國立交通大學
電子物理學系
碩士論文
利用化學機械研磨與熱退火
處理氮化鎵基板表面之研究
Surface treatments of GaN substrates by chemical
mechanical polish and thermal anneal
研究生:林子諒
指導教授:李威儀博士
利用化學機械研磨與熱退火
處理氮化鎵基板表面之研究
Surface treatments of GaN substrates by chemical
mechanical polish and thermal anneal
研 究 生:林子諒 Student:
Tzu-Liang Lin
指導教授:李威儀 博士 Advisor:Dr. Wei-I Lee
國立交通大學
電子物理學系
碩士論文
A Thesis
Submitted to department of Electophysics College of Science
National Chiao Tung University In partial Fulfillment of the Requirement
For the Degree of Master of Physics In
Electrophysics July 2011
Hsinchu, Taiwan, Republic of China 中華民國一百年七月
I
化學機械研磨與熱退火處理氮化鎵基板表面之研究
研究生:林子諒 指導教授:李威儀 博士
國立交通大學
電子物理系所
中文摘要
本論文主要目的是利用化學機械研磨與熱退火處理氮化鎵基板表面之研究,以期 取得提供再成長的氮化鎵基板。由 PL 和 CL 量測可知化學機械研磨(CMP)與熱退 火兩者都能有效去除機械研磨所產生的損害層,然而熱退火造成的表面粗糙程度 是不可接受的,熱退火溫度越高表面形貌越粗糙。經過長時間 CMP 研磨可以得到 低粗糙度無刮痕的樣品表面,且表面粗糙度可小於 1.5nm 以下。最後我們取得氮 化鎵基板最佳 CMP 製程參數,而且成功的利用 MOCVD 在無損害層的氮化鎵基板上 成長品質良好的 u-GaN。我們再藉由 AFM、Nomarski、XRD 和 CL 量測去驗證 u-GaN 品質。II
Surface treatments of GaN substrates by chemical
mechamical polish and thermal anneal
Studend:Tzu-Liang Lin Advisor:Dr. Wei-I Lee
Department of Electrophysics
National Chiao Tung University
Abstract
In this work, the major purpose was to study the surface treatments of GaN substrates by chamical mechanical polish(CMP) and thermal anneal and expect to obtain epi-ready GaN substrate. Both photoluminescence and cathodoluminescence indicate that CMP and thermal anneal both effectively removed the polishing-induced damage layer. However, thermal anneal result in an unacceptably rough surface morphology and the higher the anneal temperature, the rougher surface become. The longtime CMP polished surface shows low roughness with no scratches and produced a root-mean -square (RMS) surface roughness less than 1.5nm. Finally we acquire the optimal CMP process parameter for GaN substrates and it was successful to grow high quality u-GaN by MOCVD on GaN substrates with no damage layer. We can evidence the quality of u-GaN by AFM、Nomarski、XRD and CL measurements.
III
誌謝
很快的一年過去了,終於到了最期待的時刻,也就是寫“誌謝”的那天,非 常感謝李威儀老師這一年辛苦的指導我們,而且老師是個很有趣且見解獨特的人, 很幸運能進李威儀老師的實驗室裡做研究,實驗室氣氛很融洽,meeting又能喝 珍珠奶茶真好~~再次感謝老師 接著謝謝奎銘學長,我總是會問學長:「我可以畢業吧???」,奎銘學長:「OK 啊!認真做就好~~來這裡有幾片要磨」,我:「……」,我:「真希望明天睡起來就 是7/15啊」,奎銘學長: 「……,我們還是來討論data吧」,真是一個為GaN而生 的男人(神人~~),不過非常感謝你的幫忙與耐心指導,豪哥也很nice啊,好像凹 你很多次(爽啦),我:「要喝星巴克喔?烤雞很好吃嗎?我沒錢ㄟ= =+」,豪哥:「每 次都說沒錢,#¥*&…」,你人真好,來大家一起唱~~世上只有豪哥好~~有豪 哥的學弟像個寶~~感恩,也謝謝彥顯學長,當然還有一起努力的同學川耘、諮宜、 祐任,我們一起實驗也互相幫忙彼此的量測,與大家相處很愉快~~~接下來換學 弟常臨、卓翰、彥甫、則銘各位努力囉,你們的加入讓我們這一屆變得有趣多了, 真的~~希望你們未來也順順利利。IV
目錄
中文摘要... I 英文摘要... II 表目錄...VI 圖目錄... VII 第一章 緒論...1 1-1 研究背景...1 1-2 研究動機與目的...4 第二章 實驗流程與實驗儀器介紹...5 2-1 樣品製備 ...5 2-1-1 氫化物氣相磊晶...5 2-1-2 雷射剝離系統...7 2-2 化學機械研磨(CMP) ...8 2-2-1 化學機械研磨原理...8 2-2-2 CMP機台介紹...9 2-2-3 研磨材料...10 2-3 實驗流程...11 2-3-1 CMP流程介紹...11 2-3-2 熱退火流程介紹...11 第三章 分析儀器介紹...12 3-1 原子力顯微鏡(AFM) ...12 3-2 光激螢光光譜儀(PL) ...15 3-3 陰極螢光光譜儀(CL) ...16 3-4 X-射線繞射儀(XRD)...18 第四章 實驗設計與結果討論...20V 4-1 CMP對於氮化鎵表面形貌與損害層之影響...20 4-1-1 時間參數 ...22 4-1-2 壓力參數...25 4-2 熱退火對於研磨後氮化鎵表面形貌與損害層之影響...29 4-2-1 溫度調變 ...29 4-2-2 壓力調變...32 4-2-3 氣體調變...34 4-3 氮化鎵表面處理後再利用MOCVD成長u-GaN之探討 ...36 4-3-1 損害層去除對後續成長u-GaN影響 ...36 4-3-2 表面平整度對後續成長u-GaN影響...39 第五章 結論 ...42 參考文獻...44
VI
表目錄
表 4-2-3-1 氣體調變的熱退火實驗參數設定 表 4-3-1-1 不同表面處理後 u-GaN 的 XRD 量測 表 4-3-2-1 長完 u-GaN 的 XRD 量測
VII
圖目錄
圖 1-1-1 基板能隙與晶格常數間的關係圖 圖 2-1-1 樣品製備流程示意圖 圖 2-1-1-1 HVPE 反應爐管示意圖 圖 2-1-1-2 HVPE 機台示意圖 圖 2-1-2-1 雷射剝離製程示意圖 圖 2-2-1-1 化學機械研磨機台示意圖 圖 2-2-1-2 加工物-軟質粒子間的接觸模式 圖 2-2-2-1 CMP 機台結構示意圖 圖 2-2-2-2 CMP 機台實照圖 圖 3-1-1 原子力顯微鏡的示意圖 圖 3-1-2 原子距離與斥力、引力關係圖 圖 3-2-1 電子躍遷圖 圖 3-2-2 光激發螢光系統示意圖 圖 3-3-1 CL-SEM 圖 圖 3-3-2 FTIR-CL 儀器圖 圖 3-4-1 布拉格繞射示意圖 圖 3-4-2 搖擺曲線(Rocking Curve)量測方法示意圖 圖 4-1-1 TEM cross section image圖 4-1-2 PL spectra 圖 4-1-3 MP 後的 PL 光譜 圖 4-1-4 MP 後的 CL 側視圖
