國 立 交 通 大 學
工學院半導體材料與製程設備學程
碩 士 論 文
研究電漿蝕刻技術製作奈米級光阻線
Utilization of plasma etching technique for studing the fabrication of nanometer scale based photoresist lines
研 究 生 : 林世凱
指導教授 : 柯富祥 教授
研究電漿蝕刻技術製作奈米級光阻線
Utilization of plasma etching technique for studing the fabrication of nanometer scale based photoresist lines
研 究 生:林世凱 Student:Shih-Kai Lin 指 導 教 授:柯富祥博士 Advisor:Fu-Hsiang Ko 國 立 交 通 大 學 工學院半導體材料與製程設備組 碩 士 論 文 A Thesis
Submitted to Degree Program of Semiconductor Material and Process Equipment College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science in
Program of Semiconductor Material and Process Equipment November 2010
Hsinchu, Taiwan, Republic of China
研究電漿蝕刻技術製作奈米級光阻線
Utilization of plasma etching technique for studing the fabrication of nanometer scale based photoresist lines
研 究 生:林世凱 Student:Shih-Kai Lin 指 導 教 授:柯富祥博士 Advisor:Fu-Hsiang Ko 中文摘要 近四十年來,半導體業界伴隨著摩爾定律的魔咒,不斷地朝最小線寬 挑戰,目前主流以 193 奈米波長的氟化氬雷射光源配合浸潤式微影技術可 達線寬 45 奈米,但是相關設備必需付出高昂的成本。本論文是以電漿蝕 刻技術在微影製程之後,再次加工,使光阻微縮,觀察趨勢;其中,實驗 試片是以 KrF 雷射發射出 248 nm 波長的深紫外線做為曝光源,光阻圖案 為線條形、線寬為129.2 nm,經 He/O2氣體蝕刻 140 秒後,線寬微縮至 48 nm;若是 He/O2混入氬氣(Ar),在蝕刻 120 秒後,線寬則是 84 nm;若是 He/O2混入二氟甲烷(CH2F2),在蝕刻 160 秒後,線寬來到 79.8 nm。 以上 三種製程配方,讓我們驗證以電漿蝕刻技術微縮光阻的可能性,並且此種 技術確實有將光阻線寬微縮至奈米等級的能力,因此證明此種光阻微縮技 術的構想是可行的方案之一。
Utilization of plasma etching technique for studing the fabrication of nanometer scale based photoresist lines
Student:Shih-Kai Lin Advisor:Fu-Hsiang Ko
Abstract
The Moore's Law is the main driving force to push the semiconductor industry toward the minimal linewidth sacle during the past decade. The state-of-the-art technology for the large scale production in foundry industry is 45 nm, while 32 nm for small volume production now. All the above mentioned techniques adopt the very expensive immersion method and the light source is ArF laser light at 193 nm. In order to avoid the very expensive approach, this thesis uses the plasma etching technique for studing the fabrication of nanometer scale based photoresist lines. All the patterns are fabricated by using the relative cheaper light source called KrF laser at wavelength of 248 nm as the exposure source. We obtain the initial photoresist pattern with linewidth of 129.2 nm, and are interestingly shrunk to 48 nm after 140 seconds He/O2 gas etching. The He/O2 gas in together with argon (Ar) gas does not
improve the pattern after 120 seconds of etching- the best obtained linewidth is 84 nm. Similarly, the spiking of difluoromethane (CH2F2) into He/O2 gas after
160-second etching shrinks the linewidth to 79.8 nm. Our approach can push the photoresist pattern into nanoscale region by means of suitable etching gases and etching times.
誌謝
兩年多來的碩士在職生涯實在有太多的感言要說,首先要感謝我的恩 師 柯富祥教授用心的指導與教誨,教導我正確的研究態度及方法,使我 在作研究上有更多的成長。同時也感謝口試委員劉柏村博士及吳耀銓 博士,在百忙之中撥空前來指導,在此,獻上我最深的謝意。 另外在實驗方面,特別感謝茂德科技股份有限公司一廠生產工程處蝕 刻部張宏隆經理、廖培欣課長、邱朝順資深工程師等人的支持、關心及鼓 勵下,實驗得以順利完成。 最後,我要將這本論文獻給我最敬愛的雙親—林清圳先生及周玉梅女 士、我最摯愛的內人—林瑞哖女士、我最疼愛的孩子—長子_林振宇小朋 友及次子_林常瑋小朋友,感謝你們的在生活上、精神上的支持與鼓勵, 使我能無後顧之憂,專心地完成學業及論文,在往後的日子裡,我會更加 用心及努力,不負你們的期許,謝謝你們,謝謝大家,念念不忘感謝上天 慈悲及恩典。目錄 中文提要...ii 英文提要...iii 誌謝...iv 目錄...v 圖目錄...vii 表目錄...x 名詞縮寫定義...xi 第一章 前言...1 1-1 研究動機...5 1-2 研究方向...6 第二章 文獻回顧...7 2-1 電漿簡介...12 2-1-1 何謂電漿...13 2-1-2 電漿之生成...13 2-1-3 電漿之分類...17 2-2 乾式蝕刻原理簡介...25 2-2-1 光阻的蝕刻...29 2-3 電漿蝕刻設備...30 2-3-1 高密度電漿蝕刻反應器...35 第三章 電漿蝕刻技術製作奈米線寬光阻之研究...40 3-1 實驗概述...40 3-2 實驗流程...41 3-3 實驗蝕刻設備參數及製程參數...42 3-4 實驗進行...43 3-4-1 機台穩定性測試...43 3-4-2 製程配方之蝕刻率及均勻度測試...45 3-4-3 製程配方之蝕刻時間選定...46 3-4-4 光阻實驗試片簡介...47
第四章 結論...90
4-1 結論...90
4-2 未來展望...90
圖目錄 圖 1-1 運用電漿蝕刻技術,光阻線寬微縮示意圖...6 圖 2-1 半導體微影超細微線寬之形成示意圖...8 圖 2-2 微細線寬的複晶矽製作示意圖...9 圖 2-3 微奈米線寬製程製作示意圖...10 圖 2-4 圖案形成方法_使孔徑縮小之法示意圖...11 圖 2-5 奈米轉印製程示意圖...12 圖 2-6 離子化碰撞前後示意圖...15 圖 2-7 激發碰撞前後示意圖...16 圖 2-8 激發態電子回復到基態_鬆弛示意圖...16 圖 2-9 分解碰撞示意圖...17 圖 2-10 壓力對電子溫度 Te、氣體溫度 Tg、離子溫度 Ti 之關係...19 圖 2-11 輝光放電架構示意圖...20 圖 2-12 乾式蝕刻主要機制示意圖...26 圖 2-13 非等向性蝕刻示意圖...27 圖 2-14 底切示意圖...27 圖 2-15 直桶式電漿蝕刻反應器示意圖...32 圖 2-16 平行板電漿蝕刻反應器(PE)示意圖...33 圖 2-17 平行板電漿蝕刻反應器(RIE)示意圖...33 圖 2-18 單片式平行板電漿蝕刻反應器示意圖...34
