國 立 交 通 大 學
高階主管管理碩士學程(EMBA)
碩 士 論 文
運用工廠資訊自動化提升企業製造競爭力
Research on SFIS Implementation to Improve
Manufacturing Competitiveness
研究生:顧台林
指導教授:李榮貴 博士
運用工廠資訊自動化提升企業製造競爭力
Research on SFIS Implementation to Improve
Manufacturing Competitiveness
研 究 生:顧台林 Student: Tai-Lin, Ku
指導教授:李榮貴 Advisor: Dr. Rong-Kwei, Li
國 立 交 通 大 學
高階主管管理學程碩士班
碩 士 論 文
A ThesisSubmitted to Master Program of Management for Executives College of Management
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Executive Master
of
Business Administration
Jan 2005
Hsinchu, Taiwan, Republic of China
i 中文摘要 在產業的激烈競爭下「交期」、「品質」及「成本」(Delivery,Quality,Cost; DQC)是製造業的重要管理指標,由於消費電子產品其輕、薄、短、小及產品生 命週期短的特性,使製造的流程日益複雜、生產技術不斷再更新,如何使工廠能 做到準時交貨、品質優良、成本低廉而有效率的現代工廠?如何建立工廠的核心 技術,增加企業的競爭力並且能滿足客戶需求?是工廠管理所努力的方向,由於 現場即時資訊系統(SFIS, Shop Floor Integrated System)是工廠管理的核心資訊系 統,能滿足目前資訊產業多變化的生產模式,尤其在國際級的大客戶對生產資訊 系統要求不斷提高,使得 SFIS 建置與運用在工廠的生產管理上更顯其重要性。 因此本研究的目的想要以個案研究的方式深入探討個案公司 A 公司的生產工 廠,了解其導入 SFIS 的動機,SFIS 的架構,導入的階段,及其如何得到顯著的 效益,成功的關鍵因素與工廠資訊自動化發展方向,此研究期望提供相關廠商導 入 SFIS 時之參考,提高他們導入與應用的成功率。 關鍵字:
ii
Abstract (英文摘要)
Under fierce competition in IT industry, ‘Delivery’、‘Quality’、‘Cost’ –DQC, have become an important indicator in manufacturing. Currently, the revolution of consumer products into smaller, thinner and lighter and the product life cycle has shortened. The manufacturing process has become more complicated, and the technology has continuously upgraded. With all these factors, how does the factory meet customers’ requirement: on-time delivery, quality, low cost, and efficiency, are becoming what manufacturers require to have as their competitiveness. SFIS, Shop Floor Integrated System, is the core competence of Information system, which is made to fulfill Multi-tasks manufacturing models. This model is especially important to provide a better service to multi-national companies, and enlightened the importance of production process.
The purpose of this case study is to analyze the production process of “A” Corporation. In depth, the discussion of the intention of IT system, the structure of SFIS, the implementation process, and its effectiveness will be carried out. Also, to discuss the success factor and future SFIS structure will be carried out to provide others immediate SFIS information as valuable reference.
Key word:
iii 謝辭 重回校園,是工作三十年來不曾間斷的夢想,報考交大 EMBA 是個令人期 待卻也壓力重重的壯舉,年過半百重拾書本,實踐活到老學到老的積極人生觀, 也為自我人生灌溉了新的生命活水。 三年學子生涯,無數次兩岸三地的飛,只為期待每一次與同學及老師們的相 聚,藉由教授的引領指導,將工作中的經驗匯集成一套學理,讓我悟出在工作的 忙亂之中,原來是有邏輯可循,百思不解的管理技巧,往往因課堂上教授驚人一 語而道破,頓時令我茅塞頓開。同學們課堂上的相互切磋及分享,課後的相互支 援及成長,都為生命開啟了新的契機。 感謝交大師長和同學,感謝企業內部長官及夥伴同仁們這些年的鼓勵與幫 助,讓我在工作與課業皆有所獲。更感謝指導教授李榮貴博士及口試委員在論文 口試中的指導及建議,讓我在未來面對任何事務,在思考上皆能更深、更廣、更 遠。
iv 目錄 中文摘要 ... i Abstract (英文摘要) ... ii 謝辭 ... iii 目錄 ... iv 圖目錄 ...v 第一章 緒論 ...1 第二章 A 公司背景與導入現場即時資訊系統介紹 ...3 一、A 公司背景介紹...3 二、導入 SFIS 的動機...3 三、SFIS 的架構與功能...4 第三章 導入的階段、成功關鍵因素與成效 ...23 一、一般公司或工廠在導入 SFIS 易陷入的難處與迷思...23 二、導入的五個階段...25 三、成功關鍵因素...26 四、顯著成效...27 第四章 高度競爭環境下工廠所需建構的 SFIS ...30 一、工廠資訊自動化現況...30 二、工廠資訊自動化未來發展方向...33 第五章 結論 ...35 英中名詞對照表 ...38 中文參考文獻 ...40 英文參考文獻 ...42
