國立交通大學建築研究所
碩 士 論 文
新構築:初探外骨骼構造之自由形體參數式設計與施作流程
New tectonics:Design and Prototyping
of a Exoskeleton Free Form Structure and its Components
研 究 生 :張峻福
指導教授:侯君昊
新構築:初探外骨骼構造之自由形體參數式設計與施作流程
New tectonics:Design and Prototyping
of a Exoskeleton Free Form Structure and its Components
研 究 生 :張峻福 Student:Chun-Fu Chang
指導教授:侯君昊 Advisor:June-Hao Hou
國 立 交 通 大 學
建 築 研 究 所
碩 士 論 文
A Thesis
Submitted to Graduate Institute of Architecture
College of Humanities and Social Sciences
National Chiao Tung University
In Partial Fulfillment of the Requirements
For the Degree of
Master
of
Science in Architecture
July 2012
Hsinchu, Taiwan, Republic of China
中文摘要
電腦輔助設計(CAD)與電腦輔助製造(CAM)技術解放了建築設計與製造之 侷限性,使設計者便於創作更加自由豐富之自由形體,於現今實質案例中,自由形體 建造多數採用組合皮層與骨架之建構方式;而以皮層即是骨架之外骨骼(Exoskeleton) 構造為概念,採用單元構件建構自由形體之案例多數為實驗階段物件,其所施作之自 由形體製造流程亦不成熟。 有鑑於此,於自由形體數位設計與施作過程中,該如何設計外骨骼構造之單元構 件原型?而外骨骼構造之自由形體係如何被建造?又如何以參數化方式建構自由形 體,並減少軟體操作繁雜之問題? 本研究試圖藉由案例分析探討外骨骼構造之構成方式與材料應用原理,以操作參 數式設計與實體化製造,建構單元構件原型,進而發展外骨骼構造之初步自由形體設 計與製造流程。而本文數位製造方法可分為二個階段:階段一為依單元構件之概念建 立外骨骼構造之原型,並建置參數化系統;階段二即進而提出外骨骼構造之初步自由 形體設計與製造流程。 關鍵字:外骨骼構造、單元構件、數位建造流程、參數式系統目錄
中文摘要
英文摘要
目錄
圖表目錄
第一章 緒論
1.1. 研究背景 1.2. 研究問題與目標 1.3. 研究方法與步驟第二章 文獻回顧
2.1 自由形體與媒材的發展 2.1.1 設計媒材發展 2.1.2 自由形體的發展 2.2 自由形體在建築設計的技術 2.2.1 CAD/CAM 技術發展 2.2.2 自由形體之設計與建造流程 2.3 自由形體在建築設計的案例 2.3.1 案例選擇 2.3.2 案例分析 2.3.2 分析結論 I II III V 1 1 2 3 7 7 7 8 9 9 10 11 11 12 18第三章 單元設計與研究
3.1 材料分析與檢討 3.1.1 材料性質分析 3.1.2 木材性質分析 3.2 單元構件設計 3.2.1 單元構件設計限制與原則 3.2.2 單元構件設計概念 3.2.3 單元構件形體設計 3.3 單元構件表面層與結構層分析 3.3.1 單元構件量測分析方法 3.3.2 單元構件形態量測分析 3.4 參數化系統建置 3.5 討論第四章 數位設計建造
4.1 自由形體單元化分割 4.2 自由形體單元構件製作 4.2.1 表面層數據分析 4.2.2 單元構件形體生成與攤平 4.3 實體生產與組裝 4.4 討論第五章 結論
5.1 研究結論 5.2 研究貢獻 5.3 研究限制與未來研究參考文獻
19 20 20 22 23 23 24 24 29 29 30 36 43 44 45 52 52 56 59 63 65 65 66 67 69圖表目錄
圖目錄:
圖 1-1 方法與步驟……….…..…….. 圖 2-1 Dragon Skin Pavilion(2012)……… 圖 2-2 構成概念……….. 圖 2-3 數位編號……….. 圖 2-4 模具與彎曲程度定義………. 圖 2-5 單元構件組裝過程……….. 圖 2-6 Enneper(2011)……….. 圖 2-7 Enneper(2012)……….. 圖 2-8 細部施工圖………. 圖 2-9 單元構件組裝過程………. 圖 2-10 Teagloo(2012)……… 圖 2-11 單元構件及組構原型……….. 圖 2-12 木板材局部彎曲概念……….. 圖 2-13 CNC 製程切割………. 圖 2-14 New Prosthesis: Bent Wood Exoskeletons(2011)………… 圖 2-15 個別單元構件攤平及組板過程………. 圖 2-16 CNC 製程切割……… 4 13 13 13 13 13 14 14 15 15 16 16 16 16 17 17 17
圖 2-17 各別單元構件組立……….. 圖 3-1 自由形體數位設計與建造流程………... 圖 3-2 骨架與皮層之組構概念………... 圖 3-3 外骨骼構造之組構概念…….………... 圖 3-4 自由形體構成之曲度曲線………... 圖 3-5 原始板材尺寸及紋路彎曲方式………. 圖 3-6 實體曲線量測說明……….. 圖 3-7 實體量測輔助網格……….. 圖 3-8 上弦主單元構件之量測構件………. 圖 3-9 上弦主單元構件之量測紀錄………. 圖 3-10 上弦主單元構件皮層與骨架數據……… 圖 3-11 下弦主單元構件之量測構件……….. 圖 3-12 下弦主單元構件之量測紀錄……….. 圖 3-13 下弦主單元構件皮層與骨架數據……… 圖 3-14 上弦次單元構件之量測紀錄……….. 圖 3-15 上弦次單元構件皮層與骨架數據……… 圖 3-16 下弦次單元構件之量測紀錄……….. 圖 3-17 下弦次單元構件皮層與骨架數據……… 圖 4-1 預設外骨骼系統之自由形體初步設計與製造流程.……….. 圖 4-2 外骨骼構造之初步自由形體數位設計與製造流程………….………. 圖 5-1 單元構件設計步驟與初步自由形體數位設計製造流程……….. 17 19 20 20 24 24 30 30 31 32 32 33 33 33 34 34 36 36 45 64 65
表目錄:
表 3-1 材料於材料性、施作性及經濟性之比較……… 表 3-2 木材種類、性質與價格分析………. 表 3-3 多向度彎曲單元構件設計過程……… 表 3-4 單向度彎曲單元構件設計過程……… 表 3-5 上弦主單元構件之量測數據………. 表 3-6 下弦主單元構件之量測數據………. 表 3-7 上弦次單元構件之量測數據………. 表 3-8 下弦次單元構件之量測數據………. 表 3-9 水平直線單元構件之參數化系統建置過程……….. 表 3-10 上弦主單元構件之參數化系統建置過程………. 表 3-11 下弦主單元構件之參數化系統建置過程………. 表 4-1 類圓拱形體之單元化分割流程……… 表 4-2 多向度自由形體之單元化分割流程……….. 表 4-3 主架構皮層部位數據之定義與分析……….. 表 4-4 上側次架構皮層部位數據之定義與分析……… 表 4-5 下側次架構皮層部位數據之定義與分析……… 表 4-6 單元構件導入參數化系統並進行攤平作業之流程………... 表 4-7 實體生產與組裝流程………. 21 22 25 26 31 32 34 35 36 37 40 45 48 53 54 55 56 60第一章 緒論
1.1 研究背景
