後位移分析 (2/2)
計畫編號:NSC 92-2212-E-110-001
執行期限:92 年 8 月 1 日至 93 年 7 月 31 日
主持人:光灼華
執行單位:中山大學機械與機電工程學系
計畫參與研究生:許兆民、李育仁、邱顯桓
中華民國九十三年八月一日
目錄 目錄... 3 圖目錄... 6 表目錄... 11 符號說明... 12 摘要... 錯誤! 尚未定義書籤。 第一章 緒論 ... 19 1-1 前言... 19 1-1-1 簡介 ... 19 1-1-2 研究動機與方法 ... 24 1-2 文獻回顧... 24 1-2-1 疲勞壽命理論 ... 24 1-2-2 錫球推力試驗 ... 錯誤! 尚未定義書籤。 1-3 組織與章節... 錯誤! 尚未定義書籤。 第二章 相關理論與有限元素分析 ... 28 2-1 Surface Evolver 基礎理論... 28 2-2 有限元素分析方法... 29 2-2-1 力學模式 ... 29 2-2-2 熱分析模式 ... 32
2-2-3 接觸(Contact)... 36 2-3 疲勞壽命理論模式... 43 第三章 錫球疲勞壽命公式之建立 ... 46 3-1 CSP 熱循環試驗 ... 46 3-1-1 實驗方法與結果 ... 46 3-1-2 有限元素分析 ... 49 3-2 錫球推力試驗分析... 67 3-2-1 實驗方法與結果 ... 67 3-2-2 有限元素分析 ... 68 3-3 錫-銀-銅與錫-鉛錫球疲勞壽命公式 ... 86 3-3-1 等溫低循環疲勞實驗 ... 86 3-3-2 錫-銀-銅錫球之 Coffin-Manson 關係式... 107 3-3-3 錫-鉛錫球之 Coffin-Manson 關係式 ... 109 3-3-4 錫-銀-銅與錫-鉛疲勞壽命之比較 ... 110 第四章 錫球疲勞壽命預測 ... 115 4-1 模型特性... 115 4-1-1 電子封裝—BGA 形式之 CSP... 115 4-1-2 光電封裝—VCSEL 構件... 116 4-2 銲錫疲勞壽命預估... 118 4-2-1 電子封裝之銲錫疲勞壽命預估 ... 118
4-2-2 光電封裝之銲錫疲勞壽命預估 ... 118 4-3 不同疲勞壽命預估公式之比較 ... 120 第五章 結論 ... 138 5-1 結論... 138 5-2 未來展望... 140 參考文獻... 142 附錄 A 等溫低循環疲勞實驗之疲勞壽命 ... 1476
圖目錄 圖 2-1 銲錫矩陣排列示意圖 ... 36 圖 2-2 接觸座標系統示意圖 ... 40 圖 2-3 接觸分析方法 ... 41 圖 2-4 彈簧模型示意圖 ... 42 圖 2-5 應變變幅-壽命方程式... 46 圖 3-1 CSP 之(a)外觀(b)錫球排列 ... 50 圖 3-2 CSP 晶片與錫球尺寸 ... 51 圖 3-3 熱循環溫度-時間關係圖... 52 圖 3-4 曲線嵌合結果 ... 54 圖 3-5 銲錫形狀預測結果 ... 55 圖 3-6 CSP 錫球網格切割... 56 圖 3-7 CSP 整體網格切割與細割錫球位置... 57 圖 3-8 CSP 材料配置 ... 58 圖 3-9 銲錫之楊氏模數與溫度變化關係圖... 60 圖 3-10 銲錫之降伏強度與溫度變化關係圖... 61 圖 3-11 銲錫之熱膨脹係數與溫度變化關係圖 ... 62 圖 3-12 錫-鉛之熱傳導係數與溫度變化關係圖 ... 63 圖 3-13 錫-鉛之比熱與溫度變化關係圖... 63
圖 3-14 125℃ 高溫下錫球等效塑性剪應變分布... 64 圖 3-15 -40℃ 低溫下錫球等效塑性剪應變分布 ... 64 圖 3-16 A 點之等效塑性剪應變-溫度-時間關係圖 ... 65 圖 3-17 錫球等效塑性剪應變變幅分布... 66 圖 3-18 Dage Series 4000 推球試驗機... 72 圖 3-19 錫球推力實驗示意圖 ... 73 圖 3-20 錫球推力實驗試片規格與材料... 73 圖 3-21 錫球推力試驗破壞模式 ... 74 圖 3-22 錫球推力試驗殘留銲錫剖面圖... 75 圖 3-23 推力試驗輸出之位移-力量-時間關係圖 ... 76 圖 3-24 錫球外形預測結果 ... 77 圖 3-25 錫球網格切割情形 ... 77
圖 3-26 Sn/Ag/Cu 之推球過程與 von Mises Stress 分布... 78
圖 3-27 Sn/Ag/Cu 錫球輸入位移 186 m
µ
時截面之 von Mises Stress 79 圖 3-28 Sn/Ag/Cu 之推球過程與 Equivalent Plastic Strain 分布情況80 圖 3-29 Sn/Ag/Cu 錫球輸入位移 186 mµ
時截面之 Equivalent Plastic Strain ... 81圖 3-30 Sn/Pb 之推球過程與 von Mises Stress 分布 ... 82
圖 3-31 Sn/Pb 錫球輸入位移 141 m
µ
時截面之 von Mises Stress 83 圖 3-32 Sn/Pb 之推球過程與 Equivalent Plastic Strain 分布情況... 84圖 3-34 等溫低循環疲勞實驗試片之錫球矩陣排列示意圖... 90 圖 3-35 負載相位角之示意圖 ... 91 圖 3-36 位移幅度 10 m
µ
之位移-時間關係圖 ... 92 圖 3-37 等溫低循環疲勞實驗負載於相位角 90°時一次循環示意圖93 圖 3-38 Sn/Ag/Cu 位移幅度 10 mµ
相位角 90° 之力量-位移遲滯環 94 圖 3-39 等溫低循環疲勞實驗試片中錫球之(a)固化後形狀預測結果(b)網 格切割... 95 圖 3-40 等溫低循環疲勞實驗試片(a)整體(b)銲墊局部放大之網格切割與 材料配置示意圖 ... 96 圖 3-41 Sn/Ag/Cu 於相位角 90°、輸入位移 +10 mµ
時γ
p 分布97 圖 3-42 Sn/Ag/Cu 於相位角 90°、輸入位移 -10 mµ
時γ
p 分布98 圖 3-43 C 點之等效塑性剪應變-位移-時間關係圖 ... 99 圖 3-44 Sn/Ag/Cu 於相位角 90°、一次循環後的 ∆γ
p 分布... 100圖 3-45 Sn/Ag/Cu、輸入位移 +10 m
µ
於不同負載相位角之 von Mises Stress分布圖... 101 圖 3-46 Sn/Ag/Cu、位移幅度 10 m
µ
於不同負載相位角之一次循環後 ∆γ
p 分布圖... 102 圖 3-47 Sn/Pb 於相位角 90°、輸入位移 +10 mµ
時γ
p 分布 104 圖 3-48 Sn/Pb 於相位角 90°、輸入位移 -10 mµ
時γ
p 分布 . 105 圖 3-49 C’ 點之等效塑性剪應變-位移-時間關係圖 ... 106 圖 3-50 Sn/Pb 於相位角 90°、一次循環後的 ∆γ
p 分布 ... 107圖 3-51 依據熱循環試驗建立之 Sn/Ag/Cu 錫球之 Coffin-Manson 關係式與 等溫疲勞實驗結果 ... 111 圖 3-52 依據等溫低循環疲勞實驗建構之 Sn/Ag/Cu 錫球之 Coffin-Manson 關係式與熱循環實驗結果 ... 112 圖 3-53 Sn/Pb 錫球之 Coffin-Manson 關係式與等溫低循環疲勞實驗結果 ... 113 圖 3-54 Sn/Ag/Cu 與 Sn/Pb 錫球之 Coffin-Manson 關係式 ... 114 圖 4-1 JESD22-A104A 與 TA-TSY-000983 規範之熱循環溫度曲線122 圖 4-2 面射型雷射二極體模組封裝示意圖... 123 圖 4-3 VCSEL 構件之有限元素網格切割與材料配置情形 ... 124 圖 4-4 Sn/Ag/Cu 銲料之 CSP 錫球一次循環後之 ∆
γ
p 分布... 1266 圖 4-5 Sn/Pb 銲料之 CSP 錫球於熱循環規範(a)JESD22-A104A (b)TA-TSY-000983 一次循環後之 ∆γ
p 分布示意圖 117 圖 4-6 CSP 之錫球疲勞壽命預估結果 ... 128 圖 4-7 錫球之等效塑性應變隨溫度變化關係圖... 129 圖 4-8 微錫球之等效塑性剪應變分布示意圖... 130 圖 4-9 Sn/Ag/Cu 銲料之微錫球於(a)125℃ 高溫(b)-40℃ 低溫下之γ
p 分布示意圖... 131 圖 4-10 D 點之溫度-等效塑性剪應變關係圖... 132 圖 4-11 Sn/Ag/Cu 銲料之微錫球一次循環後之 ∆γ
