行政院國家科學委員會專題研究計畫 成果報告
極高壓力振幅驅動器之設計 (3/3)
計畫類別: 個別型計畫 計畫編號: NSC92-2212-E-002-006- 執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日 執行單位: 國立臺灣大學應用力學研究所 計畫主持人: 胡文聰 計畫參與人員: 胡文聰 報告類型: 完整報告 處理方式: 本計畫可公開查詢中 華 民 國 93 年 11 月 1 日
行政院國家科學委員會補助專題研究計畫
█ 成 果 報 告
□期中進度報告
極高壓力振幅驅動器之設計 (3/3)
計畫類別:
█
個別型計畫 □ 整合型計畫
計畫編號:
92-2212-E-002-006
執行期間: 92 年 8 月 1 日至 93 年 7 月 31 日
計畫主持人: 胡文聰
共同主持人:
計畫參與人員:
成果報告類型(依經費核定清單規定繳交):□ 精簡報告
█
完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,
█
一年□二年後可公開查詢
執行單位:國立台灣大學 應用力學研究所
中 華 民 國 93 年 10 月 20 日
行政院國家科學委員會專題研究計畫成果報告
極高壓力振幅驅動器之設計 (3/3)
計畫執行起訖: 2003.08.01 至 2004.07.31
計畫編號 92-2212-E-002-006
國立台灣大學應用力學研究所
主持人: 胡文聰
中文摘要 三年計劃總目的為設計及製造驅動器,應用於微流體流動所需要之幫浦。本報告說明第三 年計劃之進度。第二年在於驅動器之設計與初步製造。第三年重點在於製造之改善與測試。設 計以斜坡薄膜上下振動驅動流體在微管中流動,並不需要 nozzle 或 diffuser。驅動器為斜薄膜 氣動式微幫浦,主要是利用一個往復式、可調控頻率的氣壓,施力在斜薄膜結構,產生不對稱 的變形,而達到幫浦的目的。微流道尺寸為 856µm 寬,60µm 高,斜薄膜角度有 2、4、6、8、 10 度。製造使用 PDMS 製程,以 soft lithography 方法,快速及方便製造驅動器。由實驗結果 得知,頻率越高,流率會越大,經過 25Hz 之後,頻率越高,流率越低;斜薄膜角度越大,流 率越小;微氣閥寬度到當三倍流道寬時,最大流體流率有 473.5nl/sec。 關鍵詞: 微驅動器、微機電製程、軟微影 AbstractThe overall goal of the three-year effort is to design and fabricate a novel device for pumping for microfluidics applications. This report outlines work done on the third year. The second year effort is on design and preliminary fabrication. The third year is on improvement of fabrication and testing of the device. The design is based on a slanted membrane oscillating periodically in a microchannel, which does not require a nozzle or a diffuser. The dimension of the microchannel is 856µm width, 60µm height, with slanted angle tested of 2, 4, 6, 8, 10 degrees. The fabrication of the device is based on soft lithographic technique using PDMS. Result shows that the pumping flow rate increases with increasing frequency up to 25Hz, then the flow rate would decrease. The maximum flow rate obtained is 473.5nl/sec.
Keyword: micro-pump, micro-fabrication, soft lithography
1 研究背景
多年前,微機電系統(Micro Electro Mechanical System, MEMS)的發展歷史中,有許多學 門利用此項技術發展,而得以突破傳統的界線,例如電機、機械、航太、化學、生物、醫學等 學門,因而吸引了更多的學者投入此研究領域;然而縮小尺寸的概念,大大的減少成本上的支 出,更增加了微機電系統的商機,而使得更多廠商積極投入微機電系統的研發與製造,故其重 要性絕不可忽視。隨著微機電技術快速的發展,許多關鍵性的產品一一被量產,例如微加速度 計、微壓力計、微感測器、噴墨頭、微冷卻器等;這些產品的誕生,全靠多領域的研究,因此 必須結合電子、電機、機械、化學、光學、生物醫學等不同專業知識,才能將其產品量產化, 故微機電技術是一個跨領域技術整合的系統。微機電系統元件大多使用三種方法製作:面型微 加工技術(surface micro machining)、體型微加工技術(bulk micromachining)、LIGA 技術。 面型微加工技術是一種堆疊的方式。利用物理或化學氣相沉積的方法,沉積需要的多層結構,