建築之生成源自於人類需求,人類為生存於大自然中,建築成為人類生存所必需。 而建築隨著人類演進的軌跡,其功能從居住到生產,從保護到拓展,從遮風避雨到儲 存展示,人類對建築的要求不再只著眼於實用性,進而要求其藝術性,於是建築設計 之美油然而生。也因為人類對美的無限想像,使建築的設計具有無限可能性。 對於傳統垂直水平之自由形體建築而言,建築師自設計至建造之過程需耗費大量 的時間、人力及物力,而使其實踐之可行性大幅降低;即自由形體建築於設計與建造 上,欠缺經濟性、時效性或實效性,如圓錐式或水滴形屋頂的設計與建造,需耗費相 對大量的設計時間、建造成本與實行人力,使自由形體的建築發展停滯不前,從而, 建築設計之無限可能性受限於建築技術發展不足。 1960 年代初期,興起電腦輔助設計(CAD)的風潮,進而發展出相關的設計理 論與實作(Mitchell, 1977);電腦輔助設計與電腦輔助製造(CAM)降低了傳統建 築技術所需耗費的時間、人力及物力,並於提升效率的同時亦提高了設計與建造的精 準度(Lin, 1999),讓自由形體設計與建造之實踐性大為提高,於此情形下,CAD /CAM 技術成為建築生產與建築設計不可或缺的技術。1992 年 Frank Gehry 以 CAD /CAM 技術解放了建築設計與建造之侷限性,於 自由形體的設計與建造上,將形體分為皮層與骨架之製作方式而製訂出一套程序,使 設計者對於創造與設計出之形體更加自由豐富(Kolarevic, 2003)。現今於皮層之製
作上,常用的方式如電腦數值控制製造曲面單元 (CNC)、三角化攤平(Welch, 1994;
Turkiyyah, 1997;Lee, 2005)及平面化四邊網格(Glymph, 2004;Schelden, 2003; Schmiedhofer, 2008)等方法;而於骨架製作上,常用的方式如 3D 骨架建構及卡接 進行 2D 圖面製作等方法。
CAD/CAM 技術於建築領域大量被應用,2000 年後,許多學者開始尋找標準化 之設計與建造流程,其中林楚卿於 2006 年以李元榮之研討歸納為基礎,提出一個完 整的 CAD/CAM 數位設計及建造流程,其中定義了五個設計與製作階段,分別為「建 築計畫」、「概念發展」、「設計發展」、「細部設計與施工圖」及「數位建構」 (Mitchell, 1998;Lindsey, 2001;Kocaturk, 2001;Kolarevic, 2003;Lee, 2005;Lim, 2007)。 就現行自由形體數位設計與製作流程之設計發展階段而言,骨架與皮層之組構方 式,使自由形體外殼承載大量的結構力,內部空間無需額外支撐,並具自由塑形之可 行性(Shelden,2003; Lee,2005 ;Griffith and Kenfield,2005),但此種建構方式於自 由形體施作上,骨架與皮層間易產生大量之誤差值,更增加了自由形體外殼的厚度, 而為使形體表面達到光滑平順的目的,無論採取 CNC 製造曲面單元、三角化及攤平 或平面化四角面等方法,所切割出之各個皮層及骨架單元俱難以一致。 近年來,於自由形體之數位設計與製作上,為減低骨架與皮層間所產生大量之誤 差值,出現了皮層即是骨架之「外骨骼」(Exoskeleton)構造,此種構築方式係藉由 模矩化之單元構件組構自由形體,減低自由形體外殼的厚度,同時於達成形體表面光 滑平順之目的下,解決皮層與骨架單元形態不一致之問題。Exoskeleton 一詞源自於 「生物學」之節肢動物外殼,外骨骼兼具皮層與骨架作用,除了具結構上之自體承載 能力外,亦能保護內部構造(S. Bengtson, 2004),故本文進而將「外骨骼」定義為 形體皮層即是骨架之構造。
1.2 研究問題與目標
本研究著重於皮層即是骨架之「外骨骼」構造上,研究問題之可論述分為三部分, 分別為外骨骼構造之單元構件設計方法與步驟、外骨骼構造之自由形體設計與製造流 程及其於設計與製造上之數位媒材應用: 1. 外骨骼構造之單元構件設計方法與步驟: 由外骨骼構造之定義可知,其構築方式係以皮層即是骨架之概念,藉由 模矩化之單元構件組構曲面自由形體。而現今建築領域上,缺乏模矩化單元構件建構曲面自由形體之案例,更遑論以材料本質起始,探討兼顧時效性、 經濟性與施作性之單元構件案例,故如何以材料本質起始,建構外骨骼構造 之單元構件設計方法與步驟?即為值得深入探討的問題。 2. 外骨骼構造之自由形體設計與製造流程 現有 CAD/CAM 自由形體設計與製作流程已廣泛為設計者所利用,但以 外骨骼構造為概念,採用單元構件建構自由形體之案例多數為實驗階段物件, 其所施作之自由形體製造流程亦不成熟;而以完成之外骨骼構造案例,其施 作流程為不透明之黑箱作業,隱含了許多未知的方法與步驟,故如何建構外 骨骼構造之自由形體製造流程?確為值得深入探討的問題。 3. 數位媒材應用 由現行自由形體設計與施作流程可知,其於皮層及骨架單元之製作上, 以 CAD/CAM 技術將自由形體進行幾何形體分割,進而於數位軟體中攤平並 輸出為實體,過程中數位軟體操作繁複,以致輸出時產生無法預期之誤差, 而反觀外骨骼構造之自由形體設計與製造流程,應如何以參數化方式建構自 由形體,以減少軟體操作繁雜之問題?亦為值得深入探討的問題。 本研究目標係藉由參數式技術以外骨骼構造建構單元構件原型,實際操作自由形 體之參數式設計與實體化建造,於現有流程之基礎下,提出外骨骼構造之初步自由形 體設計與製造流程。
1.3 研究方法與步驟
本研究於文獻回顧中先行歸納現有自由形體與媒材之發展,其中包含媒材與自由 形體演繹至今之歷史,及其於建築設計之發展,進而探討電腦輔助設計與電腦輔助製 造技術的發展,與其於自由形體之設計與建造流程,以瞭解現行流程之原理與步驟。 再者,則藉由外骨骼構造之案例分析中,理解其設計與製作過程,及其如何將設計之 概念發展落實於實體物件之施作上。 基於本研究問題與目標,於外骨骼構造之案例選擇上需具備下列四項原則:分別為由探討材料性質出發尋求其施作性、近三年內涉及數位媒材應用之自由形體設計與 建造、有限時間內完成及有限經費下完成。 本研究係藉由案例分析中探討現行案例之「目的與規模尺度」、「材料應用與形體 組構」、「數位媒材應用」及「實體建造」等議題,並將其外骨骼構造之構成方式與材 料應用原理進行整合以歸納出結論,以外骨骼構造之自由形體建構方式,於操作單元 之參數式設計與實體化製造中,提出單元構件原型,進而發展外骨骼構造之初步自由 形體設計與製造流程。 如上所述,可知本研究著重探討外骨骼構造之單元構件設計與自由形體製造流程, 藉由沿用現有自由形體設計流程之「建築計畫」與「概念發展」階段,可發展出外骨 骼構造之初步自由形體設計與製造流程。而本文數位製造方法可分為二個階段:階段 一為依單元構件之概念建立外骨骼構造之原型,並建置參數化系統;階段二即進而提 出外骨骼構造之初步自由形體設計與製造流程(圖 1-1)。 圖 1-1 方法與步驟 階段一:單元設計與研究(見第三章單元設計與研究) 此階段係藉由外骨骼構造案例中之自由形體單元構件設計概念與材料應用上之 關係,進而提出外骨骼構造之新單元構件構成原型,而其設計與研究之方法,可分為 五個步驟,依序為:材料分析與檢討、單元構件設計、單元構件表面層與結構層分析、 參數化系統建置與討論,步驟詳述如下:
1. 材料分析與檢討: 本步驟將先行列舉自由形體硬殼式結構之材料應用,進而分析自由形體 之材料性、施作性與經濟性,依據分析之結果定義新單元構件使用之材料; 並進一步探究材料於現行市場上形態之種類、性質、尺寸與價格,以最佳適 用性之單元構件進行設計與研究。 2. 單元構件設計: 單元構件設計為符合材料性、經濟性與施作性之條件下,本步驟先行制 訂單元構件設計之限制與原則,並以此為依據,由原始施作材料端與自由形 體端衍伸設計概念,進一步測試單元構件對應材料性質之發展可能性,加以 反覆研討個體單元構件與其組裝後自由形體之構成方式,以完成新單元構件 之設計。 3. 單元構件表面層與結構層分析: 物件量測分析之方式影響單元構件由實體模型轉換至數位模型之準確性, 故本步驟依據上述步驟新單元構件之設計,先行制訂其量測與分析方式,並 於新單元構件組構自由形體上,分析其個別形體變化上,單元構件之表面層 與結構層之構成關係,並採取量化之方式,取得表面層與結構層構成上之相 關量測數值。 4. 參數化系統建置: 藉由單元構件骨架與皮層分析之結果,將新單元構件形態以 Rhinocero 電腦軟體建置 3D 模型,並將單元構件於形態量測分析下之表面層與結構層相 關數據,以 Grasshopper 電腦軟體輔助建構參數化系統模型,利於後續建立 CAD/CAM 技術下外骨骼構造之初步自由形體設計與製造流程研究使用。 步驟 5 討論: 在此步驟主要探討單元構件設計與研究中,經「材料分析檢討」、「單元 構件設計」、「表面層與結構層分析」及「參數化系統建置」下,歸納整理實 體模型與數位參數化模型建構過程所面臨之問題與限制。
