國 立 交 通 大 學
機 械 工 程 學 系
碩士論文
氣體鋼瓶封片穿刺之有限元素分析
Finite Element Analysis on The Piercing of Sealing
Membrane for Gas Cylinder
研 究 生:張雅喬
指導教授:洪景華 教授
氣體鋼瓶封片穿刺之有限元素分析
Finite Element Analysis on The Piercing of Sealing
Membrane for Gas Cylinder
研 究 生:張雅喬 Student: YA-CHIAO ZHANG
指導教授:洪景華 教授 Advisor: Dr. Ching-Hua Hun 國 立 交 通 大 學
機 械 工 程 學 系 碩 士 論 文
A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Mechanical Engineering
July 2011
Hsinchu, Taiwan, Republic of China
i
氣體鋼瓶封片穿刺之有限元素分析
研究生:張雅喬 指導教授:洪景華 教授 國立交通大學機械工程學系 碩士論文摘要
本研究使用有限元素模擬軟體 MSC.Marc 針對氣體鋼瓶封片進 行穿刺模擬,並將材料試驗所得之材料機械性質及其材料延性破壞常 數帶入有限元素模型中,模擬並求出氣體鋼瓶封片穿刺反力,並與封 片穿刺力實驗結果驗證。 首先以型號 SUS304 之不鏽鋼板材做初步測試,將材料試驗取得 材料機械性質及其材料延性破壞常數,帶入簡化之有限元素模型模擬 其不鏽鋼板材穿刺反力,並與實驗結果驗證,確定本模擬方法可行。 之後將上述模擬方法使用於模擬真實氣體鋼瓶封片的穿刺過程,並由 實驗驗證,準確地模擬出氣體鋼瓶封片穿刺反力。未來開發新封片 時,即可利用本研究模擬方法進行分析,以增加效率、降低成本。 關鍵字:有限元素分析、延性破壞準則、穿刺力ii
Finite Element Analysis on The Piercing of Sealing
Membrane for Gas Cylinder
Student: Ya-Chiao Zhang Advisors: Dr. Ching-Hua Hung
Department of Mechanical Engineering
National Chiao Tung University
Abstract
This research used MSC.Marc to analyze the piercing of sealing membrane for gas cylinder. The material properties were first obtained through experiments, then the finite element model were constructed.
In order to establish the reasonable analysis procedure, SUS304 stainless steel plate was selected as a preliminary test for piercing. By measuring the reaction force of pin, this research compared the results of simulation and experiment and verified the accuracy of the finite element model. This finite element model and analysis procedure were then
adopted to the piercing analysis of sealing membrane for gas cylinder. With the verification through experiment, this analysis procedure can be used in the development of new product.
iii
誌謝
兩年的碩士生涯中,首先要感謝我的指導教授洪景華老師,悉心 教導我做研究的方法及態度,並授與我專業上的知識。回首兩年前, 我抱著既期待又緊張的心情找指導教授,洪老師親切且詳盡的介紹, 讓我印象深刻。如願進入洪老師實驗室後,老師的邏輯思考以及待人 處事方面,更是讓我獲益良多。 暑假一進實驗室就參與到出遊行程,至台中東豐鐵馬道騎腳踏 車、玩 Go Kart,老師跟實驗室學長大家都玩得不亦樂乎,以及常態 性的酒攤熱炒,讓我感染上實驗室和樂融融的氣氛,很快的融入大 家。孙中學長對於酒的愛好及知識讓我佩服、正展學長嚴謹的態度也 讓我走向正途、煌棊學長對於做研究也很有想法、博學多聞的麒禎學 長更是我做研究的百科全書、默默孚護大家的銘傑學長、以及不時噓 寒問暖給予關心的彥彬學長、像明燈指點我方向的志嘉學長、車神志 傑學長、宜蘭地頭蛇超罩得住海軍中校明輝學長、正一學長、宗錞學 長、立釗學長、筱瑋學長,都是讓我敬佩的前輩。以及同學:振傑、 書麟、馨勻,都是我碩士生涯一起奮鬥的好夥伴。宜均、志豪、彥佑、 品帆、呂翔,更是實驗室有趣不可或缺的學弟妹們。 最後要感謝我最敬愛的父母,感謝他們的養育及栽培之恩,讓我 在求學路上沒有牽掛,感謝所有在生活、學業上幫助過我的家人朋友。iv
目錄
摘要 ... i Abstract ... ii 誌謝 ... iii 目錄 ... iv 表目錄 ... vii 圖目錄 ... viii 第一章 緒論 ... 1 1.1 簡介 ... 1 1.2 文獻回顧 ... 4 1.3 研究動機與目的 ... 5 1.4 研究方法 ... 6 1.5 論文架構 ... 8 第二章 材料性質與試驗 ... 9 2.1 極低碳鋼、不鏽鋼板拉伸試驗 ... 9 2.1.1 試驗目的 ... 9v 2.1.2 不鏽鋼板實驗方法與結果 ... 10 2.1.3 極低碳鋼實驗方法與結果 ... 12 2.2 壓縮試驗 ... 14 2.2.1 試驗目的 ... 14 2.2.2 實驗方法與結果 ... 15 2.3 硬度試驗 ... 19 2.3.1 試驗目的 ... 19 2.3.2 實驗方法與結果 ... 20 第三章 SUS304 不鏽鋼穿刺模擬與實驗驗證 ... 23 3.1 使用軟體介紹-MSC.Marc ... 23 3.2 SUS304 不鏽鋼穿刺力模擬與實驗 ... 24 3.2.1 SUS304 不鏽鋼拉伸破壞模擬 ... 25 3.2.2 SUS304 不鏽鋼穿刺實驗 ... 27 3.2.3 SUS304 不鏽鋼穿刺模擬 ... 30 第四章 氣體鋼瓶封片穿刺模擬與實驗驗證 ... 34 4.1 C-CH1 極低碳鋼棒拉伸破壞模擬 ... 35 4.2 第一階段封片鍛造模擬 ... 36