v
圖目錄
圖 2-1 企業資訊系統關聯 ...5
圖 2-2 A 公司 SFIS 功能圖 ...6
圖 2-3 原物料作業流程 ...7
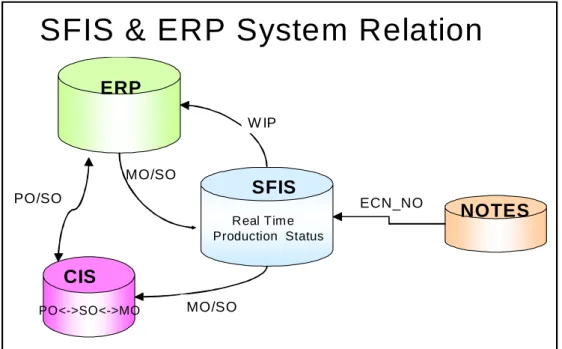
圖 2-4 SFIS and ERP System Relation ...8
圖 2-5 A 公司所使用之標籤...8 圖 2-6 途程控制 ...9 圖 2-7 SMT 物料上料系統 ...10 圖 2-8 揀料作業系統 ...11 圖 2-9 SFIS 與 ATE 系統連接圖 ...12 圖 2-10 修護查詢報表 ...13 圖 2-11 包裝作業...14 圖 2-12 品管檢驗趨勢 ...15 圖 2-13 報廢作業流程圖 ...16 圖 2-14 在製品查詢報表 ...17 圖 2-15 品質管理系統 ...18 圖 2-16 即時監控查詢系統畫面 ...19 圖 2-17 工時系統關連圖 ...20 圖 2-18 RMA 修護相關資訊 ...21 圖 2-19 客戶資訊系統 ...22 圖 3-1 導入的五個階段 ...26 圖 4-1 工廠資訊自動化關連圖 ...30 圖 4-2 異常通知單 ...31 圖 4-3 指標管理系統 ...32
1 第一章 緒論 回顧台灣科技產業近三十年所走過的路,在經濟上突飛猛進,創造台灣前所 未有的進步與富裕的生活,經濟上的成就被世人喻為「台灣經濟奇蹟」,而製造 業,尤其是電子產業,在「台灣經濟奇蹟」上,是一個功不可沒的推手。 台灣電子產業從民國 70 年代開始萌芽,到 80 年代成長茁壯期的蓬勃發展, 百家爭嗚,到 90 年代進入成熟期,企業競爭白熱化,價格競爭更是血流成河的 微利時代。在這成長過程中,有許多公司以穩健的步伐成長茁壯,由一家中小企 業轉成為一國際級的公司,但也有許多公司消失在一波波的競爭的浪潮中,在競 爭的浪潮下,只有擁有核心能力的企業才能屹立不搖,永續經營。 由於電子產品生產作業的內容複雜度遠比傳統之工廠作業困難度許多,且產 品的生命週期短、少量多樣的變化是不可避免趨勢。現代化的工廠必須以最短時 間完成由小量試量快速進入大量生產的準備,並且能達到品質要求,若這些生產 需求仍依賴人工的控制及紀錄,沒有一套功能強大的現場即時資訊系統(SFIS, Shop Floor Integrated System)來輔助及指導現場作業,生產管理作業是無法有效進 行。 由於全球化的激烈競爭趨勢,微利潤時代的來臨和全球運籌(Global Logistic) 的要求,產生下列的議題,使現場即時資訊系統的建構與擴充更是重要: 1、消費者消費形態的改變:新產品不斷推陳出新,此改變意味著消費性電子產 品生命週期越來越短。由於產品生命週期越來越短,生產者也被迫縮短應變時 間,如何利用資訊系統做有效率的管理及縮短學習曲線是目前產業所面臨的挑 戰。 2、網路科技發達所帶來的衝擊與改變:科技始終來自人性,由於網路相關技術 的蓬勃發展,縮短人與人的距離,同時也輕易連結了系統與系統的關係,帶給 管理者運用上莫大方便,從 File、E-mail、Internet、Intranet、Enterprise System... 等,已經帶動製造業的另一次產業革命,製造 e 化程度正影響製造的反應速 度,製程能力及產品品質等,製造競爭力- e 化的運用是一項重要指標。 3、產品製程複雜度高:由於電子產品輕、薄、短、小及多功能整合特性已成流
2 行時尚,例如目前智慧型手機除內建電話功能外更擴充有 PDA,MP3,….. 等功能,這類產品在製造技術上無論在組裝、測試及品質掌控都是一項嚴厲的 挑戰,若無建立良好的製造資訊系統輔助生產作業,工廠將無法順利生產此類 高科技產品。 4、全球化佈局與即時量產(Time to Volume)工程能力建構:公司在台灣、中國、 歐洲、北美等皆有製造基地,如何將生產寳貴的經驗與卓越的工作方法做資訊 化保留,並有效率地被分享,使不同的生產基地能共享資訊也讓新進同仁、外 派工作或工作輪調的員工可以更有效率的學習工作知識和經驗,進而不斷提升 整體組織的效率與競爭力,知識庫的建立與分享更是重要。 5、來自客戶壓力:世界級的大廠(如蘋果,康柏,戴爾,思科….),這些國際級 的大廠本身具有非常完整的資訊科技(IT, Information Technology)能力及設 備,他們對供應商的資訊科技能力更是特別在意,是否能在製程中留下必要資 訊、快速發現問題及解決問題能力,製程品質問題追踪能力及與客户系統連結 提供及時正確資訊給客户,是這些國際級大廠下單前重要評估,工廠資訊自動 化系統良窳決定是否有具有接單生產能力。 如何運用 SFIS 的建構與管理,建立一個具有核心競爭力的現代化工廠,打 造一個「多」產量最多、「快」速度最快、「好」品質最好、「省」成本最省的現 代化工廠,實為當前高科技產業極為重要的課題 SFIS 對電子產業過去的貢獻與未來的必要性和重要性是無庸置疑的,也是 每家廠商努力在追求的。然而根據對業界的訪談得知真正成功的導入且持續的使 用 SFIS 得到顯著效益的並不多。為什麼 A 公司能夠成功的導入現場即時資訊系 統,且有顯著效益及成果,而許多工廠卻做不到呢?此乃研究動機。 因此本研究的目的,要以個案研究的方式,深入探討 A 公司通訊產品生產 工廠導入 SFIS 的動機、架構,導入的階段,及其如何得到顯著的效益,而其成 功的關鍵因素與未來 SFIS 發展的方向。此研究期望提供相關廠商導入 SFIS 之參 考,提高他們導入與應用的成功率。
3 第二章 A 公司背景與導入現場即時資訊系統介紹 一、A 公司背景介紹 民國 80 年在新竹科學工業園區正式成立-A 股份有限公司(以下簡稱 A 公 司)。民國 87 年股票正式上市,於台灣證券交易所掛牌買賣。A 公司是一個經營 體質良好的企業,稱得上是網路通訊產業界的模範生,創造許多同業羨慕的成 績,股價也一直維持在百元以上。 A 公司由於營業的範圍不斷的擴充,從初期的積體電路封裝測試到印刷電路 板模組生產,進而跨足網路通訊產品製造,每個產品線的擴充,就代表一次的轉 型及挑戰,尤其網路通訊產業,產品製程困難度較高,客户對供應商生產資訊掌 控之嚴苛,遠超過其它產業,所以面對公司進入網路通訊產業的壓力,使 A 公司 必須謹慎考量生產資訊系統的完整性、適用性及未來的發展。 二、導入 SFIS 的動機 A 公司 SFIS 導入的動機可分為內部管理問題與外在環境壓力兩主要因素, 內部管理問題乃是因 A 公司的產品線分佈非常廣,從積體電路封裝測試(RFPA)、 電源系統(AC /DC Power Supply、Power Supply Module、Backlight inverter)、有線 通訊產品(xDSL、Cable modem、VoIP、Analog modem),無線通訊產品(Wireless LAN、Mobile phone、Access Point )到電信局交換機系統(IP Dslam、Switch、VoIP Gateway)等。而不同類型的產品有著顯著的生產差異,且 A 公司所專長的網路通 訊產品設計與製造,亦須因應不同客戶,而有特定的生產流程,所以 A 公司的工 廠是融合業界不同工廠的縮影於一個廠房內。加上規模急速擴張,生產技術日益 複雜,困難度相對提高,因此,導入 SFIS 已是改善並提升製造管理能力的不二 途徑。 至於外在環境壓力是由於網際網路發達,降低了企業間的交易成本,隨著專 業代工廠的興起,越來越多企業將製造委外,國際大廠在尋找合作夥伴時,必然
