國 立 交 通 大 學
機 械 工 程 學 系
碩 士 論 文
應用具有局部快速加熱能力的模仁
的微米成形技術的開發
Development of Polymer Micro-Hot-Embossing Process
Using a Novel Mold Insert with Rapid Heating-Function
指導教授:陳仁浩 教授
研究生:蔡沛原
應用具有局部快速加熱能力的模仁的微米成形技術的開發
Development of Polymer Micro-Hot-Embossing Process Using a Novel Mold Insert with Rapid Heating-Function
研 究 生:蔡沛原 Student: Pei-Yuan Tsai
指導教授:陳仁浩 Advisor: Ren-Haw Chen
國立交通大學
機械工程學系
碩 士 論 文
A Thesis
Submitted to Institute of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Mechanical Engineering June 2006
Hsinchu, Taiwan, Republic of China 中華民國九十五年六月
中文摘要 應用具有局部快速加熱能力的模仁 的微米成形技術的開發 研究生:蔡沛原 指導教授:陳仁浩 教授 國立交通大學機械工程學系碩士班
摘要
近年來,高分子材料的微成形技術變的越來越重要。相較於其他 的成形技術,熱壓成形具有材料流動率低、流動距離短的性質,適合 用來成形微結構和光學元件。然而,由於材料和模仁彼此熱膨脹係數 的差異,當加工到冷卻保壓階段,材料的收縮會對模仁產生挾持的力 量,導致成形品微結構有脫模破壞問題產生,限制了熱壓技術在大面 積化和高深寬比結構成形上的應用。為此,本研究進一步改良本實驗 室所開發的可局部快速加熱的微模仁,期望能使上述微熱壓的瓶頸得 以突破。我們嘗試以 P type 矽晶圓作為模仁,並佈植磷離子於晶片 表面上,當施加電力於佈植的通道上,可使模仁本身具有加熱的功能, 以適時控制成形材料的溫度分佈,藉此降低材料在成形過程中的收縮 應力。 實驗結果顯示,熱壓成形在成形深寬比三以上的微結構,脫模皆 會產生微結構斷裂、傾倒或模仁毀損等不同程度的破壞。在冷卻保壓 階段,施加適當的功率在模仁表面可以有效的降低模仁和材料間的熱 收縮應力,解決脫模破壞的問題,對材料收縮不均勻的缺陷亦有相當 程度的改善。英文摘要
Development of Polymer Micro-Hot-Embossing Process Using a Novel Mold Insert with Rapid Heating-Function
Student: Pei-Yuan Tsai Advisor: Ren-Haw Chen
Institute of Mechanical Engineering National Chiao Tung University
abstract
Polymer micromolding technique are becoming increasingly important in recent years. Compared with other molding technique, hot embossing is favorable for molding microstructures and optical devices because of its low flow rate and low material flow character. However, due to the differences of thermal expansion coefficient between polymer and mold insert, shrinking of polymer in the cooling stage may lead the mold cavities to press the microstructure from both sides. This force will cause the demolding destruction of microstructures and limit the application of molding larger surface areas and higher aspect ratio microstructures on hot embossing technique. Therefore, this study improve the mold insert with rapid
heating-function which our laboratory develop and use it to surmount the limit on micro-hot-embossing. We try to use P type silicon wafer as mold insert and implant phosphorous ion into the surface of silicon wafer to make mold insert have heating function. With the heating function, we can
decrease the thermal stress of polymer in molding process.
Experiment results demonstrate that the microstructure will produce these defects with creak, slant, damage in the mold insert at demolding
when the microstructure by hot embossing has filled with up to 3 times of aspect ratio. Applying appropriate heating power to the surface of mold insert can decrease the thermal stress effectively in the cooling stage to solve the problem of demolding and can improve non-uniform shrinkage of polymer.
致謝
本研究論文承蒙陳仁浩老師的指導和教誨,方能順利完成,使本人 在兩年的研究生涯上獲得不少的知識和心靈上的成長,相信對我爾後的 人生能有很大的助益。也感謝在實驗室中的每一位成員,劉安誠、盧明 初學長,江忠晉、許旭昌同學,吳振家、盧春貴學弟還有李悅慈學妹, 在各方面的幫忙,陪我度過兩年的實驗室生活。另外感謝伴我成長路上 的所有好友,與我一起分享所有的喜怒哀樂,有他們的陪伴讓我的生活 更為多采多姿。最後感謝家人和女友小倩在背後默默的支持和付出,使 我在求學路上能無後顧之憂,專心於課業之上。有他們的關懷和鼓勵, 是我失意沮喪時永不退縮的原動力。 最後謹以這篇論文獻給所有在求學路上一路支持和陪伴我的所有 人,沒有他們就沒有我今天的成就。目錄
中文摘要... I 英文摘要...II 致 謝... IV 表目錄... VIII 圖目錄... IX 第一章 序論... 1 1.1 研究背景... 1 1.2 文獻回顧... 3 1.3 研究動機與目的... 8 1.4 研究方法... 9 第二章 可局部加熱的模仁的製作... 10 2.1 可局部加熱的模仁的功能與目的 ... 10 2.2 可局部加熱模仁的製作程序 ... 10 2.2.1 晶圓清洗... 10 2.2.2 氧化... 11 2.2.3 化學氣相沉積... 12 2.2.4 黃光微影... 13 2.2.5 蝕刻... 172.2.6 摻雜... 18 2.2.7 退火... 19 2.3 模仁加熱性能測試... 20 2.3.1 離子佈植對模仁加熱性能的影響... 20 2.3.2 加熱線路線長對模仁加熱性能的影響... 20 2.3.3 加熱線路線寬對模仁加熱性能的影響... 21 第三章熱壓成形實驗... 37 3.1 實驗設備與裝置... 37 3.1.1 熱壓機... 37 3.1.2 可局部加熱的模仁... 38 3.1.3 直流電源供應器... 38 3.1.4 熱壓材料... 38 3.1.4 場發射掃描式電子顯微鏡... 39 3.1.5 CCD 顯微鏡 ... 39 3.2 實驗流程與實驗設置... 39 3.2.2 熱壓方式及流程... 39 3.2.3 成形微結構量測... 40 3.3 實驗方法與實驗參數... 40 3.3.1 熱壓溫度... 40
