運用失效模式與影響分析評估矽甲烷供應系統之安全性-以TFT-LCD廠為例
97
0
0
全文
(2) 運用失效模式與影響分析評估矽甲烷供應 系統之安全性-以 TFT-LCD 廠為例 Use FMEA to assess the safety of silane supply system- take TFT-LCD factory as an example. 研 究 生:王嘉麟. Student:Chia-Lin Wang Advisor:Dr.Tai-Yan Kam. 指導教授:金大仁. 國 立 交 通 大 學. 工學院產業安全與防災學程 碩 士 論 文 A Thesis Submitted to Degree Program of Industrial Safety and Risk Management College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Industrial Safety and Risk Management December 2006 Hsinchu, Taiwan, Republic of China. 中華民國九十五年十二月 ii.
(3) 運用失效模式與影響分析評估矽甲烷供應系統之安全性 -以 TFT-LCD 廠為例 學生:王嘉麟. 指導教授:金大仁. 國立交通大學工學院產業安全與防災學程碩士班. 摘. 要. TFT-LCD 產業是目前台灣重要的產業之一,此產業使用了各種具有燃 燒性、爆炸性、毒性、…等高度反應性的危害物質,對人的安全與健康有 嚴重的威脅性。本文之研究以矽甲烷供應系統之作業安全為研究對象,收 集過去已知發生之事故與相關案例進行矽甲烷供應系統之危害分析,及辨 識潛在之危害。運用失效模式與影響分析來進行事故潛在發生因子的辨識 與分析發生風險,並比較與半導體廠之安全管理差異,藉由失誤樹之推演, 可以瞭解 TFT-LCD 廠矽甲烷事故的起始因素,提出防範措施與安全管理建 議。. 關鍵詞:失效模式與影響分析、矽甲烷、失誤樹. iii.
(4) Use FMEA to assess the safety of silane supply system - take TFT-LCD factory as an example. Student:Chia-Lin Wang. Advisor:Dr.Tai-Yan Kam. Submitted to Degree Program of Industrial Safety and Risk Management College of Engineering National Chiao Tung University. Abstract TFT-LCD industry is the most important industry in Taiwan, this industry used various kinds of high responsive dangerous materials with ignition, explosion, and toxicity, etc… . they have serious threat to people’s safety and health. This paper is for the safety of silane supply system, collect the accident that had already known to happen in the past and relevant cases to set up the hazard factors. Using FMEA to survey the probability of fault and degrees of severity ,and compare the safety management difference with the semiconductor,according to FMEA and FTA, we could propose the strategy to improve silane’s accidents.. Key Words:FMEA、Silane、FTA. iv.
(5) 誌. 謝. 本篇論文得以完成,首先要感謝我的指導老師金大仁博士的費心教誨 指導,心中之感激,更非筆管可以形容。另外也要感謝在研究所求學期間, 主管江協理鴻銘的支持與協助,研究所內周有洸、陳炳宏、楊俊隆同學們 的互相砥礪與扶持,最後感謝妻子怡如對我的關心、體貼與支持,以及兒 子彥翔、彥凱的窩心,在在都是本論文得能順利完成的重要因素, 要感謝的人太多,願將這份成果與喜悅與所有關心我的人一起分享。. v.
(6) 目. 錄. 中文摘要 ……………………………………………………………. iii. 英文摘要 ……………………………………………………………. iv. 誌謝 ……………………………………………………………. v. 目錄 ……………………………………………………………. vi. 表目錄 ……………………………………………………………. viii. 圖目錄 ……………………………………………………………. ix. 緒論………………………………………………………. 1. 1.1. 前言………………………………………………………. 1. 1.2. 文獻回顧…………………………………………………. 4. 1.3. 本文研究目的及方法……………………………………. 8. 製程危害分析……………………………………………. 10. 2.1. TFT-LCD 之製程簡介……………………………………. 10. 2.2. 氣瓶櫃設備(Gas Cabinet)介紹…………………………. 13. 2.3. 事故災害案例分析………………………………………. 14. 2.4. 危害因子辨識……………………………………………. 17. FMEA 及 FTA……………………………………………. 19. 3.1. FMEA 設計………………………………………………. 21. 3.2. 失誤樹分析………………………………………………. 22. 第四章. 問卷調查…………………………………………………. 26. 第五章. 研究結果…………………………………………………. 30. 5.1. 基本資料………………………………………………. 30. 5.1.1. 產業分類方面……………………………………………. 30. 5.1.2. 在工作職務方面…………………………………………. 31. 5.1.3. 在工作年資方面…………………………………………. 31. 5.2. FMEA 分析………………………………………………. 32. 5.2.1. 失誤機率…………………………………………………. 32. 5.2.2. 失誤嚴重性………………………………………………. 34. 5.2.3. 光電業與半導體業之差異………………………………. 34. 5.2.4. TFT-LCD FMEA 分析結果………………………………. 37. 第一章. 第二章. 第三章. vi.
(7) 5.2.5. 半導體業失效發生機率及嚴重度………………………. 45. 5.3. FTA 分析…………………………………………………. 47. 5.3.1. 氣體供應系統失誤樹分析………………………………. 47. 5.3.2. 機台系統失誤樹分析……………………………………. 48. 5.3.3. 除害設備系統失誤樹分析………………………………. 48. 5.3.4. 矽甲烷供應系統失誤樹分析……………………………. 49. 5.3.5. 半導體業矽甲烷供應系統失誤樹分析…………………. 53. 5.4. 預防措施分析……………………………………………. 55. 5.5. 改善建議…………………………………………………. 60. 結論與建議………………………………………………. 65. 參考文獻 ……………………………………………………………. 67. 附錄一. SiH4 之 MSDS……………………………………………. 69. 附錄二. SiH4 氣體安全管理調查表………………………………. 78. 自傳. ……………………………………………………………. 88. 第六章. vii.
(8) 表目錄 表 1.1. 矽甲烷主要危害特性……………………………………. 2. 表 1.2. 矽甲烷列管之數量………………………………………. 7. 表 2.1. 日本半導體製程災害事故分析表………………………. 15. 表 2.2. 矽甲烷災害事故案例……………………………………. 16. 表 2.3. 危害因子辨識表…………………………………………. 17. 表 3.1. FMEA 與 FTA 特點………………………………………. 20. 表 3.2. FMEA 分析表……………………………………………. 21. 表 3.3. 失誤機率與改善後再發生頻率…………………………. 22. 表 3.4. 失誤嚴重性………………………………………………. 22. 表 3.5. 失誤樹的符號及名稱說明………………………………. 23. 表 4.1. 氣體供應端 FMEA 分析表………………………………. 26. 表 4.2. 機台端 FMEA 分析表……………………………………. 28. 表 4.3. 除害設備 FMEA 分析表…………………………………. 29. 表 5.1. 問卷回收統計表…………………………………………. 30. 表 5.2. 光電業與半導體業之問卷回收統計表…………………. 31. 表 5.3. 工作職務統計……………………………………………. 31. 表 5.4. 工作年資統計……………………………………………. 32. 表 5.5. 氣體供應端危害因子之失誤機率及失誤嚴重性統計…. 32. 表 5.6. 光電業與半導體業分類統計……………………………. 35. 表 5.7. TFT-LCD FMEA 分析表…………………………………. 37. 表 5.8. 半導體業失效發生機率及嚴重度………………………. 45. 表 5.9. 各危害因子之改善後再發生頻率統計…………………. 55. 表 5.10 受訪者建議增加之預防措施……………………………. 59. 表 5.11 矽甲烷供應系統失效改善建議…………………………. 60. viii.
(9) 圖目錄 圖 1.1. 各世代玻璃基板對照圖…………………………………. 1. 圖 1.2. 日本半導體廠事故(JSIA 統計 1988 至 1998)統計………. 3. 圖 1.3. 矽甲烷供應系統安全分析之架構………………………. 9. 圖 2.1. TFT-LCD 結構示意圖……………………………………. 10. 圖 2.2. Array 製造流程圖………………………………………. 11. 圖 2.3. TFT-LCD 製造流程圖……………………………………. 12. 圖 2.4. 氣瓶櫃……………………………………………………. 13. 圖 2.5. 特殊氣體供應流程圖……………………………………. 14. 圖 3.1. 失誤樹圖形之結構………………………………………. 24. 圖 3.2. SiH4 事故 FTA……………………………………………. 25. 圖 5.1. 光電業矽甲烷氣體供應之事故失誤樹…………………. 49. 圖 5.2. 光電業矽甲烷機台之事故失誤樹………………………. 50. 圖 5.3. 光電業矽甲烷除害設備之事故失誤樹…………………. 50. 圖 5.4. 氣體供應系統失效事件發生機率………………………. 51. 圖 5.5. 機台系統失效事件發生機率……………………………. 51. 圖 5.6. 除害設備系統失效事件發生機率………………………. 52. 圖 5.7. 氣體供應系統失效事件發生機率………………………. 52. 圖 5.8. 半導體業氣體供應系統失效事件發生機率……………. 53. 圖 5.9. 半導體業機台系統失效事件發生機率…………………. 53. 圖 5.10 半導體業除害設備系統失效事件發生機率……………. 54. 圖 5.11 半導體業矽甲烷供應系統失效事件發生機率…………. 54. ix.
(10) 第一章 緒論 1.1 前言 薄膜電晶體液晶顯示器(TFT-LCD)為平面顯示器的一種,近年來隨 著社會變遷及產業改變,TFT-LCD產業成為台灣最蓬勃發展之高科技產 業,從3代生產線發展至現今之5、6代生產線,投資金額也從約150~200億 元增加到700~900億元,後續7、8代生產線的佈局使TFT-LCD產業繼半導體 產業後形成另一個資本密集及技術密集產業。各世代玻璃基板如圖1.1所示:. 圖1.1 各世代玻璃基板對照圖. 隨著科技的進步,工業製程的複雜性也相對提高,高危害性物質造成 的危害程度與風險相對增加,任何機械設備的失效與人為操作的失誤,皆 1.