圖 4-1-1-1 CMP 研磨時間 VS AFM 10µm×10µm 3D 圖 圖 4-1-1-2 CMP 研磨時間 VS PL intensity
VIII 圖 4-1-1-3 CMP 研磨時間 VS CL plane view 圖 4-1-1-4 CMP 研磨時間 VS CL cross section 圖 4-1-2-1 壓力 VS AFM 10µm×10µm 3D 圖 圖 4-1-2-2 壓力 VS PL intensity 圖 4-1-2-3 壓力 VS CL plane view 圖 4-1-2-4 壓力 VS CL cross section 圖 4-1-2-5 長時間 CMP 研磨 VS AFM 10µm×10µm 3D 圖
圖 4-1-2-6 長時間 CMP 研磨 VS (a)CL plane view and (b)CL cross section 圖 4-2-1-1 熱退火溫度 VS AFM 10µm×10µm 3D 圖 圖 4-2-1-2 熱退火溫度 VS PL intensity 圖 4-2-1-3 熱退火溫度 VS CL cross seciotn 圖 4-2-2-1 在不同壓力下做熱退火的 AFM 10µm×10µm 3D 圖 圖 4-2-2-2 在不同壓力下做熱退火的 PL 光譜 圖 4-2-2-3 在不同壓力下做熱退火的 CL cross section 圖 4-2-3-1 氣體調變熱退火實驗的 AFM 10µm×10µm 3D 圖 圖 4-2-3-2 氣體調變熱退火實驗的 PL 光譜 圖 4-2-3-3 氣體調變熱退火實驗的 CL cross section 圖 4-3-1-1 不同表面處理後 u-GaN 的 Nomarski 圖 圖 4-3-1-2 不同表面處理後 u-GaN 的 AFM 10µm×10µm 3D 圖 圖 4-3-1-3 不同表面處理後 u-GaN 的 CL plane view 圖 4-3-2-1 長 u-GaN 前的 AFM 10µm×10µm 3D 圖 圖 4-3-2-2 長完 u-GaN 的 AFM 10µm×10µm 3D 圖 圖 4-3-2-3 長完 u-GaN 的 Nomarski 圖
1
第一章 緒論
1-1 研究背景
現今光電半導體發光材料中,應用最廣泛的莫過於週期表中三、五族化合物 材料,其重要性相當於矽單晶於積體電路中的地位;目前最常用的三五族材料有: 氮化鋁(AlN)、氮化鎵(GaN)、氮化銦(InN),由於三族氮化物半導體材料的二元 和三元以及四元化合物都是屬於直接能隙的材料 (Direct Band Gap),發光效率 較高,將此系列之氮化物製成三元合金材料時,可以藉由調變合金中的組成而得 到所需之發光波長,其發光光譜幾乎可涵蓋所有可見光範圍,並延伸至紫外光區 域。利用高亮度之藍光發光二極體,配合紅黃綠光二極體,將藍光混合互補色黃 光或是混合紅綠光可形成白光,運用於各種顯示器及照明設備有其極大之用途。 另外由於LED商品具有耐震性、低耗電、壽命長、發熱小…等等優點。因此其應 用範圍相當廣泛,舉凡如家電製品信號燈以及儀器或車用指示燈等。特別是傳統 燈泡式交通號誌燈的取代,更是省電且環保的好範例。除了目前少量運用在液晶 螢幕上作為背光源外,未來非常有機會取代傳統含重金屬汞的日光燈管以及發光 效率較低的白熾燈泡等傳統光源。因此被視為相當有前景的光電材料,此方面的 研究持續不斷。 在近幾年中,氮化鎵(GaN)引起極大的注意並且被廣泛的研究。其發光的波長 範圍可從藍光到紫外光,加上具有相當好的發光效率,所以適合應用於製作藍色 發光二極體及雷射二極體等元件。由於高功率(High power)必定是未來的趨勢, 當發光元件在長期使用下,會因接觸電阻過大產生熱量導致溫度提高,造成金/ 半界面間歐姆接觸(Ohmic contact)劣化,而影響其元件的壽命(Life time)及電 特性。因氮化鎵的物理特性,使其無法經由如矽一般的液相拉晶法得到大尺寸、 高厚度的塊材(bulk),因而限制了氮化鎵基板的量產。因此無法使用拉晶法獲得 氮化鎵基板,故常採用異質磊晶的方式,以其它能隙、晶格常數(lattice2 constant)相近的材料做為晶種成長氮化鎵。常見的基板有氧化鋁(Al2O3)、碳化 矽(6H‐SiC(0001))、矽(Si(111))、砷化鎵(GaAs(100),GaAs(111))等幾種,然 均未有與氮化鎵晶格常數匹配者(圖1-1-1為常見基板能隙與晶格常數的關係); 其中藍寶石基板(sapphire)雖非晶格差異最小的材料,但因其價格較與氮化鎵晶 格常數最相近的碳化矽(3.5%)為低,故成為氮化鎵異質磊晶時普遍採用的基板。 異質磊晶成長的氮化鎵會因磊晶層與基板間的晶格常數差異而形成晶格錯位, 並因此產生延伸至磊晶層表面的線差排,影響光電元件的操作效能;另一方面, 磊晶層與基板材料的熱膨脹係數差異會在降溫過程中使介面因兩種材料不同的 收縮程度而開始累積應力,最終造成翹曲(bowing)甚至崩裂(crack),這兩種因 素很大程度地限制了異質磊晶氮化鎵的晶體品質。在1983年時Yoshida et al., 他們先在藍寶石基板上高溫成長一層sapphire 晶格較匹配的AlN當緩衝層 (buffer layer),接著在其上成長的氮化鎵薄膜會有較好的品質,用這個方法所 圖 1-1-1 基板能隙與晶格常數間的關係圖 得的氮化鎵薄膜的室溫遷移率(mobility)約在34cm2 /s·V [1]。然後1991年 Nakamura et al.使用兩階段成長方式,先在低溫長一層品質較不好的GaN 當緩
3 衝層,然後再拉到高溫成長高品質GaN 薄膜,大約在緩衝層20 nm 左右,載子濃 度可提升到 4×1016 /cm3 、而其遷移率可達600cm2 /s·V [2]。最初自然長晶下氮化 鎵薄膜均是n-type,是因為長晶品質不好控制,所以在成長p-type 氮化鎵方面 有很高的難度,直到1988 年才由Amano et al.摻雜鎂(Mg)原子,成功成長出 p-type 氮化鎵[3]。1991 年Nakamura 先是把p-type 氮化鎵的電洞濃度提高, 降低電阻率(resistivity)並提高遷移率[4],隨後做出全世界第一顆高功率藍 光LED。外部量子效應(external quantum efficiency)達0.18%,當驅動電流為 20mA 時其正向偏壓(forward voltage)大約為4V,當驅動電流為10mA,其電激發 光(Electroluminescence -EL)強度的半高寬(full width half-maximum,FWHM) 為55nm,當驅動電流為4mA,其功率為20uW,功率比當年SANYO 公司的LED 大十 倍[5]。
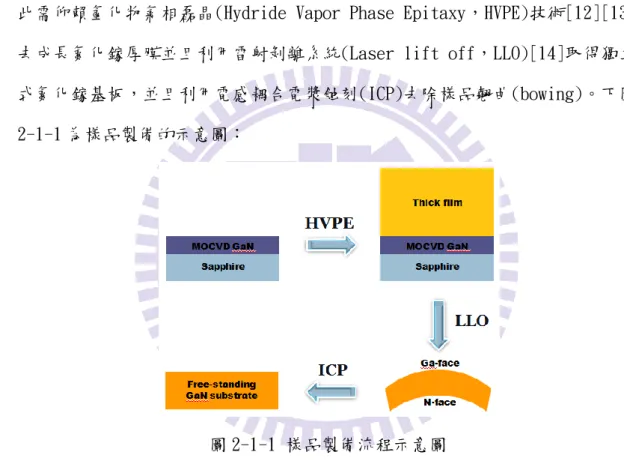
因此如果考量到成本消耗與晶格匹配的問題,大部分都會選擇成長在藍寶石 基板上,也是業界上用來量產的常見基板,在異質磊晶時首先遇到的問題為成長 基板與氮化鎵在晶格常數、熱膨脹係數(thermal expansion coefficient)的不 同而有很大的差異,例如晶格常數的差異,會造成晶格間的應力(stress)而產生 差排(dislocation)或是隨後延伸到表面的缺陷(defect),降低晶格品質,進而 影響了元件的操作性,如LED元件的使用壽命(lifetime)等。而異質磊晶時兩介 面不同的熱膨脹係數,也會由於收縮的程度不同造成介面之間拱起(bowing)甚至 介面間的熱應力(thermal stress)使材料崩裂(cracking),大幅的提升了成長 GaN 厚膜的難度。為了避免基板不匹配所帶來的影響,於是現階段磊晶希望發展 製作獨立式(free-standing)氮化鎵基板[6][7],若是能有氮化鎵基板可供同質 磊晶使用,在藍光及紫外光元件的將至少有以下幾點優勢: 1. 晶格匹配可降低 缺陷密度 2. 熱膨脹係數匹配可減少介面縮收程度不同造成的拱起(bowing) 3. 導電性基板可做上下電極簡化製程,減低current crowding現象,改善元件可靠 度…等等。