vi 4.2.1 氣體鋼瓶封片鍛造模擬結果 ... 40 4.3 氣體鋼瓶封片穿刺力實驗 ... 44 4.4 第二階段封片穿刺模擬 ... 47 4.4.1 材料性質設定 ... 49 4.4.2 氣體鋼瓶封片穿刺模擬結果 ... 52 第五章 結論與未來工作 ... 55 5.1 結論 ... 55 5.1.1 SUS304 不鏽鋼板材穿刺 ... 55 5.1.2 38g、67g CO2 氣體鋼瓶封片穿刺 ... 56 5.2 未來工作 ... 58 參考文獻 ... 59
vii
表目錄
表 1 壓縮試驗之應變結果 ... 17 表 2 67g 鋼瓶封片硬度試驗結果 ... 22 表 3 38g 鋼瓶封片硬度試驗結果 ... 22 表 4 38g 封片硬度試驗值與封片鍛造模擬應力值比較 ... 43 表 5 67g 封片硬度試驗值與封片鍛造模擬應力值比較 ... 44viii
圖目錄
圖 1 清潔用噴槍[1] ... 2 圖 2 機車安全氣囊防護衣 [1] ... 2 圖 3 蘇打水製造器[1] ... 2 圖 4 38g(左)、67g(右) CO2 氣體鋼瓶[1] ... 3 圖 5 氣體鋼瓶封片穿刺示意圖 ... 3 圖 6 使用後之鋼瓶 ... 3 圖 7 一般冷鍛造:多道次預成型[6] ... 6 圖 8 38g 及 67g CO2鋼瓶封片實體圖及剖面圖 ... 7 圖 9 拉伸試片尺寸(mm) ... 10 圖 10 拉伸試片 ... 11 圖 11 不鏽鋼板材真實應力-應變曲線及 power law 擬合曲線 ... 12 圖 12 拉伸試驗試棒圖 ... 13 圖 13 極低碳鋼真實應力-應變曲線及 power law 擬合曲線 ... 14 圖 14 單軸壓縮試驗試片發生桶狀外型之示意圖[11]、[12] ... 15 圖 15 伺服馬達控制試驗機 ... 16 圖 16 極低碳鋼 d0=6、h0=6 試棒以 1300~2500 公斤重壓縮試驗結果 ... 16 圖 17 極低碳鋼單軸壓縮試驗及外插至 d0/h0 為零之結果 ... 18ix 圖 18 極低碳鋼壓縮試驗及外插至 d0/h0 為零之真實應力-應變曲線 ... 18 圖 19 極低碳鋼修正壓縮試驗之真實應力-應變曲線與拉伸試驗 -power law 擬合曲線比較 ... 19 圖 20 維克氏微小硬試驗機 FM700 ... 20 圖 21 熱鑲埋機及拋光機 ... 21 圖 22 鋼瓶封片熱鑲埋剖面 ... 21 圖 23 38g 鋼瓶封片硬度量測點 ... 21 圖 24 67g 鋼瓶封片硬度量測點 ... 22 圖 25 SUS304 不鏽鋼拉伸模擬模型及邊界設定 ... 25 圖 26 SUS304 不鏽鋼拉伸模擬與實驗之力量-位移曲線 ... 26 圖 27 伺服控制材料試驗機 ... 27 圖 28 不鏽鋼板夾具上下模型 ... 28 圖 29 不鏽鋼板夾具組合模型 ... 28 圖 30 不鏽鋼板穿刺試片 ... 28 圖 31 不鏽鋼板穿刺實驗 ... 29 圖 32 不鏽鋼板穿刺實驗後照片 ... 29 圖 33 不鏽鋼板材穿刺實驗結果 ... 30 圖 34 穿刺刀具尺寸 ... 31 圖 35 穿刺刀具實體圖 ... 31
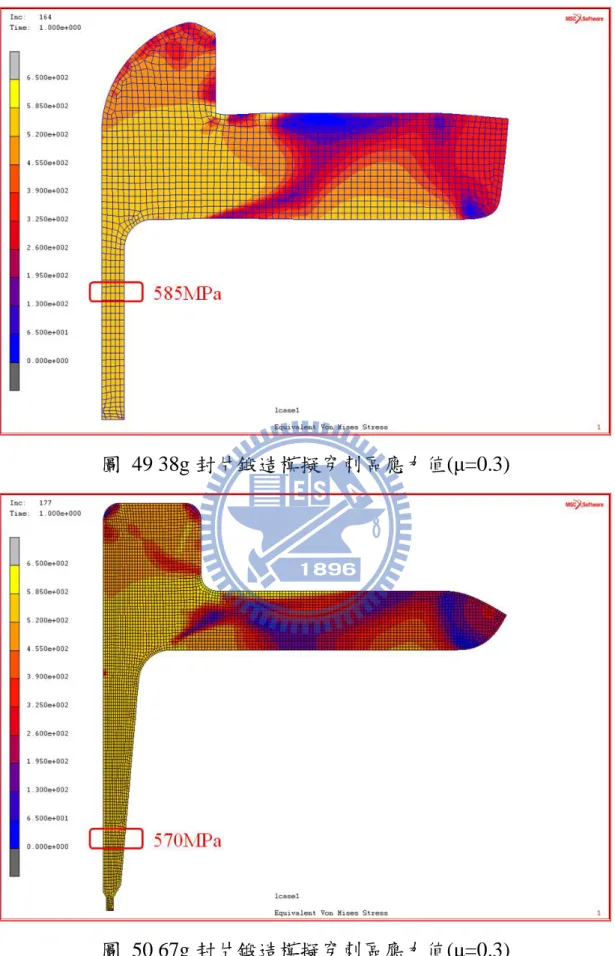
x 圖 36 穿刺模擬刀具模型 ... 31 圖 37 不鏽鋼穿刺模擬模型及邊界設定 ... 32 圖 38 不鏽鋼板穿刺模擬之等效應力分布圖 ... 32 圖 39 不鏽鋼板穿刺模擬與實驗之力量-位移曲線 ... 33 圖 40 二階段式模擬分析示意圖 ... 34 圖 41 C-CH1 極低碳鋼拉伸模擬模型及邊界設定 ... 35 圖 42 C-CH1 極低碳鋼拉伸模擬與實驗之力量-位移曲線 ... 36 圖 43 67g 氣體鋼瓶封片尺寸(mm) ... 38 圖 44 38g 氣體鋼瓶封片尺寸(mm) ... 38 圖 45 38g 鋼瓶封片鍛造模擬二維軸對稱模型 ... 39 圖 46 67g 鋼瓶封片鍛造模擬二維軸對稱模型 ... 39 圖 47 38g 鋼瓶封片鍛造模擬之等效應力分佈圖 ... 41 圖 48 67g 鋼瓶封片鍛造模擬之等效應力分佈圖 ... 41 圖 49 38g 封片鍛造模擬穿刺區應力值(μ=0.3) ... 42 圖 50 67g 封片鍛造模擬穿刺區應力值(μ=0.3) ... 42 圖 51 38g、67g 封片穿刺模擬使用之材料性質 ... 43 圖 52 封片、鋼瓶組合示意圖 ... 44 圖 53 38g、67g CO2鋼瓶封片與模具配置圖 ... 45 圖 54 實際高壓鋼瓶封片穿刺力實驗配置 ... 45
xi 圖 55 67g CO2高壓鋼瓶封片穿刺力實驗後成品 ... 45 圖 56 67g CO2鋼瓶封片穿刺力實驗結果 ... 46 圖 57 38gCO2鋼瓶封片穿刺力實驗結果 ... 47 圖 58 67g 封片穿刺區模型(mm) ... 48 圖 59 38g 封片穿刺區模型(mm) ... 48 圖 60 67g(左)、38g(右)封片穿刺模擬網格劃分圖 ... 48 圖 61 67g(左)、38g(右)封片穿刺模擬邊界設定 ... 49 圖 62 封片穿刺模擬使用之材料性質 ... 50 圖 63 38g 封片鍛造模擬結果之材料破壞臨界常數分佈圖 ... 51 圖 64 67g 封片鍛造模擬結果之材料破壞臨界常數分佈圖 ... 51 圖 65 67g 鋼瓶封片穿刺模擬結果等效應力分布圖 ... 52 圖 66 38g 鋼瓶封片穿刺模擬結果等效應力分布圖 ... 53 圖 67 67g 鋼瓶封片穿刺模擬與實驗之力量-位移曲線 ... 54 圖 68 38g 鋼瓶封片穿刺模擬與實驗之力量-位移曲線 ... 54
1
1
第一章 緒論
1.1 簡介
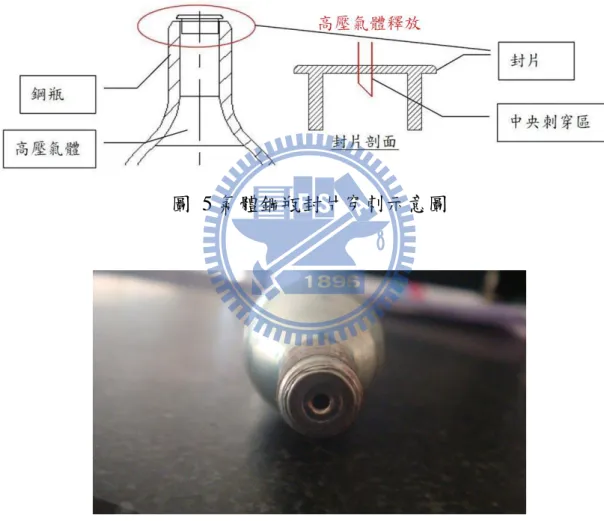
高壓氣體鋼瓶在工業和民生用品上有相當廣泛的應用,依照不同 的需求,業界設計出不同容量、不同氣壓等級的鋼瓶,如清潔用噴槍、 機車安全氣囊防護衣、充氣槍、奶油發泡器、蘇打水製造器等(圖 1、 圖 2、圖 3)所需的高壓鋼瓶。 而高壓鋼瓶使用時必須刺破鋼瓶封片使高壓氣體釋放。不同使用 用途的氣體鋼瓶封片所需的穿刺力皆不同,但封片耐穿刺力目前並沒 有規範。一般是根據使用需求來開發所需的氣體鋼瓶封片穿刺力。本 研究之對象為市面較常見的 38g 及 67g CO2 氣體鋼瓶(圖 4),研究將 比照業界現行方式以特殊規格之刺針,針對氣體鋼瓶封片進行穿刺模 擬,並進行穿刺力實驗驗證來修正模擬之準確性。未來開發新封片 時,即可利用本模擬方法進行分析,以增加設計開發效率、降低成本。 圖 5 為高壓鋼瓶實際使用時,刺破鋼瓶封片使其高壓氣體釋放之示意 圖,以及使用後之鋼瓶(圖 6)。2
圖 1 清潔用噴槍[1]
圖 2 機車安全氣囊防護衣 [1]
3
圖 4 38g(左)、67g(右) CO2 氣體鋼瓶[1]
圖 5 氣體鋼瓶封片穿刺示意圖
4
1.2 文獻回顧