(11) 可能引起危害物質洩漏、火災或爆炸,造成生命與財產的損失【1】。 TFT-LCD的製造流程中使用了各種具有燃燒性、爆炸性、毒性等高度 反應性的危害物質,對人的安全與健康有嚴重的威脅性。製造所使用之氣 體可分為兩類,其中一類為特殊氣體,具有高可燃性及毒性,如SiH4、PH3… 等,矽甲烷為一無色、會與空氣反應、有窒息性影響。與空氣接觸會自燃, 燃燒時會釋放出未結晶的二氧化矽濃煙。此氣體在空氣中會自燃且有潛在 的劇烈燃燒危害。高溫或火燄時,若鋼瓶的釋壓裝置故障可能引起鋼瓶爆 炸。若矽甲烷在高壓下釋放或在高流速下,可能發生延遲性的爆炸。對人 的安全與健康具有嚴重的威脅性,其危害特性如表1.1說明。詳細資料如附 錄一:SiH4之MSDS。由於TFT-LCD廠製造生產為全年無休不停運轉,一旦 發生工安意外,將造成無法彌補的災害與傷害。. 表1.1 矽甲烷主要危害特性 矽甲烷 Silane (SiH4)主要危害特性 顏. 色 無色. 氣. 味 窒息性味. 爆 炸 範 圍 1.4%~96% 自 燃 溫 度 常溫 容 許 濃 度 5 ppm 中 毒 症 狀 刺激呼吸道、皮膚、眼睛、頭痛、咳嗽. TFT-LCD的製造在Array製造階段與半導體製程類似,但矽甲烷的使用 量確是倍數於半導體製程的使用量,以半導體的事故為例:根據美國FM 2.
(12) (Factory Mutual)的災害統計,1977至1997年約20年共發生無塵室災害260 件。在SEMATECH Silane Safety Improvement Project S71 final Report報告中 指出,美國調查統計1981至1993年間的事故災害,這13年中有156件矽甲烷 事件。在1989和1993之間,嚴重足夠導致財產損毀和生意中斷發生的事件 約每年5.2次,且每次事件平均損失約86,000美元【2】 。1996年日本半導體 廠發生氣瓶櫃內矽甲烷爆炸,且統計JSIA1988~1998日本半導體廠事故 【3】 ,在氣瓶櫃、排氣系統事故比例較高,如圖1.2所示。國內於1996~1997 年發生三起電子公司重大火災【4】等均由特殊氣體所引發,雖然未造成人 員受傷,但財產損失近數億至數佰億元以上不等之額度,如再加上停工損 失,則損失將更為可觀。而這些高危險性的化學物質是目前生產TFT-LCD 製程的必需品,隨著尺寸不斷放大,化學物質使用量將與日俱增,當然也 增加安全管理之風險。. 21 20 10. 5. 8. 5. 4. 3. 6. cr u bb er. 系 氣 ntr a Ce. 二. 次. 配. lS. 排. 排 配. 次 一. 統. 統 系 氣. Sc ru. bb e. r. 台 機. Lo ca l. 造 製. 供. 氣. 系. 瓶. 統. 櫃. 0. 氣. 累計發生事故次數. 日本半導體廠事故統計(JSIA統計1988至1998). 事故發生區域/位置 圖 1.2 日本半導體廠事故 (JSIA 統計 1988 至 1998) 統計. 3.
(13) 系統安全分析的方法種類繁多,其用途亦依其功能而有所不同,例如 危害及可操作性分析(HAZOP)【5】 【6】是由引導詞與製程參數的結合而 產生有意義的製程偏離,但是並非所有的引導字都可應用於製程參數中, 例如,當製程參數在溫度的考慮下,它的引導字只有「較高」或「較低」 而其它的參數則使得偏離而變得沒有意義。基本的進行模式是由幾個不同 背景的專業人員以一種創造性、系統性的方式相互交換意見,並將所得到 的結果整合起來,這種方式比起每個人獨自工作的方式可以辨識出較多的 問題。其分析為定性性質,缺乏計量化。分析以集會討論方式進行,時間 需求較長。分析結果往往造成工程設計複雜化。也可能推衍出一些無意義 後果之事件,如矽甲烷流動方向錯誤導致SiH4流入N2管線上混合,最後污 染製程管路影響產品品質,無危害之顧慮。其不適用於複雜邏輯系統,因 當事故發生時,會涉及多種不同系統的交互作用,因此不適用危害及可操 作性分析。 本研究運用失效模式與影響分析(Failure Mode and Effects Analysis) 【5】 【6】來評估TFT-LCD廠矽甲烷供應系統之安全性,比較與半導體廠之安全 管理差異,評估TFT-LCD廠可能潛在之危害及其影響,提出安全管理方式, 供業界參考,以促進危害物質之作業安全。. 1.2 文獻回顧 1. 過去之文獻資料可知FMEA已被成功地應用於軍用航空工業、一般工 業及民生用品之製品設計或製程設計。FMEA技術的應用發展十分迅 速。1950年代初,美國將FMEA用於一種戰鬥機作業系統的設計分 析,到了1960年代,此技術應用在航太業之可靠度設計與安全風險 評估【7】 【8】 【9】 。1976年,美國國防部頒布了FMEA的軍用標準, 但僅限於設計方面。1980年代中期,汽車工業開始應用FMEA以作為 4.
(14) 可靠度保證與安全性評估。到了1988年,美國聯邦航空局發布咨詢 通報要求所有航空系統的設計及分析都必須使用FMEA。1991年, ISO-9000推薦使用FMEA提升產品和過程的設計。1994年,FMEA又 成為QS-9000的認證要求。 2. 潘南飛、張嘉倫、江宗霖運用FMEA進行橋樑上部結構施工之安全評 估研究【10】 ,利用87~91年間之國內橋樑上部結構施工之相關災害 類型,彙整設計出適用於橋樑上部結構施工安全評估之FMEA分析 表,依據勞委會之災害統計資料,獲得橋樑上部結構的危害分析結 果,有效地辨別出危害的嚴重性與不符合規定的失效原因,提供安 全規劃者在規劃設計階段,能藉此檢查及更改設計,來避免或降低 未來施工危害發生之依據。 3. 郭承瑋以系統安全管理方法檢核台鐵站務系統之軌道運輸安全 【11】 ,其根據國內外軌道運輸系統之安全管理機制,與風險危害評 估方式,做整理與比較。並藉由焦點團體討論找出台鐵站務系統所 有曾發生過的、以及有發生之可能的事故與危害事件來設計出問 卷,並依FMECA方法,針對各危害因子進行事故失效模式、影響及 嚴重度分析。最後由定性分析繪製出事故之錯誤樹與事件樹,提供 台鐵未來降低行車事故風險改善方案之參考資料。 4. 林永芬「半導體廠及光電廠化學品供應系統安全基準」 【12】,根據 新竹科學園區各廠的廠務化學供應系統安全技術與SEMI安全基 準,並參考NFPA 318、NFPA 30、FM Data Sheet 7-7、FM Data Sheet 7-29、SEMI S2-93 、有機溶劑中毒預防規則、特定化學物質危害預 防標準、危險物及有害物通識規則、...等等而訂定之安全基準。做為 提供半導體廠及光電廠於使用化學品時預防災害之準則。. 5.
(15) 5. 陳俊勳、張承明,光電廠危害預防研究【13】 ,選擇十八家光電廠商 作現況調查,以了解廠商規模、製程特性、安全衛生工作現況和所 遭遇的問題,藉由調查找出其潛在危害及危害預防相關對策,根據 上述資料,配合所蒐集的國內、外相關資料予以比較分析,並召集 專家學者及光電廠相關人員座談會,建立光電業一般之安全衛生之 危害預防手冊。 6. 事業單位製造、處置、使用危險物、有害物之數量達中央主管機關 規定數量之工作場所,非經勞動檢查機構審查或檢查合格,事業單 位不得使勞工在該場所作業。勞動檢查法第26條: 「下列危險性工作 場所,非經勞動檢查機構審查或檢查合格,事業單位不得使勞工在 該場所作業【14】 【15】: (1)從事石油裂解之石化工業之工作場所。 (2)農藥製造工作場所。 (3)爆竹煙火工廠及火藥類製造工作場所。 (4)設置高壓氣體類壓力容器或蒸汽鍋爐,其壓力或容量達中央主管 機關規定者之工作場所。 (5)製造、處置、使用危險物、有害物之數量達中央主管機關規定數 量之工作場所。 (6)中央主管機關會商目的事業主管機關指定之營造工程之工作場 所。 (7)其他中央主管機關指定之工作場所。 矽甲烷依法列管之數量如表 1.2 所示,並須經甲類危險性工作場所審 查通過才可使勞工在該場所作業。 6.
(16) 表1.2 矽甲烷列管之數量 危 險 物 名 稱. 數量. 中 文. 英 文. 化 學 式. (公斤). 矽甲烷. Silane. SiH4. 五○. 依據我國危險性工作場所審查暨檢查辦法的規定【16】,危險性工 作場所必需要實拖安全評估,而其安全評估的法定方法主要有三種 分 別 是 危 害 及 可 操 作 性 分 析 ( Hazard and Operability Studies , HAZOP ),失誤樹分析( Fault Tree Ana1ysis , FTA ),失誤模式及 影響分析。 7. 美國於1992 年增訂公布Occupational Safety and Health Act(OSHA ACT)將Process Safety Management of Highly Hazardous Chemicals 【17】納入該法案中,要求對於高危害製程實施安全管理,並應每 五年更新一次。 製程安全管理內容包括: (1)製程安全資料(Process Safety Information)、製程危害分析 (Process Hazard Analysis). (2)操作程序書(Operating Procedures) (3)訓練(Training)、承攬商(Contractors) (4)開機前安全複審(Pre-Startup Safety Review) (5)設備完整(Mechanical Integrity) (6)動火許可制度(Hot Work Permit) (7)設施或操作之變更管理(Management of Change) (8)意外事故調查(Incident Investigation) (9)緊急應變計畫及處置(Emergency Planning and Response) (10)法規符合性查核(Compliance Audit). 7.
(17) 1.3 本文研究目的及方法 失誤模式與影響分析是評估製程中可能失效、或不當操作的途徑及其 影響的分析方法,目的在於鑑別單一設備和系統的失誤模式,以及對系統 或工廠的潛在影響,方法是將製程設備做為分析主體,列出製程中的設備 元件以及各元件的失誤模式,以失誤模式檢討設備失效或不當操作時可能 引起的危害,再將危害加以定量分析,用以評估相對災害的防止對策,藉 以提昇製程的安全性。FMEA也是一種防患於未然的可靠度管理技術,強調 在系統失效之前先行探討潛在失效模式、失效原因,分析子系統對主系統 失效之影響程度,使能在失效未發生前採取措施,避免失效發生或減低發 生機率。 本研究依據過去光電業與半導體業發生之相關事故災害案例,運用 FMEA之分析方法設計出一適用於矽甲烷供應系統安全評估之分析表,再利 用FMEA分析表進行問卷資料蒐集分析。 藉由失誤樹分析(Fault Tree Analysis )之定性與定量的方式,對FMEA分 析結果之特定的意外事件或系統失誤以樹狀圖形表示,由圖形中的數學與 統計邏輯關係,描繪出意外事件中的人為錯誤與設備失效之組合,找出所 有可能的危害因素,並以量化方式找出機率高的危害因素。 再由問卷調查統計結果列出TFT-LCD廠可能潛在之危害與其危害影 響,及防範措施之建議,以提供系統在各個危害節點改善之道與最佳的防 範措施。研究架構如圖1.3所示。. 8.