4
1-2 研究動機與目的
本實驗室是利用氫化物氣相磊晶法(HVPE)在藍寶石基板上成長氮化鎵厚膜, 再由雷射剝離技術將氮化鎵從藍寶石基板剝離下來,製作成獨立式的氮化鎵基板 ,因為HVPE的成長速率快,每小時可以達到100 µm左右,所以表面上的高低起伏 過大,會影響到後續磊晶的品質,故可先藉由機械研磨(MP)去研磨氮化鎵基板表 面,使得表面達到初步平整化。但在MP研磨過程中發現,鑽石研磨液中的顆粒與 表面不斷撞擊及磨擦,除了會造成許多刮痕外,表面的晶格也受到扭曲破壞,導 致表面下的損害層形成[8],此損害層嚴重影響到後續磊晶成長的品質,所以實 驗中我們會利用化學機械研磨(CMP)去除損害層,同時也能使得表面更為平坦[9] 。然而另一個方法則是藉由熱退火去除損害層[10][11],比較不同氮化鎵基板表 面處理的方式,且希望找出理想的熱退火參數同樣也能達到損害層去除的效果。 為了驗證去除損害層的效果,後續會透過有機金屬氣相磊晶法(MOCVD)在氮化 鎵基板上成長u-GaN,再利用原子力顯微鏡(AFM)、陰極螢光光譜儀(CL)、光激螢 光光譜儀(PL)、X-射線繞射儀(XRD)去檢測及探討u-GaN成長品質。以期取得可供 再成長用之氮化鎵基板。5
第二章 實驗流程與實驗儀器介紹
2-1 樣品製備
本實驗是在研究氮化鎵基板表面經過不同的表面處理對損害層去除的效果, 希望製作出能夠提供氮化鎵成長之基板,對後續成長光電元件的研究有所貢獻。 故必頇要有獨立式氮化鎵基板(Free standing GaN substrate)以提供實驗,在 此需仰賴氫化物氣相磊晶(Hydride Vapor Phase Epitaxy,HVPE)技術[12][13] 去成長氮化鎵厚膜並且利用雷射剝離系統(Laser lift off,LLO)[14]取得獨立 式氮化鎵基板,並且利用電感耦合電漿蝕刻(ICP)去除樣品翹曲(bowing)。下圖 2-1-1 為樣品製備的示意圖:
圖 2-1-1 樣品製備流程示意圖
2-1-1 氫化物氣相磊晶(Hydride Vapor Phase Epitaxy,HVPE)
利用氫化物氣相磊晶(Hydride Vapor Phase Epitaxy,HVPE)成長氮化鎵基板 時,因為鎵與氨氣無法直接反應形成氮化鎵,而是以氯化鎵和氨氣做為反應的先 驅物(precursor),再利用載子氣體(carrier gas)將先驅物送至反應區後反應產 生氮化鎵後沉積於藍寶石基板上。主要反應式如下:
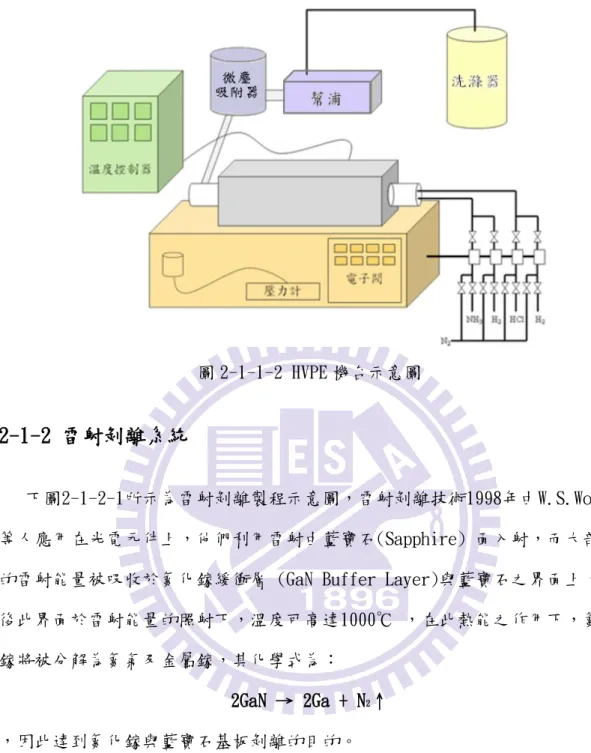
6 GaCl(g)+NH3(g) GaN(s)+HCl(g)+H2(g) (1000℃~1100°C) (2) HVPE 磊晶過程中,除氮化鎵之外,尚有其他副產物生成,反應式如下: HCl(g) + NH3(g) NH4Cl(s) (3) GaCl(g) + HCl(g) GaCl3(g) + H2(g) (4) GaCl3(g) + NH3(g) GaN(s) + 3HCl(g) (5) 由(3~5)式可知副產物包括NH4Cl(s)、GaCl3(g)以及HCl(g)等,其中氯化銨為 白色粉末,容易大量沉積在反應爐管的末端管壁和管口上而造成腔體真空度下降 或是微塵吸附器堵塞等副作用;而GaCl3(g)亦可和氨氣反應生成氮化鎵,但由於 GaCl3(g)在高溫下為極度不穩定的狀態,故非生成氮化鎵的主要反應。 本實驗室的 HVPE 實驗機台為自己組裝的水平式機台,如下圖 2-1-1-1 爐管本 身採用水平形式,相較於垂直式其溫度比較得以控制,而加熱爐本身分割成多重 加熱區有利於溫度的穩定。對於以 HVPE 成長氮化鎵而言,要求的真空品質並不 需要那麼嚴苛,待機時維持 20mBar 即可,故使用機械幫浦幫忙維持。由於整個 長晶過程會產生大量氯化銨白色粉末,故需要在幫浦與爐管間加裝雜質過濾器, 來收集殘留物。至於氣體部分則由質流控制器(MFC)來控制各氣體流量,為了避 免管路水氣凝結而破壞長晶條件,在待機時仍不斷通入氮氣來維持機台,下圖 2-1-1-2 為 HVPE 機台示意圖。 圖 2-1-1-1 HVPE 反應爐管示意圖
7
圖 2-1-1-2 HVPE 機台示意圖
2-1-2 雷射剝離系統
下圖2-1-2-1所示為雷射剝離製程示意圖,雷射剝離技術1998年由W.S.Wong. 等人應用在光電元件上,他們利用雷射由藍寶石(Sapphire) 面入射,而大部分 的雷射能量被吸收於氮化鎵緩衝層 (GaN Buffer Layer)與藍寶石之界面上,最 後此界面於雷射能量的照射下,溫度可高達1000℃ ,在此熱能之作用下,氮化 鎵將被分解為氮氣及金屬鎵,其化學式為:
2GaN → 2Ga + N2↑
,因此達到氮化鎵與藍寶石基板剝離的目的。
8
2-2 化學機械研磨(CMP)
2-2-1 化學機械研磨原理
所謂化學機械拋光,是使用與待磨物會產生化學反應的研磨粒子和液體進行 研磨拋光,下圖 2-2-1-1 為化學機械研磨機示意圖。過程中這些反應,將研磨粒 子以摻和加工液,進行拋光加工,當試片與研磨粒子的接觸點,局部因摩擦能量 發生高溫、高壓,在接觸時間內,隨著兩者之間的相互影響產生反應。然後,這 個反應部位由於摩擦力,而漸漸以微小單位量被去除,而進行作用。此刻研粒子 和受拋物之間的接觸區域模式如圖 2-2-1-2 所示。在使用較高硬度研磨粒子的場 圖 2-2-1-1 化學機械研磨機台示意圖 合,可以發現是較有效率的拋光加工。在對力學作用依存的拋光加工情況下,硬 度小的研磨粒子加工時,其有效率地加工較低。然而SiO2和酸鹼液之間化學反應, 在使用研磨粒子的場合,對研磨粒子的硬度就沒有依存性存在,可以得到特別高 的效率。因此,在反應拋光作用中,是可以使用比受拋物材料軟的研磨粒子。由 於在接觸點研磨粒子側會變形,因此由於粒子的壓入、拉伸作用,所以不會造成 刮痕或機械損傷層。另外,化學機械拋光法的主要特徵,是研磨粒子介於受拋物9 表面與拋光盤之間,施與表面過大的能量使研磨粒子變形破壞,而吸收能量,所 以,不一定需要使用軟質的拋光盤。而其中影響CMP製程的因素很多:施在研磨製 具上面的壓力、晶圓的表面狀況與翹曲程度、晶圓與研磨墊的相對轉速、研磨液 的PH值與化學特性、研磨顆粒的尺寸大小、以及研磨墊的材質與磨損性等等 [15][16]。 圖 2-2-1-2 加工物-軟質粒子間的接觸模式
2-2-2 CMP 機台介紹
本實驗室的 CMP 研磨機台是向正越企業有限公司所購買的 M-15 機型,主要配 有真空治具、研磨液噴灑控制器、拋光液控制器及空壓機,以下有簡單 CMP 機台 構造示意圖如圖 2-2-2-1 所示及各項實際照圖如圖 2-2-2-2。 圖 2-2-2-1 CMP 機台結構示意圖10 圖 2-2-2-2 CMP 機台實照圖
2-2-3 研磨材料
(1)在機械研磨過程中所需要的材包括: (A)研磨盤: 銅盤、鑄鐵盤 (B)研磨液: 鑽石研磨液(diamond suspension)為正越企業有限公司;顆粒 尺寸: 6 µm、1 µm (2)在機械研磨過程中所需要的材包括: (A)研磨盤: 拋光布 (B)研磨液: SF1 研磨液(polishing suspension)為尚偉股份有限公司11
2-3 實驗流程
2-3-1 CMP 流程介紹
12
第三章 分析儀器介紹
3-1 原子力顯微鏡(AFM)
早期1982年由IBM公司蘇黎士(Zurich)研究實驗室的兩位科學家Gerd