p 分布... 133 圖 4-12 Sn/Pb 銲料之微錫球一次循環後之 ∆γ
p 分布示意圖 .... 134圖 4-13 VCSEL 構件之微錫球疲勞壽命預估結果 ... 135 圖 4-14 Sn/Pb 錫球之 Coffin-Manson 關係式與等溫實驗結果 .... 137 圖 A-1 Sn/Ag/Cu 銲料之位移幅度-疲勞壽命關係圖... 147 圖 A-2 Sn/Pb 銲料之位移幅度-疲勞壽命關係圖 ... 147
表目錄
表 2-1 經驗因子係數表 ... 35 表 3-1 CSP 試片之疲勞壽命及所對應 Median Rank 與 X、Y 值53 表 3-2 CSP 試片之相關材料係數...43
表 3-3 等溫低循環疲勞實驗之等效塑性剪應變... 103 表 4-1 VCSEL 構件之材料係數 ... 125 表 4-2 Sn/Pb 銲料於不同疲勞壽命預估公式之疲勞壽命預測結果136
符號說明 T ∆ :物體表面與外界溫度差
ε
∆ :應變範圍 2 p ε∆ :塑性應變振幅(Plastic Strain Amplitude)
p
γ
∆ :塑性剪應變變幅 pγ
∆ :等效塑性剪應變變幅 tγ
∆ :等效總剪應變範圍(Equivalent Total Shear Strain Range)
t
α
:熱膨脹係數 pγ
:等效塑性剪應變 ' fε
:疲勞延性係數ν
:蒲松比(Poisson Ratio) fν
:流體動態黏性ρ
:材料密度 ' fσ
:疲勞強度係數 ijσ
:應力張量項φ
:負載下降參數[ ]
B :應變之形狀函數 i b :體力項 p C :比熱 E :楊式模數(Young’s Modulus){ }F :表面力 f :每日循環頻率 G :重力加速度 H :塑性模數(Plastic Modulus) h:熱對流係數 K:彈簧剛度 k:熱傳導係數 f k :Film Temperature 下的流體熱傳導係數
[ ]
N :位移之形狀函數 f N :疲勞壽命(Fatigue Life) : N 液體表面法向量 JJG n :法向量 { }P :施於節點之外力 Q :所施加的熱能 q :熱通量 2 R :決定係數(Coefficient of Determination) e R :Reynolds Number ESS :Residual Sum of Squares
T
SS :Total Sum of Squares
T∞:環境溫度
f
T
s T :平均熱循環溫度 T :表面張力向量JG f u :Conveyor Speeds v:剛體平面速度
摘要
本計兩年期計劃主要在探討陣列封裝面射型雷射二極體模組(Vertical
Cavity Surface Emitting Laser Module;VCSEL),於進行陣列封裝高溫老化 (Aging)及熱循環(Thermal Cycling Test)過程中,不同焊料其熱應力、殘留應力分 佈、焊後位移(第一期)與壽命變化(第二期)情形。全程計畫共分兩階段, 本階段計畫研究重點置於分析 VCSEL 採用 63Sn/37Pb 及無鉛系列之 96.5Sn/3.5Ag 微錫球銲域,歷經熱循環過程,銲材固化殘留應力、循環熱應力 與累積潛變效應對銲球壽命之影響。並配合實驗結果建立其對應之 Coffin-Manson’s 壽命方程。 在此第二階段計劃中,主要使用有限元素套裝程式 MARC 中的熱傳、 非線性彈塑增量,及潛變模組,建立面射型雷射二極體模組之有限元素分析模 式,配合各種不同具溫變特性之材料參數函數,建構 63Sn/37Pb及96.5Sn/3.5Ag 微錫球承受不同循環應力與壽命關係之分析。研究過程中先配合 CSP 錫球構 裝,分別進行熱循環疲勞試驗與錫球推力試驗,再結合有限元素套裝軟體 MARC 程式,計算出不同錫球材料對應之等效塑性剪應變變幅。依據等效塑 性剪應變變幅-疲勞壽命關係,導出錫球之 Coffin-Manson 關係式。研究過程 中並配合文獻發表之常溫低循環疲勞實驗結果,以印證此公式之適用性。並探 討應用所建立 Coffin-Manson 關係式,對 BGA 形式之 VCSEL 構件,分別使 用 錫 - 銀 - 銅 、 錫 - 鉛 材 料 錫 球 , 探 討 兩 者 各 別 在 承 受 JESD22-A104A 及 TA-TSY-000983 熱循環規範下,所預估疲勞壽命之差異準確性。數據結果顯
示,本研究所提利用銲域局部等效塑性剪應變變幅概念建立之 Coffin-Manson 疲勞壽命預估公式,對 VCSEL 疲勞壽命之預估,具頗佳之精度與實用性。
Abstract
The variations of cyclic thermal stresses, residual stresses and the fatigue life introduced in the thermal cycling test of a vertical cavity surface emitting laser (VCSEL) are investigated in this two years project. The thermal stresses introduced from the mismatch of the thermal expansion coefficients between the components of VCSEL under the re-flow and temperature cycling test were simulated and studied. The Manson-Coffin’s equations of the 63Sn/37Pb and 96.5Sn/3.5Ag micro-solder-balls are derived and discussed in the second phase.
The finite element package MARC is used for the stresses and deformation simulations of a VCSEL under different loading cases. The heat transfer, the non-linear couple elastic-plastic increment and the creep models are employed in the numerical simulations. The temperature dependent material properties of the 63Sn/37Pb and 96.5Sn/3.5Ag micro-solders are used for the temperature cycling test simulations. Numerical results indicate that the residual stresses introduced in the solidification and the variation of the thermal stresses are significant in stress and life estimations of a VCSEL device.
The Coffin-Manson equations of Sn/Ag/Cu and Sn/Pb solder joints of the VECELL are presented in this second phase report. The experimental results of CSP thermal cycle fatigue test and ball shear test are used to formulate Coffin-Manson equations. The maximum amplitudes of equivalent plastic shear strain corresponding to these two experiments are employed. The MARC finite element package is used to calculate the plastic shear strain. Different published fatigue experiment results have been used to show the accuracy and the feasibility of these proposed equations. The 3-D finite element models of the BGA type’s CSP and VCSEL assembly are employed to simulate the thermal cycling fatigue. Results indicate that the fatigue lifes of solder predicted by using the proposed equations