圖 2-19 電子迴旋共振式電漿蝕刻反應器示意圖...37 圖 2-20 電感耦合式電漿(ICP)蝕刻反應器示意圖...38 圖 2-21 變壓耦合式電漿(TCP)蝕刻反應器示意圖...39 圖 2-22 TCP RF 線圈示意圖...39 圖 3-1 實驗流程圖...41 圖 3-2 實驗試片 SEM 橫截面結構圖及側視圖...48 圖 3-3 相同高度的光阻而不同的夾角示意圖...49 圖 3-4 實驗試片尚未蝕刻...62 圖 3-5 He/O2 10 sccm 蝕刻 20 sec...63 圖 3-6 He/O2 10 sccm 蝕刻 40 sec...64 圖 3-7 He/O2 10 sccm 蝕刻 60 sec...65 圖 3-8 He/O2 10 sccm 蝕刻 80 sec...66 圖 3-9 He/O2 10 sccm 蝕刻 100 sec...67 圖 3-10 He/O2 10 sccm 蝕刻 120 sec...68 圖 3-11 He/O2 10 sccm 蝕刻 140 sec...69 圖 3-12 He/O2 10 sccm 蝕刻 160 sec...70 圖 3-13 He/O2 10 sccm + Ar 10 sccm 蝕刻 40 sec...71 圖 3-14 He/O2 10 sccm + Ar 10 sccm 蝕刻 80 sec...72 圖 3-15 He/O2 10 sccm + Ar 10 sccm 蝕刻 120 sec...73 圖 3-16 He/O2 10 sccm + Ar 10 sccm 蝕刻 160 sec...74
圖 3-17 He/O2 10 sccm + Cl2 10 sccm 蝕刻 40 sec...75 圖 3-18 He/O2 10 sccm + Cl2 10 sccm 蝕刻 80 sec...76 圖 3-19 He/O2 10 sccm + Cl2 10 sccm 蝕刻 120 sec...77 圖 3-20 He/O2 10 sccm + Cl2 10 sccm 蝕刻 160 sec...78 圖 3-21 He/O2 15 sccm + CH2F2 5 sccm 蝕刻 40 sec...79 圖 3-22 He/O2 15 sccm + CH2F2 5 sccm 蝕刻 80 sec...80 圖 3-23 He/O2 15 sccm + CH2F2 5 sccm 蝕刻 120 sec...81 圖 3-24 He/O2 15 sccm + CH2F2 5 sccm 蝕刻 160 sec...82 圖 3-25 He/O2 20 sccm + HBr 10 sccm 蝕刻 80 sec...83 圖 3-26 He/O2 20 sccm + HBr 10 sccm 蝕刻 160 sec...84 圖 3-27 He/O2 20 sccm + HBr 10 sccm 蝕刻 200 sec...85 圖 3-28 He/O2 20 sccm + HBr 10 sccm 蝕刻 240 sec...86 圖 3-29 底部線寬微縮趨勢圖...87 圖 3-30 PR+ARC 的高度損耗趨勢圖...88 圖 3-31 光阻上方夾角分佈趨勢圖...88
表目錄 表 1-1 台灣IC 產業之全球地位...3 表 1-2 全球半導體市場規模...3 表 1-3 電子產業佔國內GDP 的比重...4 表 3-1 蝕刻氣體及蝕刻時間...42 表 3-2 測機參數結果...45 表 3-3 製程配方之蝕刻率及均勻度測試...46 表 3-4 各蝕刻氣體選定之蝕刻時間...47 表 3-5 底部線寬微縮趨勢統計表...87 表 3-6 PR+ARC 的高度損耗趨勢統計表...88 表 3-7 光阻上方夾角統計表...89
名詞縮寫定義 (Abbreviation index) ARC: anti-reflective coating
DRAM: dynamic random access memory ECR: electron cyclotron resonance
GDP: gross domestic product IC: integrated circuit
ICP: inductively coupled plasma PE: plasma etching
PR: photoresist RF: radio frequency RIE: reactive ion etching
SEM: scanning electron microscopy TCP: transformer coupled plasma ULSI: ultra large scale integration VLSI: vary large scale integration 0C: wafer center
第一章 前言 自從瓦特於 17 世紀末改良了蒸氣機,開啓了全世界的第一次工業技 術革命,在此之前,人類只知道利用火力或水力的常壓能源,蒸氣機發明 以後,例如運用在交通運輸上的蒸氣火車頭、衣物上的紡織機等等,以加 壓方式來產生巨大力量的機械動力;而第二次的工業技術革命可說是發生 在 19 世紀末,人類發明飛機、無線電等跨越時空的科技產品,以前只能 在陸上移動或只能借由線路來傳達情報資料,在飛機與無線電通訊產品發 明了以後,人類便可隨心所欲的在空中翱翔,並廣泛地運用無線技術來傳 遞資訊。 至於到了第三期的工業革命則出現在第二次世界大戰時期,當時市場 上出現了所謂電晶體(Transistor)、電腦和電視等電子產品。超大型積體電 路(Vary Large Scale Integration Circuit ,簡稱 VLSI) 就是建築於第三期所 發明的電晶體再研發出來的技術,直至現今晶片上元件上的數目大於百萬
的 Ultra Large Scale Integration(簡稱 ULSI)製造技術,可真是稱為爆炸性
的進步[1]。 近二十多年來,台灣在全球高科技產業的貢獻與地位不容忽視,尤其 後來居上半導體產業,更使得台灣變成上、中、下游供應鏈完整、聚落成 型的東方矽島。台灣自 1970 年代工研院設立電子工業研究發展中心(電子 所/電光所的前身),執行積體電路技術發展計畫,開始發展半導體;而半 導體產業特色因產品生命週期短,專業分工成形,廠商間與資訊通透度更
形重要,如此才能把握產品推出之時機,並且在品質、成本、交期與服務
佔有優勢,以搶攻市場[2]。目前台灣半導體產業在 2009 年全球排名第
一的產業為晶圓代工、IC 封裝產業、IC 測試產業、Mask Rom (光罩唯讀 記憶體)其全球市占率分別約為 66.7%、50.4%、77.6%、99.4%;而全球排 名第二的產業為 IC 設計產業及 DRAM 產業,其中 DRAM 產業由於受到 2009 年全球金融風暴之影響,全球市占率從 2008 年的 20%降至 2009 年之 15.7%,如表 1-1[3]。就整體而言,這些成績已經證明了台灣為世界 IC 的產業重鎮。 根據 2010 半導體年鑑中統計,全球半導體產值從 2008 年的 2486 億 美元預估將持續穩定成長至 2012 年的 2935 億美元,如表 1-2[3];而在 2009 年國內電子產業佔國內 GDP 的比重(貢獻度),IC 設計、IC 製造及 IC 封測分別為 3.1%、2.4%及 2.3%,總合計為 7.8%,如表 1-3[3]。以上這 些龐大的產值及統計數據更是充份的表現出半導體產業對於台灣以及全 球的重要性。
表 1-1 台灣 IC 產業之全球地位[3]
1.1 研究動機 英特爾共同創辦人戈登摩爾在其所發表的專題文章中即開宗明義指 出,整合的優勢將帶來電子學的擴散並推動這項科學進入許多新領域。而 每兩年增加一倍的電晶體數量與等比例的成本下降,則是讓晶片整合效力 延續至今的不二法門;儘管四十年來半導體的發展藍圖大體跟著摩爾定律 持續微縮並提高整合度,然而每一製程世代的推進,均伴隨許多複雜且嚴 峻的挑戰;例如於 65 奈米製程中,關於金屬連線的蝕刻,其線條邊緣的 粗糙度,與金屬電阻及崩潰電壓有一定的相關性[4]。尤其在進入 45 奈 米以下製程節點後,半導體製程與材料特性的變異驟增,許多傳統設計工 具設備已經力有未逮,其中,微影製程更是讓摩爾定律的薪火繼續綿延的 重要關鍵;隨著半導體製程的微縮,傳統光學微影技術已逐漸面臨實作瓶 頸,以主流的 193 奈米波長的氟化氬雷射光源為例,其可達到的最小電晶 體 半 間 距 (Half Pitch) 為 65 奈 米 , 若 再 搭 配 浸 潤 式 微 影 (Immersion Lithography)技術,則可推進至 45 奈米,但這已是其物理極限[5]。 半導體工業的微影技術不斷地向最小線寬挑戰,為了在解析度及聚焦 深度上取得平衡,因此在每演進一個世代,所花費的研究時間、設備及材 料上都需要付出相當高昂的代價;如果我們能運用現有的技術或方法,又 能達成微縮線寬的目的,那肯定對半導體業界又是一個大躍進。
1.2 研究方向 在積體電路的製造技術中,其中的乾蝕刻技術,是要將進行微影製程 前所沉積的薄膜,在沒有被光阻覆蓋及保護的部份,以化學反應或是物理 作用的方式加以去除。也就是說光罩上元件的圖案,先藉著微影製程而轉 移到光阻上;再利用蝕刻來完成整個圖案轉移到薄膜上。 因此我們若能在微影製程之後,蝕刻薄膜製程之前,先行運用電漿蝕 刻技術,將光阻線寬微縮,將可把圖案再縮小化,如圖 1-1。 圖 1-1 運用電漿蝕刻技術,光阻線寬微縮示意圖
第二章 文獻回顧 多年來,半導體業界隨著摩爾定律的引導之下,不斷地將電晶體數目 倍增,使得微影技術不斷地向最小線寬挑戰;然而這其中當然也有許多人 力投入研究如何將圖案微縮的方法,以下我們將簡介數種可以使圖案微縮 或是製作微小圖案的方法;而在下一節中,我們將焦點回歸到本論文所需 運用的基礎原理介紹。 半導體微影超細微線寬之形成[6] 此法是一種在半導體電路製程中,超細線寬及圖形的形成方法。首先 塗佈二氧化矽絕緣層於基材,再依序沈積功能層、保護層、抗反射層及最 上的感光光阻材料,如圖 2-1(a)。在微影製程後,先將光阻線寬定義出來, 如圖 2-1(b);利用蝕刻技術,將抗反射層蝕刻至所需的精確大小,如圖 2-1(c);以上方光阻及反射層為硬罩,再蝕刻保護層及功能層,以利圖形 轉移,如圖 2-1(d);最後去除光阻及其抗反射層。此法可運用於閘極製程, 其保護層材料可以是矽化鎢,而功能層材料可以是多晶矽。