Binning和Heinrich Rohrer利用原子之間的穿隧效應發明掃描穿隧顯微(Scan- ning Tunneling Microscope,STM)。雖然STM的發明解決了物理學中的很多問 題,不過STM 能分析的材料只局限於導體或半導體。在1986年由IBM公司的Binnig 與史丹佛大學的Quate所開發原子力顯微鏡(Atomic Force Microscopy, AFM) 發明後,利用探針針尖和欲測試樣本間凡得瓦爾力的強弱,得知樣本表面的起伏 高低和幾何形狀,且樣本可為導體或非導體,AFM成功解決STM 在材料上的限制。 圖3-1-1為原子力顯微鏡的簡單示意圖。 圖3-1-1 原子力顯微鏡的示意圖 AFM除了擁有其他儀器無法達到的原子級的解析度的能力外,其量測的環境可 不必在真空的環境中直接可在大氣中或者在液相中,因為這兩項的特點其應用性 就更加的廣泛了。AFM之探針一般由成份為Si或Si3N4懸臂樑及針尖所組成,針尖 尖端直徑介於20至100 nm之間。主要原理是藉由針尖與試片間的原子作用力(圖 3-1-2),使懸臂樑產生微細位移,可以測得表面結構形狀,其中最常用的距離控 制方式為光束偏折技術。AFM操作模式主要可區分為接觸式(contact)、非接觸
13
式(non-contact)及間歇接觸式或稱為輕敲式,(intermittent contact or
tapping)三大類,操作
圖3-1-2 原子距離與斥力、引力關係圖
特性分述如下:
接觸模式(Contact Mode) :
探針與樣品交互作用力為排斥力,利用定力模式(Constant Force Mode)維持 探針與樣品間的交互作用力為定值。系統回饋電路讓偵測訊號維持在原先的設定 值。當偵測訊號大於或小於設定值時,回饋電路會以誤差值訊號轉成驅動掃描器 的電壓訊號,掃描器以延展或收縮的動作,使探針與樣品間的作用力維持在設定 值。在掃描成像過程中,探針容易刮傷樣品。
非接觸模式(Non-Contact Mode) :
探針與樣品交互作用力為吸引力,其操作模式是將探針的懸臂以一振幅振動, 當探針與樣品間產生交互作用力時懸臂的振幅會衰減,此振幅衰減的大小與交互 作的梯度有關,即可得到樣品表面形貌。頻率與相位也可做為回饋訊號。在掃描 成像過程中,探針不接觸樣品減少對樣品的傷害,在大氣中解析度易受水膜影 響。14
輕敲模式(tapping mode):
探針和樣品問的距離介於接觸式和非接觸式,即 0.5至數十奈米之間,探針 微懸臂樑振動的振幅較大,在振幅最低點的位置,探針恰敲擊試件表面。敲擊模 式和非接觸模式的操作方式類似,屬於動態量測。其成像模式是採定振幅方式, 當探針與樣品問產生交互作用力時,微懸臂樑的振幅會增加或衰減,利用壓電掃 瞄平台的上下調整可得到定振幅,因此得知樣品表面形像,解析度較非接觸模式 的解析度高。表面粗糙度(surface roughness)之定義:
一般原子力顯微鏡所給出的表面粗糙度值,有以下幾個數值(在我們實驗數據 中所討論的值皆以 RMS 表示之): (1) 峰谷值(peak-to-valley) PV 值或寫作 Rt或 Ry: 其中,hmax、hmin 為最大峰高和最大谷深。 (2) 均方差值(root-mean-square) RMS 值或 : 其中,n 是在一個評定長度內取樣個數,i = 1,2,…n。 (3) 算術平均值(average roughness) :15
3-2 光激螢光光譜儀(PL)
PL量測是一種運用外來光源照射待測樣品,使樣品發出螢光的一種非破壞性 檢測技術。經由能量高於樣品能隙的外來光源激發,使得原本在價帶的電子,有 機會躍遷到更高能階;因此,在原本的價帶便留下一個電洞,而形成電子-電洞 對。這組電子-電洞對,如果以輻射耦合的方式結合,就可以放出一個光子。當 然,也有可能是以熱能或其他能量的方式放出。對於因輻射耦合而放出的光,因 其是由外來光源的激發所形成的,所以通常稱之為「光激螢光」 (Photoluminescence)。 光激發螢光(Photoluminescence,PL)光譜對於檢測發光半導體材料的光特性 是一個有力又無破壞的技術,而且藉由分析光激發螢光資料,可以由光譜中的特 徵可以得知摻雜雜質種類、能隙大小、雜質活化能等等。從發光譜峰能量可以估 算出化合物中的組成成分。光激發螢光,牽涉到一個由電磁(Electro-Magnetic) 輻射激發的系統,在分類上是屬於光學發光的技術。當入射光照射在試片上時, 電子被升高至激發態,描繪如圖3-2-1,典型的能帶躍遷過程。自從雷射可用來 提供「足夠的功率激發適當的訊號」後,入射光典型地來自於雷射光源。當激態 電子返回初始能態時,它會產生一個光子,也可能產生許多的聲子。由能量守恆, 可將其表示下式。hω
laser= hω
PL+ hω
phonon 圖3-2-1 電子躍遷圖16 常見的光激發螢光系統,如圖3-2-2所示,所使用的激發光源為連續藍光氩鎘 雷射(He-Cd Laser),主要波長為325 nm,為一無特殊極化方向之多模態雷射, 平均輸出功率為30mW,雷射光經由三面雷射反射鏡的反射後,以焦距為5公分的 聚焦透鏡,正向聚焦到樣品上,經聚焦後的光點直徑約為0.3 mm,樣品表面的功 率密度可達21W/cm2 ,樣品被激發出的螢光同樣藉著此聚焦透鏡收光,與光譜儀 入光口前的另一個焦距15公分的聚焦透鏡,形成共焦的光學路徑。收光所使用的 光譜儀內含三種光柵,其每毫米上的條紋密度分別為1200、1800、300 條,由於 條紋密度為1200 的光柵較適用於藍光的量測範圍,所以在此採用條紋密度1200 的光柵來量測實驗。為避免雷射被透鏡反射後的反射光直接入射到光譜儀中,並 在光譜儀入光口處放置一濾鏡, 將波長為360 nm以下的光全部濾除,而光譜儀 的出光口處採用電荷耦合元件(Charge Couple Device, CCD)來當光偵測器。
圖3-2-2 光激發螢光系統示意圖
3-3 陰極螢光光譜儀(CL)
CL量測是使用由陰極發射出來的電子束當作激發源,通常此電子束的加速電 壓約在5~50keV 之間,藉由加速電子撞擊材料表面來傳遞能量,材料表面接受這 些能量之後,除了此處探討的激發放光之外,尚有其他許多途徑釋放能量, 例 如非散射電子(unscatteringelectron)、彈性與非彈性散射電子(elastically17
and inelastically scattered electron)、背向散射電子(backscattered electron)、歐傑電子、二次電子或X光等等,這些非激發放光的途徑則與材質知 性質及鍵結結構相關,因此藉由分析這些訊號便可以得到材質特性的資訊。當然, 不可避免的CL量測也會遭遇到樣品溫度上升的問題,因此在分析一些熱不穩定的 樣品時,例如高分子材料或有機金屬化合物時,激發源的能量要注意控制,電子 束能量不可太高,否則容易將樣品燒焦。另外因為CL 的激發源電子束的能量可 調整範圍較大,不像PL的激發源光線通常具有特定的波長分佈,因而常會發生選 擇性激發,所以PL與CL的激發源不同,因此產生上述一些基本上的差異。一般而 言CL常用於檢測具有能帶間隙(band gap)的材料,例如半導體材料等。
CL大部分會與SEM(scanning electron microscopy)、TEM (transmission- electron microscopy)等儀器相連使用(圖3-3-1),原因在原理部分有提及,當 電子束撞擊試片時,可能產生二次電子,而二次電子即是SEM、TEM等儀器主要所 偵測的訊號來源, 藉由這些二次電子,CL也具有類似SEM 的能力,即可以觀測 物體表面的特性。而除了加裝SEM、TEM等儀器之外,也可以在偵測器之前裝置一 干涉儀(Michelson interferometer),這樣就可以將所得的訊號經由傅立葉轉換 圖3-3-1 CL-SEM圖
18 成所需的訊號,這對測紅外線的CL相當有用,而FTIR-CL 光譜儀具有一些優點如: 1.可以改善訊號-雜訊比2.可以記錄多範圍的波長,因此可得到全彩的CL 光譜。 如果要得到單彩的CL 光譜,只需在光徑中在加放一個濾片即可。圖3-3-2為 FTIR-CL儀器圖。 圖3-3-2 FTIR-CL儀器圖
3-4 X-射線繞射儀(XRD)