have good agreement with those measured from experimental tests.
第一章 緒論 1-1 前言 1-1-1 簡介 二十一世紀是資訊蓬勃發展的世紀,由於網際網路(Internet)與多媒體 (Multimedia)應用之風行,使得利用雷射光信號經由光纖傳輸聲音、影像、 資訊的多媒體服務需求也日益殷切,運用在全球的主要骨幹巿場之光纖接取設 備需求也急速增加。在成本考量上,未來只需隨技術發展更換高密度分波多工 器(Dense Wavelength-division Multiplexer;DWDM)等光纖接取設備,就可 使原有的光纖網路頻寬大幅成長。高密度分波多工器(DWDM)為近期光通訊工 程上的重大突破,原理與分波多工器相同,但其工作於同波長頻寬,故所使用 雷射光源、頻寬必須很窄,而面射型雷射二極體(Vertical Cavity Surface Emitting Laser;VCSEL)因其成本較低,已成為高密度分波多工器設備中極重要的一 環。結合光纖放大器之高速率,高密度分波多工技術己成未來光纖網路具關鍵 性的核心技術,雖然目前超高速光纖通信,尚未完全克服各種光纖之先天性非 線性現象,及誤碼率劣化等問題,但結合目前己趨成熟之分波多工技術,超高 速分波多工網路之通信科技仍指日可待。 面射型雷射二極體(VCSEL)因製程成本較低,可望廣泛應用於寬頻網路 (Gigabit Ethernet)。面射型雷射二極體模組不同於傳統的雷射二極體元件, 屬於光訊主動元件(Optical Active Component)中的光收發模組,雷射光由晶
粒表面發射出,因為此雷射組件體積微小、圓形光束極易與光纖耦合,且同時 可製成平面矩陣式佈列,故利於光纖通訊傳輸之應用。 在光纖通訊中,光纖中訊號之耦合效率非常重要,其非僅影響訊號傳輸的 品質,並且在決定系統的性能、可靠度及價格方面是關鍵地位。光源與光纖位 置的精準耦合,及能否在歷經熱循環試驗後維持長期相對位置穏定與壽命,亦 成為本階段研究的重點。影響 VCSEL 銲點壽命最重要的因素,就是 VCSEL 歷經迴銲與熱循環時,銲域在環境溫度變化時的週期性殘留應力變化及潛變效 應之影響。由於一般光纖通訊組件在使用過程中,往往因系統長時間使用過程 中之開機、停機及周遭環境溫度的變化,而使整個雷射二極體模組承受循環性 的升溫、降溫與老化的現象。為確保 VCSEL 製品承受溫度變化影響之可靠度, 一般對 VCSEL 品質檢測中,均要求對 VCSEL 模組進行耐久性(Endurance)測
試;其主要項目有:(a)一定週期數之反覆性的嚴苛升溫、降溫負載,亦即一
般所謂的熱循環負載試驗(Thermal Cycling Loading Test)。(b)經一定時間的高
溫老化試驗(Acceleration Aging Test)。本計劃第一階段即在探討 VCSEL 高溫
加速老化,對面射型雷射二極體模組的光源與光纖耦合位置變化之影響、殘留 應力再分佈及潛變效應。 因一般面射型雷射二極體光源發射點與光纖的耦合位置,只要有些微的偏 位,就可以造成其訊號耦合效率很大的損失。故經錫銲固化,不同熱負載後因 殘留應力再分佈造成之焊後位移 PWS (Post-weld-shift)與可能之熱疲勞破壞, 一直是面射型雷射二極體組件,構裝的主要研究課題。為 確 保 面射型雷 射 二 極 體 模 組 於 承 受 各 種 高 低 溫 操 作 環 境 時 之 可 靠 性 , 及 探 討 焊 域 於 不
同 熱 負 載 下 , 銲 域 內 之 殘 留 應 力 分 佈 與 銲 後 位 移 之 變 化 及 可 能 之 疲 勞 破 壞,銲 域 之 熱 應 力 變 化 與 銲 點 壽 命 分 析,是 本 階 段 計劃之 研 究 重 點 。
面射型雷射二極體模組組件主要由三個部分構成;面射型雷射二極體 的結構(VCSEL Structure)、矽基板(Si Bench)及連接兩者間之微尺寸錫球 組合而成,其各部分各自具有不同之幾何形狀尺寸及材料機械性質。本計劃中 涉 及 之 主 要 材 料 性 質 有 熱 傳 導 係 數 (Thermal Conductivity) 、 熱 膨 脹 係 數 (Coefficient of Thermal Expansion;CTE)、楊氏模數(Young’s Modulus)、降伏強 度(Yielding Strength)、材料高溫潛變(Creep)特性等。當面射型雷射二極體模組 承受不同溫度週期時,因其溫度變化、幾何尺寸、錫球結構排列銲接製程等設 計差異性,均可能導致其應力與應變分佈之不同。錫球焊域部份的銲後位移變 化,除需考慮溫度變化所產生的熱應力分佈外,錫球於回銲製程(Re-flow)因銲 域固化所造成的殘留應力分佈變化,及高溫時銲域材料之可能潛變效應均使 VCSEL之壽命更為複雜。 構裝技術是以建立封裝材料各層級(Level)間界面接合(Interconnection) 為基礎的科學[1]。IC 構裝為晶片的後段製程,主要功用在於保護電路、傳遞 訊號、遞送電能能量、與導散餘熱,並提供有系統的組織架構。
1980 年代以前,構裝技術以引腳插入(Pin Through Hole,PTH)為主,
當時的主流構裝方式為引腳插入型(Dual In-Line Package,DIP)。接著面矩陣
式的 PGA (Pin Grid Array)構裝在市面上出現。當電子產品要求小型化的同 時,表面黏著技術(Surface-Mounting Technology,SMT)快速發展,包括 SOP
(Small Outline Package)、SOJ(Small Outline J-Lead)、PLCC(Plastic Leaded
Chip Carrier)、QFP(Quad Flat Package)等。後來更有低於 1mm 的 TSOP
(Thin SOP)和引線間距在 0.5mm 以下的 TQFP(Thin QFP)產品開發用於
下游產品構裝上[2]。
面矩陣產品的應用以 1987-1988 年間開發出來的球柵陣列(Ball Grid Array,BGA)最具代表性。BGA 構裝在 ASICs (Application Specific Integrated Circuit)的應用十分普及,在技術層級與成本雙重考量之下,於中高階構裝中 是較容易被市場接受的封裝方式,FC BGA 結合 FC(Flip Chip)的高 I/O 埠、 減少信號衰減的特色,以及 BGA 構裝的穩定製程,除縮減構裝面積的優點 外,還能降低電流干擾的問題,符合目前高頻訊號傳輸需求,在當前高頻無線 通訊產品快速成長下,具有市場潛力。
之後晶片構裝朝更高 I/O 埠發展,由 BGA 的概念,發展出兼具小型化 優勢的晶方尺寸構裝(Chip Scale Package,CSP)。CSP 構裝方式的定義,指 構裝體邊長超出晶片邊長 20% 以內,或構裝體面積不大於內含晶片的 1.5 倍。 CSP 達到縮小體積、簡化生產流程並降低成本的目的,時下高頻高容量 低腳數的構裝均以 CSP 為主。因高階 DRAM 和 FASH 記憶體需求成長, CSP 需求量也快速增加,並積極跨入結合覆晶技術的 FC CSP 載板領域。
覆晶(FC)技術的優點之一是縮小構裝空間,若以 QFP 為 100% 的基 準,TAB(Tape Automatic Bonding)技術可以減少 55-60% 的空間,FC 則 可縮減近 90%的 空間,故 FC 技術符合電子產品小型化的趨勢需求。FC 技 術具有高 I/O 和優良電性,FC 構裝主要應用範圍包括微處理器、高速晶片組
及無線高頻通訊產品,未來應用於高階 IC 產品上極具潛力。 近年來各類型電子產品在設計上不斷地朝向體積小、重量輕、易收藏、可 攜帶等方向演進的同時,也持續地提昇其所具備的功能及操作穩定性,將更多 線路積集設計於產品內,在同樣體積下封入更多晶片,且整合電路於單位中。 依據工研院報告指出[3],台灣構裝產業的技術形態在 2003 年 BGA、CSP 仍 是使用之大宗,FC 屬高階載板需求,市場可望於 2004 後半展開,因此錫球 將持續被廣泛應用在構裝上。 廠商不僅要維持積體電路體積小及高效能的特性,還要維持高可靠度。構 裝最容易發生問題的地方,在於銲錫與晶片面的連接處,會因機械性震動或是 操作時之溫度差異而導致銲點斷裂,降低可靠度。尤其外在環境或電源切換產 生溫度高低變化時,各元件均不斷承受升溫、降溫的熱循環負載,由於錫球上 下端板材料不同,熱膨脹係數(The Coefficient of Thermal Expansion,CTE) 有差異,會產生熱膨脹匹配誤差(Mismatch),使錫球承受大量循環應變,最 終導致損壞。 錫-鉛合金溼潤性佳、機械強度高、成本低廉,是最廣為使用的銲料,但 是鉛元素會侵害動物中樞神經與其它器官、對環境造成污染,國際上先進國家 要求製造者將綠色製造列為重點發展趨勢,並逐步施行,例如日本將於 2005 年禁止國內電子產品使用鉛元素,歐盟(EU)也將在 2006 年禁止電子產品使 用包括鉛等六種有害物質原料。錫-銀-銅屬中溫無鉛銲料(熔點介於 200℃-230 ℃),具有良好的溼潤性、高強度、抗潛變等性質,是取代錫-鉛銲料的熱門選 擇。目前錫-銀-銅銲料比例成份尚無一定標準,美國國家電子製造協會(NEMI)