3.3.2 預壓壓力、熱壓壓力與保壓壓力 ... 41 3.3.3 模仁加熱功率與時間... 42 第四章 實驗結果與討論... 52 4.1 熱壓時模仁加熱功率與模仁表面溫度變化關係... 52 4.1.1 未施加功率時模仁表面的溫度變化... 52 4.1.2 施加功率時模仁表面的溫度變化... 52 4.2 脫模破壞... 53 4.2.1 影響脫模難易度因素... 53 4.2.2 一般熱壓成形時所產生的脫模破壞... 54 4.3 模仁施加功率對脫模破壞的改善... 54 4.4 模仁施加功率對收縮率的影響... 55 第五章結論與未來展望... 71 參考文獻... 73
表目錄
表 2-1 製作模仁所用實驗設備…………..………..…..22 表 2-2 標準 RCA 晶圓清洗步驟………..……….….…..23 表 2-3 黃光微影製程步驟………..…..…..24 表 2-4 可局部加熱模仁的製作流程………...25 表 2-5 測試晶片加熱性能的各項加熱線路條件………..26 表 3-1 PMMA 的材料特性……….…43 表 3-2 模仁施加功率與秒數設定………..…43 表 4-1 成形操作窗實驗參數設定………..…56 表 4-2 收縮率實驗參數設定…..………..………..56圖目錄
圖 2-1 第一道光罩-電極區...27 圖 2-2 第二道光罩-結構區...27 圖 2-3 第三道光罩-加熱線路區...27 圖 2-4 KOH 側向蝕刻問題... ..28 圖 2-5 (110)晶圓在 A-A 截面蝕刻示意圖... 28 圖 2-6 光阻塗佈不均勻-呈現放射狀顏色...29 圖 2-7 模仁溫度量測裝置...29 圖 2-8 不同佈植條件所得摻雜晶片的通電溫度上升特性(線寬 200μm、 線長60mm)………30 圖 2-9 不同佈植條件所得摻雜晶片的通電溫度上升特性(線寬 400μm、 線長60mm)………30 圖 2-10 不同佈植條件所得摻雜晶片的通電溫度上升特性(線寬 200μm、線長 100mm)………31 圖 2-11 不同佈植條件所得摻雜晶片的通電溫度上升特性(線寬 400μm、線長 100mm)………31 圖 2-12 摻雜所得不同矽基導線的線長下,模仁的通電升溫特性 (60keV、3E15cm-2)………..………32 圖 2-13 摻雜所得不同矽基導線的線長下,模仁的通電升溫特性 (60keV、5E15cm-2)………32 圖 2-14 摻雜所得不同矽基導線的線長下,模仁的通電升溫特性 (80keV、3E15cm-2)………33 圖 2-15 摻雜所得不同矽基導線的線長下,模仁的通電升溫特性 (80keV、5E15cm-2)………33 圖 2-16 不同的矽基導線線寬下,模仁的加熱升溫特性(60keV、 3E15cm-2)……….34 圖 2-17 不同的矽基導線線寬下,模仁的加熱升溫特性(60keV、 5E15cm-2)……….34圖 2-18 不同的矽基導線線寬下,模仁的加熱升溫特性(80keV、 3E15cm-2)………35 圖 2-19 不同的矽基導線線寬下,模仁的加熱升溫特性(80keV、 5E15cm-2)……….35 圖 3-1 熱壓機硬體配置圖…...44 圖 3-2 熱壓機本體…...…...…...44 圖 3-3 可局部加熱的模仁…...…...…...45 圖 3-4 直流電源供應器…...…...…...45 圖 3-5 場發射掃描式電子顯微鏡…...…...46 圖 3-6 CCD 顯微鏡與螺旋測微儀…...…...46 圖 3-7 成形操作窗…...…...…...47 圖 3-8 熱壓流程…...…...48 圖 3-9 熱壓製程之溫度與壓力設定曲線圖……….……..…...49 圖 3-10 實驗用深寬比 3 模仁……...50 圖 3-11 未完整充填的成形結構……...50 圖 3-12 未完整充填的成形結構……...50 圖 3-13 深寬比 5 的成形結構……...50 圖 3-14 深寬比 5 的成形結構……...50 圖 3-15 熱收縮應力消除示意圖……...51 圖 4-1 模仁表面溫度量測實驗架設……...56 圖 4-2 熱壓流程時模仁表面的溫度變化...57 圖 4-3 施加不同功率時模仁表面的溫度變化...57 圖 4-4 KOH 蝕刻結構(深寬比 3)...58 圖 4-5 KOH 蝕刻結構(深寬比 5)...58 圖 4-6 KOH+IPA 蝕刻結構(深寬比 1)...58 圖 4-7 KOH+IPA 蝕刻結構(深寬比 3)...58 圖 4-8 KOH+IPA 蝕刻結構(深寬比 3)...58 圖 4-9 KOH+IPA 蝕刻結構(深寬比 4)...58 圖 4-10 KOH 和 EDP 對同一個晶格面所產生的不同蝕刻結果...60
圖 4-11 脫模破壞-材料殘留在模仁內部...61 圖 4-12 脫模破壞-材料殘留在模仁內部...61 圖 4-13 脫模破壞-材料殘留在模仁內部...61 圖 4-14 脫模破壞-成形結構產生撕裂...61 圖 4-15 脫模破壞-成形結構產生撕裂...61 圖 4-16 脫模破壞-成形結構斷裂...62 圖 4-17 脫模破壞-成形結構斷裂...62 圖 4-18 脫模破壞-模仁結構斷裂在成形材料之間...62 圖 4-19 脫模破壞-模仁結構斷裂在成形材料之間...62 圖 4-20 脫模破壞-成形結構傾倒...62 圖 4-21 脫模破壞-成形結構傾倒...62 圖 4-22 成形操作窗-深寬比三...63 圖 4-23 成形操作窗-深寬比四...63 圖 4-24 A2 區域成形結構...64 圖 4-25 C1 區域成形結構...64 圖 4-26 C4 區域成形結構...64 圖 4-27 成形結構尺寸...64 圖 4-28 E6 區域成形結構...64 圖 4-29 A2 區域成形結構...65 圖 4-30 D1 區域成形結構...65 圖 4-31 密集區結構尺寸...65 圖 4-32 B7 區域成形結構...65 圖 4-33 E7 區域成形結構...65 圖 4-34 B2 區域成形結構...66 圖 4-35 密集區結構尺寸...66 圖 4-36 B2 區域成形結構...66 圖 4-37 B7 區域成形結構...66 圖 4-38 E7 區域成形結構...66 圖 4-39 微結構傾倒融化...67
圖 4-40 微結構傾倒融化...67 圖 4-41 材料表面變形...67 圖 4-42 收縮率量測方式...68 圖 4-43 3MPa 保壓壓力下收縮率曲線...69 圖 4-44 3MPa 保壓壓力下收縮量曲線...69 圖 4-45 5MPa 保壓壓力下收縮率曲線...70 圖 4-46 5MPa 保壓壓力下收縮量曲線...70
第一章 序論
1.1 研究背景
自 1960 年代電子產業開始起步以來,半導體工業開始蓬勃發展, 半導體科技的進步將人類的生活帶入了一個新的里程碑。今日,電子產 品和元件隨處可見,已經變成現代人生活中不可或缺的一部份。 微機電系統(micro-electro-mechanical-system,簡稱 MEMS)在歐洲又 稱微系統科技(micro system technology,簡稱 MST),此技術在 1960 年代開始有概念提出,並在 1990 年代開始迅速發展,各國紛紛投入金錢 和人力來發展此一技術。MEMS 這名稱也顯示此一技術的特質,原本用 於微電子產業的半導體製程技術,改良後用來製作微米(百萬分之ㄧ公 尺),甚至更細微尺度的機械結構,並整合光學、電子、電機、機械、通 訊、材料、物理、化學及醫學等多種知識技術,為一個跨領域的整合性 科技。微機電的應用非常的廣:主要有微感測器、微致動器、光學元件、 生物微機電系統等等。在微機電的領域中要微小化機械件的方式有很多 種,以製造技術而言可以分為三類:(1)體型微加工(bulk micromachining); (2) 面 型 微 加 工 (surface micromachining);(3) 微 光 刻 電 鑄 模 造 技 術 (LIGA)、微放電加工(micro electrostatic discharge machining,μ-EDM)與 準分子雷射(excimer laser)等方法[1]。
在這幾個技術中,微光刻電鑄模造技術(lithographie galvanoformumg
abformung,LIGA),可以製造出高深寬比且高精度的微細元件。最早期
是IBM 嘗試利用微影及電鑄來製造高深寬比的結構,在 1982 年完整的