1913 年W.L.Bragg 父子在晶體結構分析實驗中,從散射X光的分佈情形,他 們認為可以將繞射現象視為入射光被晶面反射。此種反射如同鏡面反射,入射角 等於反射角。在某些散射角下,從相鄰晶面散射之波彼此相位相同,光程差為波 長的整數倍,因而產生建設性干涉。滿足此條件便可產生繞射,稱為布拉格定律 (Bragg’s law)如圖3-4-1。 不同的晶體結構晶面間距(d)會有所差異,其中hkl是各晶面之指標,因此會 有不同組合之繞射角(2θhkl)。藉由θ-2θ 掃描,可以得到晶體的晶格常數,並 可進一步做應力的分析。本實驗所使用的量測方式為ω-掃描,亦稱為搖擺曲線 (Rocking Curve),其量測方式示意圖如圖3-4-2所示。藉由此方式之量測,可以 由半高寬決定晶體的品質。繞射的發生除了必頇滿足布拉格條件外,也會受晶體 對稱性影響。當晶胞內所含原子數目不只一個時,由於這些原子彼此的對稱關係,19 而限制了某些繞射的發生,稱為消光條件。所以當X 光照射晶體時,只有在某些
2d
hklsinθ=nλ
圖3-4-1 布拉格繞射示意圖 特定的入射角才會出現繞射波,這主要是決定於晶胞的形狀、大小及對稱性。此 外,晶胞內組成原子不同時,由於各原子對X 光散射能力相異,故雖結構相同也 會造成不同的繞射強度。 圖 3-4-2 搖擺曲線(Rocking Curve)量測方法示意圖20
第四章 實驗設計與結果討論
4-1 CMP 對於氮化鎵表面形貌與損害層之影響
由 HVPE 機台成長的氮化鎵厚膜因為表面不平整與高低差過大的影響,會不利 於後續利用 MOCVD 磊晶成長電子元件品質,所以可先藉由 MP 製程使氮化鎵表面 達到初步平整化,同時也造成了表面晶格的破壞,形成表面下的損害層,由別的 文獻[17][18]發現利用 TEM 可以觀察到損害層(如圖 4-1-1),而損害層厚度大約 有圖 4-1-1 TEM cross section image[17]
21 幾百奈米以上,從 PL 光譜圖發現損害層的存在會造成整體 PL 強度下[17][19](如 圖 4-1-2),而與我們實驗室的 PL 量測結果一樣(如圖 4-1-3),經過 MP 製程樣品 的 PL 強度會下降的原因,我們推斷是因為機械研磨是利用鑽石顆粒與氧化矽去 對表面做研磨,造成晶格的破壞影響到發光強度,所以本實驗會藉由 PL 強度的 回復程度來判斷損害層去除的效果,除了利用 PL 量測方法來判斷之外,我們實 驗室發現利用 CL 可以直接觀察到損害層厚度[20],如圖 4-1-4 為經 MP 製程過後 圖 4-1-3 MP 後的 PL 光譜 圖 4-1-4 MP 後的 CL 側視圖
22 所拍的 CL 側視圖,觀察到的損害層厚度大約 760nm,接下來本實驗主要採取非 破壞性的 PL 量測及 CL 量測作為判斷有無去除損害層的方式。
4-1-1 時間參數
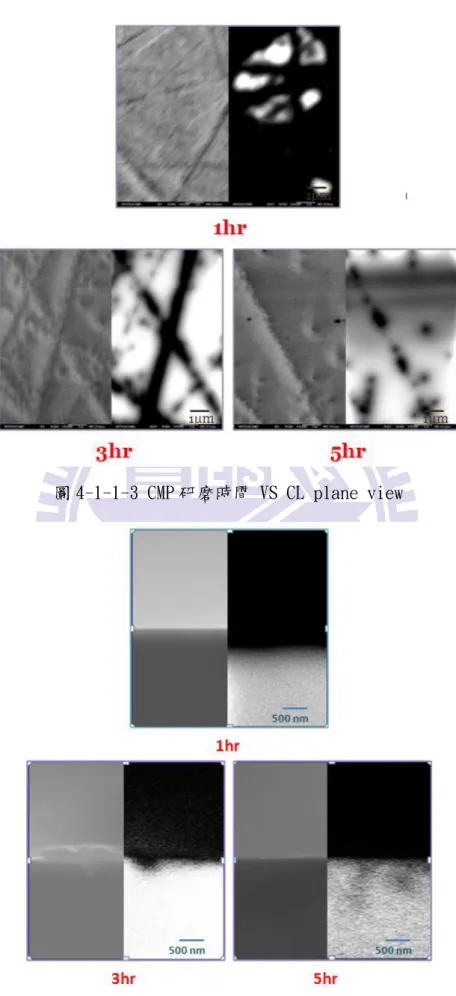
首先探討的部分是 CMP 研磨時間對 AFM 表面形貌的變化,這部分實驗是固定 轉速 60rpm 及壓力大小,下圖 4-1-1-1 為研磨時間 1 小時、3 小時和 5 小時的 AFM 10µm×10µm 3D 圖,研磨 1 小時的樣品表面會有比較多條淺刮痕及小孔洞,這些 孔洞深度約 4~6nm,由文獻[21]可知重量百分比 10% KOH 的鹼性化學溶液會蝕刻 出孔洞來,所以我們認為孔洞的形成主要是因為 CMP 研磨液的配方含有鹼性的化 學成分,隨著研磨時間拉長到 5 小時,孔洞有變大變深及密度變小的趨勢,深度 大約 10~13nm,而刮痕的變化與孔洞相似。由於孔洞及刮痕的影響導致研磨 5 小 時的樣品 RMS roughness 值 3.94nm 為最高,而以研磨 1 小時的樣品 RMS roughness 值 1.7nm 表現最低。 圖 4-1-1-1 CMP 研磨時間 VS AFM 10µm×10µm 3D 圖23 第二部分探討的是 CMP 研磨時間對 PL 強度的影響,由圖 4-1-1-2 可知經過 CMP 研磨的樣品 PL 強度都有明顯的回升,表示藉由 CMP 研磨能有效去除損害層, 隨著研磨時間越長,PL 強度也隨著越強,以研磨 5 小時的樣品 PL 強度最大,強 度最強的原因是認為去除損害層的厚度最厚,讓整體的 PL 強度有大幅提升。 圖 4-1-1-2 CMP 研磨時間 VS PL intensity 最後則是利用 CL 量測直接觀察損害層去除的效果,由圖 4-1-1-3 首先看到研 磨時間對 plane view 的強度變化非常明顯,只有 CMP 研磨 1 小時的樣品發光區 域較小,也就是 plane view 強度較弱,而 CMP 研磨 5 小時的樣品 plane view 強度最大。圖中有黑色線條不發光區域可以對應到 SEM 中的刮痕位置,隨著研磨 時間的增加黑色線條逐漸減少,結果與 AFM 的 3D 圖趨勢相同。再來由 CL cross section 可以清楚看到損害層的厚度變化,下圖 4-1-1-4 為研磨時間與 CL cross section image 變化圖,清楚看出 CMP 研磨時間越久去除損害層厚度越厚,以研 磨時間 5 小時的樣品去除效果最好,幾乎完全看不到損害層厚度的存在,CL 量 測結果再次驗證氮化鎵基板表面透過 CMP 研磨確實能有效去除損害層,且長時間
24
圖 4-1-1-3 CMP 研磨時間 VS CL plane view
25 的研磨能更有效去除損害層。
4-1-2 壓力參數
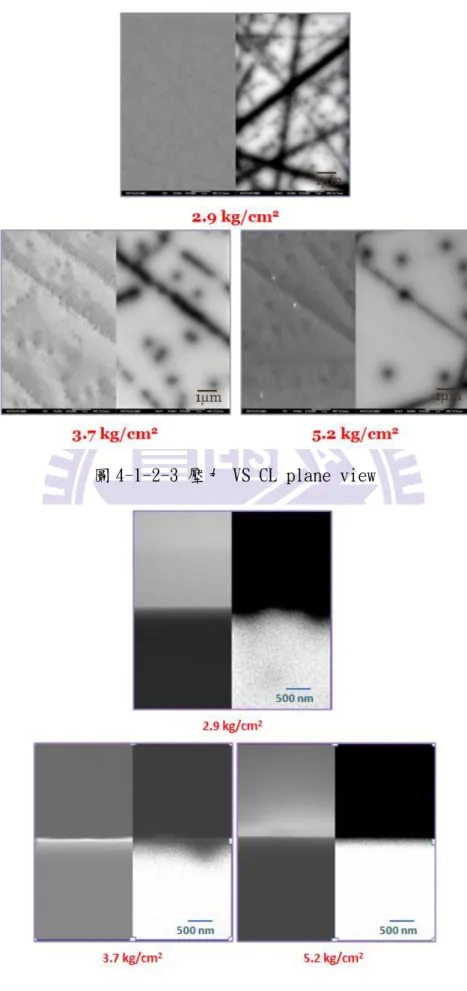
由上一節可知道長時間 CMP 研磨才能有效完整去除損害層,為了節省冗長研 磨時間,故我們考慮到希望提升單位時間內對損害層的移除,即是 CMP 研磨的 removal rate,從半導體製程技術導論書中[22]可知增加研磨壓力能提升材料表 面的移除速率,這節將討論不同壓力大小對於損害層去除的效果,我們將固定轉 速為 60rpm 及研磨時間為 90 分鐘,並且在三塊樣品上施壓不同重量,三塊樣品 壓力大小分別為 2.9 kg/cm2 、3.7 kg/cm2 、5.2 kg/cm2 ,首先來觀察壓力大小對 AFM 表面形貌的變化,下圖 4-1-2-1 為不同壓力大小的 AFM 10µm×10µm 3D 圖, 發現增加壓力大小與延長研磨時間的 AFM 表面形貌變化趨勢非常類似,隨著壓力 增大表面的孔洞直徑變大及刮痕變寬,且同時孔洞密度變小。壓力 2.9 kg/cm2 較小的 RMS roughness 值 2.32nm,而壓力 5.2 kg/cm2 較大的 RMS roughness 值 圖 4-1-2-1 壓力 VS AFM 10µm×10µm 3D 圖26 3.85nm。三塊樣品中壓力越大者 RMS roughness 值越大,是由於孔洞的深度較深 及刮痕較寬的影響。 接著來看不同壓力大小對 PL 強度回升的程度,由圖 4-1-2-2 可知在固定研磨 時間及轉速條件下,增加壓力確實能提升 PL 強度,而壓力增大 PL 強度能提升的 原因在此認為是因為增加壓力能讓 CMP 研磨的 removal rate 變快,意味著相同 時間內去除損害層厚度較厚,導致整體 PL 發光強度變強的結果。另外這節實驗 圖 4-1-2-2 壓力 VS PL intensity 我們也利用 CL 量測觀察損害層去除的程度如何?首先看圖 4-1-2-3 為不同壓力大 小的 CL plane view 比較圖,看到壓力 2.9 kg/cm2 較小的樣品表面有較多的黑 色線條不發光區,而壓力 5.2 kg/cm2 較大的樣品表面則黑色線條減少了與幾個 黑點不發光區,三塊樣品中顯現出壓力越大者 plane view 強度越大,再來比對 CL cross section 圖去看損害層去除的厚度多寡,由圖 4-1-2-4 可看到壓力 2.9 kg/cm2 、3.7 kg/cm2 的這兩塊樣品仍然有部分損害層未完全去除,而最大壓力 5.2 kg/cm2 的樣品的損害層厚度明顯最小,CL 量測結果再次說明增加壓力能讓 CMP
27
圖 4-1-2-3 壓力 VS CL plane view
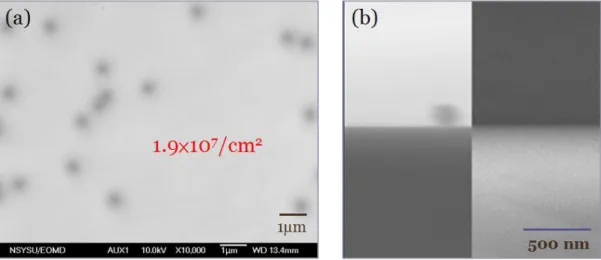