推薦 Sn/3.4-4.1Ag/0.45-0.9Cu;日本電子資訊技術產業協會(JEITA)建議成
份為 Sn/3.0Ag/0.5Cu;歐洲 IDEALS 計畫則提議使用 Sn/1.0Ag/0.5Cu [4]。
1-1-2 研究動機與方法
本階段研究主要針對面射型雷射二極體構裝用的微尺寸錫-銀-銅無鉛銲 料之錫球,建立 Coffin-Manson 疲勞壽命預估公式,並分析此錫-銀-銅無鉛銲 料之特性。過程中包含錫球推力試驗、及合作單位工研院工材所的 CSP 熱循 環實驗,同時利用 Park 和 Lee 於 2002 年所提出的錫球等溫低循環疲勞實驗 (Isothermal Low Cycle Fatigue Tests)數據,得到錫球的疲勞壽命。配合各項 實驗進行有限元素模擬,求得不同疲勞壽命下等效塑性剪應變範圍。完成 Coffin-Manson 疲勞壽命預估公式後,依不同光電構裝領域、不同銲料(錫-鉛、無鉛)、不同熱循環試驗規範,進行銲錫疲勞壽命預估工作,藉此認識面 射型雷射二極體構裝之疲勞性質與可靠度,並提供一實用的疲勞壽命公式,成 為面射型雷射二極體構裝銲錫設計上的指標,簡化構裝銲錫設計步驟。 1-2 文獻回顧 1-2-1 疲勞壽命理論 有關銲錫疲勞分析的理論十分廣泛,種類包括應力模式、應變模式、破壞
力學模式(Fracture Mechanics Approach)、能量模式(Morrow Energy Model)、
可追溯至 1911 年[5]。疲勞壽命通常採用循環負載的循環週數(Cycle)為單位, 銲錫疲勞壽命多屬於 循環周數左右或以下的低循環疲勞壽命範圍, Coffin-Manson 低循環疲勞模式可根據材料或銲錫之各種型式,用來計算循環 疲勞壽命。 3 10 有許多研究關於建立 Coffin-Manson 型式的方程式,描述疲勞壽命與某 些變數之間的關係,例如能量、破裂區域、應變能量密度、潛變應變(Creep Strain)、應變等等。能量與能量密度屬於整體的概念,數值會隨著樣本尺寸變 化而不同;電子元件尺寸越來越小構造越複雜,難以掌握正確破裂性質;潛變 是高溫長時間環境下才有的效應,常溫實驗不宜使用潛變應變模式。應變是局 部性的,對等向材料而言不受尺寸限制,因此本論文參考 Solomon 的模式 [6],用塑性剪應變變幅來預測錫球疲勞壽命。 Engelmaier [7]在 1983 年提出以材料所受剪應變負載範圍為根據的疲勞模 型,考慮平均熱循環溫度、熱循環頻率,主要用在錫球的可靠度預測上。1986 年 Solomon 建立 60Sn/40Pb 銲料在各種不同溫度下的 Coffin-Manson 關係 式,描述塑性剪應變變幅與疲勞壽命的關係[8],往後數年不斷討論溫度、頻 率 、 種 種 變 因 對 疲 勞 壽 命 的 影 響[9-13], 1991 年 建 立 錫 - 銀 無 鉛 銲 料 之 Coffin-Manson 關係式並與錫-鉛銲料做比較。1992 年,Gao [14]針對 63Sn/37Pb 材料整理各家實驗數據,建立常溫疲勞實驗之塑性應變-疲勞壽命關係,再使 用此關係式預測熱疲勞壽命,並與熱疲勞實驗數據比對,結果十分吻合,Gao 認為常溫疲勞實驗可以用於預估熱疲勞壽命,不一定要經過熱疲勞實驗。2001 年 Lau 與 Chong [15] 利用彈-塑模式的有限元素模型分析覆晶封裝產品,並
藉此比較各種不同的可靠度公式。2002 年 Schubert [16]等人推導出無鉛銲料
潛變應變與疲勞壽命關係。Park 和 Lee [17]進行一系列 BGA 等溫低循環疲
勞實驗,利用 Morrow 能量模式建立應變能量密度與疲勞壽命關係式。2003 年 Zhao [18]等人提出介面邊界體積基準損傷準則,結合修正 Coffin-Manson 關係式,再配合熱衝擊實驗與有限元素分析,建立 CSP 之總塑性應變變幅與 疲勞壽命關係式。 1-2-2 錫球推力試驗 錫球推力試驗是最常用來評估 BGA 錫球附著強度的方法。BGA 錫球推 力試驗方法與設備修改自打線(Wire Bond)品質測試,原用於評估金球與墊 片間結合強度,到最近幾年被應用在測試 BGA 封裝上。用錫球推力試驗來檢 驗錫球銲點強度既快速又可靠,試驗所得數據資料成為錫球銲接品質的重要指 標 。 JEDEC 在 2000 年 根 據 常 見 的 案 例 整 理 出 錫 球 推 力 試 驗 標 準 規 範 JESD22-B117 [19],當中編錄一套重要的錫球推力破壞模式接受標準,是目前 最常用規範。 有關錫球推力試驗的研究,2000 年 Coyle 和 Solan 定義推球高度、推球 速度等重要的測試參數,然後改變銲墊直徑、錫球直徑、球距諸封裝變數,估 算出對錫球推力試驗的影響[20]。2001 年,Huang 等人實驗發現低推球高度、 高推球速度時,錫球剪力強度較大,同時建立 2-D 的有限元素模型來模擬錫球 推力試驗[21]。2002 年,Coyle 比較錫球推力試驗與錫球拉伸試驗[22]。Huang 等人再觀察並建立錫球推力試驗過程中的破壞機制[23]。
1-3 組織與章節 第一章 緒論: 面射型雷射二極體構裝發展概況簡介,與文獻回顧。 第二章 數值計算與理論: 簡述有限元素計算的基本原理,以及疲勞理論介紹。 第三章 建立面射型雷射二極體構裝錫球之熱循環疲勞壽命公式 說 明 各 項 實 驗 過 程 與 模 擬 結 果 , 建 立 錫 - 銀 - 銅 與 錫 - 鉛 錫 球 之 Coffin-Manson 關係式,並配合實驗數據印證公式可信度,以及比較錫-銀-銅與錫-鉛錫球的疲勞性質。 第四章 面射型雷射二極體構裝疲勞壽命預測: 將先前提出之疲勞壽命公式應用在實例上,涵蓋電子封裝與光電封裝 兩種領域、不同疲勞試驗條件。 第五章 結論: 歸納所有數據,對整個研究結果進行總結。
第二章 相關理論與有限元素分析
2-1 Surface Evolver 基礎理論 Surface Evolver 是藉由表面張力與其它能量計算液體形狀的軟體[24]。分 析時用許多小三角形元素代表液體表面,考慮這些液面元素具有各種能量,例 如表面張力能、重力位能、外力勢能等,加上一些拘束條件,如體積限制、邊 界限制、接觸角、重力之類,疊代計算使表面總能平衡下,各節點的移動位置, 得到液體表面最終形狀。 Surface Evolver 近 十 年 來 廣 泛 使 用 於 預 測 銲 錫 迴 銲 後 的 形 狀 。 利 用 Surface Evolver 預測錫球熔融再固化的形狀時,需要輸入條件包括錫球體積、 錫球固化後高度、銲墊外形、材料密度。過程中總能量等於液體表面張力位能 加上液體的重力位能,用下面式子表示:total surface tension gravity
E =E +E (2-1) 表面張力能是對液體表面張力進行面積分而來: surface tension surface E =
∫∫
T dSJG⋅ G (2-2) 其中 T:表面張力向量 JG 液體重力位能的體積分式子: gravity body E =∫∫∫
G zdVρ
(2-3)其中
G :重力加速度
ρ
:液體密度因為 Surface Evolver 程式中只有二維的三角形元素,2-3 式必須運用 Divergence
Theorem 轉變成面積分:
2 gravity body surface
z E G k d 2
ρ
=∫∫
⋅ S G G (2-4) 體積是能量最小化過程當中,一個必要的拘束條件,液體的體積積分式為 body V =∫∫∫
1dV k dS⋅ (2-5) 使用 Divergence Theorem 改成面積分 body surface V =∫∫
z G G (2-6) 2-2 有限元素分析方法 2-2-1 力學模式 (1)力平衡方程式[25]、[26] 力平衡基本方程式: , 0 ij j biσ
+ρ
= (2-7) 其中 ijσ
:應力張量項ρ