X 光 LIGA 技術在德國的卡斯魯核能研究(Karlsruhe Nuclear Research Center)所提出。此製程擁有可製造高深寬比(high aspect ratio)結構、適用 多種材質、大量生產、低表面粗糙度和側壁垂直性佳等許多優點,使得
此製程被提出之後即被廣泛討論。此製程由 X 光微影(lithography)、電
鑄(electroforming)、微成形(micromolding)三項步驟所構成[2]。
速的電子產生波長極短的同步輻射 X 光,由於波長很短,能量密度很 高,所以可以做出極小線寬和平行度很高的結構出來。一般最常利用 PMMA (polymethyl methacrylate) 做為 X 光的光阻材料,主要是因為曝 光的解析度高(~0.2μm),且曝光完光阻的表面品質優異,能充分反應出 X 光微影的特性,因此非常適合製作光柵等高精密度的微結構。雖然如 此,PMMA 在製程上仍有幾項缺點。(1)感光度低:以台灣的同步幅射 光源為例,若要曝光500μm 厚的 PMMA 光阻,約需六小時以上的時間, 對珍貴的同步輻射 X 光光源來說並不符合使用效益。(2)抗應力腐蝕 (stress corrosion)性質不佳:PMMA 光阻在曝光的過程中可能會因為熱或 釋氣的發生而累積內應力,使PAAM 光阻在隨後的顯影過程中產生嚴重 的腐蝕現象。由於有以上的兩種缺點,研究LIGA 的技術人員便一直尋 找能夠代替 PMMA 的光阻材料。除此之外,X 光有波長短能量高的特 性,因此X 光光罩材料的選擇和製作都非常的困難和昂貴。由此可知, LIGA 製程最大的缺點就是光源取得不易和製程造價昂貴,使其應用性 和適用性大大降低。 在 X 光微影製程之後,可利用其所產生的 PMMA 微結構來當作電 鑄的基材,一般而言都是使用鎳來當作電鑄的材料,控制微結構電鑄的 品質是此製程最關鍵的地方。電鑄製程對於微細結構及表面特徵的轉印 性極佳,電鑄出來的微結構則作為下一步微成形所需的模仁。 微成形是泛指利用模仁(mold insert)來進行對微結構的轉印或複製 的動作,此技術是LIGA 降低成本和大量生產的關鍵。目前的微成形技
術 一 般 可 區 分 為 熱 壓 成 形(hot embossing) 和 射 出 成 形 (injection molding),其他如輥壓(rolling)以及光聚合法(photopolymerization)等則較 少人用[1]。 成形技術乍看之下雖然只是利用模具對材料進行轉印的動作,但在 成形過程中材料受機械加工的熱與力的影響會產生膨脹、收縮等材料特 性,導致在熱壓的過程中產生成形品脫模夾持、應力集中、成形精度不 良等問題。因此在成形領域內仍有許多未解決的問題和瓶頸,需要深入 的探討和研究,讓成形的技術更趨於成熟和完備。
本研究就是探討微成形中熱壓成形這個技術領域裡面的問題和解 決方法,和其他成形方法比較,熱壓成形有材料流動率低(low flow rate)、流動距離短(low material flow)的特性,特別適合用來成形微細結 構和光學元件,且熱壓成形設備較具彈性,不同方法所製造出來的模仁 都可以用來做熱壓成形並達到提高產量和降低成本的目的。
1.2 文獻回顧
在微成形技術方面,1999年H. becker等人首先提出以矽為基材,直 接製作熱壓成形的模仁,並指出和傳統的電鍍鎳模仁相比直接以矽基材 來當模仁有以下的優點:(1)以矽為基材的模仁磨耗度低、硬度高,使模 仁的壽命明顯增加;(2)由於半導體工業的發展矽基材的加工技術發展 非常成熟,使得矽模仁製造容易且成本低;(3)矽表面光滑的特性使脫模 較為容易。並以微流道為例子,以蝕刻方式製作出寬0.8μm、高5μm深 寬比大約為5的矽模仁,並以熱壓的方式以及PMMA為材料,製作出微 結構[3]。H. becker在以PMMA和PC來做為熱壓成形的材料研究中,指出 以高分子為熱壓成形的材料有以下的優點:(1)高分子材料寬廣的物理 特性和化學特性可以充分運用在熱壓上面;(2)適合微製造技術做較複 雜的幾何結構;(3)適合轉印複製的製程。並說明熱壓成形製程為在一真 空環境中,加熱材料使其溫度在玻璃轉移溫度(glass transition temperature,Tg)以上,再利用模仁壓印材料,將模仁上的微結構圖案 轉移到材料上的一種微成形技術,並指出熱壓成形有材料流動率低、流 動距離短等特性[4]。L. Weber等人提出微成形是最有可能大量生產且最 有用的技術來製作精密微小元件,並指出以微成形技術製作的製品可能 會產生充填不完全、收縮、翹曲與表面粗糙等缺陷[5]。 在奈米壓印(nanoimprint)的技術中,J. Taniguchi 等人以人工鑽石為 基材利用電子束顯影(electron beam,EB)和反應離子蝕刻(reactive ion etch,RIE)的方式來製作壓印模仁,藉由鑽石高硬度的特性不僅 可以壓印一般的高分子材料,還可以在室溫、130MPa 的條件下直接壓印 鋁或銅等金屬材料,此種壓印技術可以應用在矽的超大型積體電路製程(ultra large scale integration,ULSI)的接線技術上[6]。J. Tao 等人則研 究在可以在室溫下進行奈米壓印技術的材料。在室溫下進行壓印製程的 好處是壓印模仁和材料不會因熱膨脹係數的不同而產生壓印尺寸的誤 差。而(hydrogen silsequioxane,HSQ)是一種適合室溫微奈米壓印的材 料,但在壓印結束後,利用乾式蝕刻移除多餘的HSQ 卻會破壞原本的 成形結構,導致成形賦形性不佳,因此J. Tao 使用 PMMA 和 HSQ 兩種 高分子材料來做奈米壓印,首先在矽基材上塗佈PMMA 再塗佈 HSQ, 接著使用製作好的矽模仁只對HSQ 做壓印的動作,再以 HSQ 為遮罩對 PMMA 進行乾式蝕刻,由於蝕刻氣體的關係 PMMA 會有底切的現象, 最後在沈積一層PdAu,當移除 PMMA 後就可以獲得留下的金屬微結構 [7]。M. Bender 等人使用一種以 UV 光為基礎的奈米壓印技術,利用透 明的石英作為模仁材料,當壓印PMMA 光阻材料的同時,再利用 UV 光照射光阻使其硬化,最後在做脫模的動作。相較於一般的熱壓技術, UV 光的壓印技術可以在常溫低壓的條件下進行壓印的製程,且製程快 速。文獻中利用此製程壓印出面積 1.2x1.2mm2,直徑為 80nm 的點陣圖 圖形[8]。P. B. Grabiec 等人則是以 UV 光壓印技術為基礎,製作適合此 種UV 光壓印的模仁。模仁製程分為以下幾個步驟。 1.將矽基材和透明石英以陽極接合法接合在一起。 2.以低壓化學氣相沉積方法,沉積一層氮化矽在矽基材上面。 3.黃光微影的將預先設計好的圖案轉移到光阻上。 4.利用電漿蝕刻蝕刻氮化矽和矽基材,以光阻為遮罩將光阻上的圖形轉 印到氮化矽和矽基材上面。 5.利用氧化的製程將裸露出來的矽基材氧化成二氧化矽。 6.去除氮化矽和矽,一個在石英板上的二氧化矽微模仁即完成。 利用透明石英當做模仁基板最大的好處就是可以利用UV 曝光的壓印技 術,在常溫低壓的環境下即可完成壓印動作,P. B. Grabiec 指出當矽的 側邊氧化技術成熟時利用此方法可以製作線寬100nm 左右的模仁[9]。 M. D. Austiny 等人則是利用 UV 光壓印的技術配合非等向性蝕刻在 4 吋 晶圓上成功壓印出5nm 線寬間隔 14nm 的 PMMA 高分子結構[10]。Y. Y.
Zhang 等人以矽為底材製作出柵狀的微結構模仁。首先使用掃描探針氧 化法(scanning probe oxidation,SPO),施加一個偏壓在掃瞄探針顯微鏡 (scanning probe microscopy,SPM)的探針上面,當探針在晶片表面上移 動時可以在表面形成一層二氧化矽,所生成的二氧化矽品質和探針施加 的電壓、探針和試片的表面還有探針的材料特性有關。接下來以二氧化 矽作為蝕刻遮罩並用KOH+IPA 溶液蝕刻出所需的微結構,一個奈米級 的微模仁製作至此完成[11]。 在大面積壓印成形的研究方面,C. Perret 等人研究八吋晶圓的奈米 壓印方式,首先模仁的製作以電漿蝕刻的方式在晶圓上蝕刻出深 400nm、線寬介於 250nm 到 450μm 的圖形尺寸,其次以 NEB22 和 mr-I8000 兩種高分子光阻作為顯影的材料塗佈在另一片八吋晶圓上 面,最後再利用壓印的方式顯影在八寸晶圓上的光阻。文中討論到這種 顯影方式會有兩種形式的缺陷會產生,第一種容易產生在沒有圖形的區 域中,會產生類似花的圖案缺陷,第二種是容易產生在方形的陣列區域 中,會產生類似流道的缺陷。研究發現在真空的狀態下並且控制光阻的 溶劑含量可以有效的避免這兩種缺陷的產生[12]。 在熱壓製程的改善方法和影響熱壓的實驗因素的研究上, K. Seunarine 等人改善傳統熱壓成形利用加熱板加熱模仁和材料的方 式,利用鹵素光源透過石英窗的方式照射模仁上藉此加熱模仁,此種加 熱方式可以有效的降低熱壓製程所需的時間,特別適合生產生醫用的晶 片,在同樣的時間下傳統的熱板加熱方式可以生產 2~3 塊試片,而光 學加熱的方式可以達到 16~20 塊的生產速度[13]。H. D. Rowland 研究 在熱壓成形時高分子材料充填模穴的行為,並比較不同的成形寬度、幾 何形狀、熱壓時間、熱壓溫度對高分子材料黏滯性的影響,不同的實驗 條件都會影響材料充填模穴的現象。在充填 10μm 寬的 2μm 高的模穴 時,較薄的熱壓材料會產生兩個高峰的充填現象,而施加較大的熱壓壓 力也會有同樣的效果;較厚的熱壓材料在充填時則會產生單峰的充填現 象,較低的熱壓壓力也會有同樣的效果。在成形微米等級的模穴時,由 於局部應力和剪切力大於材料表面張力的關係,材料會產生雙峰的模穴