(18) 事故災害案例蒐集. 危害因子分析. FTA&FMEA 分析. 設計 FMEA 調查表. 風險問卷調查. 結果分析. 結論與建議. 圖1.3 矽甲烷供應系統安全分析之架構. 9.
(19) 第二章 製程危害分析 2.1 TFT-LCD 之製程簡介 TFT-LCD面板為兩片玻璃基板中間夾著一層液晶,上層為彩色濾光片 (Color Filter)、下層為TFT基板(將電晶體製作在玻璃上)。當電流通過電晶體 產生電場變化,造成液晶分子偏轉,藉以改變光線的偏極性,再利用偏光 板決定畫素(Pixel)的明暗狀態。經彩色濾光片形成每個畫素(紅藍綠)三原色 便構成了面板上的影像畫面。 TFT-LCD液晶顯示器,如圖2.1,製造程序可分為Array、Cell及Module 三 製造階段。而Array製造階段,圖2.2,與一般半導體製程類似,但僅有5~6 道光罩,主要分為濕製程(WET)、物理成膜(PVD)、化學成膜(CVD)、寫真 (PHO)、乾蝕刻(DRY)、潔淨技術(CLN)、解析(ANA)與產品(PRO)等八項工 程,分別依製程需求反覆進行成膜、寫真(黃光)與乾/濕蝕刻等製程之操作。 但其危害風險等級較高。. 圖2.1 TFT-LCD結構示意圖. 10.
(20) TFT Array 設計. 洗淨 成膜. 光罩製. 製版 蝕刻. 各 工 玻璃基板. Gate 電極形. Gate Glass. TFT Array設計 功能是以特性模擬方式 來 設計元件與線路,以達到 源極形成 材料為金屬薄膜,再以寫真製版 和蝕刻的技術來形成. 程 通道形成. n-S. i-S Gate Di l. 畫素電極形成. Pixel. TFT Array 檢查. Source-Drain 電極形成 Source/Dra Electro Sourc Drai. 閘極形成 使用高融點的金屬薄膜為 材 料,以寫真製版和蝕刻的技 術來成形的. TFT-Array製程 TFT元件是在無塵室的環境 中,以先進的半導體製造技 術,沈積在玻璃基板上而形 成 畫素電極形成 材料為透明、導電性薄膜,再以寫 真製版和蝕刻的技術來形成. 通道形成 材料為非晶矽(a-Si),以電漿化學 沈積法(PCVD)沈積薄膜後,再以寫 真製版和蝕刻的技術來形成. 圖2.2 Array製造流程圖. 首先將玻璃基板以濕製程洗淨、乾燥後,以物理氣相沈積儀進行金屬 鉻之沈積,再利用寫真及濕製程形成主動區域之基礎圖樣;接著以化學氣 相沈積儀分別鍍上氮化矽(SiNx)、非結晶矽(α-Si)及高濃度五價非結晶矽 (n+α-Si)膜,並以乾蝕刻製程形成閘極;隨後又以真空濺鍍機(sputter)鍍上 氧化銦錫(ITO)膜並以乾蝕刻製程形成畫素電極;然後再以物理氣相沈積儀 鍍上鋁/鉻金屬層,並以濕製程形成源極(source)與汲極(drain),最後再以化 學氣相沈積儀鍍上一層SiNx作為保護層。其化學反應式如下: SiH 4 +O 2 →SiO 2 +2H 2 SiH 4 +2N 2 O+(RF)→SiO 2 +2N 2 +2H 2. 11.
(21) SiH 4 +4PH 3 +6O 2 →SiO 2 +2P 2 O 5 +8H 2 SiH 4 +7N 2 O+2PH 3 +(RF)→SiO 2 +P 2 O 5 +7N 2 +5H 2 SiH 2 Cl 2 +7NH 3 →Si 3 N 4 +3NH 4 Cl+3HCl+6H 2 TFT-LCD製 造 過 程 中,玻 璃 基 板 需 經 多 次「 清 洗 → 薄 膜 → 光阻塗佈 → 曝光 → 顯影 → 蝕刻 → 光阻剝離 → 洗 淨」 , (步驟與半導體製程中沉積 → 光罩 → 曝光 → 顯影 → 蝕 刻 須 多 次 重 複 極 為 相 似 ), 始 完 成 陣 列 基 板 製 造 , 所 得 之 陣 列 基板再與彩色濾光片結合,進行後段面板組裝、裝填液晶、測 試 等 步 驟 後 , 方 完 成 TFT-LCD成 品 。 如 圖 2.3。 Array 工程. Cell 工程 洗淨. 玻璃基板 投入前洗淨. 磷化氫 矽甲烷 氨氣 六氟化硫 氧氣 氫氣. 模組工程. 洗淨 PI 轉寫. 濺鍍成膜 半導體成膜. 配向膜剝離. 實裝貼付. 光阻塗佈 配向工程 組立工程 曝光. 上下基板對位 組立切割裂片 面板檢查. 顯影. 液晶注入. 乾蝕刻. 治具洗淨. 倉入工程. 濕蝕刻 加壓封止、洗淨 捆包工程. 剝膜 偏光板貼附 檢查 面板檢查. 圖2.3 TFT-LCD製造流程圖. 12. 出貨.
(22) 2.2 氣瓶櫃設備(Gas Cabinet)介紹 圖2.3 氣瓶櫃應提供五種重大功能:漏氣圍堵、火災防護、機械防護、 使用控制及氣體隔離。其規範重點為: 1.不相容的氣體應置於不同氣瓶櫃。 2.自燃性、可燃性、腐蝕性及毒性物質,應放置於至少gauge 12(2.7mm)金屬 氣瓶櫃內,氣瓶櫃有自動關閉功能及purge設備,啟動溫度74℃的灑水頭 應安裝於氣瓶櫃內。 3.每一氣瓶櫃應有遙控啟動緊急停機開關;在氣體偵測器連動、停電十五秒 以上、氣瓶櫃內無機械排風、火災偵測器連動、流量過大控制啟動、地 震情況緊急關閉閥能被自動關閉; 4.SiH4 鋼瓶應安裝限制流量孔(RFO)。 5.設氣體偵測器。 6.適當排氣量。 7.易燃性、自燃性氣體之氣瓶櫃內電氣應具適當防爆性能。. 圖2.4 氣瓶櫃 13.
(23) 2.3 事故災害案例分析 光電產業與半導體產業隨著製造技術的進步,製造使用特殊氣體的數 量及濃度等也隨之變化。特殊氣體是製造生產最大之風險因素,這在過去, 現在也是相同的情形。特殊氣體具有可燃性與毒性,從供應端、機台設備 端、及廢氣除害設備等過程如圖2.5所示。以半導體為例,表2.1 說明1991 年日本半導體製程災害事故於氣體災害事故43件中,鋼瓶櫃之災害佔12件 最高,CVD機台之災害佔10件為次。日本半導體工業意外以特殊材料與藥 品所佔比例最高(60%),機械與電機設備次之佔19.6%,氣體佔18.7%。氣體 中以矽甲烷所引起之事故最多,佔20%【1】 。. 特殊氣體鋼瓶. 氣瓶櫃. 機台. Local scrubber. Central scrubber. 排至大氣 圖 2.5 特殊氣體供應流程圖. 14.
(24) 表 2.1 日本半導體製程災害事故分析表 製程 災害 事故 化學 物質. 不 純 磊 氧 微 蝕 清 物 晶 化 影 刻 洗 擴 散. 發 離 鋼 其 合 生 加 搬 子 瓶 CVD 他 計 率 熱 運 植 櫃 % 入. 酸、鹼. 0. 0. 9. 23. 36. 7. 0. 3. 1. 10. 0. 3. 92. 51. 氣體. 2. 3. 0. 1. 0. 6. 2. 10. 2. 1. 12. 4. 43. 24. 有機溶劑. 0. 0. 3. 2. 11. 0. 0. 0. 0. 0. 0. 2. 18. 10. 其他. 0. 0. 14. 1. 4. 0. 3. 0. 1. 3. 0. 2. 28. 15. 合計. 2. 3. 26. 27. 51. 13. 5. 13. 4. 14. 12. 11 181 100. 資料來源:日本勞工部調查災害事例(1991). 若針對矽甲烷災害事故統計,根據文獻與事故案例資料可歸納如下: 1. 由矽甲烷廠務系統危害辨識與量化風險分析技術手冊【3】的分析,依據 SEMATECH於1995年對矽甲烷事故統計的研究顯示,因矽甲烷氣體外洩 所造成之意外事故佔59%,其中發生在氣體供應系統中有50%,而更換 氣體鋼瓶所造成之災害約佔23%。 2. 因多數廠商不願公開分享事故案例,針對可蒐集到之事故案例彙整如 表2.2,藉此再參考矽甲烷供應系統相關製程關鍵點,分析出可能之危害 因子,以進行後續之FMEA分析。. 15.
(25) 表2.2 矽甲烷災害事故案例 項次. 事故概要. 危害影響. 可能原因. 1. 更換矽甲烷氣體鋼瓶作業 火災及人員灼傷 時,鋼瓶內之矽甲烷殘氣洩 漏並著火. Purge不完全. 2. 在更換矽甲烷氣體鋼瓶作業 火災及人員灼傷 時,把要更換的實瓶與空瓶 誤認裝上,把實瓶的螺母轉 鬆,噴出來的火焰導致了燒 傷,也造成了火災. 1.實瓶與空瓶掛 牌不確實. 新氣瓶更換後的測漏,氣密 火災 試驗都OK後,依標準程序將 氣瓶主閥打開,閥全開了但 一次壓仍為OK,絲毫無上昇 跡象。為了拆下氣瓶,根據 自動程序開始purge剩下之 氣體,purge終了後準備拆下 氣瓶接頭部時,隨著「碰!」 的聲音,產生出火及冒煙現 象. 1.墊片變形. 3. 4. 5. 火災 更換矽甲烷氣體鋼瓶作業 時,旋開pigtail時出現閃火現 象,消防之Flame detector亦 同步偵測到火焰灑,但未灑 水 CVD 機台之Pump連接至 local scrubber伸縮接頭管路 處閃火燃燒。. check valve之內 部球體燒燬, bellow受損. 16. 2.未依SOP進行 更換鋼瓶作業. 2.墊片安裝不確 實. 1.氣動閥確實未 能完全關閉 2.水源未開. 1.管路阻塞 2.材質不佳 3.反應氣體過量.