:材料密度i b:體力項 在此不考慮重力,體力項為零。平衡狀態下各點應力張量項相等,即 ij ji
σ
=σ
(2-8) (2)熱-彈-塑本構方程式 由下列式子描述材料的降伏面: ( ij ij, p) ( ij ij) ( ) Fσ
−α ε
= fσ
−α
−Yε
p =0 (2-9) 因為本研究在塑性硬化準則(Hardening Rule)上,採用等向應變硬 化法則(Isotropic Strain-Hardening Rule)來模擬塑性行為,同時忽略包興格 (Bauschinger)效應,故0
ij
α
= (2-10) ( ijf
σ
)代 表 降 伏 判 斷 準 則 , 在 此 使 用 von Mises 準 則 ( von Mises StressCriterion),式子如下 2 2 2 1 2 2 2 2 1 ( ) { ( ) ( ) ( ) 2 3( )} x y x y x y xy yz zx f
σ
σ
σ
σ
σ
σ
σ
τ
τ
τ
⎡ ⎤ = ⎣ − + − + − ⎦ + + + (2-11) ( p) Yε
是材料之等效塑性應變與等效應力間的關係,本研究中所有材料採用完 全彈性或彈性-完全塑性(Elastic-Perfectly Plastic)的應力應變曲線,只有銲錫 材料是編寫 MARC 副程式,描述應力應變隨溫度關係曲線。T {d
σ
} [= Cep][dε
] [− Cth]d (2-12) 其中 {dσ
} [= dσ
x dσ
y dσ
z]T {dε
} [= dε
x dε
y dε
z]T [ ]{ }{ } [ [ ] [ ] { } [ ]{ } e T ep e T e f f C C C C ] e f f H Cσ
σ
σ
σ
∂ ∂ ∂ ∂ = − ∂ ∂ + ∂ ∂[
]
( ) T th tE C 1 1 1 0 1 2 0 0α
ν
⎡ ⎤ = ⎣ ⎦ −(
)
(
)(
)
(
)
(
)
(
)
e E 1 C 1 1 2 1 0 0 0 1 1 1 0 0 0 1 1 0 0 0 1 2 0 0 2 1 1 2 0 2 1 1 2 2 1ν
ν
ν
ν
ν
ν
ν
ν
ν
ν
ν
ν
ν
ν
ν
× − ⎡ ⎤ = ⎣ ⎦ + − ⎡ ⎤ ⎢ − − ⎥ ⎢ ⎥ ⎢ ⎥ ⎢ − ⎥ ⎢ ⎥ ⎢ ⎥ ⎢ − ⎥ ×⎢ ⎥ − ⎢ ⎥ ⎢ − ⎥ ⎢ − ⎥ ⎢ ⎥ ⎢ − ⎥ ⎢ ⎥ − ⎢ ⎥ ⎣ ⎦ symmetric E :楊式模數(Young’s Modulus)ν
:蒲松比(Poisson Ratio) H :等效應力與等效塑性應變曲線之斜率,即塑性模數(Plastic Modulus)t
α
:熱膨脹係數2-2-2 熱分析模式
有限元素套裝軟體 MARC 具有熱與力學耦合分析功能(Thermal and
Mechanical Coupling),先用熱傳元素計算各節點增量,再計算溫度所產生之 位移。 在三維情形下,熱傳導能量方程式(Energy Equation)可表示為[25]、[26]: T p T C q t
ρ
∂ + ∇ = ∂ Q (2-13) 其中ρ
:密度 p C :比熱 q :熱通量 Q :所施加的熱能 ∇:Gradient Operator T x y z ⎛ ∂ ∂ ∂ ⎞ ⎜∂ ∂ ∂ ⎟ ⎝ ⎠ 邊界條件之熱對流假設為(
T k h T T n ∞ ∂ − = − ∂)
(2-14) 其中 k :熱傳導係數 h :熱對流係數n :法線向量 T∞:環境溫度 垂直面與水平面的熱對流係數 h,從 Ellison 提出的自然對流公式求得 [27]:
(
)
. . n 2 T 0 0254 W h 2 79k m C L ∆ × ⎛ ⎞ = ⎜ ⎟ ⎝ ⎠ D (2-15) 其中 T ∆ :物體表面與外界溫度差 k 、 :經驗因子 n L :特徵長度 k 、 及n L 的求法詳見表 2-1。 錫球的平均熱對流係數 hm 使用 Fan 整理的求法[28]:( )
n f e m k C R h d = (2-16) 其中 f k :Film Temperature 下的流體熱傳導係數 C、n:幾何參數,分別是 0.229、0.632 e R :Reynolds Number Film Temperature T 的求法: f 2 f T T = ∆ (2-17)Reynolds Number 定義為 max e f u d R
ν
= (2-18) 其中 fν
:流體動態黏性 max u 是最小面積區域之最大流體速度,求法: max n f n S u u S d = − (2-19) 其中 f u :Conveyor Speeds d 、Sp、Sn 是錫球矩陣排列相關尺寸,見圖 2-1。表 2-1 經驗因子係數表
Parameters L k n
Vertical Surface hight 1.22 0.35
Horizantal Surface
(Upside) 2 length
(
width)
length width×
+ 1.0 0.35
Horizantal Surface
(Underside) 2 length
(
width)
length width×
圖 2-1 銲錫矩陣排列示意圖
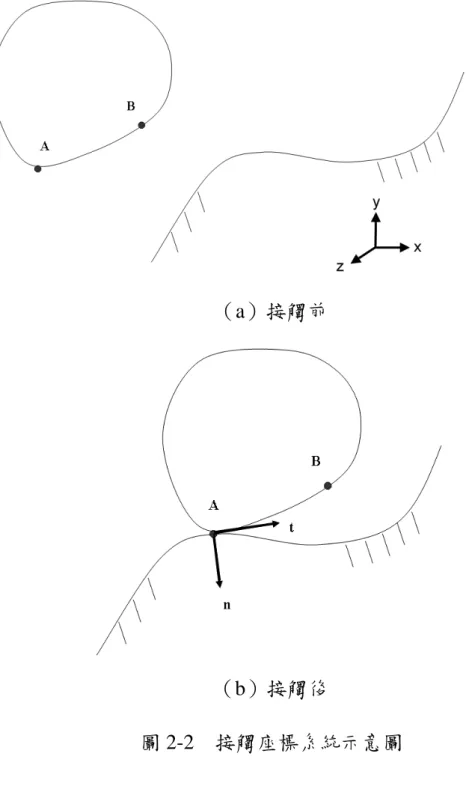
2-2-3 接觸(Contact)條件 [25]
(1)可變形體-剛體平面接觸
體-剛體平面」範疇,當可變形體上的目標節點尚未接觸到剛體時,沒有任何 拘束;一旦接觸發生,自由度轉換成局部系統,並賦予一拘束條件: n ⋅ v t⋅ normal u v ∆ = (2-20) 其中 v:剛體平面速度 n:法向量 連續提供局部轉換,以反應節點沿剛體平面滑動情形。如果啟動黏附項 目,會產生一個位移拘束: tangential u ∆ = (2-21) 接觸座標系統見圖 2-2。 假設節點 A 在增量 n 時尚未接觸,經過時間步長 ∆t 後,節點 A 在增 量 時穿透剛體平面(圖 2-3)。如果使用固定時間步長程序,MARC 套 裝軟體會分兩個階段來處理接觸。階段一,時間步長 1 n+ t ∆ 被分割成兩個次增量 (Subincrements),在第一個次增量時,節點 A 沒被拘束,移動暢行無阻。到 第二個次增量,移動受到拘束,數值程序必須找出接觸發生的第一時間,這是 一非線性數學問題,但時間步長是由線性位移增量決定,導致可能穿透或接近 接觸面而已。在每一次增量中,節點 A 於 ∆tα 時期沒受到拘束,於 ∆tβ 時 期受到拘束。
階段二,重覆檢查穿透,接觸條件變化由 Newton-Raphson Iteration Loop 處理,增量的位移若已達發生接觸,節點 A 會被重置於剛體平面位置。
(2)摩擦條件 理論上要使兩物體間的元素不發生穿透,通常假設一非線性彈簧存在兩物 體之間,就像圖 2-4所示,源自公式 1 ⎥ ⎥ 1 2 i i 1 2 2 u F K K u F K K − ⎡ ⎤ ⎡ ⎤ ⎡ ⎤ = ⎢ ⎥ ⎢ ⎥ ⎢− ⎥ ⎣ ⎦ ⎣ ⎦ ⎣ ⎦ (2-22) 其中 K:彈簧剛度 1 u 、u2:點 1、點 2 的位移 1 F 、F2:點 1、點 2 的力量 用速度取代位移,變成 1 1 2 2 t t F v K K F v K K − ⎡ ⎤ ⎡ ⎤ ⎡ ⎤ = ⎢ ⎢ ⎥ ⎢− ⎥ ⎣ ⎦ ⎣ ⎦ ⎣ ⎦ (2-23) K 是對應速度的非線性方程式,上式遞增地解答,每個增量都需要重複運算, 第 i 次方程式為 1 1 2 2 i i i i t i i i i t F v K K F v K K
δ
δ
⎡ ⎤ ⎡ ⎤ ⎡ − ⎤ ∆ = ⎢ ⎢ ⎥ ⎢− ⎥ ∆ ⎣ ⎦ ⎣ ⎦ ⎣ ⎦ (2-24) 其中 1 1 1 1 2 2 i i i i v v v v v vδ
δ
− − = + = + 1 1 i v− 、v2i−1 由起始 i 決定,可變形體-剛體平面能視為2 0 i v
δ
= (2-25) 剛體運動在靜態分析中,沒有速度的直接資訊,得從位移與時間增量間接 計算。令時間增量 t∆ ,可寫出 1 1 i i u v tδ
δ
= ∆ (2-26)(a)接觸前
(b)接觸後
(a)增量 n,未接觸
(b)增量 n+1
圖 2-4 彈簧模型示意圖 且 1 1 1 i i u u u1
δ
= ∆ − +δ
(2-27) 將2-25 式和 2-26 式代入 2-23 式,得到1 1 i i 1 i K u t
δ
= ∆ ∆ F (2-28) 令前一次增值最後速度是 ,用此次增值之第一次重複(i=1)改寫 2-27 式 得 1 p v 1 1 1 1 p u v tδ
= ∆ − ∆ v (2-29) 1 並修正2-28 式為 1 1 1 1 1 2 1 p p r K u F K v v tδ