充填現象[14]。N. Roos 等人研究真空環境對熱壓製程的影響,此文獻比 較熱壓製程在真空中和在大氣壓力下的環境中進行熱壓其熱壓結果的 差異,熱壓的面積為直徑 10cm,轉印的圖形大小為 400nm 到 100μm。 實驗結果發現在真空的熱壓條件下可以有效的改善大面積的熱壓均勻 性,且低分子量的高分子材料成形對於均勻性誤差的影響較大,也就是 真空條件可以有效改善低分子量高分子在熱壓時所可能產生的圖案缺 陷。分析實驗結果顯示,過熱的壓縮空氣殘留在模仁和熱壓材料之間是 導致熱壓結果缺陷產生的主要原因之一,而太高的熱壓溫度也會導致材 料熱裂解,在真空的條件下則可以有效的解決上述兩項問題[15]。 在熱壓成形的應用方面,Y. Zhao 等人以熱壓成形的方法來製作靜 電梳製動器,熱壓時的壓力為 3500N、溫度 130℃成形出來的最小圖形 尺寸為5μm、深寬比達 12[16]。X. C. Shan 等人以 Polycarbonate (PC)為 材料,利用熱壓成形製作微反射鏡等光學開關。首先利用感應耦合電漿 (inductive coupled plasma,ICP)蝕刻對矽晶圓蝕刻出所需要的圖形,以
矽晶圓為基材電鑄生成熱壓成形所需的模仁,最後以鎳模仁熱壓PC 生
成500μm (width) x 100μm (thickness) x 200μm (height) 的陣列微反射 鏡。X. C. Shan 指出在做光學元件熱壓時有兩個很嚴重的問題必須克 服,第一、熱壓時高分子材料不易填滿模仁中的微小結構孔穴,第二、 脫模時,微結構必須保持完整無脫模破壞。為了克服脫模破壞,要先將 模仁浸泡在利用甲苯稀釋的chlorinated fluoroalkyl-methylsiloxane (CF) 溶液中,再烘烤模仁 110℃、20 分鐘,使模仁表面形成一層薄膜,這層 薄膜可以有效的降低脫模破壞的問題。為了使熱壓時高分子材料能夠填 滿模仁中的結構,X. C. Shan 採用增加熱壓時的壓力和溫度,發現在 170℃、1.75 kg/mm2和200℃、1.15kg/mm2壓力下有最佳的成形條件 [17]。C. G. Choi 等人利用高分子材料熱壓成形的方式製作光學波導 (waveguides)的元件,以矽為基材製作模仁,並採用感應耦合電漿蝕 刻的方式製作高 7μm、寬 7μm、長 15.8mm 的柵狀結構,而為了降低模 仁表面的粗糙度,先用熱氧化法在模仁表面成長二氧化矽,再用 HF 蝕 刻此層氧化層,藉此降低模仁表面的缺陷和粗糙度[18]。
在LIGA 的電鑄製程研究當中,Y. Guo 等人則是利用鐵氟龍
(polytetrafluoroethylene,PTFE)粉末顆粒混合鎳的複合材料來當作電鑄 材料,以此方式製造的模仁和傳統的電鑄鎳模仁比較,此種複合材料可 以改變模仁的表面特性,有以有效的降低高分子材料脫模所產生的缺陷 [19]。O. V. Makarova 等人則是改變電鑄用的基材,在 LIGA 的電鑄製程 中一般都是使用金屬塗佈的矽晶圓作為電鑄基材,但此種基材對光阻的 附著性不佳,必須另外塗佈一層黏著層以增加對光阻的附著力,但此黏 著層的塗佈增加了製程的困難度且也不易去除,因此O. V. Makarova 利 用另一種多孔性的石墨做為電鑄的基材,不僅有良好的導電性 對光阻 亦有較佳的附著性,而在電鑄結束後在利用研磨的方式將石墨基材磨 除,此方法可用於製造金屬微模仁,或者金屬微結構[20]。 C. Zhang 等人則是研究直接對 PMMA 加工的方法,使用深反應離 子蝕刻(deep reactive ion etching,DRIE),直接對 PMMA 做蝕刻的動 作,並討論 O2和O2/CHF3蝕刻氣體參數與PMMA 蝕刻率的關係,以及 其他製程參數對PMMA 蝕刻的影響。發現當蝕刻功率增加時蝕刻率也 會增加,但表面粗糙度也隨之增加,當功率大於 50W 時 PMMA 會產生 彎曲的現象。O2/CHF3的混合氣體中 CHF3會形成鈍化層可以有效的減 少側壁底切(undercut)的情形,但同時也會降低蝕刻速率。以最佳的 蝕刻條件,功率30W、氣體壓力 3.9Pa 的 O2/CHF3混合氣體可以蝕刻出 深寬比 10 的 PMMA 微結構[21]。 K. Kim 等人提出以(Polydimethylsiloxane,PDMS)為材料的成形方 法。PDMS 本身具有彈性、透明和低玻璃轉移溫度(Tg=-125℃)等特性。 利用標準的LIGA 製程製作出厚 300μm 深寬比 15:1 的鎳模仁,使用旋 轉塗佈法來塗佈PDMS 在模仁上並控制其厚度,最後在放進真空烤箱中 烘烤並脫模成形,此種方法優點在於模仁幾乎無損耗且成形快速[22]。 在濕式蝕刻的研究方面,K.Sato 等人指出單晶矽不同的晶格面會影 響KOH 蝕刻的表面粗糙度,其中(100)的晶格面有最光滑的蝕刻面,而 (320)和(210)的晶格面最為粗糙,而(110)的晶格面表面粗糙度和 KOH 濃 度與蝕刻溫度有很大的影響,在26wt.%~43wt.%與 80℃~90℃的條件下
能有較好的表面粗糙度[23]。
I. Zubel 等人研究添加異丙醇(isopropyl alcohol,IPA) 溶液對 KOH
和TMAH 蝕刻液之間蝕刻速率的影響。以 P type (100)晶片為蝕刻基 材,觀察添加IPA 之後和原本蝕刻溶液蝕刻特性的差異,發現添加 IPA 溶液以後KOH 和 TMAH 都會降低原本蝕刻速率,但蝕刻出來的表面粗 糙度卻會比較細緻。主要原因是添加IPA 以後會影響溶液中氫氧離子的 濃度,而溶液中氫氧離子的濃度正是影響蝕刻速率的關鍵[24][25]。 國內的研究中,賴文童以底邊長50μm 的金字塔型微結構模仁來進行 熱壓成形實驗,實驗結果得知壓印壓力、材料物性、材料厚度對微結構 收縮率分佈影響最大[26]。林威宇利用動態壓力控制來探討微結構熱壓 的影響,並討論溫度、壓力與微結構收縮率的關係[27]。黃重凱使用 P 型(100)之矽晶片為基材當作模仁,在晶片上摻雜磷做出導電區,並引 用熱電阻的概念當對導電區施加電壓電流,模仁本身就發熱,利用此特 點在熱壓成形的過程中,模具降溫到開模的階段時模仁本身能夠保持一 定的溫度。由實驗結果得知,熱壓時的溫度和壓力對模仁本身導電區的 阻植會有影響,同時在脫模過程中模仁保持適當的溫度能夠有效的改善 轉印性[28]。蘇濬賢以微機電系統技術製作一矽基的可自行加熱模仁, 並探討模仁在熱壓成形時的加熱時機,利用此種方式來改善熱壓成形時 結構的成形賦形性和尺寸精度[29]。
1.3 研究動機與目的
MEMS 領域中,功能性元件的發展,以及更細的高深寬比微結構的 製造和量產一直是眾所追求的目標,而微成形技術的開發則是MEMS 能 不能大量生產和實用化的一個關鍵。無論是哪一種成形技術,在加工時 皆須將材料加熱到玻璃轉移溫度以上,再利用模仁進行轉印的動作,當 冷卻脫模時,因材料收縮的特性會產生結構精度不良、脫模破壞等問題。 爲了克服這些困難,我們企圖能夠發展出一個本身具有加熱功能的模 仁,並能夠充分掌握模仁的加熱特性和施加功率之間的關係。在冷卻脫 模的階段時,使模仁能夠自行發熱以消除因收縮產生的熱應力,並避免脫模破壞的問題。因此本研究嘗試利用矽晶片來當模仁,並引入電阻施 加功率發熱的概念,在晶片上加工使模仁本身能夠具有局部加熱的功 能,再利用施加的電壓和電流來控制模仁的溫度,以PMMA 做為熱壓材 料,以無脫模破壞、大面積成形、結構密集化、成形賦形性為研究目標, 探討在熱壓成形的時候,模仁局部加熱性能的應用以及熱壓時的各個參 數的設定和最佳化。
1.4 研究方法