這些結構有可能是結構層,也有可能是犧牲層;再利用剝離法(lift-off)或者是犧牲層的方法, 去除不要的結構,剩下所需的立體結構。體型微加工技術是一種蝕刻的方法。利用光微影技術 轉換光罩上之圖形,再利用乾蝕刻(dry etching)或濕蝕刻(wet etching)的方法,蝕刻單晶 矽結構,而得到所需的立體結構。LIGA 技術是利用 X 光蝕刻結構,在利用電鑄及翻膜的方法, 製作出所要的立體結構。以上這些方法,有時卻因為某些條件而限制製程的創意,例如材料矽 結構的影響、矽晶圓晶格方向的影響、再加上製程時間漫長,製作價格昂貴,所以需要一種更 新的製程技術加以取代。
軟微影(soft lithography),一種更新的方法被發表【1-2】。它可以突破光微影技術(photo
lithography)的物理極限而做出更小的線寬,製程時間可在 24 小時之內完成,材料價格上遠 比矽晶圓便宜,且所使用材料具生物相容性,適合用來製作生物晶片的主體結構,更有許多研 究團隊用來與為流體系統相結合,使這種技術更具發展性。
自從人類基因圖譜被發現後,生物科技邁向更新的一個領域,相關的生物技術也漸漸被重 視,其整合發展更是頗具商機。在生物技術中最新、最熱門的一種整合性學門,莫過於生物微 機電(biomedical micro electromechanical systems:BioMEMS)。在這幾年快速的成長,它除了 原有的微機電技術,更加入了生物、化學、生物化學、生物製藥、生物醫學等領域,在現今生 物技術與 MEMS 的研究中,多朝向生物化學分析的微小化以及整合性,所以一些已研發成功 的產品,例如毛細電泳(CE)、聚合脢鏈連鎖反應(PCR)、樣品預先濃縮技術、染色體雜交 品種之抽取、DNA 雜交、色譜分析等,其相關整合性系統例如微藥物傳送系統(micro drug delivery system)、微全分析系統(µ TAS)、實驗室晶片(lab-on-a-chip)、微注射(microsyringe) 等等都已經成功的微小化且操作在單一晶片內,然而製作這些整合性系統,卻需要相當大技術 的挑戰,其中又以微流體處理技術為最重要的課題;換言之,生物技術包含許多生物化學反應、 分離、感測等,許多生化實驗試劑在生物晶片的運輸、控制、混合都需要微流體處理元件。在 過去幾年,微流體處理元件迅速地發展,例如微幫浦(micropump)、微閥門(microvalve)、 微流道(microchannel)、微感測器(microsensor)、微過濾器(microfilter)、微混合器(micromixer) 等,而微幫浦(micropump)在操作微流體系統更是不可缺少的關鍵元件。 1-1 目的與動機 傳統生物醫學領域中,實驗所需步驟往往必須獨立、分離執行,而且所需實驗機台非常的 昂貴,實驗樣品需求量大、其準備工作需手動操作,實驗設備也因實驗設計改變而可能另購實 驗器材,所以整個實驗流程表現出緩慢,效果不彰的情形。 在生物微機電(BioMEMS)中,藥物處理系統及注入系統等等,都必須設計去考慮特殊 的運輸裝置,以符合在微流道中運輸樣本或試劑,而此時微流道是連接系統中每一個步驟元 件,微幫浦是整個系統的動力來源,更顯得微幫浦的重要性;翻開許許多多 MEMS 的文獻, 各式各樣的微幫浦一個接著一個的發明,檢視其微幫浦所使用的材料,大多是使用矽晶圓,或 者是金屬,然而在真正使用微幫浦於生物醫學領域時,卻會遇到生物相容性的問題,所以必須 去尋找一個適合生物體相容的材料,如此製作的微幫浦才真正被適用。在軟微影製程中,PDMS 展現了其生醫相容性,PDMS 所製成的微米元件,可以使得實驗樣品消耗量減少,並能在同一 系統中整合原來獨立的步驟,實驗時間大大的縮短,而且容易複製,價格低廉。 本實驗的目的就是以 PDMS 為主要的材料,製作出一種真正適合生物相容性的微幫浦, 利用一個新穎的製程技術:軟微影製程技術(soft lithography),製作出斜薄膜氣動式微幫浦以 及無閥門壓電式微幫浦;凡是微流體流經的微流道、腔體,皆是以 PDMS 或是薄玻璃所構成 並,真正是適合生物體相容的微幫浦。
1-2 文獻回顧
在許多 MEMS 與 BioMEMS 的應用上都需要微幫浦,例如化學、製藥、生物醫學、及其 他微流體系統;到目前為止,微幫浦因各種不同的作動原理,以及所需要環境的不同,而發展 出不同的元件。微幫浦大致上可分成兩類:機械式微幫浦(mechanical micropump)和非機械
式微幫浦(non- mechanical micropump),其中非機械式是指沒有作動的元件。經過這幾年文獻
的調查,依照作動原理的不同來加以說明。機械式微幫浦可以分成往復式(reciprocating)及 蠕動式(peristaltic)兩種;依動力來源分類包括:靜電式(electrostatic)【3】、壓電式(piezoelectric) 【4】、氣動式(pneumatic)【5】、熱氣動式(thermopneumatic)【6】、形狀記憶合金(SMA) 【7】、超音波式(ultrasonic)【8】;非機械式微幫浦可以分成 EHD(electro-hydro-dynamic)【9】、 MHD(magneto-hydro-dynamic)【10】、電化學(electrochemical)【11】、電滲透(electroosmotic) 【12】、濕電性(electrowetting)【13】、介電質電泳(dielectrophoresis)【14】。各種微幫浦的 優、缺點或特色,敘述如下:靜電式(electrostatic)及壓電式(piezoelectric)微幫浦有快速時 間反應頻率,可以很容易利用輸入電壓去控制體積變化量,然而高工作電壓卻只造成小的振 幅,工作電壓高是其不方便的地方。氣動式(pneumatic)微幫浦可以製造很大的形變,需要 一個提供壓縮空氣的設備。形狀記憶合金式(SMA)微幫浦可利用溫度變化而改變形變,時 間反應頻率卻很慢。EHD(electro-hydro-dynamic)微幫浦結構簡單且適合製作小元件,但卻 限制住了一些驅動流體的特性,如黏滯力、介電質。電化學(electrochemical)微幫浦使用電 解作用(electrolysis)產生氣體的壓力,只要小的輸入電壓,就可以造成很大的振幅,但卻因 為氧電極的關係,有非常慢的反應頻率,而且不會維持很長的時間。電滲透(electroosmotic) 微幫浦主要是用在化學分析系統,因為它可以控制 pl(picoliter)的體積流量。在介紹許多種 微幫浦之後,以下是針對以 PDMS 為主要材料所製作出來的微流體元件,舉出相關之文獻敘 述。