階段二:數位設計建造(見第四章數位設計建造) 本階段係以外骨架構造之單元構件原型定義自由形體施作流程,可預見於施作過 程中有產生大量問題之可能,故以實體製作 1:1 模型之方式,將各階段施作過程加 以記錄,由實踐面進一步檢討施作之可行性,並於沿用現有自由形體設計流程之「建 築計畫」與「概念發展」階段,進一步提出外骨骼構造之初步自由形體設計與製造流 程。步驟詳述如下: 1. 自由形體單元化分割 本研究著重探討外骨骼構造之自由形體製造流程,故於自由形體設計之 論述將不加以探討,直接依單元構件形式選擇自由形體,並依循上階段新單 元構件之設計作為施作準則,針對自由形體進行單元化分割,以取出自由形 體經單元化分割後之單元構件數據。 2. 自由形體單元構件製作 本步驟係藉由分割後單元構件之數據,導入上階段參數化系統取得單元 構件之構成形體,及其表面層與結構層之關係,進而以 Grasshopper 電腦軟 體輔助下將單元構件形態攤平,以利實體輸出作業之施作。 3. 實體生產與組裝 將單元構件於數位化攤平之形體,放樣至實體施作材料上,採手工製成 方式進行單元構件生產並組裝為自由形體。並透過實作過程所發現單元構件 組構自由形體之優點與缺點,加以記錄與驗證外骨骼系統自由形體初步數位 設計與製造過程之可行性。 4. 討論 本步驟係透過「自由形體單元化分割」、「自由形體單元構件製作」與「實 體生產與組裝」過程,建構外骨骼構造之初步自由形體製造流程,並沿用現 有自由形體設計與施作流程之「建築計畫」與「概念發展」階段,以建立外 骨骼構造之初步自由形體設計與製造流程。
第二章 文獻回顧
2.1 自由形體與媒材的發展
2.1.1 媒材的發展 由認知行為的觀點著眼,設計行為的運作,是一連串設計者與媒材互動的過程 (Schon, 1992)。設計源自想像,想像既無限,設計則亦無限,而媒材為輔助設計 者實現想像的輔助工具,為設計者而生,同時也影響設計者的思維;創作者的想法藉 由媒材呈現,然而設計者對不同的媒材會有不同的思維 (Zevi, 1981;劉育東, 2006), 所以媒材雖然提供了設計者不同的創作可能性,卻也同時限制了設計者的創作可能 性。 在設計歷史上,早在古埃及時期建築師就利用平面圖及立面圖來呈現建築物的立 體形態,以平面式的工具建構三度空間的建築形體,當時的建築物主要遵循基本的幾 何形式,所有建築立體的變化都可用平面式的工具加以處理;至歌德晚期文藝復興時 代,為了建築形體日趨繁複的需求,而產生了新媒材-「實體模型」,此種新媒材一 直沿用至今,仍可應付大部分的設計需求;甚於 1990 年後,實體模型更孕育了許多 偉大的建築設計,如高地使用 Estereo Estatica 結構模型,而 Utzon 使用大型結構 模型測試(Million, 1994)。 隨著數位時代的來臨,電腦輔助設計與電腦輔助製造成為設計的新媒材,使設計 媒材中多了能提供更為快速、即時、精確及大量計算的新選擇;電腦輔助設計與電腦 輔助製造技術改善了建築設計與建造的流程、便利性、操作性與經濟性,賦予設計者 全新的空間體驗;相較於圖面或實體模型等媒材而言,此種新媒材更能呼應設計者的 想像思維,同時提供設計者較多的創作可能,並減少對設計者創作思維的限制。2.1.2 自由形體的發展
在未進入數位時代以前,就曲面自由形體的建築設計而言,建築師就曲面自由形 體的設計所使用的媒材主要為圖面與實體模型,藉由整合大量的平面圖、量體模型與 結構模型作為曲面自由形體設計的輔助工具;在設計者與數種媒材的互動間,減少設 計思維與建造施作間的差異,如 1900 年安東尼‧高地於 Casa Milla, Colonia, Sagrada Familia 聖家堂大量運用各媒材,以輔助建築設計的過程與形成空間形式上的認知, 即為著例;則在 1900 年至 2000 年間,雖未進入數位時代,但前立體式的思考已經 開始浮現(劉育東, 2006)。 在此時期,就曲面自由形體的建築建造而言,建造工程施作者乃藉由手工雕塑的 方式來補實際建築與實體模型間的差異;而建材大多選擇混凝土、磚造或是泥作予以 施作,就許多無法在設計階描述的細節與問題,在現場施作時直接以手工進行處理, 如 Le Corbusier 的廊香教堂、1924 年 Erich Mendelsohn 設計的愛因斯坦天文臺及 Rudolf Steiner 1928s 的人類哲學院,即為著例;而此種透過數個表示量體大小關係 的模型與關鍵標準圖作為參考,並利用標準化的概念及參數化的圖面來呈現設計,再 由施工者補足細節之過程,即為參數化設計的濫觴(Steiner, 2003;Liu, 2001;Lim, 2007)。 在進入數位時代以後,在電腦輔助設計與電腦輔助製造技術的輔助下,媒材的形 態由實體模型到數位模型,其間除耗費時間、人力及物力外之最大差異在於設計者透 過數位模型提升控制力、自由度與空間感知力,包括可預視性、可調整性、摸擬性、 變化性與衍生性;而設計者在藉由 CAD/CAM 技術的協助之下,有效的實現其創作 思維,進而予以呈現,甚而加以變動,使得設計者與媒材間的對話突破傳統媒材的侷 限而擁有較為活絡的溝通與互動。 CAD/CAM 技術在建築領域的成就,主要在於改善了建築的設計過程,不再只利 用平面圖說和手工製作的實體模型來呈現設計的創作思維;電腦輔助設計與電腦輔助 製 造 在 當代 建築 設 計上 扮 演著 重 要的 角色, 建 築 設計 者與 建 造者 都 需要 倚 靠 CAD/CAM 技術的輔助來完成其設計及建造(Kolarevic, 2001;Mitchell, 2004;Liu, 2001;Lee, 2005;Lim, 2007),「數位建築」乃由此而生;近年來,在 CAD/CAM
技術的輔助下,建築師得以更為自由的塑造自由形體,進而帶動了新的建造方式、結 構系統、細部接頭和表皮材料。
2.2 自由形體在建築設計的技術
2.2.1 CAD/CAM 技術發展 1950 年美國軍方發展出 sage 系統使雷達上的資訊圖像化,此為電子計算機最 早的繪圖系統,其電腦繪圖系統是呈現數值計算的結果,即函數運算及彈道模擬出的 圖形。此時電腦繪圖為單純的製圖,而尚未具有媒體的性質。 70 年代以後,由於航太工業發展的需求,以傳統的平面繪圖工具製作曲面自由 形體有其困難,故轉而以電腦繪圖工具呈現曲面自由形體於三度空間上的具體形態, 因而發展出數位建模系統,如 Mesh、貝茲曲線、CAD 及參數化實體建模技術等。 此時電腦輔助工程分析(CAE)技術開始蓬勃發展,廣的被運用於機械、電子、航空、 航太及建築等領域。 在建築領域中,電腦輔助設計與電腦輔助製造技術使建築的設計與建造過程產生 了革命性的改變。而在設計面,電腦輔助設計最大的效應在於解放建築師的創作思維, 而在建造面,電腦輔助製造則是徹底的革新的曲面自由形體建築的建造方式。早期電 腦輔助製造技術主要以電腦數值控制為主,此為一種減去法的數位生產製作方式,如 3D 銑床、水刀切割、雷射切割及打槽機技術等。 80 年代中期以後,隨著個人電腦的普及化,建築師廣泛的使用電腦輔助設計後, 亦陸續開發出配合個人電腦的小型電腦輔助製造軟體,使得電腦輔助製造不再只能在 工作站上運行(Groover and Zimmers,1984;Mitchell and McCullough, 1995; Ryder et al, 2002),如 RP 快速成形(Rapid Prototyping),此為疊層加工技術,是 附加的製造方式,又稱為立體印刷術,及 3D scanner,此為一種逆向工程的技術, 乃將實體模型轉為數位資料,再將其輸入電腦輔助設計系統中(Luca and Nardin, 2002;Seely, 2004;Friedman, 2002)。2.2.2 自由形體之設計與建造流程 CAD/CAM 技術於建築領域方興未艾,尤其於曲面自由形體建築的設計與建造, 此原因在於,傳統幾何形體建築的設計與建造於未發展出 CAD/CAM 技術的數位媒 材前,設計者與建造者憑藉原有媒材,即能有效的完成傳統幾何形體建築,但曲面自 由形體建築的設計與建造於未發展出 CAD/CAM 技術的數位媒材前,自由形體建築 的設計與建造的高度困難常使其設計者與建造者裹足不前。而現有 CAD/CAM 技術 於曲面自由形體之設計與建造的結構與流程,依其方法不同而有不同的結構與流程, 其方法概為薄殼構造(Shell)與硬殼式構造(Monocoque construction),謹略述 如後。 