(26) 2.4 危害因子辨識 依據事故案例及矽甲烷供應系統相關製程關鍵點,進行作業安全危害 分析,以辨識出潛在之危害,再依據辨識出之危害來設計問卷。經資料彙 集與檢討重大為危害,分氣體供應端、機台端、除害設備端三個區域來陳 述,分析結果如表2.3說明。 表2.3 危害因子辨識表 區域. 危害事件. 危害因子. 遇不相容物,造成火災爆. 鋼瓶更換錯誤. 炸 氣體外洩,有人員傷亡及. 1.鋼瓶搬運翻覆. 火災爆炸之危害. 2.鋼瓶搬運碰撞 3.拆錯使用中的氣瓶. purge不完全,管線內仍含 1.氮氣purge,手動閥誤關 有SiH4,於拆換鋼瓶時有. 2.氮氣purge,氣動閥故障. 氣. 潛在造成火災及人員傷亡. 3.氮氣purge,氮氣供應不足. 體. 之危害. 4.氮氣purge,調壓閥故障 5.氮氣purge,管件漏. 供 應. 氣體外洩,有人員傷亡及. 閥件之彈簧片老化. 端. 火災爆炸之危害. 閥件鬆脫 鋼瓶連接器損壞 鋼瓶連接器未鎖緊 gasket材料品質不良 gasket安裝不良 gasket未更換. 管線洩漏,有火災爆炸之. 調壓閥調整故障,開度過大. 危害. 調壓閥設定錯誤. 氣體. 無法將洩漏氣體排出,造. Exhaust無作動. 供應. 成蓄積,引起火災爆炸、. Exhaust排氣量不足. 17.
(27) 區域 端. 危害事件. 危害因子 Sprinkler無作動. 人員傷害. Chamber和pumping之管線 Pumping Line之dry pump Shut 壓力過高,嚴重時,導致. Down. chamber壓力增高,破裂造 機. 成火災爆炸. 台. 廢氣無法帶走,壓力上. 端. 升,有火災爆炸及人員傷. 管線阻塞. 害之危害 氣體外洩,有火災爆炸之. Bellow、check valve 燒毀. 危害. Pumping Line閥件鬆脫. 排氣出口端燃燒. 吸附桶飽和. Processing Gas反應燃燒不. 流量設定錯誤. 完全,會燒壞出口管線, 有火災及人員傷害之危害 管線堵塞導致pump瞬間跳 管線堵塞,pump故障 掉時,嚴重時會導致管線 除. 中氣體逆流及local. 害. scrubber回火. 設. 高溫使connector 之O-ring. 備. 變質或尾氣溫度過高,嚴. exhaust line阻塞. 冷卻風量不足,製程廢氣流量過大. 重時可能造成外洩及火災 爆炸 因系統為負壓狀態,導致 空氣流入管線中與SiH4燃 燒,有潛在造成回火之危 害. 18. O2測漏失效.
(28) 第三章 FMEA 及 FTA FMEA是一種辨識潛在的產品失誤模式的分析技術,目的在偵測可能導 致意外或嚴重事件之失誤情況。FMEA具有詳細的格式,對設備清單內的每 一設備/零組件一一分析,以故障模式出發,細究造成原因,探討其將導 致的後果,賦予關鍵等級或嚴重等級,並由各資料庫查得發生的可能性, 最後是提出改善意見或檢測建議。因此,FMEA通常可用在可靠度的分析。 因為其注重於個別元件的失誤,因此通常也稱為“由下到上"的邏輯方 法,作為安全分析的工具。對總體風險具有量化的能力,這可減少在安全 分析時許多主觀因素。此法如應用於建廠初期,可輔助設計,建立高可靠 度、高維護度、而且是安全的系統。 FMEA是評估製程中設備可能失效或不當操作之途徑及其影響之分析 方法。分析人員可依據這些失誤之描述,作為改善系統設計之基礎資料。 分析人員在進行FMEA時會對設備可能產生的失誤與其潛在的影響作一詳 細的描述,如果不針對這些失誤進行改善或對其可能的影響進行預防,則 系統雖然順利運轉,但這些潛在的失誤仍有可能會發生,進而造成財產損 失或人員傷亡。 失誤模式及影響分析可由單一人員的執行,但其分析結果應由其他人 員來審核,以確保分析的完整性。至於分析人員數目的多寡則取決於欲分 析系統或工廠設備的大小規模及複雜度,不過,分析人員對於設備的功能、 設備的失誤模式,以及這些失誤對系統或工廠的影響應有相當程度的瞭解。 FTA和FMEA一樣,亦首先發展於美國國防科技工業,導因於航空工業 與國防工業屢生事故,美國空軍乃商請貝爾實驗室研究一套追尋事故前因 後果的方法,在事故發生之前,能預先知道失誤所在及其發生的機率。1961 年,H. A. Watson 以及 A. B. Mearns 研究出一種邏輯圖形的方法,以追溯 19.
(29) 系統中所有可能導致不幸結果的失誤。 失誤樹分析【7】 【18】是一種利用圖形邏輯運算閘來進行危害分析的 一套危害分析系統,它的基本邏輯觀念就是由一個意外事件的結果作為起 點,透過分析人員的思考及邏輯閘的運作一步一步去推導其發生事故的基 本原因,然後算出其意外事件發生的機率,在基本的架構上失誤樹分析屬 於一種演繹法。 在系統安全分析方法中,FMEA與FTA可相輔相成,兩者具有表3.1之特 點。 表3.1 FMEA與FTA特點 特. FMEA. 點. 1.使用歸納法. ◎. 2.使用演繹法. ◎. 3.最適宜作單點故障分析. ◎. 4.最適宜作多點故障分析. FTA. ◎. ◎. 5.可應用於設計階段. ◎. 6.使用表格形式. ◎. 7.使用邏輯樹圖形. ◎. ◎. 8.最適於分析高風險系統. ◎. ◎. 9.可作為輔助性分析方法. ◎. ◎. 20.
(30) 3.1 FMEA 設計 彙整過去光電業與半導體業發生之相關事故災害類型,修正設計出一 適用於矽甲烷供應系統安全評估之FMEA分析表,如表3.2所示。 表3.2 FMEA分析表. 失誤機率 很 高 中 很 幾 高 等 低 乎 項 失效 失效模式 不 次 因子 可 能 5 4 3 2 1. 改善後再發生 頻率 重 高 中 低 輕 很 高 中 很 幾 大 度 度 度 微 高 等 低 乎 預防措施(可複選) 不 可 能 嚴重性. 失效影響. 5 4 3 2 1. 5 4 3 2 1. 依據氣體供應端、機台端與除害設備端將不同類型之事故填入FMEA 分析表中,進行各危害類型之失誤機率、失誤嚴重性與改善後再發生機率 問卷調查,失誤機率與改善後再發生頻率參考依據如表3.3,失誤嚴重性參 考依據如表3.4。. 21.
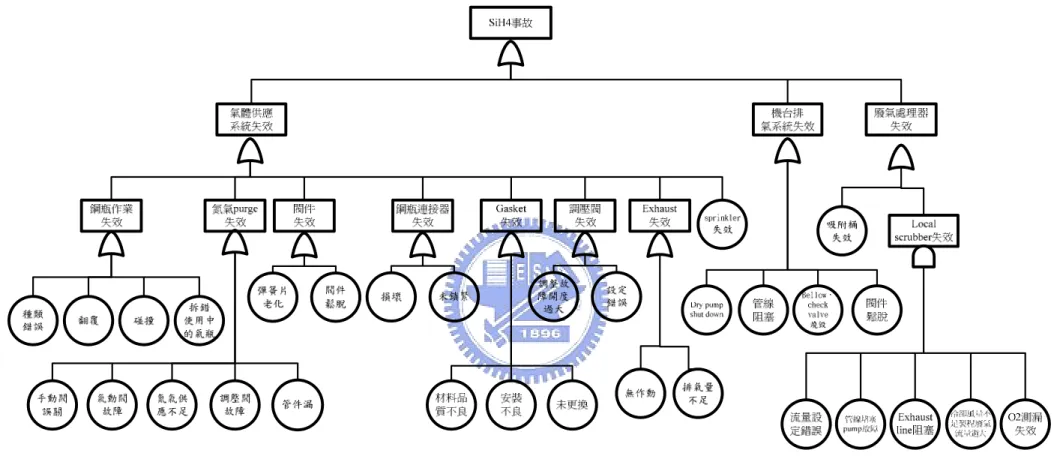
(31) 表3.3 失誤機率與改善後再發生頻率 等級區分 分級 說明 很高 5 4 3 2 1. 發生機率(hr-1). 預期發生頻率. 一年發生三次以上(含 3 次)。 一年發生一次以上或二次以下。 高 (三年內發生一次以上,但一年不 超過一次) 約一至五年發生一次。(五年發生 中等 一次以上,但五年不超過一次) 約五年發生一次。(五年不超過一 很低 次) 幾乎不可能 不太可能發生。. 3.42×10-4 1.71×10-4 4.57×10-5 2.28×10-5 1.00×10-6. 表3.4 失誤嚴重性 等級區分 等 嚴重 級 度 5. 重大. 4. 高度. 3. 中度. 2 1. 財產損失 在一千萬以上. 生產損失 停工一個月. 100 萬到一千萬元之 停工二週 間 10 萬到 100 萬元間 停工一週. 人員傷亡或職業病 一人死亡或三人嚴重 受傷 二人以上之嚴重傷害. 需要住院醫療之嚴重 傷害 低度 1 萬到 10 萬元之間 停工一天以下 需要醫療處理的傷害 小於 1 萬元或輕微受 短暫停工,無明顯 不需或僅需一般處理 輕微 損,無明顯損失 損害失 之傷害或疾病. 3.2 失誤樹分析 FTA是將不希望發生在系統或機器的事件設定為「頂層事件」,檢討造 成頂層事件的要因,然後求出成為原因的各種「基本事件」的解析手法。 亦即把頂層事件當做樹的頂點,針對複數要因繪製成如同樹枝一樣末端擴 22.
(32) 大的圖。FTA分析使用某些術語與符號,皆代表特定的意義。這些符號及名 稱說明如表3.5,其邏輯樹圖形如圖3.1所示。根據表2.3 危害因子辨識表可 繪製出圖3.2之SiH4事故FTA。 表3.5 失誤樹的符號及名稱說明 符號. 名稱 頂上事件. 說. 明. 為失誤樹分析中位置在最上面的事件,這 些事件通常為我們不希望發生的意外事 故。. 長方形符號:代表一特定的事件,常常表 示 AND gate 或 OR gate 的輸入或輸出,進 次因失誤事 一步的分析是可能的。用以描述某一狀況 件 或事象的結果,是由另外的故障肇因由輸 入事象經閘運算所得。 圓形符號:代表系統中的某一基本元事 件,無需加以進一步的分析,這些元件也 基 本 失 誤 事 許是人為失誤或機械設備故障或失去功 能。 件 最小水準的基本事件。 可以單獨得到發生機率的事件。 某一事件係由多個不同原因所造成,而且 只要其中一個或以上的原因出現即可導致 該事件發生。. 或閘 (OR gate). 23.