Unger 及 Quake 在 2000 年的 Science 雜誌上【15】,發表了一篇利用軟微影技術製作出 多層結構,示意圖見圖 1 所示,其結構使用軟性材料 PDMS 製成,包括許多微氣閥、微流道, 而且成 90 度交叉垂直;利用微氣閥通氣,擠壓 PDMS 膨脹而產生形變,壓迫微流道中的流體, 見圖 2 所示,當三條微氣閥,依不同之時序、相位開與關,而使得流體向前推進。 圖 2 微幫浦作動示意圖,三個微氣閥通 氣,微流道一個時序上的變化,而壓迫流 體前進【15】
圖 1 軟微影技術示意圖【15】 Khoo 與 Lin 於 2000 年在一場國際研討會上,發表了一篇有磁薄膜的微幫浦【16】,在文 章中指出,將透磁合金(permalloy)埋入 PDMS 薄膜內,當通入磁場之後,透磁合金因磁場 而有所偏轉,而 PDMS 又是一個軟性材料,故磁場消失之後,PDMS 薄膜可以恢復成原來的
平整,圖 3 表示磁性薄膜致動器的作動原理。再加上 PDMS 腔體,以及前後兩個擴張管 (diffuser),使得整個微幫浦可以作動,結構圖如圖 4。 Berg 以及他的團隊在 2003 年發表了一個微幫浦【17】,他突破傳統 PDMS 基本製程,以 不同比例的 PDMS,去製作出不同軟硬的 PDMS 結構,一樣有氣壓的進出,使得流體有進跟 出不一樣的結果,如圖 5 所示。 圖 3 磁性薄膜致動器的作動原理【16】 圖 4 微幫浦結構圖【16】 圖 5 微幫浦結構圖【17】
Hosokawa 與 Maeda 在 2000 年的 J. Micromech. Microeng.發表了一篇也是氣動式的微閥門
【18】。不過跟 Unger 所不一樣的地方,在於他是使用負壓的方式。就如圖 6 所示,在圖 6(A)
中顯示出其結構圖,6(B)中顯示尺寸相對位置,由 6 條管路所組成,In1、In2 是兩注入口, Out 是出口,C1、C2、C3 是三個控制氣閥。這個元件特別的是三個氣閥是常閉型的閥門,當
輸入的是負壓時,負壓使得 PDMS 薄膜下陷,而使得原來封閉的微流道打開,作動示意圖如 圖 6(C)。圖 7 是 C1、C3 通-60kPa,C2 不動,使得 In2 閉,讓 In1 的流體留向出口 Out。
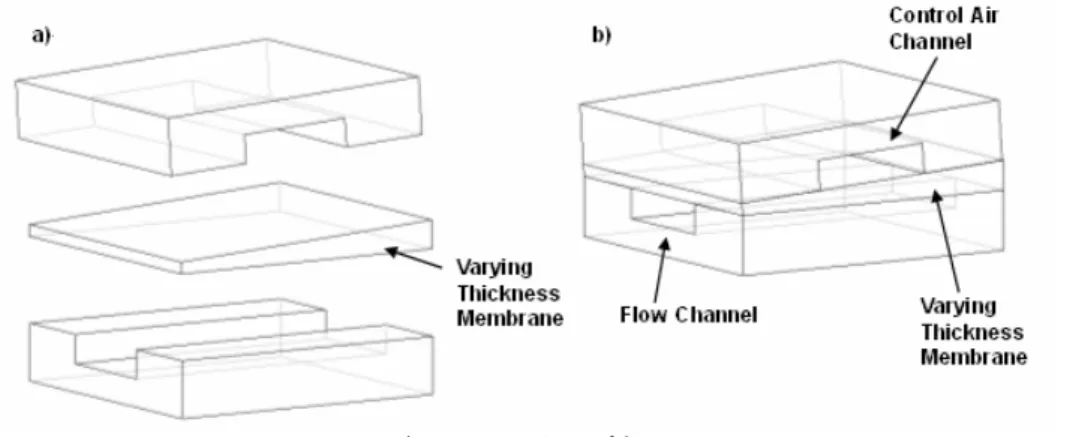
圖 6(A)結構示意圖(B)尺寸圖(C)氣閥作動的示意圖【18】 圖 7 在顯微鏡下,In1 通至 Out 的情形【18】 2 製程與設計 本章主要敘述本實驗的過程,分成兩大部分:一是斜薄膜氣動式微幫浦,二是微閥門壓電 式微幫浦,分別在以設計、製程步驟、實驗架構分項討論。 2-1 斜薄膜氣動式微幫浦之設計 斜薄膜氣動式微幫浦,主要是利用 PDMS 本身材料是疏水性,再加上氣閥壓迫斜薄膜, 使以電壓使其往復的振動,而達到推擠流體的目的。斜薄膜氣動式微幫浦主要是有四種元件所 組成:氣閥、斜薄膜、微流道、載具,其中斜薄膜更有調節的功能,在固定壓力下,因角度的 不同而有流量的改變,而斜薄膜的製作成功也花了不少心力。
本實驗環境是針對微流道內部去做分析,去設定一些可變參數,而去量測、比較流量不同; 而微流道外部環境需固定,電磁閥工作電壓設定 12V,實驗壓力設定為 1bar 的環境下。 本實驗室針對微流道本身尺寸去做分析,而去推測有哪一些參數對流量(Q)有所影響, 而本身微流道尺寸,在第二章時就已敘述,用水力直徑Hd(Hydraulic diameter)去修正,故本 實驗無因次分析是利用水利直徑去對流量去分析: ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ = h m h h D l fD g D Q , , 2 ν θ ν (2-1) 可得三種可變參數:斜薄膜角度,頻率,微氣閥寬度。 斜薄膜角度:如下圖 8 所示,控制斜薄膜的 a、b 邊之參數,而得到所設定可變斜薄膜角 度:2 度、4 度、6 度、8 度、10 度,如表 3 所示。 圖 8 斜薄膜三角形示意圖 表 3 斜薄膜兩邊尺寸與角度對照表 a(mm) b(mm) θ(度) 2.5 14 10.1 2 14 8.1 2 19 6 1 14 4 1 28 2 頻率:由於其電磁閥工作電壓、壓力計、排氣設計等等因素,使得工作流體達到 40Hz 就不會有作動的現象,所以設定測量頻率 5Hz、10Hz、15Hz、20Hz、25Hz、30Hz、 35Hz、40Hz。 微氣閥寬度:1 倍微流道寬、2 倍微流道寬、3 倍微流道寬,其中微流道寬為 1mm。 3-2 斜薄膜氣動式微幫浦之製程 斜薄膜氣動式微幫浦是利用軟微影製程技術製作出來的,主要分為兩大部分,第一部份是 SU-8 製程,在黃光室製作,稱之為前段製程;第二部分是 PDMS 製程,在無塵室以外的地方 製作,稱之為後段製程。製程元件主要分為四個部分:微氣閥、斜薄膜、微流道、以及載具。 在前段製程部分,利用 SU-8 製程可以製作出高深的結構之特性,在無塵室內製作出微氣閥以 及微流道之 SU-8 結構。在後段製程部分,離開無塵室,將先前做好之 SU-8 結構,倒淋 PDMS, 固化後加以翻膜,而製作出微氣閥以及微流道,在製作出斜薄膜,載具是使用 之玻璃,最後使用 PDMS 接合的技術,將這四個元件一一加以結合,得到 成品,加以測試,如圖 9 所示。 mm mm mm 75 1 50 × ×