4
對代工廠的整體資訊能力:例如訂單履行(Order Fulfillment),生產狀況(Production Status),品質狀況(Quality Status),海外監控整體的生產等, 詳加評估及要求, 以作為是否下單依據。
在內部管理問題及外在環境壓力下,迫使 A 公司必須考慮建構一套符合未來 產品發展及滿足所有客户需求的 SFIS,也必定要在最短的時間內成功的導入 SFIS,以獲取當時重要客戶訂單。
三、SFIS 的架構與功能
企業建構企業資源規劃(ERP, Enterprise Resource Planning)系統,連結其它相 關資訊系統,構成一個供應鏈管理資訊體系,如圖 2-1 所示 ERP 結合 i2FP 做料 況及生產排程模擬,SFIS 掌控即時的生產資訊提供生產狀況及數量,提供 ERP 計算生產成本,連結客户關係管理系統提供產品保固與客户服務等相關資訊,對 外利用 EDI、WEB、B2B 技術將供應商及客户系統串接成一個完整的企業資訊 平台。
5 E R P B IS i2 F P IP D a ta b a s e P la tfo rm B 2 B s e ll s id e B 2 B b u y s id e in s id e E D I X M L W E B B 2 B S e r v e r C R M S a le s M k t C a ll-C e n te r S to re E IS S F IS P a y m e n t E D I B 2 B S e r v e r X M L W E B c u s t o m e r s s u p p l i e r s 圖 2-1 企業資訊系統關聯 SFIS 是工廠資訊自動化的核心系統,具生產流程控制、製程防呆、即時現 場管理、現場資訊追蹤,並提供客户相關資訊。A 公司 SFIS 資訊系統共分七大 基本構面,如圖 2-2 所示,物料作業管理系統、生產管理系統、不良品修護系統、 品管系統、包裝系統、出貨系統及客户資訊系統,整個系統的基礎是由產品上所 黏貼的條碼標籤(Barcode Label),貫穿其中達到生產線上即時資訊蒐集,包括生 產良率、產能達成率、在製品(WIP)分析、維修良率、不良品分析、品質分析及 建立產品歷史資訊檔案等功能,重要功能分別敘述如下。
6
Ambit SFIS System
SN Box Carton Pallet SN MO SO PO Production System Repair System QA System Packing system Material Picking System Shipping System
Barcode
Customer
Information
System
Sh
op
Fl
oo
r In
teg
rate
d S
yst
em
•Prod.Status •WIP •Target •Y.R. •Rep. •Analysis •L/T •Shipping Status •QA Trend •QA Report Management Report 1 Material •Receive •Pick up •Prepare Tracking •WIP •MO •Y.R •L/T Repair •Analysis •Err. Code •Reason Code •Duty •Top N Quality •IQC •Component Y.R. •FQA •TOP N •RMA/DOA 圖 2-2 A 公司 SFIS 功能圖 原物料作業管理系統(Raw Material) 原物料(Raw Material)管理系統,在於簡化物料的管理作業,使資料透明化、 縮短作業時間及減少人為錯誤,進而達到作業標準化為目的,如圖 2-3 所示,從 原物料的收貨確認、品質檢驗到物料上線前準備,皆由系統掌控,經由原物料上 的條碼,結合系統的流程控制,使複雜的物料流程作業,如零件檢驗作業、生產 工單的物料準備及生產中或生產後的補、退料作業及帳務的處理,皆能使作業人 員依系統程序,按步就班的完成所有作業,由於系統的導入提升物料作業的品質 及帳務準確度,減少人為疏忽所造成產品用料上的重大品質問題。 進料品質檢驗,建立原物料品質追蹤機制對供應商的供料狀況及品質做稽核7 及評鑑進而增進零件供應品質水準的一致性及供貨時程的準確性,而對異常零件 處理與追蹤皆由資料庫彚整紀錄,達到經驗分享及知識管理目的進而提升零件工 程能力。 圖 2-3 原物料作業流程 下載工單(MO Download)
將生管部門在 ERP 系統上開立生產工單(MO, Manufacturing Order)資料, 下載至 SFIS 作為生產依據,包括工單號碼、數量、日期等資料,而 SFIS 將生 產資訊自動上傳至 ERP 系統,以計算生產數量與成本,如圖 2-4 所示。 收料作業 零件檢驗 作業 庫儲作業 備料作業 補、退料 作業 生產作業 帳務作業
8 MO/SO ECN_NO PO<->SO<->MO CIS ERP NOTES SFIS MO/SO PO/SO W IP Real Time Production Status
SFIS & ERP System Relation
圖 2-4 SFIS and ERP System Relation
條碼標籤(Barcode Label)
條碼標籤(Barcode Label)是 SFIS 系統途程(Routing control)控制及製程防呆的 基本需求,包括工廠序號標籤(S/N: Serial Number )、客戶序號標籤、MAC-ID (Media Access Control )標籤及包裝標籤等。標籤的序號與產品的對應關係,皆紀 錄在 SFIS 系統內。其中工廠序號標籤貫穿整個生產流程,所以我們可以輕易由 PO (Purchase Order)←→SO (Sales Order)←→MO (Manufacturing order)←→S/N 查 出從生產到出貨所有的相關生產資料,如圖 2-4,2-5 所示。
9 途程控制(Routing Control) 途程控制是 SFIS 系統重要功能,製程防呆性由此功能產生,如圖 2-6 所示, 所有產品在生產前皆需設定途程,用以控制生產順序,確保製程完整,由「資訊 流」帶動「物流」的生產模式,以達到無紙化功能,提升效率,減少人為疏失。 圖 2-6 途程控制 上料系統(Material Loading )