圖 2-1 半導體微影超細微線寬之形成示意圖 微細線寬的複晶矽之製作方法[7] 此法是利用二次的微影製程其對準偏移之方法,來製作微細線寬的複 晶矽。我們在基材上成長絕緣層、複晶矽,在微影製程後,線寬為 X;而 間距為 Y,如圖 2-2(a);利用電漿非等向性蝕刻來轉移所需的線寬,並將 光阻去除,如圖 2-2(b);我們再次利用微影製程,並將對準位置與第一次
微影對準位置偏移為 X+Y 之二分之一,如圖 2-2(C);最後再次利用蝕刻 轉移圖案,並去除光阻後,即可得到較小的線寬→(X-Y)/2,如圖 2-2(d)。 圖 2-2 微細線寬的複晶矽製作示意圖 微奈米線寬製程[8] 將一種含有可以蝕刻溶質的溶液,如圖 2-3(a);運用噴印或是滴落的 方式來繪寫於基板上,如圖 2-3(b);在經過乾燥之後,使溶液之溶質於基 板上形成兩個區域,一區較厚而且窄,另一區則是較薄而且較寬,如圖 2-3(c);然後再對基板進行全面性蝕刻,來去除較薄而且較寬的區域,留 下較厚而且窄小的區域,如圖 2-3(d)。藉由此法來使圖案之線寬達成微奈 米等級。
圖 2-3 微奈米線寬製程製作示意圖[8] 圖案形成方法_使孔徑縮小之法[9] 此法是針對於微影製程之後,使光阻之間的間隔孔徑縮小之法。在微 影製程之後,如圖 2-4(a);利用水溶性樹脂被覆形成劑來被覆光阻圖案, 如圖 2-4(b);然後再藉由熱處理來使得被覆形成劑產生熱收縮,使得光阻 孔徑變小,如圖 2-4(c);再藉由純水來去除被覆形成劑之後,如圖 2-4(d); 利用電漿蝕刻來轉移圖形,如圖 2-4(e)。即可得到比原先微影製程較小之 孔徑。
圖 2-4 圖案形成方法_使孔徑縮小之法示意圖[9]
奈米轉印製程_Nano imprinting process[10]
此種技術首先必需先製造出奈米圖案結構之模仁,並在模仁表面上形 成抗沾黏表面,以及在欲轉移薄膜上成長適合壓印之材料,如圖 2-5(a); 然後著手進行壓印工程,如圖 2-5(b);在完成壓印工程後,由於模仁表面 上有抗沾黏效果,可以順利並乾淨地脫模,完成圖案之轉移,如圖 2-5(c); 利用蝕刻技術進行全面性蝕刻,如圖 2-5(d);最後去除最上層之壓印材 料,即可得到與模仁相同之奈米圖案結構,如圖 2-5(e)。
圖 2-5 奈米轉印製程示意圖[10] 2.1 電漿簡介 電漿的發現源自於環繞在太陽四周的氣體,因為受到太陽高溫以及輻 射的影響而形成電暈,出現輝光放電的現象,因而發現電漿,而電漿是物 質存在的基本型態之一,與固態、液態、氣態並列,稱為第四態。早期大 家所關注的電漿大多朝著核融合、太空電漿、電漿推進、相關的能量轉換 等科學技術而努力,這些都是屬於熱或接近局部熱平衡之電漿;另外在輝
光放電中,氣體放電產生雷射及螢光燈等應用,這是屬於非平衡式電漿應 用;近期更多的應用著重在半導體相關製程,這些包含膜或成長技術如濺 鍍、電漿化學氣相沈積、電漿聚合、薄膜材料的去除技術如蝕刻、剝蝕、 電漿清潔等,目前仍尚有極大的發展應用空間[11]。 2.1.1 何謂電漿 我們不能將任何離子化的氣體都稱做電漿,因為總是有一些氣體中帶 有很小程度的離子化現象,所以 Francis F. Chen 將電漿定義為:「電漿是一 種展現集體行為的中性氣體,帶有電荷及中性粒子。」[12]; 可以稱為 電漿者,需同時具備下列三種特性[13]: 1.電漿是一種全部或局部離子化之氣體,其正負電荷粒子數目相等,氣體 離子化數目通常為進料原子或分子總數的萬分之一以上。 2.電漿態是將能量施予氣體而發生,故由氣態變成電漿態,其間沒有一個 可供明確區別的相變化,也就是說變化過程為連續或接近連續。 3.電漿是由中性粒子和帶電粒子所組成的準中性氣體,這些帶電粒子藉長 距庫倫力或稱靜電力之交互作用,而呈現集體化行為。 2.1.2 電漿之生成 電漿的生成可以視為一種能量的轉移,產生電漿最簡單的方法就是對 氣體加熱至其離子化;在普遍的半導體工業應用上,我們可以先將一空間
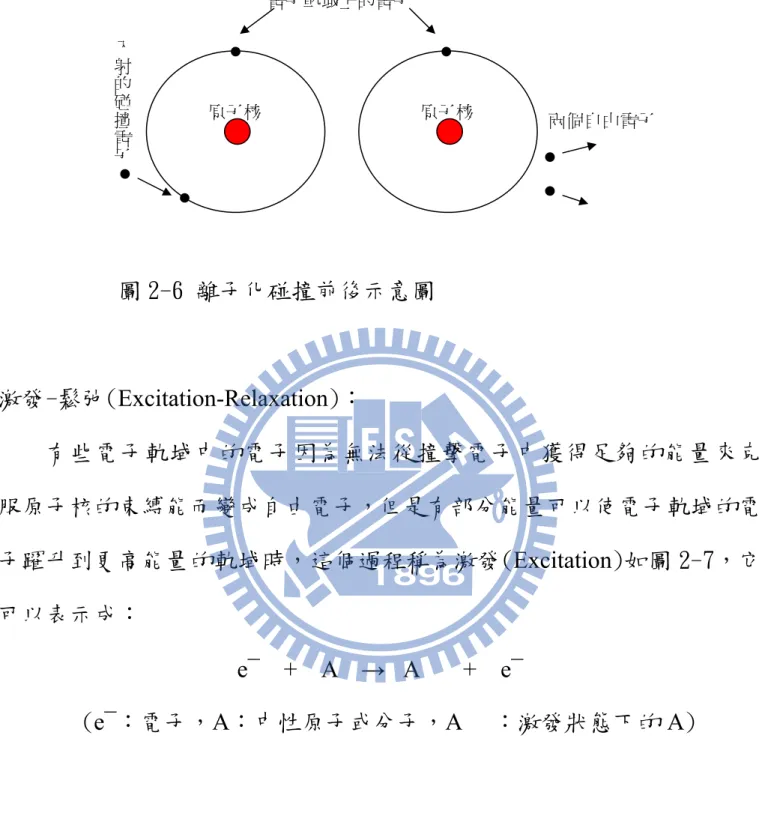
裡的壓力降低,在兩電極間施加高電壓,因此此電位差將在兩電極間產生 電場,存在此空間內的帶電粒子受電場影響而加速了電子或離子運動,而 在過程中獲得動能,至於中性粒子則不受電場的影響。在電漿中粒子間的 碰撞有兩種碰撞—彈性碰撞和非彈性碰撞。由於在彈性碰撞的過程中,碰 撞的分子間並沒有能量的交換,所以並不是我們關心的重點;而非彈性碰 撞的種類則有許多種會同時發生在電漿當中,如電子和離子,離子和離 子、中性分子和離子、電子和中性分子等等,由於不同的碰撞有不同的發 生機率,其每種類型的重要性也不相同,就半導體製程中的電漿而言,有 三種碰撞是很重要的[14]:離子化碰撞、激發和鬆弛碰撞以及分解碰撞。 離子化(Ionization): 當電子與原子或分子相碰撞時,電子會將部分的能量傳遞至原子或分 子的電子軌域上,如果電子軌域上的電子獲得的能量足夠克服原子核束縛 能,這顆電子便可脫離原子核而成爲自由電子,如圖 2-6。這個過程我們 稱為電子碰撞游離,但是也會隨時捕捉電子回復成中性粒子。此兩顆電 子,再從電場或磁場中獲得能量後,透過游離碰撞產生更多的離子及電 子,再以放電系統產生並維持電漿生成。而離子化碰撞可表達成: e¯ + A → A+ + 2e¯ (e¯:電子,A:中性原子或分子,A+ :正離子)
圖 2-6 離子化碰撞前後示意圖 激發-鬆弛(Excitation-Relaxation): 有些電子軌域中的電子因為無法從撞擊電子中獲得足夠的能量來克 服原子核的束縛能而變成自由電子,但是有部分能量可以使電子軌域的電 子躍升到更高能量的軌域時,這個過程稱為激發(Excitation)如圖 2-7,它 可以表示成: e¯ + A → A + e¯ (e¯:電子,A:中性原子或分子,A :激發狀態下的 A) 電子軌域上的電子 入射的碰撞電子 兩個自由電子 原子核 原子核
圖 2-7 激發碰撞前後示意圖 由於處於激發狀態而不穩定,所以在激態軌域的電子無法在此能量高 的軌域停留太久,為了平衡或降低自身的能量系統,它會掉回到原本的基 態,並且以光子的型態把它多餘的能量釋放出來,產生放出光的現象,因 為不同氣體其內部能階組態皆不同,所以產生光子能量也不同,電漿顏色 也會跟著不同。而這個過程稱之鬆弛(Relaxation),如圖 2-8。 圖 2-8 激發態電子回復到基態_鬆弛示意圖[14] 電子軌域上的基態電子 入射的碰撞電子 原子核 原子核 激發態電子 入射的碰撞電子
分解(Dissociation): 當電子和分子碰撞時,有可能會產生激發、旋轉、震動及游離外,也 可能當分子獲得的能量大於分子的鍵結能時,那就可以破壞化學鍵而產生 自由基(Free Radicals),如圖 2-9。分解碰撞能表示成: e¯ + AB → A + B + e¯ (e¯:電子,AB:分子) AB 是分子,而 A 與 B 是由分解碰撞所產生自由基,因為自由基並不 穩定(不完整的分子),所以在化性上是很活潑的,它們容易去搶奪其他原 子或分子的電子以形成穩定態,也由於在氣相中與不同原子或分子產生化 學反應,所以自由基在電漿蝕刻中扮演極為重要的角色。 圖 2-9 分解碰撞示意圖 2.1.3 電漿之分類 以電漿的組成溫度而言,可分為熱電漿(Thermal plasma)及低溫電漿
A B
e¯A
B
e¯(Cold plasma) [15]。一般而言在電漿狀態中,氣體壓力可以代表粒子密 度的高低,溫度則與粒子動能大小相關。當操作壓力大於 100 Torr 以上時, 由於粒子密度高,相對地平均自由徑變小,所以電子便無法被電場完整的 加速,而電子動能被高密度之氣體分子吸收成爲熱能,此時氣體與電子所 獲得的能量是相同的,最後氣體溫度與電子溫度達平衡狀態;而由於粒子 間平均自由徑小,碰撞次較多,而使粒子間的能量均勻分佈,此時的氣體 溫度(Tg)、電子溫度(Te)和離子溫度(Ti)三者溫度相近,可達數萬 K,如 圖 2-10 。 所 以 熱 電 漿 (Thermal plasma) 又 稱 為 平 衡 電 漿 (Equilibrium plasma),通常運用於切割、高熔點金屬加工或非金屬熔射,於金屬表面蒸 鍍上一層耐高溫、耐磨物質、鋼鐵及礦石冶煉等。 當操作壓力小於 100 Torr 時,整個空間處在於一個較低壓的狀態,所 以系統中的碰撞機率大幅減少,對於系統所施加的能量大部份皆用於加速 電子及離子等帶電性物種,所以電子的能量便無法有效的傳遞,氣態分子 仍處於低能量狀態,故系統之電子及部分離子動能相較於分子的動能為 高,因此電子溫度與氣體溫度明顯地逐漸分離,因此稱為低溫電漿(Cold plasma)或稱非平衡電漿(Non-equilibrium plasma)。
圖 2-10 壓力對電子溫度 Te、氣體溫度 Tg、離子溫度 Ti 之關係[15]
低溫電漿依其產生方式,主要可區分為[16]:
1.輝光放電(Glow discharge)電漿 2.電暈放電(Corona discharge)電漿
3.介電質放電(Dielectric barrier discharge)電漿 4.高週波放電(RF discharge)電漿 5.微波放電(Microwave plasma)電漿 輝光放電(Glow discharge)電漿: 我們以直流輝光放電電漿而言,在一個密閉空間於放電管內兩側放置 平行電極板,並且在密閉空間降低其氣壓並外加單方向電場來產生穩定電 漿,將其現象簡單地來說就是利用粒子由激態(excited state)降回至基態 (ground state)時就會以光的形式釋出能量;而當管內壓力於一大氣壓下(1