以下就 SU-8、PDMS、斜薄膜、接合技術等四個小節,詳細的敘述製程過程。
圖 9 斜薄膜氣動式微幫浦結構圖
2-2-1 SU-8 製程
SU-8 光阻,無色透明,且黏稠,是一個負光阻,也就是說沒曝光的地方,會被顯影液顯
掉;SU-8 光阻需要近 UV 光光源,約 300-400 nm,產生激發光源可以使用電子束光源(e-beam)、
X 光光源(X-ray)、i-line 光源(365 )等,SU-8 依製作光阻厚度,又稱超厚光阻,有很高
的深寬比【42】,如圖 31 所示,SU-8 最讓人喜愛、最讓人感興趣的就是它可以製作出超厚結 構【42】,可以拿來當作微流道的管壁,與一般黃光製程不一樣的地方在於,軟烤、硬烤時間 很長,整個製程時間變的很長,在有效的去除水分;SU-8 另需增加一道步驟,曝光後烘烤(post
expose bake),本實驗選用 MICROCHEM 公司所出產的 SU-8 100,選此型號,目的要製造出
100 nm m µ 深的微流道。 圖 10 SU-8 之 SEM 圖【42】 以下是微流道 SU-8 製程流程,分項敘述: (1)清洗基材(substrate pretreat):選用玻璃當基材,尺寸是 ,將其 放入硫酸加雙氧水中,然後放入 DI Water 清洗,如圖 11(a)。 mm mm mm 75 1 50 × ×
(2)光阻塗佈(spin coat):玻璃放置旋轉塗佈機上,將 SU-8 100 滴在玻璃上,SU-8 光 阻旋轉塗佈有兩個階段,第一個是展開階段,以 100rpm/second 的加速度,加速至 500rpm,之後停留 5 秒鐘;第二個是塗佈階段,300rpm/second 的加速度,加速至 3000rpm,之後停留 25 秒鐘,如圖 11(b)。
第二階段,95℃,三十分鐘,如圖 11(c)。
(4)曝光(expose):使用雙面對準曝光機,時間 30 秒,如圖 11(d)。
(5)曝光後烤乾(post expose bake:PEB):兩個階段,第一個階段,65℃,三分鐘,第
二階段,95℃,十分鐘,如圖 11(e)。
(6)顯影(develop):使用乾淨的顯影液顯影,在使用異丙醇清洗顯影液,反覆動作, 視其結構被顯影為止,如圖 11(f)。
(7)硬烤(hard bake):因為 SU-8 結構非常的堅固,硬烤可烤可不烤,如圖 11(g)。
(a)
(b)
(c)
(d)
(f)
(g)
圖 11 SU-8 流程圖(a)清洗基材(substrate pretreat)(b)光阻塗佈(spin coat)(c)軟 烤(soft bake)(d)曝光(expose)(e)曝光後烤乾(post expose bake:PEB)(f) 顯影(develop)(g)硬烤(hard bake)
見圖 12(a)所示,是微流道的光罩圖,在一片元件中,設計五道微流道測試,以免因某 些原因失敗而重做。見圖 33(b)所示,是單孔微氣閥的光罩圖,尺寸:1mm ×5mm,35 個 微氣閥,開孔直接打在微氣閥上。
(a) (b) 圖 12 (a)微流道光罩圖 (b)單孔微氣閥的光罩圖 2-2-2 PDMS 製程 使用適當容器,如小燒杯、或者是寶特瓶切至適當大小,見圖 13 所示,混合 PDMS A、B 劑,以 10:1 的比例調製,放入抽氣瓶抽真空,過半小時之後,取出倒淋至先前製作好的 SU-8 結構上,見圖 14(a)(b),等待 PDMS 均勻覆蓋至 SU-8 結構上時,拿至加熱版(hot plant) 上加熱,120℃,約 20 分鐘,確定 PDMS 完全固化,才取下,等 PDMS 冷卻至室溫,用晶圓 夾小心去下 PDMS,達到翻膜的目的,見圖 14(c)。
(a) (b) (c) 圖 14 (a)先前製作出 SU-8 結構,(b)倒淋 PDMS 並加熱,(c)去下完整 PDMS 翻膜 結構。 2-2-3 斜薄膜的製程 在微機電製程中,最困難的製程在於製作出斜的或者是有角度的結構,近年來有其少數研 究被發。而在本實驗中,最重要的核心所在就是製作出斜薄膜結構,起初在思考製程方法時, 參考之前文獻,皆無法製作出預期構想的斜薄膜結構,而且材料需利用有彈性的 PDMS 材料, 更是困難,後來在 PDMS 本身特性中找到答案。在前幾節中知道 PDMS 有一項特色,就是它 需要翻模,或者是做成模子(molding),搭配 SU-8 的製程,形成所謂的軟微影技術;本實驗 中斜薄膜結構就是利用這項特色,如圖 15 之示意圖:
圖 15 斜薄膜結構示意圖 圖中黃色、綠色、藍色為不同規格之玻璃,選用玻璃的原因是因為夠硬,可當成很好的模 壁,而且其透明,易觀察其中 PDMS 的變化,黃色玻璃的厚度,與綠色玻璃所需距離,即決 定了 PDMS 的角度,中間之紅色體,即為成型後的 PDMS,以三角形為構想,能控制三角形 的三邊當模子,使中間之 PDMS 成型,這就是本實驗斜薄膜成型的原創。 以下就斜薄膜製程流程分述: (1)50mm ×70mm ×1mm 玻璃與 25mm ×50mm 玻璃,互相垂直重疊,並用文件夾夾著, 25mm ×50mm 玻璃的厚度,視 PDMS 的度數不同而有所改變,見圖 16(a)所示。 (2)將前述結構放至加熱板上,下方需加墊所需 PDMS 度數不同而有不同的長度,見圖 16(b)所示。 (3)倒淋 PDMS,放上蓋玻璃,並對準距離,見圖 16(c)所示。 (4)放重物施加壓力固定,加熱至 120℃,等至固化完全,見圖 16(d)所示。 製作斜薄膜時,應避免成品有氣泡的產生,如圖 38 所示,右邊的斜薄膜,有大量的氣 泡,在微氣閥施立下壓時,氣泡空隙會有所影響,改善方法就是 PDMS 在調製時,需抽真空 使其較均勻,減少氣泡。
(a)
(b)