本研究的推進是採用設計、實作以及實驗分析的方法為主,並以同 學許旭昌的數植模擬分析結果,做為選擇實驗條件暨實驗結果檢討的參 考。實驗最主要可以分為三個部份。第一部份為熱壓模仁的製作,首先 使用半導體加工技術,以P 型(110)的矽晶片為基材,經過微影、蝕刻等 步驟在晶片蝕刻出成形用的結構區,再用離子佈植的方式摻雜磷在晶片 上,藉由摻雜的方式改變晶片的電阻並形成一個加熱的線路。因為電阻 的關係,當在這個線路施加電壓以後模仁本身即會自行發熱,並可利用 施加電壓的大小和摻雜的劑量來控制晶片發熱的功率。第二部份為熱壓 成形的實驗,以第一部分所做出的加熱型模仁為成形模具,並以PMMA 為熱壓材料,探討如何利用模仁局部加熱的功能解決在冷卻脫模時所產 生的脫模破壞等問題。除此之外,模仁本身的溫度控制、局部加熱的時 機、局部加熱的時間長短,都是本實驗的重點。第三部份則為統整之前 實驗結果所得的數據,找尋各個製程參數對製程的影響性。以一組中心 製程參數,並變更單一製程參數,討論其對成形性以及脫模特性的影 響,藉此製作出成形操作窗。當操作窗的面積很大時代表成形容易,當 操作窗面積很小時,代表成形條件嚴苛,成形不易。第二章 可局部加熱的模仁的製作
2.1 可局部加熱的模仁的功能與目的
本研究以矽晶片當做模仁,利用半導體加工的技術製作出具有阻植 且能導電的線路區,當在線路區通以電壓和電流時依照阻値的不同,模 仁本身即可產生不同程度加熱的效果。製作此模仁最主要的目的就是希 望在冷卻脫模的階段時能夠控制模仁局部加熱的溫度和時機,藉由模仁 本身加熱來消除因模仁和材料不同的收縮率而產生的熱應力和脫模破 壞等問題。2.2 可局部加熱模仁的製作程序
本研究所使用的晶片為四吋 P 型(110)的矽晶片,製作模仁所需使 用的儀器設備如表 2-1 所示,模仁製作流程和步驟則如表 2-4 所示。以 下各節則對製作的方法、流程做細部的說明。 2.2.1 晶圓清洗 在半導體加工製程中對晶片本身的潔淨度要求非常的高,濕式清洗 則是現今最常用來清潔晶圓的方式,目的是去除晶圓表面的汙染物提升 後續沉積或成長薄膜的品質,改善製程良率。美國無線電公司(Radio Corporation of America,RCA)的克恩(Kerrn)和歐布迪南(Puotiuen)首先發 展出一套RCA clean 出來,到現在已經成為標準的清洗晶圓流程。詳細 清洗流程請見表 2-2。以下則對各個步驟做解說,H2SO4+H2O2溶液, H2SO4和H2O2都是強氧化劑,可以使有機物中的碳和氫起反應生成CO2 和H2O,故此步驟的目的在除去有機物質。HF+H2O 溶液,主要是清除 在上一步清洗過程中所產生的化學氧化層(chemical oxide),因為 HF 會 在水中解離出 H+和F¯,其中SiO2中的Si 會和 F 離子形成 SiF4以去除 晶片表面的SiO2。因為 SiO2為親水性而Si 為斥水性,所以我們可以用 晶圓表面是否有沾水來判斷SiO2是否有清除乾淨。NH4OH+H2O2+H2O 溶液,此步驟即為SC1(standard cleaning 1),主要的目的是去除附著在晶片上面的微小粒子,首先利用H2O2在晶圓表面形成氧化層,同時 NH4OH 又可以溶解氧化層,因為微粒是以凡得瓦力吸附在晶圓表面, SC1 的氧化加蝕刻的作用,會拉開微粒和晶圓表面的距離並降低凡得瓦 力的作用,最後微粒會因為吸附力不足,脫離晶圓表面而被溶液帶走。 HCl+ H2O 此步驟為 SC2,主要的目的是去除鹼金族離子,HCl 會在水 中解離出H+和Cl-,而 Cl-會和鹼金屬離子(Na+, Li+, K+)形成金屬氯化 物,金屬氯化物可以溶解於水而被溶液帶走。 2.2.2 氧化 氧化是重要的加熱製程之一,通常都是在高溫爐管中進行,它是一 種添加的製程,也就是把氧氣加到矽晶圓上而在晶圓的表面形成二氧化 矽,反應式可以寫成: Si + O2 -> SiO2 二氧化矽是一種密緻的物質而且能覆蓋整個矽表面,如果要繼續矽的氧 化過程氧分子就必須擴散通過二氧化矽才能繼續和底下的矽原子產生 化學反應,而一個正在成長增厚的二氧化矽層會使氧氣的擴散受到阻礙 而變慢。因此,我們採用高溫的方式加快氧分子的移動速度並驅使它們 擴散通過原有的氧化層,而且高溫成長的二氧化矽薄膜品質也較低溫成 長的二氧化矽品質較好,氧化成長的速率也和氧的來源有關。使用O2
之乾氧(dry oxidation)過程的氧化速率就比使用 H2O 的溼氧化(wet
oxidation)過程來的低。這是由於氧分子 O2的擴散速率低於H2O 在高溫 下所分解出的氫氧化物HO 的擴散速度。雖然溼氧化法的薄膜成長速率 較乾氧化法來的快,但是二氧化矽的品質卻相對的較差,因此本實驗利 用乾氧化法來成長二氧化矽。 二氧化矽在半導體製程上的應用非常的多,以下就列舉出最常見的 應用出來[30]: (1)擴散遮蔽層(diffusion mask):在擴散法中常使用的摻雜物原子如硼和 磷在二氧化矽中的擴散速率遠低於在單晶矽中的速率。因此藉著在遮 蔽氧化層上蝕刻出窗口,就可以在指定的區域以摻雜擴散的方式來進
行。 (2)遮蔽氧化層(screen oxide):在離子佈植時常利用遮蔽氧化層隔離濺鍍 的光阻以避免矽受到汙染。 (3)襯墊氧化層:當必須在矽的表面上沉積氮化矽時都必須先成長一層二 氧化矽做為應力緩衝用,因為直接沉積氮化矽層會產生高張力會導致 矽晶圓產生裂縫甚至破裂。
(4)場區及局部氧化層(blanket field oxide):熱成長的二氧化矽在過去最重 要的應用之一就是形成絕緣區,使晶片上相鄰的電晶體能夠電性絕 緣,場區和局部氧化層就是隔離相鄰元件並防止它們互相干擾的兩種 技術。 (5)犧牲氧化層(sacrificial oxide):一般在閘極氧化製程之前都會先成長一 層犧牲層氧化層以移除表面上的損傷和缺陷。該氧化層的生成和移除 程序有助於產生一個零缺陷的矽基片表面以生成高品質的氧化層。 (6)蝕刻阻擋層:在微機電的領域中常常利用二氧化矽來當做蝕刻製程的 遮罩,定義出蝕刻的區域出來。 2.2.3 化學氣相沉積
化學氣相沉積(chemical vapor deposition,CVD)是一種利用氣態的化 學材料在晶圓表面產生化學反應的製程,它會在晶圓表面沉積一種固態 的薄膜層產物。CVD 反應通常分為五個主要的步驟(1)反應氣體擴散通 過介面邊界層,藉著氣流與晶片表面間的濃度差以擴散的方式到達晶片 的表面。(2)反應物到達晶片表面,失去部分動能而被晶片表面吸附近而 沉積於晶片表面。(3)反應物在晶片表面獲得能量提供化學反應。在沉積 過程中反應生成物會在晶片表面移動,最後沉積完成。(4)當沉積反應發 生後,未反應之反應物及部分生成物會從晶片表面獲得能量而脫離晶片 表面。(5)部分生成物與未反應物回到氣流裡並離開 CVD 系統[31]。CVD 製程現在已被廣泛的用來做各種薄膜的沉積,像是磊晶矽沉積、多晶矽 沉積、介電質薄膜沉積以及金屬薄膜沉積。而CVD 系統大致可以分為 APCVD、PECVD、LPCVD 三大類。
常壓化學氣相沉積(atmospheric pressure chemical vapor deposition, APCVD),常壓指在海平面攝氏 0 度時為 760torrs,APCVD 的沉積速度極 快,晶圓在再一個充滿化學氣體的製程區內由傳送帶輸送並加熱反應。 APCVD 製程是由溫度、製程氣體流量率、傳送帶速度等因素所控制。製 程大部分用來沉積二氧化矽和氮化矽。
電漿增強型化學氣相沉積(plasma enhanced chemical vapor
deposition,PECVD )。它的操作壓力在 1 到 10 torrs 之間。因為從電漿 產生的自由基(radicals)會急速地增加化學反應速率,所以 PECVD 可以 在相對的低溫下達到較高的反應速率,這對某些需要低溫的沉積製程來 說PECVD 是一個最好的選擇。PECVD 的另一個優點是薄膜沉積的應力 可以由射頻(RF)的功率來控制,而對沉積的速率卻不會有多大的影響。 PECVD 廣泛的被應用在氧化物與氮化物薄膜沉積上。
低壓化學氣相沉積(low pressure chemical vapor deposition,LPCVD)。
它是在0.1 到 1torrs 的壓力下操作,因此需要一個真空系統來控制反應 器內的壓力,由於LPCVD 的沉積製程主要是由晶圓的溫度所控制而和 氣體的流量較無關,因此晶圓可以在非常小的間距下垂直裝載,產量自 然比較高。現今LPCVD 製程已經被用來沉積氧化物氮化物以及多晶矽 上。 雖然LPCVD 和 PECVD 都可以成長氮化矽,不過 PECVD 所沉積的 氮化矽組成較不單純,沉積效果也不是很理想,考慮到後續乾式蝕刻製 程能使用機台的情況下本研究利用LPCVD 來沉積氮化矽。 2.2.4 黃光微影 黃光微影技術是將光罩上設計好的圖形轉印到晶圓表面上光阻的 一種製程,靠著光學成像原理,光線經過光罩、透鏡而成像在晶圓表面 上的光阻。光阻是一種高分子感光性材料,和一般的底片不同的是它只 對紫外線感光而對可見光不感光。一般來說光阻可分為兩種:正光阻和 負光阻。正光阻主要成分是酚醛(novolac)樹脂,再曝光前是交連狀 (cross-linked)的聚合體(polymer),在曝光後曝光區內的光阻會產生光溶