在表面黏著技術(SMT, Surface Mount Technology)的製程中,因產品輕薄短 小、零件裝置密度高,上料系統的設計,是為確保物料能正確使用,有效防止 SMT 作業期間,因作業人員頻繁的上料及換料動作,產生人為疏失,如圖 2-7 所示, 同時在上料及換料動作時,亦對重要零件的資訊做蒐集,包括零件製造日期、製 造批號(Lot Number)、製造商(Vendor Code)、使用數量等,這些資訊將有助於零
10
件使用狀況及產品品質追溯,上料系統也結合工程變更通知(ECN, Engineering Change Notice),有效控管 ECN 變更,能在上料及換料時,在第一時間自動通知 操機人員,以杜絕錯誤發生。
S M T M a te ria l C h e ck S ys te m
L A N D ata S tatio n S F IS S e rv e r S M T P a rts S M T F e e d e r S c a n n e r C o m P o rt 圖 2-7 SMT 物料上料系統 揀料作業BTO/BTC (Build to Order 接單後生產,Build to Configuration 客製化生產) 屬少量多樣的生產模式,依客戶需求立即出貨,其工單的物料項目及數量,會自 動顯示在存貨料架上的電子看板,稱之為「電子標籤」,作業人員依據此系統之 提示,可快速、準確及有效率的完成揀料作業,免除核對料表及尋找物料的時間, 避免人為疏失,此類資訊與客戶系統聯結,由客戶依其需求隨時下單,透過快遞 系統直接出貨客戶指定全球各地,如圖 2-8 所示。
11 硬 體 架 構 SFIS Server 圖 2-8 揀料作業系統 工單管控作業(MO Management) 在 SFIS 系統有三項管控作業: 工單開啟(New MO):當庫房完成工單備料,即執行工單開啟作作業,表示生產 線可以準備此工單的生產。
工單上線(On-Line MO):當生產線開始生產,即執行工單上線作業,來啟動 SFIS 紀錄之功能。
工單關結(Close MO):當產品完成入庫作業,而入庫數量等於工單投入數量時, 系統將自動關結此工單。
SFIS 與 ATE 自動連接
自動測試機台(ATE, Automatic Test Equipment ),透過 ATE 與 SFIS 連接,做 資料交換,即自動測試機台除負責測試工作,同時接收 SFIS 指令,如圖 2-9 所示, 在執行測試作業前,SFIS 會先做產品的途程( Routing )檢查,自動測試機台會將 測試結果傳回 SFIS 系統,此資料的連接功能,可確保產品的測試規格,且使 SFIS
12 獲得正確的測試結果,減化作業步驟,節省測試時間,完整紀錄測試結果。 SMO DCT UUT SFIS Database Ethernet
SFIS & ATE Auto Link
ATE
13 修護作業(Repair)
生產過程產生的各種不良品狀態, 須詳加紀錄,以作為立即改善之依據, 修護作業系統設計有不良現象代碼(Error Code)、不良原因代碼(Reason Code ),忠 實紀錄及管控維修作業,免除修護人員的填表工作,以提高效率,並將維修紀錄, 包括不良品的原因、維修結果、不良零件、責任單位、修護人員代號、維修時間 和維修方法等,建立查詢分析功能,如圖 2-10 所示。
14 包裝作業(Packing) 包裝作業系統為有效管控產品包裝品質,連結產品的工廠序號與客戶序號, 在作業中可檢查附、組件是否正確及齊全,能自動列印相關標籤,依客戶指定格 式,提供客戶所需資訊,如圖 2-11 所示。 圖 2-11 包裝作業
15 品管作業 品管部門品質檢驗作業,品管人員依檢驗作業規範標準對產品實施檢驗,並 依檢驗最終結果來決定是否放行或退貨,並將檢驗資訊登錄到資料庫,如圖 2-12 所示,對於檢驗不良產品除通知相關部門進行品質改善對策外並且於系統上將該 批產品的資料判退至應重回的製程重新安排重工作業,以確保產品品質。 圖 2-12 品管檢驗趨勢 入庫作業(Stock In) 紀錄入庫的貨品資料,同時與 ERP 做資料聯結,完成系統及 ERP 的入庫作 業,減化作業流程,避免料帳不符的問題。 出貨作業(Shipping) 產品出貨在上貨車前,SFIS 紀錄出貨的棧板編號(或其他散裝的序號資訊), 由棧板編號可對應本批次出貨詳細資料(SO、PO、MO、SN),提供客戶做為出貨 依據。
16 報廢作業(Scrap) 當生產過程中,產品可能因為製程不良、難修品或其它因素,而無法完成所 有的製程而順利產出。需依報廢流程作業將料帳做除帳及實體的報廢,工單才能 順利關結,如圖 2-13 所示,並可由 SFIS 報廢報表查得報廢數量及報廢率。 圖 2-13 報廢作業流程圖 SFIS預報廢作 業 上傳ERP 簽核流程 SFIS報廢作業
報廢作業流程
簽核
ERP
SFIS
ERP 預報廢作業/ 確認實際報廢數量 ERP報廢作業17 在製品查詢報表(WIP Report) WIP 報表功能可依工單或產品類別顯示製程中每一工作站的「在製品」數 量,提供管理者做生產瓶頸的分析及各工單生產狀況查詢,提供相關資訊予使用 者做生產程序的參考,如圖 2-14 所示,生產線主管亦可確實掌握在製品集中狀 況,做為調派人力的依據。 圖 2-14 在製品查詢報表
18 品質管理系統(Quality Management) 透過「品質管理系統」能快速的了解生產線之生產狀況、良率、不良現象、 維修分析及品管檢驗批退資料,協助生產及工程單位快速查詢品質狀況,如圖 2-15 所示,其查詢資料易於轉成 Excel 檔供工程師分析或製作報告用。 圖 2-15 品質管理系統
19 即時監控系統(Target) 此為工廠看板管理的延伸,依生管單位的排程,系統將自動監控生產線每個 產品在各個工作站別的當班目標產出數量,計畫產出數量,實際產出數量,達成 率及良率等資訊,如圖 2-16 所示,使各階層的管理幹部能清楚掌握即時的生產資 訊,做為生產績效改善的依據,同時也做為異常管理的自動警示的功能,當數據 介於異常指標時,將自動發送警訊給生產相關主管。 圖 2-16 即時監控查詢系統畫面
20 工時系統 結合現場資料的蒐集,工時系統將自動計算班別產出數據,並依標準工時, 出缺勤及非生產性工時等資料,彙整計算效率與生產力及非生產性工時,與 ERP 連結提供成本歸屬及問題分析依據,如圖 2-17 所示,節省人工繁瑣計算,大幅提 高資料的準確性及提升工作效率。 圖 2-17 工時系統關連圖
21
RMA 系統(Return Merchandise Authorization)