(d) 圖 16 斜薄膜製作流程圖(a)使用文件夾夾住尺寸不同之玻璃(b) 放至加熱板上對準(c) 倒淋 PDMS,放上蓋(d) 施加重物,加熱至固化。 圖 17 成功(左)與失敗(右)的斜薄膜 2-2-4 各元件接合技術 本實驗的接合技術,主要是利用電漿產生系統對 PDMS 的表面活化,改變其材料性質, 以處理玻璃與 PDMS 的接合,還有 PDMS 與 PDMS 之間的接合技術,方法是使用氧電漿在低 功率,短處理時間的情況較佳。 對於玻璃與PDMS的接合,在經過氧電漿處理過後,根據理論接合面的Si-O2 的鍵結能
(bonding energy),高達 780KJ.mole-1,這麼強的鍵結能力,足以使玻璃與PDMS之間的接合
效果接合的十分緊密。 關於 PDMS 與 PDMS 之間的接合技術理論,以下分項論述: (1)在常溫、常態下,PDMS 材料表面佈滿著疏水性的碳官能基,見圖 18(a),當兩片 PDMS 彼此接合時,有一定程度的黏合,黏合的程度比玻璃與 PDMS 直接接觸更 好,但是仍然可以輕易的撕去,易黏也易撕,毫無接合的效果。 (2)在經過氧電漿處理後,見圖 18(b),電漿離子將 PDMS 表面鍵結能較弱的碳鍵結 打斷,在電漿中的氧基可以輕易的與不穩定的自由基鍵結,而把表面原來充滿許多 碳原子的 PDMS,改變成接合的表面充滿著氧原子,形成如圖中新的表面型態,此
步驟也就接合時最重要的地方。 (3)兩接合面對準,見圖 18(c),可加以顯微鏡等工具幫助對準,通常無法第一次接觸 就對的很準,而加塗乙醇,可使得元件可以充分的時間左右移動,上下對準。 (4)施外力加以接合,見圖 18(d),通常當兩片 PDMS 接合時,將一片 PDMS 輕放至 另一片 PDMS,因為其自我鍵結的影響,可見到鍵結面以放射狀的方式向外擴散, 而施外力有兩個功用,一是確保接合的很完全,二是去除小縫隙的純在,使得接合 的更完全,PDMS 與 PDMS 的接合介面間,以 Si-O-Si 鍵結存在著,所以接合後會 非常緊密。
圖 18 PDMS 與 PDMS 接合原理【34】,(a)常溫常態下,(b)氧電漿處理,(c)對準, (d)施外力接合。
使用氧電漿改變 PDMS 表面性質,有下列三個重要的參數: (1)功率(RF Power)
(2)壓力(Oxygen partial pressure) (3)時間(Treatment time)
本實驗使用的電漿產生儀器,是購自美國 HARRICK 公司的 PLASMA CLEANERS,型號 是 PDC-32G,見圖 19 所示,此儀器需加裝一台抽氣幫浦抽氣,以下就流程敘述: (1) 首先將要處理的兩片試片都放入腔體內。 (2) 關緊蓋上之洩氣罰,蓋上蓋子。 (3) 打開抽氣幫浦抽真空,約 5 分鐘,此時蓋子就可緊密吸附。 (4) 打開 power 開關,功率調至 low。 (5) 見其腔體產生紫紅色的氧電漿,計時 10 秒。 (6) 關閉 power 開關,關閉幫浦開關。 (7) 打開洩氣罰。 (8) 取出試片。 本實驗製作一個成功的元件,電漿處理扮演了非常重要的角色,因為要製作一個元件需要 經過三道的電漿處理: 第一道是翻膜出微流道的 PDMS 與玻璃的接合 第二道是微氣閥固定於斜薄膜的接合 第三道是包含微氣閥、斜薄膜的 PDMS 上蓋,與之前接合於玻璃上的微流道接合。
圖 19 電漿儀器(PDC-32G)【43】 2-3 斜薄膜氣動式微幫浦之設備架設與實驗架構 斜薄膜氣動式微幫浦的製程,已在前幾節敘述,而本節實驗設備的架設,就是簡述如何製 造出往復式的氣壓。 2-3-1 實驗設備 (1)高速電磁閥,美國 MAC 公司,型號:117B-601BA,工作電壓 DC12V,驅動功率 8.5watts,見圖 20 所示。 (2)壓力計,台灣CLK公司,型號:CLR-300,最大空氣壓力 10kg/cm2,見圖 21 所示。 (3)電源供應器,美國 GW 公司,型號:GPC-3030D,依照電池閥之工作電壓,給定 DC12V,見圖 22 所示。 (4)波形產生器,美國 GW 公司,型號:GFG-8016G,由此輸入方波至電晶體中,以控 制 0 或 1 的訊號,也由此控制所需測量之頻率,見圖 23 所示。 (5)電晶體,由波形產生器輸入之訊號,去控制另兩針角的訊號。
圖 20 高速電磁閥 圖 21 壓力計 圖 22 電源供應器 圖 23 波形產生器 2-3-2 實驗架設 已知有一固定氣壓源,而電磁閥即可控制往復式的氣壓,在利用壓力計控制壓力大小,以 免壓力過大,將微氣閥衝破;在使用控制電訊號去開關電磁閥的部分,電磁閥的電源是由電源 供應去提供,經由電晶體控制,而電晶體的訊號,則來至波形產生器所產生的方波以及頻率大
小。 圖 24 斜薄膜氣動式微幫浦之實驗設備架設圖 2-4 無閥門壓電式微幫浦之設計 無閥門壓電式微幫浦最重要的就是壓電片與微流道的設計,所以分兩部分述說,一是漸擴 管與漸縮管的尺寸設計,二是壓電材料與機構設計。 2-4-1 漸擴管與漸縮管尺寸設計 無閥門壓電式微幫浦能夠做動,漸擴管與漸縮管的尺寸設計,變的非常重要。在設計漸擴 管與漸縮管尺寸之前,要先了解流體在漸擴管與漸縮管中流動的狀態,然而漸擴管與漸縮管的 流動狀態有兩種,會因為開口大小而決定流動狀態。 在理想無分離流的情況下,以漸擴管為例,如圖 25,開口需為小角度(< ),在漸擴管 方向上的壓力損失小於漸縮管方向上的壓力損失,所以淨流方向是向漸擴管方向。漸擴管開口 需為大角度(> ),如圖 26,在漸擴管的邊界會有分離流的現象,造成在漸擴管方向上的壓 力損失大於漸縮管方向上的壓力損失,所以淨流方向是向漸縮管方向。所以在設計開口大小與 流動方向方面,開口是小角度時,流動方向是順開口方向;開口是大角度時,流動方向是逆開 口方向。本實驗是採用開口大小是小角度,流動方向是順開口方向。 D 14 D 35