= ∆ − ⎡⎣ − ∆ ⎤⎦ (2-30) 2-3 疲勞壽命理論模式 眾多疲勞壽命理論模式中,Coffin-Manson 關係式是目前最廣為人知的方 法,早期分別由 Coffin 和 Manson 在 1953、1954 [9]年提出部份公式,一直 應用在許多銲錫疲勞壽命預估之研究上。損壞之總循環數 N ,依據塑性應變f 變幅 ∆ 、疲勞延性係數ε
p ' fε
和疲勞延性指數c
來描述,變數間關係如下:(
' 2 2 c p f Nf)
ε
ε
∆ = (2-31) 疲勞延性係數 ' fε
與實際破壞延性係數ε
f 近似,疲勞延性指數 c 介於 -0.5 到 -0.7 之間[29]。 實際的疲勞實驗需要花費很長時間,而且只能得到特定幾何形狀銲腳的結 果。對銲腳而言,有限元素分析模擬可用來計算、預測疲勞壽命所需之塑性應 變。Coffin-Manson 關係式假設疲勞破壞單單引起自塑性變形,彈性應變對疲勞破壞之影響只佔很小部份。 因 為 Coffin-Manson 關 係 式 只 考 慮 塑 性 變 形 , 有 時 會 結 合 Basquin’s Equation,以加入彈性變形計算,結果得到總應變方程式:
(
)
(
' ' 2 2 2 b f f f f N N)
c Eσ
ε
ε
∆ = + (2-32) 其中ε
∆ :應變範圍 ' fσ
:疲勞強度係數 E:彈性模數 ' fε
:疲勞延性係數 b:疲勞強度指數(Basquin’s 指數) c:疲勞延性指數 此方程式改善原有的 Coffin-Manson 關係式,把彈性變形對疲勞破壞的影響 也 算 進 去 。 如圖 2-5 所 示 , 低 循 環 區 域 之 N 由 塑 性 應 變 變 幅 主 導f (Coffin-Manson Equation),高循環區域則由彈性應變變幅主導(Basquin’s Equation)。 Coffin-Manson 關係式經常被修改以考慮其它因子,例如溫度、潛變應變、 循環頻率等。Solomon 低循環疲勞模式[8]即是依照 Coffin-Manson 關係式的 型式,描述塑性剪應變變幅與疲勞壽命關係: pNfγ
Λ ∆ = Θ (2-33)其中 p
γ
∆ :塑性剪應變變幅 Nf:損壞循環數 Λ :材料常數 Θ :反疲勞延性係數 此模式描述疲勞行為與施加於試片之塑性剪應變之關係,需要收集資料或 計算實驗塑性應變變幅。本論文使用之熱循環疲勞實驗、錫球推力實驗、等溫 低循環疲勞實驗,銲錫內各點受到多方向的變形與應力,屬於多軸疲勞情況, 使用等效塑性剪應變總變幅(Total Amplitude of Equivalent Plastic ShearStrain),取代單軸情況的塑性剪應變變幅。等效塑性應變公式為
(
) (
) (
)
( ) ( ) ( )
12 2 2 2 2 2 2 2 9 1 3 p p p p p p x y y z z x p p p xy yz zxε
ε
ε
ε
ε
ε
ε
γ
γ
γ
⎧ ⎡ ⎤ =⎨ ⎢ − + − + − ⎥ ⎣ ⎦ ⎩ ⎫ ⎡ ⎤ + ⎢ + + ⎥⎬ ⎣ ⎦⎭ p (2-34) 等效塑性剪應變則是 3 p pγ
= ×ε
(2-35) 在進行有限元素模擬時,編寫 MARC 套裝軟體的副程式,計算出所有節 點 一 次 循 環 過 程 中 的 等 效 塑 性 剪 應 變 總 變 幅 ∆γ
p 。 最 後 使 用 的 Coffin-Manson 關係式型式是:( )
p f N =θ γ
∆ α (2-36)θ
與α
依實驗數據訂定。圖 2-5 應變變幅-壽命方程式
第三章 面射型雷射二極體構裝用錫球疲勞壽命公式之建立
3-1 CSP 熱循環試驗 3-1-1 實驗方法與結果 本實驗結果由合作單位工研院工材所提供[30]。試片外觀如圖 3-1(a)所 示為封裝完成之 CSP 晶片模組,其中錫球矩陣排列方式如圖 3-2(b)呈 6 8× 排列,使用材料是 Sn/3.0Ag/0.7Cu,錫球球徑 0.5mm,其它元件尺寸見圖 3-2。 實驗首先將晶片以 BGA 方式迴銲在基板上,再置於迴銲爐中,爐內溫度不斷 高低循環直到試片損壞為止,定義損壞時的循環數為疲勞壽命。實驗規範溫度如圖 3-3所示,為參考日本電子工程設計聯合發展協會(JEDEC)熱循環實驗
規範,編號 JESD22-A104A,溫度範圍 -40℃ 到 125℃,升溫、降溫時間(Ramp Time)各 300 秒,持溫時間(Dwell Time)900 秒。
此次試驗共計有 13 件樣本,其疲勞壽命結果列在表 3-1。使用雙參數模式
的韋氏分布函數(Weibull Life Distribution)[31]整理實驗數據,壽命 N 與f
失敗率 F N
( )
f 之間關係方程式如下:( )
1( )
N f f F N e β ϑ − = − (3-1) 定義可靠度 R N( )
f 為( )
1( )
( )
N f f f R N F N e β ϑ − = − = (3-2) 移項之後簡化3-2 式成( )
1( )
N f f e R N β ϑ = (3-3) 對3-3 式取兩次對數成( )
( )
( )
ln ln ln f ln f 1 N R Nβ
β
ϑ
⎡ ⎤ = − ⎢ ⎥ ⎢ ⎥ ⎣ ⎦ (3-4) 假設此方程式為一直線關係式 Y =aX +b,其中( )
ln ln f 1 Y R N ⎡ ⎤ = ⎢ ⎥ ⎢ ⎥ ⎣ ⎦( )
ln f X = N a=β
ln( )
b= −
β ϑ
先由 Median Rank Table 查表得到各 Nf 相對應之錯誤率 F N
( )
f ,再各別求出 X、Y 值,列在表 3-1。
13 組 X、Y 值以最小平方法(Least Squares Method)進行曲線嵌合(Curve
Fitting),結果如圖 3-4,得到 . . a 4 009 b 32 = = − 6 然後求出
β
與ϑ
值: . 4 009 3403β
ϑ
= = 代入(3-3)式得到可靠度與 Nf 關係式( )
( )
N f 4 009. 3403 f R N =e− (3-5) 疲勞壽命中位數公式為 f Nϑ
β
⎛ ⎞ = × Γ +⎜ ⎝ ⎠ 1 1 ⎟ (3-6) 其中 fN :The Median of the Number of Cycles to Failure
( )
Γ :Gamma Function
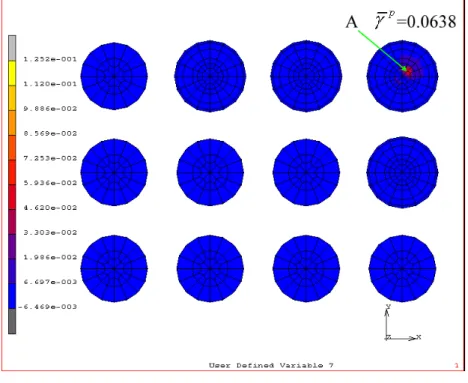
3-1-2 有限元素分析 為求得破壞點之等效塑性剪應變範圍,配合以上實驗進行 3-D 有限元素 模擬計算。首先使用軟體 Surface Evolver 預測錫球歷經迴銲過程固化後的形 狀,得到如圖 3-5之錫球外形,其次進行有限元素網格切割,其中矩陣排列外 緣的錫球預計會承受較大的應力,故採用較細的網格切割(3-6(a))以求計 算精確;其餘錫球則採用較粗的切割(3-6(b)),以節省電腦資源與運算時間。 整體網格切割情形如圖 3-7所示,因為試片之各項條件均符合四分之一對稱, 故僅建立四分之一模型來進行分析工作,即圖 3-7 上方圖示中虛線框起來部 份。總計有 7628 個元素、10071 個節點。 邊界條件設定上,對稱面所有節點於對稱方向位移為零,且熱傳導量為 零,其餘外表面給予熱對流條件。分析溫度設定先從室溫 25℃ 上升到 125℃, 接著進行熱循環。材料配置見圖 3-8 所示,各材料參數詳列在表 3-2 與圖 3-9 至 3-13 [32][33]。模擬材料內部塑性行為時使用等向應變硬化準則,元素類型 採用八節點的六面體 3-D 元素,收斂準則依據 Residual Force 準則,內定值 0.1。 從上方觀察錫球等效塑性剪應變分布情形,不論是高溫過程中(圖 3-14)、 或低溫狀態下(圖 3-15),最大值都正好在最外側錫球上
(a)
(b)
表 3-1 CSP 試片之疲勞壽命及所對應 Median Rank 與 X、Y 值 Cycles to Failure (Nf) Median Rank F(Nf) (%)
( )
ln f X = N( )
1 ⎡ ⎤ ln ln f Y R N = ⎢ ⎥ ⎢ ⎥ ⎣ ⎦ 1755 5.190 7.470224 -2.931907187 2000 12.579 7.600902 -2.006677015 2372 20.045 7.771489 -1.497421652 2622 27.528 7.871693 -1.133297199 2706 35.016 7.903227 -0.841579673 2725 42.508 7.910224 -0.591449484 2899 50.000 7.972121 -0.366512921 3069 57.492 8.029107 -0.156095028 3470 64.984 8.151910 0.048185301 3835 72.472 8.251925 0.254616263 4117 79.955 8.322880 0.474487586 4117 87.421 8.322880 0.729065056 4532 94.808 8.418919 1.084530675圖 3-4 曲線嵌合結果