1. 薄殼構造(Shell): 薄殼結構係以薄膜狀殼物作成曲面,為形抗結構,即除利用其立體勁性 承受自重外,並能抵抗外力與載重之構造形式。薄殼系統應用於曲面自由形 體所採用的材料為鋼筋混凝土,以鋼筋配筋作為拉材料,再搭模版澆製塑形 (Sapaun, 2005),因此構造關鍵在於模版的組立及放樣。早期薄殼結構及應 用於曲面自由形體建築的發展,如東海大學路斯義教堂、1957 年 John Utzon 設計的雪梨歌劇院等;而進年來薄殼結構的構造方式廣泛使用鋼絲網噴混凝 土免拆模版工法以利製造,如伊東豐雄於 2006 年設計的臺中歌劇院,其施作 方式係由竹中工務所所提出,採用桁架鋼筋混凝土牆,以鋼筋作為桁架並組 裝成底架,再用三層金屬網做成免拆模版,再用高流動性混凝土澆灌成為一 體。 2. 硬殼式構造的表皮與骨架(Monocoque construction) 曲面自由形體達的意象是非線性而均勻的連續形態(Lynn, 1995),這種 狀態也意味者形體的複雜性,曲面自由形體表面往往具有無規則的曲率,這 對於施工流程從放樣、計算到組合等,均帶來了莫大的困難度,但為了施作 的可執行性,將曲面自由形體分割為正交的骨架,再使用覆皮的方法將表皮 圍合,此種方法是採體硬殼式構造(Monocoque construction)的概念。 Monocoque 一詞來自希臘文的單(Mono)與法文的殼(coque),是指構 造體作為外圍皮層的結構荷載,而非透過內部的構架體或桁架;此種方式是 航空工業中製造飛行器的構造方式,乃將形體分割為交錯的骨架系統,再使
用表皮包覆骨架形成完整的外型,同時使組構的外殼承受大部分的結構力, 使內部空間不需要予以支撐,即由骨架作為結構的主角,所有的載重皆過骨 架傳遞,而面材基本上除了本身自重外,不需傳遞其他荷重,並且可以自由 塑形,故而近來曲面自由形體建築的建構,乃大量引用此種利用規則的骨架 加上外覆的表皮加以塑形的構造方式(Sheldon, 2003;Lee, 2005;Griffith,
2005);而骨架與外覆表皮兩者間互為脫開的關係,與薄殼結構在結構上有明 顯的差異。
2.3 自由形體在建築設計的案例
2.3.1 案例選擇 基於本研究問題與目標,於外骨骼構造之案例選擇上需具備下列四項原則:(1) 以探討材料性質出發尋求其施作性之案例;(2)近三年內且涉及數位媒材應用之自由 形體設計與建造案例;(3)有限時間內完成之案例;(4)有限經費下完成之案例。 而符合上述條件原則之案例如下:1. Emmi Keskisarja , Pekka Tynkkynen & LEAD / Dragon Skin Pavilion 2. June-Hao Hou / Enneper Loop
3. NCTU MS / Teagloo
4. Joel Letkemann / New Prosthesis: Bent Wood Exoskeletons
上述案例係集結國內、外之自由形體實體作品,皆有材料特質、有限之時間與經 費下完成、應用數位化輔助設計與製造等議題,具深入研究且有所成果發表之案例。 有鑑於既有大尺度之實體建築案例,皆採用骨架單元與皮層單元分別獨立設計製造並 組構為自由形體,而單元以皮層即骨架方式組構自由形體之大尺度建築案例實足不多, 故於案例之選擇上,則以實驗性較高之空間展覽作品為主,並突顯案例於限定時間與 經費下完成之特質。 本研究目標係「藉由參數式技術以外骨骼構造之方式建構單元構件原型,並提出
外骨骼構造之自由形體初步設計與製作流程」,其中之關鍵於自由形體單元構件組構 之方式與材料應用之原理,故案例之分析方式,非採用自由形體數位設計與製造流程 -建築計畫、概念發展、設計發展、細部設計與施工圖、數位建構(Lim, 2007);而 是進一步分析案例之「目的與規模尺度」、「材料應用與形體組構」、「數位媒材應用」、 「實體建造」四種層面,並整合歸納其於四種層面上應用手法與原理。 2.3.2 案例分析
案例一:Dragon Skin Pavilion
1. 目的與規模尺度:
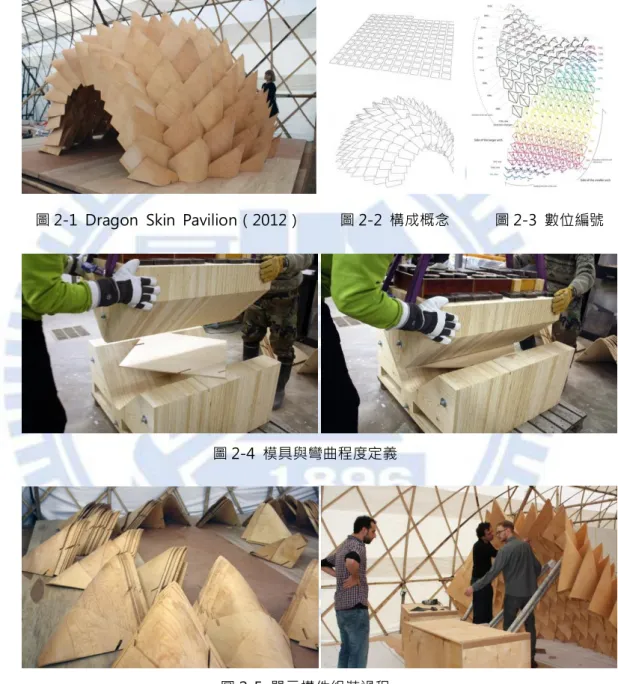
Dragon Skin Pavilion 係為 Emmi Keskisarja , Pekka Tynkkynen & LEAD 共同創作之作品,初始版本建立於 2011 年,從設計規劃至製作僅耗費 8 個工作日,而後續為配合「2011-12 香港深圳城市/建築雙城雙年展」之展 出,則重新探討材料之組構性與結構性並進而製作第二版本,而作品規模約 為 400*400*450 立方公分(圖 2-1)。 2.形體組構與材料應用: 於形體組構上,採用外骨骼構造之方式,以數個形體大小相同之單元組 構為自由形體(圖 2-2),其間則先行制定單元構件之形體,並利用單元構件 接頭卡榫之位置控制自由形體之形態;於材料使用上,採用木膠合夾板應用 蒸汽加熱之方法使平板木材軟化,並置入預先組構之木製模具以定義其木板 彎曲之程度。 3. 數位媒材應用: 本案例數位媒材之應用於設計階段下,以電腦軟體建置個體單元構件並 組構為自由形體;進而於製造階段下,精準計算單元構件間接合之角度與卡 榫之位置,並進一步將個別單元構件攤平進行編號,以利實體輸出時使用(圖 2-3)。 4. 實體建造: 整體自由形體之單元構件數量共為 163 片,建造上需藉由三階段製程:(1)
將相同大小之木板材以 CNC 製程切割其接頭卡榫之位置與深度;(2)將切割 完成之木板材進行蒸氣加熱,並採模具定義其彎曲程度(圖 2-4);(3)將個 別單元構件依其編號進行組裝(圖 2-5)。
圖 2-1 Dragon Skin Pavilion(2012) 圖 2-2 構成概念 圖 2-3 數位編號
圖 2-4 模具與彎曲程度定義
圖 2-5 單元構件組裝過程
圖摘 http://www.archdaily.com(2012/03)
案例二:Enneper Loop / Enneper
1. 目的與規模尺度:
建立於 2011 年之「未來『玩』城市-浮動的定居,而後續為配合 2012 年「衍 序建築展-後設數位時代的新維度」展出,重新測試不同之材料進而製作第二 版本,而初始作品規模約為 150*150*150 立方公分(圖 2-6);第二版本作 品規模為 50*50*50 立方公分(圖 2-7)。 圖 2-6 Enneper(2011) 圖 2-7 Enneper(2012) 圖摘 https://plus.google.com/photos/105757426192282099677(2011/03) 2.形體組構與材料應用:
以既有之 Enneper`s Minimal Surface 自由曲面,採用切片方式製作, 故本案例之自由形體之構成關係為外骨骼構造之構成方式;而材料之應用上, 初始版本則考量材質之重量採用密迪板(M.D.F.),而第二版本則進而測試壓 克力材質於自由形體製作上之可行性。 3. 數位媒材應用: 本案例數位媒材之應用於設計階段下,以既有曲面匯入電腦軟體 Rhinocero 切片為數個體形體大小不一之單元構件;進而於製造階段下,精 準設計拼接組裝方式與調整形體切割線,並進一步將個別單元構件投影至 XY 平面組板及製作細部施工圖(圖 2-8),以利實體輸出時使用。 4. 實體建造: 整體自由形體之實體建造上需藉由三階段製程:(1)將單元構件組板後 之形體進行雷射切割以取得個體單元構件;(2)將切割完成之單元構件依形 體分割單元先行組裝(圖 2-9);(3)合併組裝個別形體分割單元並切除接合 上多餘之螺栓。
圖 2-8 細部施工圖 圖 2-9 單元構件組裝過程 圖摘 https://plus.google.com/photos/105757426192282099677(2011/03) 案例三:Teagloo 1. 目的與規模尺度: Teagloo / 「茶‧胞」係為交大數位組共同創作之作品,於 2012 年之「衍 序建築展-後設數位時代的新維度」展出,作品規模約為 360*400*196 立方 公分(圖 2-10)。 2.形體組構與材料應用: 於自由形體組構上,採用外骨骼構造之方式,以數個形體大小不一之六 角桶單元構件組構為冰屋造型之結構體(圖 2-11),其間先行設定自由形體 形態,並於分割下生成單元構件,利用單元構件間接合構件之長度與位置組 構自由形體之形態;於材料使用上,採用木膠合夾板應用切割溝槽之方式使 木板材可於局部彎曲(圖 2-12),並以木構卡榫方式拼接以生成個體單元構 件。 3. 數位媒材應用: 本案例數位媒材之應用於設計階段下,配合使用電腦軟體 Rhinocero 及 Grasshopper 建構冰屋造型自由形體,並以形體進行分割以取得大小不一之 單元構件;而於製造階段下,精準設計單元構件間接合構件之長度與位置, 並進一步將個別單元構件攤平及組板,以利實體輸出時使用。 4. 實體建造: 整體自由形體之實體建造上需藉由四階段製程:(1)將單元構件組板後