(33) 符號. 名稱. 說. 明. 某一事件係由多個不同原因所造成,而這 些原因必須同時出現才會導致該事件發 生。. 和閘 (AND gate). 頂上事件 和閘. B,C 為造成頂上 事件的原因 或閘. C1,C2,C3, C4,C5 為造成 C 的原因. 圖3.1 失誤樹圖形之結構. 24.
(34) 圖 3.2 之 SiH4 事故 FTA. 25.
(35) 第四章 問卷調查 依據表2.3 危害因子辨識表,結合表3.1 FMEA分析表,設計出SiH4氣 體安全管理調查表,如附錄二,並對光電產業與半導體產業進行問卷調查, 希望藉由問卷調查蒐集這些危害因子之失誤機率、失誤嚴重程度以及此危 害因子依據預防措施改善再發生失誤之機率。 本次問卷之目的在探討相關之管理機制是否能真正預防事故之發生, 問卷共分四個部份: 1. 基本資料 2. 氣體供應端FMEA分析表:表4.1 3. 機台端FMEA分析表:表4.2 4. 除害設備FMEA分析表:表4.3 藉此四部份之問卷以瞭解矽甲烷供應系統之安全性,及光電廠與半導 體廠之作業管理差異為何?再進一步依據預防措施進行改善以提升作業安 全。. 表4.1 氣體供應端FMEA分析表 項次. 失效因子. 失效模式. A01. 鋼瓶作業. 種類錯誤. A02. 鋼瓶作業. 翻覆. A03. 鋼瓶作業. 碰撞. A04. 鋼瓶作業. 拆錯使用中的氣瓶. 失效影響 遇不相容物,造成火災爆炸 氣體外洩,有人員傷亡及火災 爆炸之危害 氣體外洩,有人員傷亡及火災 爆炸之危害. 26. 氣體外洩,有人員傷亡及火災 爆炸之危害.
(36) 項次. 失效因子. 失效模式. 失效影響 purge 不完全,管線內仍含有. A05. 氮氣 purge. SiH4,於拆換鋼瓶時有潛在造. 手動閥誤關. 成火災及人員傷亡之危害 purge 不完全,管線內仍含有 A06. 氮氣 purge. SiH4,於拆換鋼瓶時有潛在造. 氣動閥故障. 成火災及人員傷亡之危害 purge 不完全,管線內仍含有 A07. 氮氣 purge. 氮氣供應不足. SiH4,於拆換鋼瓶時有潛在造 成火災及人員傷亡之危害 purge 不完全,管線內仍含有. A08. 氮氣 purge. SiH4,於拆換鋼瓶時有潛在造. 調壓閥故障. 成火災及人員傷亡之危害 purge 不完全,管線內仍含有 A09. 氮氣 purge. SiH4,於拆換鋼瓶時有潛在造. 管件漏. 成火災及人員傷亡之危害 氣體外洩,有人員傷亡及火災. A10. 閥件. 彈簧片老化. A11. 閥件. 閥件鬆脫. A12. 鋼瓶連接器 損壞. A13. 鋼瓶連接器 未鎖緊. A14. gasket(襯墊) 材料品質不良. 爆炸之危害 氣體外洩,有火災爆炸之危害 氣體外洩,有人員傷亡及火災 爆炸之危害 氣體外洩,有人員傷亡及火災 爆炸之危害. 27. 氣體外洩,有人員傷亡及火災.
(37) 項次. 失效因子. 失效模式. 失效影響 爆炸之危害 氣體外洩,有人員傷亡及火災. A15. gasket(襯墊) 安裝不良. A16. gasket(襯墊) 未更換. A17. 調壓閥. 調整故障,開度過大 管線洩漏,有火災爆炸之危害. A18. 調壓閥. 設定錯誤. A19. Exhaust. 無作動. A20. Exhaust. 排氣量不足. A21. Sprinkler. 無作動. 爆炸之危害 氣體外洩,有人員傷亡及火災 爆炸之危害. 管線洩漏,有火災爆炸之危害 無法將洩漏氣體排出,造成蓄 積,引起火災爆炸、人員傷害 無法將洩漏氣體排出,造成蓄 積,引起火災爆炸、人員傷害 無法將火燄撲滅造成火災爆 炸、人員傷害. 表4.2 機台端FMEA分析表 項次. B01. B02. 失效因子. 失效模式. 失效影響 Chamber 和 pumping 之管線壓. Pumping Line. dry pump Shut Down 力過高,嚴重時,導致 chamber. Pumping Line. 管線阻塞. 壓力增高,破裂造成火災爆炸 廢氣無法帶走,壓力上升,有 火災爆炸及人員傷害之危害. 28.
(38) 項次. 失效因子. B03. Pumping Line. B04. Pumping Line. 失效模式 Bellow、check valve 燒毀 閥件鬆脫. 失效影響 氣體外洩,有火災爆炸之危害 氣體外洩,有火災爆炸之危害. 表4.3 除害設備FMEA分析表 項次. 失效因子. C01. 吸附桶. C02. local scrubber. C03. C04. C05. C06. local scrubber. local scrubber. local scrubber. local scrubber. 失效模式 吸附桶飽和. 失效影響 排氣出口端燃燒 Processing Gas 反應燃燒不完. 流量設定錯誤. 全,會燒壞出口管線,有火災 及人員傷害之危害. 管線堵塞,pump 故 障. 管線堵塞導致 pump 瞬間跳掉 時,嚴重時會導致管線中氣體 逆流及 local scrubber 回火 管線堵塞導致 pump 瞬間跳掉. exhaust line 阻塞. 時,嚴重時會導致管線中氣體 逆流及 local scrubber 回火. 冷卻風量不足,製程 廢氣流量過大. 高溫使 connector 之 O-ring 變 質或尾氣溫度過高,嚴重時可 能造成外洩及火災爆炸 因系統為負壓狀態,導致空氣 流入管線中與 SiH4 燃燒,有. O2 測漏失效. 潛在造成回火之危害. 29.
(39) 第五章 研究結果 本研究主要是依據失效模式與影響分析(FMEA)進行矽甲烷供應系統 相關危害之研究調查,將結果資料分基本資料、氣體供應端/機台端/除害設 備及其發生失誤機率/失誤嚴重性/改善後再發生頻率之 FMEA 分析、及 FTA 等三個部份來陳述與討論,詳細研究結果說明如下:. 5.1 基本資料 本研究共對 11 家企業以問卷方式進行調查,發出問卷數共 32 份,主 要對象以光電業與半導體業為主。對調查結果分三個部份陳述: 5.1.1 產業分類方面 對 11 家企業發出 32 份問卷,有 9 家企業填答回覆,共回收問卷數 21 份,回收率為 65.6 % 。其中光電業 8 家企業問卷 23 份,有 6 家企業填答 並回收 12 份,回收率 52.2 % ,未回應之企業經再連繫得知為表示不方便 填答。半導體業 3 家企業問卷數 9 份,3 家企業皆填答回收 9 份,回收率 100 % 。結果如表 5.1 及表 5.2 所示:. 表 5.1 問卷回收統計 行業別. 光電業. 半導體業. 合計. 公司. O1. O2. O3. O4. O5. O6. O7. O8. S1. S2. S3. 問卷數. 4. 3. 3. 3. 3. 3. 1. 3. 3. 2. 4. 32. 回收數. 3. 3. 0. 3. 0. 1. 1. 1. 3. 2. 4. 21. 回收率 75.0% 100.0% 0.0% 100.0% 0.0%. 33.3% 100.0% 33.3% 100.0% 100.0% 100.0% 65.6%. 註:公司名稱以代碼表示. 30.
(40) 表 5.2 光電業與半導體業之問卷回收統計 行業別. 光電業. 半導體業. 合計. 問卷數. 23. 9. 32. 回收數. 12. 9. 21. 回收率. 52.2%. 100.0%. 65.6%. 5.1.2 在工作職務方面 問卷填答以環保工安人員、廠務人員及設備人員為主。如表 5.3 所示, 環保工安人員 9 人及廠務人員 9 人居多,各佔 42.9 % ,其餘為設備人員 3 人佔 14.3 % 。因此三種職務之人員對矽甲烷供應系統較熟悉。. 表 5.3 工作職務統計 行業別. 光電業. 半導體業. 合計. 百分比. 環安. 4. 5. 9. 42.9%. 廠務. 8. 1. 9. 42.9%. 設備. 0. 3. 3. 14.3%. 5.1.3 在工作年資方面 年資超過 1 年有 2 人( 9.5 % ),超過 2 年有 3 人( 14.3 % ),3 年以 上~未滿 5 年有 4 人( 19.0 % ),超過 5 年以上有 12 人( 57.1 % )最多。 合計超過 3 年以上共有 16 人( 76.1 % )。統計後結果如表 5.4 所示: 31.
(41) 表 5.4 工作年資統計 年資 光電業 半導體業 合計 百分比. 超過 1 年 0 2 2 9.5%. 超過 2 年 3 年以上~未滿 5 年 1 3 2 1 3 4 14.3% 19.0%. 5 年以上 8 4 12 57.1%. 5.2 FMEA 分析 矽甲烷供應系統於氣體供應端、機台端、除害設備等三區域之 FMEA 分 析整理得各項危害因子對應其發生失誤機率、失誤嚴重性與改善後再發生 頻率之統計。 5.2.1 失誤機率 在失誤機率評量上,從表 5.5 得知認同失誤機率在中等以上且超過 50% 以上只有「Pumping Line 管線阻塞」一項,認同失誤機率在 30%以上有「鋼 瓶作業翻覆」 、 「鋼瓶作業碰撞」 、 「鋼瓶作業拆錯使用中的氣瓶」 、 「Exhaust 無作動」及「Bellow/check valve 燒毀」等五項,表示現況矽甲烷供應系 統之失能風險仍高。. 表 5.5. 氣體供應端危害因子之失誤機率及失誤嚴重性統計 失誤機率. 項 次. 很高 失效因子. 高. 中等. 嚴重性 很低. 失效模式. 幾乎 重大 高度 中度 低度 輕微 不可 能. 5. 4. 3. 2. 1. 5. 4. 3. 2. 1. A01 鋼瓶作業. 種類錯誤. 0.0% 0.0% 4.8% 42.9% 52.4% 38.1% 23.8% 14.3% 4.8% 19.0%. A02 鋼瓶作業. 翻覆. 0.0% 0.0% 33.3% 47.6% 19.0% 33.3% 14.3% 9.5% 14.3% 28.6%. 32.