RMA 系統,顧客將不良品退回原廠之維修服務為主,從退回產品的溝通協 調、安排維修、準時交回顧客手上,滿足顧客服務為最終目的,運用 SFIS 連結 資料庫歷史資料之功能,確實掌握產品生產初期時的各項資訊,以提供產品退回 維修之相關資訊及 FA Report,如圖 2-18 所示,並交還客戶。 P r o g r a m S p e c R e p o r t N e e d a d v is e ite m 1 . R e a s o n c o d e 1 . c o m p o n e n t P /N & V e n d e r lin k R e p a ir . e x e 2 . L o c a tio n 3 . C u s to m e r c h e c k s ta tio n c h e c k R e p a ir r e p o r t R e p a ir r p t. e x e 4 . C u s to m e r fa ilu r e s y m p to m R e p a i r R e p a i r . e x e 圖 2-18 RMA 修護相關資訊
22 客戶資訊系統(Customer Information System)
透過網際網路與客戶系統相連結,提供客戶所需要的生產相關資訊如訂單履行 (Order Fulfillment),生產狀況(Production Status),品質狀況(Quality Status)… 等,如圖 2-19 所示。 圖 2-19 客戶資訊系統 綜合以上說明,SFIS 達到了即時生產監控,快速反應異常問題,使管理人員 能有效的掌握問題,了解生產的瓶頸,並加速解決問題,使生產更加順暢與快速, 改善品質,降低生產成本,提升整體競爭力,並且能提供符合客戶需求的資訊及 因應複雜的 BTO /BTC 生產模式。
23 第三章 導入的階段、成功關鍵因素與成效 一、一般公司或工廠在導入 SFIS 易陷入的難處與迷思 一般公司在導入 SFIS 容易陷入許多難處與迷思,如無法有效的克服,要能 成功導入 SFIS 將會是相當困難,A 公司是如何面對的,分別說明如下: 投入龐大資金 A 公司是多廠運作的生產模式,初期擁有新竹、土城、中山(大陸)等生產基 地,由於 SFIS 是各廠獨立運作,每個工廠各自擁有伺服器及相關軟硬體設備, 其所需資金龐大,要如何說服高階主管支持,是推展系統首先遭遇的困難。SFIS 的專案團隊依製造環境、系統有效性及客戶需求等三方面,對高階主管做多次的 專案報告而獲得同意,SFIS 專案因此能順利展開。 專業人員不足 A 公司產品多且複雜,客戶的需求亦不相同,在業務不斷的擴張下,人力成 長無法隨組織快速發展,對複雜生產流程了解而兼備 SFIS 系統概念者不多,影 響 SFIS 系統規格制定,只能依賴專案團隊、相關部門主管、系統開發公司的專 業顧問,共同參與討論,集眾人智慧在最短的時間內將所有系統規格制定完成。 合約的陷阱與限制 客戶要求其產品出貨及企業 SFIS 建構時間的壓力下,急於尋找專業且具經 驗的系統開發公司合作以壓縮導入時程,但對於軟體授權使用範圍、軟體的原始 程式碼(Source Code)及部份搭配系統所需的特殊硬體設備(如 DCT:Data
Collection Terminal )等問題,由於未能預測 A 公司未來的發展,僅以導入初期的 環境與系統開發公司簽訂合約,忽略了全方位的軟體授權,無法在專利取得上有 利的談判地位,造成 A 公司擴廠時必須面對支付額外授權費用的談判,增加企業 成本。
24 企業面對有限的資源,必須快速評估合作廠商的專業與特質、工作團隊的成 功經驗案例等,以挑選出適當的合作廠商。 需求制定 產品型態及生產模式的不同,無法直接應用一般市場所購得的套裝軟體, SFIS 系統的設計,究竟是以既有的生產流程為依據,還是以新的軟體觀念重新定 義生產流程,此決定將影響未來系統的開發及擴充。而資料的蒐集是需要成本 的,如何在流程最佳化、資料蒐集及成本三者間取得平衡點,都必須在規格制定 階段時被考慮及解決。 作業習慣的改變 「無紙化」是 SFIS 的特色,對於習慣流程卡或批次控制運用的人員卻是一 項挑戰,短期難以適應,因為 SFIS 免除了流程卡作業,是以「資訊流」帶動「實 物流」的作法,生產作業能在資訊流的帶領下準確的完成,當實物流與資訊流不 吻合時,產生料帳不符,所以正確的資訊蒐集品質,必須深植在每個從業人員持 續而落實的教育訓練,讓所有接觸的人員有正確的系統與作業觀念。 人力迷思 因 SFIS 導入初期由於工程再造及流程合理化而影響生產流程與作業,導致 某些作業可能被簡化,但相對有些作業是需要被增加的,但因系統導入之初作業 人員對於新增作業的不熟悉,會產生排斥的心態而消極抵制系統的使用,負面評 價如增加人力、增加成本、不彈性、不好用…等接踵而來,影響系統的導入與正 常的發展,人力究竟不足或過多,是需要思考的。
25 二、導入的五個階段 A 公司 SFIS 的導入可分為五個階段,如圖 3-1 所示,分別說明如下: 第一階段是系統需求的制定,此階段必須依產品特性及生產流程,提出系统 規格書,執行的範圍及負責人都必須被清楚的定義,系統的制定是未來發展的成 敗關鍵。此時系統的使用者、軟體發開者及系統開發公司顧問,必須緊密結合在 一起,經過無數次的會議與討論,規範出最適合的系統規格,達到改善工廠生產 流程的目的。 第二階段是系統設計階段,程式設計師依第一階段所制訂出的系統規格書, 開發相關程式,且必須依計劃時間,準時完成所有程式的撰寫及功能測試,所有 的規格、流程、程式的問題都必須在此階段被解决。 第三階段是系統導入階段,在此階段必需進行系统及生產流程的驗證及教育 訓練,重點分為 End User、Power User、Supervisor、System Maintainer 四個部份, 每個部份均有其固定教材、授課時數與績效評核,其目的在使所有相關人員都能 熟悉該系統,緊密結合,循序漸進,確保訓練的有效性,人員對系統的認知與熟 練程度將影響系統執行的效能。 第四階段時當所有人員都已了解流程,已能靈活應用系統,即進入系統擴充 階段,無論是第一線的生產管理幹部、工程師或中、高管理階層,都有可能對系 統提出新增或修改的需求(基本參數、人機介面、管理報表……),由於積極參與, 使系統功能更趨完備,進而展現系統效益。 最後階段是藉由 SFIS 的應用,建立知識資料庫,累積生產管理的經驗及技 術,成為企業建構知識管理(Knowledge Management )的一環。