圖 25 小角度漸擴管與漸縮管流體流動示意圖【44】 圖 26 大角度漸擴管與漸縮管流體流動示意圖【44】 在巨觀的漸擴管中,如圖 26,約可推估開口角度在 時,損失係數有最小的 0.15,由於 本實驗決定使用小角度的漸擴管,故決定開口角度為 。本實驗較新的設計為暫微流道中加 裝擋體,相當於在一個微流道中有兩個漸擴管,如圖 27 所示。 ° 4 ° 8 圖 27 漸擴管角度與壓力損失係數關係圖【45】
圖 28 加裝擋體的微流道 1962 年,Fox 與 Kline 發表了漸擴管流場模型的完全穩定圖,如圖 29,配合漸擴管穩定圖, 在決定開口角度在8°之後,由圖上對照,選定LW1 =20,所以決定開口寬度為 100µ ,漸擴m 管長度為 2000µ ,比例為m LW1 =2000100=20。 圖 29 漸擴管穩定圖【39】 實驗結果 3-1 斜薄膜氣動式微幫浦之實驗結果與分析討論 在 2-1 節中提到,斜薄膜氣動式微幫浦的可變參數:頻率、斜薄膜角度、微氣閥寬度,所
以之後依這三種參數,分三個小節來比較討論。 3-1-1 不同振動頻率之比較 以傾角 的斜薄膜為例,微氣閥寬是一倍流道寬,所以微氣閥與微流道交叉面積是一正方 形,量測時,頻率以每一次增加 5Hz 的速率,量至 40Hz,每次量測時間 30 秒,紀錄、換算 相關數據,得表 4 所示。 ° 2 表 4 傾角2°斜薄膜之各種相關數據
頻率(Hz) 時間(sec) 流經距離(mm) 體積(nl) Q(nl/sec) Q(μl/min)
0 15 0 0 0.000 0.000 5 15 6.89 689 45.933 2.756 10 15 8.64 864 57.600 3.456 15 15 11.22 1122 74.800 4.488 20 15 13.03 1303 86.867 5.212 25 15 13.46 1346 89.733 5.384 30 15 10.09 1009 67.267 4.036 35 15 3.46 346 23.067 1.384 40 15 0 0 0.000 0.000 頻率與流量的關係圖,如圖 30 所示,剛開始頻率越高,流量越大,到達 25Hz 時流量最 大,因為在電磁閥工作頻率高於 25Hz 之後,原來應該打在斜薄膜的氣壓,卻從排氣口排走, 根本來不及進入壓力計之後段,相關位置圖,如圖 31,所以曲線才形成先昇後減的情形。
Frequency vs. Volume flow rate
0.00 20.00 40.00 60.00 80.00 100.00 0 5 10 15 20 25 30 35 40 45 Frequency(Hz) Vo lu me f lo w ra te (n l/ se c) 圖 30 傾角2°斜薄膜時,頻率與流率關係圖
圖 31 排氣閥排氣與其他零件相關位置圖 3-1-2 不同斜薄膜角度之比較 設計的角度有: 、 、 、 、 ,當傾角越大,表示微氣閥與微流道交叉之兩截斷 面相對厚度越大,厚度大,也越不容易擠壓,所以同樣在 25Hz 有最大流量, 的流量會比 來的大,各個角度最大流量表,見表 5,,圖 32 所示。 ° 2 4° 6° 8° 10° ° 2 10° 表 5 各個角度最大流量表 度數 2 4 6 8 10 25Hz 最大流率 89.73 68.33 45.43 18.77 7.90 角度 vs 流率 0.00 20.00 40.00 60.00 80.00 100.00 0 2 4 6 8 10 1 角度(angle) 流率 (n l/s ec ) 2 圖 32 各個角度角度與流率關係圖 各個角度,角度與流率關係圖,如圖 60,五條曲線多為先昇後降,且最大流率皆發生在 25Hz 時,而2°的流率曲線皆大於10°流率曲線。
Frequency vs. Volume flow rate 0 20 40 60 80 100 0 5 10 15 20 25 30 35 40 45 Frequency(Hz) Volume f low rate(nl/sec) 10 8 6 4 2 圖 33 各個角度頻率與流率關係圖 3-1-3 不同微氣閥寬度之比較 不同的微氣閥寬度:一倍、二倍、三倍。以 為例,頻率與流率關係圖,如圖 34,三倍 流道寬時的流量最大。 ° 2
Frequency vs. Volume flow rate
0.00 100.00 200.00 300.00 400.00 500.00 0 10 20 30 40 50 Frequency(Hz)
Volume flow rate(
nl/sec) 1lm 2lm 3lm 圖 34 三種流道寬的頻率與流率關係圖 一倍流道寬時,五條流率曲線很有順序的排列,角度越大流量越小,且最大流率皆發生在 25Hz 時,最大流率發生在傾角 ,25Hz 時,有 89.73nl/sec,見圖 35。二倍流道寬時,角度 °、 、 的流率曲線相似,角度 、 的流率曲線相似,最大流率發生在傾角 ,25Hz 時, 有 368nl/sec,見圖 36。三倍流道寬時,流速很快,毫無規則可尋,五條流率曲線都相類似, ° 2 2 ° 4 6° 8° 10° 6°
最大流率發生在傾角4°,20Hz 時,有 473.5nl/sec,見圖 37。
Frequency vs. Volume flow rate
0.00 20.00 40.00 60.00 80.00 100.00 0 5 10 15 20 25 30 35 40 45 Frequency(Hz)
Volume flow rate(
nl/sec) 10 8 6 4 2 圖 35 一倍流道寬時、各個角度頻率與流率關係圖
Frequency vs. Volume flow rate
0.00 100.00 200.00 300.00 400.00 0 5 10 15 20 25 30 35 40 45 Frequency(Hz)
Volume flow rate(
nl/sec) 10 8 6 4 2 圖 36 二倍流道寬時、各個角度頻率與流率關係圖