材料加工時,如冷鍛、擠製、穿刺至其加工限度,最終胚料會 有破壞現象,而此破壞現象為材料加工製程研究的關鍵,因此自 1950 年代開始,便陸續有學者針對金屬材料延性破壞(ductile fracture)的預 測,提出相關研究。現今延性破壞準則更是被應用於有限元素模擬當 中,其中被廣泛引用者為 1968 年 Cockcroft & Latham[2]所提出的延 性破壞準則,其以能量的觀點探討延性破壞,提出以最大張應力為主 的破壞能量準則。2000 年 Gouveia[3]等人使用有限元素法結合 2 種延 性破壞準則 Cockcroft and Latham 與 Oyane,分別模擬 3 種金屬冷加 工(1)徑向擠壓; (2)開放模具鍛造; (3)剪切過程,並與實驗比較,認為 兩種延性破壞準則均能有效預測出表面及內部破壞現象。2005 年 Komori[4]以數種延性破壞準則:(1)Gurson;(2) Cockcroft & Latham ;(3) Brozzo;(4) Oyane;(5) Freudenthal,搭配節點分裂方法進行金屬剪切有 限元素模擬,並與實驗驗證,其中 Cockcroft & Latham 延性破壞準則 為準確之破壞準則之一。2009 年 T. Borvik[5]等人應用有限元素分析 軟體 LS-DYNA,以 Cockcroft &Latham 延性破壞準則模擬子彈貫穿 5 種高強度鋼板並與實驗驗證,亦證實了高應變率時破壞準則的可靠 性。 由以上文獻可知,Cockcroft & Latham 延性破壞準則搭配有限元 素模擬均能準確預測金屬加工破壞現象,包含金屬剪切破壞,且本研5 究封片穿刺破壞行為類似金屬剪切破壞行為,故以此破壞準則當作本 研究材料穿刺之破壞判斷依據。
1.3 研究動機與目的
目前學術界與產業界已廣泛使用有限元素法等數值模擬分析方 法,來分析金屬大量變形之塑性加工製程,包括新產品開發及製程設 計等問題。模擬可針對成形過程中塑性變形區之應力與應變分佈、負 荷變化、金屬流動與充模狀態等,進行有效、準確的模擬分析,也能 預測在何處可能產生疊層缺陷,以及模擬工件破裂、缺陷。 市面上氣體鋼瓶使用時必須刺破鋼瓶封片使高壓氣體釋放,方能 使用於各種用途,針對不同使用用途的氣體鋼瓶封片所需的耐穿刺力 皆不同。而封片耐穿刺力目前並沒有其規範,目前業界是根據客戶使 用需求來開發所需的氣體鋼瓶封片耐穿刺力,在工業界開發鋼瓶封片 皆使用試誤法,增加了其成品開發時間和成本。 由文獻回顧可以知道,在數值模擬分析中,延性破壞準則經常用 於鍛造、精密剪切之有限元素分析,以探討其加工表面品質。但是極 少用於探討材料穿刺破壞及其穿刺所需力量。配合業界對穿刺試驗了 解的需求,本研究將探討以模擬方式分析氣體鋼瓶穿刺破壞及其穿刺 所需力量。 本研究的氣體鋼瓶封片穿刺是採用 38g 及 67g CO2 氣體鋼瓶封6 片,並分別以其外型尺寸建立模型進行穿刺模擬,再以封片穿刺力實 驗驗證模擬正確性。若能準確地模擬出氣體鋼瓶封片穿刺反力,未來 開發新封片時,即可利用本研究模擬方法進行分析,使氣體鋼瓶封片 在設計開發時增加效率、降低成本。
1.4 研究方法
本研究對象為 38g 及 67g CO2 氣體鋼瓶封片,以其進行封片穿 刺模擬。但由於所使用之鋼瓶封片本身尺寸過小,難以直接取得材料 機械性質進行模擬。所以本研究以氣體鋼瓶封片之母材 C-CH1 極低 碳鋼棒材之材料機械性質,帶入封片鍛造模擬,再將鍛造後之封片穿 刺區材料機械性質帶入穿刺模擬。 一般複雜外型之鍛造,必進行預成型之多道次鍛造(圖 7),而本 研究對象 38g、67g 氣體鋼瓶封片是由元翎公司設計,委託國內廠商 製造,從原始鋼材到封片鍛造完成之鍛造模具、製程道次皆無法得 知,圖 8 為其封片成品。 圖 7 一般冷鍛造:多道次預成型[6]7 基於本研究主要為模擬封片穿刺,僅需封片鍛造後的穿刺區幾何 及其性質,鍛造之製程道次將不研究,所以我們僅以一道次簡化鍛造 模擬,並以硬度試驗間接驗證其合理性。 由於此方法為間接得到封片成品之材料機械性質,將其帶入後續 封片穿刺模擬,不能確定其穿刺模擬方法可行性。故本研究先以易取 得之 SUS304 不鏽鋼板材做為初步模擬分析。直接以不鏽鋼板材進行 材料拉伸試驗取得材料機械性質,並配合有限元素模擬,以取得材料 之延性破壞常數。其後再以這些材料性質進行穿刺模擬,並與實驗結 果驗證,確定其模擬方法可行。再將此模擬過程使用於 38g 及 67g CO2 氣體鋼瓶封片穿刺模擬,並分別與實驗驗證。在未來開發新封片時, 即可利用本研究模擬方法進行分析,作為未來之設計開發時之參考依 據。 圖 8 38g 及 67g CO2鋼瓶封片實體圖及剖面圖
8
1.5 論文架構
本論文先介紹研究動機及文獻回顧(第一章),接續進行材料性質 與試驗(第二章),後續進行初步不鏽鋼穿刺模擬與實驗結果(第三 章)、氣體鋼瓶封片穿刺力模擬與實驗結果(第四章),最後為結論及未 來工作(第五章)。9
2
第二章 材料性質與試驗
在使用材料做模擬前,必須透過材料試驗來了解材料各方面相關 性質。而在本研究中將對於封片材料穿刺做分析,因此將透過材料試 驗求得,包括彈性係數、真實應力-應變曲線、拉伸斷裂點等性質。2.1 極低碳鋼、不鏽鋼板拉伸試驗
2.1.1 試驗目的
為求模擬分析與實驗之材料性質的共同性,本研究將分別針對封 片母材-極低碳鋼棒材及不鏽鋼板材進行拉伸試驗以取得其基本機械 性質,做為後續有限元素分析之依據。並取得材料拉伸斷裂點提供後 續模擬比較。 本試驗中所使用之不鏽鋼板材的型號為 SUS304,厚度為 0.1mm。本研究將以不鏽鋼板材做為穿刺模擬可行性之驗證,先以拉 伸試驗求得基本材料機械性質,以便帶入有限元素分析進行後續之模 擬。 後續研究中所使用之極低碳鋼棒材為中鋼出產之鋼捲母材,型號 為 C-CH1。本研究在穿刺模擬前,必須先模擬母材鍛造成封片後,材 料之加工硬化情形,後續再帶入封片穿刺模擬。先以拉伸試驗求得基10 本材料機械性質,帶入有限元素分析進行封片鍛造模擬。
2.1.2 不鏽鋼板實驗方法與結果
本部份之不鏽鋼板材拉伸試驗乃利用本系萬能拉伸試驗機 (MTS-810)進行試驗,並在試片貼上應變規,以測量其軸向應變。實 驗所使用之應變規為 KYOWA 公司所生產之雙軸應變規 KFG-1-120-D17-11 L1M2S。 不鏽鋼板材拉伸試驗之試片尺寸由 ASTM-E8 之拉伸規範決定, 然而考慮原始試片取得因素,故將試片大小依原始試片尺寸做等比例 縮小,拉伸試片尺寸及加工後試片如圖所示(圖 9、圖 10),本實驗在 常溫下進行,並設定拉伸速率為 0.02mm/s 將試片拉伸至斷裂,設定 擷取器之擷取速率為 50times/s 以紀錄拉伸試驗機上荷重元所量測之 荷重值及應變規之應變值,藉此取得材料的機械性質。 圖 9 拉伸試片尺寸(mm)11 圖 10 拉伸試片 一般經由拉伸試驗機量測取得之應力為工程應力,應變規取得之 應變為真實應變,然而在有限元素模擬之中所需要者為真實應力-真 實應變,其真實應力可藉由下式換算得到(式 1)。 A ) (ε F* = σ T T exp (1) 其中,σT:真實應力(MPa)、εT:真實應變、 F :荷重值(N)、 A :原截面積(mm2)。 彈性係數 E 是利用真實應力-真實應變曲線取其應變值小於 0.2% 之範圍進行迴歸分析所取得。而塑性區性質則是利用一指數定律 power law(如式 2 所示)進行擬合,以便帶入有限元素軟體進行模 擬。 n p T T