26 圖 3-1 導入的五個階段 三、成功關鍵因素 成功絕不是偶然, 茲就 A 公司如何成功地導入 SFIS,取其關鍵因素以供參考: 1. 符合客戶期望與需求:清楚地掌握客戶需求與規格避免建置一個龐然大物看似 有用實際無效的系統。A 公司在導入 SFIS 之初即成立專案小組,其中業務單 位即負責對客戶溝通的橋樑,透過業務所搭起的溝通管道,使公司內部 Task Force 的成員,皆可得到清楚的資訊,作為對 SFIS 功能與規格的重要規劃依 據。 2. 具體的投資方案評估:高額的費用執行,如何帶來實質效益,為避免 SFIS 成 為瓶頸或負擔,有賴於專業及客觀的評估。A 公司導入此系統主要的評估關鍵 有,(a)爭取更多國際大廠的訂單機會。(b)改善目前製造的現場管控能力,及 運用此系統防止人為作業錯誤,提升產品品質。(c)藉此系統達到製程的優化, 資訊自動蒐集以取代人為作業,管理制度得以標準化,多廠運作得以統一,並 得以提供客戶及時且有效的資訊。(d)關鍵技術的掌握與工程技術人員能力的 訓練。(e)專利與相關設備順暢取得。 3. 高階主管的參與及不斷要求:來自上級的壓力與檢討可以減少犯錯的機率與時 間。A 公司導入 SFIS 之規劃,規格釐定乃至於 SFIS 的 Trial Run,自總經理 至各主管皆親自參與,透過有效且快速的溝通與決策,從規劃到導入 SFIS 僅 僅二個月的時間。此舉亦是能獲取重大客戶訂單的重要關鍵因素之一。 4. 企業流程改善:企業流程合理化與標準化,必須透過公司內部專業的組合,A 公司在 SFIS 團隊的組成時即指派各單位資深員工參與並專職於此專案,透過 多次的會議及與系統分析師不斷的溝通研討,在系統分析階段即以流程最佳化 需求制定 系統設計 導入階段 擴充階段 知識管理
27
建構,如此不但可建置一個有效的資訊管理系統並具改善製程能力的功效。 5. 結合日常管理:A 公司導入 SFIS 極重視物流與資訊流的結合,具作業防呆功
能,製程有效精簡,測試涵蓋率高,並兼顧品質與效率。而 SFIS 是否可以持 續的發展及使用,端賴管理者如何將其應用在日常的管理中,SFIS 的指標管 理並與年度 TQM (Total Quality Management)目標結合。
6. 落實教育訓練:再好的系統,不用則一無成效,再簡易的系統不教則不得其門 而入,徒勞無功,知道怎麼用,相關人員都會用則系統所能發揮之功效絕對是 乘數作用,A 公司將所制定的系統規格及操作規範從研擬階段到試用及正式運 作,即有系統地區分工程專用手冊,Power User 操作指導規範與 End user 作 業規範。透過公司組織學習中心有系統有計畫調訓相關人員,使 SFIS 的運作 根深蒂固地落實在日常的運作中,經驗得以傳承與擴展,後續其他新廠,亦在 設廠時即具備 SFIS 系統的作業與管控能力。 四、顯著成效 A 公司導入現場資訊管理系統所得到的具體成效可從整體效益與部門效益兩 方面來做說明: 對公司產生的整體效益 1、 SFIS 所產生的資訊具有即時性及可追溯性,結合日常的生產管理,易於掌控 生產瓶頸,快速解決異常問題,進而提升良率及生產效率。 2、 資訊流與實物流整合,使製程具有防呆性、杜絕人為錯誤、提升製程品質及 製程改善能力,能挑戰日益複雜的生產作業。 3、 系統導入後使製程合理化、標準化,多廠運作得以一致性,進而降低生產成 本、提升公司競爭力及企業接單能力。 4、 生產線異常反應機制即時而有效,不斷累積處理程序的經驗,可做為企業知 識管理與分享。 5、 系統能快速的提供客戶所需資訊,增加客戶滿意度,爭取更多國際大廠訂單
28 機會。 對相關部門的效益 1、生管部門:有效監控工單進度及設備稼動率,精確掌握生產排程及出貨安排。 2、品管部門:製程與最終檢驗資料由系統產生,提供品管人員掌握產品與零件 品質狀況,做為相關單位改善品質之依據。 3、研發部門:透過生產良率與不良原因分析的結果,可以回饋研發人員了解生 產所遭遇的問題,有助於產品設計能力之提升。 4、製造部門:運用系統資料庫(Database)歷史資料的分析追蹤改善,快速輔助及 指導現場作業改善以提升製程品質。 5、營業部門:透過系統可掌握客戶訂單在工廠的執行狀況,例如生產良率、品 質、產出及出貨狀況等客戶所需資訊。 6、財務部門: 掌握產品生產成本及整體效益評估。 SFIS 系統導入,影響企業流程、組織調整變動及相關對應的管理應變措施, 其中包括高階主管必須正視 SFIS 投資的必要性、基層員工對新系統導入應用的 配合等。所以變革管理(Change management) 成為企業導入 SFIS 的成敗關鍵。 導入系統時在企業內各組織間未能整合作業,缺乏高層全力支持,且資源與 共識不易形成變革管理的阻力。 A 公司在導入 SFIS 系統時,成立 SFIS 專案團隊,參與成員包括督導作業的 副總經理,製造處、物料管理處、品質保證處,加上資訊部及業務處等,共同討 論系統的應用範圍、建構方式,由於高層全力支持,促使專案組織建構完整,發 展進步變革管理: 1: 主管的執行力與改善的決心:
a: 由 SFIS 與 ERP 自動連接取代人工 ERP 帳務資料登錄,所有生產工單必須 100%投入 SFIS 系統管控,而 ERP 帳務資料皆來自於 SFIS,避免 SFIS 與 ERP 帳差問題。
29 b: 限期廢除人工統計報表,改用系統自動產生的管理報表,迫使管理者 能快速熟悉系統及運用系統資料進而提出改善措施。 c: 簡化組織:因系統導入將組織簡化為四大部份:備料作業區、 SMT 作業區、 測試作業區及庫房作業區,減少部門間的轉帳與核帳作業與人為錯誤。 d: 導入階段時將人工資料與系統資料逐筆確實核對,追根究底找出錯誤原因 並立即改善,使系統功能日趨完善。 2: 系統與日常管理結合: a: 每日生產會議報告資料強制以 SFIS 資料為準,遇問題立即解決,各階層 人員不得不關心 SFIS 資料的產生與運用。 b: 工程部門異常問題分析依 SFIS 的生產良率、不良品的原因、維修結果、 不良零件…等數據,統一語言,使問題能有效率的被解決。 c: 善用系統看板功能隨時監控生產狀況-良率、達成率..等使管理者能即時掌 握問題並快速解決問題提升管理績效。 3: 持續而有效的教育訓練計劃是傳遞變革管理的重要工具。 初期導入系統時,因為流程再造、作業習慣改變、人力迷思等變革產生排斥, 由於 SFIS 的完成導入帶動工廠的變革與創新,提升製程能力,無形中也使工廠 能面對更高難度的新產品生產作業,提升核心競爭力。
30 第四章 高度競爭環境下工廠所需建構的 SFIS 一、工廠資訊自動化現況 SFIS 是工廠運作的核心,主要是對生產流程的管控,而生產排程、物料掌控、 產品工程等問題,SFIS 系統不具備此功能,故生產管理除必須擁有 SFIS 外,需 再搭配相關系統,例如生產流程、工程管理、異常管理、產品轉移及指標管理系 統….等,如圖 4-1 所示。 S F I S 指 標 管 理 異 常 管 理 生 產 流 程 工 程 管 理 圖 4-1 工廠資訊自動化關連圖
31 異常管理系統 品質、速度及成本是現代化工廠維持競爭力必備要素,異常管理系統能即時 反映與加速問題的解決。另外透過系統自動簽核流程,確保對策的品質及時效, 對策處理時間若超過系統設定時限,E – Mail 系統自動逐級向上通知,由責任單 位主管負責處理,如圖 4-2 所示。 圖 4-2 異常通知單
32 工廠指標管理系統 管理者日理萬機,若無良好的資訊蒐集系統,可能會錯失解决問題的先機, 導致嚴重後果。指標管理系統,將各子系統整合並淬取精華,結合企業經營目標 於日常管理中,透過單一電腦螢幕同時瀏覽許多重要訊息,如圖 4-3 所示,全盤 瞭解生產狀況,主管適時對部屬進行關心及指導,提升工廠整體運作績效。 圖 4-3 指標管理系統 A 公司除了上述有關生產管理資訊系統外尚有: 1、工廠問題追蹤系統: 藉由此系統可讓研發人員瞭解產品設計的問題,提供研發 單位改善的參考。 2、製造文件電子化: 藉由電子化達到文件品質控制,讓各單位人員易於使用且不 致發生版本錯誤。