之形體進行 CNC 製程切割以取得其構成元件(圖 2-13);(2)將構件之構成 原件組立為個體單元構件;(3)針對冰屋造型自由形體底部進行組構單元構 件;(4)預先組構冰屋造型自由形體頂部之單元構件,待其底部完成後將其 二者組合。 圖 2-10 Teagloo(2012) 圖 2-11 單元構件及組構原型 圖 2-12 木板材局部彎曲概念 圖 2-13 CNC 製程切割 圖摘 http://procedural-architecture.net/(2012/05)
案例四:New Prosthesis: Bent Wood Exoskeletons
1. 目的與規模尺度:
New Prosthesis: Bent Wood Exoskeletons 係為 Joel Letkeman 創作之 作品,於 2011 年之「ZeZeZe Architecture Gallery」展出,作品規模約為 400*500*450 立方公分(圖 2-10)。
2.形體組構與材料應用:
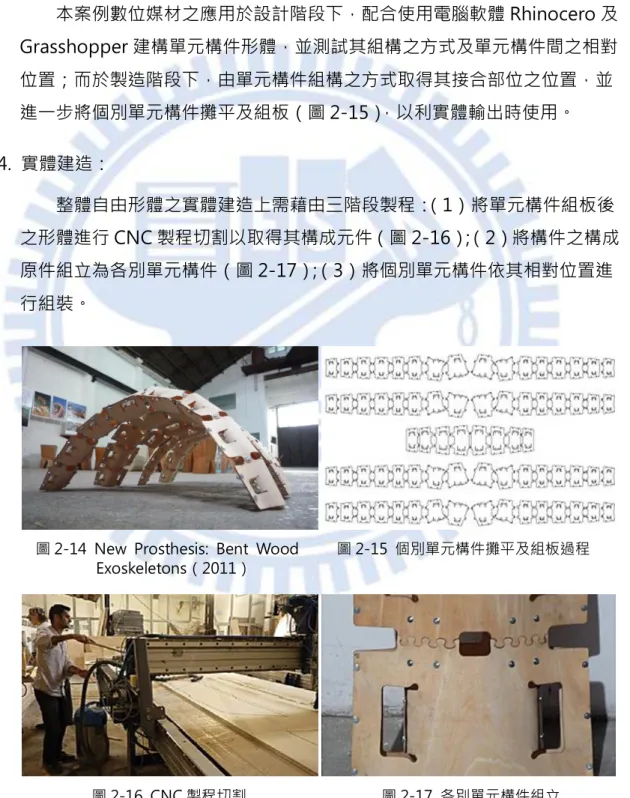
元構件組構為仿生之結構體(圖 2-14),其間先行設定單元構件形態並尋求 其形態之可組構方式,並利用其形體與單元構件間接合部之位置組構自由形 體之形態;於材料使用上,採用厚度 3mm 輕薄木板自體彎曲之材料特性, 並以木構卡榫方式拼接以生成個體單元構件。 3. 數位媒材應用: 本案例數位媒材之應用於設計階段下,配合使用電腦軟體 Rhinocero 及 Grasshopper 建構單元構件形體,並測試其組構之方式及單元構件間之相對 位置;而於製造階段下,由單元構件組構之方式取得其接合部位之位置,並 進一步將個別單元構件攤平及組板(圖 2-15),以利實體輸出時使用。 4. 實體建造: 整體自由形體之實體建造上需藉由三階段製程:(1)將單元構件組板後 之形體進行 CNC 製程切割以取得其構成元件(圖 2-16);(2)將構件之構成 原件組立為各別單元構件(圖 2-17);(3)將個別單元構件依其相對位置進 行組裝。
圖 2-14 New Prosthesis: Bent Wood 圖 2-15 個別單元構件攤平及組板過程 Exoskeletons(2011)
圖 2-16 CNC 製程切割 圖 2-17 各別單元構件組立 圖摘 http://www.joelletkemann.com/(2011/04)
2.3.2 分析結論 上述案例國內、外之自由形體實體作品之分析後,可知其於「目的與規模尺度」、 「材料應用與形體組構」、「數位媒材應用」、「實體建造」四種層面上之應用手法與原 理皆有所不同,為有效達成本研究目標「以外骨骼構造建構單元構件原型,進而提出 外骨骼構造之初步自由形體設計與製造流程」,本章節將進一步針對四種層面歸納分 析結論,如下所述: 1. 目的與規模尺度: 本研究於案例之選擇上,以空間展覽作品為主,但藉由四個案例可知其 於時程與經費限制下之作品,空間尺度最大可達 400*500*450 立方公分,等 同於一棟一層樓之建築物,故以單元構件構成自由形體之物件尺度,亦可達 現行自由形體設計與建造流程下之物件尺度。 2. 形體組構與材料應用: 於形體組構上,此四個案例已跳脫現有自由形體皮層與骨架分別製造之 限制,皆以材料性為考量,採用外骨骼構造之構成關係,進而以單元構件構 成自由形體;而於材料之應用下,此四個案例皆探討材料之特性,並由材料 特性中取得可應用於設計與製作之手法或概念,進而延伸設計單元構件形體, 於時程與經費限制下完成作品。 3. 數位媒材應用: 四個案例皆對數位媒材有所應用,於設計階段中,多數以數位媒材進行 自由形體與單元構件之建置,進而研討組構上單元構件之構成方式與接點之 相對位置,而於製造階段中,數位媒材則協助自由形體之單元構件進行攤平 及組板作業。 4. 實體建造: 以單元構件構成自由形體之實體建造上,初步可歸納出三階段製程:(1) 將單元構件組板後之形體進行 CAM 技術實體切割以取得其構成元件;(2) 將構件之構成原件組立為各別單元構件;(3)將個別單元構件依其相對位置 進行組裝。
第三章 單元設計與研究
電腦輔助建築以數位化生產技術呈現,其 CAD/CAM 製程技術提升建築生產建 造之效率,有效減短建築設計耗費之時間,節省工程建造之費用。2007 年林楚卿基 於李元榮(2005)之自由形體設計與施作流程研究,同時整併數個國內外實際案例, 進一步歸納出 CAD/CAM 技術於自由形體中之結構系統、材料、細部及接點等因子, 提出標準化之數位設計與建造過程(圖 3-1)。 圖 3-1 自由形體數位設計與建造流程(Lim, 2007) 但就現行自由形體數位設計與製作流程而言,骨架與皮層間易產生大量之誤差值, 更增加了自由形體外殼的厚度,而為使形體表面達到光滑平順的目的,無論採取 CNC 製造曲面單元、三角化及攤平或平面化四角面等方法,所切割出之各個皮層及骨架單 元俱難以一致。而隨 CAD/CAM 技術流程發展至今,設計發展階段之實體模型於骨 架與皮層單元構成上可分為二種組構概念,其一為骨架與皮層單元被視為分別單獨之 個體;另一為外骨骼構造,敘述如下: 1. 骨架與皮層單元: 概念上將實體模型拆解為骨架單元與皮層單元,於 3D 電腦模型中,考量 自由形體之結構性與材料性等因子分別進行製作,並將製作後成品進一步組 構為 CAM 實體模型(圖 3-2)。 2. 外骨骼構造: 以骨架即是皮層之構成概念進行施作,於製作流程上,考量自由形體之分割方式,依結構性與材料性等因子設計分割單元,並將製作後成品進一步 組構為實體模型(圖 3-3)。可有效減低自由形體外殼的厚度,同時於達成形 體表面光滑平順之目的下,解決皮層與骨架單元形態不一致之問題。 圖 3-2 骨架與皮層之組構概念 圖 3-3 外骨骼構造之組構概念 本研究著重探討外骨骼構造之單元構件設計與自由形體製造流程,藉由沿用現有 自由形體設計流程之「建築計畫」與「概念發展」階段,可發展出外骨骼構造之初步 自由形體設計與製造流程。而本文數位製造方法可分為二個階段:階段一為依單元構 件之概念建立外骨骼構造之原型,並建置參數化系統;階段二即進而提出外骨骼構造 之初步自由形體設計與製造流程。 本章節專注於單元構件設計與研究流程。在 CAD/CAM 技術之輔助下,分析材 料對於自由形體單元構件之材料性、施作性及經濟性之關係,由分析結果作為設計之 依據,進行單元構件之設計、測試分析及提取單元之相關數據,並加入參數化系統設 計之思維,將單元構件以數位化之方式建置,以利於建立單元構件對應自由形體之初 步數位設計與建造流程使用,及降低細部設計至數位建構階段單元構件製造之時間。
3.1 材料分析與檢討
3.1.1 材料性質分析 自由形體硬殼式結構之材料應用,使用上可分為皮層材及骨架材兩個項目,普遍 常見之皮層材種類有金屬、木材、玻璃及石材;骨架材之常見種類則以金屬及木材為主。綜合自由形體於材料性、施作性及經濟性分析如下(表 3-1): 表 3-1 材料於材料性、施作性及經濟性之比較 項目 材料性 施作性 經濟性 金屬 兼具剛性及彈性,並含金屬光澤 且不透明,以延展性著稱適合皮 層及骨架材使用。 皮層材多採用 CNC 雷 射切割施作;而骨架材 則採用 CNC 雷射切割 或以三向度彎曲圓管以 CNC 滾彎機製作組合 而成。材質剛性中等, 施作期程中等。 材 料 價 格 高 施 作 費 用 中 等。 石材 具高強度之剛性材料,但其材料 之彈性弱不具延展性,如過度抵 禦外力則易造成破損,適合於皮 層材使用。 採用 CNC 之打槽機技 術製作,材質剛性高, 施作期程長。 材 料 價 格 高 施 作 費 用 中 等。 玻璃 具透明性之材料,但其剛性弱不 具延展性,如過度抵禦外力則易 造成破損碎裂,適合於皮層材使 用。 採用 CNC 3D 銑床作不 鏽鋼模,並利用鋼模製 作個別玻璃單元,每一 片玻璃須獨立開模,施 作期程長。 材 料 價 格 中 等,施作費用 高。 木材 材料彈性比金屬差,但優於石材 與玻璃;而剛性雖優於玻璃,但 比金屬與石材差,故多採用多層 材(膠合板)方式使用,可分為 木質板材(剛性),及可彎曲板材 (彈性)。 採用 CNC 雷射切割或 CNC 之打槽機技術製 作,材質剛性較弱,施 作期程短。 材 料 價 格 低 及 施 作 費 用 低,市場使用 性高。 綜合上述討論,以單元材料性、施作性及經濟性為因子分析各材料於自由形體之 應用,木材本質雖彈性於剛性較弱,但以多層材方式使用可加強彈性與剛性之缺失,