-3
-2.5
-2
-1.5
-1
-0.5
0
0.5
1
1.5
7
7.2 7.4 7.6 7.8
8
8.2 8.4 8.6
X
(a)細切割
(b)粗切割
表 3-2 CSP 試片之相關材料係數 Materials FR-4 Si Au Ni Cu Young’s Modulus (GPa) 11 190 78 214 124.1 Poisson Ratio 0.28 0.28 0.42 0.31 0.343 Yielding Strength (MPa) -- 34.45 207 405 270 CTE (ppm/°C) 18 2.4 14.2 13.4 17 Conductivity (W/m °K) 13 148 315 91 401 Specific Heat (J/kg °C) 879 712 128 444 385 Mass Density (kg/m3) 193.8 2330 19320 8928 8960 Materials Molding Compound Bismalemide Triazine Sn/Ag/Cu Sn/37Pb Young’s Modulus (GPa) 16 15.168 Fig.3-9a) Fig.3-9b) Poisson Ratio 0.25 0.195 0.34 0.4 Yielding Strength (MPa) -- -- Fig.3-10a) Fig.3-10b) CTE (ppm/°C) 15 40 Fig.3-11a) Fig.3-11b) Conductivity (W/m °K) 0.2 0.19 63 Fig. 3-12 Specific Heat (J/kg °C) 1190 920.9 218.99 Fig. 3-13 Mass Density (kg/m3) 199.5 1900 7380 8420
0 10 20 30 40 50 60 -50 0 50 100 150 200 250 300 Temperature ( )℃ (a)錫-銀-銅銲料 0 5 10 15 20 25 30 35 -100 -50 0 50 100 150 200 250 300 Temperature ( )℃ (b)錫-鉛銲料 圖 3-9 銲錫之楊氏模數與溫度變化關係圖
0 10 20 30 40 50 60 70 0 0.05 0.1 0.15 0.2 0.25 Plastic Strain (a)錫-銀-銅銲料 0 10 20 30 40 50 60 0 0.05 0.1 0.15 0.2 0.25 Plastic Strain (b)錫-鉛銲料 圖 3-10 銲錫之降伏強度與溫度變化關係圖 -50℃ -25℃ 0℃ 25℃ 50℃ 75℃ 100℃ 125℃ 150℃ 175℃ 200℃ -50℃ -25℃ 0℃ 25℃ 50℃ 75℃ 100℃ 125℃ 150℃ 175℃
0 5 10 15 20 25 -50 0 50 100 150 200 250 300 Temperature ( )℃ (a)錫-銀-銅銲料 0 5 10 15 20 25 30 35 -100 -50 0 50 100 150 200 250 300 350 Temperature ( )℃ (b)錫-鉛銲料 圖 3-11 銲錫之熱膨脹係數與溫度變化關係圖
0 5 10 15 20 25 30 35 40 45 50 -50 0 50 100 150 200 250 300 350 Temperature ( )℃ 圖 3-12 錫-鉛之熱傳導係數與溫度變化關係圖 0 0.05 0.1 0.15 0.2 0.25 -100 0 100 200 300 400 500 600 Temperature ( )℃ 圖 3-13 錫-鉛之比熱與溫度變化關係圖 (W/m 2 K ) (J/kg °C )
圖 3-14 125℃ 高溫下錫球等效塑性剪應變分布
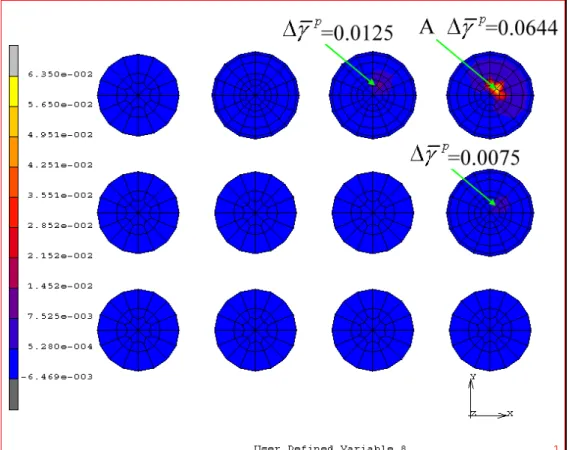
圖 3-17 錫球等效塑性剪應變變幅分布
的 A 點。若繪出 A 點在前兩個熱循環過程中,等效塑性剪應變-溫度-時間的
關係,見圖 3-16。紅色細線是溫度-時間關係曲線,頭 300 秒是預熱階段,
300~2700 秒是第一個熱循環,2700~5100 是第二個熱循環。藍色粗線是等效塑
等效塑性剪應變變幅 ∆
γ
p,每次循環之 ∆γ
p 值相當,圖中所標示的 ∆γ
p 位 在第二個熱循環。在此編寫一 MARC 副程式,依 A 點方法計算出所有節點 之 ∆γ
p,得到一次熱循環後 ∆γ
p 分布,如圖 3-17,發現 ∆γ
p 最大值同樣 在 A 點,比其它靠外側錫球節點的 ∆γ
p 值大許多,故預測 A 點一帶為疲勞 損壞最早發生的區域,並採用 ∆γ
p =0 06438. 數值來建立錫-銀-銅錫球之 Coffin-Manson 關係式。 3-2 錫球推力試驗分析 3-2-1 實驗方法與結果球柵陣列錫球推力試驗(BGA Ball Shear Test)為破壞性測試,是用來評 估 BGA 在製造過程中抵抗剪力之能力。本實驗係由振動實驗室邱文俊同學提 供。首先將錫球銲在基板上,再用 Dage Series 4000 推球試驗機(圖 3-18)做 推力實驗,一次推斷一顆錫球,圖 3-19 是錫球推力實驗示意圖,試片規格與 材料見圖 3-20。實驗設定推球速度 300
µ
m/sec,推球試臂高度在基板上方 102µ
m,並由推球試驗機輸出位移-時間與力量-時間關係圖。 錫球推力試驗標準規範 JESD22-B117 中[19],將錫球推斷破壞模式歸納 成六種(圖 3-21): (1)錫球剪斷:錫球破裂面在基板綠漆乾膜表面或表面上方。 (2)銲墊剝離:銲墊連錫球整個「剝離」。 (3)錫球剝離:由於銲錫不足,銲墊未完全被錫球覆蓋,銲墊上表面鍍層暴露。 (4)介金屬層:破壞出現在介金屬層,有一層非常薄且相當平滑的銲錫被 遺留在銲墊上。 (5)錫球中心之上推斷:推力試臂削過錫球的上方,此屬推球參數設定上 出差錯。 (6)干涉:推力試臂削進基板、鄰近的錫球或偏離錫球中心位置,此屬推 球參數設定上出差錯。 可接受的破壞模式有(1)和(2)。這一批實驗結果不論 Sn/Ag/Cu 或 Pb/37Sn 材料,破壞模式都屬於第一種(圖 3-22),均為可接受模式。 本研究使用 Sn/3.0Ag/0.5Cu 與 Pb/37Sn 兩種材料錫球,各推 50 組樣 本,實驗結果完全符合錫球推力試驗標準規範 JEDEC JESD22-B117 中所規定 的破壞模式。統計出推球力量平均值,比對各組數據後選出一組最接近平均值 的樣本作為代表,圖3-23(a)、(b) 各為兩種材料錫球推力實驗的位移-力量-時間結果,以其位移-時間數據當作有限元素模擬的輸入條件,並採用力量達 到最大值那一刻之等效塑性應變值,求出一次循環之等效塑性剪應變總變幅, 做為建立 Coffin-Manson 關係式的一點。 3-2-2 有限元素分析 已知錫球推力實驗相當於疲勞壽命四分之一個循環的疲勞實驗,所需等效 塑性剪應變範圍則由有限元素模擬計算出來。在此建立一 3-D 有限元素模 型,先使用 Surface Evolver 求出錫球迴銲固化後的形狀(圖 3-24),再做網格
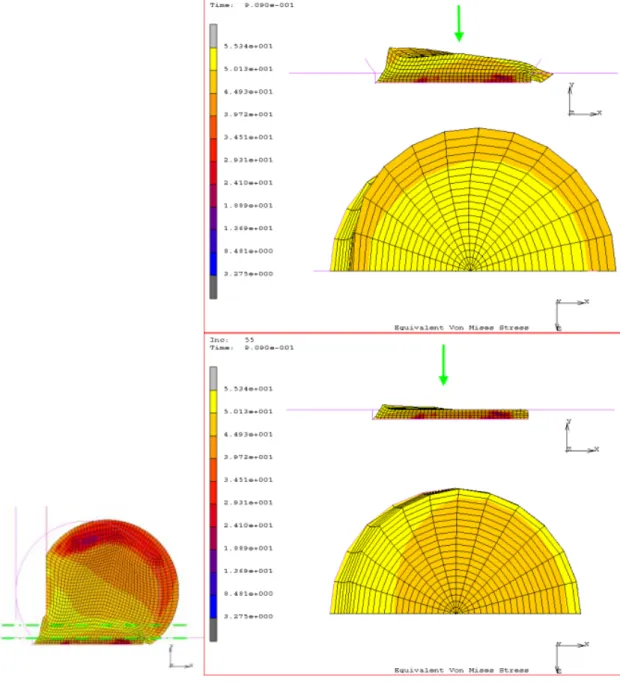
切割。因為試片沿著推球方向通過錫球中心呈左右對稱,故只建構整個錫球模 型的二分之一以進行模擬(圖 3-25),總共有 9436 個元素,10806 個節點。 邊界條件設定上,錫球底面的節點全部固定,對稱面所有節點於對稱方向 位移為零,溫度恆為室溫 25℃。模擬推球過程中,錫球與推球試臂、基板之 間必須設接觸條件(Contact)才不會相互穿透,為了配合接觸條件設定,推球 試臂和基板都設為剛體(Rigid),由幾何平面(Surface)組成。模擬材料內部 塑性行為時使用等向應變硬化準則,元素類型採用八節點的六面體 3-D 元 素,收斂準則依據位移準則,內定值 0.1。模擬從推力試臂接觸到錫球開始, 直到推力最大值那一刻結束。 (1)Sn/3.0Ag/0.5Cu 錫球 從對稱面看整個推球模擬過程,錫球變形與實際情況很接近,見圖 3-26,
展示輸入位移 0、82、186
µ