=K(ε
)
σ
(2) 其中,εTp:真實塑性應變、K, n:常數。 本研究之不鏽鋼拉伸試驗以兩片試片做測試,其兩組拉伸試驗結 果皆相同,故只取其中一組拉伸數據做為後續模擬依據。圖 11 為拉12 伸試驗所求得之不鏽鋼板材真實應力-應變曲線及 power law 擬合曲 線。 圖 11 不鏽鋼板材真實應力-應變曲線及 power law 擬合曲線
2.1.3 極低碳鋼實驗方法與結果
本研究封片之 C-CH1 極低碳鋼母材拉伸試驗係採用工研院之萬 能拉伸試驗機(SATEC-100UD),並在試棒上以延伸計夾持,以量測其 應變。C-CH1 極低碳鋼棒材拉伸試驗之試棒夾距為 80mm,然後以 50mm 長度做一個標記,將延伸計夾在試棒斷裂區 50mm 內量測其應 變值,拉伸試棒如圖所示(圖 12)。本實驗將在常溫下進行,並設定拉 伸速率為 0.1mm/s 將試棒拉伸至斷裂,紀錄拉伸試驗機上荷重元(load cell)所量測之荷重值及延伸計之應變值,藉此取得材料的機械性質。13 圖 12 拉伸試驗試棒圖 經由拉伸試驗機量測取得之應力為工程應力,延伸計取得之應變 為工程應變,然而在有限元素模擬之中所需要者為真實應力-真實應 變,可藉由式 3、式 4 換算得到,其中 e 為工程應變。 +e) ( A F = σT 1 (3)
+e)
(
=
ε
Tln
1
(4) 彈性係數 E 是利用真實應力-真實應變曲線取其應變值小於 0.2% 之範圍進行迴歸分析所取得。而塑性區性質則是利用 power law(式 2)進行擬合,以便帶入有限元素軟體進行模擬。 其中拉伸試驗以兩根試棒做測試,其兩組拉伸試驗結果皆相同, 故只取其中一組拉伸數據做為後續模擬依據。圖 13 為拉伸試驗所求 得之極低碳鋼棒材真實應力-應變曲線及 power law 擬合曲線。14 圖 13 極低碳鋼真實應力-應變曲線及 power law 擬合曲線
2.2 壓縮試驗
2.2.1 試驗目的
本研究之封片鍛造、穿刺過程將會使材料產生劇烈塑性變形,而 壓縮試驗能獲得塑性變形較大時之材料機械性質。本研究亦針對極低 碳鋼棒材進行壓縮試驗以取得其材料機械性質。 當進行端面壓縮試驗時,由於試片與上下壓板接觸介面摩擦之影 響,使得試片兩端面受到侷限,以致試片介面材料徑向流動受到抑 制,因此產生如圖 14 所示,較不易塑性變形之斜線區域,造成試片 產生桶狀之外型。所以以此條件下所得到之結果,非真正單軸壓縮之 應力-應變關係。一般可利用修正單軸壓縮試驗[11]、[12],使介面摩15 擦影響因素降至最低。此修正法乃以相同負荷條件,將不同直徑高度 比 d0/h0之試片產生的壓縮應變,以線性方式外插取得 d0/h0為零之相 對應變。當 d0/h0之比值為零時,試片高度可視為無限大,因此端面 摩擦力對整體試片的影響將非常小,所以試片之整體變形可視為均勻 壓縮變形。其中 d0為直徑、h0為高度。 因此,本試驗將藉由修正壓縮試驗,取得真正單軸壓縮之應力-應變關係。 圖 14 單軸壓縮試驗試片發生桶狀外型之示意圖[11]、[12]
2.2.2 實驗方法與結果
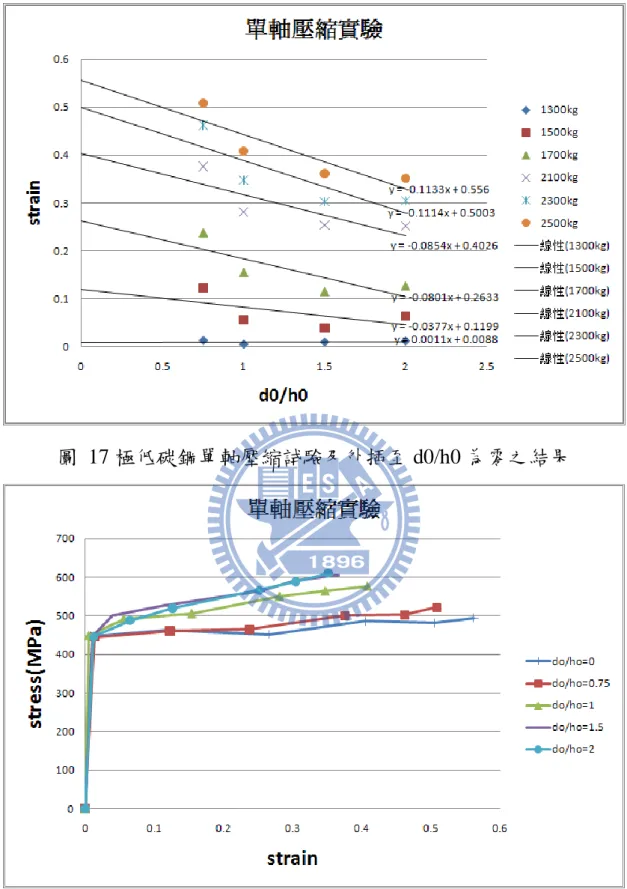
本研究之壓縮試驗係採用本實驗室之伺服控制試驗機(圖 15),進 行常溫壓縮試驗。 壓縮試驗之試棒材料為圓柱試棒,試棒直徑 d0=6mm 為定值,試 棒高度 h0分別取高度為 3、4、6、8 (mm),使直徑高度比為 2、1.5、 1、0.75,同一直徑高度比試片分別以壓縮力量 1300、1500、1700、16 2100、2300、2500 公斤重進行實驗,並以二硫化鉬做為潤滑劑。 將同尺寸試棒分為一組,以低速率 0.5mm/min,施以壓縮力量分 別壓縮至壓縮力量為 1300~2500 公斤重,再持壓 30 秒後取出,量測 其不同力量壓縮後之應變,藉此取得材料的機械性質。圖 16 為 d0=6、 h0=6 試棒壓縮至不同力量之實驗結果。表 1 為壓縮試驗工程應變結 果。 圖 15 伺服馬達控制試驗機 圖 16 極低碳鋼 d0=6、h0=6 試棒以 1300~2500 公斤重壓縮試驗結果
17 表 1 壓縮試驗之應變結果 將壓縮試驗結果轉換為真實應變並其外插至直徑高度比為 0(圖 17)。經由壓縮試驗量測取得之應力為工程應力,將其轉換為真實應 力並與真實應變繪製曲線圖(圖 18)。 圖中深藍色曲線為外插至高度為無限大之材料機械性質、亦即為 本研究壓縮試驗修正後之單軸壓縮試驗材料機械性質。將修正壓縮試 驗所得之材料機械性質與拉伸試驗後以 power law 擬合的材料機械性 質比較(圖 19),由結果看出其塑性材料機械性質相吻合。本研究後續 之封片材料性質皆使用此 power law 的材料性質方便帶入模擬。
18
圖 17 極低碳鋼單軸壓縮試驗及外插至 d0/h0 為零之結果
19 圖 19 極低碳鋼修正壓縮試驗之真實應力-應變曲線與拉伸試驗 -power law 擬合曲線比較
2.3 硬度試驗
2.3.1 試驗目的
本研究所使用之氣體鋼瓶封片,是由合作廠商元翎精密公司所提 供,而此 38g、67g 封片部分皆為元翎精密公司委託國內廠商生產, 從原始鋼材到封片鍛造完成之鍛造模具、道次製程皆無法得知,本研 究需先確認其封片成品是否進行過消除殘留應力之熱處理。 首先本研究將進行硬度試驗,確認封片有無進行退火熱處理,以 做為模擬基礎。若無熱處理後的鋼瓶封片,其硬度量測結果會大於原 始鋼材的硬度,我們就必須模擬其鍛造部分。並且其硬度試驗量測出20 來之硬度值,也可與後續鍛造模擬所得應力比較其關係。
2.3.2 實驗方法與結果
本研究硬度試驗使用系上之維克氏微小硬試驗機 FM700(圖 20) 進行量測,由於封片過小進行硬度試驗夾持困難,必須將其固定,本 研究利用系上之熱鑲埋機將其固定(圖 21)。首先將 38g、67g 鋼瓶封 片及熱鑲埋粉放入熱鑲埋機中,自常溫線性升溫 6 分鐘至 180℃,再 通入冷水冷卻,完成鑲埋。鑲埋完成將其切割剖半(圖 22)、研磨、拋 光,以量測封片剖面硬度值。 其中 38g 鋼瓶封片從中心點 a1 開始每間隔 0.5mm 量測其硬度值 (圖 23)。67 g 鋼瓶封片從中心點 b1 開始每間隔 1mm 量測其硬度值 (圖 24)。 圖 20 維克氏微小硬試驗機 FM70021
圖 21 熱鑲埋機及拋光機
圖 22 鋼瓶封片熱鑲埋剖面
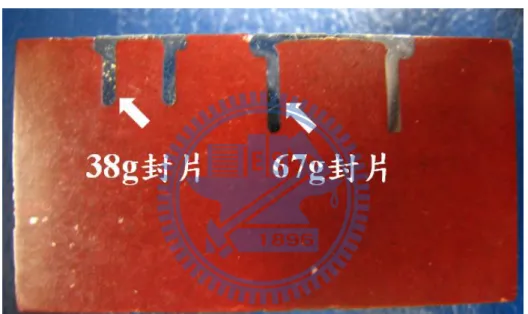