並由於材質在施工上之便利性、製作價格低廉及市場普及率高等因素,本研究單元構 件材質採用木材加以施作,並進一步分析市場上木質板材及可彎曲板材之種類、性質 與價格(表 3-2)。 3.1.2 木材性質分析 表 3-2 木材種類、性質與價格分析 種類 性質 尺寸與價格 夾板 夾板亦稱為多層材(膠合板),由薄木材或 木材單板,逐層對紋黏貼而成,分三夾板、 五夾板等,特色為不易開裂,收縮,扭曲/ 翹曲。 3 尺*6 尺*3mm 約 150 元; 4 尺*8 尺*3mm 約 250 元; 3 尺*6 尺*5mm 約 250 元; 4 尺*8 尺*5mm 約 400 元; 3 尺*6 尺*9mm 約 450 元; 4 尺*8 尺*9mm 約 600 元; 木碎板 木碎板亦稱為壓縮板,於加拿大、澳洲等地, 把松木鎅板材後餘下的木碎加上膠水,用高 壓壓成木碎板。優點為比夾板便宜、更能善 用天然木材,缺點為易因潮濕擴展和變色。 4 尺*8 尺*3mm 約 300 元; 4 尺*8 尺*5mm 約 450 元; 4 尺*8 尺*9mm 約 650 元 高壓板 造夾板或木碎板製程產生大量木槺,將木槺 加以膠合再加壓,便成高壓板 (M.D.F.) 。 M.D.F 的優點為板材的邊緣光滑易於處理及 彎曲,缺點是會因潮濕容易擴展和變色。 4 尺*8 尺*3mm 約 300 元; 4 尺*8 尺*5mm 約 500 元; 4 尺*8 尺*9mm 約 700 元 纖維板 用各種植物,如草、竹、禾竿、麻、甘蔗等 之纖維加膠再加壓製成,質感介乎木碎板和 M.D.F.之間。 4 尺*8 尺*3mm 約 200 元; 4 尺*8 尺*5mm 約 350 元; 4 尺*8 尺*9mm 約 550 元; 易可彎 夾板 係為三夾板之延伸,外層兩側由薄木材採同 方向紋路,並夾以軟木及膠合劑製造而成, 板材可單向彎曲,並保有單向度之彈性。 4 尺*8 尺*3mm 約 600 元; 4 尺*8 尺*5mm 約 700 元; 4 尺*8 尺*9mm 約 900 元
綜合木材種類、性質、尺寸與價格分析如下: 1. 種類與材料性質: 上述夾板、木碎板、高壓版與纖維板之材料性質,皆係屬以剛性為主木 質板材,可彎曲之彈性不大,如應用於自由形體構造上,僅能以大量之單元 折面組構自由形體方式施作;而易可彎夾板具自體可彎曲之彈性,並具一定 程度之剛性,故以此作為單元構件材料,相較之下,具有跳脫現有自由形體 骨架與表皮構成之可能性,並符合本研究新構成原型之初衷。 2. 尺寸與價格: 尺寸與價格之選用上,以市場使用程度較高之 4 尺*8 尺*5mm 之易可彎 夾板,而鑒於材料之自體可彎曲性質,於設計上可採用固定形體之單元構成 自由形體,以節省相異之骨架與表皮單元構件於製作上之耗材,間接減低自 由形體於數位建構階段之施作費用。 故本研究採用 4 尺*8 尺*5mm 之易可彎夾板,作為單元構件設計之材料。
3.2 單元構件設計
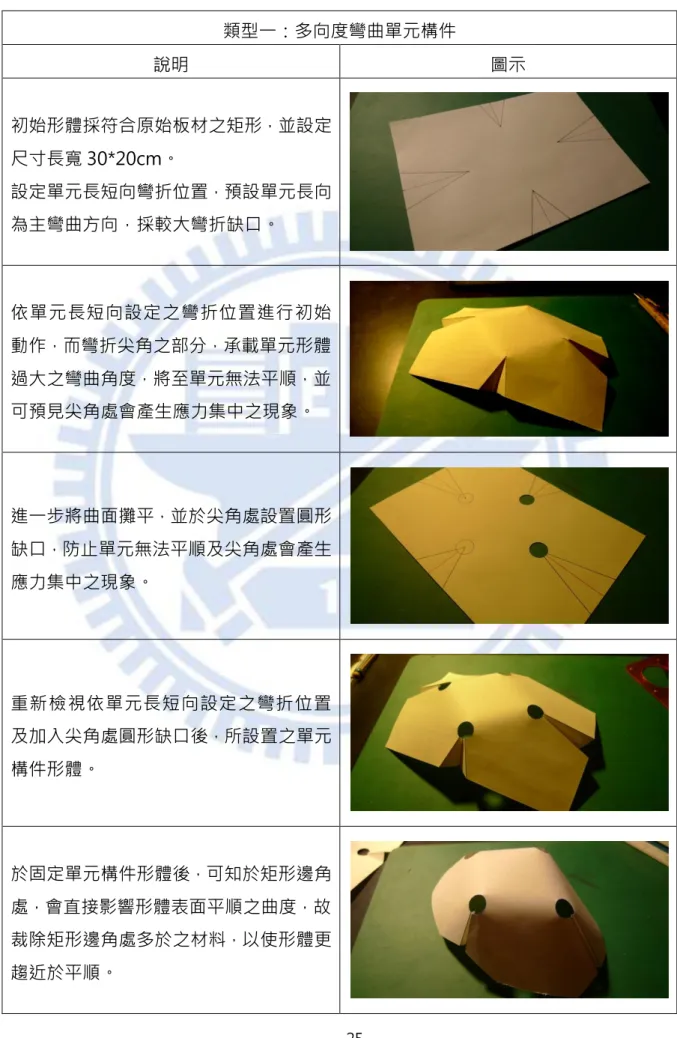
3.2.1 單元構件設計限制與原則 在上述材料性、施作性及經濟性分析下,選用木材作為主材料,並進一步以木材 於種類、性質、尺寸與價格研究結果作為設計依據。本節主要論述單元構件之設計原 理與構成,而於設計前先行提出單元構件需達成之原則,如下: 1. 單元構件之形體種類應盡可減少,以降低製作上原始板材額外之耗損。 2. 單元構件形體盡可以外骨骼構造之方式呈現。 3. 單元構件應盡可達成自體支承,加強工作性提高施作效率。 4. 構件組合中,應產生以最少之接合點。 5. 構件組合後,形體之外觀保持完整並趨近於光滑平順。 6. 構件組合後,自由形體可自體支承。3.2.2 單元構件設計概念 基於單元構件形體及結構、構件組合中與構件組合後之原則,可歸納出二大設計 概念,分別衍伸自自由形體設計發展端與原始施作材料端: 1. 自由形體設計發展(圖 3-4): 形體上,自由形體之構成包含三種曲度曲線,分別為上弦、下弦及水平 直線,故單元構件形體須呈現三種曲度曲線,而個別構件須具漸變調整之能 力,以達成個體單元構件組裝時趨近於自由形體;結構上,由於易可彎板材 性質具彈性回復力,故單元構件須針對三種曲度曲線設計支承結構,以達成 自體支承之原則。 2. 原始施作材料(圖 3-5): 易可彎夾板依相異紋路有二種彎曲方式之板材,分別為長向紋路往短向 端彎曲及短向紋路往長向端彎曲,故構件須依板材紋路設計個別單元,而單 元構件尺寸之制訂,則須為原始板材 4 尺*8 尺可整除之尺寸,如 30、20、 15、10 公分等,以達成減少製作上原始板材額外耗損之原則。 圖 3-4 自由形體構成之曲度曲線 圖 3-5 原始板材尺寸及紋路彎曲方式 3.2.3 單元構件形體設計 單元構件設計係依據原則與概念發展構件形體,於單元紋路與彎曲方式探討下, 本階段將以二種類型設計與研擬,並檢討以易可彎板材施作下構成之可能性,類型分 別為多向度彎曲單元構件(表 3-3)及單向度彎曲單元構件,內容如下:
表 3-3 多向度彎曲單元構件設計過程 類型一:多向度彎曲單元構件 說明 圖示 初始形體採符合原始板材之矩形,並設定 尺寸長寬 30*20cm。 設定單元長短向彎折位置,預設單元長向 為主彎曲方向,採較大彎折缺口。 依單元長短向設定之彎折位置進行初始 動作,而彎折尖角之部分,承載單元形體 過大之彎曲角度,將至單元無法平順,並 可預見尖角處會產生應力集中之現象。 進一步將曲面攤平,並於尖角處設置圓形 缺口,防止單元無法平順及尖角處會產生 應力集中之現象。 重新檢視依單元長短向設定之彎折位置 及加入尖角處圓形缺口後,所設置之單元 構件形體。 於固定單元構件形體後,可知於矩形邊角 處,會直接影響形體表面平順之曲度,故 裁除矩形邊角處多於之材料,以使形體更 趨近於平順。
為減少單元搭接處接點之形成,於單元長 短向設定之彎折位置預留凹槽,進一步將 單元構件概念模型式組裝。 以易可彎板材為材料進行測試,並確定單 元紋路與彎曲之方式。 於板材彎曲方向平形於單元彎折位置設 定開口測試,單元板材無法彎折,如過度 承載外力將造成單元構件破損。 如以板材彎曲方向平形於單元彎折位置 設定開口測試,單元板材可彎折,但於開 口處無法完全閉合。 由多向度彎曲單元構件設計過程可知,以易可彎板材為材料進行測試,單元構件 僅容許單向度之彎曲,未符合多向度彎曲原則,故單元構件之設計概念須進一步改進, 但於設計過程中之二項主要思維,可加以簡化並作為單向度彎曲單元構件設計之參考, 分別為設置圓形缺口以防止應力集中之現象,與藉由開設形體缺口後接合以達成彎曲 之自由形體,而單向度彎曲單元構件設計過程(表 3-4)如下所述: 表 3-4 單向度彎曲單元構件設計過程 類型二:單向度彎曲單元構件 說明 圖示 概念發展階段(形體概念推演) 採 用 單 向 度 彎 曲 單 元 構 件 構 成 自 由 形 體,須以自由形體之三種曲度曲線(上 弦、下弦及水平直線)為基礎下,進一步 發展單元構件。 板材紋路方向 板材彎曲方向 板材紋路方向 板材彎曲方向
於符合表皮即是骨架及單元構件自體支 承之原則下,將單一物件分割為表面層與 骨架層,並採骨架部位之長度以定義皮層 部位之彎曲程度。 採
○
1 之接合方式則為下弦單元構件;採○
2 之接合方式則為上弦單元構件,而水 平直線單元構件則去除骨架層。 為提高施作上之便利性與工作性,並將自 由形體細分之原則下,單元構件以上述三 種類型為主構件,並往主構件兩側延伸二 種形式類型之次構件。 採○
1 之接合方式則為下弦次單元構件; 採○