解化作用(photosolubilization)使交連被破壞,產生軟化的效果進而被顯 影劑溶解,未曝光的部份則被保留在晶圓上。而負光阻正好相反,曝光 的部份會因化學反應而變成交連狀,顯影後變硬保留在晶圓上,未曝光 的部份則會被顯影劑溶解去除。雖然負光阻較正光阻便宜,但因為光學 解析度較差,因此線寬在次微米以下的製程中都已經不再使用負光阻。 光阻的基本成分有四種:聚合體、感光劑、溶劑、添加劑。聚合體 (polymer):是附著在晶片上面的有機材料,因為可以耐的住蝕刻和離子佈 植製程,所以可以當做圖案轉移時的遮蔽層。聚合體是由有機複合物構 成的,常用的正光阻聚合體是酚甲醛(phenol-formaldehyde)或酚酫樹脂, 最普遍的負光阻聚合體則是聚異戊二烯(polyisoprene)橡膠。感光劑 (sentitizer):感光性很強的有機化合物能夠控制並調整曝光過程中的光化 學反應。正光阻的感光劑在曝光過程能夠分解並破壞交連結構,使曝光 後過後的光阻能夠容易溶解在液態的顯影劑中。負光阻的感光劑則是一 種含有N3團的有機分子,在曝光後會釋放出 N2氣體而有助於橡膠分子 交連。溶劑(solvent):溶解聚合體和感光劑的一種液體,使聚合體和感光 劑懸浮在液態的光阻中。溶劑可以稀釋光阻以便利用旋轉塗佈的方式在 晶片上形成一層薄膜,再旋轉塗佈的過程之前光阻中約有75%的成分是 溶劑。添加劑(additives):可控制並調整光阻在曝光時的光化學反應,以 達到最佳的微影解析度。對正光阻和負光阻而言,染料就是一種常用的 添加劑。 正光阻的製程流程簡圖如下:去水烘烤/HMDS->光阻塗佈->軟烤-> 對準/曝光->顯影->顯微鏡觀察曝光圖形->硬烤,詳細步驟和實驗參數 請參考表2-3。 去水烘烤/HMDS 塗佈:一般在塗佈光阻之前都會先在晶片上做烘烤 的動作去除晶片上多餘的水氣,接著再利用氣相塗佈的方式塗佈一層六 甲基雙氧矽甲烷(Hexamethyldisilazane,HMDS),塗佈 HMDS 最大的好 處就是可以改善有機物光阻和基材之間的附著力,使親水性表面的晶片 能夠很均勻的塗佈上光阻,並在曝光顯影的過程後增加光阻和晶圓的附 著性。
光阻塗佈:將晶圓放置在帶有真空吸盤的轉軸上,利用真空吸力固 定住晶圓,再將液態光阻滴在晶片上並調整旋轉的轉速和時間,利用旋 轉時所造成的離心力將晶圓均勻的塗佈在晶圓上面並控制其厚度。塗佈 時旋轉速度、光阻黏滯度及光阻量都會影響到塗佈的光阻厚度。通常旋 轉的速度分為兩段式,第一段轉速較慢,目的是將光阻均勻的塗佈在晶 片上面;第二段轉速較快,目的是控制光阻的厚度。 軟烘烤(soft bake):通常晶圓在塗佈光阻後會再放進烤箱或烤盤中加 熱以驅除光阻中大部分的溶劑,並將光阻從液態轉成固態,同時增加晶 片上的附著性。軟烤之後光阻會會含有大約5%到 20%的殘餘溶劑,厚 度也會收縮到10%到 20%。軟烤的溫度要取決於光阻的類型和製程的不 同而改變,假設軟烤不足,會使光阻溶劑含量太多使期在晶片上的附著 力下降,溶劑含量太多也會使曝光不靈敏,影響到圖案的解析度。若過 度烘烤(overbake)也會使光阻過早的聚合作用而引起曝光不靈敏。 對準/曝光:曝光是整個微影製程中最關鍵的步驟,這個製程決定了 是否能將光罩上的圖形成功的轉印到光阻上面。曝光的原理和照相很類 似,不過是利用光罩當遮罩,用紫外光當作光源來曝光光阻,當光源到 達光阻時使光阻上之感光物質產生高分子聚合或分解,而達到圖形轉移 的目的。曝光的方式以光源和晶片的距離可以分為投影式、接觸式和鄰 接式曝光三種。接觸式(contact)和鄰接式(proximity)的曝光方法。這兩種 方法是最早發展出來的曝光方式,在接觸式的方法中光罩和晶圓是直接 接觸,紫外光從光罩上透明的區域中穿透並曝光底下的光阻,接觸式可 以達到非常好的解析度,接近光罩上面的解析度,然而光罩和晶圓有不 同的曲率,只有少數幾點能夠真正的接觸,因此接觸式的方法最高解析 度大約是在次微米左右。接觸式的方法有一個很嚴重的缺點,那就是光 阻上的殘留物會遺留在光罩上面,使光罩的壽命大大的減少。為了解決 此種缺點,我們採用另一種鄰接式的曝光方法,將光罩放在距離晶圓大 約10 到 20 微米的地方,因為沒有直接接觸,光罩的壽命增加了很多, 但因此大大了減低了解析度,鄰接式的曝光方法最高的解析度大約是 2 微米。為了改善曝光的解析度和光罩污染的問題,投影式(projection)的
曝光系統就被發展出來。投影式系統操作就像一座投影機依樣,光罩就
像透明的投影片,而投影就以1:1 的比例重新聚焦在晶圓的表面上。此
種技術後來經過改良以後演變成重複且步進(step and repeat)的方式,此 種方式使用的光罩會比原來的圖形尺寸還要大,再利用投影的方式將光 罩上的圖案依比例縮小到晶圓上面。這種方式主要有兩個優點:第一、 因為光罩上的圖案較大,所以轉移縮小的圖案解析度會比傳統的1 比 1 較好。第二、光罩上微粒的汙染影響會變小,因為這些微粒的影像會經 過縮小以後才曝光到光阻上,使轉移圖案的正確性更理想。基於以上的 優點先進的半導體製程都採用此種曝光方式,但這種曝光方式也有他的 缺點,因為曝光的影像會縮小,所以一片晶圓必須重複好幾次的曝光過 程才能完成。 顯影:經過曝光後的光阻接下來就要進行顯影(development)的步 驟,將曝光後的晶片浸泡在顯影液裡面,藉由中和反應去除曝光後的光 阻。爲了避免未被曝光的光阻也被顯影劑中和,顯影的時間、顯影劑的 濃度和溫度都必須被精確的掌握。 硬烘烤(hard bake):在顯影之後晶圓會再經過一個硬烘烤的製程,硬 烘烤會去除光阻裡面的殘餘溶劑增加光阻的強度,增強對後續蝕刻或離 子佈植的抵抗能力。硬烘烤的時間和溫度同軟烤一樣都要小心的控制, 硬烤不足會降低光阻抵抗蝕刻能力,硬烤過度則會造成很差的解析度。 由於模仁製程的關係,在做黃光微影之前會先在晶片上做KOH 的 蝕刻加工,因此在做光阻塗佈時晶片上已有凹槽,凹槽會造成光阻塗佈 的不均勻,如圖 2-6,光阻會產生放射狀的塗佈,由顏色的差異可以明 顯看出來,在經由實驗發現放射狀的地方是光阻比較薄的部份,若以厚 膜光阻來解決塗佈不均勻的問題,發現在塗佈的時候光阻會產生氣泡且 厚膜光阻的解析度較差,對於細線寬的曝光較為困難,所以仍然採用 FH6400L 薄膜光阻,因此在後續乾式蝕刻的製程中必須注意到光阻厚度 的問題。
2.2.5 蝕刻
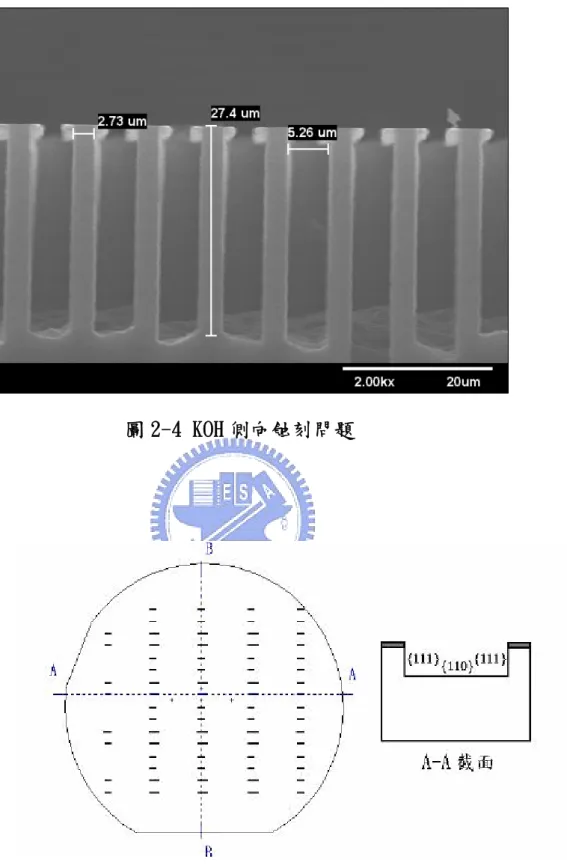
蝕刻是一種移除晶圓表面材料以達到使用者設計需求的製程,根據 蝕刻的方式又可以分為乾式蝕刻(dry etching)和濕式蝕刻(wet etching)兩 種。 (1)濕式蝕刻 濕式蝕刻製程是利用化學溶液來溶解晶片上需要移除的特定材 料,藉此達到電路和元件的要求,它的優點是製程單純且產量速度快。 濕式蝕刻化學反應的生成物是氣體、液體或可以溶解於蝕刻劑的固體。 而蝕刻速率主要取決於溫度和蝕刻液的濃度。由於增加溫度能加快化學 反應,並提高蝕刻劑和蝕刻副產品的擴散速率,因此蝕刻速率會增加, 增加蝕刻劑濃度也會提高蝕刻速率。濕式蝕刻通常具有非常好的蝕刻選 擇性,而蝕刻速率的均勻性則取決於蝕刻溶劑的溫度和濃度的均勻性。 濕式蝕刻製程的蝕刻終點一般是由時間和操作員的目測來決定。然而, 當元件尺寸越做越小時,由於化學反應沒有方向性,所以濕式蝕刻是等 向性(isotropic)的,會有側向蝕刻的情形,而產生底切現象,導致圖形尺 寸失真。若當圖案尺寸小到一定的程度以後,此種蝕刻方法會產生很大 的缺陷。因此,目前半導體廠都採用乾式蝕刻來做為一般的蝕刻方法, 除非有特殊用途才會採用濕式蝕刻。 (2) 乾式蝕刻 乾式蝕刻可以區分為物理性蝕刻與化學性蝕刻。物理性蝕刻是利用 輝光放電將氣體解離成帶正電的離子,再利用偏壓將離子加速,濺擊在 被蝕刻物表面使被蝕刻物質的原子擊出。此方式可以擁有非常好的方向 性,並可以獲得接近垂直的蝕刻輪廓。但是由於離子是全面均勻地濺擊 在晶片上,光阻和欲蝕刻材料兩者同時被蝕刻,因而造成蝕刻選擇率偏 低。而被擊出的物質也並非完全是揮發性物質,容易再沉積在晶片表 面。化學性的蝕刻或稱電漿(plasma)蝕刻,是利用電漿將蝕刻氣體解離 產生帶電離子和易反應的自由基,這些自由基會和薄膜表面原子反應形 成具有揮發性的反應物,被真空設備抽離後移除。而反應式離子蝕刻, 是一種介於物理和化學蝕刻的一種乾蝕刻技術,除了利用自由基和薄膜