(42) 失誤機率 項 次. 很高 失效因子. A04 鋼瓶作業. 中等. 很低. 失效模式. 幾乎 重大 高度 中度 低度 輕微 不可 能. 5 A03 鋼瓶作業. 高. 嚴重性. 碰撞 拆錯使用中的氣 瓶. 4. 3. 2. 1. 5. 4. 3. 2. 1. 0.0% 4.8% 28.6% 42.9% 23.8% 28.6% 4.8% 28.6% 9.5% 28.6% 0.0% 4.8% 28.6% 47.6% 19.0% 47.6% 14.3% 4.8% 9.5% 23.8%. A05 氮氣 purge. 手動閥誤關. 0.0% 0.0% 19.0% 42.9% 38.1% 23.8% 9.5% 4.8% 28.6% 33.3%. A06 氮氣 purge. 氣動閥故障. 0.0% 0.0% 19.0% 71.4% 9.5% 23.8% 9.5% 4.8% 33.3% 28.6%. A07 氮氣 purge. 氮氣供應不足. 0.0% 0.0% 28.6% 38.1% 33.3% 23.8% 9.5% 0.0% 38.1% 28.6%. A08 氮氣 purge. 調壓閥故障. 0.0% 0.0% 19.0% 57.1% 23.8% 23.8% 4.8% 4.8% 33.3% 33.3%. A09 氮氣 purge. 管件漏. 0.0% 0.0% 14.3% 47.6% 38.1% 28.6% 4.8% 4.8% 33.3% 28.6%. A10 閥件. 彈簧片老化. 0.0% 0.0% 23.8% 71.4% 4.8% 19.0% 14.3% 4.8% 38.1% 23.8%. A11 閥件. 閥件鬆脫. 0.0% 0.0% 19.0% 42.9% 38.1% 23.8% 14.3% 14.3% 28.6% 19.0%. A12 鋼瓶連接器. 損壞. 0.0% 0.0% 19.0% 47.6% 33.3% 28.6% 9.5% 0.0% 52.4% 9.5%. A13 鋼瓶連接器. 未鎖緊. 0.0% 0.0% 19.0% 61.9% 19.0% 33.3% 9.5% 4.8% 33.3% 19.0%. A14 gasket(襯墊). 材料品質不良. 0.0% 0.0% 23.8% 71.4% 4.8% 19.0% 23.8% 0.0% 42.9% 14.3%. A15 gasket(襯墊). 安裝不良. 0.0% 0.0% 19.0% 66.7% 14.3% 23.8% 19.0% 4.8% 38.1% 14.3%. A16 gasket(襯墊). 未更換. 0.0% 0.0% 14.3% 38.1% 47.6% 19.0% 19.0% 9.5% 28.6% 19.0%. A17 調壓閥. 調整故障,開度 過大. 0.0% 0.0% 28.6% 52.4% 19.0% 19.0% 4.8% 4.8% 42.9% 28.6%. A18 調壓閥. 設定錯誤. 0.0% 0.0% 28.6% 38.1% 33.3% 19.0% 4.8% 9.5% 33.3% 33.3%. A19 Exhaust. 無作動. 0.0% 0.0% 38.1% 33.3% 28.6% 23.8% 9.5% 42.9% 4.8% 19.0%. A20 Exhaust. 排氣量不足. 0.0% 0.0% 19.0% 42.9% 38.1% 19.0% 4.8% 14.3% 42.9% 19.0%. A21 Sprinkler. 無作動. 0.0% 0.0% 23.8% 42.9% 33.3% 23.8% 19.0% 28.6% 14.3% 14.3%. B01 Pumping Line B02 Pumping Line B03 Pumping Line. dry pump Shut Down 管線阻塞 Bellow、check valve 燒毀. 0.0% 0.0% 23.8% 52.4% 23.8% 14.3% 19.0% 28.6% 23.8% 14.3% 0.0% 14.3% 38.1% 38.1% 9.5% 14.3% 14.3% 28.6% 28.6% 14.3% 0.0% 0.0% 33.3% 47.6% 19.0% 14.3% 19.0% 14.3% 38.1% 14.3%. B04 Pumping Line. 閥件鬆脫. 0.0% 4.8% 23.8% 52.4% 19.0% 19.0% 9.5% 9.5% 38.1% 23.8%. C01 吸附桶. 吸附桶飽和. 0.0% 5.0% 20.0% 60.0% 15.0% 15.0% 0.0% 20.0% 30.0% 30.0%. C02 local scrubber 流量設定錯誤 C03 local scrubber C04 local scrubber C05 local scrubber. 管線堵塞,pump 故障 exhaust line 阻 塞 冷卻風量不足, 製程廢氣流量過. 0.0% 0.0% 19.0% 52.4% 28.6% 14.3% 4.8% 19.0% 42.9% 19.0% 4.8% 0.0% 19.0% 61.9% 14.3% 14.3% 9.5% 28.6% 28.6% 19.0% 0.0% 0.0% 23.8% 38.1% 38.1% 14.3% 14.3% 28.6% 23.8% 19.0% 0.0% 0.0% 14.3% 57.1% 28.6% 14.3% 9.5% 19.0% 28.6% 28.6%. 33.
(43) 失誤機率 項 次. 很高 失效因子. 高. 中等. 嚴重性 很低. 失效模式. 幾乎 重大 高度 中度 低度 輕微 不可 能. 5. 4. 3. 2. 1. 5. 4. 3. 2. 1. 大 C06 local scrubber O2 測漏失效. 0.0% 0.0% 14.3% 47.6% 38.1% 14.3% 9.5% 28.6% 19.0% 28.6%. 5.2.2 失誤嚴重性 失誤嚴重性評量上,從表 5.5 統計數字可以得知超過 50%以上受訪者認 為有財產損失超過 10 萬以上、生產損失超過停工一週以上、人員傷亡需要 住院醫療之嚴重傷害的失效模式,包括有「鋼瓶作業種類錯誤」、「鋼瓶 作業翻覆」、「鋼瓶作業碰撞」、「鋼瓶作業拆錯使用中的氣瓶」、「閥 件鬆脫」、「Exhaust 無作動」、「Sprinkler 無作動」、「dry pump Shut Down」、「Pumping Line 管線阻塞」、「local scrubber 管線堵塞,pump 故障」、「local scrubber exhaust line 阻塞」、「local scrubber O2 測漏失效」等在中度以上之嚴重度共 12 項。顯示以上 12 項因子為矽甲烷 供應系統危害之關鍵點。 5.2.3 光電業與半導體業之差異 從表 5.6 得出光電業與半導體業之差異,在失誤機率評量上,「鋼瓶 作業翻覆」、「鋼瓶作業碰撞」、「gasket(襯墊)未更換」等三項失誤機 率光電業高於半導體業,經訪問及查詢文獻得知在原物料使用量之需求光 電業高於半導體業,相對人工操作更換頻率次數也較高。在嚴重性評量上, 於「鋼瓶作業種類錯誤」、「鋼瓶作業碰撞」、「鋼瓶作業拆錯使用中的 氣瓶」、「閥件鬆脫」、「鋼瓶連接器未鎖緊」、「gasket(襯墊)安裝不 良」、「gasket(襯墊)未更換」、「Exhaust 無作動」、「Sprinkler 無作 34.
(44) 動」、「dry pump Shut Down」、「Pumping Line 管線阻塞」、「Bellow、 check valve 燒毀」、「local scrubber 管線堵塞,pump 故障」、「local scrubber exhaust line 阻塞」、「local scrubber O2 測漏失效」等 15 項光電業高於半導體業,主因為使用量與更換頻率皆高。 表 5.6. 光電業與半導體業分類統計. 失誤機率 項次. 產業. 很高. A02. A03. A04. A05. A06. A07. A08. A09. A10. A11. A12. A13. 中等. 很低. 幾乎不. 重大. 高度. 中度. 低度. 輕微. 5. 4. 3. 2. 1. 可能 5. A01. 高. 嚴重性. 4. 3. 2. 1. 光電業. 0.0%. 0.0%. 0.0%. 33.3%. 66.7%. 33.3%. 33.3%. 16.7%. 0.0%. 16.7%. 半導體業. 0.0%. 0.0%. 11.1%. 55.6%. 33.3%. 44.4%. 11.1%. 11.1%. 11.1%. 22.2%. 光電業. 0.0%. 0.0%. 41.7%. 41.7%. 16.7%. 16.7%. 25.0%. 8.3%. 16.7%. 33.3%. 半導體業. 0.0%. 0.0%. 22.2%. 55.6%. 22.2%. 55.6%. 0.0%. 11.1%. 11.1%. 22.2%. 光電業. 0.0%. 8.3%. 33.3%. 41.7%. 16.7%. 16.7%. 8.3%. 41.7%. 0.0%. 33.3%. 半導體業. 0.0%. 0.0%. 22.2%. 44.4%. 33.3%. 44.4%. 0.0%. 11.1%. 22.2%. 22.2%. 光電業. 0.0%. 8.3%. 8.3%. 66.7%. 16.7%. 50.0%. 25.0%. 0.0%. 8.3%. 16.7%. 半導體業. 0.0%. 0.0%. 55.6%. 22.2%. 22.2%. 44.4%. 0.0%. 11.1%. 11.1%. 33.3%. 光電業. 0.0%. 0.0%. 0.0%. 58.3%. 41.7%. 16.7%. 8.3%. 8.3%. 33.3%. 33.3%. 半導體業. 0.0%. 0.0%. 44.4%. 22.2%. 33.3%. 33.3%. 11.1%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 0.0% 100.0%. 0.0%. 16.7%. 8.3%. 8.3%. 41.7%. 25.0%. 半導體業. 0.0%. 0.0%. 44.4%. 33.3%. 22.2%. 33.3%. 11.1%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 25.0%. 33.3%. 41.7%. 16.7%. 8.3%. 0.0%. 50.0%. 25.0%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 33.3%. 11.1%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 8.3%. 58.3%. 33.3%. 8.3%. 8.3%. 8.3%. 41.7%. 33.3%. 半導體業. 0.0%. 0.0%. 33.3%. 55.6%. 11.1%. 44.4%. 0.0%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 0.0%. 50.0%. 50.0%. 16.7%. 8.3%. 8.3%. 41.7%. 25.0%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 44.4%. 0.0%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 8.3%. 83.3%. 8.3%. 8.3%. 16.7%. 8.3%. 50.0%. 16.7%. 半導體業. 0.0%. 0.0%. 44.4%. 55.6%. 0.0%. 33.3%. 11.1%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 8.3%. 25.0%. 66.7%. 16.7%. 16.7%. 25.0%. 33.3%. 8.3%. 半導體業. 0.0%. 0.0%. 33.3%. 66.7%. 0.0%. 33.3%. 11.1%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 0.0%. 8.3%. 50.0%. 41.7%. 25.0%. 8.3%. 0.0%. 66.7%. 0.0%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 8.3%. 66.7%. 25.0%. 33.3%. 8.3%. 8.3%. 33.3%. 16.7%. 半導體業. 0.0%. 0.0%. 33.3%. 55.6%. 11.1%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 35.