2 之接合方式則為上弦次單元構件, 材料測試階段(易可彎板材) 初始單元形體採符合原始板材之矩形,並 設定尺寸長寬 30*10cm,而單元形體彎 曲方向平行於構件長向。 基於接頭直徑為 0.5cm 並預留接頭間距 1cm,進而設定結構層寬度 3cm 與表面 層寬度 7cm;單元長向兩側 1.5cm 則設 定為單元間接合區位。 上弦主單元構件: 經單元構件板材部位定義及尺寸放樣後 切割,上弦主單元構件之結構層,須採增 加長度之方式以定義皮層部位之彎曲程 度。 板材彎曲方向下弦主單元構件: 經單元構件板材部位定義及尺寸放樣後 切割,下弦主單元構件之結構層,須採減 少長度之方式以定義皮層部位之彎曲程 度。 水平直線單元構件: 為保持單元構件維持水平平板,採用改變 單元形體彎曲方向為垂直於構件長向,並 經單元構件板材部位定義及尺寸放樣後 切割而成(去除結構層)。 上弦次單元構件: 經單元構件板材部位定義及尺寸放樣後 切割,上弦次單元構件之結構層,須採增 加長度之方式以定義皮層部位之彎曲程 度。 下弦次單元構件: 經單元構件板材部位定義及尺寸放樣後 切割,下弦主單元構件之結構層,須採減 少長度之方式以定義皮層部位之彎曲程 度。 單元構件預組裝階段 單元構件短向延伸向度組裝: 主單元構件個體依據皮層部位之需求值 組構後,將主單元構件以短向延伸向度組 裝為主架構,而個體間之角度及結點於接 合區位之位置決定主架構彎曲程度。 板材彎曲方向 板材紋路方向
單元構件長向延伸向度組裝: 自由形體主架構建構後,進一步將次單元 構 件 依 據 表 皮 層 之 需 求 值 組 構 於 主 架 構,而次單元個體間之角度及結點於接合 區位之位置決定自由形體彎曲程度。 單向度彎曲單元構件經以易可彎板材為材料進行測試,及單元構件之預組裝過程, 可知單元構件具構成自由形體之可能性。而檢視前述整體設計過程,可預見多項問題 有待探討: 1. 單向度彎曲單元構件個體組裝上,表皮層彎曲程度與結構層長度之關係。 2. 自由形體組構上,單元構件間之角度與接點區為之關係。 3. 自由形體組構上,主架構與次架構之構成關係。 4. 自由形體單元化方式中,單元構件與自由形體之關係。
3.3 單元構件表面層與結構層分析
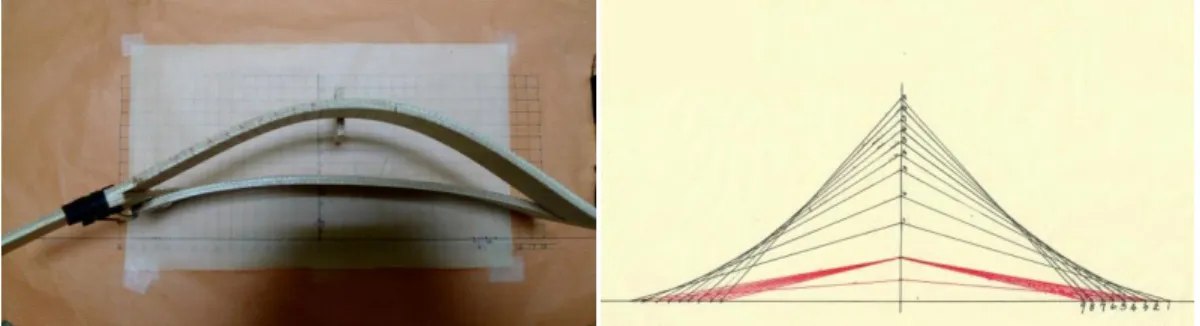
由單向度彎曲單元構件設計過程中,可知設計構件分為上弦主單元構件、水平直 線單元構件、下弦主單元構件、上弦次單元構件及下弦次單元構件之五種形態,除水 平直線單元構件不具表皮層與結構層之關係外,其餘四種形態於表皮層之彎曲程度與 結構層長度皆具關聯性,故本階段將四種形態於使用易可彎木板材為材料之下,分析 其表皮層之彎曲程度與結構層長度之關係,並加以整體歸納。 3.3.1 單元構件量測分析方法 於彎曲程度分析上,普遍使用之測量單位為曲率半徑與長度,亦即於單位固定長 度下弧之曲率半徑距離,但本案單元構件為手工施作及測量,如採用曲率半徑作為量 測單位,則欠缺精準度無法有效歸納,故本階段四種形態之彎曲程度分析,採用相對距離作為量測單位,測量方法如下說明: 1. 將單元形態立面曲線座落於二維座標(X、Y)系統內,並以直線連接曲線(排 除單元間接合區位)兩端。 2. 以直線中點座落於二維座標系統原點,並將曲線兩端點對齊 X 軸,可得曲線 (表面層曲線及結構層曲線)兩端點距離原點之長度,與曲線中點距離原點 之長度(圖 3-6)。 3. 為取得形態表面層彎曲與結構層長度之關係,本案之控制變因為結構層之長 度,以遞增及遞減方式施作,於固定表面層長度下,量測表面層與結構層於 二維座標系統內曲線端點與中點距離原點之長度。 4. 本案各種形態曲線之長度資訊繁多,於測量階段加以繪製 1cm 見方之網格, 以取得測量之便捷性(圖 3-7)。 圖 3-6 實體曲線量測說明 圖 3-7 實體量測輔助網格 3.3.2 單元構件形態量測分析 在單元形體量測分析方法下,針對四種形態之單元構件進行量測,以取得各形態 在皮層彎曲與骨架長度關係下之 X、Y 軸距離,並進一步歸納整理。上弦主單元構件、 下弦主單元構件、上弦次單元構件及下弦次單元構件之分析如下: 1. 上弦主單元構件: 建立上弦主單元構件之量測構件(圖 3-8),規格及相關尺寸則依前章節 單元設計之規格訂定,並以表面層長度為控制變因,結構層長度以 1cm 為間
距遞增,而皮層長度固定為 27cm(圖 3-9),其二者於二維座標系統內曲線 端點與中點距離原點之長度如下表所示(表 3-5): 表 3-5 上弦主單元構件之量測數據(單位:公分) 結構層 長度 結構層 表面層 形體論述 曲線端點與 原點之距離 曲線中點與 原點之距離 曲線端點與 原點之距離 曲線中點與 原點之距離 1 13.4 4.5 13.4 1.9 表面層趨 近於拱 形;結構 層趨近於 懸鍊線 2 13.2 6.0 13.2 2.5 3 13.0 7.4 13.0 2.9 4 12.8 8.4 12.8 3.3 5 12.6 9.3 12.6 3.6 6 12.5 10.1 12.5 3.9 7 12.4 10.9 12.4 4.2 8 12.3 11.6 12.3 4.5 9 12.2 12.2 12.2 4.5 依據量測數據可歸納出構件形態表面層彎曲與結構層長度之關係:於結 構層長度遞增下,表面層曲線中點與原點之距離(圖 3-10),介在於 0~4.5cm 之間,4.5cm 亦是表面層變化量之最大值(結構層長度增加超過 9cm,表面 層變化量維持於 4.5cm);而於形體論述論述下,表面層趨近於拱形,則結構 層趨近於懸鍊線(Catenary)。 圖 3-8 上弦主單元構件之量測構件
圖 3-9 上弦主單元構件之量測紀錄 圖 3-10 上弦主單元構件表面層與結構層數據 2. 下弦主單元構件: 建立下弦主單元構件之量測構件(圖 3-11),規格及相關尺寸則依前章 節單元設計之規格訂定,並以結構層長度為控制變因,結構層長度以 1cm 為 間距遞增,而表面層長度固定為 27cm(圖 3-12),其二者於二維座標系統內 曲線端點與中點距離原點之長度如下表所示(表 3-6): 表 3-6 下弦主單元構件之量測數據(單位:公分) 結構層 長度 結構層 表面層 形體論述 曲線端點與 原點之距離 曲線中點與 原點之距離 曲線端點與 原點之距離 曲線中點與 原點之距離 1 12.9 1.0 12.9 3.7 表面層與 結構層趨 近於拱形 2 12.2 2.0 12.2 5.0 3 11.6 2.0 11.6 6.2 4 11.0 2.0 11.0 6.9 5 10.5 2.0 10.5 7.6 6 10.0 2.0 10.0 8.2 7 9.5 2.0 9.5 8.6 8 9.1 2.0 9.1 9.1 9 8.7 2.0 8.7 9.6 無法分析
依據量測數據可歸納出構件形態表面層彎曲與結構層長度之關係:隨結 構層長度遞減,表面層與結構層形體維持趨近拱形之情況下,表面層曲線中 點與原點之距離(圖 3-13),介在於 0~9.1cm 之間,而結構層曲線中點與原 點之距離,則以其長度增加 2cm 為中介點,小於 2cm 則曲線中點與原點距 離介於 0~2cm 之間;2cm 以上則測得之距離維持 2cm。 當表面層曲線中點與原點之距離(Y 軸向度)大於曲線端點與原點之距離 (X 軸向度)時,結構層形體雖維持趨近於拱形,但表面層脫離可分析之形 體(非拱形及懸鍊形),無法使用上述量測方式之數據分析,故本研究排除此 部分數據。 圖 3-11 下弦主單元構件之量測構件 圖 3-12 下弦主單元構件之量測紀錄 圖 3-13 下弦主單元構件表面層與結構層數據 3. 上弦次單元構件: 建立上弦次單元構件之量測構件,規格及相關尺寸則依前章節單元設計 之規格訂定,並以結構層為控制變因,結構層以 1cm 為間距遞增,而表面層
長度固定為 27cm(圖 3-14),其二者於二維座標系統內曲線端點與中點距離 原點之長度如下表所示(表 3-7): 表 3-7 上弦次單元構件之量測數據(單位:公分) 結構層 長度 結構層 表面層 形體論述 曲線端點與 原點之距離 曲線中點與 原點之距離 曲線端點與 原點之距離 曲線中點與 原點之距離 1 13.4 4.5 13.4 1.9 表面層趨 近於拱 形;結構 層趨近於 懸鍊線 2 13.2 6.0 13.2 2.5 3 13.0 7.4 13.0 2.9 4 12.8 8.4 12.8 3.3 5 12.6 9.3 12.6 3.6 6 12.5 10.1 12.5 3.9 7 12.4 10.9 12.4 4.2 8 12.3 11.6 12.3 4.5 9 12.2 12.2 12.2 4.5 相關數據同上弦主單元構件,即為結構層長度遞增下,表面層曲線中點 與原點之距離(圖 3-15),介在於 0~4.5cm 之間,4.5cm 亦是表面層變化量 之最大值;而於形體論述論述下,表面層趨近於拱形,則結構層趨近於懸鍊 線。 圖 3-14 上弦次單元構件之量測紀錄 圖 3-15 上弦次單元構件表面層與結構層數據