28 研磨的 removal rate 變快與 PL 量測結果相符。 然而因為前面時間與 AFM 表面形貌的變化與壓力大小與 AFM 表面形貌的變化 讓我們想到一個的疑點?如果我們讓樣品經過長時間的 CMP 研磨及又在樣品上施 加重量,這些孔洞還是會繼續變大變深嗎?刮痕同時也會變寬變深嗎?或者最後可 以有機會通通研磨不見?所以我們設計了一個實驗去觀察它的結果如何,在此實 驗設計的條件為轉速 60rpm、CMP 研磨時間 10hr 及壓重兩公斤,首先看得是 AFM 表面形貌,圖 4-1-2-5 為 AFM 10µm×10µm 3D 圖和 2D 圖,結果發現表面的刮痕經 過長時間的研磨能被完全消除,但仍然會留下孔洞,而這些孔洞深度大 10~13nm 與研磨 5 小時的樣品深度差不多,孔洞深度並沒有繼續吃下去,避開孔洞的局部 表面非常平整,局部 RMS roughness 值可以達到 0.54nm,而整體的 10µm×10µm RMS roughness 值可到 1.48nm,再來去比較 CL 量測結果,先由圖 4-1-2-6(a)看到所 有黑色不發光線條完全不見了,只留下不發光的黑點,計算這些黑點的密度約為 1.9×107 /cm2 ,與我們實驗室的未經過研磨的氮化鎵厚膜黑點密度相同,也與文獻 中所提的缺陷密度 107 吻合,這 CL plane view 影像就是沒有損害層的表面結果, 而由圖 4-1-2-6(b)也看到損害層完全被去除了,所有量測結果顯現出氮化鎵基 板如果透過長時間 CMP 研磨,除了能達到去除損害層效果外,表面的 RMS roughness 值又可降低,故 CMP 表面處理是一個有效去除損害層的方法。 圖 4-1-2-5 長時間 CMP 研磨 VS AFM 10µm×10µm 3D 圖
29
圖 4-1-2-6 長時間 CMP 研磨 VS (a)CL plane view and (b)CL cross section
4-2 熱退火對研磨後氮化鎵表面形貌與損害層之影響
研磨過的樣品做熱退火處理前,我們必頇先了解熱退火的機制,從實驗室先 前的成果,我們知道氫氣具有蝕刻的作用,而氨氣則是具有抑制氮化鎵分解的作 用,如果把這兩種氣體混合時會有怎樣的機制呢?由仲山學長的論文[23]結果發 現這樣的熱退火條件下不論是應力釋放、去除損害層還有降低缺陷密度都有一定 的效果,但表面的粗糙度卻很高不是我們最終想要的結果,所以在這部分熱退火 條件會以氮氣代替氫氣與氨氣混合作為載子氣體,希望能達到去除損害層的效果 又能保有良好的表面平整度,接下來的熱退火實驗的樣品都會先經過 MP 研磨, MP 製程參數固定為 20~30 分鐘粗磨不壓重 15rpm 和 30 分鐘中磨不壓重 25rpm, 之後研磨過的樣品再進 HVPE 機台做熱退火 30 分鐘,去探討不同熱退火溫度和壓 力對磨後氮化鎵表面形貌與損害層之影響。4-2-1 溫度調變
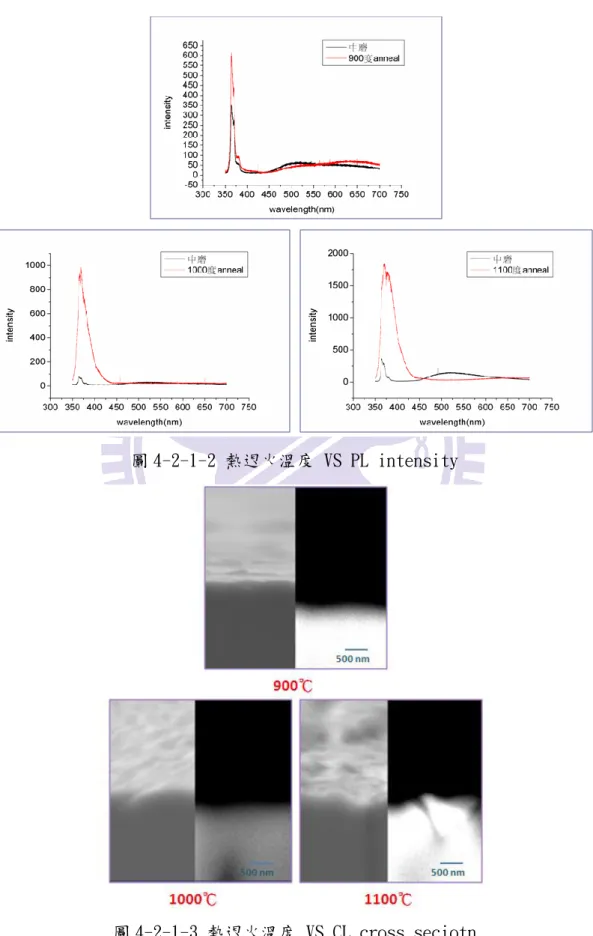
30 在溫度調變的熱退火實驗中,我們要固定的參數為:壓力為 100 torr、氨氣 流量 3 slm、氮氣流量 3.2 slm、熱退火時間 30 分鐘,而調變的溫度分別為 900 ℃、1000℃、1100℃。首先來看經過熱退火後的表面形貌,圖 4-2-1-1 為不同熱 退火溫度的 AFM 10µm×10µm 3D 圖,明顯看出表面有經過熱退火的現象且溫度 圖 4-2-1-1 熱退火溫度 VS AFM 10µm×10µm 3D 圖 對表面形貌的影響很大,溫度越高表面粗糙度越大,表示氮化鎵表面熱分解程度 較嚴重,熱退火溫度 1100℃的樣品 RMS roughness 值 518nm 最大,而熱退火溫 度 900℃的樣品 RMS roughness 值 7.59nm 最小,溫度變小會使表面粗糙度變小 很多。接著來看不同熱退火溫度對 PL 強度回升情形如何?從圖 4-2-1-2 可知經過 熱退火表面處理過的樣品 PL 強度都有變強,發現熱退火溫度越高 PL 強度越強, 這意味著高溫度熱退火會具有較好的損害層去除效果,但 PL 的半高寬卻隨著溫 度變大而變寬,推測原因是在高溫氮化鎵表面熱分解時比較容易產生點缺陷和雜 質的併入,接著來對照在不同溫度下的熱退火 CL cross section 圖 4-2-1-3, 也清楚看到在熱退火溫度為 1000℃的樣品損害層最薄,而熱退火溫度為 900℃和 1000℃的樣品損害層厚度相對較厚,CL 量測結果也與 PL 量測結果相呼應,也就
31 是高溫熱退火對於去除損害層的效果較好。
接著下一節是要探討的是在不同壓力下做熱退火對磨後氮化鎵表面形貌與損
圖 4-2-1-2 熱退火溫度 VS PL intensity
32 害層之影響,這裡選擇固定熱退火溫度為 1000℃為理想參數,雖然溫度為 1100 ℃去除損害層效果最好,但由於熱退火過後的表面 RMS roughness 值過高且 PL 半高寬最大(晶格品質較差),對後續要成長光電元件會有一定程度的影響,所以 在此選擇溫度 1000℃作為接下來壓力調變實驗的熱退火固定參數。
4-2-2 壓力調變
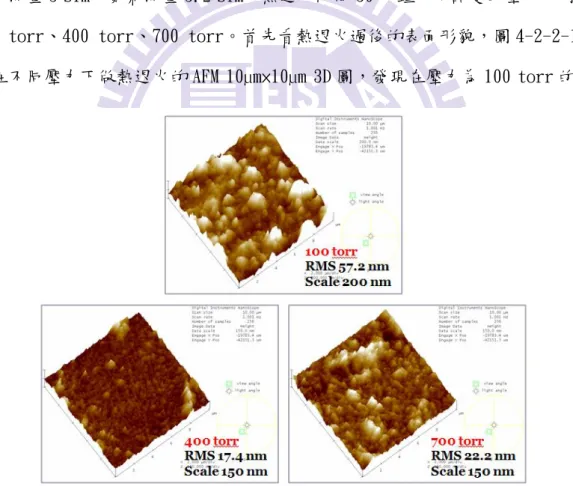
在壓力調變的熱退火實驗中,我們要固定的參數為:熱退火溫度為 1000℃、 氨氣流量 3 slm、氮氣流量 3.2 slm、熱退火時間 30 分鐘,而調變的壓力分別為 100 torr、400 torr、700 torr。首先看熱退火過後的表面形貌,圖 4-2-2-1 為在不同壓力下做熱退火的 AFM 10µm×10µm 3D 圖,發現在壓力為 100 torr 的表圖 4-2-2-1 在不同壓力下做熱退火的 AFM 10µm×10µm 3D 圖
面 RMS roughness 值(57.2 nm)是最糟糕的,而將壓力調高到 400 torr、700 torr 這兩塊樣品表面 RMS roughness 值明顯改善很多,由於在壓力較高時氮化鎵表面 分解氮氣比較不容易跑出,故分解程度較緩和造成表面粗糙度較好。接著來看不
33 同壓力下熱退火對 PL 強度改善情形?圖 4-2-2-2 為在不同壓力下熱退火的 PL spectra,可看到壓力的改變對 PL 強度的回升程度並沒有太大的影響,這也顯示 出壓力的改變似乎對於去除損害層效果作用不大,但卻發現提高壓力能使半高寬 有明顯變小的趨勢,原因來自在高壓環境中氮化鎵表面熱分解較弱,會比較不容 易產生點缺陷和雜質的併入。再來看不同壓力下做熱退火的 CL cross section 圖 4-2-2-2 在不同壓力下做熱退火的 PL 光譜 圖 4-2-2-3,比較損害層厚度變化是否如 PL 量測結果結論相同?而從圖 4-2-2-3 明顯看出這三塊的損害層厚度差不多,感覺壓力的調變確實沒有改變去除損害層 的效果,也與 PL 量測結果相呼應。而下一節要探討的是不同氣體種類做熱退火 的影響,這裡會選擇壓力為 700 torr 為理想參數,雖然壓力的調變對去除損害 層效果的影響不大,但因為在高壓環境下做熱退火 AFM 表面 RMS roughness 值與 PL 半高寬都會比較小,也就是除了表面較平整外晶格品質也比較好。故在此壓 力設定為 700 torr 為接下來氣體調變實驗的熱退火固定參數。
34 圖 4-2-2-3 在不同壓力下做熱退火的 CL cross section
4-2-3 氣體調變
在氣體調變的熱退火實驗中,我們要固定的參數為:熱退火溫度為 1050℃、 壓力 700 torr、熱退火時間 10 分鐘,而氣體調變的兩個系列分別為 A 系列:氨 氣 3 slm 加氮氣 1 slm,B 系列:氨氣 3 slm 加氫氣 1 slm(如表 4-2-3-1),這裡 把熱退火時間由 30 分鐘改為 10 分鐘和提高氨氣的比例,主要是為了抑制氮化鎵 表面分解過多使表面 RMS roughness 值過高,先由 AFM 10µm×10µm 3D 圖 4-2-3-1 表 4-2-3-1 氣體調變的熱退火實驗參數設定35 來比較A系列與B系列熱退火後的表面粗糙度,明顯得B系列氨氣混合氫氣的熱退 火後表面較不平整,由實驗室的瑩珈學姐論文[24]中可知氫氣對氮化鎵表面具有 蝕刻作用,故B系列氨氣混合氫氣做熱退火時會使AFM表面RMS roughness值比A 系列氨氣混合氮氣較大(10.6nm),而A系列氨氣混合氮氣AFM表面RMS roughness 值約8.94nm表面較平整點。接著看PL量測結果來比較兩系列的去除損害層效果, 由圖4-2-3-2看到A系列與B系列的PL強度相同,顯示這兩者去除損害層程度相同 圖 4-2-3-1 氣體調變熱退火實驗的 AFM 10µm×10µm 3D 圖 圖 4-2-3-2 氣體調變熱退火實驗的 PL 光譜 且提升後的 PL 強度都不算很強,意味著損害層去除厚度並不完全,接著來對應 CL cross section 圖 4-2-3-3,明顯看出這兩系列樣品還是有一定厚度的損害層 未去除完全,再次指出由於損害層未去除完全,導致兩個系列的整體 PL 強度無 法大幅度回升。 最後總結利用 HVPE 機台做熱退火表面處理後的最佳結果,可以達到 AFM 表面