m 時的 von Mises Stress 分布情況,後來應力較大值集中在錫球接近銲墊、與銲墊略為平行的面上,和實驗中錫球被撕裂的斷
裂面位置相呼應。圖 3-27 展示推球力量達到最大值那一刻(輸入位移 186
m
µ
),截面之 von Mises Stress 分布。Sn/Ag/Cu 銲料的降伏強度約 42.2MPa,從上方圖示中綠色鏈線處切開觀察,von Mises Stress 值皆大於降伏強度:較 高的截面,大小範圍在降伏強度的 125~140%;較低的截面,大小範圍在降伏 強度的 122~150% 左右。
186
µ
m 時的等效塑性應變,其中較大值出現在錫球倒下一方與綠漆乾膜之 交界點,以及受推力一方靠近銲墊處。從最後分布看來,預計破壞路線將是從 左下角往右上斜斜地撕裂一小段、再水平撕開,和實驗中的破壞過程符合。推 球力量達到最大值(輸入位移 186µ
m)時,截面的等效塑性應變分布見圖 3-29,從上方圖示中綠色鏈線處切開往下看,低處截面較大值集中在左側、高 處截面較大值均勻分布在中間,與前面預測破壞路線相呼應。 等效塑性應變最大值在圖中標示的 B 點,值為 1.863。因為錫球推力試 驗相當於壽命四分之一個循環的疲勞實驗,只得到等效塑性應變總變幅的一 半,以 B 點為例: . p 1 863 2ε
∆ = 所以等效塑性應變的兩倍,即等效塑性應變總變幅。根據公式最後求得等效塑 性剪應變總變幅為 . p p 3 6γ
ε
∆ = × ∆ = 453 (2)Sn/37Pb 錫球 圖 3-30是由對稱面看 Sn/37Pb 錫球推球模擬過程,輸入位移 0、71、141 mµ
時的 von Mises Stress 分布情況,錫球變形與實際情況很接近,應力較大值位置同 Sn/Ag/Cu 錫球,集中在錫球接近銲墊並與銲墊略為平行的截面上。
推球力量達到最大值(輸入位移 141 m
µ
)時截面的 von Mises Stress 分布見可觀察到幾乎整個面的 von Mises Stress 都超過降伏強度:較高的截面,大小 範 圍 在 降 伏 強 度 的 113 ~ 122%;較低的截面,大小範圍在降伏強度 的 95~126% 左右,難以判斷破壞起始點。 由對稱面看推球過程中等效塑性應變分布,圖 3-32 包含輸入位移 0、71、 141
µ
m 時的等效塑性應變,較大值在錫球倒下一方與綠漆乾膜交界點。推 球力量達到最大值(輸入位移 141µ
m)時,截面的等效塑性應變分布見圖 3-33,分布與 Sn/3.0Ag/0.5Cu 類似,雖然最大值位置不同,但頗接近,在圖 3-33 中標示的 B’ 點,值為 1.441。以 B’ 點而言: . p 1 441 2ε
∆ = 所以 Sn/37Pb 錫球的等效塑性剪應變總變幅 . p p 3 4 993γ
ε
∆ = × ∆ =圖 3-19 錫球推力實驗示意圖
0 100 200 300 400 500 600 0 2 4 6 8 10 12 14 16 18 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 Time (sec) Displacement Force (a)Sn/3.0Ag/0.5Cu 錫球 0 100 200 300 400 500 600 0 2 4 6 8 10 12 14 16 18 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 Time (sec) Displacement Force (b)Sn/37Pb 錫球 圖 3-23 推力試驗輸出之位移-力量-時間關係圖
圖 3-24 錫球外形預測結果
圖 3-29 Sn/Ag/Cu 錫球輸入位移 186 m
µ
時截面之 Equivalent Plastic Strain圖 3-31 Sn/Pb 錫球輸入位移 141 m
µ
時截面之 von Mises Stress圖 3-33 Sn/Pb 錫球輸入位移 141 m
µ
時截面之 Equivalent Plastic Strain3-3 錫-銀-銅與錫-鉛錫球疲勞壽命公式 3-3-1 等溫低循環疲勞實驗 本實驗結果參考自 Park 與 Lee 於 2002 年發表的論文[17]。實驗預先將 錫球迴銲在上下兩塊印刷電路板(PCB)間,PCB 黏在鋼柄上,使用微機械 測試設備提供鋼柄固定位移,由荷重元(Load Cell)量測力量大小。一組 PCB 試片上有九顆錫球,球徑 760 m
µ
且呈 3×3 排列(圖 3-34),錫球使用材料 63Sn/37Pb 與 Sn/3.5Ag/0.75Cu 兩種合金,銲墊直徑為 787µ
m,材料成分有 銅 (35 mµ
厚)、鎳 (5 mµ
)、金 (1 mµ
以內)。鋼柄使用各種角度以改變 負載相位(Phase),負載相位角見圖 3-35,鋼柄以固定 2µ
m s/ 位移速度移動。 以圖 3-36展示的時間-位移關係圖為例,一次完整的位移循環過程包含: (1)從原點至輸入位移 10 m+µ
。 (2)回到原點。 (3)從原點至輸入位移 10 m−µ
。 (4)再次回到原點。 故圖 3-36 當中共展示了 4 個循環。定義原點至最大位移 10 mµ
為位移幅度(Displacement Amplitude)。Park 的實驗中,位移幅度設定從 4 m
µ
至 25µ
m。其中試片承受相位角 90°的負載,一次位移循環過程變形如圖 3-37所示,
試片從原點-拉伸最大位置-回到原點-壓縮最大位置-再次回到原點。
錫 球 破 壞 判 定 依 據 負 載 下 降 準 則 ( Load Drop Criteria )。 用
量遲滯環(Hysteresis Loop),力量隨著循環數增加而減少[34]。若用負載下降 參數
φ
來描繪負載下降之特性,可得公式:(
MAX N)
MAX P P Pφ
= ∆ − ∆ ∆ (3-7) 其中 MAX P ∆ :最大負載範圍 N P ∆ :第 N 循環之負載範圍 一般等溫疲勞實驗定義 判定損壞,並以當時循環數為疲勞壽 命。Sn/3.5Ag/0.75Cu 與 63Sn/37Pb 之位移幅度-疲勞壽命關係圖見附錄 A, 皆是以 定義疲勞壽命。 % 50φ
= % 50φ
= 實驗有五種相位角與多種位移幅度,在此只選擇某幾項模擬,用來印證推 力實驗與熱循環實驗建立的 Coffin-Manson 關係式。相位角皆取 45° 與 90° 兩種,位移幅度部份,Sn/3.5Ag/0.75Cu 有 10、20、30、40、50、60µ
m, 63Sn/37Pb 有 7、8、9、10、20µ
m,相對應疲勞壽命得自圖 A-1 和圖A-2。 先使用 Surface Evolver 預測銲錫迴銲後形狀,再建立有限元素網格,錫 球外形見圖 3-39。整體模型與材料配置如圖 3-40,由於幾何與邊界條件呈左 右對稱,故僅建二分之一個模型。邊界條件設定上,對稱面所有節點於對稱方 向位移為零,下基板底部節點全固定、上基板頂部給予正負循環的位移條件, 溫度恆為室溫 25℃。總共 8776 個元素和 10563 個節點,元素類型選用八節 點的六面體 3-D 元素,收斂準則依據 Residual Force 準則,內定值 0.1。(1)Sn/3.5Ag/0.75Cu 錫球 舉例 Sn/Ag/Cu 銲料、位移幅度 10 m
µ
、相位角 90° 條件下,將上基板 與銲墊移除,直接觀察錫球上方之等效塑性剪應變γ
p 分布。輸入位移 +10µ
m 時如圖 3-41,圖 3-42則是輸入位移 -10 mµ
時的分布情況。讀取某一 節點資料,例如 C 點,繪出 C 點之等效塑性剪應變-位移-時間關係圖,得到 圖 3-43。紅色細線是 C 點在 x 方向上的位移隨時間關係,總共有兩個循環, 前 20 秒是第一個循環,20~40 秒是第二個循環。藍色粗線是 C 點之等效塑性 剪應變-時間關係,一次循環過程中的γ
p 最大值減去最小值,即 C 點之等 效塑性剪應變變幅 ∆ 。除了第一個循環以外,每個循環之γ
p ∆γ
p 值皆相當, 故圖 3-43採用第二個循環之 ∆γ
p。 編寫一 MARC 副程式,用 C 點的求法,計算出所有節點一次循環後的 pγ
∆ ,得到如圖 3-44所展示之 ∆γ
p 分布。定義 ∆γ
p 最大值一點為破壞點, 本實例中最大值是 C 點的 0.03422,其它距離對稱面較遠的錫球 ∆γ
p 值也 偏大。將使用 C 點的值與其疲勞壽命,印證先前建立的 Sn/Ag/Cu 錫球 Coffing-Manson 關係式之正確性。其它組等溫低循環疲勞實驗,也經由以上 過程求出破壞點的 ∆γ
p,用以印證 Sn/Ag/Cu 錫球之 Coffing-Manson 關係 式。 Sn/Ag/Cu 銲料、位移幅度 10µ
m、相位角 45°,相較於 90°破壞位置會有所不同。先比較輸入位移 10 m+