bar),外加數千伏特電壓仍然無法產生放電現象,當壓力下降至 0.1 bar 時,即可引出火花放電但處於不穩定狀態,直到管內壓力下降到 1mbar 時, 就可以產生穩定輝光,也就因為如此受低壓的限制,無法廣泛地應用於工 業製程中。由於高能電子將原子或分子激發,所以每一種氣體會產生特有 顏色輝光。在長度 50 公分的放電管內加入氖氣,其氣壓控制在 1 torr 下; 放電管之架構由陰極至陽極,如圖 2-11[17]:陰極板(Cathode)、原始陰
極暗區(Aston dark)、陰極輝光(Cathode glow)、陰極暗區(cathode dark)、 負輝光區(negative glow)、法拉第暗區(faraday dark)、陽極正光柱區 (positive column)、陽極暗區(anode dark)及陽極輝光(anode glow)、陽極 板(Anode glow)。
圖 2-11 輝光放電架構示意圖[17]
原始陰極暗區(Aston dark):剛從陰極所發射出的電子能量很低,所以和 氣體分子間並不會發生作用,因此呈現黑暗 部份。
陰極輝光區(Cathode glow、Cathode Layer):此區因電子被加速時,其能 量增加到等於或超過原子的激發電位時,氣 體分子會被激發,而產生氣體分子固有的發 光。
陰極暗區(cathode dark、crooke hittorf):電子持續被加速超過某此程度時, 其能量已經明顯超過激發電能,而氣體分子 會被離子化,這時產生多數的電子及低速電 子,此區域反而沒有光。 負輝光區(negative glow):大量的低速電子,電場給予能量加速運動,此 時電子獲得足夠的能量去撞擊中性氣體分 子,並且使其離子化或被激發而產生發光現 象。 法拉第暗區(faraday dark):電子在負輝光區消耗太多能量,此時的電子將 不斷地產生彈性碰撞,它們能引起的離化及 激發之機率很小,所以不足以發光。 陽極正光柱區(positive column):法拉第暗區的電子漸漸進入此區後舊機 發光,此時電子的特微是能量不高約 1~2 ev, 其速度是隨機性的不平衡微弱電漿。 陽極暗區(anode dark):正離子被陽極排斥到這一區,而電子被陽極吸入, 故此區的電子很少,因此無法激發出光。
陽極輝光(anode glow):由陽極暗區被吸引過來的電子再次被高電場加 速,因而發光。 電暈放電電漿: 電暈放電主要裝置係在兩電極板之間加上一金屬導線當電極,當電流 通過時,金屬導線電極尖端因為累積太多之電子而產生尖端放電的現象。 相對於輝光放電氣體流量較低之缺點,電暈放電將操作壓提升至一大氣 壓,而隨操作壓力之提升,相對地必須增加外加電場強度,因此使得所形 成之電漿高度不穩定,甚至造成高電流電弧放電(arcing),為避免此現象 之發生,可將反應裝置改以非對稱或非均勻式之電極組合設計,例如使用 一個點電極配合一個平板電極,因為在大氣壓下操作所以不必封閉反應 器,不過放電變得非常不均勻,如果點電極是負的,會形成局部地絲狀輝 光;如果點電極是正的,則會產生較均勻輝光,因此電暈放電可分為正極 電暈(positive corona)及負極電暈(negative corona)。
1.正極電暈:依據點電極之半徑及電極間隙之大小,會存在一電暈起始電 壓。若再繼續提高電壓,則流線電暈在點電極之四週將被轉變成均勻之輝 光。若再提高電壓,最後會導致崩潰(breakdown)現象,並形成跨越電極 間隙之火花放電(spark)。 2.負極電暈:一旦超過電暈起始電壓,則立即產生短電流脈衝。此脈衝之 頻率正比於外加電壓,並且與點電極之半徑有關,若繼續提高電壓,則產
生輝光會完全進入崩潰狀態。負極電暈於點電極周圍具有空間帶電(space charge)現象,因此其點電極曲線半徑不像正極電暈那麼敏感。 由於電暈電漿僅能在電極附近小範圍才具足夠的能量產生高活性電 子及物種,而離電極較遠處的電子所獲能量甚小,所以容易浪費許多能量 在無效率的離子漂移及分子內振動,其空間放電能量並不均勻且效率易受 電極幾何形狀影響,因此並不適合用於工業上化學物品之大量製造。所以 其主要用於靜電集塵器及影印機等需要製造出帶電粒子之場合。另外,也 可能用於排放尾氣(flue gas)之處理、乾式礦石分離系統、快速列印設備及 輻射偵測器等。 介電質放電電漿: 介電質放電又稱為寂靜放電(silent discharge)或流線放電(streamer discharge),其同時具有輝光放電之大體積激發及電暈放電之高操作壓力優 點。其構造特點最少有一面電極以介電質覆蓋或是在兩極間至入高介電常 數之介電質,如玻璃、石英或陶瓷材料。由於介電質的存在,一旦放電空 間產生離子化反應,此帶電粒子立即被傳輸並累積於介電質表面,電荷累 積後,造成電場強度減弱。因此其產生電流脈衝所能持續之時間長短,受 操作壓力、氣體之有效離子化特性及介電質性質等因素影響。若利用交流 電源,則可產生間歇性之微放電(microdischarge),因此介電質可以協助限 制每一次微放電傳輸荷量,並將微放電均勻地分佈在電極區域,以產生穩
定且較不受電極影響之放電。由於其電子能量範圍在 1~10 ev,因此適合 用於原子或分子激發以及化學鍵結之斷鏈。
高週波放電電漿:
高週波電漿(radio frequency plasma)又稱 RF 電漿,利用高週波產生器 (RF generator)之高頻電場特性,使電子隨著電場方向的導引,不斷地改變 移動方向來藉以增加其碰撞行為,以得到較高的解離率,而此種電漿有種 特性,就是會在陰極產生直流偏壓(DC self-bias)亦稱為自我偏壓。在工業 上典型常用的 13.65 MHZ,係依據美國聯邦政府通訊委員會(Federal Communication Commission, FCC)所制定之使用頻率,此頻率如避免和航 空或通訊及其他用途之頻率相互干擾,而且易與反應氣體構成耦合,協調 回路穩定性較佳,也就是說其匹配(matching)較簡單,所以規模較容易放 大或縮小,也有較佳的效率及可靠度。高週波電漿常見的用途為半導體製 程之蝕刻製程及薄膜的沈積,在外加的電場下,促使反應氣體迅速地形成 電漿態,利用其組成來達到蝕刻或沈積的目的。 由於高週波電漿可以使用線圈方式或外部電極,甚至而可以將電極保 持在放電空間之外,所以比較沒有電極損耗、腐蝕、附著及污染等問題, 通常依其電極之外形,可分為電容耦合式及電感耦合式兩種,電容式電極 常用於低壓操作之高週波放電電漿,主要用於半導體製程之蝕刻製程,而 電感式高週波通常用於較高操作壓力,例如電漿火炬。 微波放電電漿:
微波的頻率範圍為 0.3~10 GHZ,而其電磁場之波長約從 1 m~1 mm, 而微波可以經由微波電漿供應器來產生,並將此頻率電波導入腔體內,用 來激發氣體產生電漿。目前在放電用途上其最高使用頻率低於 3 GHZ,而 最常用的頻率為 2.54 GHZ,此頻率也就是一般我們所使用微波爐之頻率。 以壓力操作區間而言,微波電漿可以有較大的操作範圍,從低於 1 mbar 到一大氣壓均可,並能夠製造大體積、均勻性良好的非平衡電漿。 2.2 乾式蝕刻原理簡介 所謂的乾式蝕刻,其實就是以電漿(Plasma)而非以濕式的溶液,來進 行薄膜移除的一種技術。由於蝕刻反應並未涉及溶液,所以稱為乾式蝕 刻;而在蝕刻的過程中,其實相關的反應非常地複雜,以 DRAM 其中一 道製作高深寬比的接觸孔洞而言,在蝕刻後出現孔洞頸部縮口(Necking) 及頸部下方的擴孔(bowing)之奇特現象,除了與蝕刻機制有關之外,與硬 罩材料、二次沈積、側壁傾斜角度及離子反射造成二次蝕刻都有相關性 [18]。但是我們先不去討論類似如此複雜的案件,而是從目前普遍學者 們認為最基礎的電漿蝕刻數種基本的原理機制來討論。 在低壓的電漿中,通常有四種主要的機制用來去除材料的表面物質, 這四種機制分別為濺射(sputtering)、純化學蝕刻(pure chemical etching)、 離子能量趨入蝕刻(ion energy driven etching)、及離子增強抑制物蝕刻(ion
enhanced inhibitor etching)[19][20],如圖 2-12[19]。 圖 2-12 乾式蝕刻主要機制示意圖[19] 濺射(sputtering)如圖(2-12(a)): 此種蝕刻機制其過程是以物理反應為主,將晶圓放置於帶負電的陰極 之上,所以當帶正電荷的離子被陰極吸引並加速向陰極方向前進時,利用 質量較重的高能離子撞擊薄膜(例如使用 Ar 氣體),其帶正電荷的離子會 以垂直角度撞擊到晶圓表面,將欲蝕刻的材料原子打出,而帶負電荷的離 子並不會到達晶圓表面,所以在蝕刻過程中並不扮演任何角色[21]。因 此其主要優點有較佳的非等向性蝕刻,如圖 2-13,可減輕底切(undercut) 的情形發生,如圖 2-14,造成底切的主因是由於蝕刻機制偏於等向性,但 是我們並不希望底切的現象發生,因為如此一來,我們轉移的圖案將會失 真,尤其是在某些重要的線寬失真後將會影響電性及其良率。由於離子不
(selectivity)也會隨之降低,另一個缺點是由於較高的離子轟擊所造成的損 害。在蝕刻速率方面,由於打出一個原子需依靠蝕刻離子的撞擊,但離子 通量(ion flux)與其他方法相較之下小很多,故其蝕刻速率也相對較慢。
圖 2-13 非等向性蝕刻示意圖 圖 2-14 底切示意圖
純化學蝕刻(pure chemical etching)如圖(2-12(b)):