22 圖 24 67g 鋼瓶封片硬度量測點 38g、67g 鋼瓶封片硬度試驗結果如表所示(表 2、表 3),明顯看 出鍛造後加工硬化情形,所以本研究必須模擬其前製程之鍛造。並且 其硬度試驗結果將會與後續鍛造模擬所得應力互相驗證討論。 表 2 67g 鋼瓶封片硬度試驗結果 表 3 38g 鋼瓶封片硬度試驗結果
23
3
第三章 SUS304 不鏽鋼穿刺模擬與實驗驗
證
考慮到封片鍛造過程會產生極大塑性變形,在模擬過程中網格劇 烈變形易產生不收斂的問題,必須進行網格重劃,並且由於封片穿刺 模擬過程會有材料破壞行為,模擬軟體需要有能力模擬破壞分析。故 本研究採用有限元素軟體 MSC.Marc 進行有限元素分析。3.1 使用軟體介紹-MSC.Marc
原 MARC 公司,全名為 MARC Analysis Research Corporation, 創始於 1967 年,是全球第一家非線性有限元素軟體公司。創始人為 美國著名的布朗大學應用力學教授,有限元素法的先驅 Pedro
Marcal。MARC 於 1999 年被 MSC.Software Corporation(簡稱 MSC) 公司收購,更名為 MSC.Marc[9]。 MSC.Marc 是功能齊全的高級非線性有限元素分析軟體,具有極 強的結構分析能力。可以處理各種線性和非線性結構分析包括:線性 /非線性靜力分析、模態分析、簡諧回應分析、頻譜分析、隨機振動 分析、動態分析、自動的靜/動態接觸、挫曲/失穩、失效和破壞分析 等。為了滿足工業界和學術界的各種需求,提供了層次豐富、適應性
24 強、能夠在多種硬體帄臺上運行的系列產品。對於分析大變形之塑性 成形,由於元素最大的變形量受到限制,嚴重的元素畸變會影響結果 精度,甚至導致分析中止。因此,可藉 MSC.Marc 提供的重新劃分 技術自動重新生成型態良好的網格,網格重新劃分過程,分為三個步 驟:(1)用連續函數定義舊網格上所有變數;(2)定義覆蓋舊網格全域的 新網格;(3)計算新網格元素積分點上的狀態變數和節點變數。其目的 是能夠糾正因過度變形產生的網格畸變,提高計算精度,確保後續計 算的正常進行,對於使用有限元素分析劇烈變形有很大的幫助。並且 MSC.Marc 內建數種延性破壞準則,做為材料破壞判斷基準,當材料 判定破壞時元素之勁度(stiffness)將潰減為零並刪除元素,即可對開 裂、損傷、破壞進行定義分析。 在材料進行鍛造、穿刺的過程中會產生極大的塑性變形及元素破 壞行為。前面所介紹 MSC.Marc 具有網格重新劃分、內建數種延性破 壞準則提供破壞定義分析以及極強的結構分析能力,所以 MSC.Marc 適合做為本研究分析工具。本研究模擬使用雙核心 PC 進行模擬(CPU: Intel E8400;RAM: Transcend 2G DDRII 800 *2)。
3.2 SUS304 不鏽鋼穿刺力模擬與實驗
本研究先以易取得材料,型號 SUS304 之不鏽鋼板材做穿刺試 驗。首先由第二章材料拉伸試驗取得材料之機械性質及拉伸斷裂點,
25
再以有限元素分析軟體模擬不鏽鋼板材拉伸試驗。並於模擬拉伸試驗 時,使用 Cockcroft & Latham 延性破壞準則[2],與實驗對比其拉伸斷 裂點,找出其材料延性破壞常數 C。將其帶入不鏽鋼穿刺模擬,模擬 其穿刺反力,並與實驗結果驗證,確定其模擬方法可行。再將其模擬 方法使用於模擬氣體鋼瓶封片穿刺過程。
3.2.1 SUS304 不鏽鋼拉伸破壞模擬
以第二章不鏽鋼拉伸試驗之試片尺寸建立模型。模擬採 3D Solid element 對稱分析,以六面體節點元素劃分網格,設定固定對稱面以 及拉伸面黏合邊界並拉伸如圖 25。材料性質採用等向性(Isotropic)之 彈塑性(Elastic-Plastic)材料模式定義,並輸入第二章材料拉伸試驗所 取得之不鏽鋼材料機械性質帶入有限元素模型進行不鏽鋼拉伸試驗 模擬。 圖 25 SUS304 不鏽鋼拉伸模擬模型及邊界設定 第二章不鏽鋼板材透過拉伸試驗得到材料機械性質之外,並輸出26
其機台拉伸力量與位移曲線,顯示其材料拉伸斷裂點。於模擬不鏽鋼 板材拉伸試驗時,使用 Cockcroft & Latham 延性破壞準則[2]。其材料 破壞臨界常數 C 值輸入為 0.1、0.15、0.2、0.25、0.3,並與拉伸試驗 所得之力量-位移曲線比較材料拉伸斷裂點(圖 26),可以得到不鏽鋼 板材之材料破壞臨界常數 C 值約為 0.2,模擬時間約為 45 分鐘。
其中,Cockcroft & Latham 延性破壞準則公式如下:
ε
d
σ
σ*
c
εf 0 (5) 其中,c
:材料臨界破壞常數,、σ
:等效應力、ε
:等效應變、σ*
:最大張應力、 f ε :材料發生破壞時的臨界等效應變。 圖 26 SUS304 不鏽鋼拉伸模擬與實驗之力量-位移曲線27
3.2.2 SUS304 不鏽鋼穿刺實驗
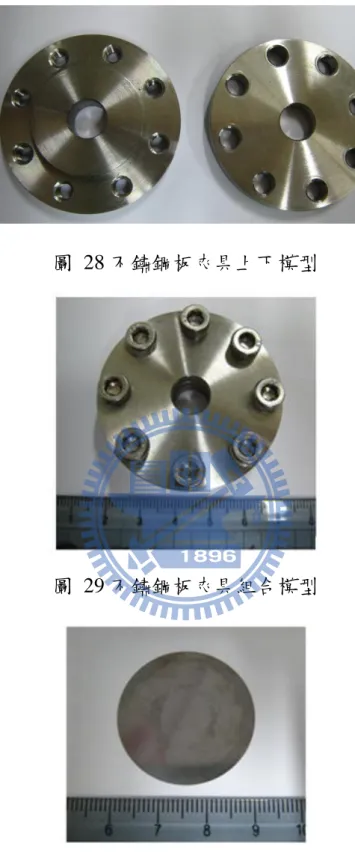
不鏽鋼板材穿刺實驗係採用系上伺服控制材料試驗機(圖 27)進 行實驗,首先製作試片夾具,夾具上下模型與其夾具組合如圖 28 及 圖 29 所示,夾持區域為內徑 10mm 至外徑 30mm 圓環面積區域,中 間直徑 10mm 圓形中洞即為穿刺區域。並將 0.1mm 厚度之不鏽鋼板 材裁切成直徑 30mm 之圓形穿刺試片(圖 30)。 進行穿刺實驗時,穿刺刀具以每分鐘 3mm 速度向不鏽鋼試片刺 穿(圖 31),實際穿刺實驗穿刺後(圖 32),並輸出穿刺刀具之穿刺反力 -位移曲線。 圖 27 伺服控制材料試驗機28
圖 28 不鏽鋼板夾具上下模型
圖 29 不鏽鋼板夾具組合模型
29 圖 31 不鏽鋼板穿刺實驗 圖 32 不鏽鋼板穿刺實驗後照片 圖 33 為不鏽鋼板材穿刺實驗之刀具反力-位移曲線實驗結果,圖 中所呈現之實驗結果是以三個試片分別進行實驗驗證,可以看出實驗 結果數值俱一致性。本研究將取其中典型的一條曲線(EXP1)與下一節 不鏽鋼穿刺模擬結果比較。
30 圖 33 不鏽鋼板材穿刺實驗結果
3.2.3 SUS304 不鏽鋼穿刺模擬
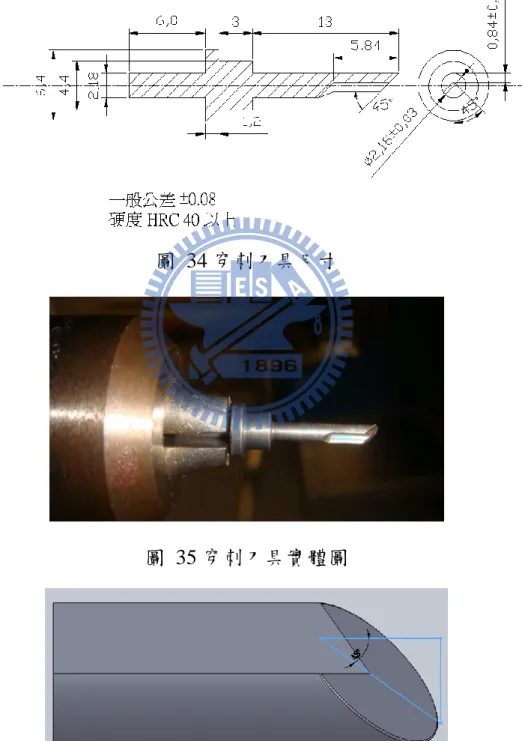
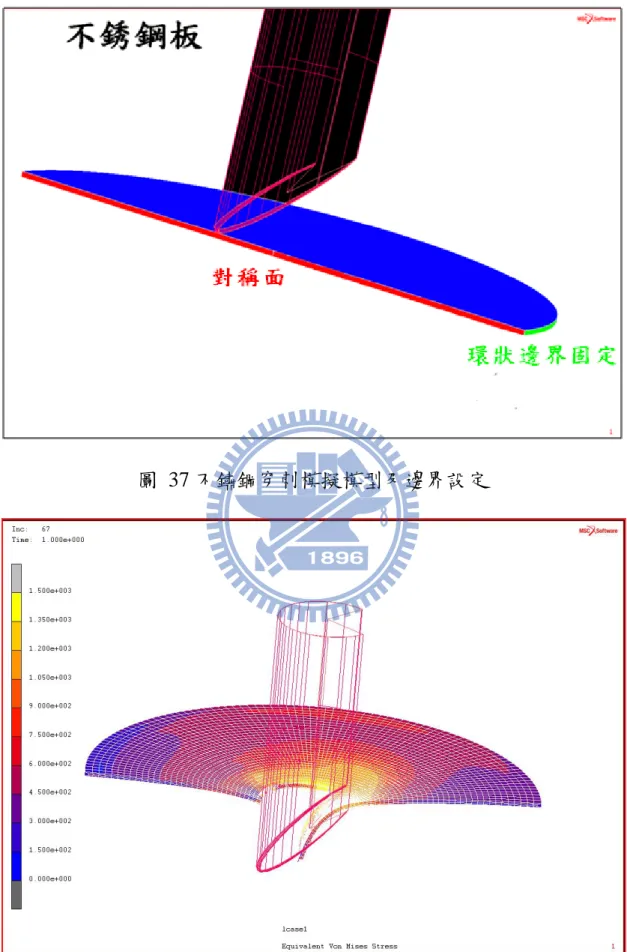
不鏽鋼穿刺模擬設定採 3D Solid element 簡化對稱分析。不鏽鋼 板模型建立以實驗為基準,半徑 5mm 環狀固定,以六面體節點元素 劃分網格,網格大小為 0.1mm。圖 34、圖 35 為目前業界使用於試驗 的穿刺刀具實體及尺寸圖,其穿刺刀具尺寸皆參照國際標準規範 ISO_12402-7,由於實際刺穿封片僅需刀具前端,所以模擬之穿刺刀 具尺寸只取前端 5mm,並在刀鋒處導角 0.05mm,利用 CAD 軟體 Solid Works 繪製如圖 36 所示。設定固定對稱面、環狀邊界固定且輸入刀 具模型(圖 37)。材料性質採用等向性之彈塑性材料模式定義,並利用 第二章材料試驗所取得之不鏽鋼材料機械性質帶入有限元素模型進31