4. 下弦次單元構件: 建立下弦次單元構件之量測構件,規格及相關尺寸則依前章節單元設計 之規格訂定,並以結構層長度為控制變因,表面層以 1cm 為間距遞增,而表 面層長度固定為 27cm(圖 3-16),其二者於二維座標系統內曲線端點與中點 距離原點之長度如下表所示(表 3-8): 表 3-8 下弦次單元構件之量測數據(單位:公分) 結構層 長度 結構層 表面層 形體論述 曲線端點與 原點之距離 曲線中點與 原點之距離 曲線端點與 原點之距離 曲線中點與 原點之距離 1 12.9 1.0 12.9 3.7 表面層與 結構層趨 近於拱形 2 12.2 2.0 12.2 5.0 3 11.6 2.0 11.6 6.2 4 11.0 2.0 11.0 6.9 5 10.5 2.0 10.5 7.6 6 10.0 2.0 10.0 8.2 7 9.5 2.0 9.5 8.6 8 9.1 2.0 9.1 9.1 9 8.7 2.0 8.7 9.6 無法分析 相關數據同下弦主單元構件,即為結構層長度遞減,表面層與結構層形 體維持趨近拱形之情況下,表面層曲線中點與原點之距離(圖 3-17),介在 於 0~9.1cm 之間,而結構層曲線中點與原點之距離,則以其長度增加 2cm 為中介點,小於 2cm 則曲線中點與原點距離介於 0~2cm 之間;2cm 以上則 測得之距離維持 2cm。 當表面層曲線中點與原點之距離大於曲線端點與原點之距離時,結構層 形體雖維持趨近於拱形,但表面層脫離可分析之形體(非拱形及懸鍊形),無 法使用上述量測方式之數據分析,故本研究排除此部分數據。
圖 3-16 下弦次單元構件之量測紀錄 圖 3-17 下弦次單元構件表面層與結構層數據
3.4 參數化系統建置
由單元構件設計過程中得知,單向度彎曲單元構件分為五種形態,分別為上弦主 單元構件、水平直線單元構件、下弦主單元構件、上弦次單元構件及下弦次單元構件, 而根據前章節單元構件表面層與結構層分析下,水平直線單元構件由單獨表面層部位 構成,無結構層長度變化之關係,為純粹平板單元構件;上弦主單元構件及下弦主單 元構件形態表面層彎曲與結構長度之關係,則分別與其次單元構件相同。 本章節係藉由單元構件表面層與結構層分析結果,於各形態量測分析之相關數據, 分別以電腦參數化系統建置模型,利於後續建立 CAD/CAM 技術下外骨骼構造之初 步自由形體設計與製造流程研究使用,而依據前段敘述,本章節主針對水平直線單元 構件(表 3-9)、上弦主單元構件(表 3-10)及下弦主單元構件(表 3-11)進行電 腦模型參數化系統建置,其 3D 參數化系統電腦模型之建置工具則配合使用 Rhinocero 及 Grasshopper 二項電腦軟體。電腦模型參數化系統建置過程如下: 1. 水平直線單元構件參數化系統建置(表 3-9): 表 3-9 水平直線單元構件之參數化系統建置過程 說明 圖示 於 Rhinocero 模型製作軟體內,引入 Grasshopper 參數式輔助工具,並建 立工作起始點,亦即為三維座標系內 之 XYZ 數值為 0,0,0。由單元構件設計中可知,單元構件原 始尺寸長寬 30*10cm,故於軟體中 設定原始構件形體之四角點。 水平直線單元構件形體係去除結構 層,故可知表面層之四角點,其三維 座標系內 XYZ 數值分別為 1.5,0,0、 1.5,3,0、28.5,3,0 及 28.5,0,0。 電腦軟體內置作模型之順序為點線 面體,故將水平直線單元構件之原始 構件形體四角點,及結構層四角點以 直線連結。 將上步驟點與點間之直線,依序帶入 形體構成參數,即可生成水平直線單 元構件之參數化系統電腦模型。 2. 上弦主單元構件參數化系統建置(表 3-10): 表 3-10 上弦主單元構件之參數化系統建置過程 說明 圖示 表面層形體製作
於 Rhinocero 模型製作軟體內,引入 Grasshopper 參數式輔助工具,並建 立工作起始點,亦即為三維座標系內 之 XYZ 數值為 0,0,0。 設定表面層形體為拱形進行建置。 於極座標系內,弧長 =半徑*倍數 已知表面層長度為 27cm,並預設弧 半徑最大值為半圓弧,半徑為 27cm / =8.594367cm。 表面層形體曲線之彎曲變化最小值 之曲率半徑為無限大(水平直線), 故加入序列參數,半徑由 8.594367 cm 以間距 1cm 逐漸增加,以模擬各 形體曲線彎曲變化。 由序列參數製成之曲率半徑,與模擬 曲線端點距離 X 軸之長度相減,得出 該表面層曲線中點與原點之距離,由 前章節分析可知其數值介在於 0~4.5 cm 之間,故可排除部分模擬出之皮 層部位形體曲線。 由表面層形體曲線沿其垂直向依指 定長度 7cm 擠出,便可取得表面層 形體單元構件。
結構層形體製作 由單元構件表面層與結構層分析可 知,結構層形體曲線趨近於懸鍊線, 而其形體曲線之端點與表面層形體 曲線相同,故其端點以前步驟皮層部 位之端點延伸,並採懸鍊線模擬之。 由表面層曲線中點與原點之距離介 在於 0~4.5cm 之間,對應結構層曲 線長度為 27~35cm 之間,並加入結 構層曲線端點,可製成其曲線模擬。 由結構層形體曲線沿其垂直向依指 定長度 3cm 擠出,便可取得結構層 形體單元構件。 單元接合區位形體製作 依據單元構件表面層與結構層分析 可知,單元接合區位形體係由表面層 曲線端點向外延伸,故先行取得端點 至原點之向量。 將端點至原點向量逆時針旋轉 90°, 並依指定長度(1.5cm)延伸,可得 單向單元接合區曲線。
將上述步驟之單元接合區位曲線,依 YZ 工作平面鏡射,可得另一向單元 接合區曲線,並將二向曲線沿其垂直 向依指定長度(10cm)擠出,便可 取得單元接合區位形體單元構件。 選擇同項目之表面層、結構層及單元 接合區位形體,可個別檢視上弦主單 元構件。 3. 下弦主單元構件參數化系統建置(表 3-11): 表 3-11 下弦主單元構件之參數化系統建置過程 說明 圖示 表面層形體製作 於 Rhinocero 模型製作軟體內,引入 Grasshopper 參數式輔助工具,並建 立工作起始點,亦即為三維座標系內 之 XYZ 數值為 0,0,0。 設定表面層形體為拱形進行建置。 於極座標系內,弧長 =半徑*倍數
已知表面層長度為 27cm,並預設弧 半徑最大值為半圓弧,半徑為 27cm / =8.594367cm。
表面層形體曲線之彎曲變化最小值 之曲率半徑為無限大(水平直線), 故加入序列參數,半徑由 8.594367 cm 以間距 1cm 逐漸增加,以模擬各 形體曲線彎曲變化。 由序列參數製成之曲率半徑,與模擬 曲線端點距離 X 軸之長度相減,得出 該表面層曲線中點與原點之距離,由 前章節分析可知其數值介在於 0~9.1 cm 之間,故可知曲線需小於半圓弧 (角度< )。 由表面層形體曲線沿其垂直向依指 定長度 7cm 擠出,便可取得表面層 形體單元構件。 結構層形體製作 由單元構件表面層與結構層分析可 知,結構層形體受制於表面層形體曲 線中點至原點之距離,當其距離大於 5cm,則結構層形體曲線中點至原點 之 距 離為 2cm; 反 之則 距離 介 於 0~2cm 之間。 結構層形體曲線以拱形設定,而其形 體曲線之端點與表面層形體曲線相 同,依上步驟原則模擬表面層曲線中 點至原點距離大於 5cm 情形下之結 構層形體曲線形態。
結構層形體曲線以拱形設定,而其形 體曲線之端點與表面層部位形體曲 線相同,進一步模擬表面層曲線中點 至原點距離小於 5cm 情形下之結構 層形體曲線形態。 由結構層形體曲線沿其垂直向依指 定長度 3cm 擠出,便可取得結構層 形體單元構件。 單元接合區位形體製作 依據單元構件表面層與結構層分析 可知,單元接合區位形體係由表面層 曲線端點向外延伸,故先行取得端點 至原點之向量。 將端點至原點向量逆時針旋轉 90°, 並依指定長度 1.5cm 延伸,可得單向 單元接合區曲線。 將上述步驟之單元接合區位曲線,依 YZ 工作平面鏡射,可得另一向單元 接合區曲線,並將二向曲線沿其垂直 向依指定長度 10cm 擠出,便可取得 單元接合區位形體單元構件。