此種機制是利用氣相的原子或分子和欲蝕刻之薄膜產生化學反應,把 暴露在電漿下的薄膜表面,反應成具揮發性(volatile)的生成物,然後生成 物被真空系統抽離帶出以進行蝕刻。由於氣相的原子或分子到達薄膜時幾 乎是均勻的角度分佈,因此在非等向性方面就沒有像濺擊方式來的佳。在 蝕刻速率方面,由於到達薄蝕刻物通量(etchant)大,所以蝕刻率也就相對 提升;再者,蝕刻率通常不是由蝕刻物的通量所限制,而是由形成蝕刻產 物(etch product)的化學反應所決定。
光阻
光阻
薄膜
薄膜
基材
電漿
離子驅入蝕刻(Ion energy driven etching)如圖(2-12(c)): 此種機制是蝕刻包括了蝕刻物(etchant)及高能離子至薄膜表面上,而 這種組合的效應是比單純的濺擊及純化學蝕刻之蝕刻率都較高。此種蝕刻 反應的主要機制是化學反應,由於高能的正離子被電漿鞘層(sheath)加 速,破壞晶圓表面的原子結構,加速了中性反應物原子和晶圓表面材料反 應,所以蝕刻速率是由高能離子的撞擊所決定,若是高能離子的能量大於 臨界能量(threshold energy),則蝕刻速率會隨著離子能量上升而上升。經 由離子撞擊的催化,增加了蝕刻凹槽底部材料的反應速率,由於離子撞擊 薄膜時其方向幾近垂直,所以凹槽底部材料的側壁幾乎沒有離子的撞擊, 而相對地增加了蝕刻的非等向性,而蝕刻出來的外型也有非常好的垂直剖 面。在選擇比方面,離子驅入蝕刻由於有高能離子的關係,選擇比並不如 純化學蝕刻來得高。因此應該要視蝕刻製程的需要,在選擇比跟非等向性 做一取捨。
離子增強抑制物蝕刻(ion enhanced inhibitor etching)如圖(2-12(d)):
此蝕刻機制與離子驅入蝕刻主要的差別在蝕刻的過程中加入抑制 物。抑制物的主要作用為,在蝕刻時吸附或沈積在薄膜上形成保護層或聚 合物(polymer)。蝕刻物需選擇當缺乏離子撞擊或抑制物時,能和欲蝕刻之 薄膜有高的化學反應速率。離子撞擊的功用為避免抑制物的形成或清除抑 制物,使得欲蝕刻薄膜之表面能完全接觸到蝕刻物。在離子未到達的部
份,抑制物就會形成保護層,避免蝕刻物接觸薄膜。舉例而言,以 CCl4/Cl2 蝕刻鋁溝渠時,氯原子和氯分子對鋁的蝕刻速率非常快,但此化學反應是 均向性的,而在飼氣(feed gas)中加入碳,便可以在薄膜表面形成碳氯化物 的保護層,由於離子撞擊的準直性很好,所以可以清除在溝渠底部的保護 層,使得氯原子及氯分子能和底部的鋁有反應而持續地往下蝕刻,但在溝 渠側壁的保護層不會受到離子的撞擊,便可避免側壁的鋁和氯原子及氯分 子發生反應,因此,便可以得到相當垂直的剖面。至於在選擇比方面,此 蝕刻機制就像是離子驅入蝕刻一般,並沒有純化學蝕刻的選擇比來的高。 2.2.1 光阻的蝕刻 光阻的主要材料是由長鏈型的碳氫有機聚合物所構成,以氧電漿進行 非等向性蝕刻,其蝕刻機制屬於化學反應蝕刻,對於矽或二氧化矽有相當 高的選擇比。在蝕刻光阻所選用的蝕刻氣體,通常是以氧氣為主,但是如 果想要將蝕刻率再提高,可以混入 C2F6或 CF4氣體來增加蝕刻率[19], 但前提是必需考量光阻下方材料之選擇比,以避免轉移圖案受損。光阻的 蝕刻主要特色是利用電漿產生化學活性強的氧原子或分子團,氧原子或分 子團擴散至待蝕刻物質的表面,並與待蝕刻物質反應產生揮發性之反應生 成物,並被真空設備抽離反應腔。但由於是利用電漿來促進蝕刻,運用此 方式於光阻的剝離之去除,蝕刻速率可達數 µm/min 以上;而光阻的蝕刻 過程主要是利用激發氧電漿以進行與光阻的化學反應,精確地說可分為以
下幾個步驟:1.反應氣體進入腔體;2.產生氧電漿形態之離子及自由基 (radicals);3.氧電漿藉由擴散、碰撞或場力移至待光阻物表面並吸附於表 面;4.進行化學反應並產生揮發性生成物,包含一氧化碳、二氧化碳、氧 化氫、水等(CXHY + O2 → COz + OH + H2O…);5.生成物脫離表面;6.反 應物擴散至腔體並由幫浦抽離真空腔體[22]。但是,並非所有光阻都適 合以電漿蝕刻方式來去除,我們還必需考量底下材料的特性,就以低介電 常數之材料上的光阻去除方式而言,目前已經有文獻指出,使用有機溶劑 來去除光阻之法,來避免電漿損壞低介電常數材料特性之退化[23]。 2.3 電漿蝕刻設備 電漿蝕刻設備基本組件大致上是由發生蝕刻環境的反應室、產生電漿 的 RF 產生器(通常使用頻率是 13.56 MHz)、氣體傳輸控制系統、真空系 統等所組成的,而目前大部份先進的蝕刻設備還配有蝕刻終點偵器。目前 有許多種類的氣體化學品都廣泛地應用於蝕刻製程,一般而言,氟化物使 用於二氧化矽;氯化物、溴化物及氟化物可用於矽的蝕刻;金屬鋁則利用 氯化物,而光阻的移除通常是使用氧來進行清除。 較早期的電漿蝕刻設備,為了要同時處理多數量的晶圓,所以大部分 的電漿蝕刻設備都是設計成多片式、批次處理的生產模式,當時以直桶式 電漿蝕刻機具有代表性,但是由於製程不斷地演進,對晶圓的品質要求不 斷提高,此種機型已逐漸式微,取而代之的是平行板(平面式)反應器來進
行蝕刻製程,由於仍著重在晶圓均勻度的問題上,所以再次演進為單一晶 片的處理方式,以用來針對單一晶圓製程最佳化,以獲得均勻性較佳的晶 圓品質。目前在先進的蝕刻設備中,關鍵的發展則是高密度電漿蝕刻反應 器的問世以及運用積集化的群集工具,此種方式是藉由製程的整合來降低 單段的製程技術及設備,可用來提升製程效率,另外又可以降低因單段多 步驟製程晶圓外露而發生的污染。 直桶式電漿蝕刻反應器 直桶式電漿蝕刻反應器是屬於一種圓筒形的設計結構,如圖 2-15 [24]。其晶圓被垂直地置於石英晶舟上面,而晶圓與晶圓彼此間留有間 隔,並將晶圓置入帶有穿孔之金屬製圓筒內, RF 功率則透過外側結構上 的圓筒電極板供應;所以我們可以推想得到,電漿特有的發光放電現象將 被限製於反應室及帶有穿孔之金屬製圓筒中,這會使得電漿內的帶電荷離 子及電子無法直接到達晶圓的表面,所以蝕刻的進行則是利用電漿內的原 子團經由擴散現象來通過穿孔圓筒,來到達晶圓的表面,利用化學反應方 式來將晶圓上的薄膜蝕刻去除,因此降低了物理性蝕刻(離子轟擊)的發 生,所以此種反應器偏向等向性蝕刻,而從設備構造設計來看,晶圓擺放 位置的前段、中段、後段以及單一晶片從中心點到邊緣的均勻度,是我們 在運用該設備應予考量的部分。直桶式電漿蝕刻機通常是運用於光阻的去 除,而氧氣是最常使用的反應氣體,亦可使用於非關鍵蝕刻製程。
圖 2-15 直桶式電漿蝕刻反應器示意圖[23] 平行板電漿蝕刻反應器 故名思義其平行板電漿蝕刻反應器的主要結構是由兩片尺寸與位置 相互對稱的平行板所組成,如圖 2-16[25]。這種蝕刻機通常將晶圓擺放 在下方的電極板上,並將其反應室及下電極板接地;RF Power 則是連接在 上電極板,而當電漿產生後,由於電位與電極板間的電位差之故,帶正電 荷粒子將向上電極板方向運行,所以在下方的晶圓比較不會受到離子轟 擊,故此種反應器偏向等向性蝕刻,也稱為電漿蝕刻(Plasma Etching)。
圖 2-16 平行板電漿蝕刻反應器(PE)示意圖[25] 另外一種平行板電漿蝕刻反應器的構造與上方的電漿蝕刻雷同,如圖 2-17[25]。其不同之處在於 RF Power 是連接在下電極板,而上電極板及 反應室則是接地,所以我們可以知道,在下電極板的晶圓將會受到較高能 的離子轟擊並加上原本的化學反應,故此種設計是物理加上化學蝕刻反 應,偏向非等向性蝕刻,所以有反應性離子蝕刻(Reactive Ion Etching)之 稱。
圖 2-17 平行板電漿蝕刻反應器(RIE)示意圖[25] 上述兩種蝕刻反應器由於是使用較大的電極板,其優點是每次蝕刻可 以擺放多片的晶圓以提升產量,是屬於較早期的多片式平行板電漿蝕刻反 應器;但是由於製程技術不斷進步,線寬持續縮小下,當然對製程品質的 要求也會不斷地提高,所以在均勻度未能符合需求的情形下,設備供應商 紛紛設法來改進其設備結構,以配合製程技術的需求,所以單片式的設計 結構應運而生,如圖 2-18[26]。其改良後的設備結構與平行板電漿蝕刻 反應器相近,並由多片式改良為單片式,並且為了要提升品質均勻度,所 以在氣體將流進反應室時,加裝了淋氣頂板(shower head),使得反應氣體 能夠均勻地分佈在反應室,促使蝕刻的均勻度提升。 圖 2-18 單片式平行板電漿蝕刻反應器示意圖[26]
2.3.1 高密度電漿蝕刻反應器 在 IC 積集度持續地增加下,半導體元件線寬也不斷地微縮,可想而 知電路圖案也相對的複雜,對於先進的製程而言,要使蝕刻反應離子進入 高深寬比的形貌或是蝕刻副產物可以逸出則會變得相當地困難;如果依然 使用傳統式的電漿蝕刻設備,便無法將所需要的圖案及深度精準地轉移到 薄膜上。 為了解決上述的問題,要如何來增加氣體分子及離子的平均自由徑長 度,於是大多數的設計考量就是會朝向降低系統的操作壓力,但是降低壓 力的缺點也同時會降低蝕刻速率,電漿也較不易產生維持,而其主要的因 素在於壓力減少,會使得反應室中的離子密度急速下降,然而粒子間的碰 撞機率也會減少。再者,電漿中的離子轟擊現象,是形成非等向性蝕刻的 重要因素,也就是離子往電極板轟擊的能量大小,對於先進製程來說,以 上兩項都是必需具備的基礎技術。但是以傳統的電漿蝕刻設備,並無法適 當地依製程所需來進行控制及調整。爲了克服這些問題,發展出的高密度 電漿設備就必需滿足製程條件在較低的操作壓力下能夠產生足夠的離子 量,來獲得我們尚可接受的蝕刻速率以及能控制離子轟擊的能量大小。因 此高密度電漿設備能在低壓的操作區間,產生高度的方向性、隨製程所需 的來控制高能量或低能量的離子,以利於這些離子能在高深寬比值的開口 產生非等向性蝕刻。