行模擬。使用 Cockcroft & Latham 延性破壞準則,材料破壞臨界常數 C 值為 0.2,由材料試驗與模擬取得,帶入進行不鏽鋼穿刺模擬,圖 38 為模擬結果之等效應力分布圖,模擬時間約為 40 分鐘。
圖 34 穿刺刀具尺寸
圖 35 穿刺刀具實體圖
32
圖 37 不鏽鋼穿刺模擬模型及邊界設定
33 將不鏽鋼板材穿刺模擬之刀具反力-位移曲線輸出,並與實驗比 較(圖 33),由圖 39 結果可看出不鏽鋼板材穿刺模擬與實驗之穿刺反 力值非常接近,證實此模擬方法可行,後續將此方法應用於本研究所 要探討之 38g 及 67g CO2氣體鋼瓶封片穿刺力模擬分析。 圖 39 不鏽鋼板穿刺模擬與實驗之力量-位移曲線 圖 39 中不鏽鋼板穿刺模擬刺破後之刀具反力-位移曲線,並不像 實驗般直接掉落,而是較緩慢的減少。推測原因為有限元素模擬計算 中是將超過延性破壞準則的元素移除,所以裂縫會沿斷裂點延伸,經 過數次增量計算後力量慢慢降下。而本研究使用之不鏽鋼板材過薄, 僅 0.1mm,真實刺破瞬間無法由模擬呈現。但本研究只探討刺破所需 最大反力,因此可忽略此部分之差異。
34
4
第四章 氣體鋼瓶封片穿刺模擬與實驗驗證
本研究主要探討之 38g 及 67g CO2氣體鋼瓶封片,因封片尺寸過 小不足以做成材料試驗試片,所以無法直接得到封片之材料機械性 質。所以本研究將先以封片母材型號 C-CH1 之極低碳鋼棒材進行鍛 造模擬以取得其封片材料機械性質,後續帶入封片穿刺模擬。 如上所述,其模擬步驟,採二階段模擬(圖 40),首先第一階段封 片鍛造模擬,探討鍛造後封片加工硬化情形。接著建立封片穿刺區模 型,並以封片鍛造模擬所得之材料性質當作初始材料性質,進行第二 階段封片穿刺模擬。 圖 40 二階段式模擬分析示意圖35
首先,與不鏽鋼穿刺模擬相同,先由第二章材料拉伸試驗取得極 低碳鋼材料機械性質及材料拉伸斷裂點,再以有限元素分析軟體模擬 其拉伸試驗。並於模擬拉伸試驗時,使用 Cockcroft & Latham 延性破 壞準則[2],與實驗對比,找出其適當之材料延性破壞常數 C 值。將 其帶入後續封片穿刺模擬。
4.1 C-CH1 極低碳鋼棒拉伸破壞模擬
實際封片母材極低碳鋼拉伸棒為直徑 8mm 圓棒棒材,夾距為 80mm。模擬採 2D 軸對稱分析,以四邊形節點元素劃分網格,設定 一邊對稱一邊以線段黏合邊界並拉伸(圖 41)。材料性質採用等向性之 彈塑性材料模式定義,並利用第二章材料試驗所取得之極低碳鋼材料 機械性質帶入有限元素模型進行拉伸試驗模擬。 圖 41 C-CH1 極低碳鋼拉伸模擬模型及邊界設定36
第二章極低碳鋼棒材透過拉伸試驗得到材料機械性質之外,並輸 出其機台拉伸力量與位移曲線,顯示其材料拉伸斷裂點。於模擬極低 碳鋼棒材拉伸試驗時,使用 Cockcroft & Latham 延性破壞準則[2]。由 拉伸試驗與模擬所得之力量-位移曲線,比較其材料拉伸斷裂點(圖 42),得到極低碳鋼之材料破壞臨界常數 C 值約為 1,以此值帶入後 續鋼瓶封片穿刺模擬。極低碳鋼拉伸模擬時間約為 10 分鐘。 圖 42 C-CH1 極低碳鋼拉伸模擬與實驗之力量-位移曲線
4.2 第一階段封片鍛造模擬
基於本研究主要為模擬封片穿刺,僅需鍛造後的幾何及其材料機 械性質,鍛造製程將不研究,所以我們僅以一道次直接鍛造完成,簡 化鍛造模擬,並以硬度試驗驗證其合理性。37 在封片鍛造模擬模型部份,封片本體、沖頭以及模具之外形皆為 軸對稱,因此採軸對稱分析。首先依據元翎精密工業所提供的 67g、 38g 氣體鋼瓶封片尺寸圖(圖 43、圖 44),在 MSC.Marc 前處理中建立 二維軸對稱模型(圖 45、圖 46)。 模擬不考慮沖頭及模具的變形,將其定義為剛體,所以不必劃分 網格,而原始鋼瓶封片料塊以四邊形節點元素劃分封片料塊之網格, 網格大小為 0.1mm。材料性質採用等向性之彈塑性材料模式定義,並 利用第二章材料試驗所取得之封片母材 C-CH1 材料機械性質帶入有 限元素模型進行模擬。在接觸設定部份,由於實際製程中,封片料塊 與模具、沖頭間的摩擦係數不易得知,因此初步以 0~0.5,間隔 0.1 之庫倫摩擦係數帶入模擬。啟動網格重新劃分並設定元素應變量至 0.3 或元素扭曲角度偏差達 40 度或元件滲透時,自動進行網格重新劃 分。 本研究設定分析類型為軸對稱分析,元素類型以四節點元素,全 積分軸對稱運算分析。求解準則以全牛頓-拉夫森疊代法(Full
Newton-Raphson iterative solution)並採用相對殘留應力收斂誤差法 (Relative residual force)進行模擬。
38
圖 43 67g 氣體鋼瓶封片尺寸(mm)
39
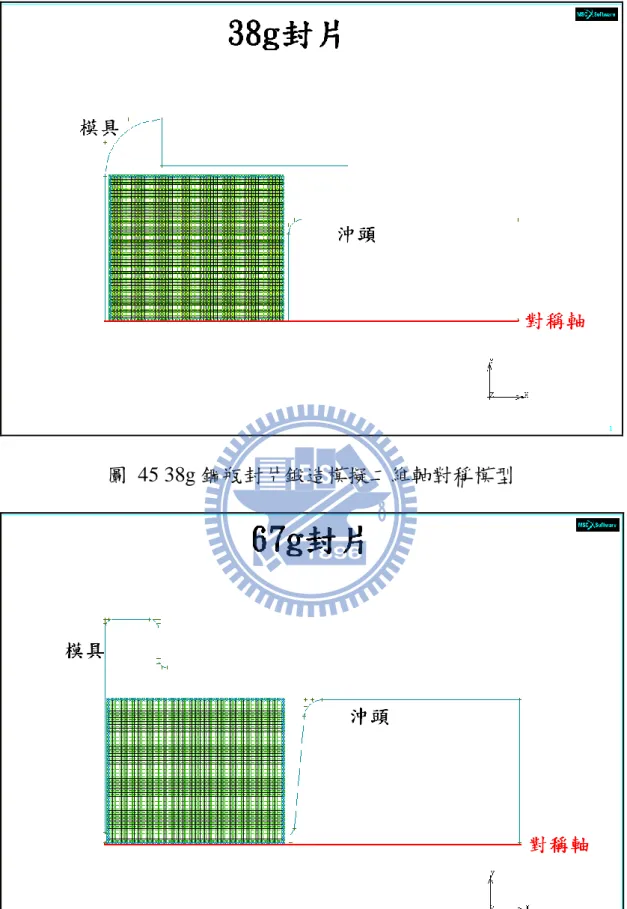
圖 45 38g 鋼瓶封片鍛造模擬二維軸對稱模型
40
4.2.1 氣體鋼瓶封片鍛造模擬結果
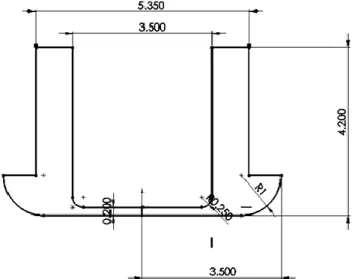
本研究第一階段封片鍛造模擬主要將觀察不同摩擦係數鍛造後 鋼瓶封片穿刺區應力、應變分布情形,並輸出其值。將其鍛造後之材 料機械性質帶入第二階段鋼瓶封片穿刺區,以進行鋼瓶封片穿刺模 擬。 模擬封片鍛造時之摩擦設定採庫倫摩擦係數,其中 38g 及 67g 鋼 瓶封片鍛造模擬皆分別以 0、0.1、0.2、0.3、0.4、0.5 帶入模擬,其 模擬結果應力分佈圖(如圖 47、圖 48),由結果圖可看出改變摩擦係 數對於 38g 及 67g 封片應力值影響比較大的地方,僅在於封片側邊。 封片穿刺區域之應力值影響不大,而且其等效應力值分佈均勻,所以 下一節封片穿刺模擬其穿刺區初始應力皆設為均值。本研究以穿刺刀 具接觸封片位置,即刀具半徑 1.09mm 為標準,圖 49、圖 50 分別為 38g 及 67g 取摩擦係數為 0.3 之封片鍛造模擬結果,並標示出距封片 中心點 1.09mm 之材料等效應力值,分別為 585MPa 及 570MPa。下 一節封片穿刺模擬,將取第二章極低碳鋼拉伸試驗擬合之 power law 材料性質曲線,並分別以 585MPa 及 570MPa 當作 38g 及 67g 封片之 初始降伏應力進行模擬,如圖 51。38g 及 67g 封片鍛造模擬模擬時間 約為 1 至 2 小時,模擬時間依不同摩擦係數變動。41 μ=0 μ=0.1 μ=0.2 μ=0.3 μ=0.4 μ=0.5 圖 47 38g 鋼瓶封片鍛造模擬之等效應力分佈圖 μ=0 μ=0.1 μ=0.2 μ=0.3 μ=0.4 μ=0.5 圖 48 67g 鋼瓶封片鍛造模擬之等效應力分佈圖
42
圖 49 38g 封片鍛造模擬穿刺區應力值(μ=0.3)
43 圖 51 38g、67g 封片穿刺模擬使用之材料性質 另外將封片鍛造模擬與第二章硬度測試值比較(表 4、表 5),可 看出在封片穿刺區各量測點硬度值與應力值皆均勻分布,且相對比例 關係誤差不大,在合理範圍,間接驗證以簡化之封片鍛造模擬取得封 片成品材料性質之可行性。 表 4 38g 封片硬度試驗值與封片鍛造模擬應力值比較
44 表 5 67g 封片硬度試驗值與封片鍛造模擬應力值比較