Frequency vs. Volume flow rate 0.00 100.00 200.00 300.00 400.00 500.00 0 5 10 15 20 25 30 35 40 45 Frequency(Hz)
Volume flow rate(
nl/sec) 10 8 6 4 2 圖 37 三倍流道寬時、各個角度頻率與流率關係圖
4 結論
本計劃利用軟微影技術,設計製作出斜薄膜氣動式微幫浦。在微氣閥是一倍流道寬時,頻 率越高,流率會越大,但是在經過 25Hz 之後,會因為排氣閥排氣速度大於通過的速度,頻率 與流率的關係剛好相反,此時的頻率越高,流率越低。微氣閥是二、三倍流道寬時,壓縮面積 變大,流體流率變大;也因為壓縮面積變的大很多,量測無明顯規則;斜薄膜氣動式微幫浦, 量測出最大流體流率有 473.5nl/sec,發生在三倍流道寬時,傾角4°,20Hz。 參考文獻【1】Y . Xia, G. M. Whitesides,“Soft Lithography", Angew. Chem. Int. Ed., Vol. 37, pp. 550-575,1998.
【2】Y . Xia, G. M. Whitesides,“Soft Lithography", Annu. Rev. Mater. Sci. , Vol. 28, pp. 153-184 ,1998.
【3】 C. Cabuz, W. R. Herb, E. I. Cabuz, S. T. Lu,“The Dual Diaphragm Pump,” 14th
IEEE Int. Conf. on Micro Electro Mechanical Systems, pp. 519-522, 2001.
【4】 M. Koch, A. G. R. Evans, A. Brunnschweiler,“The Dynamic Micropump Driven With a Screen Printed PZT Actuator", J. Micromech. Microeng. , Vol.8, pp.119-122, 1998.
【5】E. Meng, X. Q. Wang, H. Mak, Y. C. Tai,“A Check-Valved Silicon Diaphragm Pump", 13th
IEEE Int. Conf. on Micro Electro Mechanical Systems, pp. 23-27, 2000.
【6】O. C. Jeong, S. S. Yang,“Fabrication and Test of A Thermopneumatic Micropump with A Corrugated p+ Diaphram", Sensors and Actuators A , Vol. 83, pp. 249-255, 2000.
【7】M. Eiji, M. Takashi, S. Takayuki,“Fabrication of TiNi Shape Memory Micropump", Sensors and Actuators A , Vol. 88, pp. 256-262, 2001.
Acoustic Streaming in Flexural Plate Wave Micro Pumps",Sensors and Actuators A , Vol. 79, pp. 115-121, 2000.
【9】S. H. Ahn, Y. K. Kim, “Fabrication and Experiment of A Planar Micro Ion Drag Pump",Sensors and Actuators A , Vol. 70, pp. 1-5, 1998.
【10】J. Jang, S. S. Lee,“Theoretical and Experimental Study of MHD Micropump", Sensors and Actuators A , Vol. 80, pp. 84-89, 2000.
【11】S. Boehm, W. Olthuis, P. Bergveld, “A Bi-Directional Electrochemically Driven Micro Liquid Dosing System with Integrated Sensor/Actuator Electrodes",13th IEEE Int. Conf. on Micro Electro Mechanical Systems, pp. 92-95, 2000.
【12】 N. A. Polson, M. A. Hayes,“Microfluidics Controlling Fluids in Small Places",Anal. Chem. , Vol. 73, pp. 312a-319a, 2001.
【13】K. S. Yun, I. J. Cho, J. U. Bu, G. H. Kim, Y. S. Jeon, C. J. Kim, E. Yoon,“A Micropump Driven by Continuous Electrowetting actuation for Low Power Operation", 14th IEEE Int. Conf. on Micro Electro Mechanical Systems, pp. 487-490, 2001.
【14】M. Gunji, T. B. Jones, M. Washizu,“DEP Microactuators of Liquids",14th
IEEE Int. Conf. on Micro Electro Mechanical Systems, pp. 385-388, 2001.