電子迴旋共振式(electron cyclotron resonance, ECR)蝕刻反應器 ECR 高密度電漿蝕刻反應器,如圖 2-19[27]。此反應器約在 1980 年代推出,是最早被商業化的高密度電漿蝕刻反應器,晶圓廠普遍用於 0.25 µm 製程以下,可操作在非常低壓區間大約是從 1 到 10 mToor 下, 並可產生高密度的電漿。此反應器先運用微波的頻率(2.45 GHz)來產生 高密度電漿導引進蝕刻反應器,並設計一垂直於反應物流動方向的磁場, 就如圖所示多組的線圈磁鐵所提供的磁力,而電子由於該磁力導引而沿著 螺旋路徑移動,當電子軌跡頻率等於所施加的微波電場之頻率時,會發生 電場的能量可以有效的轉移至電漿電子間。此共振條件增加了電子碰撞的 機率,而產生一個很濃密的電漿並建立大量的離子,並藉由下方的幾組磁 鐵將帶電粒子拉向晶座方向,讓反應性離子會朝向晶圓表面移動,並與晶 圓表面膜層起反應;而位於晶圓座的電極板上連接一低功率的 RF 偏壓 (13.56 MHz),以便控制撞擊在晶圓表面的離子能量來完成非等向性蝕刻 的側壁輪廓。此種設備可以使蝕刻製程視需求操作於化學性和物理性機制 的組合模組裡,但是其主要的缺點是其設備結構複雜、設備成本也相對地 昂貴。
圖 2-19 電子迴旋共振式電漿蝕刻反應器示意圖[27]
電感耦合式電漿(inductively coupled plasma ,ICP)蝕刻反應器
由於 ECR 高密度電漿蝕刻反應器的設備結構過於複雜,所以在工業 界上的使用並不普遍,因此構造簡單的 ICP 高密度電漿蝕刻反應器,如圖 2-20[28],便成為晶圓廠的主力生產設備。ICP 與 ECR 蝕刻反應器有著 相同的兩組 RF 電源供應裝置,上下 RF 的頻率可相同或是上方可放置較下 方高頻率之 RF;當上方 RF 供應電流流過感應線圈時,此線圈產生之電感 會感應出磁場,磁場可以透過介質產生次級感應電流,這使得腔內分子被 加速,而激發氣體分子中的電子而形成高密度電漿;而下方 RF 則連接於 晶座,用以產生偏壓,使電漿中的離子能獲得適當的能量對晶座上的晶圓 進行離子轟擊,因此可以分別地視製程所需來控制電漿密度及離子轟擊能 量。
圖 2-20 電感耦合式電漿(ICP)蝕刻反應器示意圖[28]
變壓耦合式電漿(Transformer Coupled Plasma ,TCP)蝕刻反應器
變壓耦合式電漿(TCP)蝕刻反應器,如圖 2-21[29],其結構設計及 運作與 ICP 電漿蝕刻反應器相當地近似,其主要的特點是將 RF 線圈採取 扁平式的設計,近似我們家中所使用的蚊香形狀,如圖 2-22[26]置於反 應室的上方,而 ICP 之 RF 線圈則是以環狀方式;而 TCP 蝕刻反應器亦可 在低壓的操作區間約小於 20 mToor 下產生高密度電漿,而其控制電漿密 度與離子能量的原理,是與 ICP 相似的。
圖 2-21 變壓耦合式電漿(TCP)蝕刻反應器示意圖[29]
第三章 電漿蝕刻技術製作奈米線寬光阻之研究 3.1 實驗概述 主要藉由電漿蝕刻技術來蝕刻光阻而將光阻線寬微縮並進一步來觀 察光阻微縮趨勢及外形輪廓;由於業界追求生產之效率及產能,故通常使 用非常高的蝕刻速率(氧氣電漿設備,等向性蝕刻機制)來去除光阻,因此 並不適合我們做以實驗觀察線寬微縮目的之所需;若以常用的氧氣混合其
他氣體來說,使用 He/O2及 Ar/O2在相同的製程條件下,其 Ar/O2之蝕刻
率大於 He/O2,並且在蝕刻後的表面粗糙度,Ar/O2大於 He/O2[30]。由
此本實驗將以氧氣及氦氣(He 70%+O2 30%)做為主蝕刻氣體,以降低氧氣對
光阻的蝕刻率,蝕刻設備選定以 TCP 高密度電漿蝕刻設備,做為蝕刻光阻
機台,並以蝕刻時間為調變因子,以利觀察其微縮趨勢及外形輪廓。再者,
我們將混入其他蝕刻常用的氣體如:氯氣(Cl2)、氬氣(Ar)、溴化氫(HBr)、
3.2 實驗流程: 我們首先針對機台設備做常規性的測試,例如蝕刻率測試、均勻度測 試、氣體流量測試、腔體漏率測試、功率輸出測試及相關溫度參數測試, 這些常規性的測試,可以讓我們瞭解機台性能之穩定性,保障我們所做出 來的實驗結果之可靠性;再者,進行各個製程配方之蝕刻率及均勻度測 試,我們可以從中概略地來計劃蝕刻時間的分配與選定;另一方面進行光 阻實驗晶圓之準備工作,最後再來進行實驗;然而透過掃描式電子顯微鏡 的量測,統計其數據轉化為資訊,整個實驗流程可參照圖 3-1。 圖 3-1 實驗流程圖
3.3 實驗蝕刻設備參數及製程參數
蝕刻設備參數:
蝕刻設備機型:TCP Lam-9400 PTX
Electrostatic chucks helium cooling Inner\outer 8:8 Top_Electrode_Temperature:60°C Chamber_Wall_Temperature:60°C Bot_Electrode_Temperature:50°C Chiller_Temperature:50°C 製程參數: 操作氣壓:15 mToor TOP Power:150 W Bottom Power:50 W 使用蝕刻氣體及蝕刻時間: 表 3-1 蝕刻氣體及蝕刻時間 蝕刻氣體/sccm 蝕刻時間/sec He/O2 10 sccm 等待製程配方蝕刻率測試後選定 He/O2 10 sccm + Ar10 sccm 等待製程配方蝕刻率測試後選定 He/O2 10 sccm + Cl210 sccm 等待製程配方蝕刻率測試後選定
He/O2 15 sccm + CH2F2 5 sccm 等待製程配方蝕刻率測試後選定 He/O2 20 sccm + HBr10 sccm 等待製程配方蝕刻率測試後選定 3.4 實驗進行 3.4.1 機台穩定性測試 實驗目的: 測試蝕刻設備的穩定性及再現性,讓實驗數據及資料具有參考性及正 確。 實驗方法: 對於進行實驗的蝕刻設備每隔 0.5 小時做試驗及記錄,總共測試 5 次,這些包括蝕刻率、均勻度、氣體流量、機台漏率、機台輸出功率及機 台腔體溫度等,並使用光阻塗佈厚度 500 nm 實驗控片(平面無圖案),做 為模擬對光阻蝕刻率及均勻度之測試控片,以 He/O2 10 sccm 為主蝕刻氣 體、蝕刻時間為 30 秒而其他細部參數則等同於 3.3 節中實驗蝕刻設備參 數及製程參數。 實驗結果: 1. 蝕刻率測試方面,每分鐘蝕刻率數據最小值為 1234 Å,最大值為 1328 Å, 最大值減最小值為 85 Å,其平均值為 1293 Å,相對於平均值的誤差約 6.6%,而在測試的 5 次中,其均勻度都能保持在 3.5%以下。
2. 氣體流量測試方面,He/O2、Ar、Cl2及 HBr 相對於平均值的誤差約於 1%,
而 CH2F2 的測試流量僅流 5 sccm 之故,所以相對於平均值的誤差較高
約 4%。
3. 腔體的漏率測試在一般工業上的規範為 1 mTorr/min,而此腔體最大的 漏率為 0.4 mTorr/min,漏率平均值於 0.32 mTorr/min。
4. 在功率輸出測試方面,Top power 及 Bottom power 在 5 次的測試中, 都呈現出無誤差的現象。 5. 溫度參數測試方面,其數值也表示相當優異,相對於平均值的誤差大都 在 1%以下。有關於測試詳細結果可見表 3-2。 我們可以從測試的數據可知,此設備腔體的整體表現有極佳的性能, 然而在蝕刻設備的基本參數中,各個參數都有其規定誤差值並且加以設 定,若在設備運行過程中有任一項高於或低於標準,其機台將停止運作並 警示,以確保製程品質。
表 3-2 測機參數結果
Test Item unit
HR
0 0.5 1 1.5 2 Average Max-Min
(Max-Min)/ Average
Etch Rate Å/min 1243 1281 1328 1295 1318 1293 85 0.066
Uniformity % 3.5 3.1 3.3 3.3 3.4 3.32 0.4 0.120 He/O2_10 sccm 10 10 10.1 10 10.1 10.04 0.1 0.010 Ar_10 sccm 10 10 10.1 10 10 10.02 0.1 0.010 Cl2_10 sccm 10 10 10 10 9.9 9.98 0.1 0.010 CH2F2_5 sccm 5.1 5 4.9 5 5 5 0.2 0.040 HBr_10 sccm 9.9 10 10 10 10 9.98 0.1 0.010
Chamber Leak Rate mTorr/min 0.4 0.3 0.3 0.3 0.3 0.32 0.1 0.313
Top power_150 W 150 150 150 150 150 150 0 0.000 Bottom power_50 W 50 50 50 50 50 50 0 0.000 Top_Electrode_Temperature_60°C °C 60 59.9 60 60 60 59.98 0.1 0.002 Chamber_Wall_Temperature_60°C °C 60 60 60 60 60 60 0 0.000 Bot_Electrode_Temperature_50°C °C 49.8 50 50 50 50 49.96 0.2 0.004 Chiller_Temperature_ 50°C °C 50 50 50 50 50 50 0 0.000 3.4.2 製程配方之蝕刻率及均勻度測試 實驗目的: 在正式實驗之前,獲得製程配方之蝕刻率及均勻性。 實驗方法: 依據 3.3 實驗蝕刻設備參數及製程參數為條件,使用光阻塗佈厚度 500 nm 實驗控片(平面無圖案),做為模擬對光阻蝕刻率及均勻度之測試控 片,蝕刻時間為 30 秒。 實驗結果: 以 He/O2 10 sccm 為主蝕刻氣體,其蝕刻率每分鐘為 1290 Å,均勻度