4.3 氣體鋼瓶封片穿刺力實驗
38g 及 67g CO2 氣體鋼瓶封片穿刺力實驗,是利用系上之電腦伺 服控制材料試驗機進行實驗,穿刺刀具穿刺速度以低速 3mm/min 進 行,並輸出穿刺刀具之位移及穿刺反力。實際氣體鋼瓶產品之鋼瓶與 封片配置之示意圖(圖 52),穿刺實驗則是以符合 38g、67g CO2鋼瓶 封片之模具,仿照實體配置將封片固定於模具上(圖 53),封片穿刺力 實驗及穿刺後之鋼瓶封片如圖 54、圖 55。 圖 52 封片、鋼瓶組合示意圖45
圖 53 38g、67g CO2鋼瓶封片與模具配置圖
圖 54 實際高壓鋼瓶封片穿刺力實驗配置
46 38g、67g CO2鋼瓶封片穿刺實驗,機台輸出之穿刺刀具反力-位 移曲線結果如圖 56,可看出 67g 封片穿刺實驗之最大穿刺力皆落在 300N 附近,刺破時 EXP2 之刀具位移量有較大誤差,本研究將取典 型之 EXP1 實驗結果與下一節 67g 封片穿刺模擬結果比較。在圖 57 中可看出 38g 封片穿刺實驗之最大穿刺力皆落在 200N 附近,尤其 EXP1 與 EXP3 實驗結果幾乎重疊,本研究將取其典型之曲線 EXP1 之實驗結果與下一節 38g 封片穿刺模擬結果比較。
47 圖 57 38gCO2鋼瓶封片穿刺力實驗結果
4.4 第二階段封片穿刺模擬
封片穿刺模擬之穿刺刀具外形非軸對稱,僅左右對稱,故第二階 段封片穿刺模擬採 3D solid element 對稱模擬。由於 3D 模擬計算量 大,導致模擬分析時間加長降低效率,本研究在第二階段模擬將合理 簡化封片外型,僅取封片穿刺區域、設定邊界條件、並以對稱面進行 穿刺模擬。 根據第一階段封片鍛造模擬完成的 38g、67g 鋼瓶封片尺寸,分 別取出穿刺區域建立模型,利用 CAD 軟體 Solid Works 繪製(圖 58、 圖 59)。將 CAD 軟體所繪出的模型圖檔匯入 MSC.Marc 前處理中組 合配置並進行分析運算。穿刺刀具與不鏽鋼穿刺模擬相同,只取前端48 5mm 並在刀鋒處導角 0.05mm。 圖 58 67g 封片穿刺區模型(mm) 圖 59 38g 封片穿刺區模型(mm) 第二階段穿刺模擬,模擬中之刀具設定為剛體,所以不必劃分網 格,而封片穿刺區以六面體節點元素劃分網格(圖 60),其中 67g 網格 大小為 0.2mm,在刀具穿刺接觸部份進行局部加密之網格大小為 0.04mm,38g 封片網格大小為 0.06mm。 圖 60 67g(左)、38g(右)封片穿刺模擬網格劃分圖
49 邊界條件設定則是以實驗為基準將封片穿刺區之環狀邊界固 定、並且固定對稱面(圖 61)。在接觸部分本研究視封片穿刺為延性破 壞,而且研究探討的是穿破封片所需的最大力量值,推測刀具跟封片 間摩擦係數並不影響封片刺破最大值,只影響封片刺破後刀具與封片 破裂面的摩擦。根據本研究模擬經驗設定刀具跟封片間的庫倫摩擦係 數為 0.3。分析設定之求解準則以全牛頓-拉夫森疊代法並採用相對殘 留應力收斂誤差法,以 3D solid element 進行模擬分析,元素類型採 六面體元素(HEXAHEDRON)全積分進行運算。 圖 61 67g(左)、38g(右)封片穿刺模擬邊界設定
4.4.1 材料性質設定
由上一節鍛造模擬結果得知,38g 及 67g 封片穿刺模擬之穿刺區 初始應力皆可設為均值,並分別以穿刺刀具接觸封片處之應力值 585MPa 及 570MPa 做為初始降伏應力,並沿第二章極低碳鋼拉伸試 驗擬合之 power law 曲線延伸,其中初始應力值對應之應變值帄移至50
零,如圖 62。延性破壞準則設定採 Cockcroft & Latham 延性破壞準則 [2]。根據 4.1 極低碳鋼拉伸試驗模擬取得材料破壞臨界常數 c 值約為 1,進而帶入 38g 及 67g CO2 氣體鋼瓶封片穿刺破壞模擬。 圖 62 封片穿刺模擬使用之材料性質 材料破壞臨界常數 c 值如式 3.1,c 值由正規化最大張應力與等效 應變積分而得,故鍛造與穿刺過程將材料累積破壞臨界值,由 4.2.1 節封片鍛造模擬,可得到封片鍛造後所累積之材料破壞常數如圖 63、 圖 64 所示,由圖可知材料破壞常數皆累積在封片邊緣,亦為張應力 發生處,在封片穿刺區域材料破壞常數累積值幾乎為 0,故本研究將 省略鍛造部分之材料破壞常數累積積分值,以 4.1 極低碳鋼拉伸試驗 模擬取得材料破壞臨界常數 c=1 直接帶入封片穿刺模擬。38g 及 67 封片穿刺模擬之材料性質部分如上圖 62,將初始應變值歸零,視為
51 封片加工硬化後之材料性質,由前述可知 c 值由正規化最大張應力 與等效應變積分而得,本研究將初始應變值歸零並不影響其積分值。 圖 63 38g 封片鍛造模擬結果之材料破壞臨界常數分佈圖 圖 64 67g 封片鍛造模擬結果之材料破壞臨界常數分佈圖 由圖 63 模擬結果可看出,38g 封片側邊灰色區塊已達材料破壞
52 臨界常數,而實際封片成品此區塊並無破裂,此差異乃因本研究模擬 簡化鍛造製程道次。當封片進行實際多道次鍛造,材料破壞臨界常數 累積亦應發生在封片邊緣張應力發生處,封片穿刺區域為壓應力集中 區域,此區域材料破壞常數累積值也會趨近 0,故本研究穿刺模擬可 省略鍛造部分之材料破壞常數累積積分值。
4.4.2 氣體鋼瓶封片穿刺模擬結果
鋼瓶封片穿刺模擬結果之等效應力分布如圖 65、圖 66 所示。本 研究第二階段封片穿刺模擬後處理主要將 38g、67g 鋼瓶封片模擬之 刀具反力-位移輸出,其輸出值將以圖型繪製,並與上一節封片穿刺 實驗結果相比。本研究 38g 封片穿刺模擬時間約為 1 小時 30 分鐘, 67g 封片穿刺模擬時間約 1 小時。 圖 65 67g 鋼瓶封片穿刺模擬結果等效應力分布圖53 圖 66 38g 鋼瓶封片穿刺模擬結果等效應力分布圖 圖 67、圖 68 分別為 38g、67g CO2鋼瓶封片穿刺模擬輸出之穿刺 刀具反力-位移曲線與實驗結果比較。在 67g 中最大穿刺反力之實驗 值為 304MPa、模擬值為 316.5 MPa,在 38g 中最大穿刺反力之實驗 值為 201MPa、模擬值為 206 MPa,可以得知其模擬與實驗之穿刺力 均非常符合,且最大穿刺力發生時之刀具位移也無大差異。38g 封片 穿刺模擬中,由於部分元素過度扭曲且未達材料破壞準則無法刪除元 素,以至於分析計算無法收斂使模擬僅至刀具位移約 0.72mm 即停 止,但其已完成穿刺最大反力模擬故並不影響研究。
54
圖 67 67g 鋼瓶封片穿刺模擬與實驗之力量-位移曲線
55
5
第五章 結論與未來工作
5.1 結論
本研究之模擬方法乃透過拉伸試驗取得型號 C-CH1 極低碳鋼、 型號 SUS304 不鏽鋼之材料機械性質。並輸出其機台量測之拉伸力量 -位移曲線得到材料拉伸斷裂點,以拉伸模擬與實驗比較其材料拉伸 斷裂點,得到材料之 Cockcroft & Latham[2]延性破壞臨界常數 C 值。 再將此數據(材料機械性質、延性破壞臨界常數)帶入模擬,並與實驗 相互比較,可得以下結論:5.1.1 SUS304 不鏽鋼板材穿刺