【15】M. A. Unger, H. P. Chou, T. Thorsen, A. Scherer, S. R. Quake,“Monolithic Microfabricated Valves and Pumps by Multilayer Soft Lithography", SCIENCE, Vol. 288, pp. 113-116, 2000. 【16】M. Khoo, C. Lin,“A Novel Micromachined Magnetic Membrane Microfluid Pump",
Proceedings of the 22nd Annual EMBS International Conference, July 23-23, pp. 2394-2397, 2000.
【17】J. M. Berg, R. Anderson, M. Anaya, B. Lahlouh, M. Holtz, T. Dallas,“A Two-Stage Discrete Peristaltic Micropump",Sensors and Actuators A , Vol. 104, pp.6-10, 2003.
【18】K. Hosokawa, R. Maeda,“A Pneumatically-Actuated Three-Way Microvalve Fabricated with Polydimethylsiloxane Using the Membrane Transfer Technique", J. Micromech. Microeng. Vol. 10, pp. 415-420, 2000.
【19】D. J. Beebe, G. A. Mensing, G. M. Walker,“Physics and Applications of Microfluidics in Biology", Annu. Rev. Biomed. Eng. , Vol. 4, pp. 261-286, 2002.
【20】J. C. McDonald, D. C. Duffy, J. R. Anderson, D. T. Chiu, H. Wu, O. J. A. Schueller, G. M. Whitesides,“Fabrication of Microfluidic Systems in Poly(dimethylsiloxane)",
Electrophoresis, Vol. 21, pp. 27-40, 2000.
【21】G. M. Whitesides, E. Ostuni, S. Takayama, X. Jiang, D. E. Ingber,“Soft Lithography in Biology and Biochemistry", Annu. Rev. Biomed. Eng. , Vol. 3, pp. 335-373, 2001. 【22】A. Kumar, G. M. Whitesides, “Feature of Gold Having Micrometer to Centimeter
Dimensions", Appl. Phys. Lett. , Vol. 63, pp. 2002-2004, 1993.
【23】Y. Xia, E. Kim, X. M. Zhao, J. A. Rogers, M. Prentiss, G. M. Whitesides, “Complex Optical Surface Formed by Replica Molding Against Elastomeric Masters ", SCIENCE, Vol. 273, pp. 347-349, 1996.
【24】E. Kim, Y. Xia, G. M. Whitesides, “Polymer Microstructures Formed by Molding in Capillaries ", Nature, Vol. 376, pp. 581-584, 1995.
【25】J. A. Rogers, K. E. Paul, R. J. Jackman, M. Prentiss, G. M. Whitesides,“Using An
Elastomeric Phase Mask for Sub-100nm Photolithography in The Optical Near Field", Appl. Phys. Lett. , Vol. 70, pp. 2658-2660, 1997.
【26】B. D. Terris, H. J. Mamin, M. E. Best, J. A. Logan, D. Rugar, “Nanoscale Replication for Scanning Probe Data Storage " , Appl. Phys. Lett. , Vol. 69, pp. 4262-4264, 1996.
Lett. , Vol. 70, pp. 2502-2504, 1997.
【28】R. Liu, M. Stremler, K. Sharp, M. Olsen, J. Santiago, “Passive Mixing in A
Three-dimensional Serpentine Microchannel", J. Microelectromech. Syst. , Vol. 9, pp. 190-197, 2000.
【29】 P. J. A. Kenis, R. F. Ismagilow, G. M. Whitesides, “Microfabrication Inside Capillaries Using Multiphase Laminar Flow Patterming", SCIENCE, Vol. 285, pp. 83-85, 1999. 【30】S. Takayama, J. C. McDonald, E. Ostuni, M. N. Liang, P. J. A. Kenis, R.F. Ismagilov, G. M.
Whitesides,“Patterning Cells and Their Environments Using Multiple Laminar Fluid Flow in Capillary Networks", Proc. Natl. Acad. Sci. USA, Vol. 96, pp. 5545-5548, 1999.
【31】D. C. Duffy, O. J. A. Schueller, S. T. Brittain, G. M. Withesides,“Rapid Prototyping of Microfluidic Switches in Poly(dimethyl siloxance)And Their Actuation By Electro-osmotic Flow", J. Micromech. Microeng. , Vol. 9, pp. 211-217, 1999.
【32】S. J. Clarson, J. A. Semlyen, Siloxance Polymers, 1993
【33】M. J. Owen, P. J. Smith, “Plasma Treatment of PDMS", Polymer Surface Modification: Relevance to Adhesion, pp. 3-39, 1995.
【34】侯紹欽, “毛細管電泳晶片樣本預濃縮前處理技術之研究”, 國立成功大學工程科學研究 所碩士論文, 2001.
【35】M. C. Potter, D. C. Wiggert, Mechanics of Fluids , third edition, 2002.
【36】劉權昇,“微觸印刷研究”, 國立台灣大學化學工程研究所碩士論文, 2001.
【37】J. H. Lee,“Microactuation by Continuous Electrowetting and Electrowetting : Theory, Fabrication, and Demonstration”, UCLA, 2000.
【38】A. Olsson, G. Stemme, E. Stemme,“A Valve-less Planar Fluid Pump with Two Pump Chambers", Sensors and Actuators A , Vol. 83, pp. 249-255, 2000.
【39】李俊賢,“可攜式無閥壓電微幫浦之設計製作與應用”, 國立台灣大學應用力學研究所碩 士論文, 2003. 【40】林建廷,“無閥門微型幫浦之理論分析”, 國立台灣大學應用力學研究所碩士論文, 2002. 【41】林俊達,“無閥門微型幫浦之數值模擬”, 國立台灣大學應用力學研究所碩士論文, 2003. 【42】http://www.microchem.com/products/su_eight.htm 【43】http://www.harricksci.com/
【44】A. Olsson, G. Stemme, E. Stemme,“Simulation Studies of Diffuser and Nozzle Elements for Valve-less Micropumps", Transducers’97 , pp. 16-19, 1997.
【45】A. Olsson, G. Stemme, E. Stemme,“Diffuser-element Design Investigation for Valve-less Pumps", Sensors and Actuators A , Vol. 57, pp. 137-143, 1996.