(45) 失誤機率 項次. 產業. 很高. A15. A16. A17. A18. A19. A20. A21. B01. B02. B03. B04. C01. C02. C03. C04. C05. 中等. 很低. 幾乎不. 重大. 高度. 中度. 低度. 輕微. 1. 5. 4. 3. 2. 1. 可能 5. A14. 高. 嚴重性. 4. 3. 2. 光電業. 0.0%. 0.0%. 16.7%. 75.0%. 8.3%. 8.3%. 33.3%. 0.0%. 50.0%. 8.3%. 半導體業. 0.0%. 0.0%. 33.3%. 66.7%. 0.0%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 8.3%. 75.0%. 16.7%. 16.7%. 25.0%. 8.3%. 41.7%. 8.3%. 半導體業. 0.0%. 0.0%. 33.3%. 55.6%. 11.1%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 16.7%. 41.7%. 41.7%. 8.3%. 25.0%. 16.7%. 41.7%. 8.3%. 半導體業. 0.0%. 0.0%. 11.1%. 33.3%. 55.6%. 33.3%. 11.1%. 0.0%. 11.1%. 33.3%. 光電業. 0.0%. 0.0%. 16.7%. 58.3%. 25.0%. 8.3%. 0.0%. 8.3%. 50.0%. 33.3%. 半導體業. 0.0%. 0.0%. 44.4%. 44.4%. 11.1%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 25.0%. 33.3%. 41.7%. 8.3%. 0.0%. 16.7%. 33.3%. 41.7%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 33.3%. 33.3%. 33.3%. 16.7%. 8.3%. 58.3%. 8.3%. 8.3%. 半導體業. 0.0%. 0.0%. 44.4%. 33.3%. 22.2%. 33.3%. 11.1%. 22.2%. 0.0%. 33.3%. 光電業. 0.0%. 0.0%. 8.3%. 41.7%. 50.0%. 8.3%. 0.0%. 25.0%. 50.0%. 16.7%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 8.3%. 58.3%. 33.3%. 16.7%. 25.0%. 41.7%. 16.7%. 0.0%. 半導體業. 0.0%. 0.0%. 44.4%. 22.2%. 33.3%. 33.3%. 11.1%. 11.1%. 11.1%. 33.3%. 光電業. 0.0%. 0.0%. 16.7%. 66.7%. 16.7%. 0.0%. 25.0%. 41.7%. 25.0%. 8.3%. 半導體業. 0.0%. 0.0%. 33.3%. 33.3%. 33.3%. 33.3%. 11.1%. 11.1%. 22.2%. 22.2%. 光電業. 0.0%. 25.0%. 33.3%. 33.3%. 8.3%. 0.0%. 16.7%. 50.0%. 25.0%. 8.3%. 半導體業. 0.0%. 0.0%. 44.4%. 44.4%. 11.1%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 25.0%. 50.0%. 25.0%. 0.0%. 25.0%. 25.0%. 41.7%. 8.3%. 半導體業. 0.0%. 0.0%. 44.4%. 44.4%. 11.1%. 33.3%. 11.1%. 0.0%. 33.3%. 22.2%. 光電業. 0.0%. 8.3%. 16.7%. 58.3%. 16.7%. 8.3%. 8.3%. 16.7%. 50.0%. 16.7%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 33.3%. 11.1%. 0.0%. 22.2%. 33.3%. 光電業. 0.0%. 9.1%. 9.1%. 63.6%. 18.2%. 0.0%. 0.0%. 27.3%. 54.5%. 18.2%. 半導體業. 0.0%. 0.0%. 33.3%. 55.6%. 11.1%. 33.3%. 0.0%. 11.1%. 11.1%. 44.4%. 光電業. 0.0%. 0.0%. 0.0%. 58.3%. 41.7%. 0.0%. 8.3%. 16.7%. 58.3%. 16.7%. 半導體業. 0.0%. 0.0%. 44.4%. 44.4%. 11.1%. 33.3%. 0.0%. 22.2%. 22.2%. 22.2%. 光電業. 8.3%. 0.0%. 8.3%. 58.3%. 25.0%. 0.0%. 16.7%. 41.7%. 25.0%. 16.7%. 半導體業. 0.0%. 0.0%. 33.3%. 66.7%. 0.0%. 33.3%. 0.0%. 11.1%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 16.7%. 25.0%. 58.3%. 0.0%. 25.0%. 41.7%. 16.7%. 16.7%. 半導體業. 0.0%. 0.0%. 33.3%. 55.6%. 11.1%. 33.3%. 0.0%. 11.1%. 33.3%. 22.2%. 光電業. 0.0%. 0.0%. 0.0%. 58.3%. 41.7%. 0.0%. 16.7%. 25.0%. 33.3%. 25.0%. 半導體業. 0.0%. 0.0%. 33.3%. 55.6%. 11.1%. 33.3%. 0.0%. 11.1%. 22.2%. 33.3%. 36.
(46) 失誤機率 項次. 產業. 很高. 中等. 很低. 幾乎不. 重大. 高度. 中度. 低度. 輕微. 5. 4. 3. 2. 1. 可能 5. C06. 高. 嚴重性. 4. 3. 2. 1. 光電業. 0.0%. 0.0%. 0.0%. 50.0%. 50.0%. 0.0%. 16.7%. 41.7%. 16.7%. 25.0%. 半導體業. 0.0%. 0.0%. 33.3%. 44.4%. 22.2%. 33.3%. 0.0%. 11.1%. 22.2%. 33.3%. 5.2.4 TFT-LCD FMEA 分析結果 透過問卷蒐集可得各危害因子之主觀失效發生機率以及嚴重程度,藉 由定性及定量分析,並針對各失效模式給予相關預防措施建議,即可得 TFT-LCD 失效模式、影響及嚴重度分析,其結果如表 5.7 所示。從表可知 失效發生機率前五名分別為鋼瓶作業碰撞、Pumping Line 管線阻塞、 Pumping Line 閥件鬆脫、吸附桶飽和、local scrubber 管線堵塞 pump 故障。 失效嚴重度前五名分別為鋼瓶作業種類錯誤、鋼瓶作業拆錯使用中的氣 瓶、鋼瓶連接器未鎖緊、Exhaust 無作動、Sprinkler 無作動。 表 5.7 TFT-LCD FMEA 分析表 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施 1.不相容氣體分開儲存. A01. 鋼瓶. 種類. 作業. 錯誤. 遇不相容 2.落實二人更換鋼瓶作業 8.27×10-6. 3.67 物,造成 程序 double check 火災爆炸 3.SiH4 鋼瓶的顏色與其他 的顏色不同 氣體外. A02. 鋼瓶 作業. 翻覆. 2.87×10-5. 2.75. 洩,有人 員傷亡及 火災爆炸. 37. 1.鋼瓶有防撞設備 2.搬運作業 SOP 3.搬運人員加強教育訓練.
(47) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施. 之危害 氣體外 A03. 鋼瓶 作業. 洩,有人 1.鋼瓶有防撞設備 碰撞. 3.92×10-5. 2.75 員傷亡及 2.搬運作業 SOP 火災爆炸 3.搬運人員加強教育訓練 之危害 氣體外. 拆錯 A04. 鋼瓶. 使用. 作業. 中的. 洩,有人 3.34×10-5. 3.83 員傷亡及 火災爆炸. 氣瓶. 之危害. 1.設有安全鎖,關閉後才 能更換 2.落實二人更換鋼瓶作業 程序 double check 3.確實穿戴 PPE(個人防護 具). purge 不 完全,管 線內仍含. A05. 氮氣 purge. 有 SiH4,. 手動 閥誤. 1.37×10-5. 2.42. 關. 於拆換鋼 瓶時有潛 在造成火 災及人員. 1.更換作業 SOP 2.落實每日點檢、出現異 狀立即改正 3.設有警報裝置,連鎖關 斷供應源. 傷亡之危 害 purge 不. A06. 氮氣 purge. 完全,管. 氣動 閥故. 2.28×10-5. 2.50. 障. 線內仍含 有 SiH4, 於拆換鋼 瓶時有潛. 38. 1.更換作業 SOP 2.落實每日點檢、出現異 狀立即改正 3.設有警報裝置,連鎖關 斷供應源.
(48) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施. 在造成火 災及人員 傷亡之危 害 purge 不 完全,管 線內仍含. A07. 氮氣 purge. 有 SiH4,. 氮氣 供應. 1.94×10-5. 2.42. 不足. 於拆換鋼 瓶時有潛 在造成火 災及人員. 1.更換作業 SOP 2.落實每日點檢、出現異 狀立即改正 3.設有警報裝置,連鎖關 斷供應源. 傷亡之危 害 purge 不 完全,管 線內仍含. A08. 氮氣 purge. 有 SiH4,. 調壓 閥故. 1.74×10-5. 2.17. 障. 於拆換鋼 瓶時有潛 在造成火 災及人員. 1.更換作業 SOP 2.落實每日點檢、出現異 狀立即改正 3.設有警報裝置,連鎖關 斷供應源. 傷亡之危 害 purge 不 A09. 氮氣. 管件. purge 漏. 1.19×10-5. 2.50. 1.更換作業 SOP. 完全,管 2.落實每日點檢、出現異 線內仍含 狀立即改正 有 SiH4, 3.設有警報裝置,連鎖關. 39.
(49) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施. 於拆換鋼 斷供應源 瓶時有潛 在造成火 災及人員 傷亡之危 害 氣體外 彈簧 A10 閥件. 片老. 洩,有人 2.29×10-5. 2.50 員傷亡及. 化. 火災爆炸 之危害 氣體外. A11 閥件. 閥件 鬆脫. 1.02×10-5. 3.00. 1.進料檢驗程序 2.每日點檢 3.確實穿戴 PPE(個人防護 具) 1.使用鈕力板手. 洩,有火 2.更換閥件後進行正壓測 災爆炸之 試 危害. 3.更換閥件後進行測漏. 氣體外洩, 鋼瓶 A12 連接. 有人員傷 1.測漏 損壞. 1.56×10-5. 器. 2.92 亡及火災 2.UV IR Detector 爆炸之危 3.設有 sprinker 害 氣體外洩,. 鋼瓶 A13 連接 器. 未鎖 緊. 有人員傷 1.測漏 1.93×10-5. 3.08 亡及火災 2.UV IR Detector 爆炸之危 3.設有 sprinker 害. 材料 gasket 品質 A14 (襯墊) 不良. 氣體外 2.48×10-5. 1.進料檢驗程序. 2.83 洩,有人 2.測漏 員傷亡及 3.確實穿戴 PPE(個人防護. 40.