首先不鏽鋼板材之拉伸試驗及穿刺實驗均使用同一板材,為厚度 0.1mm 之不鏽鋼板材。由拉伸試驗取得拉伸力量-位移曲線之材料拉 伸斷裂點,以此為依據與拉伸模擬之拉伸斷裂點比較,得到延性破壞 臨界常數 C 值為 0.2。再建構不鏽鋼板穿刺模型,帶入材料試驗所得 材料性質與延性破壞臨界常數 C=0.2 進行穿刺模擬,將其模擬結果與 穿刺實驗比較其穿刺反力,可得到結果非常符合,其模擬方法可行。 並將同樣模擬方法用於封片穿刺模擬。56
5.1.2 38g、67g CO2 氣體鋼瓶封片穿刺
本研究對象 38g、67g 鋼瓶封片,由第二章硬度試驗結果顯示, 其硬度皆遠大於封片原始母材-型號 C-CH1 之極低碳鋼棒,可推論鋼 瓶封片成品未進行熱處理消除其加工殘留應力,同時亦有加工硬化現 象,且由於鋼瓶封片成品尺寸太小不易做材料試驗,本研究必須進行 封片鍛造模擬。而封片鍛造之鍛造模具、製程道次皆無法得知,本研 究將以合理簡化之一道次模擬,模擬其封片鍛造製程,以取得鍛造後 封片之材料應力,再將其帶入封片穿刺模擬。本研究模擬分為第一階 段封片鍛造模擬及第二階段封片穿刺模擬。 (1) 第一階段封片鍛造模擬 首先將封片原始母材極低碳鋼棒拉伸試驗所得之材料機械性質 帶入封片鍛造模擬。以 5 種庫倫摩擦係數帶入,其結果並無太大差 異。本研究選其摩擦係數為 0.3 時鍛造後穿刺區域應力值,並與硬度 試驗比較,得出其鍛造模擬結果合理。38g、67g 鋼瓶封片鍛造後穿 刺區域,刀具接觸處之應力值分別為 585MPa、570 MPa,將此應力 之材料性質帶入第二階段封片穿刺模擬。 其中封片鍛造模擬之應力值與硬度測試之硬度值相互比較,可看 出在封片穿刺區各量測點硬度值與應力值皆均勻分布,且相對比例關 係誤差不大,在合理範圍。57 (2) 第二階段封片穿刺模擬 由極低碳鋼拉伸試驗所得拉伸力量-位移曲線之材料拉伸斷裂 點,以此為依據與拉伸模擬比較,得到延性破壞臨界常數為 1。再建 構 38g、67g 鋼瓶封片穿刺區模型,帶入第一階段封片鍛造模擬所得 材料性質與拉伸試驗之延性破壞臨界常數 c=1 進行穿刺模擬,將其模 擬結果分別與 38g、67g 鋼瓶封片穿刺實驗比較。得出其結果準確地 模擬出氣體鋼瓶封片穿刺反力。未來開發新封片時,即可利用本研究 模擬方法進行分析,使氣體鋼瓶封片在設計開發時增加效率、降低成 本。 (3) 封片穿刺之材料性質設定 由延性破壞臨界常數公式 可知,c 值乃由正規化最大張應力與 等效應變積分而得,封片鍛造及穿刺過程均會累積材料破壞常數。由 封片鍛造模擬,可得到封片鍛造後所累積之材料破壞常數皆存在於封 片邊緣,亦為張應力發生處,在封片穿刺區域材料破壞常數累積值幾 乎為 0,故本研究將省略鍛造部分之材料破壞常數累積積分值。另外 本研究將封片穿刺模擬材料性質之初始應變值歸零並不影響其積分 值。
58
5.2 未來工作
本研究已完成對氣體鋼瓶封片穿刺之模擬分析與驗證工作,對於 開發新封片即可使用本研究模擬程序進行開發模擬。研究中對封片材 料性質之取得方式為進行簡化之封片鍛造模擬,將模擬結果應力值做 為初始降伏應力,進行封片穿刺模擬,以此方法為取得封片成品材料 性質。後續可將已確認製程道次之封片進行模擬或研究直接對小尺寸 封片進行材料試驗之方法取得封片材料性質。接續探討其外型、尺寸 對於穿刺力的關係,並與廠商合作討論實際最適用之封片設計。更進 一步可探討鋼瓶充入高壓氣體後封片受力與穿刺。59
參考文獻
[1] 元翎精密工業股份有限公司,http://www.twmosa.com
[2] M.G. Cockroft, and D.J. Latham. ‘‘Ductility and the Workability of Metals’’, J. Inst. Met., 96, pp. 33–39, 1968.
[3] B.P.P.A. Gouveia, J.M.C. Rodrigues, P.A.F. Martins*. ‘‘Ductile fracture in metalworking: experimental and theoretical research’’, Journal of Materials Processing Technology, 101, pp. 52-63.2000. [4] K. Komori. ‘‘Ductile fracture criteria for simulating shear by node
separation method’’, Theoretical and Applied Fracture Mechanics , 43,pp. 101–114, 2005.
[5] T. Borvik, S. Dey, A.H. Clausen. ‘‘Perforation resistance of five different high-strength steel plates subjected to small-arms projectiles’’, International Journal of Impact Engineering,36, pp.948–964, 2009.
[6] 王水鐸,「應用破壞能量於冷鍛可成形性評估與多道次冷打頭模 具設計最佳化之研究」,國立成功大學,博士論文,民國95年。 [7] 陳日興,「高強度鋁合金冷鍛成型極限電腦輔助評估之研究」,
國立成功大學,碩士論文,民國92年。
[8] Zhigang Wu, Shuhui Li, Weigang Zhang, Wurong Wang. ‘‘Ductile fracture simulation of hydropiercing process based on various criteria in 3D modeling’’, Materials and Design, 31, pp.3661–3671 , 2010. [9] 陳信吉、張主聖,Marc有限元素實例分析,全華科技圖書股份有
60
[10] 廖鴻賓,「Marc應用冷鍛加工分析及其驗證」,國立中央大學, 碩士論文,民國92年。
[11] M. Cooke , E. C. Larke. ‘‘resistance of copper and copper alloys to homogeneous deformation in compression’’, Journal of the Institute of Metals.,71, pp.371, 1945
[12] 洪榮崇,「超音波震動於鋁合金成形加工的摩擦效應研究」,國 立交通大學,博士論文,民國94年。
[13] 林進誠等編著,材料實驗,修訂版,高立圖書有限公司,台北, 民國八十二年。
![圖 3 蘇打水製造器[1]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8556067.188347/15.892.237.660.788.1064/圖3蘇打水製造器1.webp)