反應外並利用高能量的離子對薄膜表面轟擊,去除再沉積的反應物或聚 合物,達成非等向性的蝕刻。 本實驗中利用KOH 來蝕刻(110)晶片以定義出結構區和接線用的 電極區,蝕刻時利用氮化矽當作蝕刻遮罩,以黃光和乾式蝕刻的方式來 定義氮化矽層上面的圖形。因為晶格結構和晶格面的關係,KOH 對(110) 晶片的蝕刻是屬於非等向性的蝕刻,如圖 2-5,當蝕刻的長條形結構平 行於晶片大平邊的時候,蝕刻結果會如圖所示,因單晶矽的(111)面通 常為蝕刻速率最緩慢的面,所以會造成此種蝕刻結果。在電極區(線寬 200μm)的 KOH 蝕刻中 KOH 的側向蝕刻可以忽略不計,但在結構區的 蝕刻中因為結構線寬只有 2μm 且結構與結構之間的距離只有 6μm,此 時我們發現KOH 的側向蝕刻就會嚴重影響結構區的精度,因此在做高 深寬比的結構時光罩的設計必須考慮到 KOH 的蝕刻問題。如圖,因側向 蝕刻的緣故,原本2μm 的的線寬增加到約 5μm 左右。除了 KOH 以外, 本實驗還利用KOH+IPA 蝕刻配方來蝕刻結構區,發現利用 KOH+IPA 蝕刻配方所蝕刻出來的結構會比KOH 來的光滑且平整,蝕刻速率如圖 2.2.6 摻雜 半導體(semiconductor)簡單的說就是一種導電能力介於導體(conductor) 和絕緣體(insulator)的一種材料,不過半導體的導電能力除了和本身材料 特性有關以外,還可以加入其他物質的方式來改變半導體的導電性,因 此我們稱對半導體加入少量特定雜質的動作稱為摻雜(doping),而稱所加 入的雜質為摻質(dopant)。現今主要的摻雜方式可以分為傳統擴散法 (diffusion)和較先進的離子植入法(ion implantation)。 擴散法:早期的半導體產業多利用擴散法的方式來摻雜晶片但現今 已被離子植入法所取代只有一些比較特殊的製程才會使用擴散法。擴散 是一種物理現象,是因為分子受到熱運動的驅動而使物質由濃度高的地 方移向濃度低的地方。一般來說,工業上擴散法的順序是先做預積 (predeposition),然後再做驅入(drive-in)。首先在高溫的晶片上沉積一層 摻雜物氧化層,接著以熱氧化製程來消耗掉殘餘的摻雜物氣體,並在晶
圓上成長一層二氧化矽層來覆蓋摻雜物,避免再擴散的時候摻雜物向外 擴散。接著在氧氣環境下將高溫爐的溫度升至攝氏1200 度,以提供足 夠的熱能讓摻雜物能快速的擴散到矽基片內。由於擴散是一種等向的過 程,對於摻雜物的濃度和分佈沒有辦法做很有效的控制,因此才會漸漸 的被離子植入法所取代。 離子植入法:離子植入法是先將摻質離子化,然後藉由加速器的加 速,將摻質直接打入矽晶片裡面,晶片裡面的摻雜物濃度可以藉由離子 束電流的大小來控制,而摻雜物的分佈可以藉由離子加速所獲得的量來 調整。也因此,離子佈植製程提供了比擴散製程更好的摻雜控制。離子 佈植的應用除了摻雜以外還可以用來做預先非晶(preamorphous)佈植和 深埋層(buried Layer)佈植,這部份比較偏離本論文的主題故不多加討 論。關於離子佈植和晶片的加熱性能關係則在 2-3 節來討論。 2.2.7 退火 退火(annealing)是一種加熱過程,在這個過程中將晶圓加熱達到我 們所要的物理或化學變化。通常在離子佈植完以後會再做一個熱退火的 動作,因為高能量的離子在打入晶片時因碰撞的關係會造成數千個晶格 離子偏離位,導致晶格的損傷,因此我們藉由熱退火的步驟來修復損壞 的晶格並活化摻雜物,因為當摻雜物原子要在原本單晶矽的晶格位置 時,才能有效提供電子或電洞作為傳導電流的主要載體。在 1990 年代 之前,高溫爐常用來做為佈植後的退火處理,在退火時通常是在充滿氮 氣的情下下進行,在攝氏 850 到 1000℃左右的高溫範圍進行 30 分鐘。 但利用高溫爐管退火必須考慮到在退火過程中摻雜物擴散的問題。因為 高溫爐管退火必須花上相當長的時間,此時就會引起過多的摻雜物擴 散,這在幾何形狀比較小的電晶體元件上是沒有辦法接受的,因此現今 先進的半導體工廠多是採用快速加熱退火(RTA)製程來進行佈植後退火 處理。RTA 系統通常能在大約 10 秒的時間將晶圓由室溫加熱到 1100℃, 並能有效的控制晶圓溫度的均溫性,修補離子佈植所造成的晶格損壞且 只造成極少量的摻物雜擴散。
本研究是採用高溫爐管的退火方式,以攝氏 950℃退火 30 分鐘 ,因晶片本身已經有利用KOH 加工出凹槽,所以利用 RTA 快速加熱退 火時,過於劇烈變化的溫度導致晶片產生破裂的情形,因此不採用此種 退火方式,而使用傳統的爐管退火。
2.3 模仁加熱性能測試
為了要確實掌握模仁的加熱特性和離子佈植條件之間的關係,我們 比較不同的佈植能量、佈植劑量、加熱線路線寬、加熱線路線長和模仁 加熱性能之間的關係,各個條件的設定如表 2-5。從室溫開始加熱 100 秒、定電流 0.4A、施加平均功率約為 11~13W 之間,量測晶片表面的 升溫狀況。量測儀器和架設方式如圖 2-7,利用電源供應器提供晶片功 率,使用矽膠軟墊覆蓋在晶片上,防止晶片熱量散失在空氣中,再以治 具固定熱電偶量測晶片表面的溫度。雖然此量測方式沒有辦法很準確地 測得實際熱壓時晶片的表面溫度,但可以比較出不同線寬、線長和佈植 劑量的晶片其加熱性能之間的差異。 2.3.1 離子佈植對模仁加熱性能的影響 在討論佈植條件對加熱性的影響時,以線寬200μm 線長 60mm、線 寬200μm 線長 100mm、線寬 400μm 線長 60mm、線寬 200μm 線長 100mm,這四組晶片來做實驗,實驗結果如圖 2-8、2-9、2-10、2-11。 實驗發現當佈植為比較高的5E15cm-2劑量時,模仁大致上都能夠達到比 較高的溫度。觀察加熱線路線寬200μm、線長 60mm 這組實驗,同樣佈 植能量,佈植劑量高升溫性能較好;同樣佈植劑量,佈植能量高升溫性能 好。而觀察在比較高的線長條件下,發現不同的佈植條件對加熱性能的 影響的差異性並不明顯。 2.3.2 加熱線路線長對模仁加熱性能的影響 固定200μm 的線寬,同樣佈植條件下,觀察加熱線路線長對晶片加 熱性能的影響。由圖2-12、2-13、2-14、2-15,我們發現在 60keV、3E15cm-2的佈植條件下,線長對加熱性的並沒有顯著的影響,然而在高劑量 高能量的佈植條件下,尤其以80keV、5E15 cm-2的條件下60mm 的短線 長加熱效果明顯優較長的80mm 和 100mm。實驗結果發現,在比較低的 佈植劑量時線長對加熱效果沒有顯著的影響,而在比較高的佈植劑量下 較短的加熱線路可達到較好的升溫效果。 2.3.3 加熱線路線寬對模仁加熱性能的影響 固定 60mm 的線長,同一個佈植條件下,觀察不同加熱線路線寬對 加熱性能的影響,如圖2-16、2-17、2-18、2-19。實驗結果發現,線寬 在低佈植劑量和能量的條件下,加熱的性能並沒有比較明顯的規律可 尋,而在80keV、5E15 cm-2的佈植條件下,可以發現越窄的線寬可以達 到較好的升溫效果,200μm 的線寬升溫速度明顯優於 400μm 和 600μm 的線寬。 在熱壓成形的冷卻保壓階段中,模仁所產生的熱量部份會被模具和 熱壓材料所帶走,因此比在室溫中必須提供更大的功率來維持所要的溫 度,尤其模仁面積越大時所散失的熱量越多,因此我們必須選擇有較好 發熱性能的模仁。綜合以上幾點,我們取佈植條件為能量80keV 劑量 5E15cm-2,加熱線路線長 60mm 和線寬為 200μm 的這組條件,其加熱效 果最好,做為模仁加熱線路的設計。
表2-1 製作模仁所用實驗設備
設備名稱、型號 所屬單位
無塵室操作工作台(wet bench) 高溫氧化擴散爐管(oxidation and
diffusion furnaces system) 低壓化學氣相沉積系統(low pressure
chemical vapor deposition,LPCVD) 真空烤箱(vacuum bake,YES-5) 光阻塗佈機(spinmer coater) 光罩對準曝光機(mask aligner,KARL SUSS MJB-3) 薄膜測厚儀(surface profile,DEKTAK II A) 光學顯微鏡(optical microscope, OLYMPUS BH2-MJLT) 加熱板(hot plate) 複晶矽活性離子蝕刻系統(polysilicon reactive ion etching,SAMCO
RIE-10N)
交通大學 奈米中心
場發射掃描式電子顯微鏡(Emission Schottky Scanning Electron Microscope, HITACHI S-4000)
國家奈米
表2-2 標準 RCA 晶圓清洗步驟
清洗步驟 清洗溫度與時
間 目的
去離子水(DI water) 室溫、5min 清洗晶圓
H2SO4+H2O2(3:1) 85℃、10min 分解、氧化有機物
去離子水(DI water) 室溫、5min 去除殘留化學藥品
HF+H2O(1:100) 室溫、10sec