(50) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施. 火災爆炸 具) 之危害 氣體外 gasket 安裝 A15 (襯墊) 不良. gasket 未更 A16 (襯墊) 換. 洩,有人 2.確實穿戴 PPE(個人防護 2.11×10-5. 3.00 員傷亡及 具) 火災爆炸 3.落實二人更換鋼瓶作業 之危害. 程序 double check. 氣體外. 1.測漏. 洩,有人 2.確實穿戴 PPE(個人防護 1.75×10-5. 2.83 員傷亡及 具) 火災爆炸 3.落實二人更換鋼瓶作業 之危害. 調整 A17. 調壓 閥. 管線洩. 故 障,開 2.12×10-5. 2.00. 度過. 漏,有火 災爆炸之 危害. 大. 管線洩 A18. 調壓. 設定. 閥. 錯誤. 1.測漏. 1.94×10-5. 2.00. 漏,有火 災爆炸之 危害. 程序 double check 1.設有過流保護器 2.設置 gas detector 3.設有自動灑水系統. 1.設有過流保護器 2.設置 gas detector 3.設有自動灑水系統. 無法將洩 漏氣體排 Exhau 無作 A19 st 動. 出,造成 1.設有低流量警報 2.32×10-5. 3.17 蓄積,引 2.設置 gas detector 起火災爆 3.設有自動灑水系統 炸、人員 傷害. 41.
(51) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施. 無法將洩 漏氣體排 排氣 Exhau 量不 A20 st 足. 出,造成 1.設有低流量警報 1.38×10-5. 2.33 蓄積,引 2.設置 gas detector 起火災爆 3.設有自動灑水系統 炸、人員 傷害 無法將火. Sprink 無作 A21 ler 動. 燄撲滅造 1.確認水源有供應 1.74×10-5. 3.42 成火災爆 2.確認水壓正常 炸、人員 3.閥件開啟 傷害 Chamber 和 pumping 之管線壓. dry Pumpi pump B01 ng Shut Line Down. 力過高, 1.定期 check pump 之背壓 2.30×10-5. 2.83. 嚴重時, 2.chamber 系統設有高壓 導致. 警報及連鎖作動系統. chamber 壓力增. 3.連鎖關閉. 高,破裂 造成火災 爆炸 Pumpi 管線 B02 ng 阻塞 Line. 廢氣無法 1.定期 check pump 之背壓 6.57×10-5. 2.75. 帶走,壓 2.chamber 系統設有高壓 力上升, 警報及連鎖作動系統 有火災爆 3.連鎖關閉. 42.
(52) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. 建議預防措施. 炸及人員 傷害之危 害 Bello Pumpi w、 B03 ng check Line valve 燒毀 Pumpi 閥件 B04 ng 鬆脫 Line. C01. 吸附 桶. 氣體外 2.31×10-5. 2.67. 災爆炸之 危害 氣體外. 3.53×10-5. 2.42. 洩,有火 災爆炸之 危害. 1.不相容物減量 2.增加 N2 purge 量 3.提升 Oring 材質 1.定期更換閥件 2.配件拆裝完會進行 He 測漏 3.chamber 系統設有高壓 警報及連鎖作動系統 1.排氣管為不燃材質. 吸附 桶飽. 洩,有火. 3.44×10-5. 2.09. 和. 排氣出口 2.吸附桶有壽命監測器及 端燃燒. 高濃度警報 3.連鎖關斷氣瓶櫃. Processing Gas 反應 燃燒不完 全,會燒. 流量. local C02 scrubb 設定 er 錯誤. 1.37×10-5. 1.入口/出口管線採用防火. 材質 2.17 壞出口管 2.設有溫度偵測器 線,有火 3.連鎖關閉裝置 災及人員 傷害之危 害. local 管線 C03 scrubb 堵 er 塞,. 管線堵塞 1.管線採用防火材質 4.59×10-5. 2.58 導致 pump 瞬 43. 2.設有溫度偵測器 3.連鎖關閉裝置.
(53) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. pump 故障. 建議預防措施. 間跳掉 時,嚴重 時會導致 管線中氣 體逆流及 local scrubber 回火 管線堵塞 導致 pump 瞬 間跳掉. local exhaus C04 scrubb t line 1.39×10-5 阻塞 er. 1.定期 check 管路系統之. 時,嚴重 靜壓值 2.75 時會導致 2.定期進行 exhaust Line 管線中氣 之 PM 體逆流及 3.連鎖關閉裝置 local scrubber 回火 高溫使. 冷卻. connector 之 O-ring. 風量 不. local 足,製 C05 scrubb 1.37×10-5 程廢 er 氣流 量過. 變質或尾. 靜壓值 2.33 氣溫度過 2.設有溫度偵測器 高,嚴重 3.連鎖關閉裝置 時可能造 成外洩及. 大 C06 local. O2 測. 1.定期 check 管路系統之. 火災爆炸 1.19×10-5. 2.50 因系統為 1.定期進行 O2 Detector 校 44.
(54) 項次. 失效. 失效 失效機率. 因子. 模式. (hr-1). 嚴重度 失效影響. scrubb 漏失 er 效. 負壓狀. 建議預防措施 正. 態,導致 2.設有溫度偵測器 空氣流入 3.管線採用防火材質 管線中與 SiH4 燃 燒,有潛 在造成回 火之危害. 5.2.5 半導體業失效發生機率及嚴重度 對於半導體業之失效發生機率及嚴重度,透過問卷蒐集分析可知各項 危害因子之主觀失效發生機率以及嚴重程度,其結果如表 5.8 所示。從表可 知失效發生機率前五名分別為鋼瓶作業拆錯使用中的氣瓶、閥件彈簧片老 化、調壓閥調整故障開度過大、Pumping Line 管線阻塞、local scrubber 流量 設定錯誤。失效嚴重度前五名分別為鋼瓶作業種類錯誤、鋼瓶作業翻覆、 鋼瓶作業碰撞、鋼瓶作業拆錯使用中的氣瓶、Exhaust 無作動。 表 5.8 半導體業失效發生機率及嚴重度 項次. 失效因子. 失效模式. 失效機率(hr-1). 嚴重度. A01 鋼瓶作業. 種類錯誤. 1.81×10-5. 3.44. A02 鋼瓶作業. 翻覆. 2.30×10-5. 3.56. A03 鋼瓶作業. 碰撞. 2.06×10-5. 3.22. A04 鋼瓶作業. 拆錯使用中的氣瓶. 3.07×10-5. 3.11. A05 氮氣 purge. 手動閥誤關. 2.57×10-5. 2.89. A06 氮氣 purge. 氣動閥故障. 2.81×10-5. 2.89. 45.
(55) 項次. 失效因子. 失效模式. 失效機率(hr-1). 嚴重度. A07 氮氣 purge. 氮氣供應不足. 2.56×10-5. 2.89. A08 氮氣 purge. 調壓閥故障. 2.80×10-5. 3.00. A09 氮氣 purge. 管件漏. 2.56×10-5. 3.00. A10 閥件. 彈簧片老化. 3.30×10-5. 2.89. A11 閥件. 閥件鬆脫. 3.04×10-5. 2.89. A12 鋼瓶連接器. 損壞. 2.56×10-5. 3.00. A13 鋼瓶連接器. 未鎖緊. 2.80×10-5. 3.00. A14 gasket(襯墊). 材料品質不良. 3.04×10-5. 3.00. A15 gasket(襯墊). 安裝不良. 2.80×10-5. 3.00. A16 gasket(襯墊). 未更換. 1.32×10-5. 2.67. A17 調壓閥. 調整故障,開度過大. 3.06×10-5. 3.00. A18 調壓閥. 設定錯誤. 2.56×10-5. 3.00. A19 Exhaust. 無作動. 2.81×10-5. 3.11. A20 Exhaust. 排氣量不足. 2.56×10-5. 3.00. A21 Sprinkler. 無作動. 2.57×10-5. 3.00. B01 Pumping Line dry pump Shut Down. 2.32×10-5. 3.11. B02 Pumping Line 管線阻塞. 3.06×10-5. 3.00. 3.06×10-5. 3.00. B04 Pumping Line 閥件鬆脫. 2.56×10-5. 2.89. C01 吸附桶. 2.80×10-5. 2.67. C02 local scrubber 流量設定錯誤. 3.06×10-5. 3.00. C03 local scrubber 管線堵塞,pump 故障. 3.04×10-5. 2.89. C04 local scrubber exhaust line 阻塞. 2.80×10-5. 2.89. 2.80×10-5. 2.78. 2.56×10-5. 2.78. B03 Pumping Line. C05 local scrubber. Bellow、check valve 燒 毀 吸附桶飽和. 冷卻風量不足,製程廢 氣流量過大. C06 local scrubber O2 測漏失效. 46.
數據



+4



Outline
相關文件
爆炸而造成人員之傷亡、環境之破壞。依據「勞工安全衛生法」第十五條
四、裝配 系統裝配 能正確依照氣壓迴路設計圖裝配
二、高壓氣體用途甚廣,各事業單位大多使用以作為生產製程之消耗性原、物
而考量到 Covid-19 重症病患的需求,醫院的重症病床數量格外重要。根據統 計,在 OECD 國家間,每十萬人擁有之重症病床數量差距可達 10 倍(如下圖)。. 歐盟疾病管制局 (European
附表 1-1:高低壓電力設備維護檢查表 附表 1-2:高低壓電力設備維護檢查表 附表 1-3:高低壓電力設備(1/13) 附表 2:發電機檢查紀錄表. 附表
[4] Hiroyuki, O., “Sound of Linear Guideway Type Recirculating Linear Ball Bearings” , Transactions of the ASME, Journal of Tribology, Vol. Part I: design and Construction” ,
因受到太平洋高壓影響,全臺氣溫炎熱,各地氣溫屢創新高, 7 月 24 日更 在花蓮測得 40.2° C 高溫,亮起高溫紅燈。根據國民健康署統計,自 2022 年
油壓開關之動作原理是(A)油壓 油壓與低壓之和 油壓與低 壓之差 高壓與低壓之差 低於設定值時,