33 3、零件料號系統: 建立零件供應商、品質、檢驗方法、零件異常處理程序之完整 資訊,以提升零件工程能力。 二、工廠資訊自動化未來發展方向 另外為了因應未來的需求與挑戰, A 公司從過去的經驗與學習過程中, 也感 受到未來 SFIS 的發展需考慮下列幾個方向: 建立資訊戰情室 由於 A 公司的 SFIS 是獨立式的架構,每個工廠均由自己的主機運作,在全 球運籌管理中,工廠資訊運用是目前管理的重要課題,利用資料倉儲(Data warehouse; DW)技術整合各廠區的生產資訊,並利用資料探勘(Data Mining; DM) 或人工智慧(AI)技術,將資料分類與分析,提供預測或以專家系統功能(Expert System ),建構製造資訊戰情室,提高資訊的時效性及價值,使管理階層免於面 臨資訊氾濫的困擾,隨時掌握工廠經營關鍵要素,做為策略管理的重要依據。 製造 e 學堂 教育訓練是企業永續發展的基石,更是成長的動能,成功的企業都非常重視 教育訓練的執行,高科技產業新技術不斷發展創新,更顯出教育訓練的重要性。 工廠分佈在全球各地,員工的教育訓練不易安排,此將影響各廠一致性,若能運 用網路科技,將講師的授課內容,製成 DVD 或置於企業網站上,供員工隨時參 考,訓練學習無時間、地區限制,使新進、出差或派外員工,也能享有資源同步 的學習環境,節省講師授課時間及訓練成本,並將員工教育訓練結合年度績效考 核,更能落實教育訓練成效,提升員工整體素質。
34 網路實體監控 由於數位化時代的來臨,數位化的影像,已可透過網路傳遞,透過網路實體 監控可使各廠區的現場生產作業及管理更加透明化使管理者能輕易了解各廠實 際狀況,使海外各廠生產管理及製程品質能有一致性水平。 在競爭激烈的高科技產業,廠商不斷的擴大規模經濟來增加自己的競爭力, 大者恆大已是不可避免的趨勢,在未來僅會是少數大廠競爭格局,所以藉由價值 鏈(Value Chain)的各項價值活動(Value Activities)來降低成本和提升差異化更是企 業生存必要條件,而現代化工廠唯有充分運用工廠資訊自動化系統,並不斷的創 新與持續發展,使生產技術與管理能力精益求精,進而拉大與競爭對手的差距, 在產業中能獨佔鰲頭,永續發展。
35 第五章 結論 企業面臨經營環境的全球化競爭及各項的挑戰與日俱增,必須在極短的時間 內,應變各種狀況並做適當的決策確保企業競爭優勢。本研究藉由提出 A 公司在 工廠資訊實務運作個案,從建置系統開始,不斷修正,主管的積極參與,專業人 員之分工,均符合管理理論之計畫、組織、用人、指揮及控制理論。透過此個案, 將已公開的資訊彙集整理,完成本研究論文,以期能為實務界及學術界留下一些 應用及參考。透過本研究我們發現: 1. 對於積極推動國際化的企業,要獲取國際大廠訂單,SFIS 的建構是必須的。 2. 不管任何專案或系統的導入,主管的強烈企圖心及參與,具體的投資方案評估 及慎選系統合作開發公司都是成功的重要關鍵。 3. 企業資源有限,開發專案的思考點,應以現有的規模適當發展並預留後續成長 的空間為要。 4. 必須以滿足顧客的需求為標的,證明企業所提供的產品及服務,能符合顧客規 格。 5. 教育訓練及推動知識管理的發展,是企業提升人力素質的基本要件。 6. 有效推動變革管理,持續創新發展。 企業的永續經營,是企業主及員工不斷的付出以共同達成目標及分享利益, A 公司的十年有成,乃全體員工打拼的結果,未來在大環境優勢利導,必能創造 更好的佳績,但從變革管理面,紙張文化到無紙作業,人工登錄到系統登錄,現 場管理者反應問題到系統自動反應等,都是革新作法,任何指標的達成,都必須 依賴各階主管的智慧克服,資源是有限的,如何為客戶創造高附加價值,又將是 一個挑戰,其中如簡易的客製化 SFIS 以配合相關部門的需求設計,更精進地整 合「指標管理」、「異常管理」、「供應商管理」、「客戶服務與管理」,也值得後續 研究者的深入研究探討。 在推動 SFIS 這個龐大全新的系統之際,除了來自客戶需求的直接壓力,在 沒有專業人才與相關經驗的條件下,需要相當的決心與毅力,在極短時間內完成
36 新系統的建置,其困難可以想見,推動之初,指定了幾位關鍵性的主管參與,日 夜討論,確立流程及熟悉 SFIS 設計結構,甚至推翻部份合作廠商的原始設計標 準架構,同時要對外找尋相關專業人才,更須面對高階主管提問,推展計劃的心 路歷程也值得參考。 建構一個完美而涵蓋面廣且功能強大的系統是專案團隊的理想,但在考慮新 系統導入對原有作業的衝擊、人員熟練度、專案預算及需求時間的急迫性等因素 下,將 SFIS 的導入分為兩大導入時程執行,第一階 SFIS 基本功能(如圖 2-2)建置, 第二階段是 SFIS 的功能擴充,例如 RMA、Lot Control、工時系統、報廢系统等, 當基本功能被所有人員都熟悉運用,才進行擴充功能的建置,使系統能循序漸進 的成功的導入工廠。 在專案執行過程中也發現實際的執行面的困難與系統規劃的落差,例如因庫 房每天備料工單太多,物料準備系統需對每項零件做詳細的資料收集,造成作業 瓶頸及資料收集成本太高,經討論折衷後將資料收集點移到 SMT 上料系統作重 要零件(Key Component)資料收集,使實際作業與系統能順暢搭配,達到流程最佳 化。 在系統順利上線初期,偶也遇到系統當機問題,因 SFIS 是生產的基本工具, 沒有 SFIS 工廠就無法正常運作,此問題是系統維護最嚴苛的考驗,經過幾次的 經驗的累積,使系統維護人員更清楚掌握資料庫(Oracle Database )各項參數的設 定也增進工程師程式的寫作技巧,使當機問題的原因能快速被發現及解決,同時 也建構一套完整軟硬體備援源系統,使系統能更加穩定運作,減少當機率,而生 產線也擬定生產備援作業計畫,安排相關替代作業方案使生產損失降至最低。 在人才培育方面,製造處成立「現場資訊整合課」統籌規劃及開發工廠所需的 資訊系統,並向工研院或專業的軟體顧問公司延攬優秀人才,加入 SFIS 團隊, 使 SFIS 能持續的發展茁壯並將豐富的經驗快速複製到海外各廠區。 A 公司在執行 SFIS 專案,由於事前規劃細膩、系統規格明確、導入步驟確 實,變革管理得宜、良好的專案團隊默氣及高層全力支持,使專案能在最短時間
37
38
英中名詞對照表
1. AI: Artificial Intelligence 人工智慧
2. ATE : Automatic Test Equipment 自動測試設備 3. BTO:Build to Order 接單後生產
4. BTC:Build to Configuration 客製化生產 5. Change management: 變革管理
6. Critical Process:關鍵製程
7. CIS: Customer Information System 客戶資訊系統 8. Data Mining: 資料探勘