36
RMS roughness 值最低為 8.94nm,熱退火後表面 RMS roughness 值還比 MP 研磨 後的 RMS roughness 值高,不是我們最後渴望的結果,且由 CL cross section
圖 4-2-3-3 氣體調變熱退火實驗的 CL cross section 圖可知熱退火雖然能去除損害層,但目前試出最佳的參數卻很難達到損害層完全 去除的目的。無論表面處理後的平整度或去除損害層的效果都是 CMP 表面處理過 的樣品表現較好,故表面處理會選擇 CMP 研磨取代 HVPE 熱退火,而最後我們還 會利用 MOCVD 機台在 CMP 研磨過的樣品上成長 u-GaN 薄膜,再由不同量測分析檢 驗 u-GaN 薄膜磊晶品質如何。
4-3 氮化鎵表面處理後再利用 MOCVD 成長 u-GaN 之探討
最後 4-3 節中我們將利用 MOCVD 機台去成長 u-GaN 薄膜,去探討不同氮化鎵 表面處理過後對成長 u-GaN 品質有何影響?後續要驗證 u-GaN 薄膜品質的量測包 括:AFM、Nomarski、XRD、CL,而探討主要分為兩部分:1.損害層去除對後續成長 u-GaN 影響 2.表面平整度對後續成長 u-GaN 影響。4-3-1 損害層去除對後續成長 u-GaN 影響
37
首先為了比較有無去除損害層對後續成長 u-GaN 的影響,這裡選擇三塊樣品 去做不同表面處理,其中一塊只有做到 MP 研磨,所以表面會有損害層的存在, 而另外兩塊則是都有去除損害層,用了不同有效的方法分別是 CMP 處理和 ICP 處理,然後再利用 MOCVD 機台成長約 4.5µm u-GaN 薄膜,接著後續比較 u-GaN 量測結果,由 Nomarski 圖 4-3-1-1 可知只有 MP 研磨過的樣品 u-GaN 表面非常糟 糕,而經過 CMP 處理和 ICP 處理這兩塊樣品 u-GaN 表面很平整,且 u-GaN 表面都 有特別的條紋形貌(stripe)出現。接著看 AFM 表面形貌又是如何?由圖 4-3-1-2 發現 AFM 結果和 Nomarski 相同,只有 MP 研磨的樣品 u-GaN 的表面 RMS roughness 值(11.7nm)較差,其餘兩塊的樣品 u-GaN 的表面 RMS roughness 值都有 1.5nm 以下,明顯的看出在有去除損害層的基板上成長 u-GaN 會有較好的平整度。
38
圖 4-3-1-2 不同表面處理後 u-GaN 的 AFM 10µm×10µm 3D 圖
再來利用 XRD 量測去比較長完後的 u-GaN 晶格品質,由表 4-3-1-1 清楚看出 只有 MP 研磨的樣品 u-GaN 不論在(002)方向或(102)方向半高寬都變大,也就是 長出來的 u-GaN 晶格品質變差,而經過 CMP 處理和 ICP 處理這兩塊長的 u-GaN 晶格品質與長前差不多,意味著這兩種表面處理方式都能有效去除損害層,導致 後續成長 u-GaN 品質不會受到晶格破壞影響而變差。另外由 CL plane view 圖去 計算 u-GaN 的 dislocaiton 密度大小,從圖 4-3-1-3 的計算結果可知經過 CMP
處理和 ICP 處理這兩塊長的 u-GaN 表面 dislocation density 大小約 107
/cm2
, 這與未研磨過的氮化鎵厚膜 dislocation density 差不多,而只有 MP 研磨那塊
39
圖 4-3-1-3 不同表面處理後 u-GaN 的 CL plane view
樣品的 dislocation density 明顯大很多,由 XRD 量測與 CL 量測結果再次驗證 在有去除損害層的基板上長出來的 u-GaN 的品質是良好的。
4-3-2 表面平整度對後續成長 u-GaN 影響
最後部分是想探討在有去除損害層情況下,表面平整度對後續成長 u-GaN 有 何影響?所以我們選擇兩塊樣品利用 CMP 處理去去除損害層,兩塊樣品上都有施 壓重 2 kg,而由前面 4-1 節的結論可知經過長時間的 CMP 研磨表面會有較低的 RMS roughness 值,故這裡 CMP 研磨時間選擇了短時間 2 小時和長時間 10 小時 去做個比較,從圖 4-3-2-1 可知長 u-GaN 前的 RMS roughness 值分別為 5.65 nm 和 1.48 nm,後續也是利用 MOCVD 機台去成長 u-GaN 薄膜,從圖 4-3-2-2 可知長 完 u-GaN 的 RMS roughness 值都有 1 nm 以下,再去比較 Nomarski 圖 4-3-2-3 兩塊 u-GaN 表面看起來都非常平整且都有特別的條紋形貌(stripe),對於這兩塊 的表面平整度好與壞還是都可以把 u-GaN 表面長得很平整。40 圖 4-3-2-1 長 u-GaN 前的 AFM 10µm×10µm 3D 圖 圖 4-3-2-2 長完 u-GaN 的 AFM 10µm×10µm 3D 圖 圖 4-3-2-3 長完 u-GaN 的 Nomarski 圖 再來利用 XRD 量測去比較長完後的 u-GaN 晶格品質,由表 4-3-2-1 發現這兩塊 長完 u-GaN 後無論在(002)方向或(102)方向半高寬都很接近,代表著兩者的晶格 品質相同,而且與未研磨的氮化鎵厚膜的 XRD 半高寬也差不多。接著由 CL plane view 圖 4-3-2-4 來計算 u-GaN 薄膜的 dislocation density,RMS 值較高的基板
41
長出 u-GaN 的 dislocation density 為 1.8×107
/cm2
,而 RMS 值較低的基板長出
u-GaN 的 dislocation density 為 8.7×106
/cm2
,明顯看出 RMS 值較高的基板比 RMS 值較低的基板的 dislocation density 多了一倍,從 CL 量測結果則發現表 面較平坦者有較低的 dislocation density。
表 4-3-2-1 長完 u-GaN 的 XRD 量測
42
第五章 結論
本實驗中是在探討利用CMP研磨與熱退火做氮化鎵表面處理,比較這兩種方法 的損害層去除效果。首先提到的是CMP研磨,經過CMP研磨過的樣品PL強度可以回 升,同時CL cross section與CL plane view量測結果也有看到損害層明顯去除, 意味著CMP研磨是個去除損害層有效的方法,隨著研磨時間越長磨掉的損害層厚 度越多,而增加樣品上的壓力能提升損害層的removal rate,也就是在單位時間 內去除損害層也越多。在CMP研磨實驗中發現,如果研磨時間不夠久時,表面會 有部分刮痕尚未除掉,導致AFM表面RMS roughness值不能降下,最後我們以1cm ×1cm樣品去做長時間10小時CMP研磨,結果發現表面刮痕都完全被去除了且表面 非常平整,而AFM表面RMS roughness值可以達到1.5nm以下,再由PL量測及CL量 測結果可知損害層幾乎完全去除。接下來探討利用熱退火去除損害層之效果,從 PL量測結果來看,雖然PL強度都有回升但強度仍然很弱,表示去除損害層效果不 是很好,再和CL量測結果對照,再次說明熱退火確實可以去除損害層但效果並未 達到完全去除。而且我們取得最佳熱退火參數使得表面RMS值還是很高,因此後 續可能無法順利成長元件。兩者比較CMP研磨無論在去除損害層和表面平整度都 有達到我們後續成長的需求,故在此選擇CMP研磨做為利用MOCVD成長u-GaN前的 表面處理。 最後比較有無去除損害層對後續成長 u-GaN 品質有何影響,這裡利用兩個有 效去除方法分別是 CMP 研磨及 ICP 處理,在有去除損害層的基板上能長出表面很 平整的 u-GaN 且 AFM 表面 RMS roughness 值可以到 1nm 以下,XRD 量測無論(002) 或(102)哪個方向半高寬都與研磨前差不多,而由 CL plane view 量測圖去計算 dislocation density(~107 /cm2 )與未研磨過的氮化鎵厚膜 dislocation density 一樣,這代表在有去除損害層的基板上長出來的 u-GaN 品質相當不錯。對比之下 在未去除損害層的基板上長出來的 u-GaN 表面形貌就非常糟糕,且 XRD 量測上兩