為 3.1%;若是混入 Ar 氣體,其蝕刻率每分鐘為 1162 Å,均勻度為 4.1%; 若是混入 Cl2氣體,其蝕刻率每分鐘為 847 Å,均勻度為 4.8%;若是混入 CH2F2氣體,其蝕刻率每分鐘為 948Å,均勻度為 2.9%;若是混入 HBr 氣 體,其蝕刻率每分鐘為 760 Å,均勻度為 6.9%;由以上的數據可知,蝕刻 率最高的是以 He/O2 10 sccm 為主蝕刻氣體,蝕刻率最低的是混入 HBr 氣體,而均勻度最佳的是 HeO2混入 CH2F2,較差的是 He/O2混入 HBr 氣 體,可見表 3-3。 表 3-3 製程配方之蝕刻率及均勻度測試 蝕刻氣體/sccm 蝕刻率:min/Å 均勻度(%) He/O2 10 sccm 1290 3.1 He/O2 10 sccm + Ar10 sccm 1162 4.1 He/O2 10 sccm + Cl2 10 sccm 847 4.8 He/O2 15 sccm + CH2F2 5 sccm 948 2.9 He/O2 20 sccm + HBr10 sccm 760 6.9 3.4.3 製程配方之蝕刻時間選定 本實驗是以蝕刻氣體 He/O2為主要的研究觀察對象並嘗試混入其他氣 體觀察其變化,所以主要資源將分配於蝕刻氣體 He/O2,以利於觀察隨著蝕 刻時間的增加,其表面形貌之變化,並依據表 3-3 所得的蝕刻率,選定適
當的蝕刻時間,如表 3-4。 表 3-4 各蝕刻氣體選定之蝕刻時間 蝕刻氣體/sccm 蝕刻時間/sec He/O2 10 sccm 20,40,60,80,100,120,140,160 He/O2 10 sccm + Ar10 sccm 40,80,120,160 He/O2 10 sccm + Cl210 sccm 40,80,120,160 He/O2 15 sccm + CH2F2 5 sccm 40,80,120,160 He/O2 20 sccm + HBr10 sccm 80,160,200,240 3.4.4 光阻實驗試片簡介
光阻實驗試片於 Gate Hard Mask 微影製程段落,以 Canon stepper KrF
雷射發射出 248 nm 波長的深紫外線做為曝光機台,在完成微影製程後, 將光阻實驗試片在 SEM 觀察量測下其結構如下圖 3-2。其光阻平均高度概 約 300 nm、抗反射層約 130 nm、線寬約 129.2 nm,夾角約 35.4 度,底 部薄膜則是氮化矽。通常於電漿蝕刻後的光阻,其上方形貌大多呈現尖角 現象,而光阻上方夾角除了與表面形貌有關之外,亦與有效的光阻阻擋層 有關,在相同高度的光阻而在不同的夾角下,其有效的光阻阻擋層並不 同,可見示意圖 3-3。
圖 3-3 相同高度的光阻而不同的夾角示意圖 3.5 實驗結果與討論 依據 3.3 實驗蝕刻設備參數、製程參數以及表 3-4 各蝕刻氣體選定之 蝕刻時間進行實驗,其結果如下: 1. 尚未蝕刻的實驗試片以 SEM 量測其橫截面其數據如下,可見圖 3-4: PR 加上 ARC 高度最大值於 0C(晶圓中心位置)的位置為 442 nm 而最小 值於 9EE(9 點鐘邊緣)位置為 411 nm,其平均值為 426 nm;光阻底部 線寬最大值於 0C 的位置為 133 nm 而最小值於 6EE(6 點鐘邊緣)位置為 124 nm,其平均值為 129.2 nm;光阻與光阻之間的間隔寬度最大值於 6EE 的位置為 140 nm 而最小值於 9EE 位置為 125 nm,其平均值為 129.6 nm;其夾角最大值於 6EE 的位置為 45 度,而最小值於 0C 的位置為 25 度,其平均值為 35.4 度;其光阻頂部的外型為圓弧狀。 2. 以 He/O2 10sccm 為主蝕刻氣體,經實驗後結果如下:
(a) 蝕刻時間為 20 sec,可見圖 3-5:PR 加上 ARC 高度最大值於 12EE(12 點鐘邊緣)的位置為 408 nm 而最小值於 9EE 位置為 375 nm,其平均值為 388.4 nm;光阻底部線寬最大值於 12EE 的位置 為 141 nm 而最小值於 9EE 位置為 130 nm,其平均值為 136.8 nm; 光阻與光阻之間的間隔寬度最大值於 9EE 的位置為 127 nm 而最小 值於 12EE 位置為 118 nm,其平均值為 122.2 nm;其夾角最大值 於 0C 及 12EE 的位置為 35 度,而最小值於 6EE 的位置為 22 度, 其平均值為 28 度;其光阻頂部的外型於 3EE(3 點鐘邊緣)、6EE、 9EE 的位置已經略有呈現出尖角形狀。
(b) 蝕刻時間為 40 sec,可見圖 3-6:PR 加上 ARC 高度最大值於 6EE
的位置為 416 nm 而最小值於 9EE 位置為 381 nm,其平均值為 402.6 nm;光阻底部線寬最大值於 0C 及 3EE 的位置為 137 nm 而最小值 於 9EE 位置為 130 nm,其平均值為 133.8 nm;光阻與光阻之間的 間隔寬度最大值於 6EE 的位置為 124 nm 而最小值於 3EE 位置為 112 nm,其平均值為 118.6 nm;其夾角最大值於 6EE 的位置為 29 度,而最小值於 0C 的位置為 18 度,其平均值為 24.2 度;其光阻 頂部的外型除了 0C 的位置之外,其他區域已經略有呈現出尖角形 狀。 (c) 蝕刻時間為 60 sec,可見圖 3-7:PR 加上 ARC 高度最大值於 0C 及 6EE 的位置為 322 nm 而最小值於 12EE 位置為 300 nm,其平均
值為 313.2 nm;光阻底部線寬最大值於 12EE 的位置為 120 nm 而 最小值於 6EE 位置為 104 nm,其平均值為 110.6 nm;光阻與光阻 之間的間隔寬度最大值於 9EE 的位置為 157 nm 而最小值於 12EE 位置為 141 nm,其平均值為 146.2 nm;其夾角最大值於 6EE 的位 置為 37 度,而最小值於 12EE 的位置為 28 度,其平均值為 31.6 度;其光阻頂部的外型全數區域已經呈現出尖角形狀。
(d) 蝕刻時間為 80 sec,可見圖 3-8:PR 加上 ARC 高度最大值於 6EE
的位置為 322 nm 而最小值於 12EE 位置為 309 nm,其平均值為 315 nm;光阻底部線寬最大值於 0C 的位置為 120 nm 而最小值於 9EE 位置為 111 nm,其平均值為 114.2 nm;光阻與光阻之間的間隔寬 度最大值於 6EE 的位置為 146 nm 而最小值於 0C 位置為 135 nm, 其平均值為 142.2 nm;其夾角最大值於 6EE 及 12EE 的位置為 28 度,而最小值於 0C 及 3EE 的位置為 25 度,其平均值為 26.4 度; 其光阻頂部的外型全數區域已經呈現出尖角形狀。
(e) 蝕刻時間為 100 sec,可見圖 3-9:PR 加上 ARC 高度最大值於 0C
的位置為 214 nm 而最小值於 12EE 位置為 189 nm,其平均值為 204.2 nm;光阻底部線寬最大值於 3EE 的位置為 81 nm 而最小值 於 6EE 及 12EE 位置為 73 nm,其平均值為 75.2 nm;光阻與光阻 之間的間隔寬度最大值於 0C 的位置為 184 nm 而最小值於 3EE 位 置為 170 nm,其平均值為 178 nm;其夾角最大值於 3EE、6EE 及
12EE 的位置為 30 度,而最小值於 0C 的位置為 25 度,其平均值 為 28.6 度;其光阻頂部的外型全數區域已經明顯地呈現出尖角形 狀,並且光阻與光阻之間的間隔底部也沒有殘留的 ARC 材料。 (f) 蝕刻時間為 120 sec,可見圖 3-10:PR 加上 ARC 高度最大值於 12EE 的位置為 183 nm 而最小值於 0C 的位置為 160 nm,其平均值 為 172.6 nm;光阻底部線寬最大值於 0C 的位置為 85 nm 而最小 值於 3EE 位置為 67 nm,其平均值為 75.4 nm;光阻與光阻之間的 間隔寬度最大值於 3EE 的位置為 190 nm 而最小值於 0C 位置為 175 nm,其平均值為 183.2 nm;其夾角最大值於 3EE 的位置為 34 度, 而最小值於 9EE 的位置為 28 度,其平均值為 32 度;其光阻頂部 的外型全數區域已經呈現出尖銳形狀。 (g) 蝕刻時間為 140 sec,可見圖 3-11:PR 加上 ARC 高度最大值於 12EE 的位置為 62 nm 而最小值於 3EE 的位置為 53 nm,其平均值 為 58.6 nm;光阻底部線寬最大值於 6EE 的位置為 55 nm 而最小 值於 0C 的位置為 45 nm,其平均值為 48 nm;光阻與光阻之間的 間隔寬度最大值於 0C 的位置為 210 nm 而最小值於 6EE 位置為 200 nm,其平均值為 205.8 nm;其夾角最大值於 0C 的位置為 46 度, 而最小值於 9EE 的位置為 32 度,其平均值為 38.2 度;其光阻的 外型已經略有呈現出形變現象。 (h) 蝕刻時間為 160 sec,可見圖 3-12:當蝕刻時間來到了 160 秒時,
其多數的光阻已經在蝕刻過程中消耗殆盡,故無法取得正確的量 測數值。
3. 以 He/O2 10 sccm 混入 Ar10 sccm 為蝕刻氣體,經實驗後結果如下:
(a) 蝕刻時間為 40 sec,可見圖 3-13:PR 加上 ARC 高度最大值於 3EE