去除上一步化學反應所 生成的chemical oxide
去離子水(DI water) 室溫、5min 去除殘留化學藥品
NH4OH+H2O2+H2O(1:4:20) 80℃、10min 去除微小粒子(SC1)
去離子水(DI water) 室溫、5min 去除殘留化學藥品
HCl+ H2O2+H2O(1:1:6) 80℃、10min 去除鹼金族離子(SC2)
去離子水(DI water) 室溫、5min 去除殘留化學藥品
HF+H2O(1:100) 室溫、10sec
去除上一步化學反應所 生成的chemical oxide
表2-3 黃光微影製程步驟(使用薄膜正光阻 FH-6400L) 微影製程步驟 時間 溫度 備註 預烤(pre-bake) 去除晶片上水氣 塗佈HMDS 30min 150℃ 增加光阻和晶片的附著性。 光阻塗佈 5min 室溫 10sec 1000rpm 20sec 4000rpm
軟烘烤(soft bake) 90sec 90℃ 去除光阻溶劑
曝光(exposure) 45s 室溫 定義光阻圖形
顯影(development) 目測 室溫 使用FHD5 正光阻顯影劑
定影(rinse) 1min 室溫 以清水清洗顯影劑
光學顯微鏡檢查圖形 室溫 檢查曝光後光阻的圖形
表2-4 可局部加熱模仁的製作流程 流程與步驟 使用設備及方法 目的 晶圓清洗 濕式工作平台 清潔晶圓 氧化層成長 高溫爐管 利用乾氧化法成長二氧化 矽,成長的二氧化矽做為氮 化矽的襯墊層 氮化矽層沉積 LPCVD 爐管 以氮化矽層作為蝕刻遮罩 黃光微影(第一 道光罩) 光罩對準曝光機 光阻塗佈機、真空 烤箱、加熱板 利用第一道光罩定義出模仁 電極區圖形 乾式蝕刻 複晶矽活性離子蝕刻 系統 將光阻上圖案轉印到氮化矽 和二氧化矽上 去光阻 濕式工作平台 以丙酮溶液去除 濕式蝕刻 濕式工作平台 以氮化矽為遮罩,並利用 KOH 溶液在 Si 晶片上 蝕刻出電極區 黃光微影(第二 道光罩 光罩對準曝光機 光阻塗佈機、真空 烤箱、加熱板 利用第二道光罩定義出模仁 結構區圖形 乾式蝕刻 複晶矽活性離子蝕刻 系統 將光阻上圖案轉印到氮化矽 和二氧化矽上 去光阻 濕式工作平台 以丙酮溶液去除 濕式蝕刻 濕式工作平台 以氮化矽為遮罩,並利用 KOH 溶液在 Si 晶片上 蝕刻出電極區
黃光微影(第三 道光罩) 光罩對準曝光機 光阻塗佈機、真空 烤箱、加熱板 利用第三道光罩定義出模仁 加熱線路區圖形 乾式蝕刻 複晶矽活性離子蝕刻 系統 將光阻上圖案轉印到氮化矽 和二氧化矽上 去光阻 濕式工作平台 以丙酮溶液去除 離子佈植 中電流離子佈植機 在加熱線路區佈植磷,改變 線路區的電阻做為模仁的加 熱器。 退火 高溫爐管 活化摻雜物並修復被離子佈 植所損壞的晶格。 氧化層和氮化 矽層去除 複晶矽活性離子蝕刻 系統 去除晶圓上的氮化矽和二氧 化矽,完成晶圓的製作 晶圓切割 將製作好的晶圓切割成所要 的尺寸 表 2-5 測試晶片加熱性能的各項加熱線路條件 佈植能量(KeV)及劑量(cm-2) 60-3E15,60-5E15, 80-3E15,80-5E15 加熱線路線長(mm) 60 80 100 加熱線路線寬(μm) 200 300 400
圖 2-1 第一道光罩-電極區
圖 2-2 第二道光罩-結構區
圖 2-4 KOH 側向蝕刻問題
圖 2-6 光阻塗佈不均勻-呈現放射狀顏色
圖 2-8 不同佈植條件所得摻雜晶片的通電溫度上升特性 (線寬200μm、線長 60mm)
圖 2-9 不同佈植條件所得摻雜晶片的通電溫度上升特性 (線寬400μm、線長 60mm)
圖 2-10 不同佈植條件所得摻雜晶片的通電溫度上升特性 (線寬200μm、線長 100mm)
圖 2-11 不同佈植條件所得摻雜晶片的通電溫度上升特性 (線寬400μm、線長 100mm)
圖 2-12 摻雜所得不同矽基導線的線長條件下,模仁的通
電升溫特性線長對加熱性能影響(60keV、3E15cm-2)
圖 2-13 摻雜所得不同矽基導線的線長條件下,模仁的通
圖 2-14 摻雜所得不同矽基導線的線長條件下,模仁的通
電升溫特性線長對加熱性能影響(80keV、3E15cm-2)
圖 2-15 摻雜所得不同矽基導線的線長條件下,模仁的通
圖 2-16 不同的矽基導線線寬下,模仁的加熱升溫特性 (60keV、3E15cm-2)
圖 2-17 不同的矽基導線線寬下,模仁的加熱升溫特性 (60keV、5E15cm-2)
圖 2-18 不同的矽基導線線寬下,模仁的加熱升溫特性 (80keV、3E15cm-2)
圖 2-19 不同的矽基導線線寬下,模仁的加熱升溫特性 (80keV、5E15cm-2)
圖 2-20 40wt%KOH 水溶液對矽(110)蝕刻速率[32]
第三章熱壓成形實驗
3.1 實驗設備與裝置
3.1.1 熱壓機 熱壓機為實驗室林威宇學長自行開發組裝完成,為一可程式化並擴 充設備之成形機。熱壓機的力量輸出可以高達 5 噸,並可以做力量控制 和速度控制,同時亦具有加熱控制和水冷裝置。熱壓機的控制系統則由 圖控式軟體 Labview 所架構,藉由程式的撰寫並配合數據擷取系統送 出、擷取訊號,進行監控、計算及判斷等程序。在熱壓實驗中所需要擷 取並監控的參數為熱壓力量、溫度及壓板的位置控制。熱壓機的配置和 實體圖如圖 3-1、3-2。 熱壓機在硬體方面可以分為以下幾項: A. 熱壓機本體結構。 B. 電腦:利用 Labview 軟體配合訊號處理模組,做溫度和壓力控制。 C. 訊號處理模組:處理擷取到溫度和壓力訊號轉成電腦可以讀取的 數植。 D. 動態應變放大器:專為應變類之感測器而設計,可以做類比訊號的 濾波與放大。 E. 控制電路盤:配合達林頓電路做溫度控制。 F. 馬達驅動器:驅動伺服馬達並做轉速和扭矩控制。 G. 伺服馬達:帶動熱壓板上下移動,配合程式可作力量控制。 H. 加熱器:裝設熱壓機模具內部,用來加熱熱壓材料用 I. 模溫機:控制熱壓機冷卻水路循環並配合熱電偶做溫度控制。 在軟體方面,熱壓機的控制程式由圖控式軟體 Labview 所撰寫,主 要為軟體操作面板和溫度、壓力控制程式。藉由數據擷取系統送出和擷 取類比訊號,壓力可以依照時間做多階段的變化,溫度的控制則藉由溫 度感測器回傳的數植配合加熱器的開關來達到控制。3.1.2 可局部加熱的模仁 本實驗以 4 吋晶圓加工製作可加熱模仁,一片 4 吋晶圓可以製作 9 塊面積為17mm X 17mm 之模仁,如圖 3-3,製作完成的模仁再利用銀 膠將導線與模仁相接,以電源供應器提供電壓和電流於模仁的加熱線路 上。 3.1.3 直流電源供應器 如圖 3-4,採用擎宏電子型號為 CD-350-002AS 的直流電源供應器, 最大電壓可達 350V;最大電流可達 2A,並有定電壓和定電流兩種模式可 以選擇,利用此電源供應器提供模仁電流電壓。 3.1.4 熱壓材料 高分子材料其分子排列方式有結晶(crystalline)與不定形(amorphous) 兩個狀態。結晶性高分子其排列極為規則,而不定型高分子其排列則呈 隨機狀(random)。對不定形分子而言,其存在一溫度為玻璃轉移溫度, 當不定形高分子的溫度低於此溫度時,會呈現出如玻璃堅硬而脆的特 性。結晶性高分子也會有Tg的存在,只是相當不明顯,此乃因為其結晶 結構的關係,且其流動性極差,會在某溫度稱為熔融溫度(melt temperature,Tm)時熔融。一般而言,高分子材料的結晶性越高,其強度 隨著增加而透明度隨著降低,因此結晶性高分子大多不透明。結晶性高 分子與不定形高分子的特性可以歸納為以下三點[33]: 1. 不定形高分子一般只有 Tg而無 Tm,也就是當溫度達Tg時,不定 形高分子即會融化。 2. 結晶性高分子同時具有 Tg 與 Tm,室溫的溫度一般高於Tg,因 此結晶性高分子在室溫下均具有可撓性。 3. 大部分的高分子具有 15~80%的結晶性。 本實驗採用聚甲基丙烯酸甲酯(polymethyl methacrylate,PMMA)作 為熱壓用的材料,俗稱壓克力,PMMA 是一種非晶性的高分子材料,材 料透明度良好且Tg點明顯。PMMA 的一些基本材料特性如表 3-1。
3.1.4 場發射掃描式電子顯微鏡
如圖 3-5,場發射掃描式電子顯微鏡(emission schottky scanning eectron mcroscope,FESEM),掃描式二次電子顯微鏡的原理主要是利用 一入射電子束打在觀測試片的表面上,在試片表面上激發出背向散射電 子、歐傑(auger)電子和二次電子,儀器再接收二次電子的資訊,掃描出 試片表面的影像,藉此來觀察試片表面的型態。 3.1.5 CCD 顯微鏡 如圖 3-6,利用 CCD 顯微鏡與螺旋測微儀的搭配來量測模仁或成形 微結構上各個點的距離,藉此量測收縮率的變化。