43
個方向的半高寬都會變寬,同時 CL 發光強度變弱許多,明顯得長出 u-GaN 品質 相當不好。接著延續探討表面平整度對後續成長 u-GaN 品質有何影響,故在一個 有去除損害層的情況下,來比較在兩個不同 RMS 值(1.48nm 與 5.65nm)的基板有 何差別,由最後量測分析可知兩者 u-GaN 的 AFM 表面 RMS roughness 值也都可以 到 1nm 以下和 XRD 量測結果也顯示兩者晶格品質差不多,除了 CL plane view 量測結果外,我們發現表面 RMS 值較低的基板長出 u-GaN 會有較低的 disloca- tion density 情形出現。
最後我們取得最佳 CMP 研磨製程參數,能有效去除損害層外,而且又能達到 基板表面平坦化。透過 CMP 表面處理過的基板,我們能成功在氮化鎵基板上利用 MOCVD 長出品質良好的 u-GaN,再藉由 AFM、Nomarski、CL、XRD 去分析它。
44
參考文獻
[1] S. Yoshida, S. Misawa, S. Gonda, J. Vac. Sci. Technol. B, Vol. 1, No.2, 250 (1983)
[2] S. Nakamura, Jpn. J. Appl. Phys., Vol. 30, No. 10A, L1705 (1991) [3] H. Amano, M. Kito, K. Hiramatsu, I. Akasaki, Jpn. J. Appl. Phys., Vol. 28, No. 12, L2112 (1989)
[4] S. Nakamura, M. Senoh, T. Mukai, Jpn. J. Appl. Phys., Vol. 30, No. 10A, L1708 (1991)
[5] S. Nakamura, T. Mukai, M. Senoh, Jpn. J. Appl. Phys., Vol. 30, No. 12A, L1888 (1991)
[6] D. J. Rogers, F. Hosseini Teherani, A. Ougazzaden, S. Gautier, L. Divay, A.Lusson, O. Durand, F. Wyczisk, G. Garry, T. Monteiro, M. R. Correira, M.Peres, A. Neves, D. McGrouther, J. N. Chapman, M. Razeghi, “Use of ZnOthin films as sacrificial templates for metal organic vapor phase epitaxy andchemical lift-off of GaN”, Appl. Phys. Lett. 91, 071120, 2007. [7] Jun-Seok Ha, S. W. Lee, Hyun-Jae Lee, Hyo-Jong Lee, S. H. Lee, H. Goto,T. Kato, Katsushi Fujii, M. W. Cho, T. Yao, IEEE PHOTONICSTECHNOLOGY LETTERS, 20, pp. 175-177, 2008.
[8] Xueping Xu, R.P. Vaudo, G.R. Brandes, Optical Materials 23 (2003) 1– 5
[9] Drew Hanser_, Mike Tutor, Ed Preble, Mark Williams, Xueping Xu, Denis Tsvetkov, Lianghong Liu, Journal of Crystal Growth 305 (2007) 372–376 [10] K. Y. Lai *,1, M. A. L. Johnson1, T. Paskova2, A. D. Hanser2, K. Udwary2, E. A. Preble2, and K. R. Evans, Phys. Status Solidi C 6, No. S2,
45 S325–S328 (2009)
[11] T. H. Myers, B. L. VanMil, L. J. Holbert, C. Y. Peng, C. D. Stinespring, J. Alam, J. A. Freitas Jr., V. A. Dmitriev, A. Pechnikov, Y. Shapovalova, V. Ivantsov, Journal of Crystal Growth 246 (2002) 244–251
[12] M. Sano et al. (1976) Japanese Journal of Applied Physics, 15, 1943. [13] J. S. Hwang et al. (1994) Journal of Crystal Growth, 142, 5 [14] B. Monemar, H. Larsson, C. Hemmingsson, I.G. Ivanov, D. Gogova, J. Crystal Growth,281,pp. 17-31,2005.
[15] Yan Huaiyue(颜怀跃), Xiu Xiangqian(修向前)y, Liu Zhanhui(刘战辉), Zhang Rong(张荣), Hua Xuemei(华雪梅), Xie Zili(谢自力), Han Ping(韩平), Shi Yi(施毅), and Zheng Youdou(郑有炓), Journal of Semiconductors, Vol.30, No.2(2009)
[16] The Baimei, Niu Xinhua, Han Lili, et al.Analysis of factors affecting CMP removal rate of lithium niobate. Chinese Journal of Semiconductors, 2007, 28(suppl):574
[17] Jeong Ho Ryu, Dong Keun Oh, Seon Tae Yoon, Bong Geun Choi, Jong-Won Yoon, Kwang Bo Shim, Journal of Crystal Growth 292 (2006) 206– 211
[18] KyoyoeolLEE and Keunho AUH, Jpn. J. Appl. Phys. Vol.40(2001) pp.L13-L15
[19] J.R. Grandusky, V. Jindal, N. Tripathi, F. Shahedipour-Sandvik, H. Lu, E.B. Kaminsky, R. Melkote, J. Crystal Growth 307 (2007) 309–314 [20] 陳奎佑,「氮化鎵基板經化學機械研磨後損害層觀察與去除之研究」,國 立交通大學, 碩士論文, 民國 99 年
46 LETTERS. VOLUME 73, NUMBER 18(1998)
[22] 原著 Hong Xiao 譯者 羅正忠和張鼎張,半導體製程技術導論 修訂版 [23] 高仲山,「以氫化物氣相磊晶技術在獨立式氮化鎵基板上再成長 氮化鎵厚膜」,國立交通大學, 碩士論文, 民國 98 年
[24] 徐瑩珈「氫氣處理對氮化鎵表面影響之研究」,國立交通大學, 碩士論文, 民國99年

![圖 4-1-1 TEM cross section image[17]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8240584.171310/30.892.252.637.440.1096/圖-tem-cross-section-image.webp)