的位置為 373 nm 而最小值於 0C 的位置為 355 nm,其平均值為 362.6 nm;光阻底部線寬最大值於 3EE 的位置為 128 nm 而最小值 於 9EE 的位置為 118 nm,其平均值為 121.6 nm;光阻與光阻之間 的間隔寬度最大值於 0C 的位置為 137 nm 而最小值於 3EE 位置為 125 nm,其平均值為 132.6 nm;其夾角最大值於 9EE 的位置為 30 度,而最小值於 0C 的位置為 22 度,其平均值為 26.6 度;其光阻 頂部的外型已經略有呈現尖角形狀。 (b) 蝕刻時間為 80 sec,可見圖 3-14:PR 加上 ARC 高度最大值於 0C 的位置為 323 nm 而最小值於 12EE 的位置為 308 nm,其平均值為 314.2 nm;光阻底部線寬最大值於 0C 及 9EE 的位置為 111 nm 而 最小值於 12EE 的位置為 108 nm,其平均值為 109.8 nm;光阻與 光阻之間的間隔寬度最大值於 0C 及 3EE 的位置為 151 nm 而最小 值於 12EE 位置為 145 nm,其平均值為 148.8 nm;其夾角最大值 於 12EE 的位置為 33 度,而最小值於 0C 及 3EE 的位置為 25 度, 其平均值為 28.8 度;其光阻頂部的外型已經呈現尖角形狀。 (c) 蝕刻時間為 120 sec,可見圖 3-15:PR 加上 ARC 高度最大值於
12EE 的位置為 182 nm 而最小值於 3EE 的位置為 165 nm,其平均 值為 172.8 nm;光阻底部線寬最大值於 6EE 的位置為 88 nm 而最 小值於 9EE 的位置為 80 nm,其平均值為 84 nm;光阻與光阻之間 的間隔寬度最大值於 3EE 及 9EE 的位置為 174 nm 而最小值於 0C 位置為 167 nm,其平均值為 171.2 nm;其夾角最大值於 12EE 的 位置為 30 度,而最小值於 3EE 的位置為 25 度,其平均值為 27.8 度;其光阻頂部的外型已經呈現尖銳形狀。 (d) 蝕刻時間為 160 sec,可見圖 3-16:當蝕刻時間來到了 160 秒時, 其多數的光阻已經在蝕刻過程中消耗殆盡,故無法取得正確的量 測數值。 4. 以 He/O2 10 sccm 混入 Cl210 sccm 為蝕刻氣體,經實驗後結果如下:
(a) 蝕刻時間為 40 sec,可見圖 3-17:PR 加上 ARC 高度最大值於 12EE
的位置為 372 nm 而最小值於 6EE 的位置為 335 nm,其平均值為 358.6 nm;光阻底部線寬最大值於 9EE 的位置為 165 nm 而最小值 於 0C 的位置為 150 nm,其平均值為 156.4 nm;光阻與光阻之間 的間隔寬度最大值於 6EE 的位置為 109 nm 而最小值於 9EE 位置為 96 nm,其平均值為 102.4 nm;其夾角最大值於 0C、6EE、12EE 的位置為 45 度,而最小值於 3EE 及 9EE 的位置為 43 度,其平均 值為 44.2 度;其光阻頂部的外型呈現圓弧形狀。 (b) 蝕刻時間為 80 sec,可見圖 3-18:PR 加上 ARC 高度最大值於 0C
的位置為 304 nm 而最小值於 9EE 的位置為 279 nm,其平均值為 288.2 nm;光阻底部線寬最大值於 0C 的位置為 173 nm 而最小值 於 9EE 的位置為 154 nm,其平均值為 162.4 nm;光阻與光阻之間 的間隔寬度最大值於 6EE 的位置為 105 nm 而最小值於 0C 位置為 90 nm,其平均值為 99.2 nm;其夾角最大值於 12EE 的位置為 47 度,而最小值於 3EE、6EE 及 9EE 的位置為 45 度,其平均值為 45.6 度;其光阻頂部的外型已略呈現尖角形狀,在光阻與光阻之間的 間隔底部,已經輕微蝕刻到下方底材。。 (c) 蝕刻時間為 120 sec,可見圖 3-19:PR 加上 ARC 高度最大值於 12EE 的位置為 245 nm 而最小值於 0C 的位置為 223 nm,其平均值 為 231.2 nm;光阻底部線寬最大值於 0C 的位置為 170 nm 而最小 值於 9EE 的位置為 150 nm,其平均值為 160.4 nm;光阻與光阻之 間的間隔寬度最大值於 3EE 的位置為 99 nm 而最小值於 0C 位置為 79 nm,其平均值為 90.8 nm;其夾角全數區域為 45 度;其光阻 頂部的外型呈現尖角形狀,尖端並有微小凸起現象,在光阻與光 阻之間的間隔底部,已經過度蝕刻到下方底材。 (d) 蝕刻時間為 160 sec,可見圖 3-20:PR 加上 ARC 高度最大值於 0C 的位置為 141 nm 而最小值於 6EE 的位置為 120 nm,其平均值 為 129.6 nm;光阻底部線寬最大值於 12EE 的位置為 169 nm 而最 小值於 9EE 的位置為 151 nm,其平均值為 160.8 nm;光阻與光阻
之間的間隔寬度最大值於 6EE 的位置為 92 nm 而最小值於 12EE 位 置為 84 nm,其平均值為 88.2 nm;其夾角最大值於 0C、9EE、12EE 位置為 35 度而最小值於 3EE、6EE 位置為 32 度,其平均值為 33.8 度;其光阻表面型貌整體呈現出三角形狀,在光阻與光阻之間的 間隔底部,已經明顯地蝕刻到下方底材。 5. 以 He/O2 15 sccm 混入 CH2F2 5 sccm 為蝕刻氣體,經實驗後結果如下:
(a) 蝕刻時間為 40 sec,可見圖 3-21:PR 加上 ARC 高度最大值於 9EE
的位置為 393 nm 而最小值於 3EE 的位置為 381 nm,其平均值為 388.4 nm;光阻底部線寬最大值於 0C 的位置為 130 nm 而最小值 於 12EE 的位置為 123 nm,其平均值為 127 nm;光阻與光阻之間 的間隔寬度最大值於 12EE 的位置為 134 nm 而最小值於 0C 位置為 122 nm,其平均值為 129.8 nm;其夾角最大值於 6EE 的位置為 26 度,而其他位置為 25 度,其平均值為 25.2 度;其光阻頂部的外 型輕微呈現尖角形狀。
(b) 蝕刻時間為 80 sec,可見圖 3-22:PR 加上 ARC 高度最大值於 12EE
的位置為 360 nm 而最小值於 3EE 的位置為 331 nm,其平均值為 341.2 nm;光阻底部線寬最大值於 12EE 的位置為 129 nm 而最小 值於 3EE 的位置為 118 nm,其平均值為 123.6 nm;光阻與光阻之 間的間隔寬度最大值於 9EE 的位置為 138 nm 而最小值於 3EE 位置 為 130 nm,其平均值為 133 nm;其夾角最大值於 0C 的位置為 26
![表 1-1 台灣 IC 產業之全球地位[3]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/15.892.146.754.85.1171/表11台灣IC產業之全球地位3.webp)
![表 1-3 電子產業佔國內 GDP 的比重[3]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/16.892.121.771.127.401/表13電子產業佔國內GDP的比重3.webp)
![圖 2-3 微奈米線寬製程製作示意圖[8] 圖案形成方法_使孔徑縮小之法[9] 此法是針對於微影製程之後,使光阻之間的間隔孔徑縮小之法。在微 影製程之後,如圖 2-4(a);利用水溶性樹脂被覆形成劑來被覆光阻圖案, 如圖 2-4(b);然後再藉由熱處理來使得被覆形成劑產生熱收縮,使得光阻 孔徑變小,如圖 2-4(c);再藉由純水來去除被覆形成劑之後,如圖 2-4(d); 利用電漿蝕刻來轉移圖形,如圖 2-4(e)。即可得到比原先微影製程較小之 孔徑。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/22.892.142.721.101.795/小之法阻之間阻圖如圖然後再藉由熱處理來使覆形來轉移圖形如孔徑.webp)
![圖 2-10 壓力對電子溫度 Te、氣體溫度 Tg、離子溫度 Ti 之關係[15]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/31.892.177.722.71.376/圖21壓力對電子溫度Te氣體溫度Tg離子溫度Ti之關係15.webp)
![圖 2-11 輝光放電架構示意圖[17]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/32.892.75.822.448.942/圖211輝光放電架構示意圖17.webp)

![圖 2-19 電子迴旋共振式電漿蝕刻反應器示意圖[27]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/49.892.78.815.91.848/圖219電子迴旋共振式電漿蝕刻反應器示意圖27.webp)
![圖 2-20 電感耦合式電漿(ICP)蝕刻反應器示意圖[28]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/50.892.181.762.89.779/圖22電感耦合式電漿ICP蝕刻反應器示意圖28.webp)
![圖 2-21 變壓耦合式電漿(TCP)蝕刻反應器示意圖[29]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8623837.191742/51.892.199.768.73.816/圖221變壓耦合式電漿TCP蝕刻反應器示意圖29.webp)