9. Data Warehouse : 資料倉儲
10. ECN: Engineering Change Notices 工程變更通知單 11. Error Code : 不良現象代碼
12. EMS : Electronic Manufacturing Service 電子製造服務 13. ERP: Enterprise Resource Planning 企業資源計劃 14. Expert System : 專家系統
15. Global Logistic:全球運籌
16. IT : Information Technology 資訊技術 17. Knowledge Management:知識管理
18. LIS : Logistics Integration System 系統模組包括運籌管理系統 19. MAC (Media Access Control ) address:媒體存取控制位址 20. MO:Manufacturing Order 製造工單
21. MO Download:工單下載 22. Order Fulfillment:訂單履行
23. PCBA:Print Circuit Board Assembly 印刷電路板組裝 24. Pick on Light:揀料作業
39 26. Production Status:生產狀況 27. PO : Purchase Order 採購訂單 28. Quality Status:品質狀況 29. Raw Material : 原物料 30. Reason Code : 不良原因代碼
31. RMA: Return Merchandise Authorization 退貨授權 32. Routing Control:途程控制
33. SFIS : Shop Floor Integrated System 現場即時資訊系統 34. SMT:Surface Mount Technology 表面黏著技術
35. Serial Number :序號 36. SO : Sales Order 銷售訂單 37. Supply Chain:供應鏈 38. Time to Volume:即時量產
39. TQM : Total Quality Management 全面品質管理 40. Value Activities : 價值活動
41. Value Chain : 價值鏈
40 中文參考文獻 書籍、期刊: 1. 司徒達賢,資源基礎理論與企業競爭優勢關係之探討,行政院國家科學委員會 專題研究計劃成果報告,1995 年。 2. 吳萬益、林清河,企業研究方法,台北:華泰圖書出版公司,2001 年。 3. 林家和,「New Acer 的核心價值」,知識經濟的企業特色研討會,2003 年。 4. 周正賢,施振榮的電腦傳奇,台北: 聯經出版,1996 年。 5. 周文賢、吳金潮,碩士論文撰寫方法,台北:華泰書局,1996 年。 6. 施振榮,「新經濟、新思維、新挑戰」,挑戰營運不輟 、創造即時就業研討會, 台北:e天下,2003 年。 7. 許朱勝,「資訊委外推動企業改造」,經濟日報副刊企管,IBM,2003 年。 8. ALLan and Christopher (2003,),呂執中譯(2003,),電子化策略與經營模式,台
北:Mc Graw Hill 2004 年中譯版。
9. Bossidy and Ram (2002,),李明譯(2003,),執行力,台北:天下文化 2003 年中譯 版。
10. Clayton and Michael (2003,),李芳齡、李樹田譯(2004,),創新者的解答,台北: 天下文化 2004 年中譯版。 11. Michael E. Porter (1980,),周旭華譯(1997,),競爭策略,台北:天下文化 1997 年中譯版。 12. Michael Hammer (2001,),林偉仁譯(2002,),議題致勝,台北:天下文化 2002 年中譯版。 13. Peter F Drucker (1954,),齊若蘭譯(2004,),彼德杜魯克的管理聖經,台北:遠流 文化 2004 年中譯版。
14. Robert S. Kaplan and Robin Cooper (1998,),徐曉慧譯(2000,),成本與效應,台 北:臉譜出版 2000 年中譯版。
41 碩、博士論文 1. 林龍欽,「現場流程資料模式的構建與應用---以半導體封裝業在製品管制系統 為例」,國立交通大學工業工程與管理學系博士論文,民國 89 年 9 月。 2. 邱雅莉,「企業合作對象之選擇與資源投入程度相關性之研究」,國立台灣大學 國際企業學研究所未出版碩士論文,民國 90 年 6 月。 3. 吳長江,「現場即時資訊系統之作業方法探討-以電腦組裝業為例」,國立台北科 技大學生產系統工程與管理研究所碩士論文,民國 91 年。 4. 高子晏,「製造系統之設計與製造程序之資訊流建模方法研究」,國立台灣科技 大學工程技術研究所碩士論文,民國 89 年 6 月。 5. 許國福,「傳統電子產業導入生產管理系統的探討---以電源系統製造廠為例」, 元智大學工業工程研究所碩士論文,民國 89 年 6 月。 6. 陳芃婷,「鴻海企業集團之經營策略」,國立交通大學管理科技研究所碩士論 文,民國 91 年。 專業雜誌及網站: 1. 全球運籌大豐收,2003 年台灣 1000 大企業專刊,天下雜誌 298 期,2004 年 5 月。 2. 2003 年,台灣 1000 大企業精華版,商業周刊 856 期,2004 年 4 月。 3. 電子商務與供應鏈管理之最佳化 http://www.nii.org.tw/cnt/info/Report/20020401_06.htm 民國 2002 年
42
英文參考文獻
1. Bauer, A., R. Bowden, J. Browne, J. Duggan and G. Lyons, Shop Floor Control Systems: From design to implementation, Chapman and Hall.N.Y, 1991.
2. Kotter, John P. (1995,) Leading Change: Why transformation efforts fail, Harvard Business Review, Boston.
3. Porter, Michael E. (1990,) The Competitive Advantage of Nations, New York: The Free Press.
4. Smith, Jeffery S.,Walter C. Hoberecht and Sanjay B. Joshi, A shop-floor control architecture for computer-integrated manufacturing , IIE Transactions, Vol.28, pp.783-794, 1996.